B 7609:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 記号······························································································································· 2
5 等級······························································································································· 4
6 最大許容誤差 ··················································································································· 5
7 形状······························································································································· 6
7.1 一般 ···························································································································· 6
7.2 1 g以下の分銅 ··············································································································· 6
7.3 1 gから50 kgまでの分銅································································································· 6
7.4 50 kg以上の分銅 ············································································································ 6
8 構造······························································································································· 7
8.1 E級分銅 ······················································································································· 7
8.2 F級分銅 ······················································································································· 7
8.3 M級分銅 ······················································································································ 7
9 材質······························································································································· 8
9.1 E級分銅 ······················································································································· 8
9.2 F級分銅 ······················································································································· 8
9.3 50 kg以下のM級分銅 ···································································································· 8
9.4 50 kgを超えるM級分銅 ································································································· 8
10 磁性 ····························································································································· 8
10.1 磁気分極(磁化)の限度 ································································································ 9
10.2 磁化率の限度 ··············································································································· 9
11 密度 ····························································································································· 9
11.1 密度の許容範囲 ············································································································ 9
11.2 空気密度偏差に対する補正 ···························································································· 10
12 表面粗さ条件 ················································································································ 10
13 調整 ···························································································································· 11
13.1 E級分銅 ···················································································································· 11
13.2 F級分銅 ···················································································································· 11
13.3 M級分銅 ··················································································································· 11
14 表記 ···························································································································· 11
14.1 共通事項 ···················································································································· 11
14.2 E級分銅 ···················································································································· 11
B 7609:2008 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
14.3 F級分銅 ···················································································································· 11
14.4 M級分銅 ··················································································································· 12
14.5 識別マーキング ··········································································································· 12
15 格納容器 ······················································································································ 12
15.1 概要 ·························································································································· 12
15.2 E級及びF級分銅 ········································································································ 13
15.3 M1級分銅··················································································································· 13
15.4 規格適合の表記 ··········································································································· 13
附属書A(参考)分銅の形状及び寸法 ····················································································· 14
附属書B(規定)分銅の試験方法···························································································· 20
附属書C(規定)分銅又は組分銅の校正方法 ············································································ 51
附属書D(参考)統計的管理 ································································································· 60
附属書JA(参考)JISと対応する国際規格との対比表 ································································ 63
参考文献 ···························································································································· 67
B 7609:2008
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本計量
機器工業連合会 (JMIF) 及び財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS B 7609 : 2000は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
B 7609:2008
