B 7611-1:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が制定した日
本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,OIML R76-1:1992,Nonautomatic
weighing instruments―Part 1 : Metrological and technical requirements―Tests を基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 7611-1には,次に示す附属書がある。
附属書1(参考)国内において伝統的な技術により製造される機械式はかり
附属書2(参考)モジュールの組合せによる型式の妥当性の検証
附属書3(参考)観測紙
附属書4(参考)JISと対応する国際規格との対比表
JIS B 7611の規格群には,次に示す部編成がある。
JIS B 7611-1 第1部:一般計量器
JIS B 7611-2 第2部:特定計量器
B 7611-1:2005
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 用語,記号,定義 ············································································································ 2
3.1 一般的定義 ··················································································································· 2
3.2 はかりの構造 ················································································································ 2
3.3 はかりの計量特性 ·········································································································· 4
3.4 はかりの計量性能 ·········································································································· 5
3.5 表示と器差 ··················································································································· 5
3.6 影響と標準条件 ············································································································· 7
3.7 性能試験 ······················································································································ 7
3.8 計量単位 ······················································································································ 8
4. 計量要件 ························································································································ 9
4.1 精度等級 ······················································································································ 9
4.2 はかりの等級分類 ·········································································································· 9
4.3 多目量はかり ··············································································································· 10
4.4 補助表示装置 ··············································································································· 10
4.5 最大許容誤差 ··············································································································· 11
4.6 結果の間の最大許容誤差 ································································································ 13
4.7 検査用分銅 ·················································································································· 13
4.8 感じ ··························································································································· 13
4.9 影響及び時間による変動 ································································································ 14
5. 自動指示はかり及び手動指示併用はかりの技術要件 ······························································ 15
5.1 構造の一般要件 ············································································································ 15
5.2 計量結果の表示 ············································································································ 16
5.3 アナログ指示装置 ········································································································· 17
5.4 ディジタル表示装置及び印字装置····················································································· 18
5.5 零点設定装置及び零トラッキング装置 ··············································································· 19
5.6 風袋引き装置 ··············································································································· 19
5.7 プリセット風袋引き装置 ································································································ 21
5.8 休み位置 ····················································································································· 21
5.9 補助検査装置(分離可能型又は固定型) ············································································ 21
5.10 複目量はかりの計量範囲の選択 ······················································································ 21
5.11 いろいろな荷重受け[荷重伝達装置又はいろいろな荷重計量装置の間の選択(又は切替え)装置]
········································································································································ 22
B 7611-1:2005 目次
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
5.12 ロードセルの要件 ········································································································ 22
5.13 比較はかり ················································································································· 23
5.14 対面販売用はかり ········································································································ 23
5.15 料金を表示する対面販売用はかりに対する追加規定 ··························································· 24
5.16 対面販売用に使用されるものと類似のはかり ···································································· 25
5.17 値付け機付きはかり ····································································································· 26
5.18 荷重受けを備えた機械式計数はかり ················································································ 26
6. 電子式はかりの技術要件 ·································································································· 26
6.1 一般要件 ····················································································································· 26
6.2 有意な誤りへの対処 ······································································································ 26
6.3 機能要件 ····················································································································· 26
6.4 性能試験及びスパン安定性試験························································································ 27
7. 手動指示はかりの技術要件 ······························································································· 28
7.1 最小感度 ····················································································································· 28
7.2 アナログ指示装置に対する受容できる解決策 ······································································ 28
7.3 構造条件 ····················································································································· 29
7.4 単純等比さお ··············································································································· 29
7.5 1/10比の単純さお ········································································································· 30
7.6 棒はかり ····················································································································· 30
7.7 ロバーバル式はかり及びベランジャ式はかり ······································································ 30
7.8 比率載台付はかり ········································································································· 31
7.9 台手動はかり ··············································································································· 31
8. はかりの表記 ················································································································· 32
8.1 表記 ··························································································································· 32
9. 試験手順 ······················································································································· 34
9.1 非自動はかりの試験手順 ································································································ 34
9.2 電子式はかりの追加試験 ································································································ 42
附属書1(参考)国内において伝統的な技術により製造される機械式はかり ··································· 47
附属書2(参考)モジュールの組合せによる型式の妥当性の検証 ·················································· 54
附属書3(参考)観測紙 ········································································································ 70
附属書4(参考)JISと対応する国際規格との対比表 ································································· 100
B 7611-1:2005
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7611-1:2005
非自動はかり−性能要件及び試験方法−
第1部:一般計量器
Nonautomatic weighing instruments −
Metrological and technical requirements and Tests −
Part 1 : General measuring instruments
序文 この規格は1992年版として発行されたOIML R76-1,Nonautomatic weighing instruments―Part 1 :
Metrological and technical requirements―Testsを翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書4(参考)に示す。
1. 適用範囲 この規格は,目量の数が100以上,かつ,目量が0.001 g以上の非自動はかりについて規定
する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
OIML R76-1:1992,Nonautomatic weighing instruments―Part 1 : Metrological and technical
requirements―Tests (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 8103 計測用語
JIS C 61000-4-2 電磁両立性―第4部:試験及び測定技術―第2節:静電気放電イミュニティ試験
備考 IEC 61000-4-2 Electromagnetic compatibility (EMC)―Part 4-2:Testing and measurement techniques
―Electrostatic discharge immunity testが,この規格と一致している。
JIS C 61000-4-3 電磁両立性―第4部:試験及び測定技術―第3節:放射無線周波電磁界イミュニテ
ィ試験
備考 IEC 61000-4-3 Electromagnetic compatibility (EMC)―Part 4-3:Testing and measurement techniques
―Radiated,radio-frequency,electromagnetic field immunity testが,この規格と一致している。
JIS C 61000-4-4 電磁両立性―第4部:試験及び測定技術―第4節:電気的ファストトランジェント
/バーストイミュニティ試験
備考 IEC 61000-4-4 Electromagnetic compatibility (EMC)―Part 4-4:Testing and measurement techniques
―Electrical fast transient/burst immunity testが,この規格と一致している。
2
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
OIML R 60 Metrological regulation for load cells
3. 用語,記号,定義 この規格で用いる主な用語はJIS Z 8103によるほか,次による。また,この規格
で使用する記号,単位及び定義は,表1及び表2による。
3.1
一般的定義
a) はかり 物体に作用する重力を利用して,その物体の質量を測定するために使用される計量器。 この
計量器は質量に関連した他の量,大きさ,パラメータ,又は特性を測定するのにも使用される。操作
の方法によって,はかりは自動はかり又は非自動はかりに分類される。
b) 非自動はかり 計量のため荷重受けに荷重を載せおろし,また計量結果を得るために計量過程で操作
者の介在を必要とするはかりであって表示又は印字いずれの計量結果も直接に読みとることができる
はかり。
非自動はかりには,次の分類がある。
− 目盛付き又は目盛なしはかり。
− 自動指示はかり,手動指示併用はかり又は手動指示はかり。
1) 目盛付きはかり 計量結果の全体又は一部を直読できるはかり。
2) 目盛なしはかり 質量の単位で数字付けされた目盛がないはかり。
3) 自動指示はかり 操作者なしで平衡位置が得られるはかり。
4) 手動指示併用はかり 自動指示計量範囲をもったはかりで,この範囲の限界を変更するために操作
者が介在するはかり。
5) 手動指示はかり すべて操作者によって平衡位置が得られるはかり。
6) 電子式はかり 電子装置を組み込んだはかり。
7) 料金目盛付きはかり 単価の範囲に関係づけられた価格表又は価格目盛によって,支払い価格を表
示するはかり。
8) 料金はかり 表示した質量及び単価をもとにして,支払い価格を自動的に計算するはかり。
9) 値付け機付きはかり 包装品に質量値,単価及び支払い価格を印字する料金はかり。
c) はかりの表示
1) 主表示 この規格の適用を受ける計量結果の表示又は印字。
2) 副表示 主表示以外の表示,印字,信号及び記号。
3.2
はかりの構造 この規格における用語“装置”は,操作を開始する装置やスイッチによる物理な実
体とは関係なしに,特定の機能をするどのような手段にも使われる。その装置は,はかりの小さい部分又
は大きな部分を占めていたりする。
a) 主要装置
1) 載せ台部 荷重を受けるために設けられたはかりの部分。
2) 荷重伝達装置 載せ台部に作用している荷重によって生じた力を,荷重計量装置に伝達するはかり
の部分。
3) 荷重計量装置 荷重伝達装置から伝達された力を平衡させる平衡装置と表示又は印字装置によって
荷重の質量を計量するはかりの部分。
b) モジュール 特定の機能を果たすはかりの部分であって,個々に検査ができ,規格の部分的な誤差範
囲にあることが条件づけられるもの。
c) 電子部
3
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 電子装置 電子部品を用いた装置であって特定の機能を果たすもの。電子装置は通常個々のユニッ
トとして製造されて,それぞれに検査することができる。
備考 電子装置は完全なはかり(例えば対面販売用はかり)であることも,はかりの一部(例えば印字装
置,表示装置) であることもある。
2) 電子部品 電子装置の一部であって電子素子を使用し,かつ,電子素子の機能を確認できるもの。
例 A/D変換器,マトリックス表示など。
3) 電子素子 気体又は真空中で半導体の電子,ホール伝導を利用した最小の能動素子。
d) はかりの表示装置
1) 表示素子 平衡状態及び/又は計量結果を表示する部分。平衡位置が一点のはかりでは,単に平衡
状態(零点)を表示する。幾つかの平衡位置をもつはかりでは,平衡状態と計量結果の両方を表示
する。電子式はかりでは,表示装置に相当する。
2) 目盛標識 計量値又はそれに関連する値を表示するための数字,点,線その他の記号。
3) 度表 料金及び単価の目盛を除く,質量を表さない目盛が付されている目盛板。
4) アナログ指示装置 計量値を連続的に示す目盛標識の集合。
5) ディジタル表示装置 計量値を一定間隔で断続的に表示する目盛標識の集合(最下位のけたの値を
連続的に表示する場合を含む。)。
e) 補助表示装置
1) ライダ さおと一体となった目盛棒,又はさお自体の上を滑って移動して取り外しできる小さい質
量の送りおもり(錘)。
2) バーニア(副尺) 表示要素に結合された装置で,特別の調整をすることなしに,はかりの目盛を細
分割するもの。
3) 補足表示装置 目盛標識と指針との間隔に相当する値を質量の単位で,推定可能なように調整でき
る装置。
4) 区別された目量等を備えた表示装置 ディジタル表示装置で,小数点未満のけたの最後の数字が他
の数字と明りょうに区別されているもの。
f)
拡張表示装置 手動操作により,目量(e)よりも小さい値まで実目量(d)を一時的に変更する装置。
g) 附属装置
1) 水平装置 はかりを基準水平位置に設定するための装置。
2) 零点設定装置 空掛け時に表示を零に設定するための装置。
2.1) 非自動零点設定装置 操作者によって表示を零に設定するための装置。
2.2) 半自動零点設定装置 手動操作(スイッチを押すなど)によって自動的に表示を零に設定するた
めの装置。
2.3) 自動零点設定装置 操作者なしで,自動的に表示を零に設定するための装置。
2.4) 初期零点設定装置 電源スイッチが投入されたとき,はかりが使用される前に自動的に表示を零
に設定するための装置。
3) 零トラッキング装置 ある限度内で零点表示を自動的に維持するための装置。
4) 風袋引き装置 なんらかの荷重が荷重受け上にあるとき,表示を零に設定するための装置。
− 加算式風袋引き装置 正味荷重に対する計量範囲は変わらない風袋引き装置。
− 減算式風袋引き装置 正味荷重に対する計量範囲が減少する風袋引き装置。
風袋引き装置の機能

4
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 非自動装置(操作者によって荷重が釣り合わされる)。
− 半自動装置(単一の手動操作により荷重が釣り合わされる)。
− 自動装置(操作者なしで荷重が自動的に釣り合わされる)。
4.1) 風袋平衡装置 はかりに風袋が負荷されたとき,風袋量の表示がない風袋引き装置。
4.2) 風袋計量装置 風袋量を記憶しておき,はかりに荷重が負荷されていてもいなくとも,その表示
又は印字が可能な風袋引き装置。
5) プリセット風袋引き装置 総量又は正味量の値から,事前に設定された風袋量を差し引いて計量結
果を表示する装置。正味荷重に対する計量範囲はそれに応じて減少する。
6) 休み装置 はかりの装置全体又は一部を動かなくするための装置。
7) 補助検査装置 はかりの一つ以上の主要装置の分離検査を可能にするための装置。
8) 荷重受けと荷重計量装置に対する選択装置 どのような中間の荷重伝達装置が使用されている場合
でも,一つ以上の荷重受けと,一つ以上の荷重計量装置を結び付けるための装置。
9) 表示安定化装置 与えられた条件のもとで表示を安定に維持するための装置。
10) 機械式はかり
10.1) 懸垂装置 被計量物を直接懸垂する装置又は被計量物の載せ台であって,荷重を作動させる部分
の2以下の箇所で自由に振動しうるような装置で支えられているもの。
10.2) 皿 被計量物の載せ台であって,荷重を働かせる部分の2以下の箇所で自由に振動しないような
装置で支えられているもの。
10.3) 台 被計量物の載せ台であって,荷重を働かせる部分の同一直線上にない3以上の箇所で支えら
れているもの。
10.4) 懸垂はかり 懸垂手動はかり及び指示はかりであって,懸垂装置のあるもの。
10.5) 皿はかり 皿手動はかり及び指示はかりであって,皿のあるもの。
10.6) 台はかり 台手動はかり及び指示はかりであって,台のあるもの。
10.7) ばね式はかり ばねを利用して荷重との釣合いを得るはかり。
10.8) さお 目盛のないてこであって,はかりの釣合いを視定するもの。
10.9) 目盛さお 目盛のあるてこであって,はかりの釣合いを視定するもの。
10.10) てこ さお及び目盛さお以外のてこ。
10.11) こうかん さお,目盛さお及びてこ。
10.12) 重心玉 感量を調整するために,こうかんの重心を上下に動かす装置。
10.13) 掛量 定量増おもり又は不定量増おもりを非自動はかりと組み合わせた場合に釣り合う質量。
3.3
はかりの計量特性
a) 計量能力
1) ひょう量(Max) 加算式風袋量を考慮に入れない最大計量能力。
2) 最小測定量(Min) それ以下では計量結果に過大な相対誤差を生じる可能性がある荷重の値。
3) 自動表示 操作者なしで平衡が得られる計量能力。
4) 計量範囲 最小測定量とひょう量との間の範囲。
