B 7731 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本試験機工業会
(JTM)/財団法人日本規格協会 (JSA) から工業標準原案を具して日本工業規格を改正すべきとの申出があ
り,日本工業標準調査会の審議を経て,通商産業大臣が改正した日本工業規格である。これによってJIS B
7731 : 1993は改正され,この規格に置き換えられる。
JIS B 7731には,次に示す附属書がある。
附属書(参考) ショア硬さによる基準片の校正
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7731 : 2000
ショア硬さ試験−基準片の校正
Shore hardness test−Calibration of reference blocks
1. 適用範囲 この規格は,JIS B 7727に規定したショア硬さ試験機の間接検証に用いるショア硬さ基準
片(以下,基準片という。)の校正方法について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 表面粗さ−定義及び表示
JIS B 7727 ショア硬さ試験機
JIS B 7735 ビッカース硬さ試験−基準片の校正
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4401 炭素工具鋼鋼材
JIS H 3100 銅及び銅合金の板及び条
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2246 ショア硬さ試験方法
3. 定義 この規格で用いる主な用語の定義は,JIS Z 2246によるほか次による。
換算ショア硬さ ビッカース硬さから次の式で計算した硬さ
VHS= (1.743 5a−1.150 5a2+0.581 8a3−0.160 9a4) ×100
ここに,
VHS: 換算ショア硬さ
000
1
)
(HV
aビッカース硬さ
=
参考 この式による計算値を,参考付表1に示す。
4. 基準片の材料 基準片の材料は,表1とする。
表1 基準片の材料
硬さ(概略値)
材料
7VHS
JIS H 3100のC1020P
22VHS
JIS G 4051のS20C
30〜95VHS
JIS G 4401のSK5
100VHS
JIS G 4401のSK2
2
B 7731 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 基準片の製造 基準片の製造は,次による。
a) 基準片の製造業者は,必要な均質性,組織安定性及び硬さの均一性が得られるような製造工程を用い
る。
b) 基準片の寸法は,表2とする。
表2 基準片の寸法
単位 mm
材料
外径
厚さ
JIS H 3100のC1020P
64±1 10
5.00
+
上記以外の材料(鉄鋼) 64±1 15
5.00
+
参考 速度比検出式試験機用の基準片
は,表2と異なったものがある。
c) 基準片は,磁気を帯びていないものとする。基準片が鋼製の場合,製造工程の最後に脱磁処理を行う。
d) 基準片の試験面及び裏面の平面度公差並びに裏面に対する試験面の平行度公差は,表3とする。また,
試験面及び裏面の表面粗さは,JIS B 0601によって表3とする。
表3 基準片の平面度公差,平行度公差及び表面粗さ
材料
平面度公差
mm
平行度公差
mm
表面粗さ μmRa
試験面
裏面
JIS H 3100のC1020P
0.01
0.03
0.2
0.8
上記以外の材料(鉄鋼)
0.01
0.03
0.1
0.8
e) 試験面は,基準片の1面とする。試験面の硬さを測定する範囲は,基準片の縁から,75VHS未満の硬