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7609:2008
分銅
Weights
序文
この規格は,2005年に第2版として発行されたOIML (International Organization of Legal Metrology) R111-1
Edition 2004,Weights of classes E1, E2, F1, F2, M1, M1-2, M2, M2-3 and M3を基に作成した日本工業規格である。
しかし,OIMLは法定計量に関する規格であるため,法規制にかかわる部分を削除するとともに,国内の
使用状況を考慮し,技術的に問題のない分銅の形状について一部範囲を拡張するなど技術的内容を変更し
て作成した日本工業規格である。
この規格で点線の下線又は側線を施してある箇所は,対応国際規格を変更している事項である。変更の
一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,質量測定の信頼性を確保するための標準として,又ははかりとともに用いる,質量の公称
値が1 mgから5 000 kgまでの分銅について,精度等級(E1級,E2級,F1級,F2級,M1級,M1-2級,M2
級,M2-3級及びM3級)に分けて規定する。また,等級の判断のための分銅の特性の試験方法及び校正方
法についても規定する。分銅の特性の試験方法は附属書Bに,校正方法は附属書Cによる。
注記1 質量の公称値は,1×10n kg,2×10n kg又は5×10n kg(nは正若しくは負の整数又は0)に等
しくなければならない。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を次に示す。
OIML R111-1 : 2004,Weights of classes E1, E2, F1, F2, M1, M1-2, M2, M2-3 and M3 (MOD)
なお,対応の程度を表す記号 (MOD) は,ISO/IEC Guide 21に基づき,国際規格を一部修
正していることを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0651 製品の幾何特性仕様 (GPS)−表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
JIS B 0659-1 製品の幾何特性仕様 (GPS)−表面性状:輪郭曲線方式;測定標準−第1部:標準片
JIS Z 8103 計測用語
OIML D28 Conventional value of the result of weighing in air (Revision of R 33)
OIML R76 Nonautomatic weighing instruments
2
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8103によるほか,次による。
3.1
協定質量 (conventional mass)
OIML D28(空気中の計量結果の協定値)に従って定められた空気中での質量測定の結果についての取
決めによる値,すなわち,20 ℃の温度で1.2 kg/m3の密度の空気中において被校正分銅と釣合う密度が8 000
kg/m3の参照分銅の質量。
注記 分銅の協定質量の不確かさの要因として,参照分銅の校正値,測定方法(環境条件,比較装置
及び技術),空気浮力(参照分銅及び校正対象分銅の体積,空気密度),質量,変化(表面状態,
磁性特性,摩耗,汚染),重力変化など校正値に影響を与えるすべてが対象となる。
[不確かさの一般的な定義は,Guide to the expression of uncertainty in measurement (GUM)によ
る。]
3.2
参照分銅 (reference weight)
校正において標準として参照される分銅。校正される分銅よりも計量特性の優れた分銅。国家標準など
SI単位を実現している標準へのトレーサビリティを保証していることが求められる。
3.3
組分銅 (set weights or weight set)
通常,一つの格納箱(容器)に納められている一連の分銅の組である。組分銅によって最小公称値の分
銅質量とすべての分銅質量の総和との間において,すべての負荷質量が最小公称値の分銅質量を最小刻み
とする任意のひょう量を可能とする。これらの分銅は類似した計量特性をもち,同一の精度等級に属する。
4
記号
この規格で用いる記号,単位及び意味は,表1による。
表1−記号,単位及び意味
記号
単位
意味
A
m2
面積
B
T
媒体中の磁気誘導
BE
T
分銅がないときの周辺磁場に対するガウスメータの読み
B0
T
真空中の磁気誘導
C
−
空気浮力の補正係数
Ca
−
空気中におけるひょう量時の空気密度に対する空気浮力の補正係数
Cal
−
液体中におけるひょう量時の空気密度に対する空気浮力の補正係数
Cs
−
感じ分銅の密度に対する空気浮力の補正係数
D
kg
偏置試験における天びんの読みの最大値と最小値との差
d
kg
目盛間隔
F1
N
第1組の読みに対する質量比較器の平均質量変化を使って算出した平均力
F2
N
第2組の読みに対する質量比較器の平均質量変化を使って算出した平均力
Fa
N
磁化率評価のための平均力
Fb
N
磁化評価のための平均力
Fg
N
重力
Fmax
N
磁化率に対する最大力
3
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−記号,単位及び意味(続き)
記号
単位
意味
Fz
N
質量比較器と分銅との間の垂直又はZ方向の磁力
g
m/s2
重力加速度
h
m
高さ
H
A/m
磁界強度
HEZ
A/m
地磁気強度の垂直成分
hr
%
相対湿度
ΔI
kg
天びん表示の差異,ΔI=I1−Ir
ΔIa
kg
空気中における天びん表示の差異,ΔIa=Ita−Ira
ΔIl
kg
液体中における天びん表示の差異,ΔIl=Itl−Irl
ΔIs
kg
感じ分銅による天びん表示の変化
I
kg
天びんの表示
Ia
−
幾何的補正係数
Ib
−
幾何的補正係数
Idl
−
置換された液体差に対する天びんの表示
Il
−
容器と容器内の液体に対する天びんの表示
Il+t
−
容器,容器内の液体及び分銅に対する天びんの表示
Ita
−
空気中の試験分銅に対する天びんの表示
Itl
−
液体中の試験分銅に対する天びんの表示
j
−
試験分銅の数,又は測定の反復数に対する添え字
k
−
包含係数(代表的には2である。)
m
kg
固体本体(分銅)の質量
M
A/m
磁化(μ0Mも参照する。)
mc
kg
分銅の協定質量
mcr
kg
参照分銅の協定質量
mct
kg
試験分銅の協定質量
c
Δm
−
試験分銅と密度がρrefの参照分銅との間で観察された平均ひょう量差
md
Am2
磁化率計に使用する磁石の磁気モーメント
m0
kg
分銅の公称値(例えば,1 kgである。)
mr
kg
参照分銅の質量(比較時に両方とも空気中又は液体に入れた状態である。)
mra
kg
参照分銅の質量(比較時に両方とも空気中にある。)
mrl
kg
参照分銅の組合せ質量(比較時に参照は空気中,試験は液体中にある。)
ms
kg
感じ分銅の質量
mt
kg
試験分銅の質量
mwa
kg
空気中の分銅の質量
mwl
kg
液体中の分銅の質量
Δm
kg
試験分銅及び参照分銅間の質量差
Δm
kg
一連の質量差測定の平均値(複数の同一ひょう量過程,又はほとんど同じ標準偏差を
もつ複数の一連の測定からなる。)
Δmc
kg
協定質量の差
n
−
測定順序の番号の添え字
p
Pa
圧力
Ra
m
粗さ曲線の平均高さ
Rz
m
粗さ曲線の最大高さ
r
−
参照分銅用添え字
s
kg
標準偏差
s
−
感じ分銅用添え字
T
K
1990年国際温度目盛(ITS-90)による熱力学的温度
4
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−記号,単位及び意味(続き)
記号
単位
意味
t
−
試験分銅用添え字
t
℃
摂氏温度,ここに,t=T−273.15 K
tref
℃
参照温度
U
kg
拡張不確かさ
u
kg
標準不確かさ
u(mr)
kg
参照分銅の不確かさ
ub
kg
空気浮力補正の不確かさ
uba
kg
天びんによる不確かさ
uba(
c
Δm)
kg
天びんの合成標準不確かさ
uc
kg
合成標準不確かさ
ud
kg
デジタル天びんの表示分解能による不確かさ
uE
kg
偏置による不確かさ
uinst
kg
参照分銅の不安定性による不確かさ
uma
kg
磁気による不確かさ
us
kg
天びんの感度による不確かさ
uW
kg
ひょう量過程による不確かさ
V
m3
分銅の体積
Vrli
m3
組み合わせた参照分銅のi番目の体積
Z1
m
磁石の中心から分銅の上面までの距離
Z0
m
磁石の中心から分銅の底面までの距離
ρa
kg/m3
湿った空気の密度
ρ0
kg/m3
参照値としての空気密度(1.2 kg/m3に等しい。)
ρr
kg/m3
質量mrをもつ参照分銅の密度
ρra
kg/m3
質量mraをもつ参照分銅の密度
ρref
kg/m3
参照密度(すなわち8 000 kg/m3である。)
ρrl
kg/m3
質量mrlをもつ参照分銅の密度
ρs
kg/m3
感じ分銅の密度
ρt
kg/m3
試験分銅の密度
ρx
kg/m3
合金 (x) の密度
ρy
kg/m3
合金 (y) の密度
δm
−
最大許容誤差
δm/m0
−
分銅の最大許容相対誤差
μ
N/A2
透磁率
μr
−
相対透磁率 (μ/μ0)
μ0
N/A2
磁気定数(真空の透磁率,μ0=4π×10−7 N/A2)
μ0M
T
磁気分極
χ
−
磁化率
5
等級
分銅の等級は,最大許容誤差によってE1級,E2級,F1級,F2級,M1級,M1-2級,M2級,M2-3級及び
M3級とする。
注記 E1級及びE2級には,証明書が添付されている。この証明書には,校正結果の不確かさを示し,
国家標準などSI単位を実現している標準へのトレーサビリティを保証していることが求めら
れる。
5
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
最大許容誤差
6.1
分銅の協定質量の最大許容誤差は,表2による。
6.2
分銅の協定質量の拡張不確かさは,表2に規定する最大許容誤差の1/3以下でなければならない。
注記 拡張不確かさの包含係数は,k=2とする。
m
U
δ
3/1
≦
·············································································· (1)
6.3
分銅の協定質量は,公称値に対する隔たりが最大許容誤差と拡張不確かさとの差より大きくなく,
式(2)で表される範囲内になければならない。
(
)
(
)
U
m
m
m
U
m
m
−
+
−
−
δ
δ
0
c
0
≦
≦
·················································· (2)
なお,協定質量及び拡張不確かさが明示されているE級分銅については,使用者が協定質量と分銅の公
称値との偏差を考慮し,使用しなければならない。
表2−最大許容誤差
単位 mg
公称値
E1級
E2級
F1級
F2級
M1級
M1-2級
M2級
M2-3級
M3級
5 000 kg
−
−
25 000
80 000
250 000
500 000
800 000
1 600 000
2 500 000
2 000 kg
−
−
10 000
30 000
100 000
200 000
300 000
600 000
1 000 000
1 000 kg
−
1 600
5 000
16 000
50 000
100 000
160 000
300 000
500 000
500 kg
−
800
2 500
8 000
25 000
50 000
80 000
160 000
250 000
200 kg
−
300
1 000
3 000
10 000
20 000
30 000
60 000
100 000
100 kg
−
160
500
1 600
5 000
10 000
16 000
30 000
50 000
50 kg
25
80
250
800
2 500
5 000
8 000
16 000
25 000
20 kg
10
30
100
300
1 000
−
3 000
−
10 000
10 kg
5.0
16
50
160
500
−
1 600
−
5 000
5 kg
2.5
8.0
25
80
250
−
800
−
2 500
2 kg
1.0
3.0
10
30
100
−
300
−
1 000
1 kg
0.5
1.6
5.0
16
50
−
160
−
500
500 g
0.25
0.8
2.5
8.0
25
−
80
−
250
200 g
0.10
0.3
1.0
3.0
10
−
30
−
100
100 g
0.05
0.16
0.5
1.6
5.0
−
16
−
50
50 g
0.03
0.10
0.3
1.0
3.0
−
10
−
30
20 g
0.025
0.08
0.25
0.8
2.5
−
8.0
−
25
10 g
0.020
0.06
0.20
0.6
2.0
−
6.0
−
20
5 g
0.016
0.05
0.16
0.5
1.6
−
5.0
−
16
2 g
0.012
0.04
0.12
0.4
1.2
−
4.0
−
12
1 g
0.010
0.03
0.10
0.3
1.0
−
3.0
−
10
500 mg
0.008
0.025
0.08
0.25
