B 7614:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 構造······························································································································· 3
4.1 一般 ···························································································································· 3
4.2 材質 ···························································································································· 3
4.3 目量 ···························································································································· 3
4.4 計量結果の表示 ············································································································· 3
4.5 デジタル表示機構 ·········································································································· 3
4.6 アナログ指示機構 ·········································································································· 3
4.7 零点復帰装置及び調整装置 ······························································································ 3
5 性能······························································································································· 3
5.1 検定公差及び使用公差 ···································································································· 3
5.2 零点復帰装置 ················································································································ 4
5.3 周速度 ························································································································· 4
5.4 繰返し誤差 ··················································································································· 4
6 試験方法························································································································· 4
6.1 零点復帰装置 ················································································································ 4
6.2 周速度 ························································································································· 4
6.3 繰返し誤差 ··················································································································· 4
7 表示······························································································································· 4
8 器差検定の方法 ················································································································ 5
9 使用中検査 ······················································································································ 5
10 対応関係 ······················································································································· 5
附属書JA(規定)器差検定の方法 ··························································································· 6
附属書JB(規定)使用中検査 ································································································· 7
附属書JC(参考)JISと対応する国際規格との対比表 ································································· 8
B 7614:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本
工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7614:2010
皮革面積計
Instruments for measuring the areas of leathers
序文
この規格は,2004年に第1版として発行されたOIML R136-1を基に,技術的内容を変更して作成した
日本工業規格である。
この規格は,皮革面積計が計量法の特定計量器として要求される要件のうち,構造及び性能に係る技術
上の基準及び試験の方法を規定するために作成した日本工業規格であり,この規格の適合だけをもって計
量法で定める検定に合格したということにはならない。また,この規格に適合するものであることを示す
工業標準化法第19条の表示を付すことはできない。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,取引又は証明に用いる皮革面積計について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