5) 自動表示の拡張間隔 計量範囲内で自動表示の範囲を拡張できる値。
6) 最大風袋引き量(T=+・・・,T=−・・・) 加算式風袋引き装置又は減算式風袋引き装置の最大量。
7) 最大安全荷重(Lim) 永続的に計量特性を変えることなく,はかりが支えうる最大静的荷重。
5
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 目量等
1) 目幅 アナログ指示装置の二つの隣接する目盛標識の中心間の長さ。
2) 実目量(d) 質量の単位で表される次の値。
− アナログ指示において,二つの連続した目盛標識に対応した値の間の差。
− デジタル表示において,二つの連続した表示値の間の差。
3) 目量(e) 隣接する目盛標識のそれぞれが表す物象の状態の量の差。感量(はかりが反応すること
ができる質量の最小変化。)も含まれる。
4) 数字付きの目量(e)又は実目量(d) 二つの連続する数字付き目盛標識の間の値。
5) 目量の数 目量の数は次の式で求める。
i
i
e
Max
n
/
=
ここに,
ni: 目量の数
Maxi: ひょう量
ei: 目量
6) 多目量はかり その計量範囲が異なる目量(e)又は実目量(d)をもった部分的計量範囲に分割されて
おり,適用される荷重の増減に応じて自動的に計量範囲が決定されるはかり。
7) 複目量はかり 同じ荷重受けに対して,ひょう量と目量(e)又は実目量(d)が異なる二つ以上の計量範
囲をもったはかりで,それぞれの計量範囲が零からひょう量まで有効であるもの。ただし,異なる
計量単位に切り替わるはかりは,計量単位の換算処理を行うはかりとして,複目量はかりには含ま
れない。
c) 減少率 荷重伝達装置の減少率は,次の式で求める。
R=FM/FL
ここに, FM: 荷重計量装置に作用する力。
FL: 荷重受けに作用する力。
3.4
はかりの計量性能
a) 感度 計量されたある質量値に対して,観測された変化分の変量(l)と計量された変量に相当する質量
(M)との商。感度は次の式によって求める。
感度(k)=変量(Δl)/変量に相当する質量(ΔM)
b) 感じ 荷重の小さな変化に対応するはかりの能力。 感じの限界はある荷重に対して荷重受けに荷重を
静かに載せたり,取り除いたりしたとき,目に見える表示の変化を生じさせる最小荷重の値。
c) 繰り返し性 一定とみなしうる試験条件の下で,同じ荷重を実用的に同じ方法で荷重受けに数回載せ
た場合に,互いに一致した計量結果をもたらすはかりの能力。
d) 耐久性 使用期間中に性能特性を維持するはかりの能力。
e) 予熱時間 電源投入後から初期の計量性能を満たして計量が可能になるまでの時間。
3.5
表示と器差
a) 表示方式
1) 分銅による釣合い 荷重縮小率を考慮にいれた荷重に釣り合う計量的に規制を満たした分銅の値。
2) アナログ指示 目量(e)又は実目量(d)の端数まで平衡位置の評価ができる表示。
3) ディジタル表示 目盛標識が一連の整列した数字の連続で構成されていて,目量(e)又は実目量(d)
の端数の補間を許さない表示。
b) 計量結果 次の定義は,荷重がはかりに載せられる前の表示が零である場合にだけ適用する。
1) 総量(G又はB) 風袋引き又はプリセット風袋引き装置が操作されていない場合のはかりの上の
6
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
荷重の計量値。
2) 正味量(N) 風袋引き装置を操作した後,はかりの上に載せた荷重の計量表示値。
3) 風袋量(T) 風袋計量装置によって決定された荷重の質量値。
c) その他の質量値
1) プリセット風袋量(PT) はかりに導入される風袋質量を表す数値。“導入される”には次のよう
な手順が含まれる:キー入力,データからの呼び出し,又はインターフェイス経由の書き込み。
2) 算出正味量 総量又は正味量とプリセット風袋量との差の値。
3) 算出合計量 二つ以上の質量値及び(又は)算出正味量の算出合計。
d) 読み
1) 単純に並んだ数字の読み 計算の必要なしで,計量結果を与える連続的数字の単純に並んだ状態に
よる計量結果の読み。
2) アナログ指示のはかりの読みの総合的不確かさ 同じ表示の標準偏差に等しく,その読みは通常使
用条件のもとで複数の観測者によって実行されたもの。
3) デジタル表示の丸め誤差 その表示と,はかりがアナログ指示でもたらす結果との差。
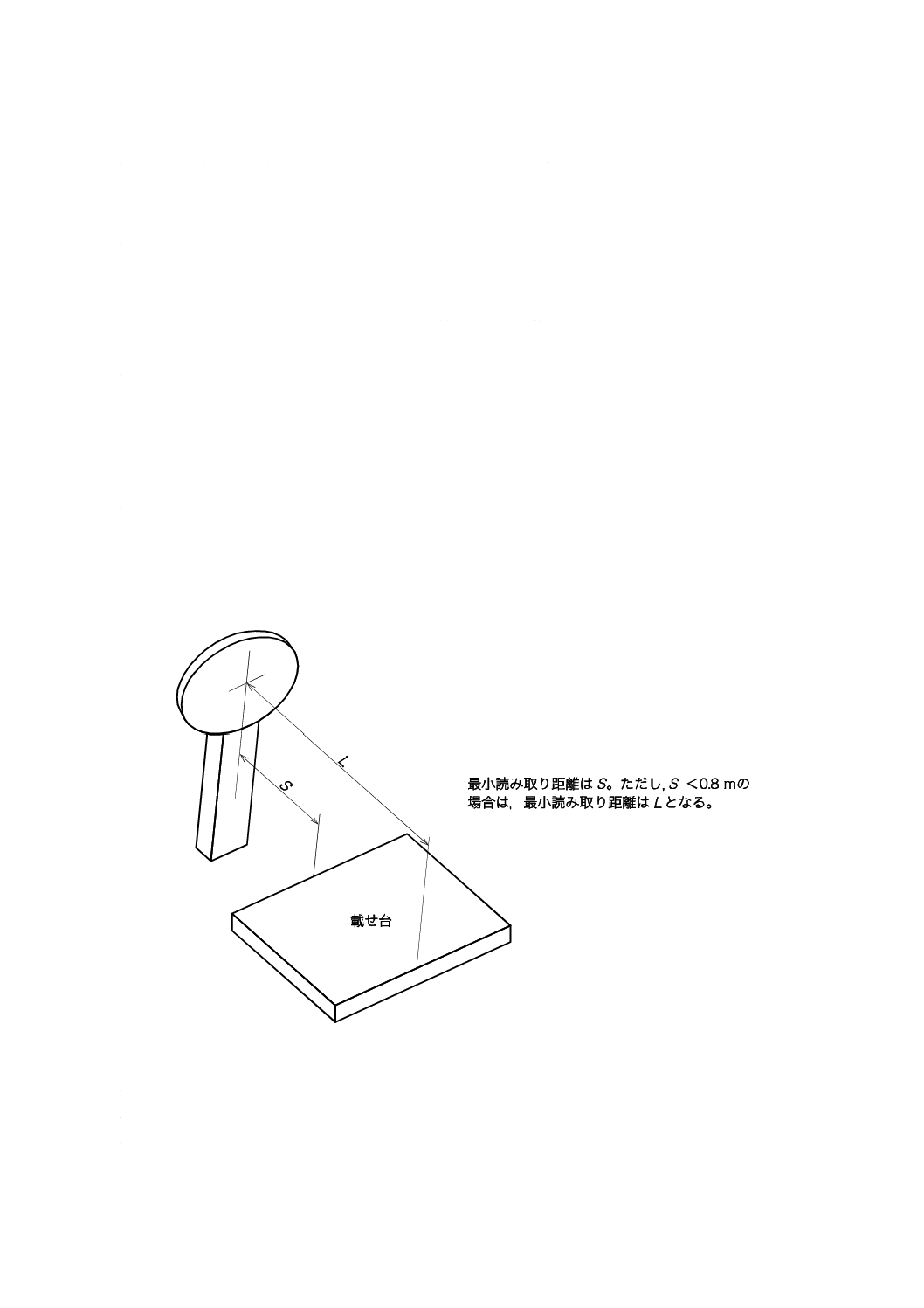
4) 最小読み取り距離 通常の使用条件のもとで,観測者が表示を読み取るために表示装置に自由に近
づける最短の距離。表示装置の前面に少なくとも0.8 mの空間があれば,観測者が自由に近づける
とみなされる。最小読み取り距離はS。ただし,S<0.8 mの場合は,最小読み取り距離はLとなる。
(図1参照)
図 1 表示装置
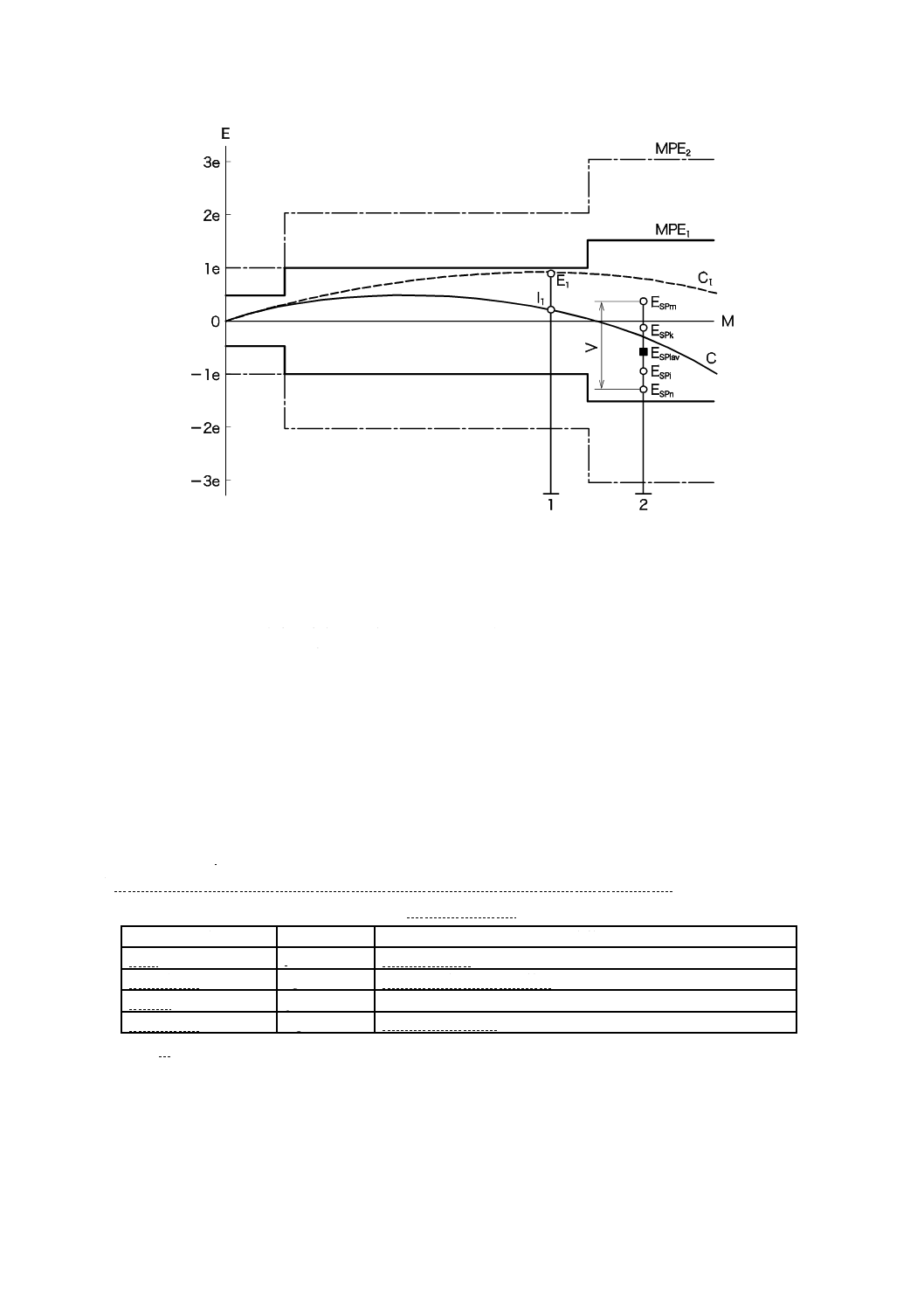
e) 誤差 (用語の説明図である図2を参照)
1) 表示の誤差 はかりの表示値から質量の(みなしの)真の値を引いた値。
2) 固有誤差 標準条件下でのはかりの誤差。
3) 初期固有誤差 性能試験とスパン安定試験の前に決定されたはかりの固有誤差。
7
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) 最大許容誤差 基準器にとった値と,それに対して許容される限界の値との差。
5) 誤り はかりの表示の器差と固有誤差との差。
備考 基本的に誤りは,電子式はかりに存在するか,又は通過するデータの,望ましくない変化の結
果である。
6) 有意な誤り 目量(e)より大きな誤り。
次の誤りは,目量(1e)を超えた場合でも有意な誤りとはみなされない。
− はかりにおいて,同時にまた互いに独立した原因から生じる誤り。
− いかなる計量も不可能な誤り。
− 計量結果に関与するすべての人々によって注目されるほど重大な誤り。
− 計量結果として,その表示が判断,記憶又は伝達することができないほど瞬間的に変化する誤り。
− 一時的な誤り。
備考 多目量はかりに対しては,目量(e)の値は部分的な計量範囲に対して適切なものである。
7) 耐久性誤差 はかりの使用期間中の固有誤差と初期固有誤差との差。
8) 有意な耐久性誤差 目量(e)より大きな耐久性誤差
備考1. 耐久性誤差は,機械的な消耗によるものと電子部品のドリフト及び老化によるものがある。
有意な耐久性誤差の概念は電子部品にだけに適用される。
2. 多目量はかりに対して目量(e)の値は,部分的な計量範囲に対して適切なものである。
3. 次の誤差は,目量(e)を超えた場合でも有意な耐久性誤差とはみなされない。はかりの使用期
間後に生じた誤差で,それが明らかに装置や部品の不良又は妨害による結果であり,その表
示が
− 判断,記憶又は伝達することができない。
− いかなる計量も不可能。
− 計量結果に関与するすべての人々によって注目されるほど重大な誤り。
9) スパン安定性 指定限度内で使用期間中にひょう量と零表示との差を維持するはかりの性能。
3.6
影響と標準条件
a) 影響量 測定の対象ではないが,測定値又ははかりの表示値に影響を与える量。
1) 影響因子 規定されたはかりの定格動作条件の範囲内の値を有する影響量。
2) 妨害 この規格で規定した限度内の値であるが,規定されたはかりの定格動作条件を超える値を有
する影響量。
b) 定格動作条件 計量特性が規定された最大許容誤差内に入るよう,影響量の値の範囲が与えられてい
る使用条件。
c) 標準条件 計量結果の有効な相互比較を保証するため定められた影響因子の一連の規定値。
d) 基準位置 はかりの動作を調整するためのはかりの位置。
3.7
性能試験 被試験機が所定の性能どおりに作動するかどうかを検証する試験。
8
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
M
測定されるべき質量
E
表示の誤差[(3.5 e) 1)]
MPE1
最大許容誤差
MPE2
使用中の最大許容誤差
C
標準条件下での特性
C1
影響因子又は妨害に起因する特性
ESP
スパン安定性試験中に評価された表示の誤差
I
固有誤差[3.5 e) 2)]
V
スパン安定性試験中の表示の誤差の変動。
例1. 影響因子又は妨害によるはかりの誤差(E1)を示す。I1は固有誤差。適用された影響因子又は妨
害による誤り[3.5 e) 5)]は,E1−I1に等しい。
例2. スパン安定性試験の最初の測定における平均誤差Esplav ,そのほかに誤差EspiとEspk ,誤差
の最大値Espmと最小値Espnを示す。これらすべての誤差は,スパン安定性試験中の異なる時
に評価されたもの。スパン安定性試験の間の表示誤差の変動Vは,Espm−Espnに等しい。
備考 この説明図のために,ここでは影響因子又は妨害は,一定の特性への影響を仮定している。
図 2 使用された幾つかの用語の説明図
3.8
計量単位
a) はかりに使用される質量単位 はかりに使用される質量単位は,表1による。
表 1 質量単位
計量単位
記号
定義
トン
t
キログラムの1 000倍
キログラム
kg
国際キログラム原器の質量
グラム
g
キログラムの0.001倍
ミリグラム
mg
キログラムの0.000 001倍
備考
ミリグラムは,計量結果には使用してはならない。
b) 特殊の計量 下記の計量単位は特殊の計量にだけ使用できる。
9
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 2 特殊の計量
特殊の計量
計量単位
記号
定義
宝石の質量の計量
カラット
ct
キログラムの0.000 2倍
真珠の質量の計量
もんめ
mom
キログラムの0.003 7倍
金貨の質量の計量
トロイオンス
oz
キログラムの0.031 103 5倍
4. 計量要件
4.1
精度等級
4.1.1
精度等級 はかりの精度等級及びその記号は,表3による。
表 3 精度等級の記号
精度等級
精度等級の記号
1級
特別精度
2級
高精度
3級
中精度
4*級
普通精度*
4級
普通精度
備考
任意の形のだ円,又は二個の半円を二本の水平線で結んだものが認められる。円は,OIML国際勧告 R34
“測定器の精度等級”に適合して,最大許容誤差が%による相対誤差で表される測定器の精度等級の表記
に使用されているので,使用してはならない。
4.1.2
目量(e) はかりの異なった型式に対する目量(e)は表4による。
表 4 目量
はかりの型式
目量(e)
目盛付き
補助表示装置なし
e=d
補助表示装置付き
目量(e)は4.2及び4.4.2の要件に従い,製造業者が選択する。
目盛なし
目量(e)は4.2の要件に従い,製造業者が選択する。
4.2
はかりの等級分類 はかりの精度等級による目量(e),目量の数及び最小測定量は表5による。
表 5 精度等級
精度等級
目量(e)
目量の数 n=Max/e
最小測定量 Min
最小
最大
1級
0.001g≦e (備考1)
50 000 (備考2)
−
100e又は100d
2級
0.001g≦e≦0.05g
100
100 000
20e又は20d
0.1g≦e
5 000
100 000
50e又は50d
3級
0.1g≦e≦2g
100
10 000
20e又は20d
5g≦e
500
10 000
20e又は20d
4*級
1g≦e≦5g
100
1 000
10e又は10d
4級
5g≦e
100
1 000
10e又は10d
複目量はかりでは,目量(e)はe1,e2,…er であり,e1<e2<…<…<erである。Min,n,Max はそれに
応じて指標を付ける。
複目量はかりでは,それぞれの範囲は基本的には一つの範囲をもつはかりとして扱う。はかりに明りょ
うに表記している特定の用途に対して,一つのはかりが1級及び2級又は2級及び3級の計量範囲をもっ
10
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
てもよい。そのとき,はかり全体としては,二つの等級のいずれかに適用される4.9の要件内で厳しい方
に適合しなければならない。
備考1. 試験荷重の不確かさのため,e<1 mg のはかりを試験及び検査をしてはならない。
2. 4.4.4の例外規定を参照。
4.3
多目量はかり 多目量はかりの各部分計量範囲は次のとおりとする。
4.3.1
部分計量範囲 各々の部分計量範囲 (指標 i= 1,2,...) は,次によって定義する。
a) 目量(e) ei+1 > ei
b) ひょう量 Maxi
c) 最小測定量 Mini = Maxi-1(i=1 に対する最小測定量 Min1 = Min)
各部分計量範囲に対し,目量の数 ni は次のとおり。
ni = Maxi/ei
4.3.2
精度等級 各部分計量範囲における ei,ni 及びMini は,はかりの精度等級に従って表5の要件を
満たさなければならない。
4.3.3
部分計量範囲のひょう量 最後の部分計量範囲を除き,はかりの精度等級に従って表6の要件を満
たさなければならない。
表 6 部分計量範囲のひょう量
等級
1級
2級
3級
4*級
4級
Maxi /ei+1
≧50 000
≧5 000
≧500
≧50
≧50
例 多目量はかりの例
ひょう量
Max= 15 kg 精度等級= 3級
目量(e) e1=1 g 0〜2 kg
e1=2g 2 kg〜5 kg
e1=5g 5 kg〜15 kg
このはかりの部分計量範囲は次による。
Min1=20 g
Max1=2 kg
e1=1 g
n1=2 000
Min2=2 kg
Max2=5 kg
e2=2 g
n2=2 500
Min3=5 kg
Max3=Max=15 kg e3=10 g n3=1 500
最大許容誤差 (4.5.1参照) は,
m=400 g
=400e1
に対して
最大許容誤差=0.5 g
m=1 600 g
=1 600e1
に対して
最大許容誤差=1.0 g
m=2 100 g
=1 050e2
に対して
最大許容誤差=2.0 g
m=4 250 g
=2 125e2
に対して
最大許容誤差=3.0 g
m=5 100 g
=510e3
に対して
最大許容誤差=10.0 g
m=15 000 g =1 500e3
に対して
最大許容誤差=10.0 g
ある一定の影響因子による表示の変化が目量(e)の分数又は倍数に限定されるときは,目量(e)
は試験荷重に応じて採らなければならない。零点又は零荷重付近ではe=e1になる。
4.3.4
風袋引き装置付きはかり 多目量はかりの計量範囲に関する要件は,すべての可能な風袋値に対す
る正味量に適用する。
4.4
補助表示装置
4.4.1
型式及び適用 1級及び2級のはかりだけは,次のような補助表示装置を備えてもよい。
a) ライダ付き装置
11
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) バーニア (副尺)
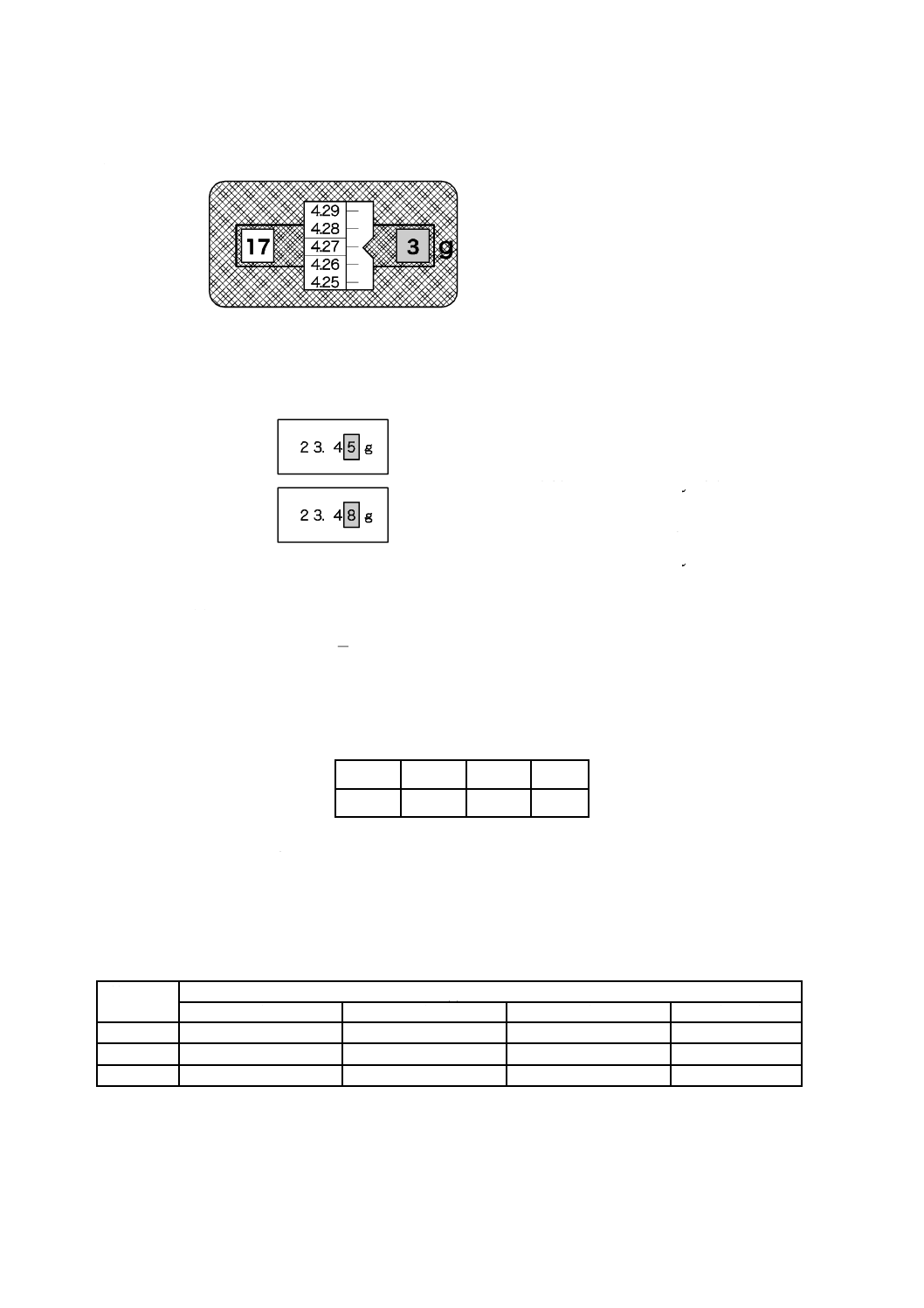
c) 補足表示装置(図3参照)
表示 174.273 g
最終けたの数字 3
d =1 mg
e = 10 mg
図 3 補足表示装置の例
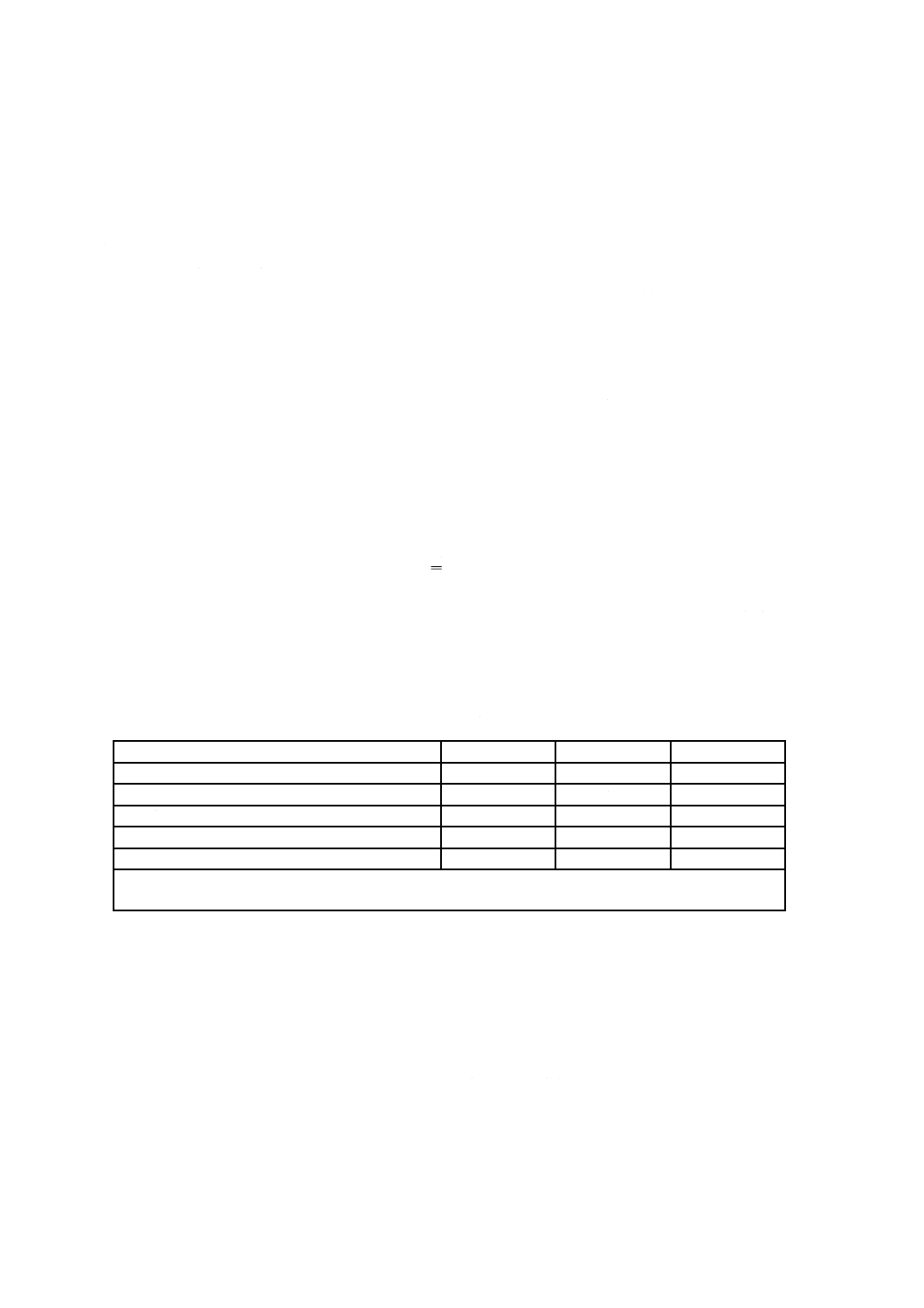
d) 区別した目量等を備えた表示装置 区別した目量等を備えた表示装置は明確に他の表示けたと識別し
なくてはならず,小数点の右側においてだけ許される。また,多目量はかりには補助表示装置を取り
付けてはならない。(図4参照)
表示 23.45 g
区別した最終けたの数字 5
d = 0.01 g 又は 0.05 g e = 0.1 g
表示 23.48 g
区別した最終けたの数字 8
d = 0.01 g 又は 0.02 g e = 0.1 g
図 4 区別した目を備えた表示装置の例
4.4.2
目量(e) 目量(e)は,次の式によって決定する。
d < e ≦ 10d
e = 10k kg
ここに,k は,正若しくは負の整数又は零である。
この規定に従って計算したeの値の例
表 7 目量
d =
0.1 g
0.2 g
0.5 g
e =
1 g
1 g
1 g
4.4.3
最小測定量 はかりの最小測定量は表5の要件に準拠して決定する。ただし,この表の最後の欄で
目量(e)は実目量(d)に置き換える。
4.4.4
目量の最小数 d<1 mgの1級のはかりは,nは50 000より小さくてもよい。
4.5
最大許容誤差
4.5.1
最大許容誤差 増加中又は減少中の荷重に対する最大許容誤差は表8による。
表 8 最大許容誤差
最大許容
誤差
目量(e)で表した荷重 m
1級
2級
3級
4*級 4級
±0.5e
0≦m≦50 000
0≦m≦5 000
0≦m≦500
0≦m≦50
±1e
50 000<m≦200 000
5 000<m≦20 000
500<m≦2 000
50<m≦200
±1.5e
200 000<m
20 000<m≦100 000
2 000<m≦10 000
200<m≦1 000
備考
多目量はかりに対する適用例は4.3に記載。
4.5.2
使用中の最大許容誤差 使用中の最大許容誤差は,最大許容誤差の2倍とする。
4.5.3
誤差決定に関する基本的規定
12
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 影響因子 誤差は,通常の試験条件の下で決定するものとする。一つの因子の影響を評価するとき,
他のすべての因子は,通常に近い値で相対的に一定に保たなければならない。
b) 丸め誤差の排除 ディジタル表示に含まれる丸め誤差は,最小表示が 0.2目量(e)よりも大きいなら排
除しなければならない。
c) 正味量に対する最大許容誤差 最大許容誤差は,プリセット風袋量を除き,すべての可能な風袋量に
対する正味量値に適用する。
d) 風袋計量装置の誤差 すべての風袋量についてそれと同量の質量における最大許容誤差に相当する値
と同じである。
4.5.4
誤差配分 モジュ−ルを分離して試験する場合,次の要件を適用する。
この項は,はかりの主要なコンポーネントをはん用部品市場から調達してはかりを構成しようとする場
合,最適な設計を得るために必す(須)の項目であり,次の要件を適切に考慮しなければならない。
a) 分離して試験するモジュ−ル Miに適用する誤差限界は,最大許容誤差又は完成品のはかりの指示の
最大許容誤差のモジュ−ルMiの許容誤差piに等しい。モジュ−ルに対する分数は,モジュ−ルを内
蔵する完成品のはかりに対するものと同じ精度等級及び,同じ目量の数に対して採られなければなら
ない。
モジュ−ル Miの許容誤差piは,次の式を満たさなければならない。
p12+ p22 + p32・・・・ ≦ 1
b) モジュ−ル Miの許容誤差piは,モジュ−ルの製造業者によって選択され適正な試験で検証しなけれ
ばならない。ただし,複数のモジュ−ルが該当する影響の一因となる場合,分数は 0.8を超え,0.3 未
満であってはならない。
代表的なモジュールを内蔵しているはかりに対して,そのモジュ−ル Miの許容誤差piは,表9に
よる。
表 9 誤差要因
性能基準
ロードセル
表示装置
接続素子
組合せの影響
0.7
0.5
0.5
無負荷表示への温度影響
0.7
0.5
0.5
電源変動
−
1
−
クリープの影響
1
−
−
高温高湿
0.7
0.5
0.5
備考 組合せの影響は,非直線性,ヒステリシス,スパンへの温度影響。製造業者が規定した予熱時間の
経過後に組合せ影響誤差の分数をモジュールに適用する。
備考1. トラックスケール,荷重伝達装置,又は明らかに適切な工学的慣行に従って設計,製造した
機械的又は電気的接続素子といった機械的構造に対しては,試験なしでモジュ−ルMiの許容
誤差pi= 0.5 を適用してもよい。例えば,てこが同じ材料でできている場合,及び一連のて
こが二つの対称面(縦及び横)をもつ場合,又は電気的な接続素子の安定性が,ロ−ドセル
出力,インピ−ダンスなどの伝送信号に対して適切な場合である。
2. モジュ−ルの組合せの評価については,WELMECのモジュ−ル計算式の提案を留意するべ
きである。(附属書2 モジュールの組み合わせの評価)
4.5.5
分離して試験する荷重計量装置 荷重計量装置が検査のために分離して試験する場合,最大許容誤
差は,完成品のはかりに対する最大許容誤差の0.7倍に等しい(この分数は用いた検査装置に起因する誤
差を含む)。最終的には検査は完成品のはかりに対して行う。
13
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.6
結果の間の最大許容誤差 結果のどのような変動が許容していようとも,いずれの単一計量結果の
誤差も,単独でその荷重に対する最大許容誤差を超えてはならない。
4.6.1
繰り返し性 同一荷重の数回の計量結果の間の差は,その荷重に対するはかりの最大許容誤差の絶
対値より大きくてはならない。
4.6.2
偏置荷重 はかりをa)からd)に従って試験する場合,荷重の異なった位置に対する表示は,最大
許容誤差を満たさなければならない。
a) これ以降で別に特定されない限り,ひょう量と対応する最大加算風袋量との和の 1/3 に相当する荷重
を適用しなければならない。
b) n点の支持がある荷重受けをもつはかりであって,n>4のときは,ひょう量と最大加算風袋量との和
の 1/(n-1)の荷重を各支持点に適用しなければならない。
c) 荷重の中心からのずれが最小になるような荷重受け(タンク,ホッパー等)をもつはかりでは,ひょ
う量と最大加算風袋量との和の 1/10 に相当する試験荷重を各支持点に適用しなければならない。
d) 車両用はかり及び架空式はかりは,通常の計量で計量し得る最も重く,かつ,最も集中した荷重,し
かし,ひょう量と最大加算風袋量との和の0.8倍を超えないものに相当する試験荷重を,荷重受け上
の異なった点に適用しなければならない。
4.6.3
複数の表示装置 与えられた荷重に対して,風袋計量装置を含む複数の表示装置の表示の差は,最
大許容誤差の絶対値より大きくてはならない。しかし,デジタル表示装置間又は印字装置間では零でなけ
ればならない。
4.6.4
異なる平衡位置 二つの引き続く試験において荷重の平衡方法を変えたとき,同一荷重に対して得
られた二つの結果の間の差は,載せた荷重に対する最大許容誤差の絶対値を超えてはならない。
4.7
検査用分銅
4.7.1
分銅 はかりの検査用分銅は,載せた荷重に対するはかりの最大許容誤差の1/3より大きい誤差を
もってはならない。
4.7.2
補助検査装置 はかりに補助検査装置を備えたとき,又は分離した補助装置で検査するとき,この
装置の最大許容誤差は,載せた荷重に対する最大許容誤差の1/3以内でなければならない。分銅を使用す
るときは,誤差の影響は同一荷重で検査するはかりの最大許容誤差の 1/5 を超えてはならない。
4.7.3
検査用分銅の代替 Max>1 tのはかりを試験するときは,少なくとも1 t 又はひょう量の50 %の
いずれか大きい方の分銅を使用するという条件で,検査用分銅の代わりに他の一定荷重を使用してもよい。
ひょう量の50 %の代わりに,検査用分銅の部分を次のように減らしてもよい。
− 繰り返し性誤差が 0.3e以下の場合は,ひょう量の 35 %
− 繰り返し性誤差が 0.2e以下の場合は,ひょう量の 20 %
繰り返し性誤差は,ひょう量のおよそ 50 %の荷重を用いて,荷重受けに三回載せて測定する。
4.8
感じ
4.8.1
手動指示はかり 載せた荷重に対する最大許容誤差の絶対値の 0.4倍に等しい追加荷重は,平衡状
態のはかりに静かに載せ降ろししたときに,指示装置の目に見える動きを生じなければならない。ただし,
棒はかりにあっては目盛さおが角度3度以上のこう(勾)配をなす動きを生じなければならない。
4.8.2
自動指示はかり又は手動指示併用はかり
a) アナログ指示 載せた荷重に対する最大許容誤差の絶対値に等しい追加荷重を平衡状態のはかりに静
かに載せ降ろししたとき,追加荷重の 0.7倍以上に相当する指示装置の定常的な変位を生じなければ
ならない。
14
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) ディジタル表示 実目量(d)又は目量(e)[目量(e)=実目量(d)の場合]の 1.4倍に等しい追加荷重を平衡
状態のはかりに静かに載せ降ろししたとき,初期の表示を1目量分の変化がなければならない。
4.9
影響及び時間による変動 他に規定のない限り,はかりは4.9.2及び4.9.3の条件下で4.5,4.6及び
4.8に適合しなければならない。4.9.1及び4.9.4にも適合しなければならない。
4.9.1
傾斜
a) 傾斜を免れない2級,3級,4*級及び4級のはかりの場合,傾斜の影響は,2/1 000に等しいか,表記
又は水平器によって示す傾斜の限界値に対応した縦又は横の傾斜の大きい方の傾斜の影響下で測定す
る。
基準位置(傾斜なし)のはかりの表示と傾斜位置の表示との差の絶対値は,次に示す値を超えては
ならない。
− 2級のはかりを除き(ただし,5.14.8を参照),無負荷で,2目量(e)(はかりは基準位置で,無負
荷で零にあらかじめ調整されている)。
− 自動表示範囲及びひょう量で,最大許容誤差(はかりは基準位置及び傾斜位置の両方において,
無負荷で零にあらかじめ調整されている。)。
次の場合を除いて,はかりは使用者に明りょうに見える場所に水準装置又は水平器を備えなければ
ならない。
− 自由な状態でつり下げられている。
− 固定された場所に設置されている。
− いかなる方向でも5 %傾けたとき,傾斜の要件を満たしている。
水平器の限界値は,傾斜が簡単に判るように明りょうでなければならない。
備考 “傾斜の限界値”(中心を示すいかなる環の直径寸法にも関係なく)中心位置から2 mmの変位,
ランプ又は他の表示による最大許容傾斜を超えていることを示す傾斜の状態。
b) 1級のはかりでは,傾斜の限界値は2/1 000以下の傾斜に相当しなければならず,そうでないなら2級
のはかりに対する要件を満たさなければならない。
4.9.2
温度
a) 温度限界 特定の使用温度をはかりに表記していないなら,このはかりは次の温度限界内で計量特性
を維持しなければならない。
−10 ℃,+40 ℃
備考 温度値に対する許容値は9.の試験手順に記載している。
b) 特別限界温度 特定の使用温度限界をはかりに表記している場合,その限界内で計量要件を満たさな
ければならない。
限界は,はかりの用途に従って選択してよい。
これら限界内の範囲は,少なくとも次に等しくなければならない。
1級のはかりでは,5 ℃
2級のはかりでは,15 ℃
3級,4*級及び4級のはかりでは,30 ℃
c) 無負荷表示への温度影響 零点又は零点付近の指示は,1級のはかりでは1 ℃,また,他の等級では
5 ℃の周囲温度差に対して1目量(e)を超えて変化してはならない。
多目量はかり及び複目量はかりの場合,これには,はかりの最小目量を適用する。
4.9.3
主電源 電源で作動するはかりは,電源が次の変動をしても計量要件を満たさなければならない。
15
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− はかりに表記した値の−15 %から+10 %までの電圧。
− 交流を使用するなら,はかりに表記した値の−2 %から+2 %までの周波数。
4.9.4
時間 合理的に一定な環境条件下では,2級,3級,4*級及び4級のはかりは,次の要件を満たさ
なければならない。
a) 任意の荷重をはかりに載せているとき,載せた直後に得られた表示と引き続き30分の間に観測された
表示との差は,0.5eを超えてはならない。ただし,15分後に得られた表示と30分後に得られた表示
との差は,0.2eを超えてはならない。
これらの条件を満足できないなら,載せた直後に得られた表示と引き続き4時間の間に観測された
表示との差は,載せた荷重に対する最大許容誤差の絶対値を超えてはならない。
b) はかりに30分間載せてあった任意の荷重の除去後,表示が安定したときの零点復帰の偏差は 0.5eを
超えてはならない。
多目量はかりは,偏差が 0.5e1を超えてはならない。
複目量はかりは,Maxiからの零点復帰の偏差が 0.5eiを超えてはならない。さらに,Max1より大き
い任意の荷重からの零点復帰後及び一番下の計量範囲への切り替え直後において,零点付近の表示は
引き続き5分間はe1を超えて変化してはならない。
c) 消耗による耐久性誤差は,最大許容誤差の絶対値より大きくてはならない。
はかりが,9.1.3に規定した Max≦100 kg のはかりだけに実施する耐久試験に合格したなら,この
要件を満たしたものとみなす。
4.9.5
その他の影響及び制限 次のような他の影響量及び制限が,はかりの意図された作動環境の通常の
特性である場合は,これらの影響にかかわらず正しく作動するように設計することによって,又はこれら
の作用に対して保護することによって,はかりはこれらの影響及び制限下で,4.及び5.の要件を満たさな
ければならない。
− 振動
− 降水及び通風
− 機械的制約及び拘束
この制限は,組み合わせたはかり又は複目量はかりの各計量範囲又は多目量はかりの部分計量範囲にも
適用する。
5. 自動指示はかり及び手動指示併用はかりの技術要件 この技術規定は,通常の使用状態で熟練してい
ない使用者による適切な操作の下で,正確で明りょうな計量結果を与えるのに適したはかりの設計や構造
に関するものである。これらは,解決策を規定するものではなく,はかりの適正な機能を明らかにしよう
とするものである。
5.1
構造の一般要件
5.1.1
適合性
a) 用途への適合性 はかりは意図された使用目的に適合するように設計しなければならない。
b) 使用への適合性 はかりは使用期間中にその計量品質を維持するように堅固に,かつ,注意深く製作
しなければならない。
c) 試験への適合性 はかりは,この規格によって定められた試験が実施できるようになっていなければ
ならない。
特に荷重受けは,検査用分銅を容易に,かつ,安全に載せることができるものでなければならない。
16
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