0.8
−
2.5
−
−
200 mg
0.006
0.020
0.06
0.20
0.6
−
2.0
−
−
100 mg
0.005
0.016
0.05
0.16
0.5
−
1.6
−
−
50 mg
0.004
0.012
0.04
0.12
0.4
−
−
−
−
20 mg
0.003
0.010
0.03
0.10
0.3
−
−
−
−
10 mg
0.003
0.008
0.025
0.08
0.25
−
−
−
−
5 mg
0.003
0.006
0.020
0.06
0.20
−
−
−
−
2 mg
0.003
0.006
0.020
0.06
0.20
−
−
−
−
1 mg
0.003
0.006
0.020
0.06
0.20
−
−
−
−
6
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 表2の分銅の公称値は,各等級の最小及び最大の範囲を明記しており,最大許容誤差を表の範
囲外で外挿してはならない。例えば,M2級分銅の公称値は,最小100 mg〜最大5 000 kg であ
る。50 mg 分銅はM2級分銅としては受け入れられない。代わりに M1等級の最大許容誤差とそ
の他の要求事項(例えば,形状,表記など)を満たしていなければならない。
6.4
分銅の協定質量値mc及びその不確かさU を求める方法に関しては,附属書C及び附属書Dによる。
7
形状
7.1
一般
分銅の形状は,劣化を防ぐためにとがった周縁がなく,ほこりなどが付着しにくいよう滑らかでなけれ
ばならない。
なお,通常組分銅を構成する各分銅は,1 g以下の分銅を除いて同様の形状でなければならない。
7.2
1 g以下の分銅
1 g以下の分銅は,多角形の板状又は線状とし,表3に適合する形状でなければならない。
ただし,1 gの分銅は,円筒形であってもよい。公称値を表記していない分銅の形状は,表3に準拠しな
ければならない。
表3−1 g以下の分銅の形状
公称値
板状
線状
5 mg,50 mg,500 mg
五角形
五角形又は五線分
2 mg,20 mg,200 mg
四角形
四角形又は二線分
1 mg,10 mg,100 mg,1 g
三角形
三角形又は一線分
7.3
1 gから50 kgまでの分銅
7.3.1
1 g分銅は,1 gの倍数の分銅形状(円筒形)又は1 gの約数の分銅形状(板状又は線状)のいずれ
でもよい。
7.3.2
1 gから20 kgまでの円筒形分銅の形状及び外形寸法の代表例を図A.1及び表A.1,図A.2及び表
A.2並びに図A.3及び表A.3に示す。
7.3.3
図A.1に示す円筒形分銅は,円筒形又は少しテーパのついた円すい(錐)体であってもよい。
7.3.4
1 gから20 kgまでの円筒形分銅には,本体の直径の平均値の0.5倍〜1倍の間の高さのつかみノブ
を備えてもよい。
7.3.5
1 kgから50 kgまでの分銅は,円筒形の形状に加えて,直方体又は取扱いに適した形状にしてもよ
い。また,つかみノブの代わりに心棒,取っ手,フック,アイフックなど分銅に組み込んだ類以な堅固な
取扱い具を設けてもよい。
7.3.6
1 kgから50 kgまでのM級分銅は,縁を丸め,堅固な取っ手を付けた直方体の形状であってもよ
い。これらの分銅の代表的な形状及び寸法の例を図A.4及び表A.4並びに図A.5及び表A.5に示す。
7.4
50 kg以上の分銅
7.4.1
50 kg以上の分銅は,円筒形,直方体又は取扱いに適した形状にしてもよい。ただし,その形状は
安全な保管及び扱いができなければならない。
7.4.2
50 kg以上の分銅には,心棒,取っ手,フック,アイフック又は類似の堅固な取扱い具を備えるこ
とができる。
7
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
構造
8.1
E級分銅
8.1.1
1 mgから50 kgまでのE級分銅は,同一材料で作られた単一体で構成し,外気に開放した穴があ
ってはならない。
8.1.2
50 kgを超えるE2級分銅には,調整孔を設けてもよい。調整孔の容積は,分銅の全体積の1/1 000
を超えてはならない。調整孔は,密閉可能で防水,かつ,気密にしなければならない。例えば,結合部を
設けるなどして,ねじ切り栓若しくはつかみノブ,取っ手,フック,アイフック又は類似の取扱い具を備
えるねじ切り栓でこの調整孔を密閉しなければならない。栓の材料は,分銅の本体と同じもので,E2級分
銅の表面粗さ特性の要求事項に準拠しなければならない。
8.1.3
50 kgを超えるE2級分銅は,初期調整後,調整孔の全容積の約1/2が空いていなければならない。
8.2
F級分銅
8.2.1
F級分銅は,同一材料で製造した1個以上の部分で構成していてもよい。
8.2.2
F級分銅には,調整孔を設けてもよい。
8.2.3
調整孔の容積は,1gから50 kgまでのF級分銅は分銅の全体積の1/4,50 kgを超えるF級分銅は
分銅の全体積の1/20を超えてはならない。
8.2.4
1 gから50 kgまでのF級分銅の調整孔は,つかみノブ又はその他適切な手段のいずれかによって
密閉していなければならない。
8.2.5
50 kgを超えるF級分銅の調整孔は,密閉可能で防水,かつ,気密にしなければならない。例えば,
結合部を設けるなどしてねじ切り栓若しくはつかみノブ,取っ手,フック,アイフック又は類似の取扱い
具を備えるねじ切り栓でこの調整孔を密閉しなければならない。
8.2.6
F級分銅は,初期調整後,調整孔の全容積の約1/2が空いていなければならない。
8.2.7
50 kgを超えるF級分銅は,密閉・溶接された気密,かつ,防水の箱で構成してもよい。箱の内容
物は,箱の材料と別の材料とすることも可能であるが,F級分銅の磁気特性の要求事項に準拠していなけ
ればならない。箱の壁は,十分強固にし,周囲大気圧,取扱い時の衝撃又は類似の状況による変形が生じ
ないようにしなければならない。質量と体積との比は,表6の密度の許容範囲に合致しなければならない。
8.3
M級分銅
8.3.1
1 gから50 kgまでのM級分銅
8.3.1.1
1 gから50 gまでのM級分銅は,調整孔を設けるのは任意であるが,1 gから10 gまでのM級分
銅は,調整孔がないことが望ましい。
8.3.1.2
100 gから50 kgまでのM級分銅には,調整孔を設けなければならない。ただし,ステンレス鋼
製の20 gから200 gまでのM1及びM2級分銅については,調整孔を設けることは任意である。
8.3.1.3
調整孔は,異物又はたい積物の蓄積を防止する構造で密閉,防水,かつ,気密でなければならな
い。ただし,質量調整のために調整孔をあけられるように設計していなければならない。調整孔の容積は,
分銅の全体積の1/4を超えてはならない。
8.3.1.4
初期調整後,調整孔の全容積の約1/2が空いていなければならない。
8.3.1.5
直方体の1 kgから50 kgまでのM級分銅は,調整孔を取っ手の内部に形成するか,又は分銅の直
立部の側面か,上面のいずれかに設けなければならない(図A.4参照)。
8.3.1.6
調整孔を分銅の直立部に鋳込みで設けていて,直立部の側面か,又は上面に開口している場合,
調整孔を軟鋼又は他の適切な材料製の板で閉じ,円すい状断面をもつ穴の中に鉛製又は類似材製の栓をね
じ込んで密閉しなければならない(図A.4及び図A.5参照)。
8
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.3.2
50 kg以上のM級分銅
8.3.2.1
分銅には,じんあい(塵埃)が急速に蓄積する原因となるくぼみ部があってはならない。
8.3.2.2
分銅には,1か所以上の調整孔を設けなければならない。すべての調整孔の全容積は,分銅の全
体積の1/10を超えてはならない。調整孔は,密閉可能で防水,かつ,気密でなければならない。
8.3.2.3
初期調整後,調整孔の全容積の少なくとも1/3が空いていなければならない。
9
材質
分銅の材質は,耐腐食性があり,通常の使用条件及び使用目的において,質量変化が最大許容誤差に比
べて無視できる品質のものでなければならない。
9.1
E級分銅
9.1.1
1 g以上のE級分銅は,材料の硬度及び耐磨耗性がオーステナイト系ステンレス鋼と同等以上でな
ければならない。
9.2
F級分銅
9.2.1
1 g以上のF級分銅の表面には,耐腐食性及び硬度を改善するために適切な金属めっき処理を施し
てもよい。
9.2.2
1 g以上のF級分銅は,使用する材料の硬度及びぜい(脆)性が少なくとも引抜き黄銅と同等以上
でなければならない。
9.2.3
50 kg以上のF級分銅は,全体又は外部表面に使用する材料の硬度及びぜい(脆)性が少なくとも
ステンレス鋼と同等以上でなければならない。
9.3
50 kg以下のM級分銅
9.3.1
1 g以上のM級分銅の表面には,耐腐食性の改善のために適切な表面処理を施してもよい。
9.3.2
1 g未満のM級分銅は,十分な耐腐食性及び耐酸化性のある材料で製造しなければならない。
9.3.3
5 kg未満の円筒形M1級分銅及び100 g未満のM2及びM3級分銅は,黄銅又は硬度及び耐腐食性が
黄銅と同等以上の材料で製造しなければならない。50 kg以下の円筒形M級分銅は,ねずみ鋳鉄又はぜい
(脆)性及び耐腐食性がねずみ鋳鉄と同等以上の材料で製造しなければならない。
9.3.4
1 kgから50 kgまでの直方体分銅は,少なくともねずみ鋳鉄に等しい耐腐食性のある材料で製造し
なければならない。
9.3.5
直方体分銅の取っ手は,継目無鋼管で製作するか,又は分銅の本体と一体となった鋳鉄でなければ
ならない。
注記 継目無鋼管については,JIS G 3429,G 3465などを参照。
9.4
50 kgを超えるM級分銅
9.4.1
分銅の表面は,耐腐食性の改善のために適切な表面処理を施してもよい。
9.4.2
分銅の材質は,ねずみ鋳鉄と同等以上の耐腐食性をもつ一種類以上の材料で製造しなければならな
い。また,正常な使用条件下で発生する負荷及び衝撃に耐えられる硬度及び強度のものでなければならな
い。
9.4.3
直方体分銅の取っ手は,継目無鋼管で製造するか,又は分銅本体と一体となった鋳鉄でなければな
らない(図A.5及び図A.6を参照)。
注記 継目無鋼管については,JIS G 3429,G 3465などを参照。
10 磁性
9
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.1 磁気分極(磁化)の限度
磁化M,磁気分極の言葉で表現するμ0Mは,表4に規定する値を超えないものとする。
表4−最大磁気分極(磁化)μ0M
単位 μT
等級
E1級
E2級
F1級
F2級
M1級
M1-2級
M2級
M2-3級
M3級
最大磁気分極(磁化)μ0M
2.5
8
25
80
250
500
800
1 600
2 500
10.2 磁化率の限度
分銅の磁化率は,表5に規定する値を超えないものとする。
表5−最大磁化率 χ
公称値
E1級
E2級
F1級
F2級
m0 ≦ 1 g
0.25
0.9
10
−
2 g ≦ m0 ≦ 10 g
0.06
0.18
0.7
4
20 g ≦ m0
0.02
0.07
0.2
0.8
10.3 磁化及び磁化率の局所的な計測値すべてが,限度値(表4及び表5に規定する値)未満である場合,
分銅の磁性による不確かさ成分は無視できる。表4及び表5で与えられる最大磁化及び磁化率は,天びん
のひょう量皿上に出現する可能性のある磁界及び磁界こう(勾)配において,試験分銅の最大許容誤差の
1/10未満の協定質量変化をもたらすものと考えられる。
10.4 分銅の磁性特性(磁化率χ,磁化M)を求める方法に関しては,附属書Bによる。
11 密度
11.1 密度の許容範囲
分銅に用いる材料の密度は,空気の密度が規定の空気密度 (1.2 kg/m3) から10 %偏っても,最大許容誤
差の1/4を超える誤差を生じないものでなければならない。密度の許容範囲を表6に規定する。
表6−密度の許容範囲(ρmin,ρmax)
単位 ×103 kg/m3
公称値
E1級
E2級
F1級
F2級
M1級
M1-2級
M2級
M2-3級
100 g ≦ m0
7.934〜8.067
7.81〜8.21
7.39〜8.73
6.4〜10.7
≧ 4.4
> 3.0
≧ 2.3
≧ 1.5
50 g
7.92〜8.08
7.74〜8.28
7.27〜8.89
6.0〜12.0
≧ 4.0
−
−
−
20 g
7.84〜8.17
7.50〜8.57
6.6〜10.1
4.8〜24.0
≧ 2.6
−
−
−
10 g
7.74〜8.28
7.27〜8.89
6.0〜12.0
≧ 4.0
≧ 2.0
−
−
−
5 g
7.62〜8.42
6.9〜9.6
5.3〜16.0
≧ 3.0
−
−
−
−
2 g
7.27〜8.89
6.0〜12.0
≧ 4.0
≧ 2.0
−
−
−
−
1 g
6.9〜9.6
5.3〜16.0
≧ 3.0
−
−
−
−
−
500 mg
6.3〜10.9
≧ 4.4
≧ 2.2
−
−
−
−
−
200 mg
5.3〜16.0
≧ 3.0
−
−
−
−
−
−
100 mg
≧ 4.4
−
−
−
−
−
−
−
50 mg
≧ 3.4
−
−
−
−
−
−
−
20 mg
≧ 2.3
−
−
−
−
−
−
−
分銅の密度ρは,式 (3),(4) の条件を満たさなければならない。
10
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
0
10
6
/
δ
−
×
<
m
m
であれば
×
+
×
6
/
δ
10
-
1
1
m
/
kg
000
8
6
/
δ
10
1
1
m
/