OIML R136-1:2004,Instruments for measuring the areas of leathers(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS Z 8103 計測用語
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8103によるほか,次による。
3.1
計量値
計量器の表示する物象の状態の量の値。
3.2
器差
計量値から真実の値を減じた値のその真実の値に対する割合。
2
B 7614:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3
目量
隣接する目盛標識のそれぞれが表す物象の状態の量の差。
3.4
表示機構
アナログ指示機構及びデジタル表示機構。
3.5
アナログ指示機構
計量値を連続的に示す目盛標識の集合。
3.6
デジタル表示機構
計量値を一定間隔で断続的に表示する目盛標識の集合。
3.7
目盛標識
計量値又はそれに関連する値を表示するための数字又は点,線,その他の記号。
3.8
零点復帰装置
表示機構の表示を零に設定する装置。
3.9
加減調整装置
検出器個々の動作量を積算する機構に取り付けられた調整装置。
3.10
送りおもり調整装置
おもりを用いて指針の零点を均衡させている機構に取り付けられた調整装置。
3.11
周速度
送りローラーが1分間に回転したときの外周の長さ。
3.12
検定
計量法に規定される検定。
注記 検定を行うものは,計量法によってその特定計量器の種類ごとに都道府県知事,指定検定機関,
独立行政法人産業技術総合研究所又は日本電気計器検定所と定められている。
3.13
検定公差
検定における器差の許容値。
3.14
使用公差
使用中検査における器差の許容値。
3
B 7614:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.15
基準面積板
基準器検査規則で規定されている面積基準器。
4
構造
4.1
一般
皮革面積計は,意図した操作方法及び製品に適した設計がなされていなければならない。それらは十分
に頑丈な構造で,予定した環境内に適切に設置して使用した場合,その計量特性を維持できなければなら
ない。また,皮革面積計は,零点復帰装置をもつものでなければならない。
4.2
材質
材質は,通常の使用状態において,摩耗,変質,変形又は破損によって,その性能に影響を与えるもの
であってはならない。
4.3
目量
表示機構の目量は,0.1 dm2,0.2 dm2,0.5 dm2及び1 dm2のいずれかであって,すべての計量範囲におい
て同一目量でなければならない。
4.4
計量結果の表示
計量結果の表示は,デジタル表示機構又はアナログ指示機構によって行う。
4.5
デジタル表示機構
デジタル表示機構(印字機構を除く。)の計量値を表示する数字は,縦の長さが10 mm以上でなければ
ならない。
4.6
アナログ指示機構
アナログ指示機構は,次による。
a) 指針の指示部分の太さは,最も太い目盛線の太さと最も細い目盛線の太さとの間になければならない。
b) 指針の指示部分と目盛板との間隔は,2 mmを超えてはならない。
c) 目盛線は,その中心線によって面積を示すように目盛られているものでなければならない。
d) 目盛線は,相互に対応するものについては,その大きさその他の性質が均一でなければならない。
e) 目盛線の太さは,目盛間隔の1/4を超えてはならない。
f)
アナログ指示機構は,零点復帰装置を操作しない限り計量値を指示し続けるものでなければならない。
4.7
零点復帰装置及び調整装置
皮革面積計の零点復帰装置,加減調整装置及び送りおもり調整装置は,正確に機能するものでなければ
ならない。
5
性能
5.1
検定公差及び使用公差
5.1.1
検定公差
器差検定の検定公差は,±1 %とする。ただし,真実の値の1 %の値が0.5 dm2未満の場合にあっては,
0.5 dm2とする。