分銅などの載荷が不可能な場合には保持具が必要である。
5.1.2
計量の安全に対する対処
a) 不正使用 はかりは,その不正使用を容易にするような特性を持っていてはならない。
b) 偶発的な故障及び調整不良 はかりは正しい機能を乱すような,制御部品の偶発的な故障又は調整不
良が,その影響が明らかになることなしには生じないように製作しなければならない。
c) 制御装置 制御装置は,誤った操作中にすべての表示が不可能にならないなら,設計によって意図さ
れた以外の位置に通常停止しないように設計しなければならない。キーは明確に表記しなければなら
ない。
d) 調整装置 はかりには自動又は半自動スパン調整装置を取り付けてもよい。この装置は,はかりに内
蔵されていなければならない。この装置への外部からの作用は,通常の使用状態では実用上不可能で
なければならない。
e) 重力補正 重力の影響を受けるはかりは,重力変化の影響を補正する装置をもたせてもよい。通常の
使用状態では,この装置に対する外部影響や外部からのアクセスはできないようにする。
5.2
計量結果の表示
5.2.1
読み取りの品質 計量結果の読み取りは,通常使用条件において確実,容易でかつ,明りょうでな
ければならない。
− アナログ指示装置の読み取りの総合不確さは0.2eを超えてはならない。
− 計量結果を表す数字は,読み取りの容易な大きさ,形状及び明確さがなければならない。
目盛,数字付け及び印字は,計量結果を構成する数字が単純に並んだ状態で読み取りができるものでな
ければならない。
5.2.2
表示の様式
a) 計量結果は,それらを表す質量単位の名称又は記号をもっていなければならない。一つの質量の表示
に使用する質量の単位は一個だけとする。目量(e)又は実目量(d)は,計量結果を表す単位の 1×10k,
2×10k 又は 5×10k の形式でなければならない。ここで,指数 k は正,負の整数又は 0に等しい。は
かりのすべての表示,印字及び風袋計量装置は,任意の一つの計量範囲において,任意の負荷に対し
て同一の目量(e)又は実目量(d)でなければならない。
b) ディジタル表示の場合は,少なくとも右端の最初の1けた目を表示させる。目量(e)又は実目量(d)が自
動的に変化する場合,表示上で小数点はその位置を保たなければならない。小数は小数点で整数とは
区別し,小数点の左側(整数)の一つ以上の数字と右側(小数)のすべてを表示させる。零は小数点
をつけずに,右端に一つの0で表示してもよい。質量の単位は,重量の値が右側に有効でない0を一
つより多く持たないように選ばなければならない。小数点をもつ値では,有効でない0は小数点以下
3けた目にだけ許される。
5.2.3
表示の限界 ひょう量 +9eを超えて表示及び印字をしてはならない。
5.2.4
近似値表示装置の最小値 近似表示装置の最小表示は,20eより小さくなることなしに,ひょう量
の 1/100 より大きくなければならない。この近似表示装置は副表示とみなす。
5.2.5
手動指示併用はかりにおける自動指示範囲の拡張 自動指示範囲の拡張間隔は,自動指示の範囲の
値を超えてはならない。
− 自動指示範囲の拡張の目量(e)又は実目量(d)は自動指示の範囲と等しくなければならない。(比較はか
りを除く。)
− 露出された送りおもり付きの拡張装置は,7.2.2の規定に従う。
17
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 内装された送りおもり又は質量切換装置をもつ拡張装置は,拡張することによって,変化が適切に表
示するようにする。ケース及び分銅又は質量の調節用穴は通常の使用状態ではアクセスできないよう
にする。
5.3
アナログ指示装置 5.2.1〜5.2.4の規定に加えて,次の規定も適用する。
5.3.1
目盛標識の長さと幅 目盛は,計量結果を容易に,かつ,明りょうに読み取れるように設計され,
数字付けされていなければならない。
a) 目盛標識の様式 目盛標識は同じ太さの線からなっていなければならず,その太さは一定で,目幅の
1/10と 1/4の間であって,0.2 mm未満であってはならない。最も短い目盛標識の長さは,少なくとも
目幅に等しくなければならない。
b) 目盛標識の配置 目盛標識は,図5のうちどれか一つに従って配置させる。(目盛標識の端部を結びつ
ける線はオプションである)。
図 5 直線上の目盛りへの適用例
c) 数字付け 同じ目盛では,数字付けの目量は
− 一定である。
− 形式が 1×10k,2×10k 又は 5×10k 単位のものである。(kは正又は負の整数又は0に等しい。)
− はかりの目量の25倍より大きくてはならない。
スクリーンに投影される目盛については,少なくとも二つの数字付けした目盛標識が投影帯内に完
全に現われなければならない。
ミリメートルで表した数字の高さ(実際又は見かけの)は,メートルで表した最小読み取り距離の
3倍以上で,かつ,2 mm以上でなければならない。
この高さは,それが関係する目盛標識の長さに比例していなければならない。
目盛の基線に並行に測定した数字の幅は,二本の隣接する数字付けされた目盛標識の間の距離より
小さくなければならない。
d) 指示素子 指示素子の指針の幅は,目盛の目盛標識の幅とほぼ同じであり,その先端が最も短い標線
の中央に達するような長さを持っていなければならない。
目盛と指針との間の距離は,最大限で目幅と等しいものとし,2 mmを超えてはならない。
5.3.2
目幅 目幅の最小値i0 は,次のものに等しい。
− 1級又は2級のはかりでは,指示装置は 1 mm,補助表示装置は 0.25 mm。
この場合 i0 は,はかりの目量に相当する指標と投影目盛との相対的な動きである。
− 3級,4*級及び4級のはかりでは,ダイヤル表示装置は1.25 mm,光学投影表示装置は1.75 mm。
備考 ミリメートルで表した目幅(実際又は見かけの)iは,少なくとも(L+0.5)i0に等しくなければな
らない。
i0はミリメートルで表した最小目幅,Lはメートルで表した最小読み取り距離であり,少な
18
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
くとも L=0.5 m とする。
最大目幅は,同一目盛の最小目幅の 1.2倍を超えてはならない。
5.3.3
指示の限界 指示部の指示値が,零以下又は自動表示の範囲を超えて動く場合は,その動きを制限
しなければならない。
この規定は,多回転式はかりには適用しない。
備考 指示部の指示は,零以下及び自動表示の範囲を超えて少なくとも4目幅分の超過は許される。
5.3.4
制動(ダンパ) 指示部又は可動目盛の振動の制動は,その影響因子が何であっても臨界制動より
わずかに小さい値に調整されているものとする。
備考 制動は,三回,四回又は五回の半周期振動の後には安定した表示に達しなければならない。温
度の変化に対して敏感な油圧式制動装置は,自動調整装置又は簡単に扱える手動調整装置を備
えていなければならない。
可搬式はかりの油圧式制動装置の流体は,はかりを45°傾斜させた場合でも流出してはなら
ない。
5.4
ディジタル表示装置及び印字装置 5.2.1〜5.2.5の規定に加えて次の規定も適用する。
5.4.1
表示の変化 荷重を変えた場合,前の表示を1秒間を超えて維持してはならない。
5.4.2
安定した釣合い 次の場合,釣合いは安定しているとみなす。
− 印字又はデータの保存については,5.4.5の最後の段落の要件を満たす。
− 零点設定又は風袋引き操作(5.5.4,5.5.6,5.5.7及び5.6.8)については,関連する精度要件内で装置の
正しい操作ができる最終的な釣合いに十分近い。
5.4.3
拡張表示装置 “区別された目を備えた表示装置”をもつはかりは,拡張表示装置をもつことはで
きない。拡張表示装置をもったはかりでは,目量(e)より小さな実目量(d)で表示するのは次の場合だけで可
能とする。
− あるキーを押している間
− 手動指令の後の5秒間以内
いかなる場合も印字は不可とする。
5.4.4
表示装置の複合使用 主表示以外の表示は,次の条件で同じ表示装置に表示してもよい。
− 質量値以外の量は,適切な計量単位又はその記号又は特別な記号をつけることによって識別できるよ
うにする。
− 計量結果でない質量値[3.5 b) 1)から3.5 b)2)]は,明確に識別できるか,又は手動操作で一時的にだ
け表示し,かつ計量結果として印字をしてはならない。
特別な指令により計量モードが作動不能にするなら,制限は設けない。
5.4.5
印字装置 印字は,意図された用途に対して明りょうで消滅しないものでなければならない。印字
された数字は,少なくとも高さが2 mm以上でなければならない。
印字する場合,計量単位の名称又は記号は,数値の右か又は数値欄の上になければならない。
釣合いが安定でない時は,印字は禁止しなければならない。
印字後5秒間に,2以内の隣接した値で,その内の一つは印字値を表示するなら,釣合いが取れている
とみなす。ただし,d<eのはかりの場合は,区別された目量は考慮されない。
5.4.6
記憶装置 釣合いが安定していない場合は,その後の表示,データ転送,合計などのための主表示
の保存は禁止する。釣合いの安定基準は5.4.5と同じである。
19
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
零点設定装置及び零トラッキング装置 はかりは,一個以上の零点設定装置をもってもよいが,零
トラッキング装置を一個より多くもってはならない。
5.5.1
最大効果 零点設定装置の効果は,はかりのひょう量を変えてはならない。
零点設定装置及び零トラッキング装置の全体的効果は,ひょう量の4 %を超えてはならない。また,初
期零点設定装置の全体的効果はひょう量の 20 %を超えてはならない。ただし,商取引に使用される場合
以外の4*級及び4級のはかりは該当しない。
はかりが特定された範囲内で,この装置によって補正されたいかなる荷重に対しても4.5,4.6,4.8及び
4.9を満足することを試験が示すならば,初期零点設定設定装置はより幅広い範囲が可能になる。
5.5.2
精度 零点設定後,計量結果に対する零点偏差の影響は,0.25eを超えてはならない。ただし,補
助表示装置をもつはかりにあっては,この影響は0.5dを超えてはならない。
機械式はかりの零点調整装置は,零点を正又は負の側において目量の5倍を超えて調整できるものは,
零点調整装置をその5倍を超える側について調整できる最大限の状態にした後,零点調整をしたときに,
その機械式はかりの使用範囲内の任意の質量における器差の差が目量(e)の1/2を超えてはならない。
5.5.3
複目量はかり いかなる計量範囲でも零点設定は有効でなければならず,はかりに荷重を載せた状
態でより大きい計量範囲への切り替えが可能であれば,大きい計量範囲でも有効でなければならない。
5.5.4
零点設定装置の制御 はかり(5.14と5.15に従うものは除く。)は,初期零点設定装置の有無に関
わらず,同じキーで操作する組み合わされた半自動零点設定装置と半自動風袋平衡装置を有してもよい。
はかりが零点設定装置と風袋計量装置をもつ場合,零点設定装置の制御は,風袋計量装置の操作から分
離しなければならない。
半自動零点設定装置は,次の場合にだけに機能しなければならない。
− はかりが,安定な釣合いにあるとき
− 前に行われているすべての風袋操作を取り消す場合
5.5.5
ディジタル表示付きはかりの零点表示装置 ディジタル表示付きはかりには,零からの偏位が
0.25e 以内にあるときには,特別の信号を表示する装置がなければならない。この装置は,風袋引き操作
後に零点が表示されているときにも同様に作動してよい。
この装置は,補助表示装置又は定格が 0.25e/秒以上の零トラッキング装置のあるはかりにおいては必す
(須)でない。
5.5.6
自動零点設定装置 自動零点設定装置は,次の場合にだけ動作することができる。
− 釣合いが安定している。
− 表示値が少なくとも5秒間零以下で安定している。
5.5.7
零トラッキング装置 零トラッキング装置は,次の場合にだけ動作することができる。
− 表示値が零か風袋引き前の零に等しい負の正味値である。
− 釣合いが安定している。
− 補正が1秒以内に 0.5e(d) 以内である。
風袋引き操作で零を表示しているとき,零トラッキング装置はこの真の零付近においてひょう量の4 %
以内で作動できる。
5.6
風袋引き装置
5.6.1
一般要件 風袋引き装置は5.1〜5.4の規定を適合しなければならない。
5.6.2
目量(e)又は実目量(d) 風袋計量装置の目量(e)又は実目量(d)は,任意の荷重に対して,はかりのそ
れぞれの目量(e)又は実目量(d)と等しくなければならない。
20
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.6.3
精度 風袋引き装置は,次に示す値よりよい精度で零点表示の設定ができなければならない。
− 電子式はかり及びアナログ指示をもつはかりに対しては±0.25e。
− デジタル表示装置をもつ機械式はかり及び補助表示装置をもつはかりに対しては,±0.5d。
多目量はかりにあっては,eはe1に置き換えなければならない。
5.6.4
作動範囲 風袋引き装置は,零点以下で又はその最大表示効果 (ひょう量+9eを含む。)を超えて,
使用できてはならない。
5.6.5
作動の可視性 風袋引き装置の作動は目視できるようにはかりに表示しなければならない。
ディジタル表示のはかりの場合は,これは表示された正味量に“NET”,“Net”又は“net”の記号を表
示する。
この規定は,同じキーによって操作され,組み合わされる半自動零点設定装置と半自動風袋平衡装置と
をもつはかりには適用しない。
記号“NET”は“正味量”などに,“T”は“風袋引き中”又は“風袋量”などに置き換えてもよい。
備考1. 風袋引き装置の作動中に,一時的に総量を表示する装置をもつはかりの場合,総量を表示し
ている間は,“NET”の記号は消えなければならない。
2. 機械式風袋加算装置の使用は,風袋量の表記又は,例えば文字“T”のような記号を,はか
りに付されることによって示さなければならない。
5.6.6
減算式風袋引き装置 減算式風袋引き装置を使用しているため,残りの計量範囲の値を知ることが
できないときは,その表示の限界を超える使用を防止するか,又は表示の限界に達したことを示さなけれ
ばならない。
5.6.7
複目量はかり はかりに荷重を載せた状態で,より大きい計量範囲への切り替えが可能であれば,
風袋引き装置は,より大きい計量範囲でも効果的でなければならない。
5.6.8
半自動又は自動風袋引き装置 これらの装置は,はかりが安定した釣合いにあるときだけ,作動し
なければならない。
5.6.9
組み合わされた零点設定装置と風袋平衡装置 半自動零点設定装置と半自動風袋平衡装置が同じ
キーによって操作される場合は,5.5.2及び5.5.5が,そして必要に応じて5.5.7の規格も,任意の荷重に対
して適用する。
5.6.10 連続的な風袋引き操作 風袋引き操作の繰り返し操作は,行ってもよい。一個又はそれ以上の風袋
引き装置が同時に作動する場合には,風袋量は,表示又は印字する際に明確に指定しなければならない。
5.6.11 計量結果の印字 総量は,いかなる呼称も付さないで印字してもよい。記号による呼称は,“G”
又は“B”を付して印字してもよい。
対応する総量及び風袋量を省いて,正味量だけを印字する場合には,いかなる呼称も付さないで印字し
てもよい。ただし,呼称を付して印字する場合の呼称の記号は“N”でなければならない。これは半自動
零点設定装置と半自動風袋平衡装置が同じキーで作動する場合にも適用する。
複目量はかり若しくは多目量はかりの表示する総量,正味量又は風袋量には,(部分)計量範囲を示す特
別の呼称を付ける必要はない。
正味量を対応する総量及び(又は)風袋量と一緒に印字する場合は,正味量と風袋量は少なくとも対応
する記号“N”と“T”で識別しなければならない。
ただし,記号“G”は“総量”などに,“N”は“正味量”などに,“T”は“風袋量”などに置き換えても
よい。
異なる風袋引き装置によって測定された正味量と風袋量とを別々に印字する場合には,適切に識別でき
21
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なければならない。
5.7
プリセット風袋引き装置
5.7.1
目量(e)又は実目量(d) いかなるプリセット風袋量が装置に入力されたとしても,その目量(e)又は
実目量(d)は,はかりのそれぞれの目量(e)又は実目量(d)と等しいか,自動的にはかりの目量(e)又は実目量(d)
に等しく丸めなければならない。
複目量はかりでは,プリセット風袋量は,ある計量範囲より大きな目量(e)又は実目量(d)をもつ計量範囲
へだけ送られてもよいが,送り先の目量(e)又は実目量(d)に丸めなければならない。多目量はかりでは,最
大のプリセット風袋量はMax1より大きくてはならないし,表示又は印字された算出正味量は同じ正味量
値に対するはかりの目量(e)又は実目量(d)に丸めなければならない。
5.7.2
作動モード プリセット風袋引き装置は,次の条件下で一個又はそれ以上の風袋引き装置と一緒に
操作してもよい。
− 5.6.10による。
− プリセット風袋引きを操作した後で風袋引き装置が使用されている間は,プリセット風袋引きの操作
は変更又は取消しができてはならない。
プリセット風袋引き装置は,プリセット風袋量と計量される荷重が(例えば,容器上のバーコード識別
によって)明確に識別できる場合だけ,自動的に作動してもよい。
5.7.3
動作の表示 表示装置には,5.6.5を適用する。プリセット風袋量は,少なくとも一時的に表示す
ることができなければならない。
5.6.11は,次の条件で適用する。
− 算出正味量を印字する場合は,5.14,5.15又は5.17に該当するはかりを除いて,少なくともプリ
セット風袋量が,同時に印字しなければならない。
− プリセット風袋量は,記号“PT”を付さなければならない。ただし,記号“PT”は,“プリセッ
ト風袋量”などに置き換えてもよい。
5.8
休み位置
5.8.1
計量位置以外での計量の防止 はかりが,一つ又はそれ以上の休み装置をもっている場合には,こ
れらの装置は“休み”と“計量”とに対応する二つの安定な位置しかもってはならず,また計量は“計量”
の位置でだけ可能でなければならない。
“予備計量”の位置は5.14,5.15及び5.17に規定されたもの以外の1級又は2級のはかりにあってもよ
い。
5.8.2
位置の表示 “休み”及び“計量”の位置は,明りょうに示さなければならない。
5.9
補助検査装置(分離可能型又は固定型)
5.9.1
一つ又はそれ以上の載せ台をもつ装置 ある荷重とその荷重を平衡させるために載せ台の上に載
せられた分銅との比の公称値は,1/5 000より小さくてはならない(これは載せ台のすぐ上に見やすいよう
に表示しなければならない。)。
目量(e)に等しい荷重を平衡させるのに必要な分銅の値は,0.1 gの整数倍でなければならない。
5.9.2
数字付けされた目盛装置 補助検査装置の目量は,その装置を使用するはかりの目量(e)の1/5に等
しいか又はそれより小さくなければならない。
5.10 複目量はかりの計量範囲の選択 実際に動作中の範囲は,明りょうに表示しなければならない。
計量範囲の手動選択は,次の場合に可能とする。
− 任意の荷重に対して,小さい計量範囲から大きい計量範囲へ切り替える場合。
22
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 荷重受けが無負荷時で,表示が零又は負の正味量を表示しているときに,大きい計量範囲から小
さい計量範囲へ切り替える場合。その時の風袋引き操作は,切り替え時に取り消され,零点の設
定は±0.25e1になるように,いずれも自動的に設定しなければならない。
自動切り替えは,次の場合に可能とする。
− 動作中の最大総量範囲を超えたときに,使用中計量範囲から次の大きい計量範囲へ切り替える場
合。
− 無負荷のときで,表示が零又は負の正味量を表示しているときに,大きい計量範囲から最小の計
量範囲へ切り替える場合。その時の風袋引き操作は,切り替え時に取り消され,零点の設定は,
±0.25e1になるように,いずれも自動的に設定しなければならない。
5.11 いろいろな荷重受け[荷重伝達装置又はいろいろな荷重計量装置の間の選択(又は切替え)装置]
5.11.1 無負荷での効果の補償 選択装置は,使用中のいろいろな荷重受け又は荷重伝達装置の異なる無負
荷での効果に対する補償を確実に行わなければならない。
5.11.2 零点設定 いろいろな荷重計量装置及びいろいろな荷重受けの組合せをもつはかりの零点設定は,
5.5の規定に従ってあいまい(曖昧)さなしに可能でなければならない。
5.11.3 計量の不可能性 選択装置の作動中は,計量は可能であってはならない。
5.11.4 用いられた組合せの識別 用いられた荷重受けと荷重計量装置の組合せは,容易に識別できなけれ
ばならない。
5.12 ロードセルの要件 次の要件は,はかりのロードセルに関する4.5.4に代わるものとする。これらの
要件は,完成品のはかりの最大許容誤差の分数pi=0.7〜1をロードセルに割り当てるものとし,参照規格
(OIML 国際勧告R60“ロードセルの計量規則”)に準じて個別に試験されている。
ロードセルが次の要件に合致すれば,4.9.2 c) ,4.9.4 a) 及び4.9.4 b) は満足されるものとする。
5.12.1 ロードセルの最大容量 ロードセルの最大容量は,次の条件を満足しなければならない。
Emax ≧ Q・Max・R/N
ここに, Emax: ロードセルの最大容量
N: ロードセルの数
R: 減少率[3.3 c) 参照]
Q: 補正因子
補正因子Q>1は,偏置荷重,荷重受けの静荷重,初期零点設定範囲及び不均等な分布の荷重の影響を
考慮している。
5.12.2 ロードセルの目量の最大数 各ロードセルは,その目量nLCの最大数(OIML R60参照)が,はか
りの目量の数n以上でなければならない。
nLC ≧ n
複目量はかり又は多目量はかりの場合,この規定は,個別の計量範囲又は部分的計量範囲に適用する。
nLC ≧ ni
多目量はかりの場合,最小静荷重出力戻りDR(OIML R60参照)は,次の条件を満足しなければなら
ない。
DR ≦ 0.5・e1・R/N
備考 DR が明らかでない場合,条件nLC≧Maxr /e1を満足しなければならない。
さらに,複目量はかりに対して同じロードセル(複数の場合あり)が二つ以上の範囲に対して使用され
ている場合,最小静荷重出力戻りDR(OIML R60参照)は,次の条件を満足しなければならない。
DR ≦ e1・R/N
23
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 DRが明らかでない場合,条件nLC≧0.4・Maxr /e1を満足しなければならない。
5.12.3 最小ロードセル目量 最小ロードセル目量Vmin(OIML R60参照)は,目量(e)に荷重伝達装置の減
少率Rを掛け,その値をロードセルの数Nの平方根で除した値以下でなければならない。
Vmin ≦ e・R/√N
二つ以上の範囲に対して同じロードセル(複数の場合あり)が使用される複目量はかり又は多目量はか
りにおいて,eはe1に置き換えられる。
5.13 比較はかり “正”及び“負”比較はかりは手動指示併用はかりとみなされる。
5.13.1 正と負の区別 アナログ指示装置においては,零点のいずれかの側にある区域は,“+”と“−”
の記号によって区別しなければならない。
デジタル表示装置においては,次の表記が表示装置の近くになければならない。
− 範囲 ± … Umʼ
− 範囲 − … Um/+ … Umʼ
Umは,3.8による計量単位を表す。
5.13.2 目盛の様式 比較はかりの目盛は,零点のいずれかの側に少なくとも一つの目盛(d=e)をもってい
なければならない。目盛のいずれかの端部には,対応する値が示さなければならない。
5.14 対面販売用はかり 次の規定は,対面販売用に設計された,ひょう量が100 kg 以下の2級,3級,
4*級及び4級のはかりに適用する。
5.14.1 主表示 対面販売用はかりの主表示は,計量結果及び正しい零点の位置,風袋引き並びにプリセッ
ト風袋引きの操作に関する表示とする。
5.14.2 零点設定装置 対面販売用はかりは,工具なしで操作できる非自動零点設定装置をもってはならな
い。
5.14.3 風袋引き装置 一つの荷重受けのついた機械式はかりは,風袋引き装置をもってはならない。
載せ台が一つあるはかりは,容易に次の状態が判別できるなら,風袋引き装置をもってもよい。
− 風袋引き装置が使用状態にあるか。
− 風袋引き装置の設定値が変えられたか。
いかなるときにおいても,一つの風袋引き装置だけが動作していなければならない。
備考 使用時の制限事項は,次のb) 2) に含まれている。
はかりは,風袋引き装置又はプリセット風袋引き装置が使用状態にあるときに総量を呼び出すことがで
きる装置を備えてはならない。
a) 非自動風袋引き装置 制御点の5 mmの変位は目量(e)を超えてはならない。
b) 半自動風袋引き装置
1) はかりは,以下の条件で半自動風袋引き装置を備えることができる。
− 風袋引き装置の動作によって風袋量が減少しない。
− 装置の効果が,無負荷の場合だけ取り消すことができる。
2) さらに,はかりは次の規定のうち,少なくとも一つには適合しなくてはならない。
− 風袋量は,別の表示部に常時表示される。
− 荷重受け上に荷重がないときに,風袋量は“−”(マイナス)の符号で表示される。
− 零よりも大きな安定した正味値が表示された後,荷重受けから荷重を取り除いたときに,その半
自動風袋引き装置の効果が自動的に取り消され,表示が零に戻る。
c) 自動風袋引き装置 はかりには,自動風袋引き装置が取り付けられてはならない。
24
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.14.4 プリセット風袋引き装置 プリセット風袋引き装置は,プリセット風袋量が主表示として質量表示
から明確に区別された別の表示部に表示されるなら,プリセット風袋引き装置が備えられてもよい。5.14.3
b) 1)が適用される。
風袋引き装置が動作中の場合は,プリセット風袋引き装置は操作できるものであってはならない。
プリセット風袋量がプライスルックアップ(PLU)と関連づけられている場合は,プリセット風袋量は
PLU と同時に取り消してもよい。
5.14.5 計量の不可能性 通常の休み動作の間又は分銅を加えているか又は減じている間は,計量も表示素
子の指示も不可能でなければならない。
5.14.6 可視性 すべての主表示値は,売り手側と買い手側に対して同時に表示されなければならない。
主表示を表示するデジタル装置では,どちら側の数字の寸法も0.5 mmの許容誤差でもって,少なくと
も10 mmの高さがなければならない。
分銅とともに使用されるはかりにあっては,分銅の値が識別できなければならない。
5.14.7 補助表示装置及び拡張表示装置 はかりは,補助表示装置及び拡張表示装置を備えてはならない。
5.14.8 2級のはかり 2級のはかりも,3級のはかりに対する4.9の要件に適合しなければならない。
5.14.9 有意な誤り 有意な誤りが検出された場合は,視覚上又は聴覚上の警告を買い手に対して示さなけ
ればならず,かつ,いかなる周辺装置へのデータ転送も行ってはならない。この警告は,使用者が何らか
の操作をするか,又は原因が消えるまでの間はずっと続けなければならない。
5.14.10 計数比 機械式の計数はかりの計数比は,1/10又は1/100でなければならない。
5.15 料金を表示する対面販売用はかりに対する追加規定 5.14に加えて,次の要件も適用される。
5.15.1 主表示 料金を表示する対面販売用はかりの追加される主表示とは,単価,料金及び必要に応じて
定額商品の数量,単価及び料金,定額商品の複数の料金及び料金の合計である。扇形目盛のような料金目
盛は,この規格の要件に従わなくてもよい。
5.15.2 料金目盛付きはかり 単価及び料金目盛に対しては,5.2及び5.3.1〜5.3.3をそれぞれ適用する。料
金目盛での読みは,表示された質量Wと単価Uとの積と,表示された料金(総額)Pとの差の絶対値が,
その目量(e)と単価との積より大きくてはならない。
|W・U−P|≦e・ U
5.15.3 料金はかり
a) 料金は,はかりに表示された質量と単価の積によって計算され,料金の単位に丸めなければならない。
演算装置は,いかなる場合でもはかりの一部とみなされる。
b) 料金の単位は,取引に関する法規に従わなければならない。
c) 単価は,料金(円)/100 g又は料金(円)/kgに限定する。
d) 5.4.1の規定にかかわらず,質量,単価,料金の表示は質量表示が安定した後及び単価を設定した後で,
少なくとも1秒間,かつ,荷重が荷重受けに載せられている間は,目視できるままでなければならな
い。
e) 5.4.1の規定にかかわらず,これらの表示は,計量物を取り去った後でも質量表示が前からの安定状態
を保っているという条件で,3秒を超えない間は目視できるままでもよい。この条件以外では表示は
零でなければならない。被計量物を取り去った後でも質量を表示している間は,単価が新たに導入さ
れたり,変更が可能であってはならない。
f)
はかりによってなされた取引が印字される場合には,質量,単価及び料金のすべてを印字しなければ
ならない。
25
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) データは,印字する前にはかりの記憶装置に保存してもよい。同じデータを買い手のチケットに二度
印字してはならない。
h) 料金ラベル発行に使用できるはかりは,5.17にも適合しなければならない。
5.15.4 料金はかりの特例 はかり又は接続されている周辺装置によってなされたすべての取引が,買い手
へのチケット及びラベルに印字するなら,料金はかりは取引及び管理を促進するための追加機能を実行し