kg
000
8
0
5
3
0
5
3
m
m
m
m
≦
≦ρ
········ (3)
5
0
10
6
/
δ
−
×
≧
m
m
であれば
ρ
≦
+
×
6
/
δ
10
1
1
m
/
kg
000
8
0
5
3
m
m
················································· (4)
ここに, δm/m0: 分銅の最大許容相対誤差
注記 分銅の密度に関する要求事項とは別に,特に参照分銅又は大形分銅に対しては,密度を8 000
kg/m3とすることが望ましい。
11.2 空気密度偏差に対する補正
空気密度ρaがρ0=1.2 kg/m3から10 %以上偏り,試験分銅密度ρtが参照分銅密度ρrから偏りがある場合,
協定質量は式 (5) の係数Cを用いて補正してもよい。
c
cr
ct
)
1(
m
C
m
m
∆
+
+
=
·································································· (5)
ここに,
(
)
=
r
t
0
a
1
1
ρ
ρ
ρ
ρ
−
−
C
······························································· (6)
11.3 分銅の密度ρ又は体積Vを求める方法に関しては,附属書Bによる。
12 表面粗さ条件
12.1 正常な使用条件下において,分銅の表面の品質は,分銅質量のいかなる変化も最大許容誤差につい
て無視できるようでなければならない。
12.2 分銅の基底部及び丸みなどの部分も含む表面は,滑らかでなければならない。
12.3 E級及びF級分銅の表面は,細かな穴,引っかききず等の欠陥がなく,光沢がなければならない。
通常は,目視検査で十分であるが,表面粗さのパラメタとして分銅面の粗さ曲線の最大値を得る必要があ
る場合には,触針式表面粗さ測定機などを用いて求める(B.5参照)。
表7に分銅面の粗さ曲線の上限値を規定する。
なお,50 kgを超える分銅に対して許容される表面粗さは,表7の値の2倍である。
表7−表面粗さの上限値
単位 μm
表面粗さ
E1級
E2級
F1級
F2級
Rz
0.5
1
2
5
Ra
0.1
0.2
0.4
1
12.4 1 gから50 kgまでのM級円筒形分銅の表面は,滑らかで目視検査によって多孔性が認められないも
のでなければならない。
12.5 100 gから50 kgまでのM級鋳造分銅及び50 kgを超えるすべてのM級分銅の仕上げは,良質の砂型
で注意深く鋳造したねずみ鋳鉄の表面と同様でなければならない。
11
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.6 分銅の表面の状態を評価する方法に関しては,附属書Bによる。
13 調整
13.1 E級分銅
13.1.1 研磨,研削,その他適切な方法で質量を調整しなければならない。ただし,調整処理の後,表面は,
箇条12の要求事項を満たしていなければならない。
13.1.2 調整孔付きの50 kg以上の分銅は,分銅と同じ材料で調整してもよい。
13.2 F級分銅
13.2.1 単一体で構成されたF級分銅の場合は,研削又は表面粗さを変えないような適切な方法で質量を調
整しなければならない。
13.2.2 調整孔のある場合は,分銅と同じ材料又はステンレス鋼,黄銅,すず,モリブデン若しくはタング
ステンを用いて質量を調整しなければならない。
13.3 M級分銅
13.3.1 1 g以下の板状及び線状の分銅は,切断,研磨及び研削で調整しなければならない。
13.3.2 調整孔のない円筒形M級分銅は,研磨によって調整しなければならない。
13.3.3 調整孔があるM級分銅は,分銅と同じ材料又は鉛散弾など密度が大きい金属材料を加除して調整
しなければならない。ただし,取り除ける材料が残っていない場合は,研磨して調整してもよい。
14 表記
14.1 共通事項
14.1.1 1 gを除く板状及び線状分銅には,公称値及び等級を表記してはならない。ただし,等級は格納容
器のふたに表記しなければならない。
14.1.2 E級分銅を除いて1 g以上の分銅には,公称値を明確に表示するための表記を付さなければならな
い。ただし,分銅の表面の品質及び分銅の質量安定性が,分銅に表記することによって影響を受けないよ
うにしなければならない。
14.1.3 分銅質量の公称値を示す数字は,次のように表す。
a) キログラム(kg)
1 kg以上の質量
b) グラム(g)
1 gから500 gまでの質量
14.1.4 組分銅の中の二つ又は三つある同じ公称値の分銅は,一つ又は二つの曲げで区別できる線状分銅を
除いて,分銅の表面中央に一つ又は二つの星印又は点を付けて明確に区別しなければならない。
14.2 E級分銅
E級分銅には,公称値及び等級を表記してはならない。ただし,等級は格納容器(15.1を参照)のふた
に表記しなければならない。E2級分銅には,上面に中心から外して点を付し,E1級分銅と区別することが
できる。
14.3 F級分銅
1 g以上のF級分銅には,14.1.2に従った公称値を単位“g”又は“kg”を付さずに,磨き,刻み込みな
どで表記しなければなければならない。
14.3.1 F1級分銅には,等級を表記してはならない。
14.3.2 1 g以上のF2級分銅には,その公称値の表記とともに“F”の標識によって,その等級を表記しな
ければならない。
12
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14.4 M級分銅
14.4.1 1 gから5 000 kgまでの円筒形M級分銅には,ノブの上面にくぼみ又は浮き彫りで単位“g”又は
“kg”の付いた公称値を表記しなければならない(図A.1を参照)。ただし,500 gから5 000 kgまでの円
筒形M級分銅には,分銅本体の円筒面に複製表記してもよい。
14.4.2 1 kgから5 000 kgまでの直方体M級分銅は,その分銅本体上にくぼみ又は浮き彫りで単位“kg”
の付いた公称値を表記しなければならない(図A.4,図A.5及び図A.6を参照)。
14.4.3 M1級分銅は,公称値とともに等級“M1”又は“M”をくぼみ又は浮き彫りで表記しなければなら
ない(図A.4,図A.5及び図A.6を参照)。M1級の直方体分銅には,分銅の中央部にくぼみ又は浮き彫り
で製造業者のマークを表記してもよい(図A.4,図A.5及び図A.6を参照)。
14.4.4 M2級の直方体分銅は,公称値を表記しなければならないが,等級“M2”は任意でくぼみ又は浮き
彫りで表記してもよい(図A.4,図A.5及び図A.6を参照)。
14.4.5 M3級の直方体分銅は,公称値の表記とともに等級“M3”又は“X”をくぼみ又は浮き彫りで表記
しなければならない(図A.4,図A.5及び図A.6を参照)。
14.4.6 線状分銅を除くM2及びM3級分銅には,製造業者のマークを次の位置にくぼみ又は浮き彫りで表
記してもよい。
a) 直方体分銅の中央部
b) 円筒形分銅の上面
c) 取っ手付きM3級円筒形分銅については円筒上面
14.4.7 50 kg以上のM3級分銅には,単位“kg”の付いた公称値を表記しなければならない。
14.4.8 M1-2級分銅には,等級“M1-2”を,また,M2-3級分銅には等級“M2-3”を単位“kg”の付いた公称
値とともにくぼみ又は浮き彫りで表記しなければならない。また,M1-2級及びM2-3級分銅には,他のM級
分銅と同じ大きさで,かつ,上面に製造業者マークをくぼみ又は浮き彫りで表記してもよい。
14.5 識別マーキング
識別マーキングによって個々の分銅を明確に識別することは,品質管理上推奨できる措置で分銅と校正
証明書や製品認証の表記などとを関連付ける助けとなる。
識別マーキングは,公称値又は等級の表記と混同しないように記号,数字又は文字で構成されていなけ
ればならない。識別マーキングの最大数を表8に規定する。
表8−識別マーキングの最大数
等級
公称値
文字高さ
文字の最大数
E級,F級,M1級及びM2級
m0 < 1 g
1 mm
2
E1級
1 g ≦ m0
2 mm
3
E2級
1 g ≦ m0
3 mm
5
F1級〜M2級
1 gから 100 gまで
3 mm
5
F1級〜M2級
200 gから10 kgまで
5 mm
5
F1級〜M2級
20 kg ≦ m0
7 mm
5
15 格納容器
15.1 概要
M1-2級,M2級,M2-3級及びM3級分銅を除き,分銅は次の要求事項に基づいていなければならない。
13
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15.1.1 分銅を格納する容器のふたには,“E1”,“E2”,“F1”,“F2”及び“M1”の形でその等級を示すマー
クを付さなければならない。
15.1.2 格納容器に納める分銅は,同じ等級でなければならない。
15.2 E級及びF級分銅
15.2.1 個々の分銅及び組分銅は,衝撃又は振動による劣化又は損傷に対して保護されていなければならな
い。それらの分銅は,木,プラスチック又はその他適切な材料で製作した容器内に個々の分銅を独立して
納めなければならない。
15.2.2 E級及びF級分銅は,分銅表面にきず又は変化を与えないように扱わなければならない。
15.3 M1級分銅
15.3.1 個々又は組の500 g以下のM1級円筒形分銅は,各分銅を収納できる容器内に独立して納めなけれ
ばならない。
15.3.2 板状及び線状分銅は,個々に収納できる容器内に独立して納めなければならない。また,等級“M1”
が容器のふたに刻み込まれていなければならない。
15.4 規格適合の表記
15.4.1
この規格に適合する製品である場合は,格納容器の見やすい箇所(ふたなど)に,容易に消えな
い方法でその内容を表記しなければならない。
15.4.2
適合の表記は,識別マーキングなどによって可能な限り本体との対応ができなければならない。
15.4.3
適合の表記には,次の項目が記されていなければならない。
a) 製品の名称(分銅),規格番号 (JIS B 7609) 及び等級(例えば,E1)
b) 製造業者名又はその略号
c) 製造年月,製造年又はこれらのうちいずれかの略号
d) 識別マーキング(例えば,製造番号又はロット番号)
14
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
分銅の形状及び寸法
序文
この附属書は,分銅の形状及び寸法の代表例について示すものであり,規定の一部ではない。
A.1 円筒形分銅
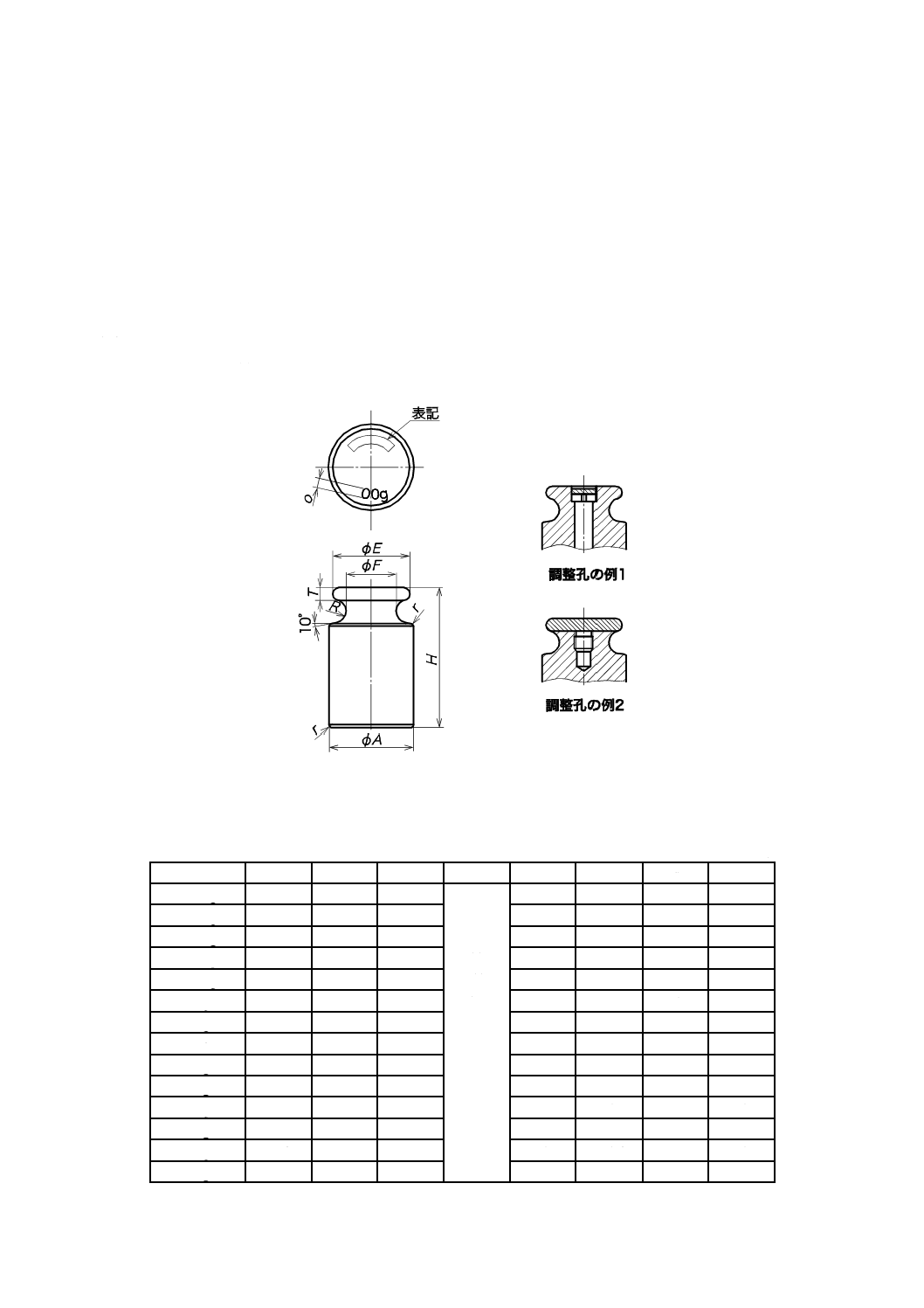
A.1.1 円筒形分銅 (a)
円筒形分銅 (a) の代表的な形状を図A.1に,推奨する寸法を表A.1に示す。
図A.1−円筒形分銅 (a) の代表的な形状
表A.1−円筒形分銅 (a) の代表的な寸法
単位 mm
公称値
A
E
F
H
T
R
r
o
20 kg
128
112
74
22
18
3
10
10 kg
100
90
58
17
15
3
10
5 kg
80
72
46
13
12
2
10
2 kg
60
54
36
材
10
9
2
5
1 kg
48
43
27
質
8
7
2
5
500 g
38
34
22
に
6
5.5
1.5
3.2
200 g
28
25
16
よ
4.5
4
1.5
3.2
100 g
22
20
13
る
4
3.5
1
2
50 g
18
16
10
3
2.5
1
2
20 g
13
11.5
7.5
2
1.8
0.5
1.5
10 g
10
9
6
1.6
1.5
0.5
1
5 g
8
7
4.5
1.4
1.25
0.5
1
2 g
6
5.5
3
1
0.9
0.5
1
1 g
6
5.5
3
1
0.9
0.5
1
15
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
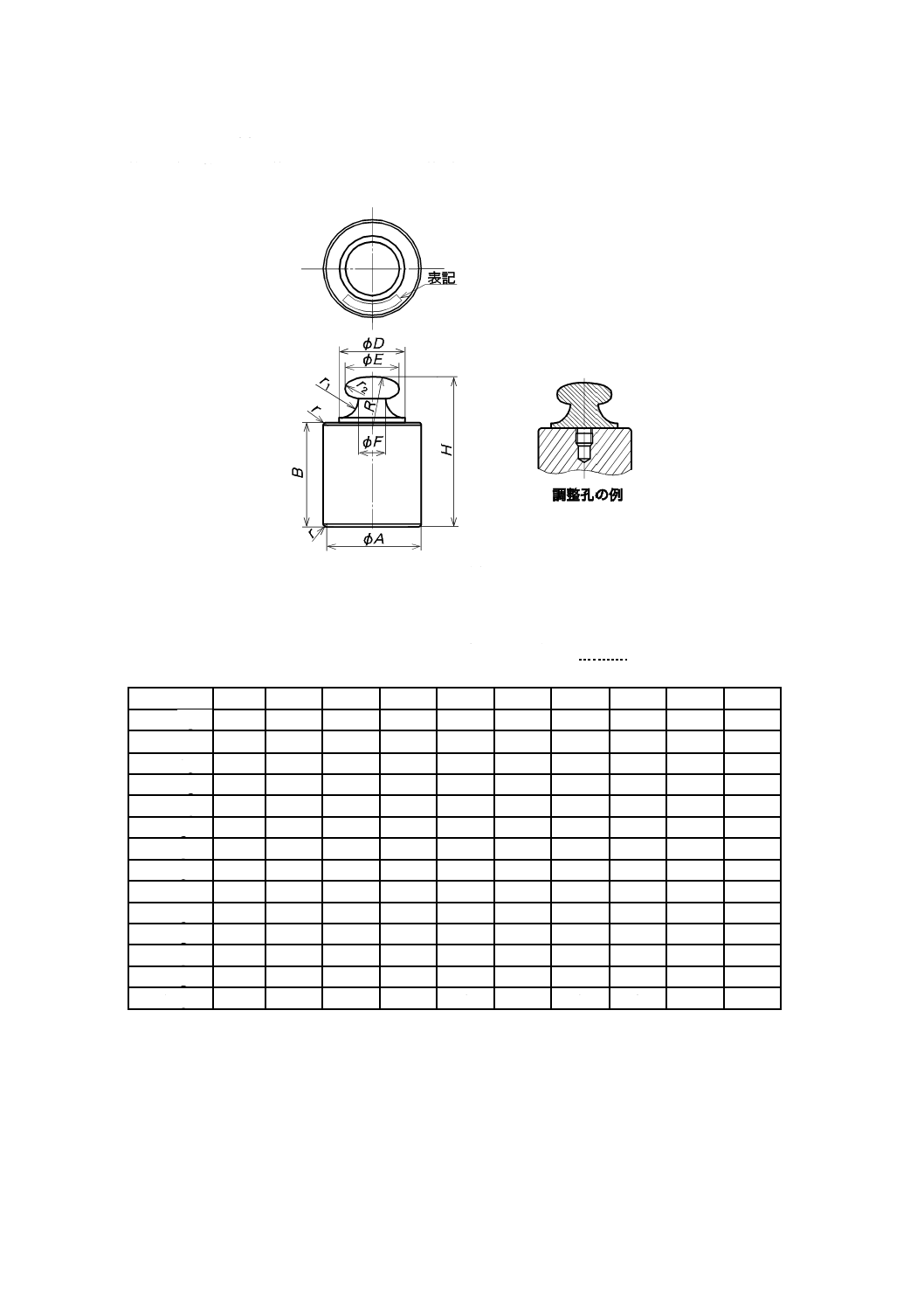
A.1.2 円筒形分銅 (b)
円筒形分銅 (b) の代表的な形状を図A.2に,推奨する寸法を表A.2に示す。
図A.2−円筒形分銅 (b) の代表的な形状
表A.2−円筒形分銅 (b) の代表的な寸法(分銅の材質がJIS H 3250のC3602 Bの場合)
単位 mm
公称値
A
B
D
E
F
H
R
r1
r2
r
20 kg
142
142
89
68
32
213
120
40
14
1
10 kg
113
113
69
50
25
168
99.5
35
10
1
5 kg
90
90
49
43
21
136
65
25
8
0.7
2 kg
66
66
41
32
15
97
40
15
5.5
0.7
1 kg
53
53
31
23
12
76
30
11
4.5
0.7
500 g
41
42
25
20
10
63
18
10
4.5
0.5
200 g
31
30
18
14
7
44
14
7
2
0.5
100 g
25
25
15
11
5.5
35
12.5
7
1.6
0.3
50 g
20
19
12
8
4
28
10
5
1.3
0.3
20 g
15
14
9
6
3
20
8
4
1.3
0.2
10 g
13
10
7
6
2.5
16
6
3.5
1.3
0.2
5 g
10
8
6
5
2.4
14
5
3
1.2
0.2
2 g
8
6
5
3
2
10
4
2.5
0.7
0.2
1 g
6
5
4
3
1.5
9
3
2
0.6
0.2
16
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
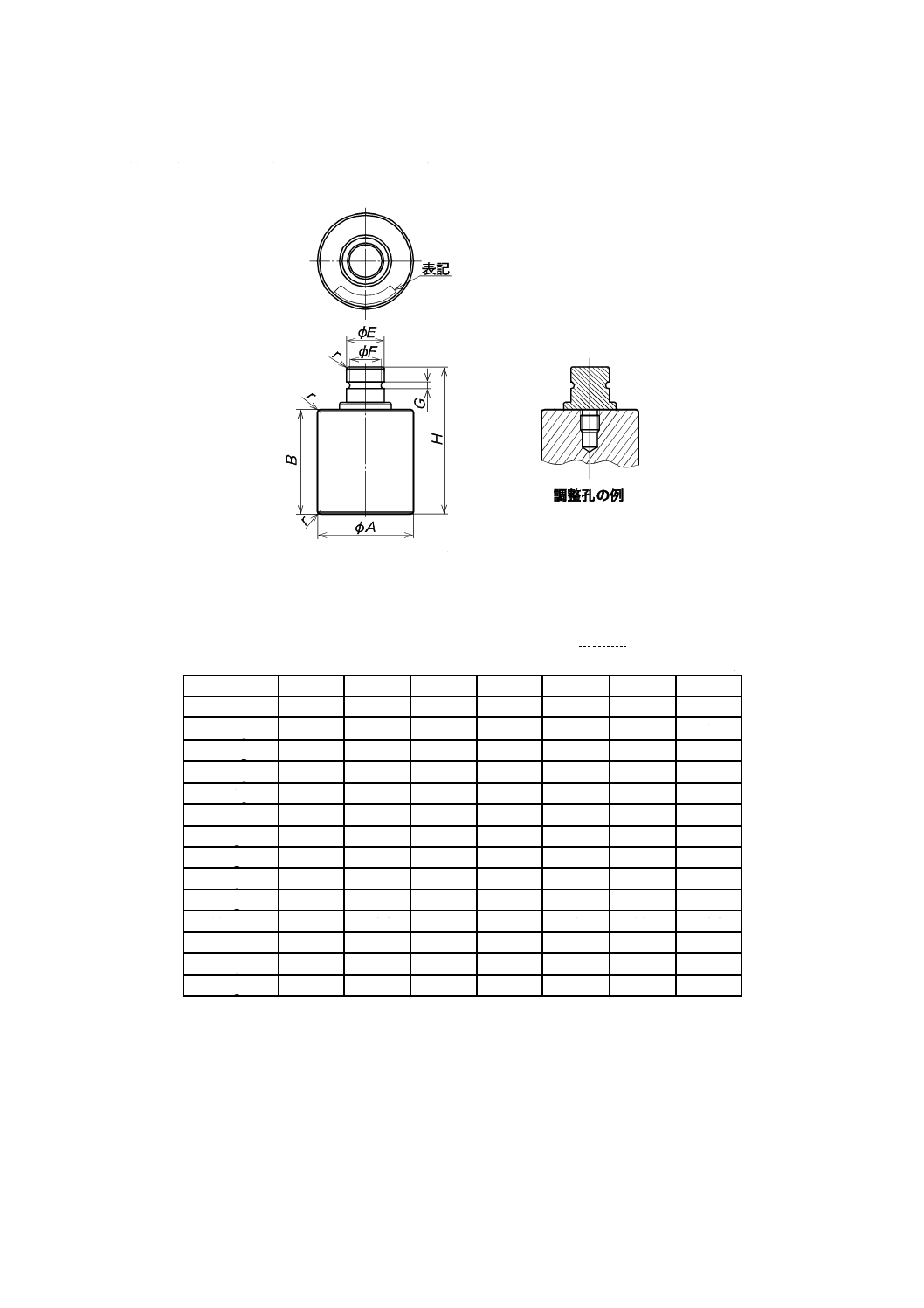