5.1.2
使用公差
使用中検査の使用公差は,±1.5 %とする。ただし,真実の値の1.5 %の値が1 dm2未満の場合にあっ
ては,1 dm2とする。
4
B 7614:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
零点復帰装置
零点復帰装置は,6.1の規定によって試験を行い,デジタル表示機構にあっては計量値を零に,アナログ
指示機構にあってはその指針が零を表す目盛線から目量の1/4以内の位置に戻るものでなければならな
い。
5.3
周速度
周速度は,6.2の規定によって試験を行い,次の規定に適合しなければならない。
a) 周速度は,周速度が固定のものにあってはその表示された周速度の1.1倍,可変のものにあっては最
高周速度が表示された最高周速度の1.1倍を超えてはならない。
b) 機械式皮革面積計(検出部が被計量物に接触する方式の皮革面積計をいう。)の最高周速度は,24 m/min
を超えるものであってはならない。
5.4
繰返し誤差
皮革面積計は,6.3の規定によって試験を行い,各計量値及び10回の計量値の平均値を次の式に当ては
めて算出した数値が,目量又は真実の値の2 %のいずれか大きい方の値を超えるものであってはならない。
(
)
9
3
2
m
∑
−
×
=
x
x
r
i
ここに,
r : 繰返し誤差
xi : 各計量値
xm: 10回の計量値の平均値
6
試験方法
6.1
零点復帰装置
零点復帰装置の試験は,3回以上操作して行う。
6.2
周速度
周速度の試験は,回転計及び長さ計を用いて,送りローラーの回転数を計測し,そのローラーの外周部
が1分間に移動する長さを算出する。
6.3
繰返し誤差
繰返し誤差の試験は,基準面積板を使用して測定可能区間の測定面の中央部及び左右の両部分について,
繰り返して10回計量を行う。
7
表示
皮革面積計には,その見やすい箇所に,次に掲げる事項を表示しなければならない。
a) 製造業者名又は登録商標
b) 製造年
c) 製造番号
d) 目量
e) 最大面積
f)
周速度。ただし,可変するものにあってはその最高の周速度。
5
B 7614:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
器差検定の方法
器差検定の方法は,附属書JAによる。
9
使用中検査
使用中検査は,附属書JBによる。
10 対応関係
このJISの項目と特定計量器検定検査規則(以下,検則という。)との対応関係は,表1による。
表1−JIS項目と検則項目との対比表
JISの項目
検則の対応項目
7 表示
第五章第一節第一款第一目“表記事項”
4 構造,5 性能(5.1を除く。)
第五章第一節第一款第二目“性能”
5.1.1 検定公差
第五章第一節第二款“検定公差”
6 試験方法
第五章第一節第三款第一目“構造検定の方法”
附属書JA 器差検定の方法
第五章第一節第三款第二目“器差検定の方法”
JB.1 性能に係る技術上の基準
第五章第二節第一款“性能に係る技術上の基準”
JB.2 使用公差
第五章第二節第二款“使用公差”
JB.3 性能に関する検査の方法
第五章第二節第三款第一目“性能に関する検査の方法”
JB.4 器差検査の方法
第五章第二節第三款第二目“器差検査の方法”
6
B 7614:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
器差検定の方法
JA.1 一般
器差検定に使用する標準器は,基準器検査規則第4条に規定する基準面積板とする。
JA.2 器差検定の方法
a) 表示された最高周速度以下の速度で器差検定を行う。
b) 方形基準面積板を用いる場合にあっては,その進行方向がその方形基準面積板の対角線にほぼ平行に
なるようにして行う。
c) 器差検定は,零点復帰装置を作動させた後,その最大面積に近い面積の値及び任意の面積の値につい
て行う。
d) 最大面積に近い面積の値を器差検定するときは,基準面積板をステージに均等に入れて行うものとす
る。
e) 任意の面積の値を器差検定するときは,6.3による。