てもよい。これらの機能は,計量及び料金計算の結果についての混乱を招くものであってはならない。
買い手に対して主表示として誤解される可能性のある表示でなければ,次の規定にない他の操作及び表
示を行ってもよい。
a) 定額商品
1) はかりが,質量表示が零であるか又は計量モードが無効になっているという条件で,一つ以上の定
額商品の正又は負の料金を受け入れ,記録してもよい。一つ以上のそのような品物の料金を,料金
表示部に表示しなければならない。
2) 表示するために追加表示が用いられる場合を除いて,一つより多くの同じ品物について料金が計算
されるならば,品物の数量は質量表示部に質量と間違えられることのないように表示し,品物の数
量と料金を補助表示部にいつも示す場合を除いて,一個の品物の料金は単価表示部に表示しなけれ
ばならない。
b) 合計 はかりは,一枚以上のチケット上で取引の合計を行ってもよい。料金合計は料金表示部に表示
され,料金表示部の末尾又は料金が合計された商品への適切な参照をもつ別のラベル又はチケット上
に特別な用語か記号を添えて印字しなければならない。合計されたすべての料金が印字され,料金合
計はこれら印字されているすべての料金の代数合計でなければならない。
すべての接続されているはかりの料金の目盛間隔が同一であれば,5.15.4の規定に従い,直接的に
又は性能要件を満たす周辺装置を通じて,接続されている他のはかりにおいてなされた取引を合計し
てもよい。
c) 複数の売り手の操作 はかりは,取引と売り手又は買い手との関係が適切に識別できるという条件で,
複数の売り手が使用したり,同時に複数の買い手を扱うことができるように設計されていてもよい。
d) 取り消し はかりは,前の取引を取り消してもよい。取引が印字されたところでは,取り消された関
連の料金を,適切なる注釈とともに印字しなければならない。
取り消されるべき取引が買い手に対して表示されるなら,通常の取引と明確に区別しなければなら
ない。
e) 追加情報 取引に対して明らかに関係あるもので,かつ,単位記号に対する質量値の指示を妨げない
なら,追加情報を印字してもよい。
5.15.5 セルフサービスはかり セルフサービスはかりには二組の目盛及び表示部をもつ必要はない。
チケット及びラベルが印字されるなら,はかりが異なった品物の販売に用いられているとき,主表示に
はその品物の名称を含まなければならない。
5.16 対面販売用に使用されるものと類似のはかり 5.14と5.15の規定に適合しない対面販売に使用され
るものと類似するはかりは,表示部の付近に,次の消えない表記を付けなければならない。
例 “対面販売に使用することはできません。”
5.17 値付け機付きはかり 5.14.8,5.15.3 a),5.15.3 e),5.15.4 a) 1) 及び5.15.4 e) を適用する。値付け機
付きはかりには,質量用に少なくとも一つの表示がされなければならない。それは,設定質量限界,単価,
プリセット風袋量,品名の監視のセットアップの目的で一時的に使用してもよい。
26
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
はかりの使用中においても,単価及びプリセット風袋量の実際の値を確認できなければならない。
最小測定量未満で印字してはならない。
ラベルに固定質量,単価及び料金を印字することは,計量モードが操作不能にされるという条件で許さ
れる。
5.18 荷重受けを備えた機械式計数はかり 計数はかりは手動指示併用はかりとみなされる。
5.18.1 表示装置 検査ができるためには,計数はかりは零点のいずれかの側に,少なくとも一つの目盛
(d=e)をもっていなければならない。その対応する値は,目盛上に記されていなければならない。
5.18.2 計数比 計数台又は計数目盛標識の上に,計数比が明確に表記されなければならない。
6. 電子式はかりの技術要件 電子式はかりは,4.及び5.に加えて,下記の要件にも適合しなければなら
ない。
6.1
一般要件
a) 電子式はかりは,次のいずれかにより設計,製造されていなければならない。妨害の影響を受けたと
き,
− 有意な誤りを起こさない。
− 有意な誤りが検出され,対処されなければならない。表示装置における有意な誤りの表示は,表
示にある他のメッセージと紛らわしいものであってはならない。
備考 目量(e)に等しいか又はそれより小さい誤りは,表示誤差の値にかかわらず,許容される。
b) 4.5,4.6,4.8,4.9 及び 6.1 a)の要件は,はかりの使用目的に準拠して,恒久的に満足されなければな
らない。
c) 6.4 に規定されている検査や試験に合格するならば,ある型式の電子式はかりは 6.1 a),6.1 b) 及び
6.3.b)に適合しているとみなされる。
d) 6.1 a)の要件は,下記に対して個別に適用されてよい。
− 有意な誤りの各々の原因。
− 電子式はかりの各部分。
6.1 a) のどちらが適用されるかは製造者に任せられる。
6.2
有意な誤りへの対処 有意な誤りが検出されたとき,はかりは自動的に使用不能になるか,視覚上
又は聴覚上の標しが自動的に与えられなければならず,使用者が何らかの処置を取るか,又は誤りが消え
るまで,その状態が続いていなければならない。
6.3
機能要件
a) スイッチが入ったとき(表示のスイッチオン),操作者によって確認されるのに十分長く,表示装置の
すべての関連した信号を動作及び非動作状態であることを示す特別な手順が実行されなければならな
い。
b) 4.9に加え,電子式はかりは使用温度範囲の上限において相対湿度85 %の条件で要件に適合しなけれ
ばならない。これは,1級及び目量(e)が1 gより少ない2級の電子式はかりには適用されない。
c) 1級を除く電子式はかりは,6.4.4に規定されたスパン安定性試験を受けなければならない。ひょう量
近くの誤差は最大許容誤差を超えてはならず,いかなる二つの測定から得られた誤差の差の絶対値も,
目量(e)の半分,又は最大許容誤差の絶対値の半分のいずれか大きい方を超えてはならない。
d) 電子式はかりが6.4.3に規定された妨害を受けたとき,妨害を受けている質量表示と妨害なしの質量表
示(固有誤差)との差はeを超えないか,又はそのはかりは有意な誤りを検出し,対処しなければな
27
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
らない。
e) 電子式はかりの予熱時間中は,計量結果の表示も伝送もしてはならない。
f)
電子式はかりは,周辺装置又は他のはかりと接続するためのインターフェイス*を備えていてもよい。
ただし,インターフェイスは,周辺装置(コンピューター等),他の接続されたはかり又は,インター
フェイスに働く妨害により,はかりの計量機能及びその測定データが許容できないほどに影響を及ぼ
されてはならない。インターフェイスを介して実行又は起動される機能は,5.の関連する規定する要
件及び条件に適合しなければならない。
注*
“インターフェイス”は,はかりと周辺装置又は他のはかりとの間のデータのやり取りをする
ところにおけるすべての機械的,電気的及び論理的な特性を含む。
g) はかりには,インターフェイスを介して,次を意図した若しくは次に適した指示又はデータが取り入
れられてはならない。
− 明確に定義されておらず,計量結果と誤認される可能性のあるデータを表示する。
− 表示,処理又は保存された計量結果を改ざんする。
− はかりを調整したり,又は調整係数を変更する。ただし,はかりは内蔵されたスパン調整装置を
用いて,又は1級のはかりに対しては外部標準分銅を用いて,調整手順を実行させるためのイン
ターフェイスが与えられてもよい。
− 対面販売用の場合に,表示された主表示を改ざんする。
h) 6.3 g)に規定する機能が実行又は起動できないインターフェイスは,保全される必要はない。
この規格の要件が適用される周辺装置に接続されることが意図されたインターフェイスは,周辺装
置が要件に適合できるように,主表示に関連したデータを伝送しなければならない。
i)
電池で動作する電子式はかりは,電圧が製造者の規定する値より下がったときは,正しくない旨を表
示するか,又は,いかなる質量値も表示してはならない。
6.4
性能試験及びスパン安定性試験
6.4.1
試験考慮 同じカテゴリに属するすべての電子式はかりは,校正機能付である場合でも,同じ性能
試験を受けなければならない。
6.4.2
被試験はかりの状態 性能試験は,完全に動作可能なはかりに対して,通常の動作状態又はここに
述べられたことにできるだけ似た状態で実施されなければならない。通常の構成以外で接続されたとき,
試験手順は,承認当局と申請者によって相互に合意されなければならず,試験書類に記述されなければな
らない。電子式はかりが周辺装置と接続できるインターフェイスを備えているならば,9.2.3 b),9.2.3 c) 及
び9.2.3 d) の試験中は,はかりは試験手順に明記されるように周辺装置に接続されなければならない。
6.4.3
性能試験 性能試験は,9.2.2及び9.2.3に従って行わなければならない。
表 10 性能試験
試験項目
試験される特性
静的温度
影響因子
高温高湿,定常状態
影響因子
電源電圧変動
影響因子
瞬時停電
妨害
表 10 性能試験(続き)
バースト(一時的)
妨害
静電気放電
妨害
電磁感受性
妨害
28
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4.4
スパン安定性試験 スパン安定性試験は9.2.4に従って実施されるのがよい。
7. 手動指示はかりの技術要件 手動はかりは,適用できる限り4.及び5.の規定に従う。
この項では,5.の幾つかの要件に対応する補足規定を与えるものである。
7.1の規定は必す(須)事項であるが,7.2の規定は5.で導入した備考を内容としている。
単純なはかりに関する規定は,7.3〜7.9に定める。
単純なはかりとは
− 等比及び 1/10 の比のさおのもの
− 棒はかり
− ロバーバル式はかり及びベランジャ式はかり
− 比率載台を持つはかり
− 台手動はかり
7.1
最小感度 負荷されている荷重の最大許容誤差の絶対値に等しい追加荷重を,平衡状態のはかりに
載せ,少なくとも次の指示素子の恒久的な変位を生じなければならない。
− 1級又は2級のはかりでは1 mm
− ひよう量が30 kg以下の,3級,4*級又は4級のはかりでは2 mm
− ひよう量が30 kgを超える,3級,4*級又は4級のはかりでは5 mm
感度の試験は,感じの境界の影響を除くために,わずかの衝撃とともに,追加荷重を載せることによっ
て実施されなければならない。
7.2
アナログ指示装置に対する受容できる解決策
7.2.1
一般規定
a) 平衡指示素子 平衡指示素子とは,他の指示素子に関して相対的に変位する指示素子であり,二つの
指針は同じ太さを持ち,指針間の距離はその太さを超えてはならない。
しかし,この距離は,指針の太さが1 mmより小さい場合には1 mmであってもよい。
b) 保全 送りおもり,取り外しできる分銅及び調整孔又はそれらの装置の覆いは保全できなければなら
ない。
c) 印字 装置が印字を実行できるのは,送りさおや送りおもり又は質量切換え装置が,それぞれの目量
の整数倍に相当する位置におかれているときだけとする。操作できる送りおもり及びさおのあるもの
を除いて,印字は平衡指示素子が半目量に近い範囲内で基準位置にあるときだけ可能とする。
7.2.2
送りおもり装置
a) 目盛線の形状 さおの目量がそのはかりの目量(e)となっている場合は,目盛線は一定な太さの線で構
成されなければならない。他の主さお(又は小さお)では,目盛線は刻み目で構成されなければなら
ない。
b) 目幅 目盛線間の間隔は,2 mmよりも短くてはならず,刻み目又は目盛線の通常の機械仕上げ精度
が目量の 0.2倍を超えて計量結果に誤差を生じないように,十分な長さを持っていなければならない。
c) 制止 送りおもり及び小さおの変位は,主さお及び小さおの目盛が付された部分に限定されなければ
ならない。
d) 指示素子 すべての送りおもりは,指示素子をもっていなければならない。
e) 台手動はかりの送りおもり装置 小送りさおを除いて,送りおもりには可動部分があってはならない。
送りおもりには,偶発的に異物が付着しうるような孔があってはならない。
29
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
取り外し可能な部分は,保全できなければならない。
送りおもり及び小さおを動かすには,一定の作用する力を要するものでなければならない。
7.2.3
使用分銅の表示 比は,10kの形式でなければならない。ただし,k は整数又は零とする。
対面販売用はかりについては,分銅載せ台の端を上げる場合の高さは,載せ台の最大寸法の 1/10以下
で,かつ,25 mm以下でなければならない。
7.3
構造条件
7.3.1
平衡指示素子 はかりは,二個の可動指針又は一個の可動指示素子と一個の固定基準目盛線とを備
えていなければならない。これらの個々の位置が平衡の基準位置を示すものとする。
対面販売用の3級,4*級又は4級のはかりでは,指針及び目盛線は,はかりの反対側から平衡が見える
ものでければならない。
7.3.2
刃,刃受け及び刃ぶた(蓋)
a) 結合の形式 てこは,刃だけを備えるものでなければならない。これらは,刃受け上の中心点に置か
なければならない。
刃と刃受けの接触線は,直線でなければならない。
釣り合いさおは,刃先で支えられなければならない。
b) 刃 刃は,こうかん上に,てこ比の不変性が保証されるように取り付けられなければならない。刃は,
溶接又ははんだ付けされてはならない。
同一てこ上の刃先は,事実上平行で,かつ,同一平面上になければならない。
c) 刃受け 刃受けは,その支持台上又は座の中に溶接又ははんだ付けされてはならない。
比率載台及びさおを持つはかりの刃受けは,その支持物上又は座の中で,すべての方向に振動でき
るものでなければならない。
これらのはかりでは,結合外れ防止装置は,結合部の外れを防止しなければならない。
d) 刃ぶた(蓋) 刃の縦方向の遊びは,刃ぶた(蓋)によって制限されなければならない。刃と刃ぶた
(蓋)間は点接触とし,刃と刃受けの間の接触線の延長上に置かれていなければならない。
刃ぶた(蓋)は刃と接触する点で平面であり,かつ,その面は刃と刃受けの接触線の垂直上に置か
なければならない。
刃ぶた(蓋)は,刃受け又はその支持台に溶接をしてはならない。
7.3.3
硬さ 刃,刃受け,刃ぶた(蓋),はめ込み部品,はめ込み部品の支持台及びリンクは,少なくと
もロックウエル C58 の硬さを持たなければならない。
7.3.4
保護用コーティング 計量特性の変化を生じない条件で,保護用コーティングを連接部品の接触部
分に用いてよい。
7.3.5
風袋引き装置 はかりは,風袋引き装置を備えていてはならない。
7.4
単純等比さお
7.4.1
さおの対称性 さおは,縦方向と横方向に,二つの対称な面をもっていなければならない。皿つき
又は皿なしで平衡してなければならない。さおの一端又は他端で同等に使用できる取り外し可能な部品は
互換性があり,かつ,質量が等しくなければならない。
7.4.2
零点設定 3級,4*級又は4級のはかりに零点設定装置がついている場合には,それは一方の皿の
下の一つの孔でなければならない。
この孔は保全されてもよい。
7.5
1/10比の単純さお
30
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.5.1
腕の比の表記 比は1:10又は1/10の形式で,さおの上に,読みやすく,かつ,恒久的に表示さ
れていなければならない。
7.5.2
さおの対称性 さおは,縦方向の対称面を有さなければならない。
7.5.3
零点設定 7.4.2の規定が適用される。
7.6
棒はかり
7.6.1
一般
a) 目盛線 目盛線は,目盛り付けされた始めの部分の平面上か縁のいずれかで,線又は刻み目でなけれ
ばならない。最小の目幅は,刻み目の間で2 mm,線の間で4 mmである。
b) 支点軸 刃の単位長さ当たりの最大荷重は,10 kg/mm 以下でなければならない。
環状部の刃受けの口径は,刃の断面の最大寸法の 1.5倍以上の直径を有さなければならない。
c) 平衡指示素子 平衡指示素子の長さは,はかりの支点刃から測って,主送りおもりさおの目盛付けし
た部分の長さの 1/15 以上でなければならない。
d) 識別記号 着脱可能な送りおもりを持つはかりの頭部と送りおもりは,同じ識別記号をもっていなけ
ればならない。
7.6.2
単一ひょう量をもつはかり
a) 最小刃間距離 最小刃間距離は,
− ひょう量が 30 kg以下のはかりでは 25 mm
− ひょう量が 30 kgを超えるはかりでは 20 mm
b) 目盛付け 目盛付けは,零からひょう量まで及ばなければならない。
c) 零点設定 3級,4*級又は4級のはかりが零点設定装置を備えている場合には,一回転当りの最大効
果が4目量以内の外すことができないねじ又はナットの装置でなければならない。
7.6.3
二重ひょう量のはかり
a) 最小刃間距離 最小刃間距離は,
− 低い方のひょう量に対して:45 mm
− 高い方のひょう量に対して:20 mm
b) つ(吊)り下げ装置の区別 はかりのつ(吊)り下げ装置は,荷重つ(吊)り下げ装置とは区別され
なければならない。
c) 数字付け目盛 はかりのそれぞれのひょう量に対応する目盛は,次のいずれかであって,零からひょ
う量までを連続して計量できるようになっていなければならない。
− 二つの目盛が共通部分を持たない。
− 共通部分が,低い方の目盛の最も高い値の 1/5 以下。
d) 目量 各目盛の目量は,一定の値をもたなければならない。
e) 零点設定装置 零点設定装置は,認められない。
7.7
ロバーバル式はかり及びベランジャ式はかり
7.7.1
対称性 対になっていて着脱可能な対称部品は互換性があり,かつ,質量が等しくなければならな
い。
7.7.2
零点設定 はかりが零点設定装置を備えている場合は,この装置は一つの皿の支持物の下の孔でな
ければならない。
この孔は,保全されてもよい。
7.7.3
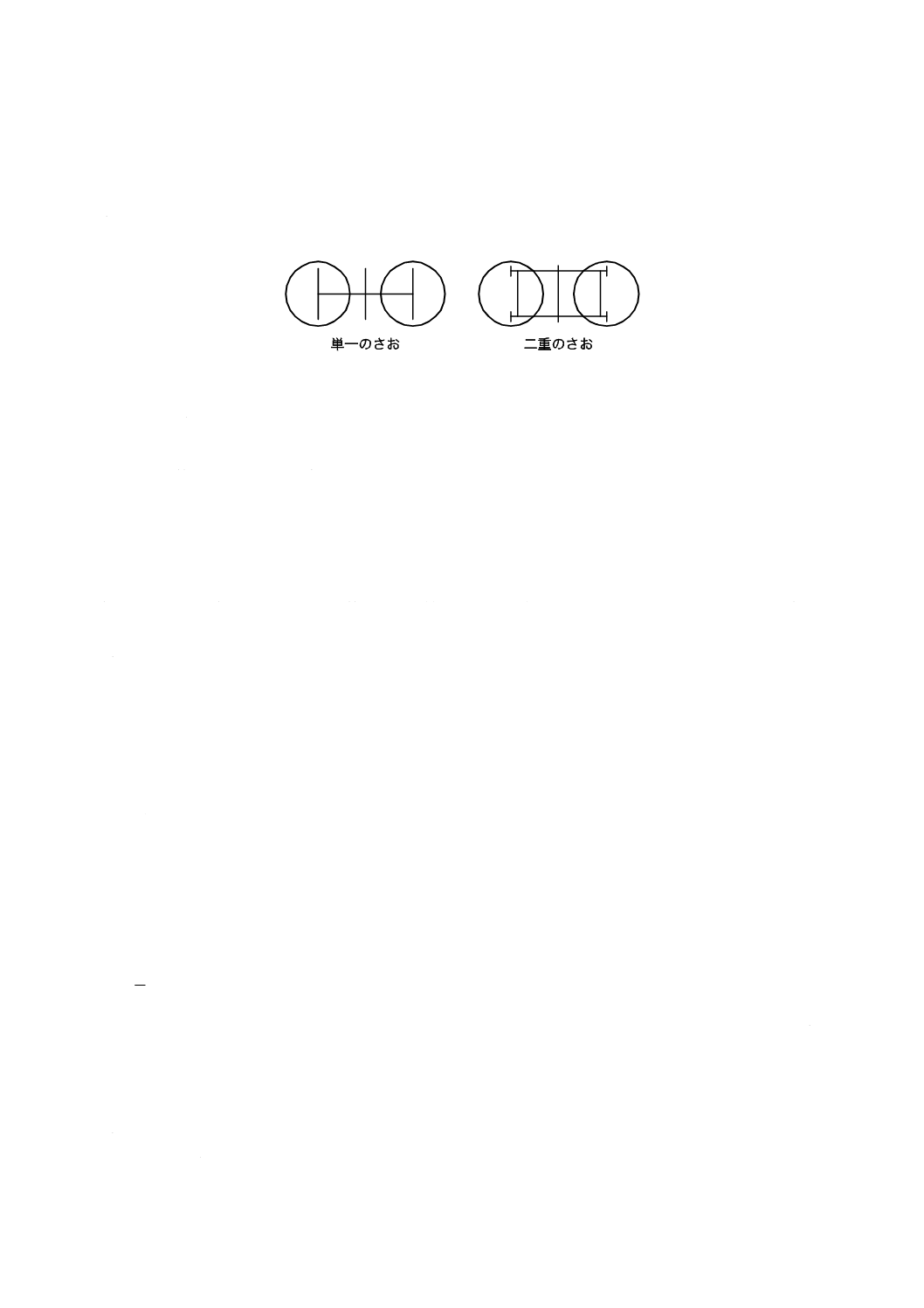
刃の長さ 単一のさおを持つはかりの刃の長さ。
31
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 荷重刃の長さは,皿の底の直径以上とする。
− 中央刃の長さは,荷重刃の長さの 0.7倍以上とする。
二重のさおはかりは,単一のさおを持つはかりで得られるのと同等の装置の安定性を保証するものとす
る。
図 6 単一のさおと二重のさお
7.8
比率載台付はかり
7.8.1
ひょう量 はかりのひょう量は,30 kgを超えていなければならない。
7.8.2
比率の表記 計量荷重と平衡荷重との比率は,1:10又は 1/10の形式でさおの上に読みやすく,
かつ,恒久的に示されなければならない。
7.8.3
零点設定 はかりは,次のいずれかで構成される零点設定装置をもたなければならない。
− 著しい凸面のふた(蓋)付きの皿,
− 1回転当たりの最大効果が4目量以内の取り外しできないねじ又はナット。
7.8.4
補助的平衡用装置 はかりが,ひょう量に比べて小さな値の分銅の使用を避けるための補助装置を
有しているならば,この装置は付加的な効果で最大10 kgの送りおもり付きのさおはかりでなければなら
ない。
7.8.5
さおの休み はかりは,さおの手動休み装置を持っていなければならない。それは休止時に平衡指
針が,平衡を示さないように動作しなければならない。
7.8.6
木製部品に関する規定 枠,載せ台,又は背板などの部品が木製品であるならば,これらは乾燥し
ていて欠陥がないものでなければならない。これらは,ペンキ又は有効な保護ニスでコーティングされな
ければならない。
木製品の最終的な組立にはくぎ(釘)を使用してはならない。
7.9
台手動はかり
7.9.1
一般 操作できる送りおもりを有する荷重計量装置に関する7.2の規定を適用する。
7.9.2
数字付け目盛の範囲 数字付け目盛は,零からひょう量まで連続して計量できるものでなければな
らない。
7.9.3
最小目幅 さおの目量 dx(x=1,2,3,.....)に相当する,それぞれのさおの目幅ixは以下のようで
なければならない。
Ix ≧ dx・0.05/e (mm) ただし,ix ≧ 2 (mm)
7.9.4
比率載台 はかりが数字付き目盛の指示範囲を拡張するための比率載台を備えているならば,ある
荷重を平衡させるために載せ台の上に載せた分銅の値と荷重自体との比は,1/10 又は 1/100でなければな
らない。
この比は,比率載台に近い位置のさおの上に 1:10,1:100 又は1/10,1/100 の形式で,読みやすく,か
つ,恒久的に示されなければならない。
7.9.5
零点設定 7.8.3の規定を適用する。
7.9.6
さおの休み 7.8.5の規定を適用する。
32
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.9.7
木製部品 7.8.6の規定を適用する。
8. はかりの表記
8.1
表記 はかりの表記は,次のとおりとする。
8.1.1
すべての場合に強制的なもの
− 製造者の記号,又は省略せずに書かれた名称
− 楕円形の中にロ−マ数字の番号の形式で精度等級の表示(表11参照)
表 11 精度等級の表示
精度等級
表示
1級に対し
2級に対し
3級に対し
4*級に対し
4級に対し
− ひょう量 Max……
− 最小測定量 Min……
− 目量 e=
8.1.2
次の各項目に該当する場合に強制的な表記
− 輸入したはかりの場合,製造者の代理人の名称又は記号
− 製造番号がある場合,製造番号
− 分離してはかりを構成する場合,各装置の識別番号
− 目量が d<e の場合 d=
− 最大加算風袋量がある場合 T= + ……
− 最大減算風袋量がある場合 T= − ……[ひょう量と異なる場合。ただし,ひょう量は5.2.3の実際
の表示範囲としてとら(捉)えてもよい。]
− 製造者が Max + T より大きい最大安全荷重を供給した場合 最大安全荷重 Lim= ……
− はかりが規定された正しい動作条件に適合しうる特別の温度範囲がある場合 …℃/…℃
− 5.18に該当する計数はかりの計数比 1:… 又は 1/…
− 7.5.1,7.8.2及び7.9.4で規定された分銅載せ台と荷重載せ台との比率
− デジタル比較はかりのプラス・マイナス表示範囲
±…Um 又は −…Um/+…Um (Um は,3.8の質量単位を表す。)
8.1.3
追加表記 必要であれば,特殊用途又は特別の特性に応じて,例示のような追加表記が求められる。
例1. “対面販売/商取引には使用できません。”
例2. “…… 専用です。”
例3. “…… を保証しません。/ …… だけを保証します。”
例4. “次のような場合だけ使用してください。”
8.1.4
表記の方法 表記は消滅しない仕組みのもので,かつ,容易に読める大きさ,形状及び明りょうで
あること。
表記は,はかりに固定された銘板又は,はかり本体の一部の,はっきりと目に見える場所に一括して次
の事項を表記しなければならない。
33
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− Max……
− Min……
− e……
− d(d≠eなら)
表記事項は表示部の近傍又は計量結果の表示の近くに示す。
表記を施す銘板は,除去したら破壊されるか又は封印可能とする。
銘板を封印する場合は,管理証印等を付すことができるものとする。
備考1. 特殊な場合の表記は,一定の表記は表の形で示される。図7の例を参照する。
図 7 表記方法
2. 銘版の寸法は,数枚の銘板が,並べて置かれる時は(例えば,数個の分離された装置で構成
されたはかりの場合),それぞれの銘版は同じ幅にするのがよい。この共通の幅は80 mmと
決められている。
3. 銘板はリベット又はねじによって固定されるものとし,リベットは赤銅又は同等として認知
された品質の材料のものとする。装置から取外しができないよう挿入した鉛玉によってねじ
の頭部を保全しなければならない。
リベット頭又は鉛玉の直径は,直径4 mmの刻印が適用できること。銘板はのり(糊)付
けとするか,又は,除去すれば破壊されるという条件で転写されたものであってもよい。
4. 文字の寸法は,大文字の高さが最小2 mmとする。
8.1.5
特定の場合 8.1.1から8.1.4までのすべてが,一つの製造者が製造した単純はかりに適用しなけれ
ばならない。
製造者が複合はかりを製造する場合,又は,複数の製造者が単純又は複合はかりを製造する場合は,次
の追加規定が適用されること。
a) 数個の荷重受け及び荷重計量装置を有するはかり 一つ又は多くの荷重受けと連結された又は連結す
ることができる荷重計量装置は,下記の表記をもたなければならない。
− 識別番号
− ひょう量
− 最小測定量
− 目量
そして,適切なら最大安全荷重及び最大加算風袋量。
ひょう量 2/5/15 kg
最小測定量 20 g
目量 1/2/5 g
多目量はかり
W1
ひょう量 20 kg
最小測定量 200 g
目量 10 g
二つ以上の計量範囲
(W1,W2)のはかり
W2
100 kg
1 kg
50 g
異なる精度等級の
計量範囲のはかり
W2
5 000 g
40 g
2 g
2 g
W1
ひょう量1 000 g
最小測定量 1 g
目量 0.1 g
実目量 0.02 g
34
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 別々に製造された主要部品からなるはかり 主要部分が,そのはかりの計量特性を変えずには交換で
きないものであるなら,各装置は表記に反復される識別番号を有しなければならない。
9. 試験手順
9.1
非自動はかりの試験手順
9.1.1
性能試験
a) 一般条件
1) 通常試験条件[4.5.3 a)] 誤りは通常試験条件の下で決定しなければならない。一つの因子の影響
が評価されているときは,すべての他の因子は,通常に近い値で比較的一定に保持しなければなら
ない。
2) 温度 試験は安定した周囲温度,もし別に特定されていなければ,普通は通常の室温で実施しなけ
ればならない。
試験中に記録された最大温度差が,はかりの温度範囲の1/5かつ,5 ℃(クリープ試験の場合は
2 ℃)を超えないとき,そして変化率が1時間当たり5 ℃を超えないときに,温度は安定している
とみなす。
3) 電源 電力を使用するはかりは通常,電源に接続し,試験中は電源をONにしておかなければなら
ない。
4) 試験前の基準位置 傾斜しがちなはかりは,その基準位置に水平に置かなければならない。
5) 自動零設定及び零トラッキング 試験中は,自動零点設定装置又は零トラッキング装置は,切るか,
又は,10eに相当する荷重を載せて試験を開始することによって抑えなければならない。自動零点
設定又は零トラッキングが作動しなければならない(又は,作動してはならない)ような試験につい
ては,特定の言及がそれらの試験記述の中に示される。
6) 実目量(d)の表示 デジタル表示のはかりが,より小さい実目量(d)(1/5 eを超えない)を表示する
装置を備えている場合は,誤差を決定するためにこの装置を用いてもよい。この装置が使用された
場合は,試験報告書に記載しなければならない。
7) モジュールを試験するための模擬装置の使用(4.5.4及び4.7) モジュールを試験するために模擬
装置を使用する場合,模擬装置の繰り返し性と安定性は,完成品のはかりを分銅で試験するときと
少なくとも同等の精度で,かつ,考慮するべき最大許容誤差はモジュールに適用するものでそのモ
ジュールの性能を決定できなければならない。模擬装置が使用された場合は試験報告書に記載し,
そのトレーサビリティも参照しなければならない。
8) 調整(5.1.2 d) 半自動スパン調整装置は,最初の試験の前に一回限り作動させなければならない。
1級のはかりは,該当する場合は,それぞれの試験に先だって取扱説明書の指示に従い,調整しな
ければならない。
備考 9.1.2 c) 1)の温度試験は,一つの試験として考えられる。
9) 回復 はかりは,それぞれの試験の後,続いて行う試験の前に,十分に回復させる。
10) 予備負荷 はかりは,9.1.2 b)及び9.1.2 c) 2)の試験を除き,それぞれの計量試験の前には,ひょう量
又は,もし定義されている場合は最大安全荷重まで,一回予備負荷をかけなければならない。ロー
ドセルを別に試験する場合は,予備負荷は,OIML R60に従わなければならない。
11) 複目量はかり 各範囲は分離したはかりとして試験をする。
b) 零点の検査
35
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 零点設定の範囲(5.5.1)
1.1) 初期零点設定 荷重受けに何もない状態で,はかりを零に設定する。荷重受けに試験荷重を載せ,
はかりのスイッチをOFFにした後,ONに戻す。このプロセス,荷重受けに荷重を載せた後には
かりのスイッチをOFF及びONにすることを零に戻らなくなるまで繰り返す。零に戻すことがで
きる最大の荷重が初期零点設定範囲の正の部分である。
すべての荷重を荷重受けから取り除き,はかりを零に設定する。そして,荷重受け(載せ台)をは
かりから取り除く。この時点で,はかりのスイッチをOFFにしてONに戻すことによって零に戻
すことができれば,荷重受けの質量は初期零点設定範囲の負の部分として用いられる。
荷重受けを取り除いて,はかりを零に戻すことができなければ,はかりが再び零点を表示する
まで,はかりの可動部分(例えば,荷重受けを支える部品の上)のどこかに分銅を加える。
そして,分銅を取り除く。各々の分銅が取り除かれた後に,はかりのスイッチをOFFにして,
ONに戻す。スイッチのOFFとONによって,はかりが零に戻ることができる間に取り除くこと
ができる最大の荷重が,初期零点設定範囲の負の部分である。
初期零点設定範囲は,正の部分と負の部分の和である。もし,荷重受けが容易に取り除けない
場合は,初期零点設定範囲は,正の部分だけを考慮する必要がある。