A.1.3 円筒形分銅 (c)
円筒形分銅 (c) の代表的な形状を図A.3に,推奨する寸法を表A.3に示す。
図A.3−円筒形分銅 (c) の代表的な形状
表A.3−円筒形分銅 (c) の代表的な寸法(分銅の材質がJIS G 4303のSUS 304の場合)
単位 mm
公称値
A
B
E
F
G
H
r
20 kg
145
142
56
40
28
225
1
10 kg
112
116
48
36
21
182
1
5 kg
91
92
33
25
15
142
0.7
2 kg
65
71
28
23.5
9
100
0.7
1 kg
52
57
21
17
8
80
0.7
500 g
42
43
18
15
5
62
0.5
200 g
31.8
30
14
11
3
43
0.5
100 g
24.8
24
12
10
2.5
35.4
0.3
50 g
19.8
19.6
8
7
2
27.3
0.3
20 g
14.8
13.7
6.5
5
1.5
20
0.2
10 g
12.8
9.2
5.5
4.5
1.5
14
0.2
5 g
12.7
4.3
5.5
4.5
1.5
9
0.2
2 g
9.8
2.9
4
3.5
1
6.8
0.2
1 g
9.8
1.2
4
3.5
1
5
0.2
17
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
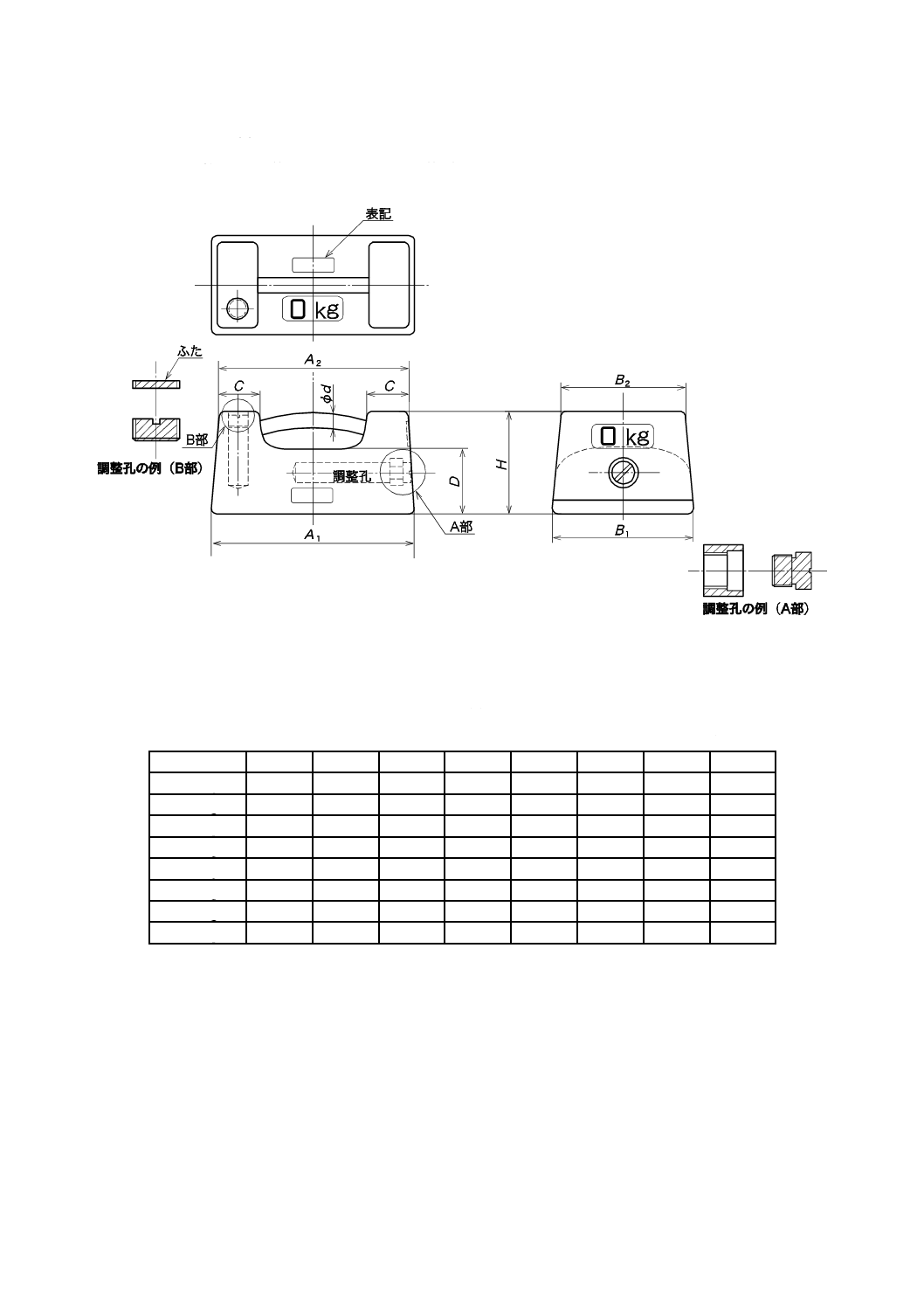
A.2 直方体分銅
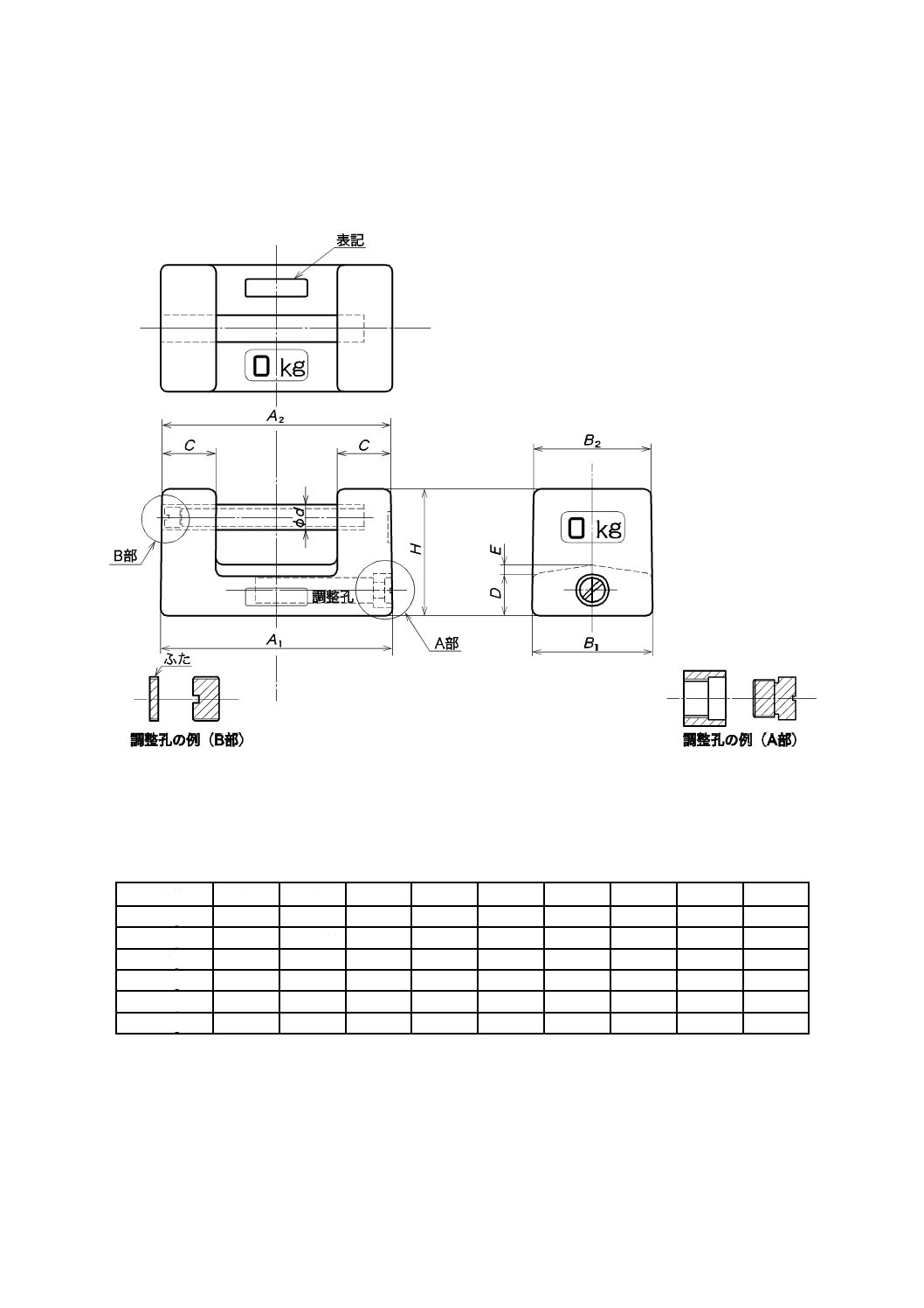
A.2.1 直方体分銅 (a)
直方体分銅 (a) の代表的な形状を図A.4に,推奨する寸法を表A.4に示す。
図A.4−直方体分銅 (a) の代表的な形状
表A.4−直方体分銅 (a) の代表的な寸法
単位 mm
公称値
A1
A2
B1
B2
H
C
D
E
φd
1 kg
94
92
48
46
45
20
14
3
10
2 kg
113
111
58
56
58
26
18
5
12
5 kg
152
150
77
75
84
36
30
6
19
10 kg
193
190
97
95
109
46
38
8
25
20 kg
234
230
117
115
139
61
52
12
29
50 kg
314
310
157
155
192
83
74
15
40
18
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.2.2 直方体分銅 (b)
直方体分銅 (b) の代表的な形状を図A.5に,推奨する寸法を表A.5に示す。
図A.5−直方体分銅 (b) の代表的な形状
表A.5−直方体分銅 (b) の代表的な寸法
単位 mm
公称値
A1
A2
B1
B2
H
C
D
φd
1 kg
77
73
53
49
46
17
27
8
2 kg
99
92
67
62
59
20
38
9
5 kg
143
138
93
88
76
31
38
16
10 kg
170
155
115
104
110
34
67
16
20 kg
213
198
145
133
135
44
78
22
50 kg
277
260
190
177
188
57
125
24
100 kg
352
332
240
223
226
74
148
32
200 kg
390
352
300
257
308
110
234
32
19
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
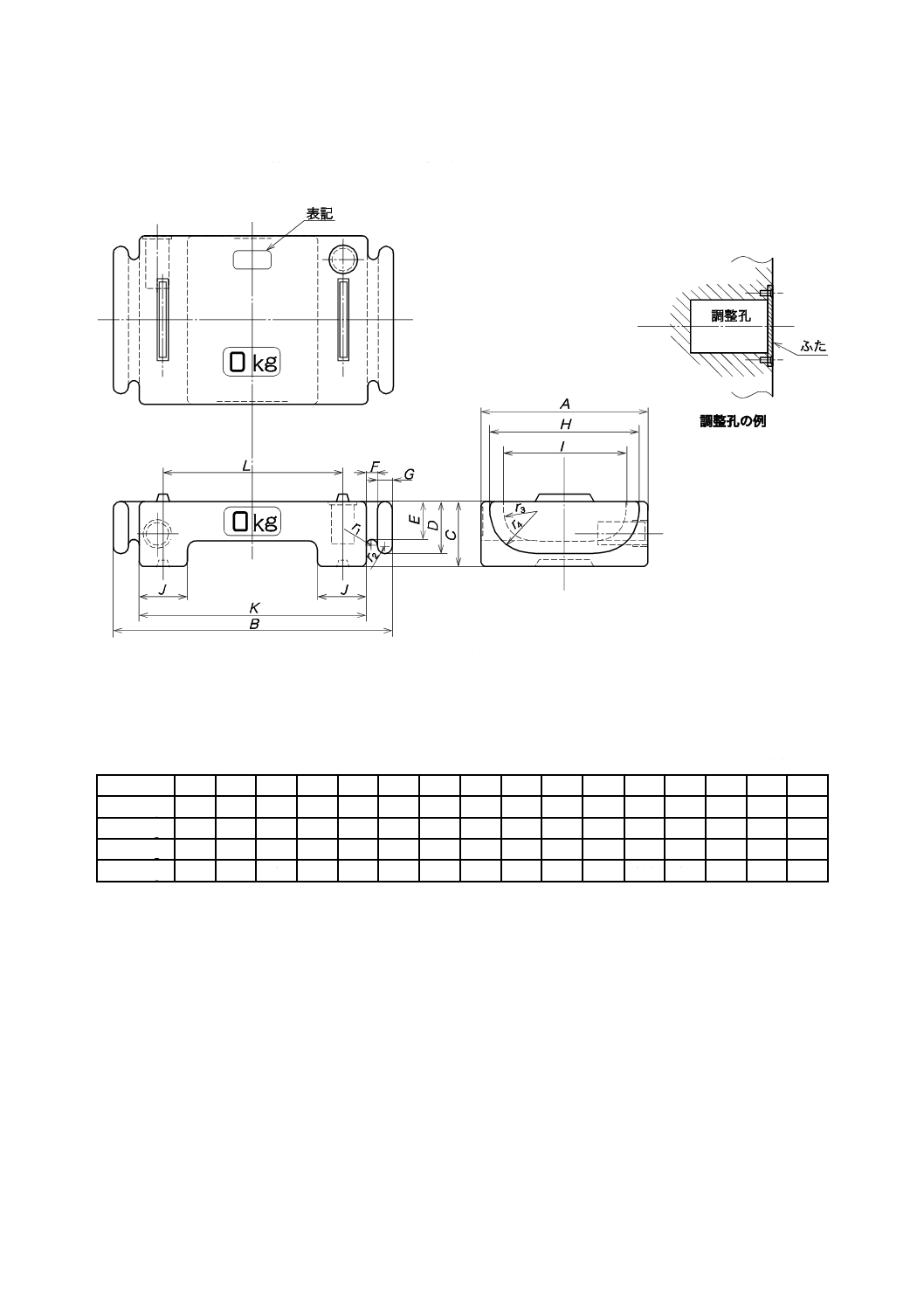
A.2.3 直方体分銅 (c)
直方体分銅 (c) の代表的な形状を図A.6に,推奨する寸法を表A.6に示す。
図A.6−直方体分銅 (c) の代表的な形状
表A.6−直方体分銅 (c) の代表的な寸法
単位 mm
公称値
A
B
C
D
E
F
G
H
I
J
K
L
r1
r2
r3
r4
500kg
500 1 340 190
140
95
50
50
400
310
170 1 140 900
25
25
85
120
1 000kg
500 1 340 300
200
155
50
50
400
310
240 1 140 900
25
25
85
130
2 000kg
840 1 400 330
265
200
50
80
740
610
240 1 140 900
25
40
145
210
5 000kg
840 1 400 735
450
385
50
80
740
610
240 1 140 900
25
40
235
300
20
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
分銅の試験方法
序文
この附属書は,OIML R111-1 Edition 2004を基に,分銅の計量上の特性として要求される表面粗さ,磁
気特性及び体積・密度の試験方法について規定する。
B.1
一般
試験方法は,個々の分銅又は組分銅に適用する。分銅の表面粗さ,磁気,体積などの特性を必要な正確
さで評価しなければならない。
B.2
試験手順
推奨する予備評価又は予備試験及びその順序は,次による。
a) 分銅の清掃
b) 温度の安定化
c) 表面条件
d) 磁気の評価
e) 体積又は密度の評価
f)
協定質量の測定
B.3
分銅の清掃
分銅は,清浄な状態に保つ方法で取扱い,保管しなければならない。また,あらゆる測定の前に分銅を
きれいにすることは重要である。校正前に分銅の表面条件を変化させないようにほこり又は異物を取り除
かなければならない。清浄なエア又はガスを吹き付けるか,柔らかいブラシでほこりその他の異物を取り
除き,表面に引っかききずを作らないように注意する。上記の方法で取り除くことができない著しい汚れ
がある場合には,アルコール,蒸留水,溶剤又は界面活性剤で洗浄してもよい。内部に調整孔がある分銅
は,溶剤が調整孔の中に入る可能性があるので通常は液中に浸さない方がよい。洗浄する分銅の安定性を
監視する必要がある場合は,分銅の質量を洗浄する前後に測定し,その変化量から洗浄の影響を評価する。
なお,洗浄後,分銅を安定化させるために必要な時間を表B.1に示す。
表B.1−清掃後の安定化時間
清掃法
E1級
E2級
F1級
F2級〜M3級
アルコールで清掃後
7〜10日
3〜6日
1〜2日
1時間
蒸留水で清掃後
4〜6日
2〜3日
1日
1時間
B.4
温度の安定化
校正試験を行う前に分銅を試験室の環境条件に順応させる必要がある。特にE1級,E2級及びF1級の分
銅は,試験場所の温度に十分一致させなければならない。このために要する時間は,分銅の大きさ,等級
21
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
及び分銅の温度と試験室の温度との差ΔTに依存する。
温度の安定化に必要な時間を表B.2に示す。実用的な指針として24時間の待機時間を推奨する。
表B.2−温度の安定化に必要な時間
単位 時間
ΔT
公称値
E1級
E2級
F1級
F2級
±20 ℃
1 000 kg から5 000 kgまで
−
−
79
5
100 kg から500 kgまで
−
70
33
4
10 kg から50 kgまで
45
27
12
3
1 kg から5 kgまで
18
12
6
2
100 g から500 gまで
8
5
3
1
10 g から50 gまで
2
2
1
1
m0 < 10 g
1
0.5
±5 ℃
1 000 kg から5 000 kgまで
−
−
1
1
100 kg から500 kgまで
−
40
2
1
10 kg から50 kgまで
36
18
4
1
1 kg から5 kgまで
15
8
3
1
100 g から500 gまで
6
4
2
0.5
10 g から50 gまで
2
1
1
0.5
m0 < 10 g
0.5
±2 ℃
1 000 kg から5 000 kgまで
−
−
1
0.5
100 kg から500 kgまで
−
16
1
0.5
10 kg から50 kgまで
27
10
1
0.5
1 kg から5 kgまで
12
5
1
0.5
100 g から500 gまで
5
3
1
0.5
m0 < 100 g
2
1
±0.5 ℃
1 000 kg から5 000 kgまで
−
−
−
−
100 kg から500 kgまで
−
1
0.5
0.5
10 kg から50 kgまで
11
1
0.5
0.5
1 kg から5 kgまで
7
1
0.5
0.5
100 g から500 gまで
3
1
0.5
0.5
m0 < 100 g
1
0.5
注記 ΔT=分銅温度と試験室温度との初期温度差
B.5
表面条件
B.5.1 一般
分銅質量の安定性は,その分銅の表面構造(微細な凸凹など)に大きく依存する。他の条件が同等でも
滑らかな表面をもつ分銅は,表面が粗い分銅よりも質量が安定であることが期待できる。表面粗さを評価
するときは,分銅表面をきれいにすることは重要である。
目視できるすりきずがない新しい分銅に対しては,規定の方法で表面粗さを定量化することができる。
多数のすりきずのある分銅に対しては,評価がより困難になる。幾何測定学では,表面粗さはすりきずな
どの表面欠陥とはっきり区別される。しかし,分銅がほこりにさらされるとすりきずがほこりを集めるの
で表面にすりきずのない部分の粗さと平行してすりきずの量を評価するべきである。表面粗さの評価は,1
g以上のE級及びF級分銅だけに適用する。
22
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.5.2 一般的評価
分銅の粗さ評価は,最初に目視検査で行う。しかし,E級及びF級分銅に対しては,粗さ比較試料 (CS),
触針式測定機 (SI) 又はその他の従来形計測器を使って行わなければならない。
表面粗さは,多数の異なる粗さパラメタで特徴付けることができる。
なお,各パラメタは,表面の特定機能に対して重要である表面の特徴を説明するものである。
B.5.2.1 比較試料 (CS)
表面粗さの実測値が必要ではなく,ある仕様に準拠しなければならないだけの場合には,表面を粗さ比
較試料と目視で比較して評価する。
比較試料は,段階的に増大する規定表面粗さ区分の列で構成されており,証明書が添付しているもので
あれば,使用してよい。証明書には,粗さパラメタRz又はRaが含まれていなければならない。比較試料
の表面は,分銅の表面と同様の状態で同様の機械加工方法で製作されていなければならない。分銅には,
円筒表面及び平面があるため,平面表面用と円筒表面用の2組の比較試料を使用する。
B.5.2.2 触針式測定機 (SI)
触針式測定機は,鋭い針が表面上の線に沿って極めて緩やかになぞり,その針の垂直方向の動きを線に
沿った位置関数として記録し,その記録から粗さを評価する。
注記 触針式測定機の使用は,分銅表面に損傷又はすりきずを与えるかもしれないので,注意が必要
である。
B.5.2.3 その他の計器
散光測定のような測定機が粗さ測定に使用可能である(参考文献 [11] 参照)。
B.5.3 試験方法
B.5.3.1 目視検査(E級,F級及びM級分銅)
B.5.3.1.1 準備
検査に当たっては,次のものを準備する。
a) 十分に照明された部屋
b) 試験用手袋
c) 糸くずの出ない布
B.5.3.1.2 測定手順
B.5.3.1.2.1 新しい分銅
分銅の表面に対して次のことを確認する。
a) すべての等級に対して
− 表面のへこみ又はきず及び深いすりきず
− 表面の滑らかさ
− 縁の丸め
− 1 gから10 kgまでの分銅に対しての表面の多孔性
b) E級及びF級に対して
− 表面の滑らかさ及び多孔性
c) 1 gから50 kgまでのM級円筒形分銅に対して
− 表面の滑らかさ及び多孔性
d) M級直方体分銅(1 kgから50 kgまで)に対して
− 表面のねずみ鋳鉄のような仕上がり
23
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 50 kg以上のM3級分銅に対して
− 表面に不浸透性の下塗りを施し,腐食保護に適した材料で衝撃及びその他大気条件に耐えられるめ
っきをしてあることの確認
B.5.3.1.2.2 既に使用された分銅
B.5.3.1.2.1に加えて,次のように分銅の表面を検査して使用のこん(痕)跡を見る。通常,使用された
分銅には,底面にすりきずがある。
a) すりきずの数と深さとがその分銅の十分な安定性と両立しているのであれば,その分銅を受け入れる。
b) 表面粗さの評価において個々のすりきず及び他の欠陥は考慮に入れない。
c) すりきずの数が多すぎて表面粗さの評価ができない場合,その分銅を受け入れない。
B.5.3.2
粗さ比較試料 (CS) 検査(E級及びF級分銅)
表面粗さを粗さ比較試料と目視で比較する。
B.5.3.2.1 準備
検査に当たっては,次のものを準備する。
a) 検定済み粗さ比較試料
b) 十分に照明された部屋
c) 試験用手袋
d) 糸くずの出ない布
B.5.3.2.2 測定手順
a) 比較試料の表面をアルコールに浸した糸くずの出ないきれいな布でふく。分銅の表面がきれいに見え
る場合でも同様に行う。
注記 清掃をすると,分銅の質量がかなり変わるかもしれないので注意が必要である。
b) 二つの面が平行になるように比較試料の面に対し分銅を保持する。
c) 二つの表面を異なる角度で同時に観察する。
d) 分銅の粗さが粗さ比較試料の特定区画より小さく,又は大きく見えるかどうか評価する。
e) 比較試料内の別の試料で繰り返して,上限を決定する。
f)
分銅の表面の粗さRz又はRaが規定した最大値より小さいことを明確に示す場合,粗さ比較試料(CS)