JA.3 器差の算出
JA.3.1 任意の面積の値の器差の算出
任意の面積の値について器差検定をする場合にあっては,JA.2 e) の規定によって計量したその計量値の
平均値を計算して行う。
7
B 7614:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(規定)
使用中検査
JB.1 性能に係る技術上の基準
性能に係る技術上の基準は,4.5,4.7,5.2,5.3及び5.4による。
JB.2 使用公差
使用公差は,5.1.2による。
JB.3 性能に関する検査の方法
性能に関する検査の方法は,6.1,6.2及び6.3による。
JB.4 器差検査の方法
器差検査の方法は,附属書JAによる。
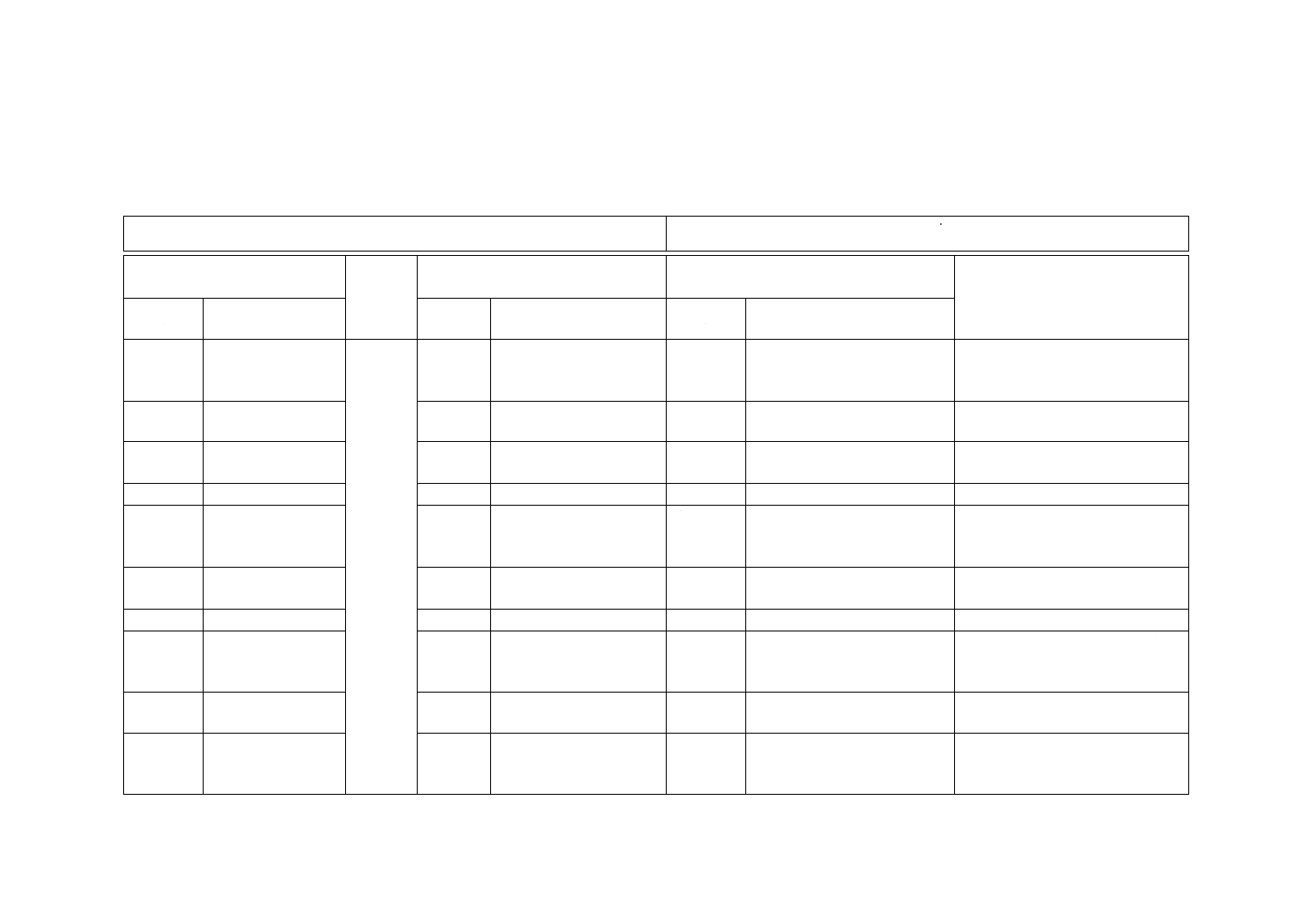
附属書JC
(参考)
JISと対応する国際規格との対比表
JIS B 7614:2010 皮革面積計
OIML R136-1:2004,Instruments for measuring the areas of leathers
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
商取引に使用する
皮革面積計
1
1.2
適用
商取引に使用する皮革面
積計
一致
3 用語及
び定義
T
用語及び定義
3.1
3.2
計量値
器差
−
−
追加
計量法の定義を引用すること
とした。
用語の定義の追加であり,技術的
差異はない。
3.3
目量
T.3.1
目量
一致
−
3.4
3.5
3.6
表示機構
アナログ指示機構
デジタル表示機構
T.2.4
T.2.4.1
T.2.4.2
表示装置
アナログ表示
デジタル表示
変更
用語は異なるが同じ表示機構
を定義している。
同左
3.7
目盛標識
追加
計量法の定義を引用すること
とした。
用語の定義の追加であり,技術的
差異はない。
3.8
零点復帰装置
T.2.5
ゼロ点設定装置
一致
3.9
3.10
加減調整装置
送りおもり調整装
置
−
−
追加
調整装置の規定を追加したの
で用語に記載した。
用語の定義の追加であり,技術的
差異はない。
3.11
周速度
−
−
追加
周速度の規定を追加したので
用語に記載した。
用語の定義の追加であり,技術的
差異はない。
3.12
3.13
3.14
検定
検定公差
使用公差
−
−
追加
計量法の定義を引用すること
とした。
用語の定義の追加であり,技術的
差異はない。
4
B
7
6
1
4
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
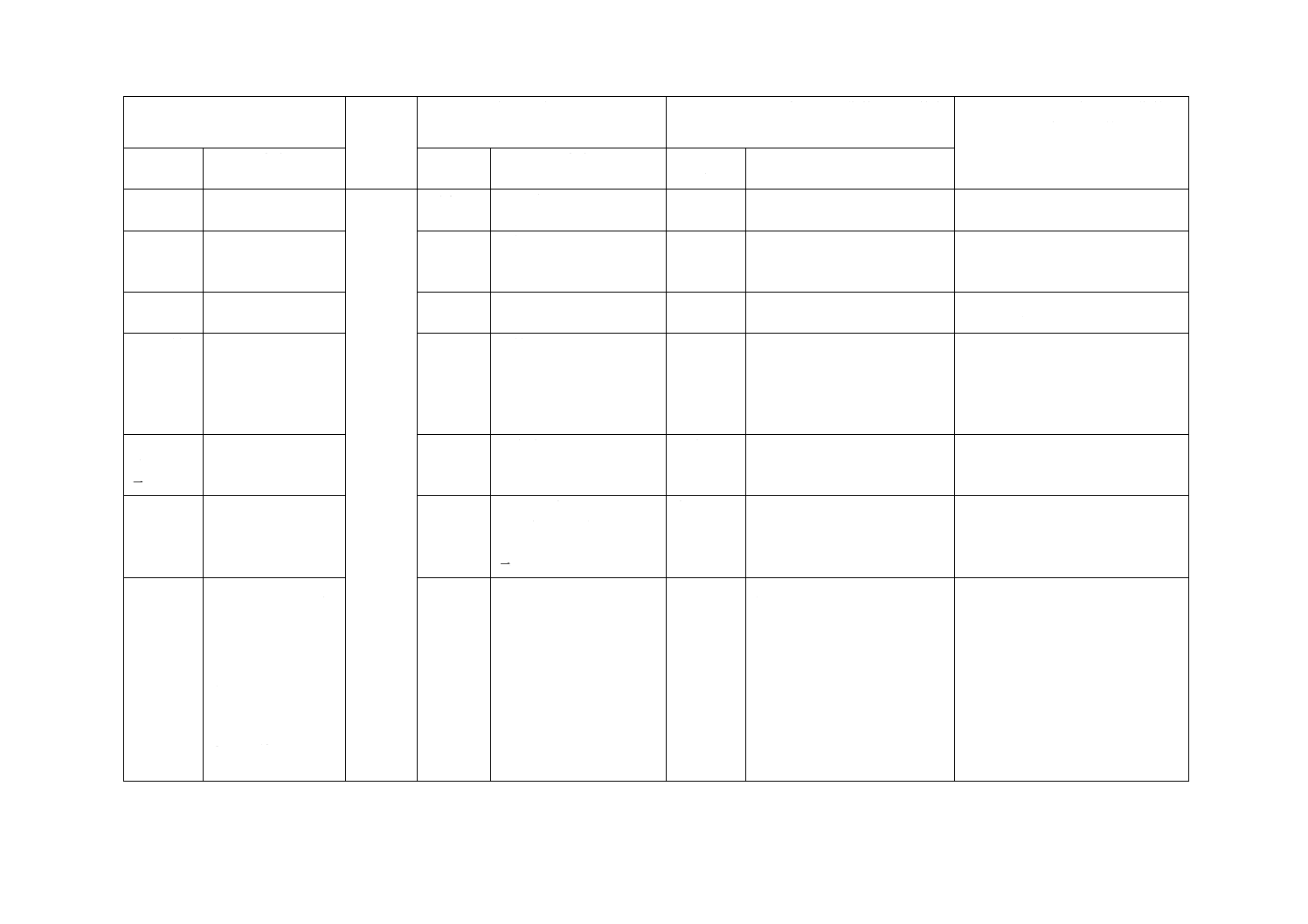
3.15
基準面積板
T.1.8
テンプレート
材質・特性を規定
変更
基準器検査規則の基準を引用
することとした。
技術的差異はない。
4 構造
4.1 一般
3
3.1
3.4
技術的要件
使用適合性
ゼロ設定装置
一致
4.2 材質
−
−
追加
特定計量器検定検査規則の基
準を引用した。
計量器の一般的な要求事項の追加
であり技術的差異はない。
4.3 目量
0.1 dm2,0.2 dm2,
0.5 dm2,1 dm2
3.3.1.3
2.4
目量
1×10k,2×10k,5×10k,
測定単位 dm2
(目量の数値と単位を
別々に規定している。)
変更
規定されている目量の中から
0.1,0.2,0.5,1を採用した。
国内産業の要求に対応。OIML改
訂時に改正を提案。
4.4 計量
結果の表
示
デジタル表示機構
又はアナログ指示
機構による
3.3
測定結果の表示
一致
4.5 デジ
タル表示
機構
数字の縦の長さが
10 mm以上
3.3.1.2
表示の形態
一番右側から始まる少な
くともひとつの数値で表
示
変更
書き方は異なるが技術的差異
はない。
同左
4.6 アナ
ログ指示
機構
a) 指針の指示部分
の太さ
b) 指示部分と目盛
板との間隔は2 mm
を超えない
c) 目盛線は中心線
によって面積を示
す
d) 目盛線の形
3.3.2
3.3.2.1