1.2) 非自動及び半自動零点設定 この試験は,9.1.1 b) 1.1)に示されたのと同じ方法で,はかりのスイ
ッチのOFF及びON以外が零点設定の手段として用いられることを除き行われる。
1.3) 自動零点設定 9.1.1 b) 1.1)に示すように,荷重受けを取り除き,はかりが零を表示するまで,分
銅を載せる。
少量の分銅を取り除いていく。各々の分銅を取り除いた後に,はかりが自動的に零に戻るかど
うかを確認するために,自動零点設定装置が作動する時間を与える。はかりが自動的に零に戻ら
なくなるまでこの手順を繰り返す。
はかりが零に戻ることができるために取り除ける最大の荷重が,零点設定範囲である。
荷重受けが容易に取り除けない場合の実際的な方法は,はかりに分銅を加えて,備えられてい
るのであれば,はかりを零に設定するのに他の零点設定装置を用いることである。それから分銅
を取り除き,自動零点設定装置がまだはかりを零に設定できるかどうかを検査する。はかりが零
に戻ることができるために取り除ける最大の荷重が,零点設定範囲である。
2) 零点表示装置(5.5.5) デジタル表示で,零トラッキングのないはかりは,はかりを零点から約1目
量(e)又は1実目量(d)分マイナス側に調整する。そして,目量(e)又は実目量(d)の1/10に相当する
分銅を加えていくことによって,零点表示装置が零点の区切りを超える点を決定する。
3) 零点設定の精度(5.5.2)
3.1) 非自動及び半自動零設定 零点設定装置の精度は,まず,はかりを変化点にできるだけ近い表示
まで負荷し,それから零点設定装置を作動させ,表示が零からプラス側に1目量(e)又は1実目量
(d)変化する追加荷重を測定することによって試験する。零点の誤差は,9.1.1 d) 3)の規定に従って
計算する。
3.2) 自動零設定及び零トラッキング (例えば,10eを負荷することによって)表示を自動範囲から外
す。それから,次の一つ上の1目量(e)又は1実目量(d)に表示が変化する追加荷重を測定する。そ
の誤差は,9.1.1 d) 3)の記載に従って計算する。無負荷における誤差は,この場合に該当する荷重
における誤差と等しいと考えられる。
c) 通常負荷する前の零点設定 デジタル表示のはかりについては,零点の調整又は零点の測定は,次の
36
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ように行われる。
− 非自動零点設定をもつはかりについては,1/2目量(e)又は1/2実目量(d)に等しい分銅を荷重受けに
載せて,零と1目量(e)又は1実目量(d)の間を交互に表示するようになるまではかりを調整する。そ
れから1/2目量(e)又は1/2実目量(d)に等しい分銅を荷重受けから取り除いて,零点の基準位置の中
心を求める。
− 半自動零点設定装置,自動零点設定装置又は零トラッキング装置をもつはかりについては,零点か
らの偏差は,9.1.1 b) 3)に規定のとおり測定する。
d) 計量性能の決定
1) 計量試験 試験荷重を零点から順次ひょう量まで載せ,同様に零点まで試験荷重を降ろす。初期固
有誤差を測定する場合には,少なくとも10の異なった試験荷重を選定し,他の計量試験の場合には,
少なくとも5つを選定しなければならない。選定された試験荷重は,ひょう量及び最小測定量を含
まなければならず,最大許容誤差が切り換わる値又は,その近くの値も含まなければならない。
分銅を載せ降ろしするときには,荷重を段階的に増加又は減少するように注意しなければならな
い。もし,はかりが,自動零点設定又は零トラッキングをもつ場合,温度試験を除いて,試験中に
それを作動させてもよい。零点での誤差は,9.1.1 b) 3) 3.1)に従い測定する。
2) 追加計量試験(5.5.1) ひょう量の20 %より大きい範囲をもつ初期零点設定装置をもつはかりにつ
いては,範囲の上限を零点として補足計量試験を行わなければならない。
3) 誤差の計量[9.1.1 a) 6)] デジタル表示で,実目量(d)(1/5eを超えない)を表示しないはかりの場合,
丸める前のはかりの表示値を決定するためには,次のような切換点が用いられる。
ある荷重Lにおいて,表示値Iを記録する。追加荷重1/10eずつを,はかりの表示値が明らかに1
目量(e)増大して(I+e)になるまで順次加えて行く。荷重受けへの追加荷重ΔLより,丸める前の表示
値Pが次の式を用いることにより与えられる。
P=I+1/2e−ΔL
丸める前の誤差は
E=P−L=I+1/2e−ΔL−L
丸める前の修正された誤差は
Ec=E−E0≦mpe
ただし,E0は,零点又は零点に近い負荷(例えば,10e)で計算した誤差である。
例 5 gの目量(e)をもったはかりに1㎏を加え,これにより1 000 gを表示する。続いて0.5 gの
分銅を順次に加えて行き,1.5 gの追加荷重で表示が1 000 gから1 005 gに変化する。
上の式にこの結果を代入すると
P=(1 000+2.5−1.5)g=1001 g
このように,丸める前の真の指示は1 001 gであり,その誤差は,
E=(1 001−1 000) g=+1 g
上記で計算されたように零点での切換点がE0=+0.5 gであるならば,修正されて誤差は,
Ec=+1−(+0.5)=+0.5 g
9.1.1 b) 3)及び9.1.1 j) 1)の試験では,該当する許容誤差を考慮して,十分な精度で誤差を測定しな
ければならない。
備考 上記の内容や公式は多目量のはかり対しても有効である。荷重L及び表示値Iが異なる計
量範囲にある場合でも:
37
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
追加分銅のΔLは,eiの1/10の倍量であり,
上記の式“E=P−L=・・・”において,1/2eの項は,表示(I+e)が現れる部分計量範囲に従
い,1/2ei又は1/2ei+1となる。
4) モジュールの試験 各モジュールを別々に試験する場合,(1/5)・pi・eより小さい目量で表示するため
の装置を使用することによって,又は,(1/5)・pi・e よりよい不確かさで,表示の切換点を評価する
ことによって,選択された最大許容誤差の小数を考慮しながら,十分に小さい不確かさで,誤差を
測定することが可能でなければならない。
5) 代替物を用いた計量試験(4.7.3) 9.1.1 d) 1)を考慮にいれて試験を実行しなければならない。
ひょう量の50 %の荷重で繰り返し性誤差を試験し,4.7.3に従って代替物の許容数を決定する。
零値から分銅の最大部分を含む値まで,試験荷重を加える。
誤差を測定してから[9.1.1 d) 3)]荷重を取り除き,無負荷表示又は零トラッキングを備えたはか
りの場合は,表示が10eに達するようにする。
誤差の測定に用いられたように,同じ切換点に達するまで,前の分銅を代替物に入れ換える。は
かりのひょう量に達するまで上記の手順を繰り返す。
逆の順序で負荷を取り除き零にする。すなわち,分銅を取り除いて切換点を定める。分銅を再度
載せ,同じ切換点に達するまで代替物を除去する。無負荷表示までこの手順を繰り返す。
類似で等価な手順が適用されてもよい。
e) 複数の表示装置をもつはかり はかりが複数の表示装置をもつならば,各表示装置の表示は,9.1.1 d)
に規定した試験中において比較されなければない。
f)
風袋
1) 計量試験 [4.5.3 c)] 計量試験[9.1.1 d) 1) に従って荷重を載せ降ろしすること]は少なくとも二つ
の異なる風袋量を用いて行わなければならない。少なくとも五つの荷重ステップが選択されなけれ
ばらない。このステップは最小測定量に近い値と最大許容誤差が変化する値と,最大可能な正味量
に近い値を含めなければならない。
はかりが加算式風袋引き装置を備えているならば,計量試験の一つは,最大加算式風袋引きに近
い風袋量で実施しなければならない。もし,はかりが自動零点設定又は零トラッキングをもってい
るならば,試験中はそれを作動していてもよいが,この場合の零点での誤差は,9.1.1 b) 3) 3.2) に
従って測定する。
2) 風袋引きの精度 (5.6.3) 風袋引き装置の精度は,風袋引き装置を用いて表示を零点に設定し,9.1.1
b) 3)に規定されたのと同様の方法で試験をする。
3) 風袋計量装置 [4.5.3 d)及び4.6.3)] はかりが風袋計量装置を備えているならば,同じ荷重(風袋)に
対して風袋計量装置で得られた結果と,表示装置で得られた結果を比較しなければならない。
g) 偏置試験 (4.6.2) 試験荷重は,いくつかの小さな分銅より,むしろ大きな分銅が用いられるべきであ
る。小さい分銅は大きな分銅の上に載せなければならないが,試験する区分の中での不必要な積み重
ねは避けなければならない。一つの分銅を使用するならば,その区分の中心に分銅が載せられるべき
であり,いくつかの小さな分銅を使用するならば,その区分の全体に均一に載せられなければならな
い。
荷重を載せた位置は,試験報告書の図に記入しなければならない。
各測定における誤差は,9.1.1 d) 3)に準じて測定しなければならない。修正に用いられる零点誤差
E0は各測定の前に測定された値である。
38
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
もし,はかりが,自動零点設定又は零トラッキングを有しているならば,次の試験においてはそれ
が作動していてはならない。
1) 荷重受けの支持点が4点以下のはかり 荷重受けの表面の1/4におおよそ等しい四つの区分(図8
又は同様な図による。)へ順番に負荷する。
図 8 偏置試験
2) 荷重受けの支持点が4点を超えるはかり 荷重が,荷重受けの表面の1/nと同じ面積となる場所で,
各支持上に載せられなければならない。ここでのnは,支持点の数である。
二つの支持点があまりにも接近しすぎて,上記の試験荷重が上に示した様に負荷できない場合は,
二つの支持点を結ぶ軸線の両側で2倍の面積の部分に分散して2倍の荷重を負荷しなければならな
い。
3) 特殊な荷重受けをもつはかり (タンク,ホッパなど) 特殊な荷重受けをもつはかり(タンク,ホッ
パー等)荷重は,各支持点に負荷しなければならない。
4) 車両用はかり及び架空式はかり [4.6.2 d)] 荷重は,荷重受けの異なる位置に加えられなければなら
ない。それらの位置は,通常の回転方向に対して,荷重受けの初め,中間,終わりとする。そして,
これらの位置は逆方向にも繰り返す。
h) 感じの試験 (4.8) 三つの異なる荷重(最小測定量,ひょう量の1/2及び,ひょう量)に対して次の試
験を実施しなければならない。
1) 手動指示はかり及びアナログ指示 はかりが平衡状態にあるときに,追加荷重を皿に静かに載せ降
ろししなければならない。ある追加荷重に対しては,その平衡装置は規定されたように異なった平
衡位置を取らなければならない。
2) デジタル表示 荷重受けに,ある荷重と十分な追加分銅,(例えば,1/10dを10回)が載せられなけ
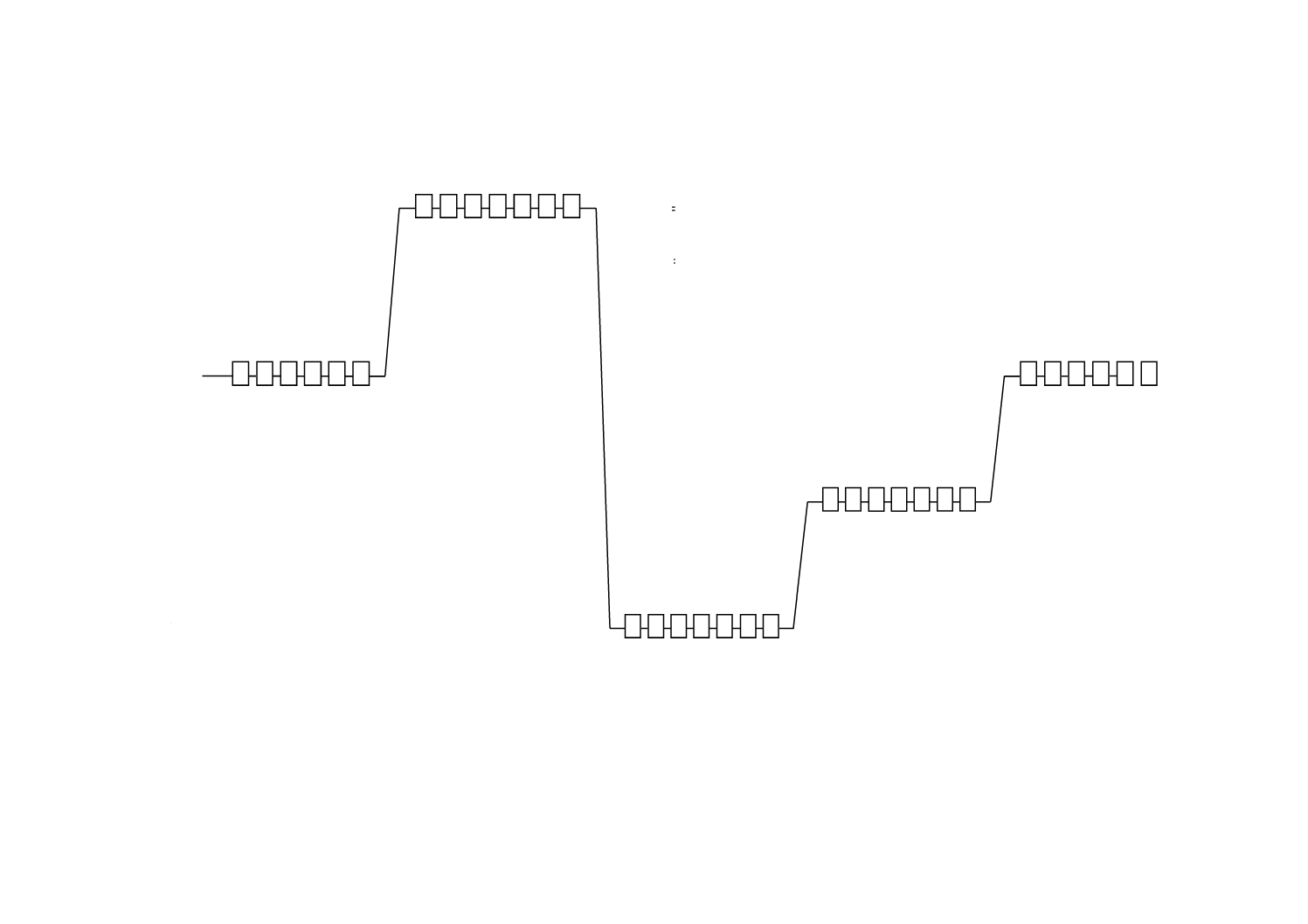
ればならない。表示Iが1実目量(d)だけ明らかに減少する,I−dまで,追加分銅が除々に取り除か
れなければならない。次に,追加分銅の一つが再び載せられ,さらに1.4dに等しい荷重が静かに荷
重受けに載せられなければならず,初めの表示を1実目量(d)だけ増加した結果,I+dが得られなけ
ればならない。図9の例を参照。
図 9 デジタル表示
39
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
初めの表示がI = 200 gである。表示がI−d = 190 gと変化するまで追加分銅を取り去る。1/10d=1
gを加え,さらに 1.4d=14 gを加える。そのときの指示がI+d= 210 gとならなければならない。
3) 手動指示はかりの感度 (7.1) この試験中はかりは正常に振動しなければならない。また,適用され
ている荷重に対する最大許容誤差の値に等しい追加荷重が,荷重受けがまだ振動している間に載せ
られなければならない。制動されているはかりに対しては,追加荷重が軽い衝撃とともに載せられ
なければならない。
このときの読みの中間点と追加荷重を載せないときの読みとの間の直線距離を,その指示の恒久
変化として採用されなければならない。試験は少なくとも二つの異なった荷重(零点及びひょう量
等)において,行わなければならない。
i)
繰り返し性試験 (4.6.1) 一つはひょう量の約50 %,もう1つはひょう量の100 %近くで連続した二
通りの計量が行われなければならない。ひょう量1 000 kg未満のはかりでは,各々は10回の計量から
なる。その他の場合では,各々は少なくとも3回の計量からなる。読みは,はかりに荷重が加えられ
たとき及び各計量の間で荷重を取り去られたはかりが停止したときに取る。計量中に零点が変動した
場合,零点及び零点の誤差を測定することなしに,はかりは零点に再設定しなければならない。真の
零点は計量の間に測定する必要はない。はかりが自動零点設定又は零トラッキングを有しているなら
ば,試験中はそれが作動していてもよい。
j)
時間による表示の変化(2級,3級,4*級及び4級のはかりに限る)
1) クリープ試験 [4.9.4 a)] はかりにひょう量付近の荷重を加える。表示が安定したら,直ちにその表
示を読み取る。次に,4時間の間,はかりにその荷重を加えたままで表示を読み取る。温度は試験
中に2 ℃を超えて変化してはならない。試験においては,最初の30分間に表示が0.5eより小さく
変化したならば,かつ,15分と30分の間の違いが0.2eより小さいならば,試験は30分後に終了さ
れてもよい。
2) 零点復帰試験 [4.9.4 b)] 付近の荷重を30分間負荷する間の前及び後での零点表示の変化を測定す
る。この読みは,表示が安定したならば直ちに取られなければならない。
複目量はかりにおいては,表示値が安定した後5分間,零点表示を読み続ける。
はかりが,自動零点設定又は零トラッキングを有しているならば,それが作動していてはならな
い。
k) 平衡の安定に対する試験 (5.4.2) ひょう量の50 %まで,又は関連する機能の作動範囲に含まれる荷
重までの負荷をはかりに載せる。1回の動作で手動により平衡状態を崩し,データ印字、データ保存
又は他の機能に対する指令をできるだけ早く出す。印字又はデータ保存の場合は,印字5秒後に表示
値を読む 印字後5秒間の表示値を読む。零点設定又は風袋平衡の場合は,9.1.1 b) 3)及び9.1.1 f) 2)に
よって精度を検査する。試験を5回行う。
9.1.2
影響因子
a) 傾斜 はかりは,縦方向については前後に,横方向については側面に傾かせなければならない。
以降,この文中において,対面販売用の2級のはかりは2*級で示され,対面販売用ではない2級の
はかりは2級と示されている。
実際には,9.1.2 a) 1.1)と9.1.2 a) 1.2)で記述された(無負荷時及び負荷時)試験は,次のように組み
合わすことができる。
基準位置で零点設定した後,(丸める前の)表示を,無荷重時と2箇所の試験荷重で測定する。そし
40
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
てはかりの荷重を降ろし,(新たに零点設定をせずに)傾斜させられる。その後,無荷重時と2箇所の
試験荷重で表示を測定する。この手順は,各々の傾斜方向に対して繰り返さなければならない。
荷重が加えられているはかりへの傾斜の影響を測定するために,各傾斜で得られた表示は,はかり
が荷重のかかる前に持っていた零点からの変化に対して修正しなければならない。
もし,はかりが自動零点設定又は零トラッキングを有しているならば,それが作動していてはなら
ない。
1) 2級,3級,4*級び4級のはかりの傾斜(4.9.1)
1.1) 無負荷時の傾斜 (2級,3級,4*級及び4級) はかりは基準位置で(傾斜させないで)零点に設定
しなければならない。それからはかりは縦方向に2/1 000,又は水平器の限界値のいずれかのうち
大きい方まで傾斜させなければならない。零点の表示を記録する。試験は横方向の傾斜でも繰り
返さなければならない。
1.2) 荷重を加えた場合の傾斜 (2級,2級*,3級,4*級及び4級) はかりは基準位置において零点に
設定しなければならず,最大許容誤差が変わる最も低い荷重付近の荷重及び,ひょう量付近の二
箇所で計量されなければならない。それからはかりから荷重を降ろし,縦方向に傾斜して零点を
設定する。傾斜は2/1 000,又は水平器の限界値のいずれかのうち大きい方までとする。そして,
上記の計量試験を実施しなければならない。試験は横方向の傾斜でも繰り返さなければならない。
2) 1級のはかりの傾斜 [4.9.1 b)] はかりは,水平器の限界値まで縦方向に傾斜させなければならない。
傾斜を検査する。逆方向の傾斜で繰り返す。
傾斜が2/1 000以下ならば,それ以上の試験を要しない。そうでなければ,9.1.2 a) 1.2) に従って
試験を行わなければならない。
3) 水平器を有しないはかり 傾斜されがちで,水平器が付いていないはかりに対しては,はかりは,
0.2 %ではなく5 %傾斜させて,9.1.2 a) 1) の試験を実施しなければならない。
b) 予熱時間の試験 [6.3 e)] 電源を使用するはかりは,試験の前に少なくとも8時間は電源から切り離さ
なければならない。
それからはかりは電源に接続され,スイッチを入れ,表示が安定したら直ちにはかりは零点に設定
され,かつ,零点の誤差を測定しなければならない。誤差の計算は,9.1.1 d) 3) に従って行う。はか
りはひょう量付近の荷重を負荷しなければならない。
これら観測は,5分後,15分後及び30分後にも繰り返さなければならない。
5分後,15分後及び30分後に実施された各々の測定は,その時の零点誤差に対して修正しなければ
ならない。
1級のはかりについては,電源に接続した後の時間は,取扱説明書の条項を遵守しなければならな
い。
c) 温度試験 (温度試験を実施するための実際的方法については,図10を参照)
1) 静的温度 [4.9.2 a)及びb)] 試験は試験器物が温度安定に達した後に2時間,自由空気の条件下で,
4.9.2に規定する範囲内の一定温度[9.1.1 a) 2)]に被試験機をさら(曝)すことからなる。
(載荷及び除荷の)計量試験を9.1.1 d) 1) に従って実施しなければならない。
− 基準温度(通常は20 ℃,1級のはかりについては,規定された温度限界の中間値)
− 規定された高温
− 規定された低温
− 規定された低温が10 ℃より低いならば,5 ℃の温度
41
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 基準温度で。温度変化は加熱及び冷却の間は1 ℃/分を超えてはならない。
1級のはかりについては,気圧の変化も考慮しなければならない。取扱説明書が異なる仕様を示
していないときは,試験雰囲気の絶対湿度は,20 g/m3を超えてはならない。
参考 JIS C 60068-2-1,JIS C 60068-2-2,JIS C 60068-3-1
2) 無荷重表示の温度影響 [4.9.2 c)] はかりは零点に設定され,規定の最高及び最低温度,もし該当す
るならば,5 ℃に変化させる。安定後,零点表示の誤差を測定しなければならない。1 ℃当たり(1
級のはかり)又は,5 ℃当たり(その他のはかり)の零点表示の変化を計算しなければならない。1 ℃
当たり(1級のはかり)又は,5 ℃当たり(その他のはかり)のこれらの変化は,この試験のいか
なる二つの連続した温度についても計算しなければならない。
この試験は,温度試験[9.1.2 c) 1)]とともに実施してもよい。零点での誤差は,次の温度に移行す
る直前に,又は,はかりがある温度で安定状態になって2時間経過した後に,追加的に測定しなけ
ればならない。
もし,はかりが,自動零点設定又は零トラッキングをもつものであれば,それを作動していては
ならない。
備考 これらの測定の前に,予備負荷を行ってはならない。
d) 電圧及び周波数変動 (4.9.3) 試験器物を一定の雰囲気の下で安定させる。
試験器物へのAC電源及び周波数を変動させる試験である。
試験は,10eの試験荷重,及びひょう量の1/2とひょう量との間の1荷重とで実施する。
もし,はかりが,自動零点設定又は零トラッキングをもつものであれば,試験中にそれを作動して
いてもよい。その場合の零点の誤差は,9.1.1 b) 3) 3.2)に従い測定しなければならない。
備考 三相の電源を使用するはかりについては,電源電圧変動は各相に連続して印加しなければなら
ない。
1) 試験手順
電源電圧変動:
上限V+10 %
下限V−15 %
ここに, V: はかりに表記された値;もし,電源電圧範囲(Vmin,Vmax)が表
記されている場合は,試験は,Vmax+10 %及びVmin−15 %で
実施しなければならない。
2) 最大許容変動
すべての機能が,設計どおりに作動しなければならない。
すべて表示値が,最大許容誤差以内でなければならない。
9.1.3
耐久試験[4.9.4 c)] (ひょう量が100 kg以下の,2級,3級,4*級及び4級のはかりにだけ適用す
る。)
耐久試験は,他のすべての試験が終了した後に実施しなければならない。
通常使用条件下ではかりに,ひょう量の約50 %に相当する荷重の載せ降ろしを繰り返し行う。載せ降
ろしは10万回行う。載せ降ろしの頻度や速さは,はかりに荷重を載せたり,降ろしたとき,平衡状態とな
るようなものでなければならない。載せられた荷重の力は,普通に荷重を載せるときに加わる力を超えて
はならない。
9.1.1 d) 1) の手順に従っての計量試験は,固有誤差を得るために,耐久試験を始める前にも実施する。
摩耗による耐久性誤差を測定するために,負荷完了後にも計量試験を実施しなければならない。
もし,はかりが,自動零点設定又は零トラッキングをもつものであれば,試験中にそれを作動していて
42
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
もよい。その場合の零点の誤差は,9.1.1 b) 3) 3.2) に従い,測定しなければならない。
9.2
電子式はかりの追加試験
9.2.1
被試験電子式はかり(EUT)の一般要求 試験器物を製造者が指定した予熱時間以上通電し,試験中
通電したままとする。各試験前に試験器物を実際的に可能な限り,零点近くになるように調整し,試験中
は,有意な誤りが表示されてリセットする場合を除き,再調整はしない。いかなる試験条件による無負荷
表示の変動も記録しなければならなく,また,いかなる荷重の表示も,計量結果を得るために適宜補正し
なければならない。はかりの取扱いは,結露が生じてはならない。
9.2.2
影響因子に対する性能試験
a) 静的温度 9.1.2 c)参照
b) 高温高湿 定常状態
(eの値が1 g未満の1級又は2級のはかりには適用しない。)
参考 JIS C 60068-2-3,JIS C 60068-2-28
1) 試験手順 試験は試験器物を,一定の温度[9.1.1 a) 2)]及び一定の相対湿度にさら(曝)すことから
なる。試験器物は少なくとも五つの異なる試験荷重を用いて試験する。
− 条件を整えた後で,基準温度(20 ℃又は20 ℃が温度範囲外となっている場合は,温度範囲の
平均値で)及び相対湿度50 %
− 4.9.2で規定した範囲の高温及び相対湿度85 %で,温度及び湿度安定後2日間。
− 基準温度,及び相対湿度50 %
2) 最大許容変動 すべての機能が設計どおりに作動しなければならない。すべての表示が最大許容誤
差以内でなければならない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 10 9.1.2 c) 2) の試験を兼ねた9.1.2 c) 1) の試験順序(温度範囲が+40℃から−10℃の場合の温度試験)
40
35
30
25
20
15
10
5
0
−5
−10
S Wt P We R Z1
S Wt Z2 P We R Z3
S Wt Z4 P We R Z5
S Wt Z6 P We R Z7
試験温度
℃
S= 被試験器が温度安定状態に到達
Wt= 待ち時間(2時間)
P= 予備負荷
We= 計量試験
R= リカバリー
Zi= 零点の読み
S Wt Z8 P R R
4
3
B
7
6
11
-1
:
2
0
0
5
44
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 電源電圧変動 9.1.2 d)参照
9.2.3
妨害に対する性能試験
a) 瞬時停電
1) 試験手順 試験器物を一定の環境条件下で安定させる。AC電源電圧の1サイクル,又は半サイク
ル(零交差で)の振幅を低下させることができる試験装置を用いなければならない。電源電圧の低
下は,少なくとも10秒の間隔で10回繰り返さなければならない。試験は,一つの小試験荷重で実
施しなければならない。
2) 試験条件 試験条件は,表12のとおりとする。
表 12 瞬時停電の試験条件
低下
100 %
50 %
半サイクルの数
1
2
3) 最大許容変動 最大許容変動は,妨害が加わった場合と妨害なしの場合の重量表示の差が目量(e)を
超えないか,又は,はかりが有意な誤りを検出し,作用しなければならない。
b) バースト 試験は,規定した電圧スパイクのバーストに試験器物をさら(曝)すことからなる。
1) 試験機器 (JIS C 61000-4-4の6.を参照。)
2) 試験設定 (JIS C 61000-4-4の7.を参照。)
3) 試験手順 (JIS C 61000-4-4の8.を参照。)いかなる試験でも,その前に試験器物を一定の環境条
件下で安定させる。試験は次のように個別に適用しなければならない。
− 電源供給線
− I/O回路と通信線(それを使用している場合)
試験は,一つの小試験荷重で実施しなければならない。
4) 試験の厳しさ 試験の厳しさは,レベル2(JIS C 61000-4-4の5.を参照)
開回路出力試験電圧は,次のとおりとする。
− 電源供給線:1 kV
− I/O信号,データ制御線:0.5 kV
5) 最大許容変動 最大許容変動は,妨害が加わった場合の質量表示と妨害なしのときの表示との差が
目量(e)を超えないか,又ははかりが有意な誤りを検出し,対処しなければならない。
c) 静電気試験 試験は,試験器物を規定した直接,又は間接的な静電気放電にさら(曝)すことからな
る。
1) 試験機器 (JIS C 61000-4-2の6.を参照。)
2) 試験設定 (JIS C 61000-4-2の7.を参照。)
3) 試験手順 (JIS C 61000-4-2の8.を参照。)
この試験は,適切ならば塗装貫通法を含む。直接放電については,もし接触放電が適用できない
場合は,気中放電を用いなければならない。
いかなる試験の前にも試験器物を一定の環境条件下で安定させる。
少なくとも10回の直接放電と10回の間接放電を適用しなければならない。連続した放電間の放
電間隔は,少なくとも10秒でなければならない。
試験は,一つの小試験荷重で実施しなければならない。
45
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) 試験の厳しさ レベル3(JIS C 61000-4-2の5.を参照)
6 kVまでの接触放電と8 kVまでの気中放電。
5) 最大許容変動 妨害が加わった場合の質量表示と妨害なしのときの表示との差が目量(e)を超えな
いか,又は はかりが有意な誤りを検出し,作用しなければならない。
d) 放射電磁場に対する免性 試験は試験器物を規定された電磁場にさら(曝)すことからなる。
1) 試験機器 (JIS C 61000-4-3の6.を参照。)
2) 試験設定 (JIS C 61000-4-3の7.を参照。)
3) 試験手順 (JIS C 61000-4-3の8.を参照。)
いかなる試験の前にも試験器物を一定の環境条件下で安定させる。試験器物は,厳しさのレベル
によって規定した強さと特性の電磁場にさら(曝)さなければならない。試験は一つの小試験荷重
で実施しなければならない。
4) 試験の厳しさ レベル2(JIS C 61000-4-3の5.を参照)
周波数範囲は,26〜1 000(MHz)。
電界強度は,3 V/m。
変調は,80 %の振幅変調,1 kHzの正弦波。
6) 最大許容変動 妨害が加わった場合の重量表示と妨害なしのときの表示との差が目量(e)を超えな
い,又は,はかりが有意な誤りを検出し,対処しなければならない。
9.2.4
スパン安定性試験 (1級のはかりには適用されない)
1) 試験手順 試験は,試験器物の性能試験を受ける前,試験中,試験後に十分に安定した周囲条件(通
常の研究室の環境の妥当な定常状態)で試験器物の誤差の変動を観測することからなる。
性能試験は,温度試験と該当するなら,高温高湿試験を含まなければならない。いかなる耐久性
試験を含めてはならない。
試験器物は,主電源,又は備えつけられているのであれば,バッテリー電源から試験期間に少な
くとも8時間の切り離しを二回行わなければならない。切り離し回数は製造者が規定しているなら
ば,増やしてもよく,何らそのような仕様がないならば,承認当局の自由裁量で増やしてもよい。
この試験の実施に当たっては,製造者の操作指示を配慮しなければならない。
試験器物は,電源投入後少なくとも5時間,温度試験や高温高湿試験の後は少なくとも16時間は,
十分に一定な周囲条件で安定化しなければならない。
2) 試験継続期間 28日,又は性能試験を行うに必要な期間のいずれか短い方。
3) 測定の間の時間 半日から10日
4) 試験荷重 ひょう量付近:この期間中同じ試験荷重を使用しなければならない。
5) 測定回数 少なくとも8回
6) 試験手順
6.1) すべての要因を十分に一定な周囲条件で安定させる。試験器物をできるだけ零点近くに調整する。
6.2) 自動零トラッキングは動作してはならず,内蔵スパン調整装置は動作するようにしておかなけれ
ばならない。
6.3) 試験荷重を適用し誤差を測定し,零点設定と荷重の載荷を4回繰り返し,誤差の平均値を測定す