測定をそれ以上行う必要はない。粗さRz又はRaの定量化には触針式測定機で測定する。
B.5.3.3 触針式測定機を用いた粗さ測定 (SI)(E級及びF級)
この項は,表面粗さの要求事項への準拠が目視検査だけでは間違いなく評価できない分銅にだけ適用す
る。測定する前に,JIS B 0659-1に基づいて校正された校正試料を使って,触針式測定機を適切に校正し
なければならない。長さの単位でトレーサビリティが文書化されていれば,他の計測機を使用してもよい。
B.5.3.3.1 準備
検査に当たっては,次のものを準備する。
a) JIS B 0651に定義される触針式測定機
b) 試験用手袋
B.5.3.3.2 測定手順(JIS B 0659-1に従う)
a) 少なくとも6点の測定を行う。
1) 2点は上部平面の表面
2) 4点は円筒の表面
b) 測定曲線にすりきず又は表面損傷は含めない。
24
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 表面粗さRz又はRaの測定値は,表7に規定した表面粗さの上限値より小さくなければならない。
B.6
磁気の評価
B.6.1 一般
系統的な調査なしでは,質量の決定においてみかけの力は重力と区別できないことから,磁力は測定過
程に悪影響を及ぼしかねない。磁力は,二つの分銅間の相互作用から生じることがある。同様に分銅,天
びん及び近傍の他の磁性体との間にも生じる。
B.6.1.1 一般的考察
分銅の磁気特性(磁化及び磁化率)は,磁気相互作用を無視できることを確認するために質量校正前に
測定する必要がある。磁気特性試験に合格しない分銅は校正しない。
アルミニウム製の分銅は,非磁性体で磁化率χが0.01より非常に小さいことが知られていることから磁
気特性を測定する必要はない。また,2 g未満の分銅及び低い精度等級(F1級未満及び20 g未満)の分銅
については,分銅の製造に使用された材料の磁気特性に関する製造業者の仕様を参照することで十分であ
る(B.6.3を参照)。
M級分銅の多くは,鋳鉄又は鉄合金で製造されているため,E級及びF級分銅に比べ,分銅と天びんと
の間の磁気相互作用による大きな相対誤差が生じる。すべての金属は,ある磁化率をもっている。また,
磁化する不純物を含んでいる合金も磁化率を増大させる。
注記 分銅の側面からの磁力も考慮する必要があるが,この規格では扱わない。
B.6.1.2 試験方法の概要
B.6.2〜B.6.6までは,分銅の磁化を測定する二つの方法(B.6.2及びB.6.4)及び磁化率を測定する四つの
方法(B.6.3,B.6.4,B.6.5及びB.6.6)を磁化及び磁化率の計算式を含めて示してある。永久磁化及び磁化
率の限度値は,10.1及び10.2に規定している。各種精度等級及び公称値に対する推奨方法を表B.3 (a),(b)
及び (c) に示す。また,試験報告書に添付する書面において有効性が実証されている場合には,代替方法
も適用が可能である。
注記 分銅の磁性のすべての特徴付けは,技術的に実用的ではない。ここで規定する測定法は,有用
であると実証された概略の方法である。測定法で矛盾した結果を得た場合,結果の選定の優先
順はB.6.4,B.6.2,B.6.6である。
B.6.2 ガウスメータによる磁化測定
分銅の永久磁化は,分銅近傍の磁場をガウスメータで測定して推定することができる。この測定法は,
表B.3 (c) 中のすべての精度等級について使用可能である。
B.6.2.1 一般的考察
a) 試験を行う部屋を試験開始前にガウスメータで周囲の磁場の方向を確認する。試験は,強磁性体のな
い場所で実施する。また,作業者は磁性のあるものを身に付けない。
b) 分銅による磁界は,例えば,ホールセンサ(推奨計測器)又はフラックスゲート磁気計を使って測定
する。ただし,フラックスゲート磁気計は100 g未満の分銅に使用してはならない。感度軸が分銅の
表面に垂直になるようにプローブを調整する。
c) プローブによって感知した周囲磁界誘導がゼロに近くなる方向で測定を実施する。また,代わりに分
銅を置いて測定した誘導値から周囲誘導値を差し引くことも推奨する。
B.6.2.2 準備
測定に当たっては,次のものを準備する。
25
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) ガウスメータ(ホールセンサ,フラックスゲート磁気計など)
b) 試験用手袋,糸くずの出ない布,試験用ピンセットなどの分銅取扱い具
c) 十分に照明された部屋
B.6.2.3 測定手順
a) 計測器をゼロに合わせる。
b) プローブを非磁性表面に置く。
c) プローブを特定の方向に固定して磁界の表示を読む。その値が周囲磁界の測定値である。この読みを
分銅上又は近くでの読みから差し引く。
d) プローブの方向をそのままにして,分銅をセンサ上に置く。分銅底面の中心がセンサ上になければな
らない。分銅を底面の中心から端に動かすことで均質磁界を確認し,読みの変化を観察する。円滑に
減少しない場合,その分銅は非均一に磁化している可能性がある。
e) 分銅が均一に磁化している場合,測定は分銅底面の中心でガウスメータの仕様に従い分銅の表面に近
づけて測定する。
注記1 フラックスゲートなど幾つかのプローブには,感応部がプローブの端部から離れているも
のがある。(参考文献 [15] 参照)これは通常,分銅にできるだけ近づけて置いたホールセ
ンサによって得られた磁場の大きさより低い値を示すという結果になる。
分銅が非均一に磁化されている場合,円筒形分銅の直径の少なくとも半分,又は直方体分銅の最も
大きい寸法の少なくとも半分の距離にある分銅の中心軸に沿って測定を行う。プローブの読みは式
(B.1) によって補正しなければならない。
f)
表示値(mTで表示されることがある)を読み取り,μTで記録する。
g) 平らな上面をもつ分銅に対してだけ分銅を反対にして,上面測定のためにd)〜f) を繰り返す。
h) 式(B.1)を用いてプローブの読みを補正し,磁化μ0Mを推定する。
(
)
()
E
2
2
2
2
0
2
B
f
d
R
d
h
d
R
h
d
B
M
−
+
−
+
+
+
=
μ
····································· (B.1)
M級分銅に対して
E
E
5.4
)
(
B
B
f
=
······························································ (B.2)
E級及びF級分銅に対して()
E
E
23
.0
1
B
B
f
χ
χ
+
=
······················································· (B.3)
ここに,
B: 分銅があるときのガウスメータの読み〔周囲磁場を引く
[B.6.2.3 c) を参照]〕
BE: 分銅がないときの周囲磁場のガウスメータの読み
d: プローブに埋め込まれたセンサ素子の中心と分銅表面と
の距離
h: 分銅の高さ
R: 円筒形分銅の半径,直方体分銅の場合は分銅の測定面と
同面積の円の半径
注記2 場合によっては,B及びBEは異なる符号をもつ。
B.6.2.4 不確かさ
ホールセンサ式,フラックスゲート式などの磁気計は,表4に規定した磁化限度値の1/3未満の不確か
さで校正すると,測定磁化の約30 %の拡張不確かさU (k=2) が実現できる。しかし,測定法の簡素化に
よる不確かさは,この不確かさには含まれていない。それゆえ,このように決定された磁化は有効である
26
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
にもかかわらず協定値である。
B.6.3 材料の仕様
磁化率測定は,分銅の製造に使用した金属から採った試験片を用い,B.6.4の手順で行う。この場合,測
定の拡張不確かさU (k=2) は,金属片内の磁化率変化の可能性を考慮に入れるため20 %増加しなければ
ならない。しかし,分銅はすべて,表4に規定した要求事項を満たさなければならない。磁化率測定にお
ける飽和効果によって,分銅に適用される磁界は十分に小さくなければならない(代表的な鉄合金に対し
て4 kA/m未満)。
B.6.3.1 アルミニウムで製作した分銅の磁化率は,χ≪0.01である。
B.6.3.2 2 g未満の分銅には,製造に使用した材料の磁気特性に関する製造業者の仕様を参照する。
B.6.3.3 20 g未満のF級分銅には,製造に使用した材料の磁気特性に関する製造業者の仕様を参照する。
B.6.4 磁化率計法による磁化率及び磁化測定
B.6.4.1 原理
磁化率計法は,強い永久磁石による磁界こう(勾)配で分銅に働く力を測定し,わずかに磁化された分
銅の磁化率及び永久磁化の両方を評価するために用いる。
磁化率計法は,磁化率χ<0.1である分銅にだけ適用可能であり,複数片からなる分銅に対しては推奨で
きない。代表的な取決めとして,磁化率計には測定容積があり,それは磁石の垂直上部,かつ,近傍にあ
るテーブル上の範囲(約10 cm3)に制限される。2 kgを超える分銅に対しては,分銅底面の中央で測定を
行う(永久磁化を底面に沿った複数箇所で測定する必要がある場合,磁化率計の代わりにガウスメータを
使用する。)。通常,分銅は直立させておく。側面又は上部の磁気特性の測定に対しては,より精密な測定
法(参考文献 [6] 参照)が必要である。
B.6.4.2 一般的考察
強すぎる磁界(E1級の代表的な鋼合金に対して>2 kA/m)にさらされると,試験分銅の永久磁化を引き
起こす重大な危険性がある。したがって,E1級分銅の試験を磁石の中間高さと分銅底面との間の距離Z0
を約20 mmにすることを推奨する。試料の磁化率が適切な信号(参考文献 [5] 参照)を生じるのに小さす
ぎる場合,Z0を減少させるだけでよい。高磁化率の分銅の試験では,永久磁化の危険に注意を払うことが
求められる。
B.6.4.3 準備
測定に当たっては,次のものを準備する。
a) 目量が10 μg未満の天びん。
b) 分銅を置く非磁性テーブル。
c) 磁石を置く台座。
d) 磁気双極子モーメントmdが0.1 Am2オーダの円筒形磁石。
[このモーメントは,体積が約100 mm3のサマリウム−コバルト又はネオジウム−鉄−ボロン磁石
の代表的な値である(参考文献 [5] 参照)。]
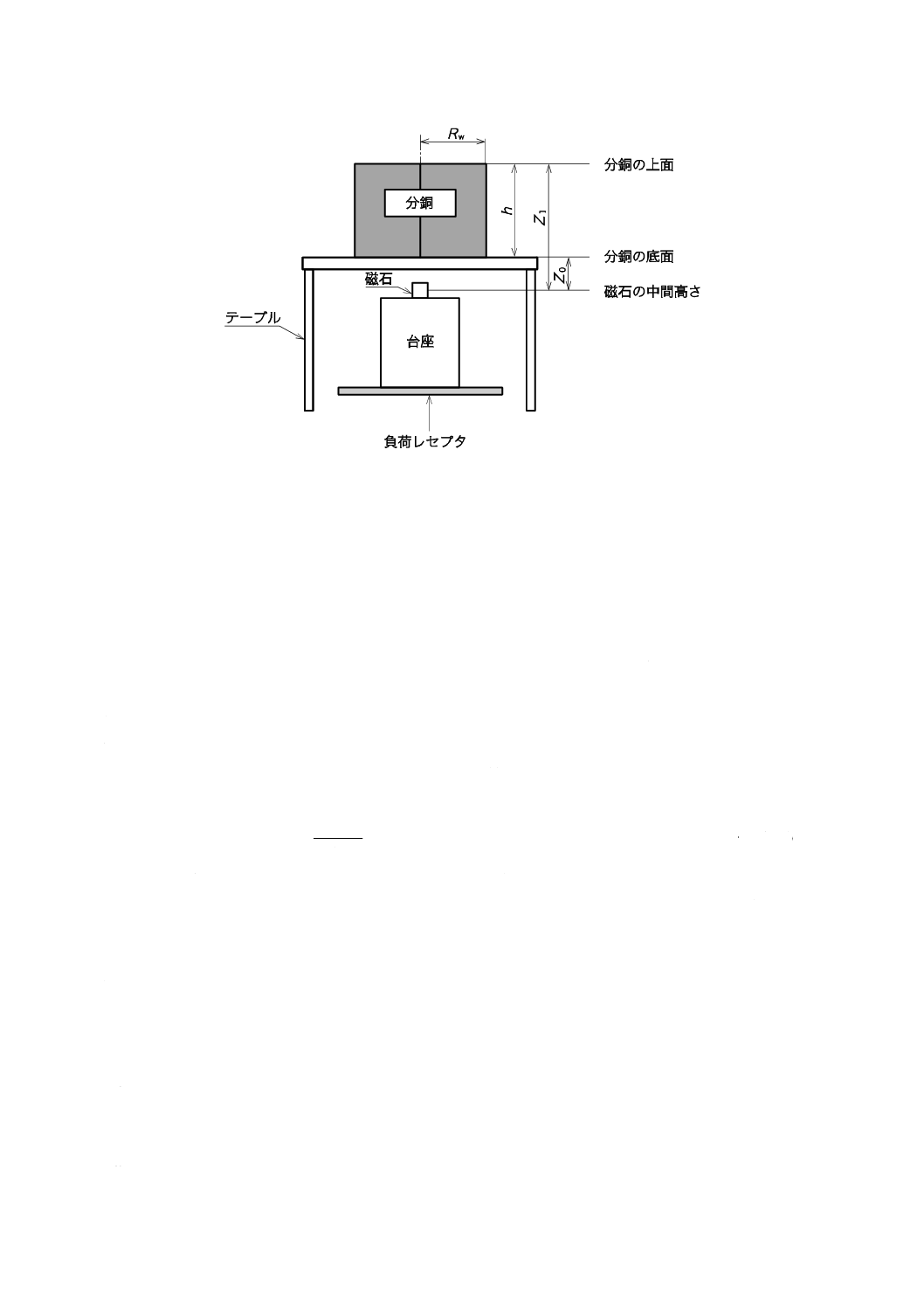
B.6.4.4 測定装置
高さと直径との比1は許容可能であるが,磁石の高さは直径の0.87に等しいことが理想的である。Z0
は,磁石の中間高さから分銅の底面までの距離である。
27
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここで,h=分銅の高さ
Z1=分銅上面から磁石の中間までの距離
Z0=磁石の中間から分銅底面までの距離
Rw=分銅の半径
図B.1−磁化率計法による磁化率測定装置
B.6.4.5 測定手順
試験は,強磁性体のない場所で実施する。また,作業者は磁性のあるものを身に付けない。
a) 異なるパラメタ (Z0,Rw,h) を測定する(図B.1及びZ0の測定については,参考文献 [5] を参照する。)。
b) 1 %まで重力加速度gの値を知る必要がある。
c) N極が下を向くように磁石を置く。
磁石はテーブルの上部表面で,式 (B.4) のとおり最大磁気を生じる。
ここに,HはA/mの単位,mdはAm2の単位,Z0はmの単位である。
3
0
d
π
2
Z
m
H
×
=
·········································································· (B.4)
E1級分銅の試験時には,Hが2 000 A/mを,E2級分銅の試験時には,Hが800 A/mを,その他の等
級の分銅試験時には,Hが200 A/mを超えないようにすることが重要である。磁化率計の信号が弱す
ぎる場合は,Hを増加してもよい。この場合,高さZ0の減少によってHが増加する。
d) 計器をゼロに設定する。
e) 分銅軸が磁石の垂直方向の軸と一致するように分銅をテーブル上に置き,読取りを行う。分銅を垂直
軸まわりに角度を増加させて回転することを繰り返し,各位置において読取りを行う。続く手順のた
めに,読取りがゼロからの最大偏差を示す角度に分銅を回転させる。
f)
テーブルの磁石の真上の位置に通常3回,分銅を置き,分銅が中心位置にあることを確認する。
1) 分銅を置いた時刻,読取りを行った時刻,分銅を取り除いた時刻を記録する。
2) 繰返し読み取った値からΔm1を計算する。通常,Δm1は負の数で磁石がわずかに分銅に引き寄せら
れていることを示している。
3) 力F1は,式 (B.5)で決定する。
28
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
F1=−Δm1 × g ······································································· (B.5)
g) 測定は,磁石を逆さにして繰り返す。
1) 距離Z0を一定に保持する。
2) 磁石の真上のテーブル上に通常3回分銅を置き,分銅が中心位置にあることを確認する。
3) 分銅を置いた時刻,読取りを行った時刻,分銅を取り除いた時刻を記録する。
4) 天びん上の平均質量変化Δm2を記録する。通常,Δm2は負の数であるが,Δm1からかなり異なって
いることがある。
5) 力F2は,式 (B.6)で決定する。
F2=−Δm2 × g ······································································· (B.6)