3.3.2.5
3.3.2.4
アナログ表示器
表示指針の形状
視差 目盛板と指針の間
隔は目盛間隔の幅を超え
ない
目盛標識の形式と大きさ
変更
書き方は異なるが技術的差異
はない。
同左
4
B
7
6
1
4
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4.6 アナ
ログ指示
機構
(続き)
e) 目盛線の太さが
目盛間隔の1/4以内
f) 操作をしない限
り計量値を表示し
続ける
4.7 零点
復帰装置
及び調整
装置
−
−
追加
国際規格で引用されている
ISO 11646でアナログ式皮革面
積計の積算定数及び零点を調
整するために使われる装置で
あるが,国際規格には規定がな
い。
国内産業の要求に対応。OIML改
訂時に改正を提案。
5 性能
5.1検定公
差及び使
用公差
2
2.1
計量的要件
精度等級
変更
値を変更
国内産業の要求に対応。OIML改
訂時に改正を提案。
5.1.1
検定公差±1 %
2.2.1
最大許容偏差
初期検定 ±1 %
変更
5.1.2
使用公差±1.5 %
2.2.1
最大許容偏差
使用中検定 ±2 %
変更
特定計量器検定検査規則の基
準を引用した。
OIML改訂時に改正を提案。
5.2 零点
復帰装置
デジタル表示では0
アナログ表示では
目量の1/4以内
3.4.2
ゼロ点設定の精度
デジタル表示では0,アナ
ログ表示では目量の1/4
又は1.0 dm2の大きい方
変更
特定計量器検定検査規則の基
準を引用した。
国内産業の要求に対応。OIML改
訂時に改正を提案。
5.3 周速
度
a) 表示された周速
度の1.1倍以内
b) 機械式は24
m/min以下
−
−
追加
国際規格では試験条件として
記載されているが具体的規定
はない。
試験条件の追加であり,技術的差
異はない。
5.4 繰返
し誤差
10回測定した値を
用いて規定
2.2.2
繰返し誤差
測定値の最大と最小の差
で規定
変更
特定計量器検定検査規則に規
定されている手法を引用した。
国内産業の要求に対応。OIML改
訂時に改正を提案。
4
B
7
6
1
4
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6 試験方
法
6.1 零点
復帰装置
3回以上操作する。
−
−
追加
性能基準はあるが,試験方法が
規定されていない。
試験方法の追加
6.2 周速
度
回転計及び長さ計
を用いる。
−
−
追加
国際規格の試験条件にコンベ
ヤ速度を標準動作条件に設定
するとあるが,具体的な規定は
ない。
具体的規定の追加
6.3 繰返
し誤差
測定可能区間の測
定面の全体に行う。
6.2.2
試験手順は,作動面すべ
てを検定できるようにす
る。少なくとも10回の測
定を行う。
変更
表現を変更しているが内容は
同じ。
同左
7 表示
製造業者名
製造年
製造番号
目量
最大面積
周速度
3.9
記述標識
製造業者名
製造日付
一連番号及びタイプ指定
目量
最大面積
変更
特定計量器検定検査規則の基
準を引用した。
国内産業の要求に対応。OIML改
訂時に改正を提案。
8 器差検
定の方法
附属書JAによる
−
−
追加
特定計量器検定検査規則の基
準を引用した。
国内法による規定に対応
9 使用中
検査
附属書JBによる
−
−
追加
特定計量器検定検査規則の基
準を引用した。
10 対応関
係
−
−
追加
計量法とJIS項目の対応関係
を追加した。
附属書JA
(規定)
器差検定の方法
−
−
追加
特定計量器検定検査規則の基
準を引用した。
附属書JB
(規定)
使用中検査
−
−
追加
特定計量器検定検査規則の基
準を引用した。
JISと国際規格との対応の程度の全体評価:OIML R136-1:2004,MOD
4
B
7
6
1
4
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
4
B
7
6
1
4
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。