る。
6.4) 2回目以降の計測では,結果が規定の許容範囲外でないか,又は最初の計測の5回の読みの範囲が
0.1eより大きくなければ,1回だけ行う。
46
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.5) 次のデータを記録する。
− 日付と時刻
− 温度
− 気圧
− 相対湿度
− 試験荷重
− 表示
− 誤差
− 試験場所の変更
6.6) 計測中は,温度,圧力その他の変動から生じるすべての必要な補正を行う。他のいかなる試験を
行う前には,試験器物を完全に復旧させる。
7) 最大許容変動 表示の誤差変動は,N回の測定においていかなる回にも,目量(e)の1/2,又は適用
した試験荷重に対する最大許容誤差の絶対値の1/2のいずれか大きい方を超えてはならない。結果
間の違いが前に規定された許容変動の1/2より大きい傾向を示すなら試験は傾向がなくなるか反転
するまで,又は誤差が最大許容変動を超えるまで,試験を続けなければならない。
47
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考)国内において伝統的な技術により製造される機械式はかり
この附属書(参考)は,国内において伝統的な技術により製造される機械式はかりについて記述するも
のであって,規定の一部ではない。
1. アナログ指示はかりの表示
a) 目盛標識の太さ
1) 目盛標識の太さは,目幅の1/3以下であり,かつ,0.2 mmを超えるものでなければならない。
2) 目盛標識のうち最も太いものの太さは,最も細いものの太さの3倍を超えてはならない。
b) 度表の目盛線の太さ 度表の目盛線の太さは,目幅の1/6以下であり,かつ,0.1 mmを超えるもので
なければならない。ただし,レンズにより,拡大して読む目盛線には適用しない。
c) 目盛標識
1) 質量を表す目盛標識および度表の目盛標識は,相互に対応するものについては,その大きさ及びそ
の他の性質が均一でなければならない。
2) 機械式はかりの目盛標識は,目盛さおの辺に垂直でなければならない。
d) 目幅
1) 目盛標識の目幅及び度表の目幅は,1 mm以上でなければならない。ただし,アナログ指示装置を
レンズにより拡大して読むアナログ指示装置は,この限りでない。
2) 機械式はかりの度表及び副尺の目幅は,均一でなければならない。この場合において,目幅の1/10
以内のばらつきがあってもよい。
e) 2段目盛 質量を表す目盛が2段以上ある機械式はかりは,同一の質量について計ったときに,各段
の目盛の示度の相互の差が,その表す量に応ずる最大許容誤差の1/3を超えてはならない。
f)
加減算用はかり
1) 加減算用の目盛板のある機械式はかりは,加減算用の目盛板および本体の目盛板の目盛の1目盛の
表す値が同一のものでなければならない。
2) 加減算用の目盛板のあるはかりは,本体の目盛板の目盛の任意の目盛標識と加減算用の目盛板の目
盛の零の目盛標識とを一致させたときに,加減算用の目盛板の目盛の任意の目盛標識とその目盛線
に対応すべき本体の目盛板の目盛の目盛標識とが一致する構造のものでなければならない。この場
合において,本体の目盛板の目幅の長さの1/3以下の誤差があってもよい。
g) 指針の先端の太さ
1) 先端部分の太さは,その指針を使用する目盛標識のうちの最も太い目盛標識の太さと最も細い目盛
標識の太さの間になければならない。
2) 度表を有する機械式はかりの指針の先端部分の太さは,目幅の1/5を超えるものであってはならな
い。
h) 指針と目盛板の間隔
1) 回転する指針を使用するものを除く機械式はかりのアナログ指示装置の指針の先端部分と目盛板と
の間隔は5 mm,ただし手動天びんにあっては1 mmを超えてはならない。
2) 回転する指針を使用する機械式はかりの指針の先端部分と目盛板との間隔は,指針の回転中心から
48
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
先端までの長さの1/40(指針の回転中心から先端までの長さの1/40が5 mmを超えるときは5 mm,
1 mm以下のときは1 mm)を超えるものであってはならない。
i)
指針と目盛標識
1) 機械式はかりのアナログ指示装置の指針の先端部分は,あらゆる目盛標識に重なるか又はあらゆる
目盛標識に達するものでなければならない。ただし,指針の先端部分が目盛板と同一平面上にある
機械式はかり(目盛標識又は指針を光学的に投影する構造のものを除く。)については,この限りで
ない。
2) 指針の先端部分が目盛板と同一平面上にある機械式はかりは,指針の先端部分の先端と目盛標識と
の距離が1 mm(手動天びんにあっては,0.5 mm)を超えてはならない。
j)
視差 機械式はかりのアナログ指示装置は,視差なく読み取ることができるような構造のものでなけ
ればならない。この場合において,最大許容誤差の1/2以内の視差が生ずるものであることを妨げな
い。
k) 目盛板 機械式はかりの度表または質量等の目盛板は,容易に移動せず,かつ,変形が生じないよう
に取り付けられていなければならない。
l)
示度 示度が質量等の目盛標識により表示窓に表示されるはかりは,質量等の値又はその値を表す数
値が表記されている目盛標識が2以上同時に示される構造のものでなければならない。
m) 多回転式はかり 指針又は目盛板を一回転を超えて回転させる機械式はかりは,任意の計量値におい
てその指針又は目盛板が何回転したかが明示されるものでなければならない。
n) 減衰装置 機械式はかりの減衰装置は,気温の変化その他による減衰作用の変動を調整できる構造の
ものでなければならない。
o) はかりの度表 機械式はかりの度表の指針の先端部分は,度表の目盛標識が付されている範囲以上に
動くことができるものでなければならない。
p) 表記
1) はかりの質量並びに料金はかりの料金及び単価(以下,“質量等”という。)を表す目盛標識で,零
目盛及び25本(指示はかりであって,目盛板に付された目盛標識の数が500本を超えるものにあっ
ては,50本)以下の一定の本数ごとの主な目盛線には,その表す質量等の値又はその値を表す数値
が表記されていなければならない。ただし,指針又は目盛板が2回転以上する構造の指示はかりの
1回転以上の部分の目盛標識で,回転数を指示する装置によりその表す質量等の値又はその値を表
す数値が明らかであるものは,この限りでない。
2) 加算又は減算用の目盛板のあるはかりは,その目盛板に加算又は減算用の表記がなければならない。
3) 分銅を使用するはかりであって,質量を表す目盛がなく,かつ,支点と重点との間の距離と支点と
力点との間の距離が異なるものは,その距離の比(以下,“てこ比”という。)が表記されていなけ
ればならない。
4) 機械式はかりであって定量増おもりを使用するものには,これに組み合わされる定量増しおもりの
質量とその定量増しおもりの掛量との比が分数で表記されていなければならない。
5) 機械式はかりであって不定量増おもり又は不定量おもりを使用するものには,その旨が明瞭に表記
されていなければならない。
6) 不定量増おもりには,増おもりの掛量が表記されていなければならない。ただし,不定量増おもり
をはかりから分離することができない構造のものには,適用しない。
q) 合番号 複数の分離することができる部分で構成されている機械式はかりには,次に示す部分に合番
49
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
号が付されていなければならない。
1) 機械式はかりの本体及びさお又は目盛さお
2) 増おもりを使用するはかりの本体及び分離することができる増おもり台
3) 不定量増おもりを使用するはかりの本体及び分離することができる不定量増おもり
4) 不定量おもりを使用するはかりの本体及び分離することができる不定量おもり
5) 懸垂式はかりの本体及び容易に分離することができる懸垂かぎ(鍵)又は懸垂皿
6) 台はかりの本体,つり棒,てこ,台枠及び台
7) 手動天びんの本体,さお及び懸垂皿
8) 手動天びんの刃が取り付けられている部分及び刃受け
2. 一般要件
2.1
刃,刃受け及び刃ぶた(蓋)
a) 結合の形式 てこは,刃だけを備えるものでなければならない。これらは,刃受け上の旋回軸上に置
かなければならない。刃と刃受けの接触線は,直線でなければならない。釣合いさおは,刃先で支え
られなければならない。
b) 機械式はかりの刃及び刃受けには,きず,焼きひび又は腐食があってはならない。
c) 機械式はかりの刃と刃受けには,その接触すべき面の2/3以上が互いに接触していなければならない。
d) 刃
1) 刃は,こうかん上に,てこ比の不変性が保証されるように取り付けられなければならない。
2) 刃は,溶接又ははんだ付けされてはならない。
3) 同一てこ上の刃先は,事実上平行で,かつ,同一平面上になければならない。
4) 機械式はかりの刃は,その刃が取り付けられているこうかんを水平にしたときに,刃先の角の二等
分線が刃先に働く力の方向と同一線上になるように,かつ,容易に移動しないようその位置に固着
されていなければならない。
5) 機械式はかりの刃先は,一直線をなしていなければならない。
6) 機械式はかりの刃のかん入部には,すき間があってはならない。
7) 機械式はかりの刃にかい板を使用するときは,かい板は一枚の板で,かつ,機械式はかりに固着し
ていなければならない。
8) 刃の代わりに使用されている金属板又は高分子材料板は,容易に緩み又は移動することのないよう
に取り付けられていなければならない。
e) 刃受け
1) 刃受けは,その支持台上又は座の中に溶接又ははんだ付けされてはならない。
2) さおを持つ機械式はかりの刃受けは,その支持物上又は座の中で,すべての方向に振動できるもの
でければならない。これらの機械式はかりでは,結合外れ防止装置は,結合部の外れを防止しなけ
ればならない。
3) 機械式はかりの刃受け面は,滑らかでなければならない。
4) 機械式はかりの刃受けは,その機能に支障をきたさないように取り付けられていなければならない。
5) はかりの刃受けであってその刃受け面が円筒形であるものは,継目のないものでなければならない。
f)
刃ぶた(蓋) 刃の縦方向の遊びは,刃ぶた(蓋)によって制限されなければならない。刃と刃ぶた
(蓋)間は点接触とし,刃と刃受けの間の接触線の延長上に置かれていなければならない。刃ぶた(蓋)
50
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は刃と接触する点で平面であり,かつ,その面は刃と刃受けの接触線の垂直上に置かなければならな
い。刃ぶた(蓋)は,刃受け又はその支持台に溶接をしてはならない。
2.2
硬さ等
a) 機械式はかりの刃,刃受け,刃ぶた(蓋),はめ込み部品,はめ込み部品の支持台及びリンクは,ロッ
クウエル C硬さが57以上のものでなければならない。
b) 刃ぶた(蓋),まち,その他の刃又は刃受けの滑りを防止するために使用されているものの硬さは,刃
の硬さとほぼ同一でなければならない。
2.3
支点等 カムその他張力を伝える部分に使用されている薄い金属帯又は高分子材料帯は,張力が局
部的に集中しないように取り付けられていなければならない。
3.1 e)の金属板及び前記の金属帯は,弾性限度が60 kg/mm2以上のものであって,容易にさ(錆)びず,
かつ,その表面が滑らかなものでなければならない。
前記の高分子材料板及び高分子材料帯は,引張り強さが200 kg/cm2以上のものでなければならない。
2.4
目盛さお
a) 機械式はかりは,そのさお又は目盛さおの作用を妨げるおそれがある構造のものであってはならない。
b) 機械式はかりの目盛さおは,その機械式はかりが釣り合ったときに,水平になるものでなければなら
ない。
c) 機械式はかりの目盛さおは,水平の位置から上下に等しい距離を移動することができるものでなけれ
ばならない。
d) 棒はかりを除く機械式はかりの目盛さおは,零未満に送りおもりを移動することができない構造のも
のでなければならない。ただし,送りおもりの位置を定めるための切込みがある目盛さおについて
は,この限りでない。
e) にらみ窓があるはかりの目盛さおがにらみ窓等の間で上又は下に移動できる距離の和は,1 cm以上で
なければならない。ただし,機械的装置又は光学的装置により目盛さおの移動を変換して指示するこ
とができるものについては,適用しない。
f)
にらみ又はにらみ窓等がないはかりの目盛さおは,その先端がその支点と先端との距離の8/100より
大きく移動することができる構造のものでなければならない。ただし,機械的装置又は光学的装置に
より目盛さおの移動を変換して指示することができるものについては,適用しない。
2.5
送りおもり
a) 機械式はかりの送りおもりは,計量値を明確に読み取ることができるものでなければならない。
b) 機械式はかりの目盛さおに送りおもりの位置を定めるための切込みがあるときは,その切込みの形状
は,ほぼ均一でなければならない。
c) 機械式はかりの送りおもりは,目盛を明確に指示することができる構造のものでなければならない。
d) 機械式はかりは,切込みによっておもりの位置が定められているときに,送りおもりの指標が目盛さ
おの目盛と一致するものでなければならない。
e) 機械式はかりの送りおもりは,さお又は目盛さおに切込みがあるときは,先端に丸みがある爪があり,
どの切込みにおいても送りおもりが一定の正しい位置を取るようなものでなければならない。
f)
機械式はかりの送りおもりは,切込みに位置をとったときに,確実に保持され,容易に動かないよう
なものでなければならない。
g) 機械式はかりの送りおもりで,切込みに懸垂する構造のものは,切込みの底部に接触する部分に,切
込みの底部がなす角より小さい角度のある刃がなければならない。
51
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
h) 機械式はかりの送りおもりで,切込みに懸垂する構造のものは,機械式はかりが釣り合ったときに送
りおもりの刃がなす角の二等分線が鉛直になるようなものでなければならない。
i)
機械式はかりの送りおもりで,懸垂しないで使用されるものは,質量を調整するため挿入してある金
属片が,移動しないよう固く止められてあるものでなければならない。
j)
機械式はかりの送りおもりで,懸垂しないで使用されるものは,容易にさお又は目盛さおから分離し
ない構造のものでなければならない。ただし,送りおもりの質量を調整することができないものにあ
っては,この限りでない。
2.6
釣合い
a) 機械式はかりは,釣合いが安定(アナログ指示装置が,静止点を中心として左右にほぼ同じ振幅だけ
振動する状態をいう。)なものでなければならない。ただし,棒はかりについては,この限りでない。
b) 釣合いが安定なはかりは,釣合いを視定する装置がなければならない。ただし,棒はかりについては,
この限りではない。
c) つり合いが不安定な機械式はかりには,限界停止装置がなければならない。
d) 機械式はかりのこうかん,かぎ又はつり棒は,通常の取扱いにおいて容易に曲がらず,かつ,はずれ
ないものでなければならない。
e) 機械式はかりは,零目盛が明りょうに表示されており,かつ,通常の使用状態において,質量を負荷
していないときの釣合い点を視定できるものでなければならない。
2.7
風袋おもり等
a) 機械式はかりの風袋おもりには,質量が表記されてはならない。
b) 機械式はかりの風袋さおには,目盛標識が付されていてはならない。
2.8
その他
a) 機械式はかりの支柱,立筒,かさ板,休み装置,にらみ窓,にらみ,限界停止装置,指針,度表又は
水平器は,正しく,かつ堅ろうに取り付けられていなければならない。
b) ステイ,受軸,たすきその他機械式はかりの一部として組み立てられているものは,容易にはずれな
いものでなければならない。
c) 機械式はかりに使用されている木材は,十分に乾燥したものでなければならない。
d) 手動天びんを除く機械式はかりの重心玉(感量調整するために,こうかんの重心を上下に動かす装置
をいう。)は,容易に移動することができないよう緊着されていなければならない。
e) 棒はかり及び手動天びんを除く機械式はかりで休み装置があるものは,刃と刃受けとの関係位置に変
化を与えるように休み位置を動かしたときに,載せられた荷重に対する最大許容誤差の2倍を超える
誤差が生じない構造のものでなければならない。
f)
棒はかり,懸垂はかり及び手動天びん等を除くはかりは,載せ台を構造上許される範囲内において水
平に移動させたときに,載せられた荷重に対する最大許容誤差の2倍を超える誤差が生じない構造の
ものでなければならない。
g) 定量増おもりを使用する機械式はかりにあっては,目量(e)の数が3 000を超えるものであってはなら
ない。
2.9
手動天びん
a) 手動天びんの取手は,円滑に回転するものでなければならない。
b) 手動天びん等のしゅう動部分は,円滑にしゅう動するものでなければならない。
c) 手動天びん等の刃を固定するねじは,緩みがなく,かつ,容易に緩みを生じない構造のものでなけれ
52
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ばならない。
d) 手動天びん等の休み装置は,てこの両ひじに対して均等かつ同時に作用するものでなければならない。
e) 懸垂装置のある手動天びん等の懸垂装置は,作動中又は休み状態から作動状態に移るときに,著しく
動揺しない構造のものでなければならない。
f)
手動天びん等の分銅の加除装置は,確実に作用するものでなければならない。
g) 手動天びんの刃受けには,刃受けを取り付けるときの刃受けの方向を明らかにする標識を付していな
ければならない。
h) 手動天びんには,角度20゚の傾きを感ずる水平器及び水平調整用のねじを付していなければならない。
ただし,ひょう量が20 kg以上のものについては水平調整用のねじを付していなくてもよい。
i)
静止点の変化 手動天びんは,質量を負荷していない状態及び質量を負荷した状態において,休み装
置により休み状態と作動状態とを交互に繰り返したときに,作動状態の静止点の位置の変化の最大が,
その質量において感量に相当する質量を負荷したときに生じる変位の大きさの1/5を超えるものであ
ってはならない。
j)
使用前後の静止点の変化 手動天びんは,使用する前及び使用した後において,質量を負荷していな
い状態における静止点の位置の変化が,質量を負荷していない状態において感量に相当する質量を加
えたときに生じる変位の大きさの1/2を超えるものであってはならない。
k) 感量 手動天びんは,質量を負荷していない状態において感量に相当する質量を負荷したときに生じ
る変位の大きさと,ひょう量に相当する質量を負荷した状態において感量に相当する質量を負荷した
ときに生ずる変位の大きさとの差が,変位の大きさのうち小さいものの1/2を超えるものであっては
ならない。
l)
手動天びんは,刃と刃受けの組合せが正しいことを識別できるものでなければならない。
m) 手動天びんは,その度表の指標が目盛面の上を目盛面と同一の間隔を保って移動する構造のものでな
ければならない。
n) 手動天びんのライダ掛けは,円滑に作用するものであり,かつ,ライダをライダさおに平行に移動さ
せることができる構造のものでなければならない。
o) 手動天びんのライダさおは,その目盛または切込みのうち中央および左右両端にあるものの位置が,
それぞれ支点の刃及び両端の刃の位置と一致し,かつ,すべての目盛または切込みを等間隔に付して
いるものでなければならない。
p) 鎖分銅のある手動天びんの鎖分銅の移動装置の目盛及びライダさおに質量を表す目盛がある手動天び
んのライダさおの目盛は,目量(e)の1/2以上の誤差があってはならない。
2.10 棒はかり
a) 棒はかりの25本以下の一定本数ごとの目盛線で,その形状その他の特性により主な目盛線であること
が明らかであるものは,質量の値又はその値を表す数値が表記されていなくてもよい。
b) 木製の棒はかりに使用されている木材は,水分含有率が15 %以内であり,かつ,曲げ衝撃値が7 N
以上のものでなければならない。
c) 棒はかりの頭金具及び尻金具の取付けは,強固であり,かつ,容易に離脱しないものでなければなら
ない。
d) 棒はかりの支点は,一個又は二個でなければならない。
e) 支点が二個ある棒はかりは,目盛さおの表裏におのおのの支点があり,かつ,刃と刃受けが支点ごと
に付されているものでなければならない。
53
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
支点が二個ある棒はかりには,零点を調整するための調子玉が付されていてはならない。
g) 棒はかりであって定量おもりを使用するものは,その定量おもりの質量をその棒はかりのひょう量で
除した値が,ひょう量が500 g未満のものにあっては10/100,500 g以上30 kg未満のものにあっては
6/100,30 kg以上のものにあっては5/100であるものでなければならない。
h) 棒はかり以外のはかりは,定量おもりを使用することができない。
i)
棒はかりは,目盛さおを構造上許される範囲内において任意の方向に移動させたときにその表す量に,
荷重に応ずる最大許容誤差の2倍をこえる誤差が生じない構造のものでなければならない。
54
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考)モジュールの組合せによる型式の妥当性の検証
この附属書(参考)は,本体及び附属書(参考)に関連する事柄を補足するもので,規定の一部ではな
い。
1. モジュール
a) モジュールの考え方
− ロードセル
− 表示装置(A/D変換部をもつ)
− ディジタル出力が可能な載せ台部
− 要素(機械的,電気的)の接続
− 表示装置(A/D変換部をもたない)
− A/Dコンバーター単体は,モジュールには含まれない。
1) 誤差配分
1.1) piは(誤差配分)製造者によって選択される。
複数のモジュールが寄与する場合
0.3≦pi≦0.8
計量結果に影響を及ぼさないディジタルモジュール
pi=0.0
表示装置のない計量器
(Weighing module)
pi=1.0
1.2) 複代表的なモジュールの誤差配分(OIML R76-1 3.5.4参照)
ロードセル
PLC
=0.7
表示装置
PInd
=0.5
Σpi2≦1.0
要素の接続部
PCon
=0.5
1.3) 周辺装置
付加機器とは,計量性能に影響を及ぼさない表示装置を示す。
プリンター,分離できる表示装置,データ記憶装置 (DSD) などが周辺装置となる。
ディジタル信号による付加機器の誤差配分はpi=0.0
b) モジュールの同一範囲
− ロードセル(OIML R60:2000参照)
− 表示装置 A/Dコンバーター及びプロセッサーが共通
c) ロードセルの技術基準及び試験手順
− OIML R60 : 2000参照
2. 表示装置の技術基準及び試験手順 (WELMEC Guide 2.1) この箇条は,1998年に制定された
WELMEC(European Cooperation in Legal Metrology)2.1(Guide for Testing Indicators)及びOIML(Organisation
International de Metrologie Legale)R76-1(非自動はかり) Edition 1992に基づいて作成を行ったものである。
a) 適用範囲 モジュールが型式承認の試験の過程において分離して試験される場合,次に示す技術基準
が適用される。
− はかりの試験が全体として困難か不可能な場合。
55
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− モジュールが,はかりに組み込まれる個別のユニットとして製造されたものである。
さらに,承認できる条件として,製造者は別々に試験されるモジュールを選択し,提出しなければ
ならない。この技術基準は,表示装置を試験する場合に使用される。
b) 試験の条件
1) シミュレータ モジュールの試験を行うためにシミュレータを使用する場合,シミュレータの繰り
返し性(repeatability)と安定性(stability)は,完成品のはかりが分銅で試験されるときと同等の精度で,
かつ,最大許容誤差(mpe)はそのモジュールに適用され,モジュールの性能を決定しなければならな
い。
2) ロードセルのインピーダンス 妨害に対する性能試験[Disturbance Tests(瞬時停電試験,バースト試
験,静電気試験及び電磁気の感受性試験)]はシミュレータを使用せずにロードセルを使用し,申請
者の指定に従って接続される1つ以上のロードセルを使用して,最大インピーダンス(又は最大イ
ンピーダンスの3分の1以上)で行われる。
電磁波障害試験(Immunity to radiated electromagnetic fields)については,ロードセル又はシミュレー
タを電磁波照射室に表示装置とともに設置しなければならない。
影響因子に対する試験 (本体の6.参照) はロードセル又はシミュレータのいずれかを使用して試
験しなければならない。試験は,申請者によって指定された接続及びロードセルの最小インピーダ
ンスで試験しなければならない。
最小及び最大インピーダンス値で,実施される試験は附属書2表1に示す。
備考 インピーダンスとは,ロードセルの入力インピーダンスをいい,励起線間のインピーダン
スのことである。
3) シミュレートされた初期荷重 シミュレートされた初期荷重は,製造者が指定した最小値であるべ
きである。この主な理由として,直線性及びその他の重要な特性に対するロードセルの測定範囲 (性
能保証範囲) をカバーする条件として,表示装置の入力信号を小さくする必要がある。初期荷重の
最大値に対して零ドリフトの増大の可能性は重要ではない。しかし,初期荷重の最大値に関して考
えられる問題(例:入力増幅器の)については考慮する必要がある。
4) 周辺装置 表示装置に接続することができる周辺装置に関して,次に示す。
− 周辺装置は,すべて異なるインターフェイスで接続される。
− システム,サブシステム及び計量結果を正確に伝達できる周辺装置を申請者は用意する。
− ケーブルは,すべての入出力及び通信線に接続される。
− ケーブルの型式及び長さは,申請者によって決定され,マニュアル等に記載されている仕様に従
う。ケーブルの長さが3m以上の場合は,3mの長さでの試験で十分とみなされる。
5) 調整及び計量試験 試験を行うに当たって,製造者によって指定された調整(キャリブレーション)
を行わなければならない。
計量試験は,目量当たり最小入力電圧で,零から最大の目量の数までの5点以上で行う。感度が
高い表示装置は,目量当たり最大入力電圧でも行わなければならない。附属書2 2. g) を参照。
6) 試験モード 通常は,表示装置は高分解能で試験されるか,アナログデジタルカウントによるモー
ドで試験される。上記の状態で試験が実行されない場合は,ロードセル,分銅及び追加荷重を使用
して切り替わり点を探さなければならない。
7) シミュレータ シミュレータは,表示装置に適合するものでなければならない。シミュレータの励
起電圧に合わせて校正しなければならない。
56
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8) 誤差要因 製造者は,誤差要因piが0.3〜0.8の間の値を決定しなければならない。
繰り返し試験においては,誤差要因piは該当しない。
c) 要求事項
1) 一般的な必要条件
附属書2表1
本体
試験項目
誤差要因 (pi)
インピーダンス
V/VSI***
9.1.1 d)
計量性能
0.3〜0.8
最低値
Min
9.1.1 e)
複数の表示装置
アナログ
1
最低値
Min
ディジタル
0
最低値
Min
9.1.1 f) 1)
計量試験
最低値
Min
9.1.1 i)
繰り返し性試験
最低値
Min/Max**
9.1.2 b)
予熱時間の試験
0.3〜0.8
最低値
Min/Max**
9.1.2 c) 1)
静的温度
0.3〜0.8
最低値
Min/Max**
9.1.2 c) 2)
無荷重表示の温度影響
0.3〜0.8
最低値
Min
9.1.2 d)
電圧及び周波数変動
1
最低値
Min
9.2.2 b)
高温高湿
0.3〜0.8
最低値
Min/Max**
9.2.3 a)
瞬時停電
1
高い*
Min
9.2.3 b)
バースト
1
高い*
Min
9.2.3 c)
静電気放電
1
高い*
Min
9.2.3 d)
放射電磁場に対する免性
1
高い*
Min
9.2.4
スパン安定性試験
1
最低値
Min
注*
試験はロードセルで実行しなければならない。
** 2.g)参照
*** VSI=検定目量
備考 製造者は,誤差要因piが0.3〜0.8の間の値を決定しなければならない。
繰り返し試験においては,誤差要因piは該当しない。
精度等級(本体の4.1.1) 製造者は,表示装置が使用できるはかりの精度等級を指定しなければ
ならない。指定されていない精度等級で試験された場合,指定された精度等級の上位の精度等級
では使用してはいけない。
目量の最小値(本体の4.1.2) 目量の最小値は製造者によって決定されるものとする。表示装置
については,ひずみゲージを利用する表示装置については,この値はμV/VSIの単位で指定する。
この値を固定する理由は,附属書2 2. f)を参照。
はかりの等級分類(本体の4.2) 製造者は,最大の目量の数(nmax)を決定しなければならない。
目量の数は,本体の表5による。
多目量はかり及び複目量はかり(本体の4.3) 表示装置が,多目量はかり又は複目量はかりに使
用される場合は,各必要条件を満たさなければならない。
補助表示装置(本体の4.4) 表示装置が,補助表示装置をもつ場合は,必要条件を満たさなけれ
ばならない。
最大許容誤差(本体の4.5) 別々に検査されるモジュールMiに適用可能な誤差範囲は,最大許
容誤差又は完成されたはかりの表示の許可された変化の誤差要因piと等しい。
任意のモジュールのための誤差要因を,精度等級及びモジュールを組み込み完成されたはかりの