h) d)〜g)を繰り返す。
B.6.4.6 計算
分銅の磁化率χ及び永久磁化Mzは,次の式にパラメタを代入して求める。空気の磁化率は,常に無視で
きるほど小さいと仮定する。
B.6.4.6.1 F1及びF2の両方を測定する場合,磁化率に対する式は次による。
a
max
a
a
4.0F
F
I
F
−
×
=
χ
································································ (B.7)
ここに,
4
0
2
d
0
max
π
64
3
Z
m
F
×
=μ
····································································· (B.8)
2
2
1
a
F
F
F
+
=
··········································································· (B.9)
磁化については,
EZ
b
0
d
b
Z
0
23
.0
1
π
4
1
B
I
Z
m
F
M
χ
χ
μ
+
−
×
×
=
··········································· (B.10)
ここに,
2
2
1
b
F
F
F
−
=
········································································· (B.11)
BEZは,試験室における周辺磁気誘導の垂直成分である。通常,BEZは試験室のある場所での地球磁気誘
導の垂直成分として考えられ,緯度によって,−48 μT<BEZ<60 μTの範囲にある。BEZの大きさは地球の
赤道上でゼロ,両極で最大になる。BEZの極性は,北半球で正,南半球で負となる。
B.6.4.6.2 式 (B.7) 及び式 (B.10) で,幾何学的補正係数Ia及びIbは,それぞれ式 (B.12) 及び (B.13) に
よる。
(
)
(
)
3
2
1
W
2
1
W
4
1
0
3
2
0
W
2
0
W
4
1
0
a
1
3
1
1
3
1
1
+
+
×
+
+
+
−
−
=
Z
R
Z
R
Z
Z
Z
R
Z
R
Z
Z
I
······················ (B.12)
+
−
+
=
2/3
2
0
1
0
W
3
0
1
2
0
W
2/3
2
0
W
2
0
W
b
1
/
1
π
2
Z
Z
Z
R
Z
Z
Z
R
Z
R
Z
R
I
································ (B.13)
29
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Ia及びIbについての詳細は,参考文献 [5] を参照する。空気の磁化率χAは,ここでは無視できる。
B.6.4.6.3 B.6.4.6.2に規定する式は,円筒形分銅に対するものである。分銅が完全な円筒形状でなければ,
追加補正又はより大きな不確かさが求められる。例えば,参考文献 [5] に詳細が記述されているようにく
ぼんだ底面,ノブなどの影響の評価のために,更に計算が必要である。これら形状効果に対する補正は,
影響が約10 %に達する最小質量 (2 g) に対して最大である。
B.6.4.7 不確かさ
この手順では,磁化率に対する不確かさは10 %〜20 %の範囲となる。小さい分銅に対しては,この測定
法の不確かさは,より大きくなる(参考文献 [16],[17],[39] 参照)。
B.6.5 引付け法による磁化率測定
B.6.5.1 原理
引付け法で測定される量は,相対透磁率であり,分銅上の永久磁石によって働く磁力を透磁率標準上で
の対応する力と比較して決定する。磁化率χは,相対透磁率と磁化率との関係式を使って計算できる(μr
=1+χ)。
引付け法は,20 g以上でE2級からF2級分銅に対して用いられる(参考文献 [17],[18] 及び表B.3 (a) を
参照)。通常,引付け法に利用できる計器は,1.01 ≦ μr ≦ 2.5 (0.01 ≦ χ ≦ 1.5) の範囲の透磁率を決め
るためだけに使用する。
B.6.5.2 一般的考察
引付け法の欠点は,利用する計器を校正することが困難なことである。
どちらがより大きな透磁率をもつかによって磁石が分銅又は参照材料に引き寄せられる。
注記 引付け法が試験分銅を永久磁化する原因となる危険性がある。
B.6.5.3 準備
測定に当たっては,次のものを準備する。
a) 釣合いおもりで支点上に釣り合わされた磁石。
b) 透磁率が既知の参照材料。
c) 試験用手袋,糸くずの出ない布,試験用ピンセットなどの分銅を扱う用具。
d) 十分に照明された部屋。
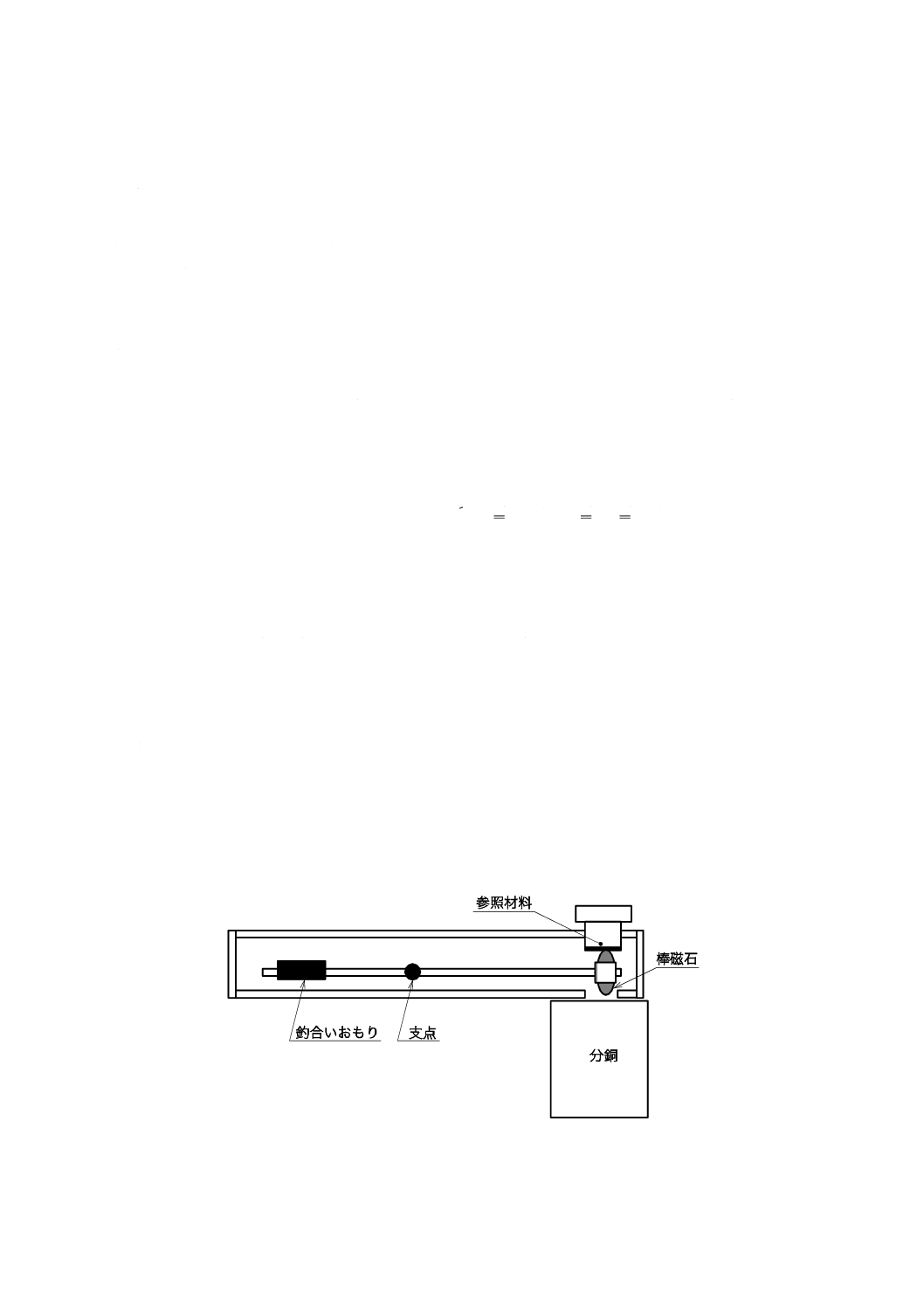
B.6.5.4 測定装置
図B.2に装置を示す。通常,装置は用いられる参照材料を含む。
図B.2−引付け法による磁化率測定装置
30
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.6.5.5 測定手順
a) 相対透磁率が既知の参照材料を測定装置に挿入する。
b) 磁石を下向きにして測定装置を安定した位置に設置する。
c) 分銅を測定装置に接触するまで既知の参照材料付き棒磁石に近付ける。
d) 次に分銅を静かに計器から引き離す。
e) 棒磁石が分銅に引き付けられたとき,その分銅の相対透磁率は参照材料より高くなる。
f)
試験は,分銅の上部及び底部両方の異なる場所で行わなければならない。
注記 この磁化率測定でトレーサビリティを確保するためには,磁化率が既知の試料(例えば,B.6.4
の磁化率計で測定されている試料。)を繰り返し測定することを推奨する。
B.6.5.6 不確かさ
計器には,最も低い透磁率 (μr=1.01) では約0.3 %(磁化率で30 %),最も高い透磁率(μr=2.5)では8 %
(磁化率で13 %)の透磁率の関連不確かさがある。測定手順の巧拙が,不確かさの大きさ決定に影響する
(参考文献[18]参照)。
B.6.6 フラックスゲートによる磁化率測定
B.6.6.1 原理
フラックスゲートによる測定法は,対象物の近くに置かれた永久磁石を含む透磁率プローブのあるフラ
ックスゲート磁気計を使って対象物の相対透磁率を測定する(参考文献 [19] 参照)。
注記 この測定法によって試験分銅を永久磁化する原因となる危険性がある。
B.6.6.2 一般的考察
フラックスゲートによる測定法では,1.000 1 ≦ μr ≦ 2.00 (0.000 1 ≦ χ ≦ 1.00) の範囲の透磁率を測
定することができる。この測定においてトレーサビリティを確保するためには,磁化率が既知の試料を繰
り返し測定することを推奨する。
B.6.6.3 準備
測定に当たっては,次のものを準備する。
a) 永久磁石を含む透磁率プローブのあるフラックスゲート磁気計。
b) 透磁率が既知の参照材料。
c) 試験用手袋,糸くずの出ない布,試験用ピンセットなど分銅を扱う用具。
d) 十分に照明された部屋。
B.6.6.4 測定手順
製造業者の仕様書を参照する。
B.6.6.5 不確かさ
計器には,1.005 ≦ μr ≦ 1.05 (0.005 ≦ χ ≦ 0.05) の範囲において,透磁率の約0.2 %(磁化率で40 %
から4 %)の不確かさをもっている。製造業者の仕様書を参照する(参考文献 [19] 参照)。
B.6.7 等級ごと及び分銅の大きさごとの磁化及び磁化率を測定する推奨方法
B.6.7.1 測定は,完成品の分銅に対して行う。
B.6.7.2 ガウスメータをすべての等級の分銅の磁化の評価に用いることができる。ここで,ホールセンサ
は公称値が1 g以上,フラックスゲート磁気計は公称値が100 g以上の分銅の測定に用いることができる。
B.6.7.3 表B.3 (a),(b) 及び (c) に様々な等級の分銅に対する推奨法を示す。
31
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
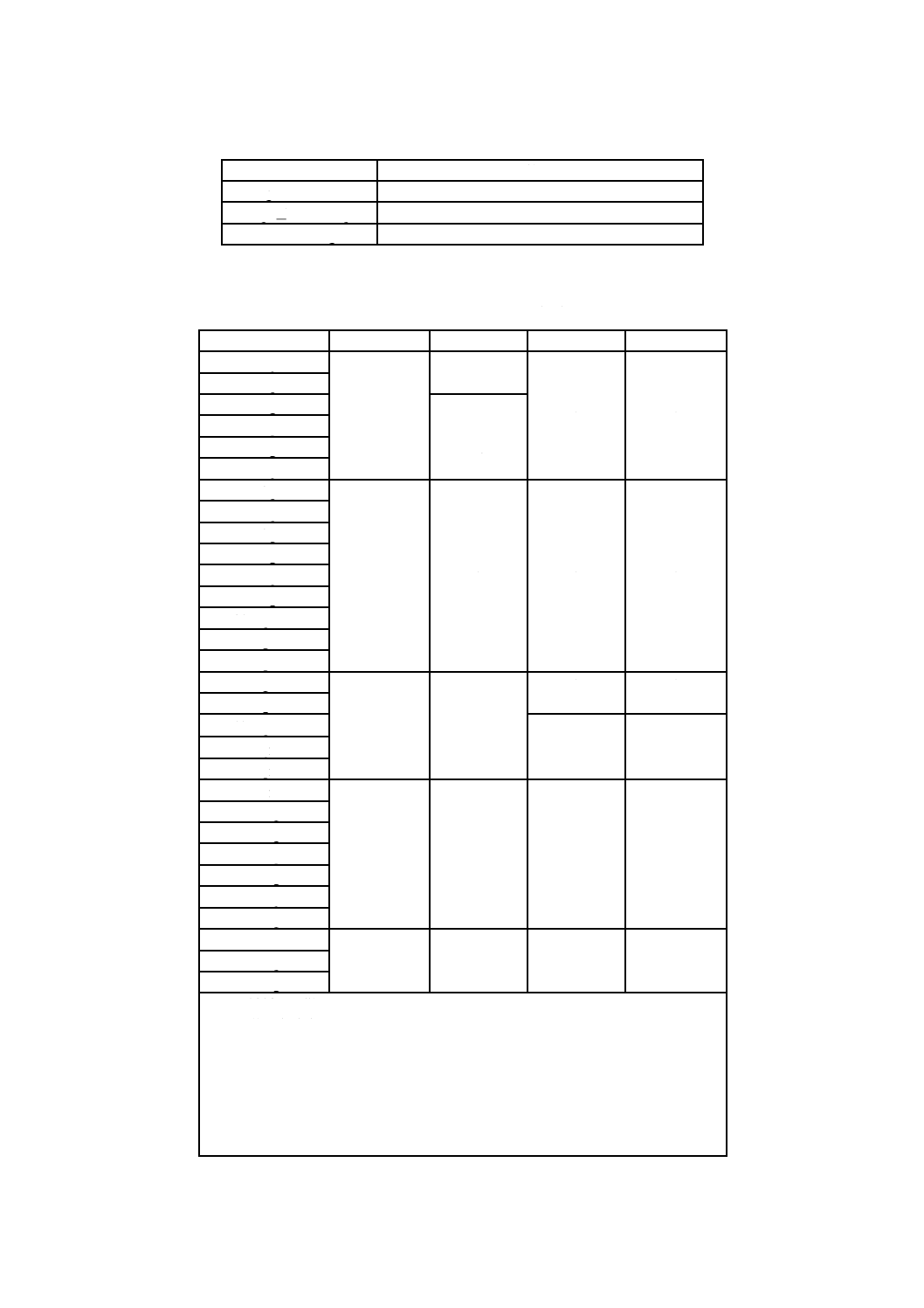
表B.3 (a)−磁化率計法で永久磁化を測定する範囲
公称値
等級
20 g ≦ m0
E1級,E2級,F1級及びF2級(調整孔なし分銅)
2 g ≦ m0 < 20 g
E1級,E2級及びF1級
m0 < 2 g
E1級及びE2級
表B.3 (b)−磁化率を測定する推奨方法
公称値
E1級
E2級
F1級
F2級
5 000 kg
−
−
F
A
S*
F
A
S*
2 000 kg
1 000 kg
F
A
S*
500 kg
200 kg
100 kg
50 kg
S
F
F
A
S
F
A
S
F
A
S
20 kg
10 kg
5 kg
2 kg
1 kg
500 g
200 g
100 g
50 g
S
S
A
S
A
S
20 g
10 g
Sp
Sp
5 g
2 g
1 g
Sp
Sp
Sp
Sp
500 mg
200 mg
100 mg
50 mg
20 mg
10 mg
5 mg
Sp
Sp
Sp
Sp
2 mg
1 mg
Sp :材料の仕様 (B.6.3)
S
:磁化率計法 (B.6.4)
A :引付け法 (B.6.5)
F
:フラックスゲート+永久磁石 (B.6.6)
S* :100 kgから1 000 kgまでのE2級分銅には,測定法F及びAを適用する。こ
れは,100 kgから1 000 kgまでのE2級分銅に対する測定法F及びAと比較
すると,適切な装置を組み立てて,磁化率計測定を行う労力がその利点を超
えているからである。磁化率計法は,複数片からなる分銅には推奨できない。
32
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.3 (c)−ガウスメータによる磁化測定の範囲
公称値
等級
1 g<m0(ホールセンサ)
E1級,E2級,F1級,F2級
100 g<m0(フラックスゲート)
M1級,M1-2級,M2級,M2-3級,M3級
B.7
体積又は密度の評価
B.7.1 一般
表6に分銅に対する密度の許容範囲を示してある。分銅密度を評価する七つの測定法は,次による。代
案の測定法,例えば,ふっ化炭素液に浸した天びんでの測定は(参考文献 [20] 参照),試験報告書に添付
される文書で妥当性が実証されている場合に用いてもよい。測定法A,B,C及びDは,密度基準として
水又は他の適切な試験液体を使用する。測定法E及びFは,下位等級の分銅又は液体に浸すことができな
い場合に対して適している。表B.4に密度測定法のまとめを示す。表B.10に等級別による密度測定の推奨
測定法を示す。
表B.4−密度測定法
測定法
説明
A
最も高精度な測定法。空気中及び密度既知の液体中で比較する液中測定技術。
B
短時間で測定でき,かつ,最も適切な測定法。分銅を水中で測定し,天びんの表示が一覧表に示し
た限度値内にあることを検証するか,又は天びんの表示と試験分銅の既知の実質量とから密度を計
算する。
C
試験分銅の質量と体積とを個別に測定する。分銅を水槽内につり下げた天びん皿に置いたときの天
びんの読みの増分から体積を決定する。
D
1 kg以上の分銅に適している。容積が一定である液体を満たした容器に試験分銅を出し入れし,容
器を測定する。
E
水中に浸してはならない調整孔付き分銅に適している。分銅の寸法から体積を計算する。
F
分銅を製作した合金の既知成分に基づいて密度を推定する。
G
大気中での分銅の体積を比較測定する測定方法である。液体に分銅を浸けたときに危ぐ(惧)され
る質量安定性に対する影響はないが,比較の基準となる体積の参照分銅が必要となる。
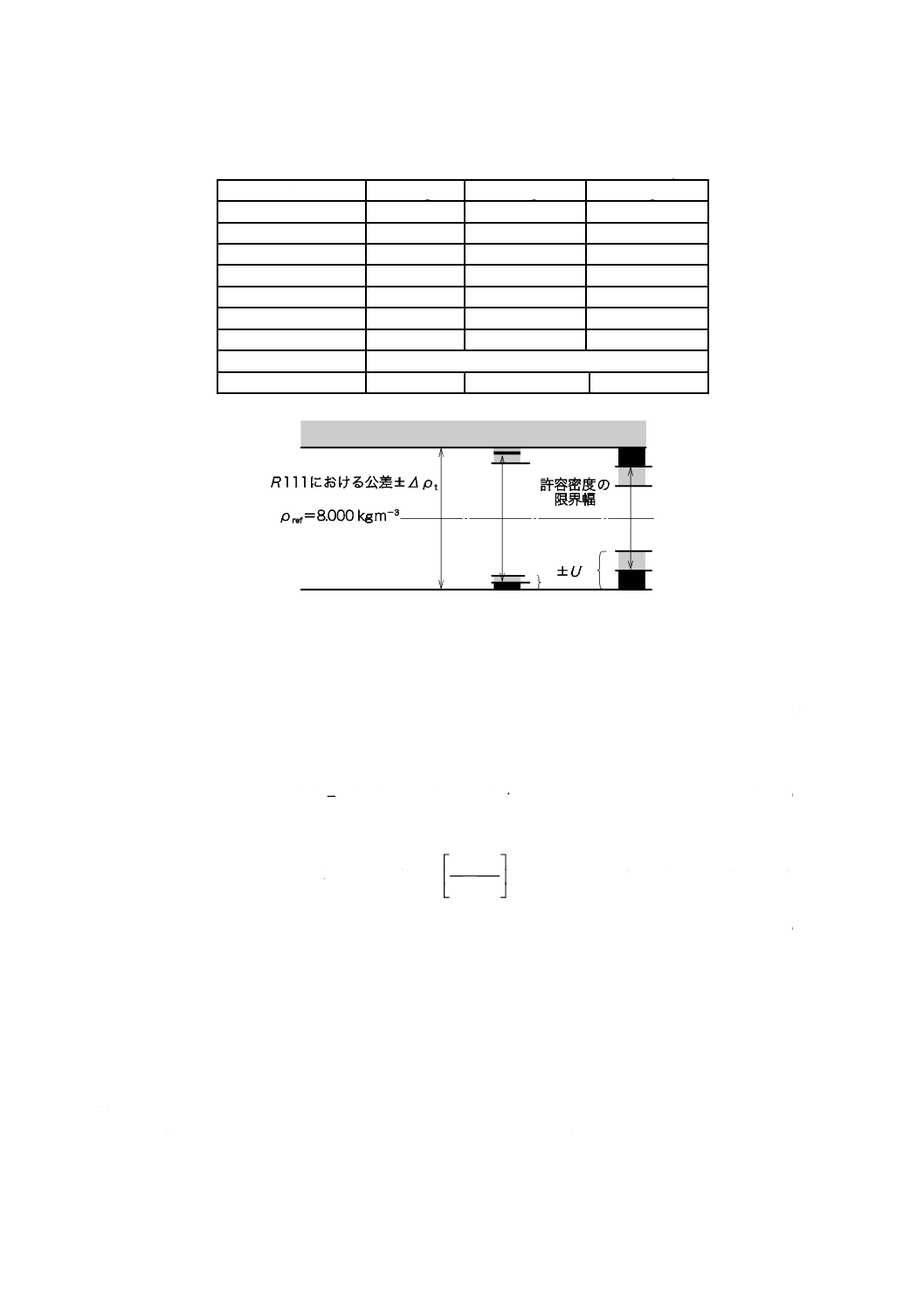
B.7.1.1 密度限度の検証は,使用する測定法に本質的に結びつく不確かさを考慮に入れなければならない。
表B.5は各測定法に関連した不確かさの代表的な推定値を示している。各分銅に対して,包含係数k=2に
対する密度の拡張不確かさUはこの限度値内でなければならない。
U
U
−
+
max
min
ρ
ρ
ρ
≦
≦
··························································· (B.14)
しかし,密度試験の不確かさを小さく維持できる場合,図B.3に図示したように,密度限度の検証にお
ける許容範囲は広がる。より小さい不確かさは,注意深い作業が必要である。
33
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.5−密度測定法の代表的な推定不確かさU (k=2)
単位 kg /m3
測定法
50 kg
1 kg
1 g
A1
−
1.5
60
A2/A3
−
3
60
B1
5
5
60
B2
20
20
60
C
10
10
100
D
5
10
−
E
30
40
600
F
130〜600
G
−
3
−
図B.3−密度の許容値及び測定の不確かさに起因する限界幅
B.7.2 一般的考察
B.7.2.1 参照温度
密度記述に対する参照温度は,20 ℃である。測定を異なる温度(その他の標準試験室温度は,23 ℃又
は27 ℃である。)で行う場合,材料の体積膨張係数γを使って,20 ℃における密度を再計算する。γが明
確でない場合,ステンレス鋼製分銅に対してγ=50×10−6/℃を推奨する。
)]
(
1[
)
(
)
(
ref
meas
meas
ref
t
t
t
t
−
γ
ρ
ρ
+
×
=
··············································· (B.15)
測定の不確かさは,
2
meas
2
meas
2
2
ref