さでは4mm以上,75VHS以上の硬さでは7mm以上隔たった内側とする。
f)
試験面には,硬さ測定に支障となるきずがないようにする。
g) 基準片の材料が,表1によるとき,基準片の熱処理及び機械加工は,表4による。
表4 基準片の熱処理及び機械加工
材料
熱処理及び機械加工
JIS H 3100のC1020P
最終仕上げの後,焼なましを行う。
JIS G 4051のS20C
機械加工,焼なましの後,最終仕上げを行う。
JIS G 4401のSK5
JIS G 4401のSK2
焼入れ・焼戻しを行い,最終仕上げを行う。
必要に応じて焼入れ直後にサブゼロ処理を行う。
参考 基準片の試験面には,識別マークを表示しておくことが望ましい。
6. 校正用試験機 基準片のビッカース硬さを測定する校正用試験機は,JIS B 7735に規定されている校
正用試験機とする。
7. 校正の手順 硬さ基準片の校正を行う手順は,次による。
a) 校正を行う温度は,23±5℃とする。
b) 基準片のビッカース硬さを測定する。
1) 使用する試験機は,6.の校正用試験機とする。
2) ビッカース硬さの測定は,JIS Z 2244及びJIS B 7735によって行う。ビッカース硬さを測定する試
験力は,表5のとおりとする。
3
B 7731 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5 ビッカース硬さ測定の試験力
硬さ
試験力(硬さ記号)
25VHS未満
98.07N (HV10)
25VHS以上
294.2N (HV30)
c) ビッカース硬さの各測定値を,3.の式によって換算ショア硬さVHSに換算し,平均値を小数点以下1
けたに丸める。その平均値を,基準片の硬さとする。
参考1. 基準片は,ショア硬さ試験機の検証に用いるので,ビッカース硬さの測定だけでなく,ショ
ア硬さも測定することが望ましい。
2. ショア硬さ測定に使用する試験機は,JIS B 7727のD形とし,硬さ指示値の平均値が信頼率
95%で,参考表1を満足するように管理することが望ましい。
参考表1 平均値の管理限界
硬さ
管理限界
75HS未満
±0.4HS
75HS以上
±0.6HS
3. 同一基準片に対して,ショア硬さ試験機で測定した平均値 (HS) と換算ショア硬さの平均値
(VHS) との差は,0.5HS (VHS) 以下が望ましい。
4. ショア硬さの測定は,JIS Z 2246によって,5点測定することが望ましい。各測定値は,小数
点以下1けたまで読み取る。また,平均値は,小数点以下1けたに丸める。
5. 基準片のショア硬さの均一性は,9.によることが望ましい。
8. くぼみの数 硬さの測定は,五つのくぼみを,試験面全体に均一に分散させて行う。
9. 垂準片の硬さの均一性 基準片の硬さの均一性は,最大値と最小値の差とする。硬さの均一性の許容
値は,表6とする。
表6 硬さの均一性の許容値
硬さ
均一性の許容値
75VHS未満
1.2VHS以下
75VHS以上
1.5VHS以下
10. 表示 表示は,次による。
a) 各基準片には,次の表示を行う。
1) 校正で求めた硬さ値の平均 (VHS)
2) 供給業者又は製造業者の名称,若しくはその略号。
3) 製造番号
4) 校正機関の名称又はマーク
5) 校正した年(製造番号に表示されていない場合)
b) 基準片の側面にマークをつける場合は,試験面を上にしたときマークが,正置の状態で読めるように
付ける。
c) 基準片には,次の情報を記載した書類を付ける。
1) この規格によって校正した表示
4
B 7731 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 校正年月日