57
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目量の数は最大許容誤差から得なければならない。誤差要因piは0.8を超えず,一つ以上のモジ
ュールが問題の結果に寄与する場合,誤差要因piは0.3〜0.8でなければならない。
2) 自動表示又は半自動表示の表示装置の技術的要求
自動指示はかり及び手動指示併用はかりの技術基準(本体の5.)を参照
5.1 構造の一般要件
5.1.1 適合性
5.1.2 計量の安全に対する対処
5.2 計量結果の表示
5.3 アナログ指示装置
5.4 ディジタル表示装置及び印字装置
5.5 零点設定装置及び零トラッキング装置
5.6 風袋引き装置
5.7 プリセット風袋引き装置
5.9 補助検定装置(分離可能型又は固定型)
5.10 複目量はかりの計量範囲の選択
5.11 いろいろな荷重受け[荷重伝達装置又はいろいろな荷重測定装置の間の選択(又は切替え)
装置]
5.13 比較はかり
5.14 対面販売用はかり
5.15 料金を表示する対面販売用はかりに対する追加規定
5.17 値付け機付きはかり
3) 電子はかりの技術的要求
電子式はかり(本体の6.)を参照
6.1 一般要件
6.2 有意な誤りへの対処
6.3 機能要件
6.4 性能試験及びスパン安定性試験
d) 試験 附属書3(参考)試験報告書及びチェックリストは,表示装置に使用される。附属書3(参考)
のチェックリストから削除する内容は,以下のとおり。
8.1.5 a)
4.9.1 a)
5.12.1
5.12.2
5.12.3
5.18.1
5.18.2
5.14.10
他の部分は,適切に表示装置に依存するものではない。
1) 風袋 風袋引きの影響は,誤差曲線の直線性に依存し、計量試験を行った場合に直線性を確認する
ことができる。誤差曲線に著しい非直線性が示された場合,階段状の最大許容誤差の誤差範囲を誤
58
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
差曲線に従って移動させて,風袋値が誤差曲線の最もこう(勾)配の厳しい部分に一致するという
必要性を表示装置が満たすかどうかを確認しなければならない。
2) 温度
2.1) 増幅率のおよぼす温度影響は,次の手順によって試験される。
− 20 ℃において表示装置の調整(キャリブレーション)を行う。
− 試験温度を変更し,測定ポイントが誤差範囲内にあるか確認する。その場合,零点をシフトして
も構わない。
この手順は,表示装置が調整可能であり,かつ誤差曲線に認められる非直線性が試験設備に起
因しないことが十分に確実である程度の精度で測定が可能である最大増幅率及び最小インピーダ
ンスで実施しなければならない。
2.2) 精度が出ない場合(おそらく高分解能のとき),以下の測定を行わなければならない。
第1測定:最小増幅率で最低5点の測定箇所
第2測定:最大増幅率で測定範囲の上限と下限値。この2点を引いた直線(零点を補正する)が第
1測定時と同形な誤差曲線が誤差範囲内にある場合,温度による増幅率の変化は許容できる。[附
属書2 2. g)を参照]
2.3) 無負荷時の表示に対する温度影響は,µV単位の入力信号の変化で表される零点に対する温度変化
の影響である。零点のドリフトは,隣接した二つの温度で表示された値を通る直線によって計算
される。零ドリフトはpi VSI/5 ℃未満である。
温度影響は二つの部分で細分することができる。
− 表示に対する温度影響;
− ロードセルに接続するケーブルに対する温度影響
2.4) 6線式については,接続するケーブルに対する温度影響はほとんどの場合は,影響を受けない。し
かしながら,製造者が指定した最長ケーブルによって試験が行われた場合は,附属書2 2. h) 2)の
試験方法により確認しなければならない。4線式については,附属書2 2. h) 2)の試験方法に従って,
指定されたケーブルで表示装置を接続して試験を行う。
2.5) 附属書2 2. h) 2)の試験方法は,交流励起電圧を備えた表示装置には適用されない。
e) 申請時に要求される事項
申込者名
製造者名
型式名
使用されるはかりの精度等級
検定目量nの最大数
ロードセル励起電源(V AC,DC)
電源形式及び周波数
初期荷重の最大信号電圧(mV)
初期荷重の最小信号電圧(mV)
最小入力電圧/検定目量(V)
測定範囲の最小電圧(mV)
測定範囲の最大電圧(mV)
ロードセルの最小インピーダンス(Ω)
59
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ロードセルの最大インピーダンス(Ω)
温度範囲(℃)
電源条件(V AC)
誤差要因piの値
利用可能なセンシング
ロードセルのケーブル仕様 型式
長さ
断面積
インピーダンス
インターフェイス・周辺装置 ケーブル
インターフェイス型式
インターフェイスのプロテクト[本体の6.3 g),h)参照]
f)
感度 目量の値は,ひずみゲージ使用の場合,目量当たりµVで表される。
この値を選ぶ理由は,次に示す。
− 正確な方法で表示装置の最大感度を示すことができる。
− 表示装置の最大感度の指定によって最大増幅率を決定する。それはS/N比にとって非常に重要であ
る。
− アンプのオフセット電圧中のドリフトは零ドリフトとみなす事ができる。目量についての入力電圧
が小さいほど,ドリフトの影響は大きくなる。
− どのロードセルが表示装置に接続されるか分からない場合,目量は質量単位で表すことができない。
次の例はロードセルを組み付けた正常な組合せを評価するパラメータ。
表示装置は,ロードセルを組み付けた次の条件下で試験する:
− ロードセルの感度は2 mV/V
− 励起電圧は10 V
− ロードセルの計量範囲はひょう量の30 %
− 目量の数は6 000
− 目量の単位
[2 (mV/V) 10 (V) 30 %] / 6 000 VSI = 1 µV/VSI
製造者がロードセルの感度が2 mV/Vでなく,感度が1 mV/Vで表示装置を組み合わせる場合,表示
装置は1 µV/eの代わりに0.5 µV/eの目量当たりの単位をもつ。この場合,無負荷時の温度影響は適用
されない。
g) 増幅に対する温度影響 表示装置の増幅要因(VSI/µV)の値の絶対的な精度は,次に示す多くのパラメ
ータに依存する。
− ロードセル又はシミュレータへのケーブルの長さ
− 表示装置のインピーダンス
− 励起電圧の値
− 励起電圧の形式
− 接続点の熱起電力
− 装置を測定する電圧の不確かさ
− 励起電圧の不確実性
60
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 最小入力信号(V)
− トレーサビリティ,繰り返し,安定性
− ロードセル・シミュレータの電圧比率のセット・アップパラメータ
例 目量についての最小入力電圧が非常に低い場合(1 µV/VSI以下の場合)は,直線性を測定するため
のシミュレータ又はロードセルを選択するのは非常に困難である。1 µV/VSI表示装置に対して,
誤差要因piの値は0.5である場合,より低い最大許容誤差は0.25 µV/VSIになる。シミュレータの
誤差は0.05 µV/VSI未満であるか,又は,少なくとも繰り返し性は0.05 µV/VSIを上回らなければ
ならない。
1) 二つの増幅率の測定
1.1) 表示装置の直線性を全入力範囲にわたって試験する。つまり,12 Vのロードセル励起電圧を備え
た典型的な表示装置の測定範囲は,24 mVになる。表示装置の目量の数が6 000の場合は,直線性
は24 mV/6 000 VSI = 4 µV/VSIで試験することができる。
1.2) 同じセットアップで,増幅に対する温度影響は,静温試験中及び温湿度試験中に,測定されるも
のとする。
1.3) その後に,表示装置は,指定された最小初期荷重及び最小入力電圧/VSIで再度セットアップする。
この値が1 µV/VSI(それは入力範囲の25 %だけが使用されていることを意味する)であると仮定
する。
1.4) 表示装置は,0 mV付近と6 mV付近の入力電圧で試験する。
両方の入力電圧は20,40,−10,5及び20 ℃で行われる。
20 ℃での6 mV(0 mVに表示値修正)の表示値と各温度での表示値との差をグラフに描く。
附属書2 2. g) 1) 1.1)及び附属書2 2. g) 1) 1.2)で得られた曲線と同等な形式の曲線で零点に結ぶ。
描かれる誤差曲線は目量の数が6000に対する最大許容誤差内になければならない。
1.5) 試験中に無負荷字の表示に対する温度影響は,結果がpi × 1 VSI/5K未満であるかどうか確かめる
ために測定することができる。
1.6) 表示装置が上記の要求を完了する場合,本体の4.9.2の要求に応じる。
2)
入力感度の高い表示装置は,2〜1 µV/VSIの入力電圧で試験をすることが可能である。しかし,1
µV/VSIより高い入力電圧の表示装置は試験を行うことは難しいため,申請者は適切な試験設備を
供給しなければならない。
h) ロードセル・インターフェイスの試験
1) 設備及びテスト・セット・アップの測定 ケーブル抵抗シミュレータは異なるケーブル抵抗をシミ
ュレーションするために抵抗を8点用意しなければならない。センシング・ワイヤを分離するため
の二個のスイッチが必要になる。
ロードセルをシミュレートするために,並列接続された350 Ωのロードセルシミュレータと350
Ωのセルを併用してシミュレーションするための励起負荷シミュレータが使用される。
別のロードセル・インピーダンスに変更する場合は,Rexを使用して実施することができる。
設備
1. 表示装置
測定原理:リモートセンシングの有無
2. ケーブル抵抗シミュレータ
抵抗:0〜50.3 Ω
リモートセンシング:センシング・ワイヤの中断用のスイッチ(二個)

61
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 励起負荷シミュレータ
同等の負荷:350 Ωの1〜12個のロードセル
4. ロードセルシミュレータ
インピーダンス:350 Ω
測定の不確かさ:指定された値の2 %未満
附属書 2 図 1 配線図
附属書 2 表 2 抵抗値
位置
Rc(Ω)
Rex(Ω)
Rlc(Ω)
L/Cの数
0
0
1
0.34
Open
350
1
2
1.13
350
175
2
3
1.93
117
87.5
4
4
5.26
73
60
6
5
10
51
44
8
6
20
39
35
10
7
33.3
32
29
12
8
50.3
2) 試験方法
2.1) 準備 測定する設備及び試験の準備は,附属書2 2. h) 1)に示すとおり。
配線は附属書2 図 1及び抵抗値は附属書2表2の例に従って行われなければならない。
表示装置を高分解能に調整できる場合は,d=1/10*eに調節する。
表示装置は指定された最小のµV/目量に調整する。
表示が安定するまでウオームアップする。
計器の温度試験の結果からのEcable'maxを計算する。次の附属書2表3に示されるような適切な形
式で値を入力していく。
0001
+励起 C
-励起 B
+センシング A
-センシング D
-信号 G
+信号 F
接地 E
Rc
Rc
Rc
Rc
Rex
Rlcʼ
3
6
7
2
1
5
4
指示計
ケーブル抵抗
シミュレータ
励起負荷
シミュレータ
ロードセル
シミュレータ 350 Ω
Rlc= Rex×Rlcʼ
Rex×Rlcʼ
62
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 2 表 3
1個のロードセル
2.1 Rex=無限大
2.2 Rc=0Ω
2.3 ロードセルシミュレータに最小荷重を負荷
指示値I1に注意
2.4 最大荷重を負荷
指示値I2に注意。値を書式に記入する。
2.5 スパンを計算(S1=I2-I1)
2.6 ライン抵抗Rcの値を選択
2.7 2.3〜2.4を繰り返す
スパンを計算(S2=I2-I1)
2.8 スパン変化“dS”を計算(dS=S2-S1)
スパン変化“dS%“を計算(dS%=dS*100/S1)
2.9 1 Ω当たりの“%Sx”を計算(Sx=dS%/Rc)
2.10 最大ケーブル抵抗を計算:Rcable=Ecable'max*5/Sx[Ω]
2.11 ケーブルの最大長を計算:l'cable=q*Rcable/0.0169の[1mm2当たりの長さm]
2.12 新しいRcを選択して,2.7〜2.11を繰り返す
新しいRcを再び選択して,2.7〜2.11を繰り返す
2.13 観測値の平均値を計算。その結果を適用する。
複数のロードセル
2.14 Rex=最大ロードセル数
2.15 2.2〜2.13を繰り返す
2.16 測定する要素をすべて附属書2表4のスプレッドシート形式に入力しPCプログラムに計
算・評価を行わせる。
63
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表4
表示装置型式
目量
カウント
精度等級
最大許容誤差
e
リモートセンシング
目量の数の最大
カウント
感度(スパン)
誤差配分(表示装置)
Mpe
シミュレーション範囲
Es
%(25 ℃)
接続ケーブル
Ecableʼmax
%(25 ℃)
負荷
Rlcʼ
Ω
Rex
Ω
負荷イ
ンピー
ダンス
測定値
スパン計算値
最大ケーブル・パ
ラメータ
ライン
負荷
表示
スパン
スパン変化
抵抗
長さ
Rlc
Rc
I1
I2
S1
S2
dS
dS%
Sx
Rcable
lʼcable
Ω
Ω
%
カウント
カウント
カウント
カウント
カウント
%
%/Ω
Ω
m/mm2
平均:
計算式:
S1
ds
ds%
Sx
dRc
=I2-I1
=S2-S1
=dS×100/S1
=dS%/dRc
=Rc-Rc(short)
Ecableʼmax
Rcable
rho
lʼcable
q
=(pi×mpe×100) / (nʼmax×e) - Es
=Ecableʼmax×5 / Sx=rho×lʼcable / q
=0.016 9
=q×Rcable / 0.016 9
=1本のワイヤーの断面積
-信号 G
00001
+励起 C
-励起 B
+センス A
-センス D
+信号 F
接地 E
Rc
Rc
Rc
Rc
Rex
Rlcʼ
3
6
7
2
1
5
4
指示計
ケーブル抵抗シミュレータ
励起シミュレータ シミュレータ 350 Ω
Rlc=
Rex×Rlcʼ
Rex×Rlcʼ
負荷点(ロードセル)
=
Vlc
Rlc
V
Rlc+2Rc
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
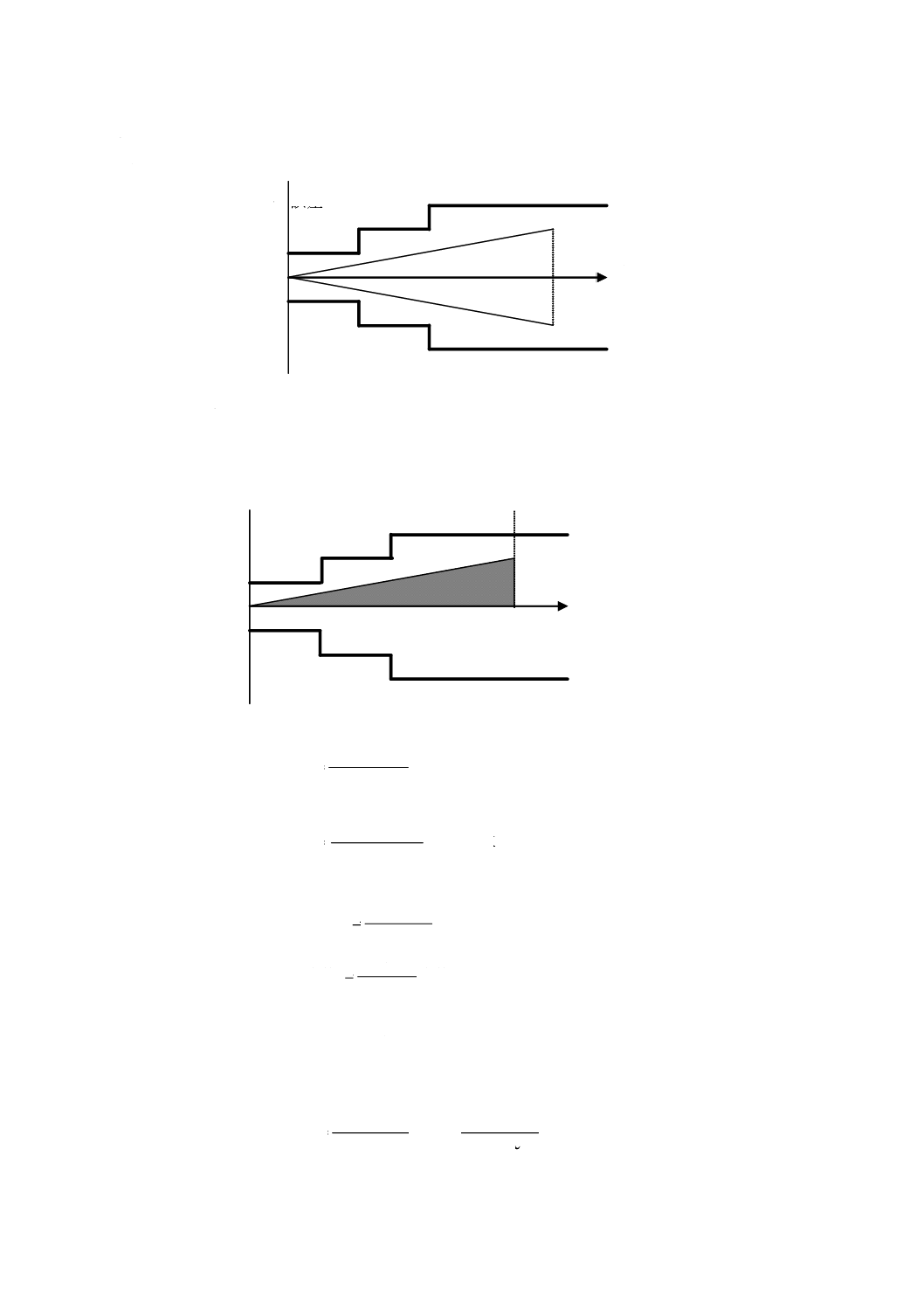
64
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) 試験方法解説 はかりの試験方法は温度試験の適用結果を基礎としている。
3.1) 1/2温度範囲におけるスパン変動について(附属書2図2参照。)
Ehigh: 高温時のスパン誤差
Elow: 低温時のスパン誤差
附属書 2 図2スパン変化
1/2温度範囲におけるスパン変化は,次による(附属書2図3参照)。
附属書 2 図 3 1/2温度範囲におけるスパン変化
2
E
E
E
low
high
half
−
=
仮に温度範囲が50 Kであるならば,1/2の温度範囲におけるスパン変化は次によって求める。
におけるスパン変動)
(
K
25
25
T
T
E
E
E
low
high
low
high
25
×
−
−
=
パーセントで表すときは,次の式が適用される。
(%)
100
E
(%)
E
half
half
負荷
×
=
(%)
100
E
(%)
E
25
25
負荷
×
=
今後は,便宜上Ehalf%とE25%は,Esについては共通であるとみなされる。
3.2) ロードセルの接続箱までのケーブルを含んでいる表示装置の最大誤差Emax
スパン変化が数値によるとみなされるとき,誤差の数値部だけが用いられて誤差曲線として描
かれる。
e
n
mpe100
P
(%)=
Load
mpe100
p
E
*
max
i
max
i
max
×
×
=
+ 誤差
−
負荷
Ehigh
Elow
Pi*mpe
+ 誤差
−
Ehigh −Elow
Ehalf
Pi*mpe
負荷
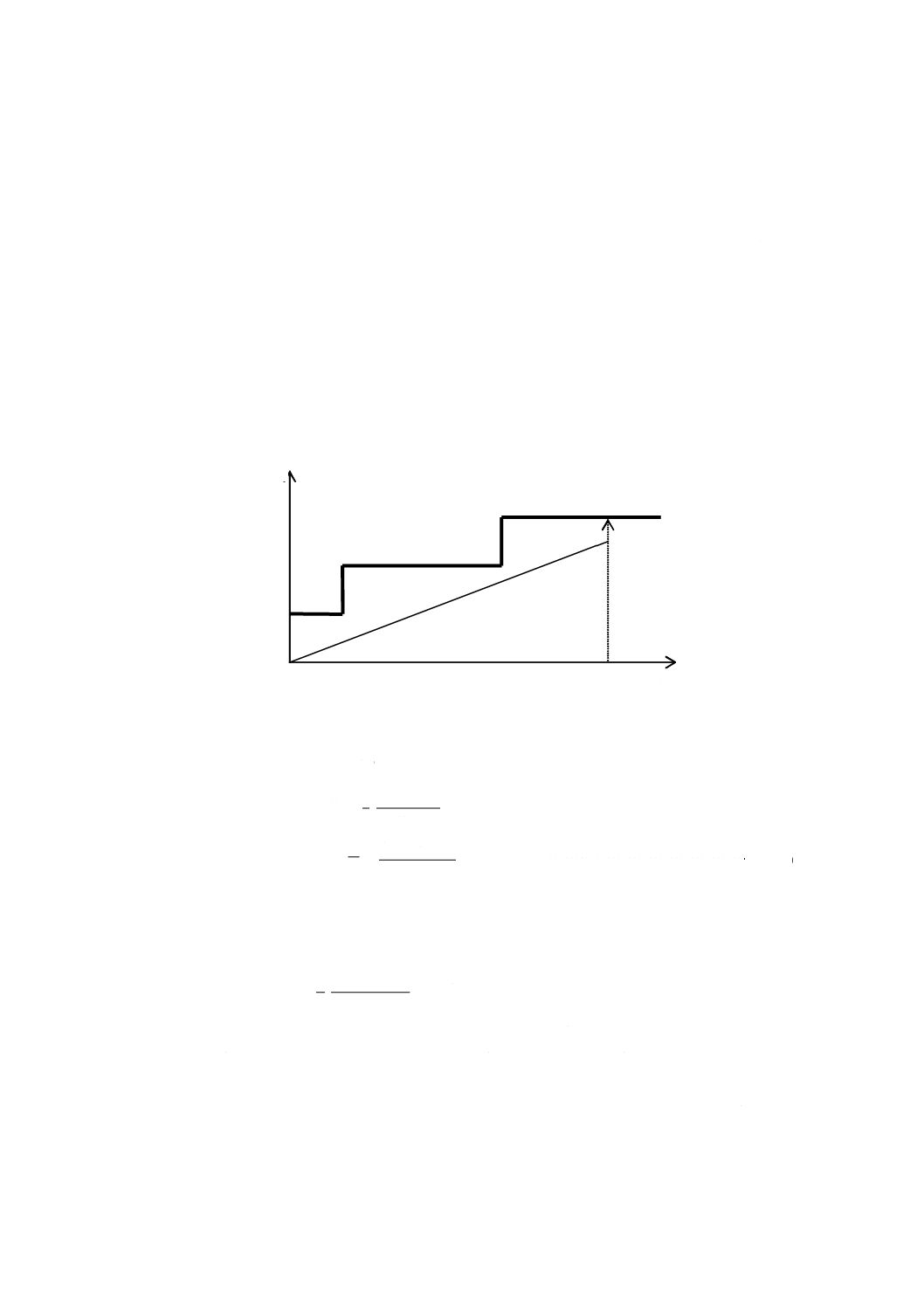
65
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3) ロードセル接続箱と表示装置を結んでいるケーブルにEcableが配分されているときの最大誤差
Ecableの算出には二種類の可能な方法がある。一つは代数和(最悪のケース)を用いるものであ
り,他方は相乗和(二乗和の平方根)を用いる方法である。
この方法では附属書 2 図4が示す以下の理由により,代数和が適用される。
ケーブルは,別々の検証できる特定の機能を果たすことはないので,本体の3.2 b)に準拠する独
立したモジュールではない。したがって,ケーブルには別々に部分誤差範囲を適用してはならな
い。その理由は,ケーブルは表示装置の不可欠な構成部分であり,かつもう1つのモジュールで
あるロードセルで終焉されている測定部の一部の構成部分である。
ロードセルは独立したモジュールであり,表示装置とケーブルは別のモジュールを構成する。
したがって,相乗和はそれぞれに独立したモジュールとしての表示装置とケーブルには適用さ
れない。
附属書 2 図4 Ecable
max
cable
s
E
E
E
≦
+
s
E
e
n
mpe100
p
(%)=
E
i
half
×
×
×
(%)
E
e
n
100
mpe
*
P
(%)
E
s
max
i
half
×
×
×
=
········································· (3.3)
誤差配分p iは表示装置にケーブル込みで適用されるという点に留意する。
3.4) nmaxの減少についての式(必要ならば)
もし
e
n
100
mpe
p
E
max
i
s
×
×
×
=
の場合
Ecableの余裕を作るためにnmaxを小さくする必要がある場合がある。
誤差曲線が階段状のため,又はスパン変化曲線(Es)が原則的に直線であるために,nmaxの減少の
際に,時として問題が生じる。
この問題を切り抜ける方法としては,精度等級3級を例にとり附属書 2 図5で図解する。
他の精度等級にについても,この原則によることができる。
スパンエラー
Pi*mpe
1.5*pi*e
pi*e
0.5*pi*e
E cable
Es
負荷
Maxn*e
最大値
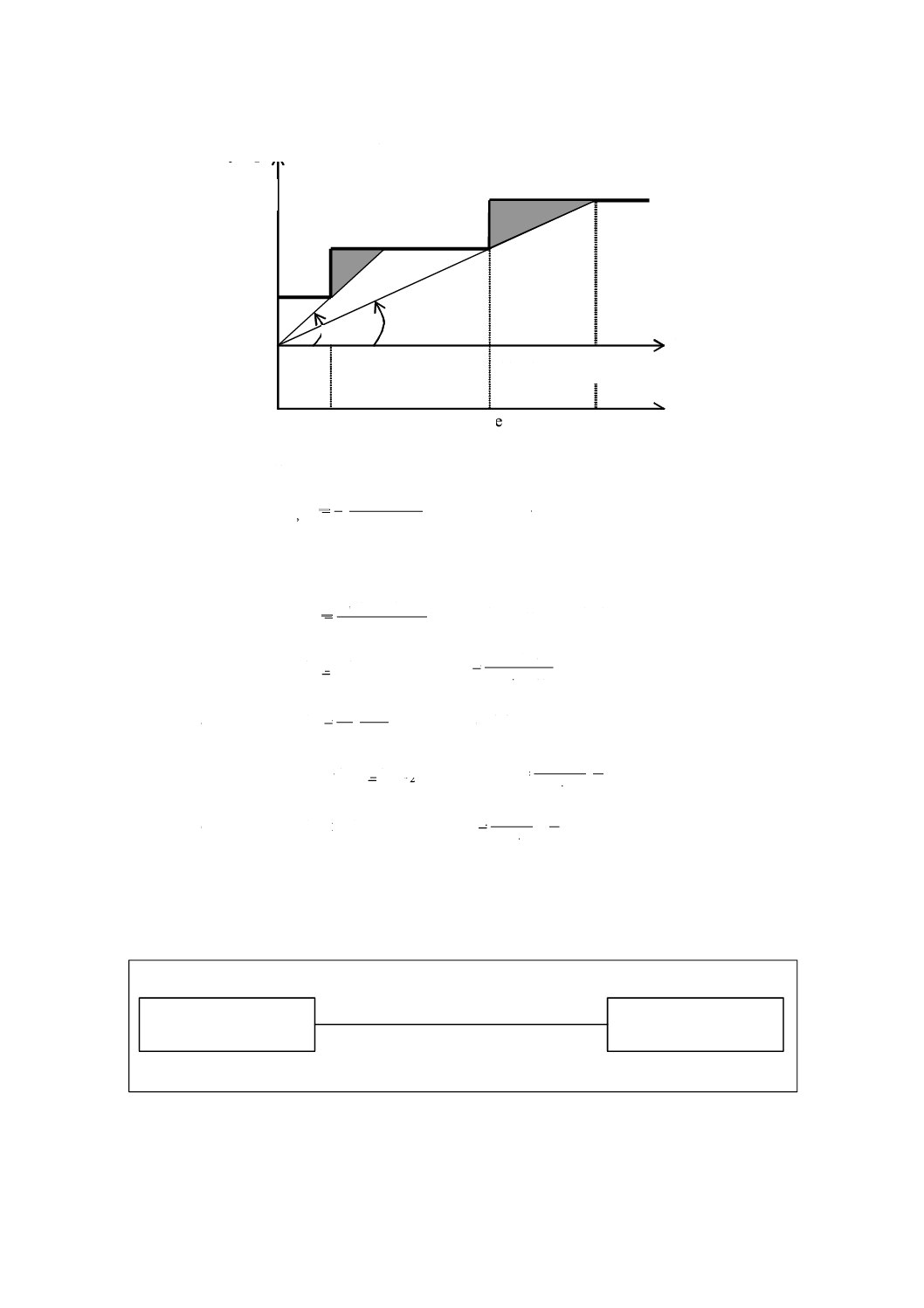
66
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 2 図 5 精度等級3級の場合のnmaxの減少
Es+Ecableは,直線方程式として次式で表される。
Ecable
Es
(
100
100
mpe
P
Δa
T
i
g
+
=
×
×
×
=
%)
負荷
上記の式により,Es+Ecableの条件を下の各式によって求めることができる。ただし,これらの式
では,附属書2図5の陰付き領域は除かれる。それは,スパン変化が通常直線であるからである。
手順1
%)
0.1
p
(
100
Load
100
mpe
p
TgΔg
i
i
(
%)
×
=
×
×
×
=
al
tg
a
Tg
∆
≥
∆
のとき,
cable
i
max2
E
Es
p
50
n
+
×
=
手順2
05
.0
p
100
e
*
2000
e
p
a
Tg
i
i
×
=
×
×
=
∆
(%)
(%)
2a
tg
a
tg
al
Tg
∆
≥
∆
>
∆
のとき,
cable
i
max2
E
Es
p
100
n
+
×
=
手順3
2
a
tg
a
Tg
∆
<
∆
のとき,
cable
i
max3
E
Es
p
150
n
+
×
=
3.5) 線形回路における抵抗の状態 表示装置からロードセルまでの測定回路は,次のような附属書 2
図 6で表現することができ,電圧と抵抗の関係は附属書 2 図7のようになる。
附属書 2 図 6 線形回路の原理
V: 励起電圧(V)
VLC: ロードセル励起電圧(V)
Pi*mpe スパン の誤差
Ecable
Es
負荷
Max n*e
Emax
a1
間隔
範囲
間隔
範囲
間隔
範囲
0 500*e 2 000*e 3 000*e…….n*e
Indicator
Load cell
V Cable VLC
RC
RLC
指示計
ケーブル
ロードセル
1.5×pi×e
pi×e
0.5×pi×e
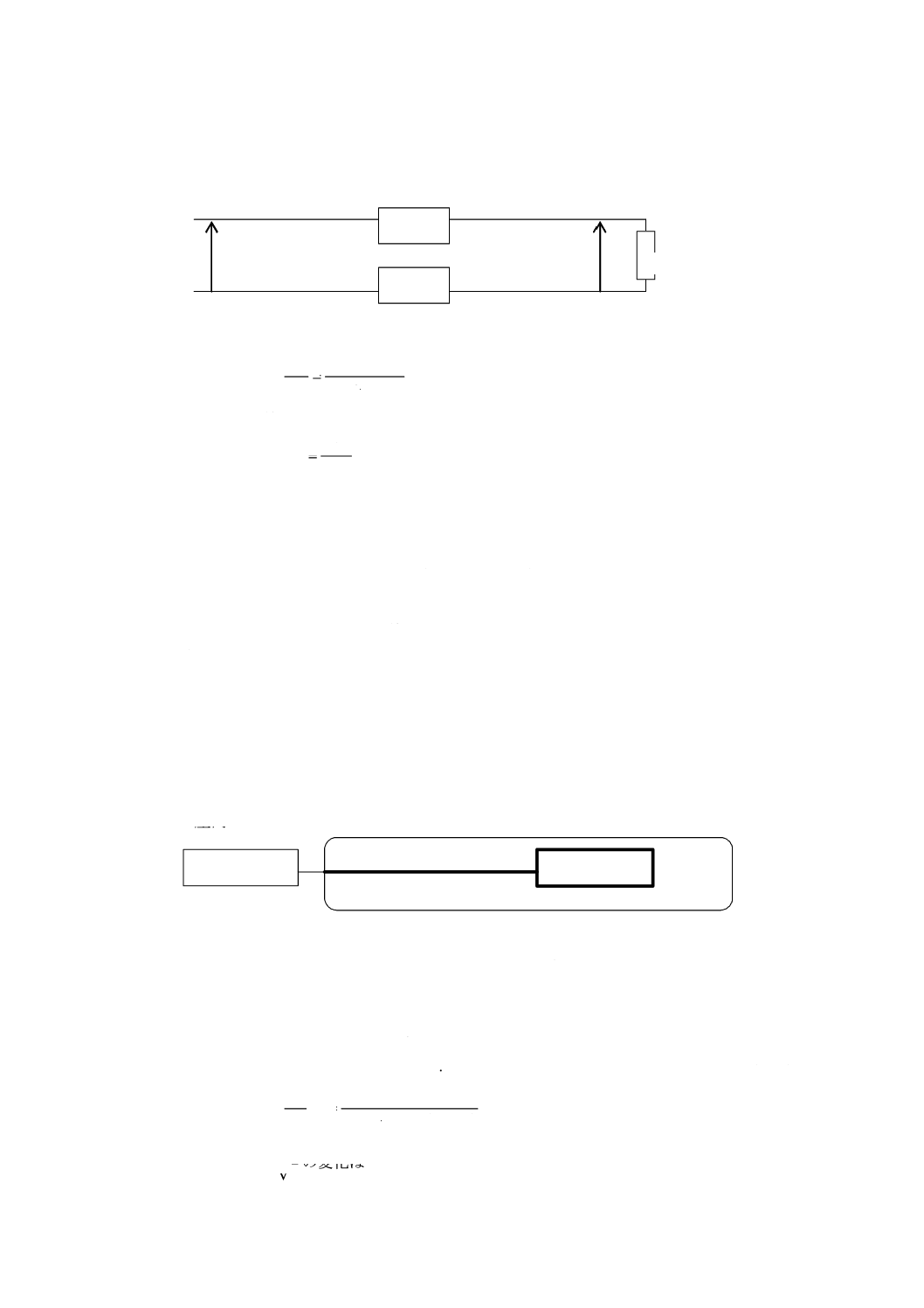
67
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
RC: 一方の線のもつ抵抗値(Ω)
L: ケーブルの長さ(m)
q: ケーブルを構成する一本のワイヤ線の断面積(mm2)
附属書 2 図 7 電圧と抵抗の関係
c
lc
lc
lc
R
2
R
R
V
V
×
+
=
一本のワイヤ線の抵抗は
q
1
Rc
×
=ρ
20 ℃における銅の抵抗率は
ρ20=0.016 9(Ωmm2m-1)
温度による抵抗の変化は
Rt=R20[1+α(t20)],(αは約 4 * 10-3)
もし,表示装置が屋内に設置され,ロードセルが屋外に設置されている場合,屋外のケーブル
は気温の変化にさらされ,内部の線はその影響を受ける。
本体の4.9.2 a)によれば,以下のような内容になる。
“もし,特別な使用温度の指定が機器上に記述又は表示されていないとき,機器は温度差50 ℃
の範囲内でその計量特性を維持できなければならない。”
ケーブルははかりの不可欠な部分とみなされるので,前述の規定はケーブルにも適用され,次
のように読み替えることができる。温度範囲:20 ℃±25 ℃は,次の附属書 2 図 8のような場合
を示す。
附属書 2 図 8 屋内外の関係
25 Kにおける抵抗値の変化は,およそ以下のようになる。
RΔ=R20(1±4*10-3*25)
RΔ=R20(1±0.1) ································································· (3.5.1)
0.1)
(1
R
*
2
R
R
25
V
V
C
LC
LC
lc
±
+
=
25 KにおけるV
VLCの変化は
RC
RC
V
VLC R LC
屋内
屋外
指示計
ロードセル
ケーブル
20℃
50 kでの温度変動
68
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(%)
100
V
V
25
V
V
V
V
V
LC
LC
LC
c
×
−
=
Vc=Ecableʼmaxʼ[(3.3)を参照]を代入すると,ケーブルを構成する一本のワイヤ線の最大抵抗値を次の
式から求めることができる。
[]
Ω
0.2)
(2
E
20
E
*
R
R
max
cable'
max
cable'
LC
c
±
−
=
·········································· (3.5.2)
前の式の正負の値は,温度変化の増加減少に対応したものである。
q
1
*
ρ
R
A
c
s
=
表示装置と接続箱の間のケーブルの長さの上限値は,次の式から求めることができる。
[
]
0.2)
(2
E
20
ρ
E
R
*
q
l
max
cable'
max
cable'
lc
cable
±
−
×
=
[mm2での] ······························· (3.5.3)
3.6) ケーブルを構成する各ワイヤ線の最大抵抗値
前の式の最悪のケースは次の式のように表すことができる。
[]
Ω
×
−
×
=
)
E
(1.8
20
E
R
R
max
cable'
max
cable'
LC
max
c'
·················································· (3.6)
3.7) ロードセルのケーブルの最大の長さ
表示装置と一個又は複数個のロードセルの接続箱間の最大の長さは次の式で表される。
[
][
]
2
max
cable'
max
cable'
LC
cable
mm
per
m
)
E
8.1(
20
E
R
*
q
l
×
−
×
=
ρ
·································· (3.7)
3.8) 試験方法に適用できる計算式
3.8.1) スパン S1
試験方法は,最小荷重時の表示値I1と最大荷重時の表示値I2の測定に基礎を置いている。こ
れらの測定は,Rc=0として実施される。
S1は次の式で計算される。
3.8.2) スパン S2
その後,ケーブル抵抗 Rc=dRcに対して,新しいI1とI2の測定に基づく。
3.8.3) スパン変化dsとdS %
1
2S
S
ds
−
=
は次の式で計算される。
3.8.4) [% / Ω]で規定されたスパン変化(Sx)
スパン変化はシミュレートされたケーブル抵抗の抵抗100分率で規定され次のように計算さ
れる。
1
2
1
I
I
S
−
=
(3.8.1)
1
2
1
I
I
S
−
=
(3.8.2)
IS
ds
dS
/
*
100
=
%
(3.8.3)
69
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.8.5) 最大ケーブル抵抗Rcable
式 (3.5.1) から,ケーブル抵抗は25 Kにつき約10 %異なっていることが見出される。
Sxは以下に規定しうるように比例して変化する。
Sx25=Sx*0.1[%/Ω/per 25 K]
線形回路におけるワイヤ抵抗の変化は,スパンの直線的な変化として与えられることが期待さ
れる。
Sx25*Rcable
これは,Ecableについても同様に対応する。
Ecableは附属書2 2. h) 3.3)に定められているように決定される。
これにより以下が規定される。
c
x25
max
cable'
R
2
S
E
×
×
=
x25
max
cable'
cable
S
2
1
E
R
×
×
=
x
S
×
×
×
=
1.0
2
1
E
R
max
cable'
cable
最大ケーブル抵抗
Sx
5
*
E
R
max
cable'
cable=
(Ω) (3.8.5)
3.8.6) 最大ケーブル長l'cable
q
ρ
=
1
*
Rcable
and ρ=0.016 9
上式が成り立つことにより,次のことが規定される。
Rcableとρの前述の関係から次の式が規定される。
ケーブルの最大長さ
9
0.016
R
q
1
cable
cable
×
=
m/mm2 [3.8.6]
3.8.7) 応用範囲 この試験手順はリモートセンシング用回路(6線式)を備えた電子式のはかり及び,
備えていない(4線式)はかりにも適用する。
Sx=dS5/dRc [%/Ω] (3.8.4)
これは指示計のケーブル抵抗に対する感度を測定することである。
70
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(参考)観測紙
1. 計量性能の決定 [9.1.1 d)][9.1.2c)1)]
(誤差の計算)
試験開始
℃
%
hPa
(1級のみ記録)
自動零点設定及びゼロトラッキング装置:
作動していない
作動中
初期零点設定範囲 >ひょう量の20%
E=I+1/2e-ΔL-L
Ec=E-Eo
Eo=零点又は零点付近で計算された誤差(★)
(★)
適合
不適合
備考:
(E)
(Ec)
↑
誤差
↓
↑
↓
零点補正後の誤差
g
機種名
日付
目量(e)
観測者
実目量(d)
作動範囲外
なし
(L)
( I )
(ΔL)
荷重
表示
追加荷重
↓
↑
↓
↑
g
g
g
g
g
g
g
g
(★)
最大許容誤差
(mpe)
気圧
試験終了
時間
最大時
温度
湿度
g
目量(e)
実目量(d)
(★)
(★)
71
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 無負荷表示の温度影響[9.1.2 c) 2)]
自動零点設定及びゼロトラッキング装置:
作動していない
P=I+1/2e-ΔL
ΔP= 異なる温度における二つの連続した試験に対する計量値の差。
Δ温度=異なる温度における二つの連続した試験に対する温度の差。
チェック : 5℃当たりの零点変化が目量より小さいかどうか。 (2級、3級、4*級及び4級)
5*(ΔP/Δ温度) ≦ e
チェック : 1℃当たりの零点変化が目量より小さいかどうか。 (1級)
(ΔP/Δ温度) ≦ e
適合
不適合
備考:
実目量(d)
なし
g
g
g
g
計量値
(P)
℃
Δ温度
ΔP
日付
目量(e)
機種名
観測者
時間
温度
零点表示
(I)
追加荷重
(ΔL)
作動範囲外
日付
g
零点変化
( ℃)
℃
72
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.偏置試験 [9.1.1g)]
℃
%
hPa
(1級のみ記録)
自動零点設定及びゼロトラッキング装置:
作動していない
試験荷重の位置:試験荷重の位置を下図に示す。
(1〜5の数字は観測紙において荷重位置を表す場合にも使用する。)
表示部又は他の認識可能であるはかり部品の位置も図に示す。
E=I+1/2e-ΔL-L
Ec=E-Eo
Eo=零点又は零点付近で計算された誤差(★)
(★)
適合
不適合
備考:
(★)
g
g
(L)
g
g
(E)
(I)
(ΔL)
表示
日付
目量(e)
実目量(d)
1
観測者
誤差
4
試験荷重
の位置
零点補正後の誤差
(Ec)
g
(mpe)
最大許容誤差
追加荷重
湿度
作動範囲外
2
3
なし
気圧
時間
試験終了
温度
最大時
試験開始
機種名
g
荷重
5
① ② ③
73
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1 手動指示はかり [9.1.1 h) 1)]
℃
%
hPa
(★) 目に見える動きは”+”で表記する。
適合
不適合
備考:
4.2 アナログ指示[9.1.1 h) 1)]