3) 硬さの平均値及び均一性 (VHS)
11. 基準片の硬さの有効性 基準片の硬さ値は,5.の条件が満たされている場合だけを有効とする。また,
校正の有効期間は,5年以内が望ましい。
参考付表1 ビッカース硬さHV−換算ショア硬さVHS計算値
HV
0
1
2
3
4
5
6
7
8
9
20
30
40
・
・
・
1 000
3.4
(JIS B 7731 : 1993の参考付表1を用いる。)
101.9
備考 換算式は,本体の3.の式によっている。見出し数値は,ビ
ッカース硬さである。
5
B 7731 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) ショア硬さによる基準片の校正
この附属書は,ショア硬さによる基準片の校正について記述するもので,規定の一部ではない。
参考 この附属書によるショア硬さは,本体の規定による換算ショア硬さとは異なる。
1. 一般条件 この附属書で推奨している条件以外は,本体の規定を適用する。
2. 基準片の材料 この附属書で校正をする基準片の材料は,本体の表1以外の材料を用いてもよい。
3. 校正用試験機 校正用試験機は,次による。
a) 校正用試験機は,附属書表1による。
附属書表1 校正用ショア硬さ試験機
項目
仕様
形式
D形ショア硬さ試験機に準拠
ハンマの落下高さ
19.00±0.02mm
ハンマの質量
36.2±0.1g
ハンマの先端半径
1.00±0.07mm
反発高さの測定精度 ±0.025mm
試料受台の質量
4kg以上
計測筒の押付け力
約200N
b) 校正用ショア硬さ試験機の硬さ特性は,試料受台の質量効果を補正して,試料受台の質量が一般の試
験機の4kgに対応する硬さにする。
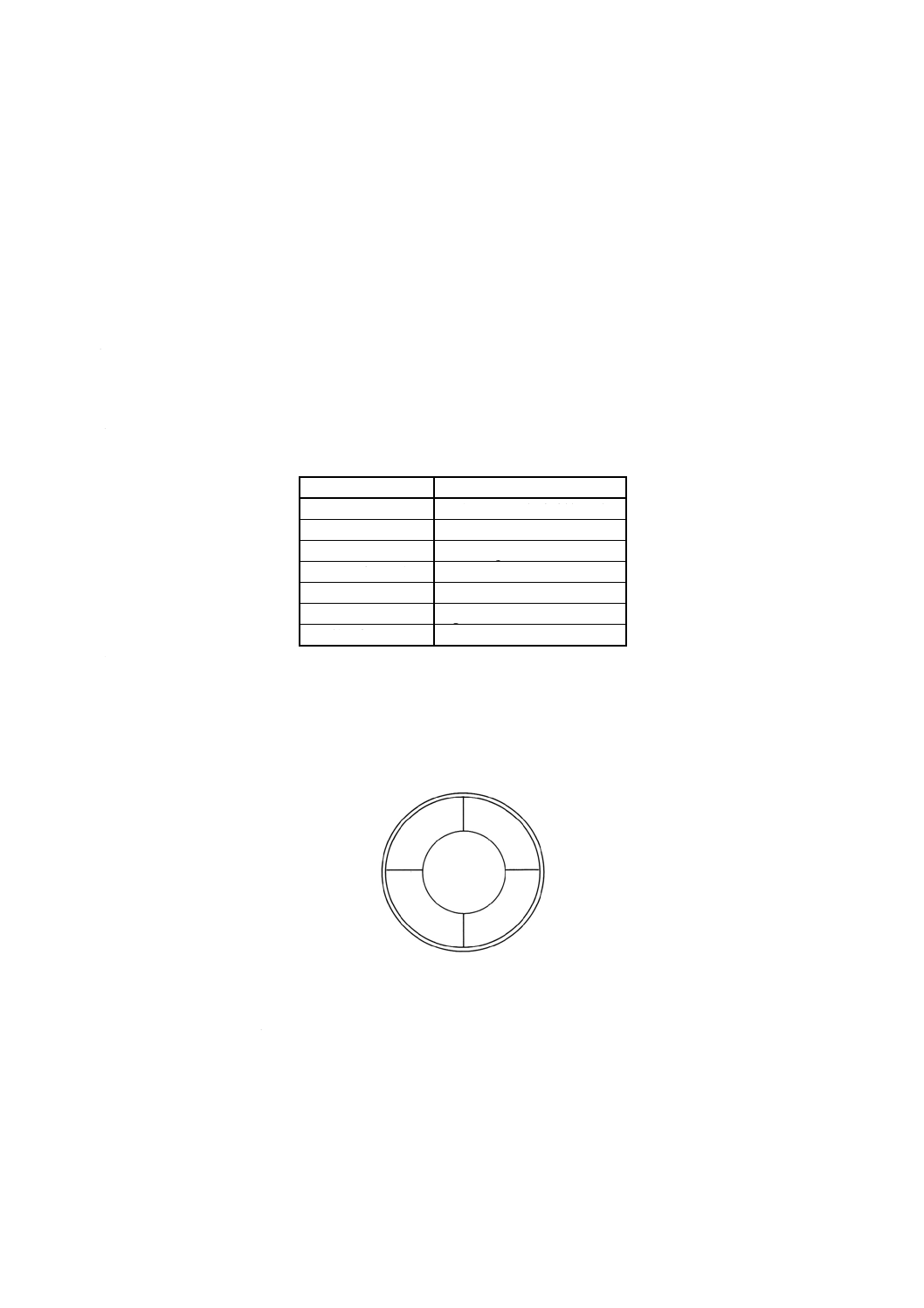
4. 校正の手順 硬さの測定は,基準片の試験面を附属書図1のように,ほぼ同じ面積の5区画に分けて,
各区画で1点ずつ測定する。
附属書図1 試験面の区画
5. 硬さの表示 基準片の硬さを表示する硬さ記号は,HSとする。
6
B 7731 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 7731(ショア硬さ試験−基準片の校正)改正原案作成委員会 構成表
氏名
所属
(委員長)
秦 勝一郎
工業技術院計量研究所
小此鬼 正 規
通商産業省機械情報産業局
八 田 勲
工業技術院標準部材料規格課
石 田 一
工業技術院計量研究所
山 崎 政 義
科学技術庁金属材料技術研究所
今 津 好 昭
東京都立産業技術研究所
橋 本 進
財団法人日本規格協会
東 史 彦
財団法人日本海事協会
三 橋 宏
財団法人日本軸受検査協会
佐 藤 四 郎
防衛大学校名誉教授(軽金属協会)
新 井 孝 男
株式会社東京ダイヤモンド工具製作所
富 家 将 之
三菱伸銅株式会社(日本伸銅協会)
村 上 勝 男
関東特殊製鋼株式会社(日本鋳鍛鋼会)
竹 内 栄 一
社団法人日本熱処理技術協会
桃 木 明 和
社団法人日本鉄鋼連盟標準化センター
菱 山 光 正
日本電信電話株式会社技術協力センター
阿 部 力
日本精工株式会社基礎技術研究所
小 島 光 司
株式会社アカシ
尾 崎 達 也
株式会社井谷衡機製作所
佐 藤 忠
有限会社今井精機
鷲 谷 勇
JTトーシ株式会社
山 本 靖 則
株式会社島津製作所
仲 井 康 雄
株式会社仲井精機製作所
佐々木 雄 治
株式会社日本試験機製作所
境 田 正 信
株式会社富士試験機製作所
大 宗 幹一郎
豊光エンジニアリング株式会社
井 上 克 彦
株式会社アサヒ技研
山 本 卓
株式会社山本科学工具研究社
(関係者)
岩 崎 昌 三
株式会社アカシ
(事務局)
菅 野 久 勝
日本試験機工業会