℃
%
hPa
チェック : I2 - I1 ≧ 0.7 mpe
適合
不適合
備考:
温度
試験終了
(★)
(=0.4 |mpe|)
感じ分銅
試験開始 最大時
g
g
目量(e)
機種名
I2 - I1
日付
実目量(d)
機種名
観測者
目量(e)
実目量(d)
荷重
(I1)
(=|mpe|)
表示
感じ分銅
g
(I2)
表示
試験開始 最大時
試験終了
気圧
温度
気圧
湿度
湿度
時間
荷重
移動
表示
g
g
(I)
g
g
時間
観測者
日付
4.感じの試験
g
感じの試験
74
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3 ディジタル表示[9.1.1 h) 2)]
℃
%
hPa
チェック : I2 - I1 = d
適合
不適合
備考:
取り除い
た荷重
g
1/10 d
荷重
g
g
表示
(I1)
g
試験開始最大時
試験終了
温度
I2 - I1
観測者
g
目量(e)
荷重
機種名
日付
感じ分銅
(=1.4d)
表示
(I2)
湿度
気圧
時間
実目量(d)
g
ディジタル表示[9.1.1h)2)]
75
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.繰り返し性試験 [9.1.1 i)]
試験開始
℃
%
hPa
(1級のみ記録)
自動零点設定及びゼロトラッキング装置:
作動中
荷重(No.1〜10)
荷重(No.11〜20)
P=I+1/2e-△L
P=I+1/2e-△L
適合
不適合
備考:
5
6
8
7
mpe
Pmax-Pmin(No.11〜20)
15
表示
(I)
追加荷重
(ΔL)
目量(e)
実目量(d)
Pmax-Pmin(No.1〜10)
mpe
10
9
1
3
2
4
18
19
13
12
g
g
16
14
20
g
気圧
なし
17
表示
(I)
g
g
11
g
湿度
時間
g
計量値
(P)
g
計量値
(P)
g
追加荷重
(ΔL)
g
g
g
観測者
機種名
最大時
試験終了
温度
日付
繰り返し性試験 [9.1.1i)]
76
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.時間による表示の変化 [9.1.1 j)]
6.1 零点復帰試験 [9.1.1 j) 2)]
試験開始
℃
%
hPa
(1級のみ記録)
自動零点設定及びゼロトラッキング装置:
作動していない
P=I+1/2e-△L
30分間の荷重後
荷重=
零点の変化
チェック : |△P| ≦ 0.5 e
適合
不適合
備考:
なし
実目量(d)
目量(e)
気圧
日付
温度
観測者
湿度
機種名
最大時試験終了
時間
計量値
(P)
g
作動範囲外
零点表示
(I)
追加荷重
(ΔL)
時間
荷重
(L)
g
g
g
|ΔP|=
g
時間による表示の変化 [9.1.1j)]

77
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.時間による表示の変化 [9.1.1 j)]
6.2 クリープ試験 [9.1.1 j) 1)]
試験開始
℃
%
hPa
(1級のみ記録)
P=I+1/2e-△L
(★)
ΔP = 開始時(0分)のPと各経過時間のPとの差
(★)最初の30分間の|ΔP| ≦ 0.5 eで、経過時間15分と30分の変動のΔPが |ΔP| ≦ 0.2 eの場合、試験は終了とする。
もし、その条件を満たさない場合は、さらに3時間30分試験を継続する。
チェック1 : |ΔP(30分経過まで)| ≦ 0.5 e 、|ΔP (15分〜30分)| ≦ 0.2 e
チェック2 : |ΔP(4時間経過まで)| ≦ mpe
適合
不適合
備考:
4時間
3時間
2時間
1時間
ΔP
計量値
(P)
g
g
追加荷重
(ΔL)
湿度
機種名
観測者
時間
荷重
(L)
表示
(I)
最大時
試験終了
日付
温度
目量(e)
気圧
時間
g
g
0分
実目量(d)
5分
30分
15分
時間による表示の変化 [9.1.1j)]
78
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.平衡の安定に対する試験 [9.1.1 k)]
試験開始
℃
%
hPa
印字又はデータ記憶の場合:
荷重
g
適合
不適合
備考:
零点設定又は風袋平衡の場合
E=I+1/2e-△L-L
L=零点又は零点付近
チェック : E ≦ 0.25 e (E ≦ 0.5 d)
適合
不適合
備考:
チェック : 印字又は記憶後5秒間の読みは、命令後の最初の印字値又は記憶値と2つの隣接している表示かどうか。
5
4
3
2
風袋平衡
1
5
4
3
2
零設定
1
誤差
(E)
g
g
g
g
No.
荷重
(L)
表示
(I)
追加荷重
(ΔL)
実目量(d)
g
g
1
目量(e)
気圧
最大時 試験終了
温度
湿度
日付
機種名
観測者
時間
妨害を受け機能命令後の
最初の印字又は記憶値
印字又は記憶後5秒間の読み
最小値
最大値
No.
2
g
3
4
5
平衡の安定に対する試験 [9.1.1k)]
79
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.傾斜[9.1.2 a)]
試験開始
℃
%
hPa
(1級のみ記録)
0.2 %の傾斜 (2級、3級、4*級及び4級)
水平器がない場合、5 %の傾斜
自動零点設定及びゼロトラッキング装置:
作動していない
Pv=Iv+1/2e-ΔLv (v = 1,2,3,4)
Pov は、計量値Pvにはかりが荷重前に持っていた零点の誤差を補正した値である。
無負荷(★)
荷重
2e =
(★) 1級と対面販売用はかりではない2級の非自動はかりは、無負荷時の傾斜試験を行わなくてもよい。
適合
不適合
備考:
⊿L5
(≦ 2e)
(≦ mpe)
g
g
|Po1-PoV|max
|P1-Pv|max
荷重
(L)
g
I1
⊿L1
中央
I2
⊿L2
I3
⊿L3
g
g
g
g
水平器の限界が0.2 %の傾きよりも大きい場合、水平器の限界まで傾斜(1級、2級、3級、4*級及び4級)
作動範囲外
最大時
試験終了
温度
湿度
観測者
気圧
水平器の限界が 0.2 %よりも大きくない場合、試験を行う必要はない。(1級のみ)
g
又は
mpe =
Pv→
Pv→
PoV→
前
g
g
g
g
後
目量(e)
実目量(d)
時間
日付
機種名
左
⊿L4
I5
右
なし
PoV→
(≦ mpe)
I4
Pv→
傾斜 [9.1.2a)]
80
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.風袋(計量試験)[9.1.1 f) 1)]
自動零点設定及びゼロトラッキング装置:
作動していない
作動中
1回目の風袋量
風袋量
風袋表示
温度
℃
湿度
%
時間
気圧
hPa
(1級のみ記録)
E=I+1/2e-△L-L
Ec=E-Eo
Eo=零点又は零点付近で計算された誤差(★)
g
(★)
g
g
なし
表示
↑
観測者
(ΔL)
(L)
g
↓
↑
g
↓
g
g
↑
g
(E)
(★)
試験開始
g
g
↑
(Ec)
試験終了
最大許容誤差
(mpe)
誤差
↓
荷重
実目量(d)
( I )
作動範囲外
追加荷重
↓
最大時
零点補正後の誤差
機種名
目量(e)
日付
(★)
81
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.風袋(計量試験)[9.1.1 f) 1)]
2回目の風袋量
風袋量
風袋表示
温度
℃
湿度
%
時間
気圧
hPa
(1級のみ記録)
E=I+1/2e-△L-L
Ec=E-Eo
Eo=零点又は零点付近で計算された誤差(★)
g
(★)
適合
不適合
備考:
最大時
試験終了
(ΔL)
(E)
(Ec)
追加荷重
誤差
荷重
表示
(L)
( I )
↑
↓
↑
↓
↑
g
g
g
g
g
(★)
g
g
g
g
↓
↑
↓
試験開始
零点補正後の誤差
最大許容誤差
(mpe)
(★)
82
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.予熱時間の試験 [9.1.2 b)]
℃
%
hPa
(1級のみ記録)
自動零点設定及びゼロトラッキング装置:
作動していない
作動中
E=I+1/2e-ΔL-L
Eo=零点又は零点付近で計算された誤差 (無負荷時)
EL=荷重時に計算された誤差
(★)最初の表示値が現れるとすぐに数え始めます。
チェック : |EL-Eo| ≦ mpe
適合
不適合
備考:
気圧
なし
湿度
時間
温度
機種名
最大時
日付
目量(e)
追加荷重
(ΔL)
荷重
表示
(I)
g
g
荷重
30 分
無負荷
5 分
0 分
無負荷
荷重
無負荷
15 分
荷重
試験終了
試験開始
g
器差
(E)
g
EL-Eo
mpe=
観測者
時間
(★)
無負荷
荷重
(L)
g
作動範囲外
実目量(d)
83
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.電源及び周波数変動 [9.1.2 d)]
℃
%
hPa
(1級のみ記録)
自動零点設定及びゼロトラッキング装置:
作動していない
作動中
表記された電圧又は電圧範囲
V
E=I+1/2e-△L-L
Ec=E-Eo
Eo=零点又は零点付近で計算された誤差(★)
適合
不適合
備考:
(★★) 電圧範囲が記載されている場合、平均値を基準値とし、上限値の+10%及び下限値の-15%で行う。
g
誤差
零点補正後の誤差
最大時
g
試験開始
(mpe)
最大許容誤差
(★)
実目量(d)
日付
なし
観測者
基準電圧+10%(★★)
荷重
10e=
基準電圧-15%(★★)
10e=
基準電圧(★★)
(I)
10e=
g
g
(ΔL)
追加荷重
g
(Ec)
(L)
g
基準電圧(★★)
10e=
気圧
機種名
温度
目量(e)
湿度
試験終了
電圧
(V)
時間
表示
(E)
作動範囲外
基準電圧
84
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.電源及び周波数変動[9.1.2 d)]
℃
%
hPa
(1級のみ記録)
自動零点設定及びゼロトラッキング装置:
作動していない
作動中
表記された周波数又は周波数範囲
Hz
E=I+1/2e-ΔL-L
Ec=E-Eo
Eo=零点又は零点付近で計算された誤差(★)
適合
不適合
備考:
(★★) 周波数範囲が記載されている場合、平均値を基準値とし、上限値の+10%及び下限値の-15%で行う。
最大許容誤差
(mpe)
(Ec)
作動範囲外
時間
気圧
温度
湿度
機種名
観測者
日付
最大時 試験終了
目量(e)
試験開始
g
g
10e=
g
10e=
基準周波数(★★)
基準周波数-2%(★★)
基準周波数+2%(★★)
基準周波数(★★)
10e=
10e=
実目量(d)
周波数
(Hz)
g
(L)
なし
(I)
荷重
表示
(★)
g
誤差
零点補正後の誤差
追加荷重
(E)
(ΔL)
g

85
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.電気的妨害に対する性能試験
12.1 瞬時停電 [9.2.3 a)]
℃
%
hPa
表記された電圧又は電圧範囲
V
適合
不適合
備考:
(★) 電圧範囲が記載されている場合、平均値を基準値とする。
温度
湿度
最大時
試験終了
試験開始
機種名
有意な誤り(> e)
表示
g
妨害
日付
(I)
反復間隔
(秒)
結果
No
Yes(備考)
気圧
10
10
観測者
目量(e)
時間
10
存続サイクル
回数
1
g
0
0.5
電圧の
振幅率%
(★)
妨害なし
荷重
10
0
0.5
10
妨害なし
10
10
10
50
50
1
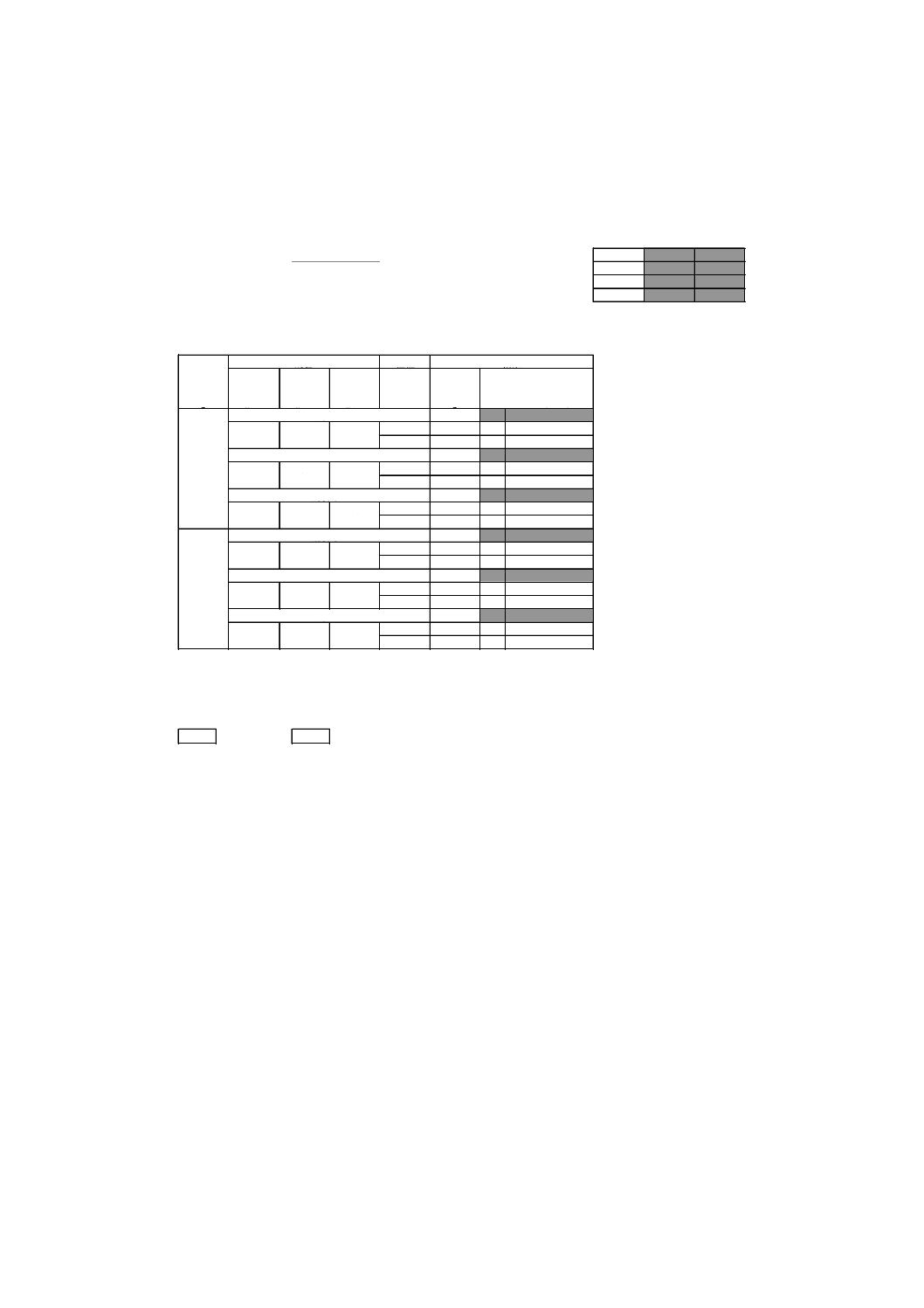
86
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.2 バ−スト [9.2.3 b)]
a) 電源供給線
℃
%
hPa
電源供給線: 試験電圧 1 kV、試験の継続時間は各極性において1分間。
L=+、N=−,PE=保護ア−ス
適合
不適合
備考:
Yes(備考)
No
観測者
有意な誤り(> e)
極性
結果
↓
(I)
気圧
荷重
妨害
L
N
PE
↓
↓
g
接地
接地
接地
×
表示
g
+
−
妨害なし
×
×
妨害なし
−
+
妨害なし
−
×
+
−
妨害なし
+
妨害なし
×
−
×
+
機種名
日付
試験開始 最大時
試験終了
温度
湿度
目量(e)
時間
+
−
妨害なし
バースト [9.2.3 b)]
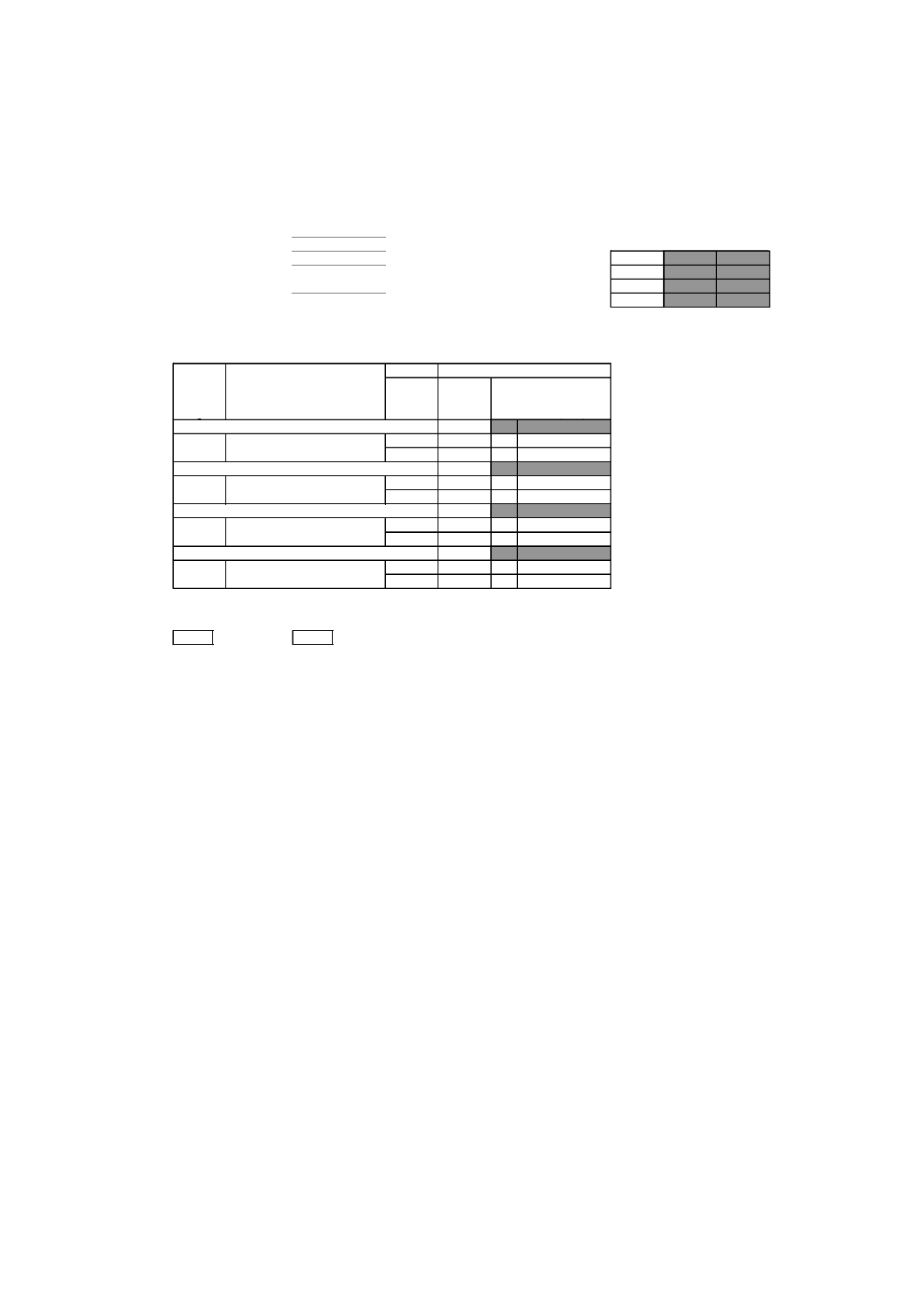
87
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.2 バ−スト[9.2.3 b)]
b) I/O線と通信線
℃
%
hPa
I/O信号、データ通信及び制御線: 試験電圧 0.5 kV、試験の継続時間は各極性において1分間。
適合
不適合
備考:
機種名
試験開始
温度
日付
観測者
最大時
試験終了
湿度
目量(e)
気圧
時間
荷重
ケーブル/インタフェイス
極性
結果
表示
有意な誤り(> e)
(I)
g
g
No
Yes(備考)
妨害なし
+
-
妨害なし
+
-
妨害なし
+
-
+
-
妨害なし
バースト [9.2.3 b)]
インターフェイス

88
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.3 静電気放電 [9.2.3 c)]
a) 直接放電
℃
%
hPa
接触放電
塗装貫通
気中放電
極性
+
-
適合
不適合
備考:
注記 : 試験器物が不適合の場合、それが生じる試験箇所を記録しなければならない。
気圧
時間
目量(e)
試験開始最大時
試験終了
温度
6
2
8
(気中放電)
妨害なし
4
有意な誤り(> e)
(I)
No
Yes(備考)
g
(kV)
(秒)
g
荷重
妨害
結果
試験電圧
反復間隔
表示
観測者
湿度
機種名
放電回数
日付
静電気放電 [9.2.3 c)]
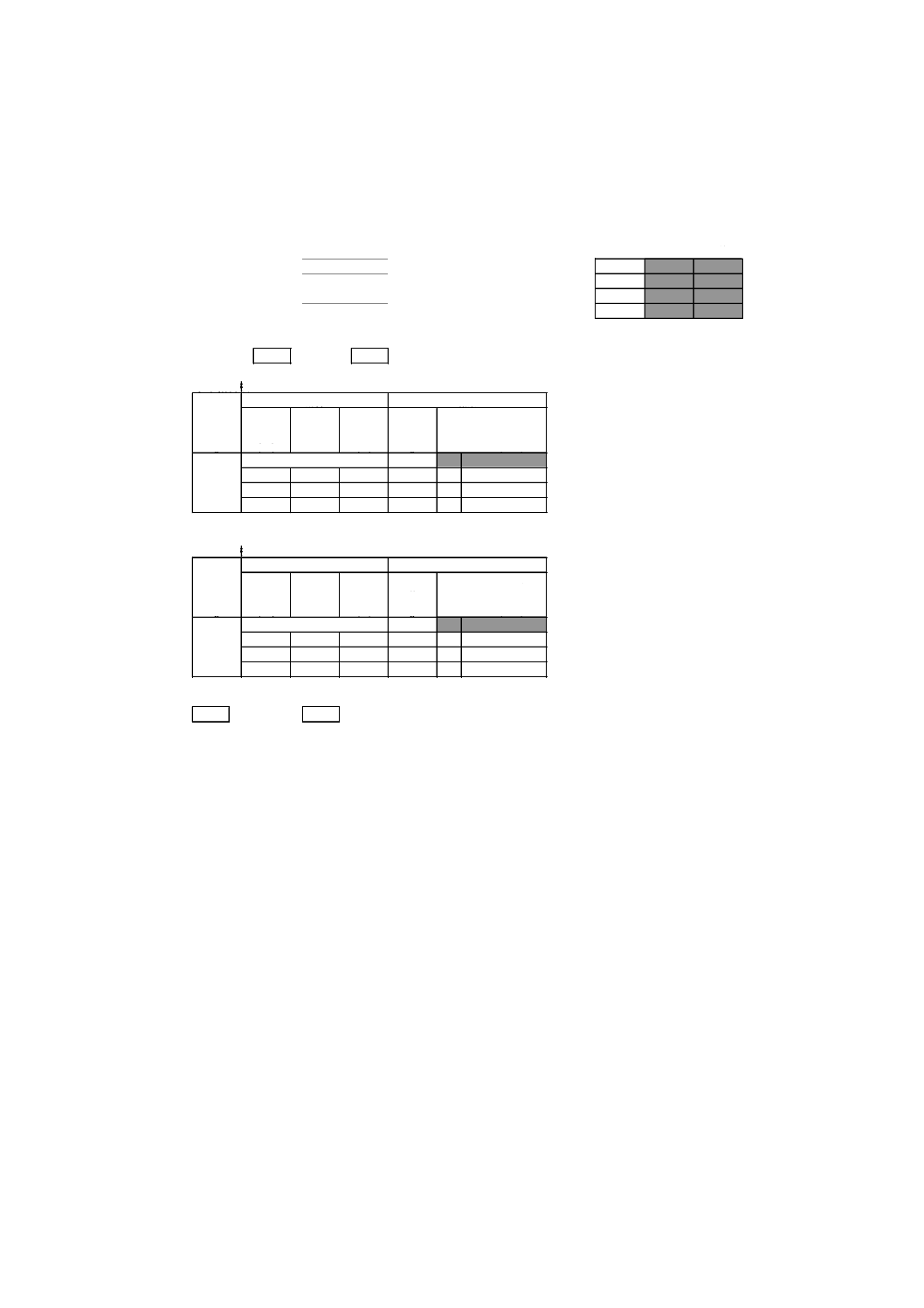
89
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.3 静電気放電 [9.2.3 c)]
b) 間接放電(接触放電のみ)
℃
%
hPa
極性
+
-
水平結合板
垂直結合板
適合
不適合
備考:
注記 : 試験器物が不適合の場合、それが生じる試験箇所を記録しなければならない。
気圧
放電回数
No
Yes(備考)
(I)
試験開始最大時試験終了
温度
6
4
妨害なし
2
g
(kV)
(秒)
g
放電回数
荷重
妨害
結果
試験電圧
反復間隔
表示
有意な誤り(> e)
4
6
妨害なし
2
結果
試験電圧
反復間隔
表示
Yes(備考)
有意な誤り(> e)
(I)
g
No
g
(秒)
荷重
妨害
(kV)
時間
目量(e)
湿度
日付
観測者
機種名
静電気放電 [9.2.3 c)]
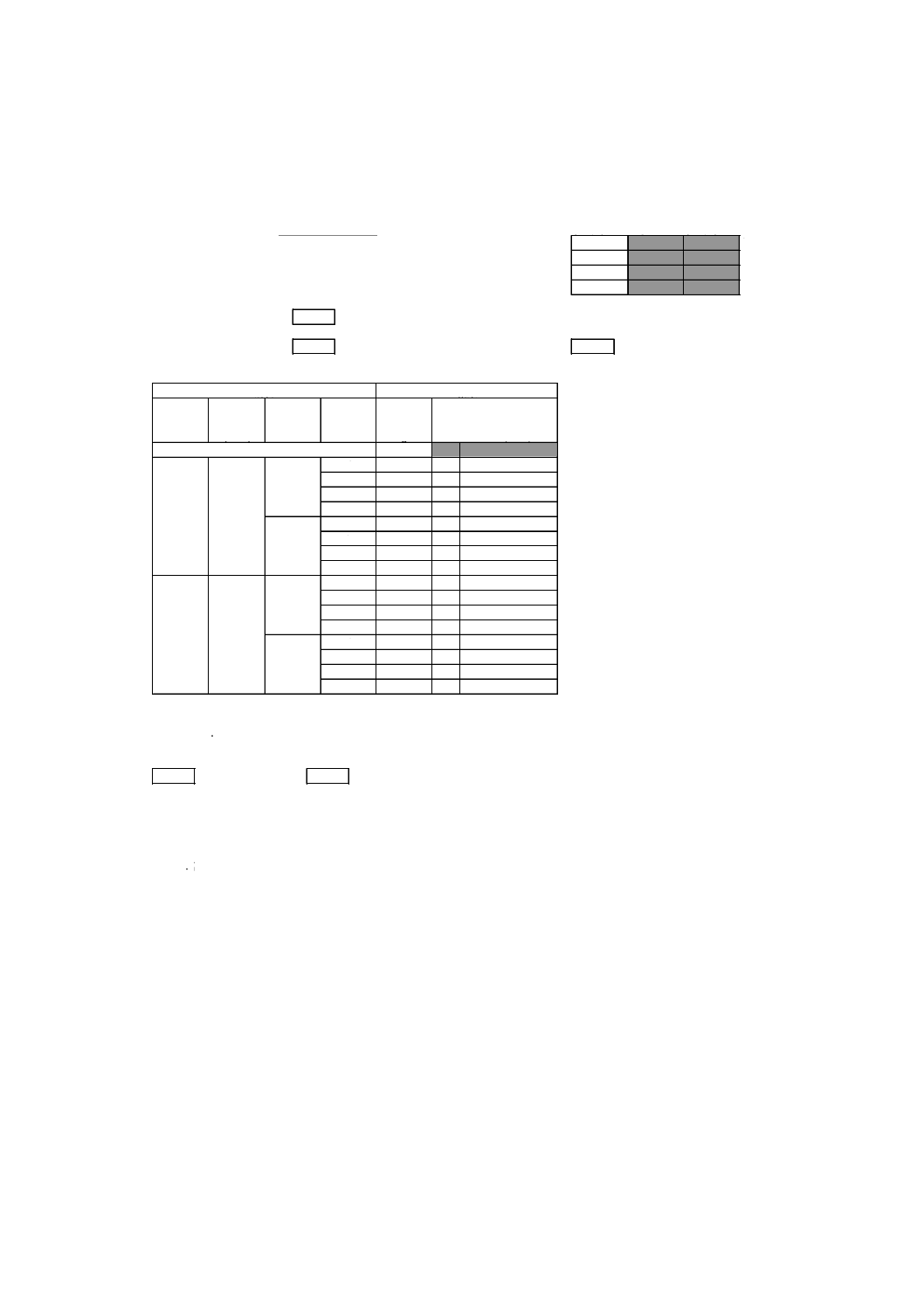
90
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.4 放射電磁場に対する免性 [9.2.3 d)]
℃
%
hPa
掃引率
荷重
負荷荷重の材質
周波数範囲 : 26〜1000 MHz
電界強度 : 3 V/m
変調 : 80%AM,1kHz 正弦波
適合
不適合
備考:
注記 : 試験器物が不適合の場合、それが生じる試験箇所を記録しなければならない。
湿度
時間
気圧
試験開始 最大時
試験終了
温度
垂直
水平
右
前
右
前
後
左
後
左
垂直
前
左
水平
前
左
右
後
後
右
g
No
Yes(備考)
妨害なし
(MHz)
妨害
結果
表示
有意な誤り(> e)
(I)
アンテナ
周波数範囲
アンテナ
位置
試験器物へ
の放射面
観測者
機種名
日付
放射電磁場に対する免性 [9.2.3 d)]
91
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13.高温高湿、定常状態 [9.2.2 b)]
a) 初期試験(基準温度)
試験開始
℃
%
hPa
(1級のみ記録)
自動零点設定及びゼロトラッキング装置:
作動していない
作動中
E=I+1/2e-△L-L
Ec=E-Eo
Eo=零点又は零点付近で計算された誤差(★)
(★)
適合
不適合
備考:
(mpe)
最大許容誤差
零点補正後の誤差
(Ec)
作動範囲外
荷重
表示
追加荷重
目量(e)
気圧
時間
日付
温度
観測者
湿度
機種名
最大時
試験終了
g
↓
↑
(★)
↑
g
g
g
実目量(d)
↓
↑
↓
なし
(L)
( I )
(ΔL)
g
g
↑
(E)
誤差
↓
g
g
g
g
(★)
,
92
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13.高温高湿、定常状態 [9.2.2 b)]
b) 高温及び相対湿度85%での試験
試験開始
℃
%
hPa
(1級のみ記録)
自動零点設定及びゼロトラッキング装置:
作動していない
作動中
E=I+1/2e-△L-L
Ec=E-Eo
Eo=零点又は零点付近で計算された誤差(★)
(★)
適合
不適合
備考:
g
g
g
(★)
↑
g
↓
g
↓
↓
表示
g
g
g
↑
↑
↓
↑
零点補正後の誤差
g
最大許容誤差
(mpe)
g
機種名
最大時 試験終了
日付
温度
湿度
観測者
時間
(E)
(Ec)
誤差
目量(e)
気圧
なし
実目量(d)
作動範囲外
(L)
( I )
(ΔL)
追加荷重
荷重
(★)
,

93
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13.高温高湿、定常状態 [9.2.2 b)]
c) 最終試験(基準温度)
試験開始
℃
%
hPa
(1級のみ記録)
自動零点設定及びゼロトラッキング装置:
作動していない
作動中
E=I+1/2e-△L-L
Ec=E-Eo
Eo=零点又は零点付近で計算された誤差(★)
(★)
適合
不適合
備考:
g
g
最大許容誤差
g
g
g
g
作動範囲外
荷重
表示
追加荷重
誤差
零点補正後の誤差
目量(e)
気圧
なし
実目量(d)
時間
日付
温度
湿度
観測者
機種名
最大時 試験終了
(L)
( I )
(ΔL)
(E)
(Ec)
(mpe)
↓
g
g
↑
↓
(★)
↑
↑
↓
↑
↓
g
g
(★)
,
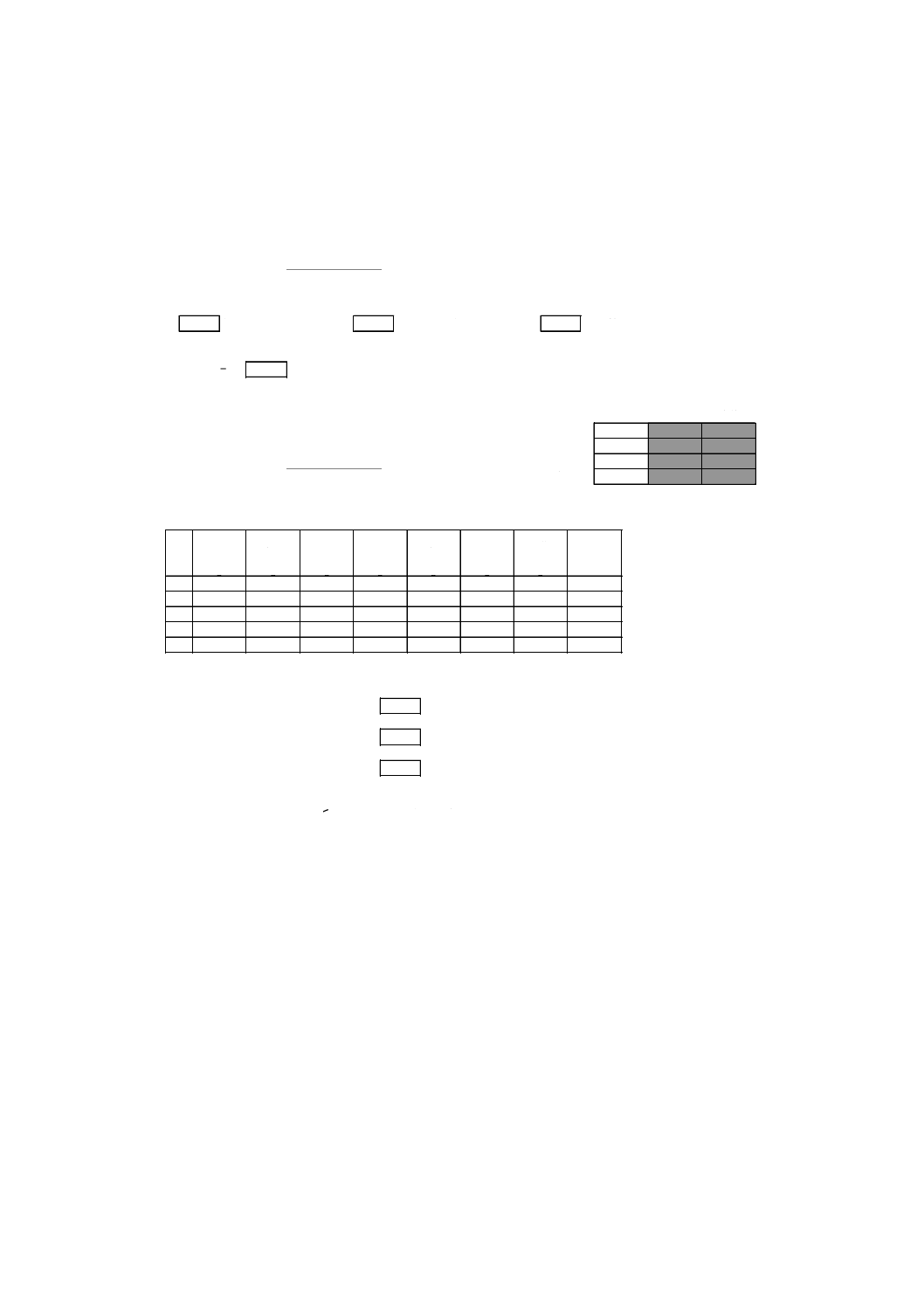
94
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14.スパン安定性 [9.2.4]
自動零点設定及びゼロトラッキング装置:
作動していない
試験荷重 =
1回目の測定 : 初期測定
試験開始
℃
%
場所
hPa
Eo=Io+1/2e-ΔLo-Lo
EL=IL+1/2e-ΔL-L
(★)温度、気圧などの変化に起因する必要な修正が適用可能なとき。
| (EL-Eo) max-(EL-Eo)min | ≦ 0.1eの場合、後続の各測定において、荷重と読みは1回で十分である。
そうでない場合は、5回の荷重及び読みを各測定で実施しなければならない。
備考:
試験終了
温度
湿度
作動範囲外
時間
最大時
観測者
1
g
追加荷重
(ΔLo)
誤差
(Eo)
追加荷重
(ΔL)
g
機種名
日付
目量(e)
荷重時の
表示(IL)
誤差
(EL)
g
零点補正後の
誤差
(EL-Eo)
g
g
g
g
実目量(d)
なし
零点表示
(Io)
3
補正値(★)
気圧
(EL-Eo)max-(EL-Eo)min =
0.1e =
5
誤差の平均 = 平均値(EL-Eo) =
4
2

95
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14.スパン安定性 [9.2.4]
後続の測定
それぞれの後続の測定(少なくとも7回)に対して、下記のような条件で適切に測定が実施された場合、
「測定の状態」の欄に示してください。
- 温度試験後、試験器物が少なくとも16時間安定している。
- 湿度試験後、試験器物が少なくとも16時間安定している。
- 試験器物が主電源から少なくとも8時間切り離された後、少なくとも5時間安定している。
- 試験場所の変更後。
- その他の特定の条件のもと。
2回目の測定
試験開始
℃
%
場所
hPa
測定の状態 :
Eo=Io+1/2e-△Lo-Lo
EL=IL+1/2e-△L-L
(★)温度、気圧などの変化に起因する必要な修正が適用可能なとき。
5回の荷重と読みが実施された場合は、
備考:
g
日付
零点表示
(Io)
g
追加荷重
(ΔLo)
誤差
(Eo)
観測者
荷重時の
表示(IL)
補正値(★)
追加荷重
(ΔL)
時間
g
零点補正後の
誤差
(EL-Eo)
誤差
(EL)
g
2
1
g
g
g
3
4
誤差の平均 = 平均値(EL-Eo) =
5
気圧
最大時
試験終了
温度
湿度
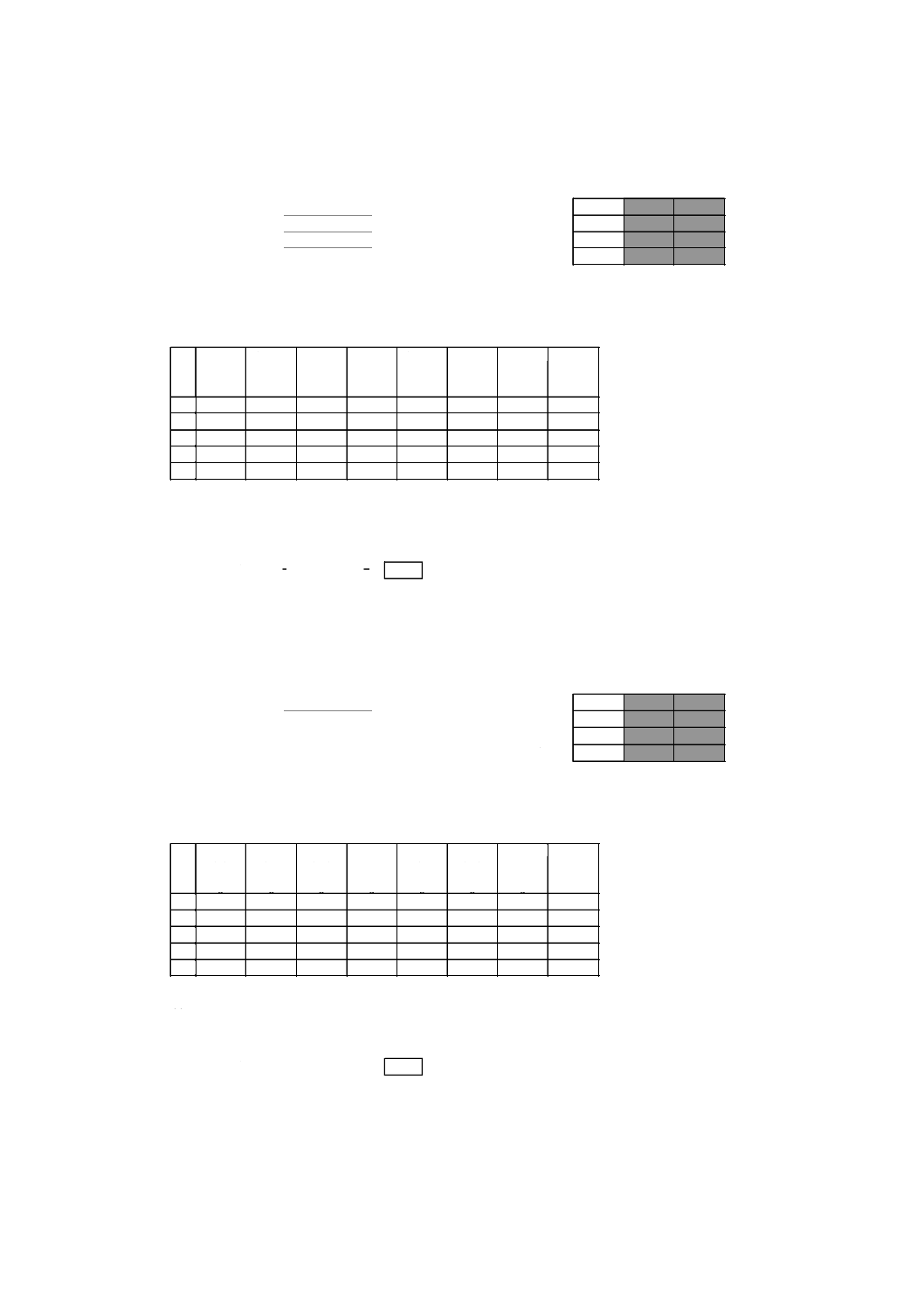
96
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14.スパン安定性 [9.2.4]
回目の測定
試験開始
℃
%
場所
hPa
測定の状態 :
Eo=Io+1/2e-ΔLo-Lo
EL=IL+1/2e-ΔL-L
(★)温度、気圧などの変化に起因する必要な修正が適用可能なとき。
5回の荷重と読みが実施された場合は、
備考:
回目の測定
試験開始
℃
%
場所
hPa
測定の状態 :
Eo=Io+1/2e-ΔLo-Lo
EL=IL+1/2e-ΔL-L
(★)温度、気圧などの変化に起因する必要な修正が適用可能なとき。
5回の荷重と読みが実施された場合は、
備考:
g
g
g
g
g
観測者
日付
g
g
g
1
3
2
観測者
1
零点表示
(Io)
g
g
g
2
3
4
4
誤差の平均 = 平均値(EL-Eo) =
5
湿度
気圧
補正値(★)
最大時試験終了
温度
湿度
時間
気圧
零点表示
(Io)
追加荷重
(ΔLo)
誤差
(Eo)
荷重時の
表示(IL)
追加荷重
(ΔL)
誤差
(EL)
零点補正後の
誤差
(EL-Eo)
補正値(★)
5
誤差の平均 = 平均値(EL-Eo) =
最大時試験終了
日付
温度
時間
追加荷重
(ΔLo)
誤差
(Eo)
g
g
g
荷重時の
表示(IL)
追加荷重
(ΔL)
誤差
(EL)
零点補正後の
誤差
(EL-Eo)

97
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14.スパン安定性 [9.2.4]
機種名
下記のグラフにスパン安定性試験の結果を示す。
最大許容変動(MAV)
: 0.5e
: 0.5mpe
適合
不適合
備考:
チェック : 各回における誤差の平均値の最大許容変動 ≦ 0.5mpe
-1.5
-1.0
-0.5
0.0
0.5
1.0
1.5
1
2
3
4
5
6
7
8
測定回数
誤
差
の
平
均
値
(
e
)
98
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15.耐久試験 [9.1.3]
自動零点設定及びゼロトラッキング装置:
作動していない
作動中
a) 初期試験
試験開始
℃
%
hPa
(可能な場合は記録)
E=I+1/2e-ΔL-L
Ec=E-Eo
Eo=零点又は零点付近で計算された誤差(★)
(★)
(★)
g
g
g
g
g
g
g
g
荷重
表示
追加荷重
↓
↑
↓
↑
(L)
( I )
(ΔL)
時間
(E)
誤差
零点補正後の誤差
(Ec)
気圧
観測者
湿度
日付
試験終了
温度
作動範囲外
最大時
なし
目量(e)
実目量(d)
機種名
g
↓
↑
↓
↑
g
最大許容誤差
(mpe)
(★)
99
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15.耐久試験 [9.1.3]
b) 試験性能
負荷回数
:
負荷荷重
:
c) 最終試験
試験開始
℃
%
hPa
(可能な場合は記録)
E=I+1/2e-ΔL-L
Ec=E-Eo
Eo=零点又は零点付近で計算された誤差(★)
摩耗による耐久性誤差 = Ecinitial - Ecfinal (★★)
(★)
適合
不適合
備考:
日付
(mpe)
最大許容誤差
観測者
誤差
零点補正後の誤差
最大時
試験終了
↓
↑
荷重
↓
表示
追加荷重
(L)
( I )
(ΔL)
↑
g
g
g
g
g
g
g
g
g
g
g
(★)
↑
(E)
(Ec)
摩耗による
耐久性誤差
(★★)
温度
湿度
時間
気圧
↓
↑
↓
(★)
−
最終試験
100
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4(参考)JISと対応する国際規格との対比表
JIS B 7611-1:2005 非自動はかり−性能要件と試験方法第1部:一般計量器
OIML R76-1:1992 非自動はかり
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範囲 目量が0.001 g以上の非自動
はかりについて規定
OIML
R76-1
1
JIS と同じ
IDT
OIML R76-1:1992の対応国際規格を2
規格としている。第2部が計量法に適
用される予定。
2.引用規格 JIS Z 8130
−
実質的な差異なし
3.用語,記
号,定義
2
3.1一般的
定義
T.2.1
JISと同じ
IDT
3.2はかり
の構造
T.2.2
JISと同じ
MOD/追加
機械式はかりを追加
次回見直し時に提案を検討
3.3はかり
の計量特
性
T.2.3
JISと同じ
IDT
3.4はかり
の計量性
能
T.2.4
JISと同じ
IDT
3.5表示と
器差
T.2.5
JISと同じ
IDT
3.6影響と
標準条件
T.2.6
JISと同じ
IDT
3.7性能試
験
T.2.7
JISと同じ
IDT
1
0
0
B
7
6
11
-1
:
2
0
0
5
101
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
3.8計量単
位
使用する計量単位,及び特
殊な計量に用いてよい計量
単位
OIML
R76-1
−
MOD/追加
カラット,もんめ,ト
ロイオンスの許容
OIML R76-1:1992は法定計量への勧告
なので言及されていない日本独自の産
業,法定要求に対応したもの
4.計量要件
3
4.1精度等
級
3.1
JISと同じ
MOD/追加
普通精度*を追加
次回見直し時に提案を検討
4.2はかり
の等級分
類
3.2
JISと同じ
MOD/追加
普通精度*を追加
次回見直し時に提案を検討す
4.3多目量
はかりに
対する追
加要件
3.3
JISと同じ
MOD/追加
普通精度*を追加
次回見直し時に提案を検討
4.4補助表
示装置
3.4
JISと同じ
IDT
4.5最大許
容誤差
3.5
JISと同じ
MOD/追加
普通精度*を追加
次回見直し時に提案を検討
4.6結果の
間の最大
許容誤差
3.6
JISと同じ
IDT
4.7検査用
分銅
3.7
JISと同じ
IDT
4.8感じ
3.8
JISと同じ
IDT
4.9影響及
び時間に
よる変動
3.9
JISと同じ
MOD/追加
普通精度*を追加
次回見直し時に提案を検討
1
0
1
B
7
6
11
-1
:
2
0
0
5
102
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
5.自動指示
はかり及
び手動指
示併用は
かりの技
術要件
OIML
R76-1
4
JISと同じ
MOD/追加
5.5.2の精度で機械式は
かりの零点調整を追加
その他は一致
6.電子式は
かり
5
JISと同じ
IDT
7.手動指示
はかりの
技術要件
6
7.1最小感
度
6.1
JISと同じ
MOD/追加
普通精度*を追加
次回見直し時に提案を検討
7.2アナロ
グ指示装
置に対す
る受容で
きる解決
策
6.2
JISと同じ
IDT
−
7.3構造条
件
6.3
JISと同じ
MOD/追加
普通精度*を追加
次回見直し時に提案を検討
7.4単純等
比さお
6.4
JISと同じ
MOD/追加
普通精度*を追加
次回見直し時に提案を検討
7.5 1/10
比の単純
さお
6.5
JISと同じ
7.6棒はか
り
6.6
JISと同じ
MOD/追加
普通精度*を追加
次回見直し時に提案を検討
1
0
2
B
7
6
11
-1
:
2
0
0
5
103
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
7.7ロバー
バル式は
かり及び
ベランジ
ャ式はか
り
OIML
R76-1
6.7
JISと同じ
IDT
7.8比率載
台付はか
り
6.8
JISと同じ
IDT
7.9台手動
はかり
6.9
JISと同じ
IDT
8.はかりの
表記
7
8.1表記
7.1
JISと同じ
IDT
−
−
7.2
検定用の表記事項
の規定
規制対象計量器につい
ての規定であるためこ
のJISからは削除
附属書1
(参考)国
内におい
て伝統的
な技術に
より製造
される機
械式はか
り
現在も製造され,使用され
ている機械式はかりの技術
要件
−
MOD/追加
1
0
3
B
7
6
11
-1
:
2
0
0
5
104
B 7611-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
附属書2
(参考)モ
ジュール
の組合せ
による型
式申請と
組合せの
妥当性の
検証
欧米で主流となっている試
験証明書の組合せでの型式
付与についての参考技術
OIML
R76-1
−
MOD/追加
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
1
0
4
B
7
6
11
-1
:
2
0
0
5