meas
meas
2
2
2
meas
ref
meas
2
ref
2
)
(
)
(
)
)(
(
)
(
)
(
)
(
))
(
(
))
(
(
γ
ρ
ρ
γ
ρ
ρ
ρ
ρ
t
t
u
t
t
t
u
t
t
t
u
t
u
+
+
=
−
·························································································· (B.16)
B.7.2.2 小形分銅の検証要求事項
小形分銅の密度に対して表6は,何の限度値も決めていないので確認する必要がない。1 g以下の分銅密
度は,分銅の製作材料に関する製造業者の情報を参照しながら測定法Fに従って仮定する。
B.7.2.3 分銅を浸す液体
分銅を浸す液体は,分銅に影響を及ぼしてはならない。蒸留水又は脱気した水が望ましい。それは水の
密度の温度係数が十分に既知であり(参考文献 [23],[24] 参照),その純度は管理が容易である(参考文
献 [25] 参照)。試験前に清掃していない分銅は,純水に浸して安定化した後,小さい質量値を示すことが
ある。密度が安定している他の液体を使用してもよい。安定した温度の作業は,小さな不確かさの測定に
必要である。水より大きい体膨張係数の液体を用いると,温度の問題が一層重要になる。この項の式では,
34
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
液体密度が一定と仮定する。卓上計算機で行う手動計算のために表B.6に水の密度を示す。空気密度は,
近似式の式 (C.29) を使って計算できる。
表B.6−水の密度
t1
℃
ρl
kg/m3
Δρ1/Δtl
(kg/m3)/℃
18.0
998.593
−
18.5
998.499
−0.190
19.0
998.402
−
19.5
998.303
−0.201
20.0
998.201
−
20.5
998.096
−0.212
21.0
997.989
−
21.5
997.879
−0.222
22.0
997.767
−
22.5
997.652
−0.232
23.0
997.535
−
23.5
997.415
−0.242
24.0
997.293
−
B.7.2.4 調整孔への水の浸入
調整孔のある分銅は,測定中に水がその調整孔に入る可能性があるため水に浸してはならない。これは
分銅の密度及び質量の両方に影響を及ぼし,質量の安定性にとって有害である。調整孔付き分銅には,最
初の選択肢として幾何学的な体積測定がある。しかし,後ですべての水を取り除ける場合には開いた調整
孔から閉じ込められた空気を注意深く取り除いて水中ひょう量法を行わなければならない。
B.7.2.5 空気の除去
水中での精密測定のため,分銅及び分銅保持具から気泡を取り除くことは非常に重要である。また,測
定法C及びDおいては,特に小形分銅に関する場合には液体槽の壁面に対しても同様である。例えば,20
mgの分銅の場合,20 μgの天びんの読みに変化があると,密度結果では80 kg/m3の差となる。気泡の問題
を回避する実用的な方法は,約10分〜15分間,大気圧より低い圧力を水の入った容器にかけて,水及び
水中の分銅の脱気を行うことである。空気を飽和状態まで含んだ水の密度は,空気を含まない水の密度よ
り約0.002 5 kg/m3小さい。
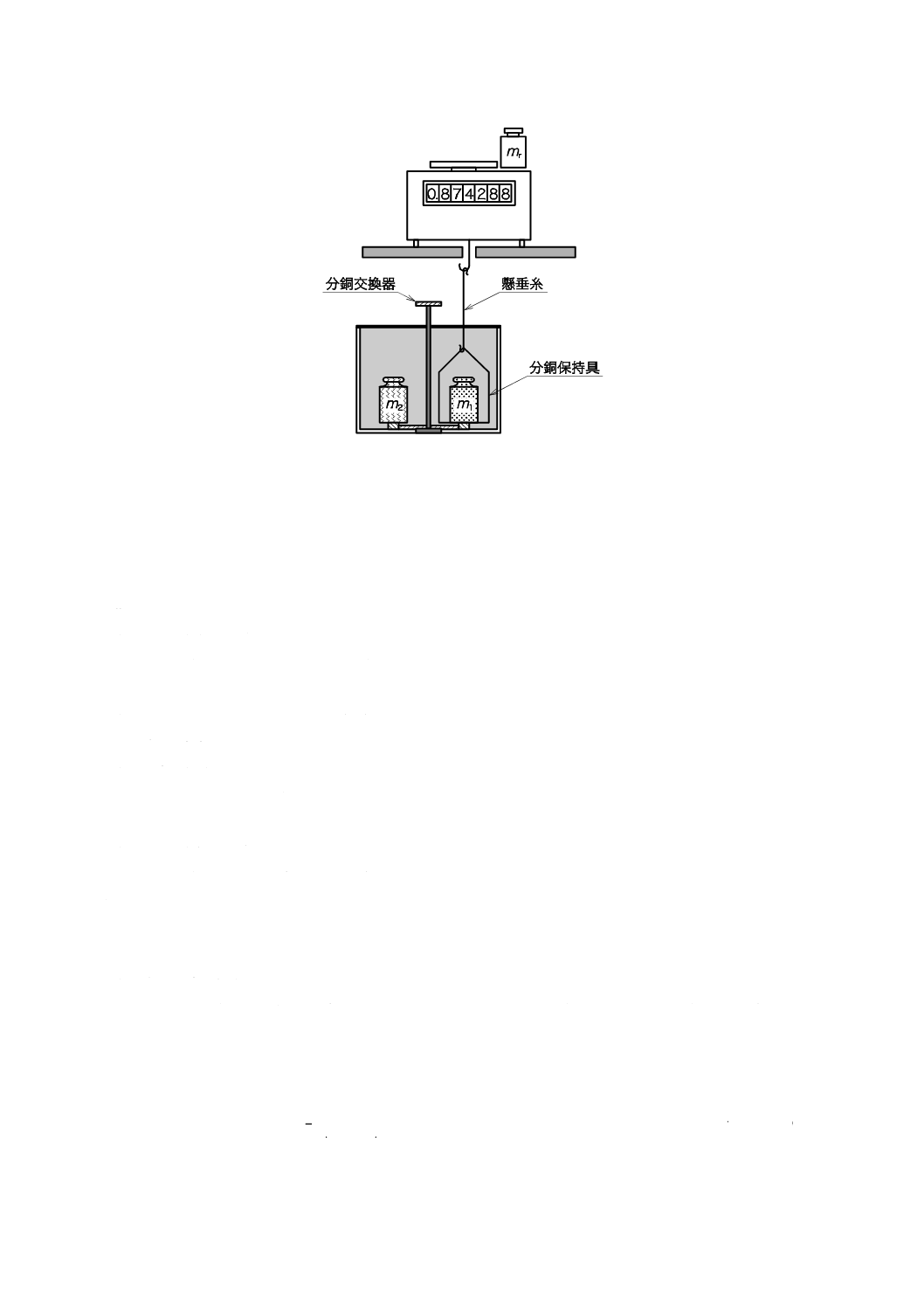
B.7.2.6 分銅保持具及び懸垂糸
水面下の分銅保持具に分銅を置くことは,分銅及び槽(ガラス)の両方に誤って損傷を与える可能性が
ある。分銅と分銅保持具とを一緒に浸すのがよい。しかしながら,分銅と分銅保持具とを個別に沈めたほ
うが,気泡がよく見つけられる。分銅落下を防ぐことができる分銅保持具を使用する。小さな測定不確か
さが必要な場合,懸垂糸は細く,清浄で,空気と水との境界面を直角に通すようにする。比較法では浸し
た懸垂糸だけでなく分銅保持具に対する浮力も評価相殺でき,また,懸垂糸の作るメニスカスによって発
生する表面張力による力も補償される。以下に例示する比較法以外の式ではこの表面張力の項が省略して
あるが,大抵の場合,0.1〜0.3 mmのワイヤ径を用いることでこの影響を十分小さくできる。
B.7.2.7 質量又は協定質量
B.7で,質量は協定質量と解釈することが可能で,その逆も可能である。分銅の密度に対して得られ,
35
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
かつ,必要な不確かさを考慮すると質量値と協定質量値との差は問題でなくなる。協定質量が表1に規定
した対応する最大許容誤差に準拠していると想定できる場合は,同じ理由から公称値を分銅の質量又は協
定質量として用いることが可能である。
B.7.2.8 分銅の乾燥
分銅を水槽から取り出した後,ほとんどの水は直ちに分銅表面から流れ落ちる。残った水滴を細かいテ
ィッシュペーパでぬぐい取るとよい。安定化させるために分銅をほこり避けの適切なカバー(通気をよく
するようにスペーサの上に逆さに置いたビーカ)の下に置き乾燥させる。
B.7.3 試験片の測定
密度の測定は,分銅の製造に使った金属片から採った一つの試験片で行うことができる。この試験片は,
できるだけ分銅の近くで採り,密度測定に適した体積と形状とをもつ。試験片の表面粗さは,分銅の粗さ
と同等,又はそれ以下である。分銅の密度は,この試験片の密度に等しいものと見なされる。この値の標
準不確かさは,相対標準不確かさ成分5×10−5と試験片密度の標準不確かさとを合成して評価する。
B.7.4 測定法A(液中での比較)(図B.4参照)
この測定法は,三つの異なる方法で行う。
測定法A1(2個の異なる参照分銅を空気中で測定する):空気中で試験分銅と参照分銅とを比較し,
次に,水中の試験分銅と空気中の第2の参照分銅とを比較する。
測定法A2(参照分銅を空気中及び液体中で測定する):空気中で試験分銅と参照分銅とを比較し,次
に両方とも水中にある試験分銅と同じ又は異なる参照分銅とを比較する。
測定法A3(直接測定):参照分銅の質量の代わりに試験分銅を天びんの表示を使って空気中と液体中
とで測定する。
B.7.4.1 準備
測定に当たっては,次のものを準備する。
a) 床下測定が可能である十分なひょう量及び高分解能(代表的には,2×10−6相対分解能)の実験用天
びん。
b) 20±0.2 ℃以内に温度制御可能な水槽。
c) 異なる大きさの分銅用の懸垂糸及び分銅保持具。
d) 水中で分銅保持具を取り付け又は取り外すための機構。
e) 密度が既知の質量標準器(分銅)。
f)
試験用手袋,糸くずの出ない布,試験用ピンセットなどの分銅取扱い用具。
g) 十分に照明された部屋。
36
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図B.4−測定法Aの概略
B.7.4.2 測定法A1(2個の異なる参照分銅を空気中で測定する。)
B.7.4.2.1 測定手順
試験時の液体密度ρl及び空気密度ρaを評価する。
a) 1回目の測定(試験分銅は空気中)
1) 密度ρaの空気中で試験分銅 (mta) を測定する。
2) 表示 (Ita) を記録する。
3) 試験分銅 (mta) を注意深く取り除く。
b) 2回目の測定(参照分銅は空気中)
1) 密度ρaの空気中で参照分銅 (mra) を測定する。
2) 表示 (Ira) を記録する。
3) 分銅 (mra) を注意深く取り除く。
c) 3回目の測定(試験分銅は液体中)
1) 密度ρlの水槽中で試験分銅 (mtl) を測定する。
2) 表示 (Itl) を記録する。
3) 試験分銅 (mtl) を注意深く取り除く。
d) 4回目の測定(2番目の参照分銅は空気中)
1) 密度ρalの空気中で参照分銅 (mrl) を測定する。
2) 表示 (Irl) を記録する。
3) 参照分銅 (mrl) を注意深く取り除く。
2番目の参照分銅 (mrl) は,通常,天びんの表示が 水に浸した分銅の表示に近い分銅を組み合わせたも
のである。
B.7.4.2.2 計算
有効密度ρrlは,式 (B.17) で計算する。
∑
∑
=
i
i
i
i
V
m
rl
rl
rl
/
ρ
·································································· (B.17)
ここに,
mrl: 組合せの全質量
37
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Vrli: 分銅の体積
試験分銅の密度ρtは,式 (B.18) で計算する。
wl
rl
al
wa
ra
a
wl
rl
al
a
wa
ra
a
l
t
)
(
)
(
m
m
C
m
m
C
m
m
C
m
m
C
∆
∆
∆
ρ
∆
ρ
ρ
−
−
−
+
+
+
=
····································· (B.18)
ここに,
ra
a
a
1ρρ
−
=
C
·········································································· (B.19)
rl
al
al
1ρρ
−
=
C
·········································································· (B.20)
(
)s
ra
ta
wa
C
I
I
m
−
=
∆
································································· (B.21)
s
rl
lt
wl
)
(
C
I
I
Δm
−
=
·································································· (B.22)
ρs: 感じ分銅の密度
ρas: 天びんを校正したときの空気密度
相対不確かさは,
()
()()
()()
()
()()
()()
()
()
(
)
(
)
(
)
+
+
+
+
+
+
+
+
=
2
rl
cap
2
rl
wl
2
ra
wa
2
r
r
r
2
2
rl
rl
rl
2
ra
ra
ra
2
l
l
2
al
al
al
2
a
a
a
2
t
t
2
m
m
u
m
m
u
m
m
u
m
m
u
m
c
u
c
u
c
u
u
c
u
c
u
∆
∆
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
····································································································· (B.23)
ここに,
=
l
t
ra
t
t
a
a
1
1
)
(
ρ
ρ
ρ
ρ
ρ
ρ
ρ
−
−
c
(通常,無視できるほど小さい。) ······ (B.24)
()
(
)
t
l
rl
l
al
al
ρ
ρ
ρ
ρ
ρ
ρ
−
=
c
······························································ (B.25)
)
(
)
(
l
t
ra
l
a
ra
ρ
ρ
ρ
ρ
ρ
ρ
−
=
c
····························································· (B.26)
()
()
(
)
l
t
rl
l
al
al
rl
ρ
ρ
ρ
ρ
ρ
ρ
ρ
−
=
−
=c
c
··················································· (B.27)
l
l
t
r
)
(
)
(
ρ
ρ
ρ−
=
m
c
··································································· (B.28)
()
(
)
()
+
=
rl
rl
ra
ra
r
r
2
1
m
m
u
m
m
u
m
m
u
······················································· (B.29)
参照分銅の質量と密度とは相関していると仮定する。
u (mcap)は,懸垂糸上の表面張力効果による不確かさである。ここで,直径1 mmのワイヤの最大表面張
力効果は23 mgでワイヤ半径が0.1 mmなら効果は2.3 mgである。
20 ℃付近の水密度の不確かさは,温度の不確かさ℃で表示のtl(水の温度)に次のようにほぼ相関して
いる。
2
l
1
3
2
l
l
)
(
10
1.4
)
(
×
−
=
−
t
t
u
u
ρ
ρ
··················································· (B.30)
0.05 kg/m3までの不確かさは,式 (B.18) で実現する。
38
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
通常,浮力補正係数Ca,Cal及びCsは互いに大きく異なることがないので同一とすると式(B.18)を次のよ
うに簡略化できる。
(
)
wl
rl
wa
ra
wl
rl
a
wa
ra
l
t
)
(
m
m
m
m
m
m
m
m
∆
∆
∆
ρ
∆
ρ
ρ
−
−
+
+
−
+
=
············································ (B.31)
相対不確かさは,
()
()()
()
()
()
(
)
(
)
(
)
+
+
+
+
+
+
=
2
c
2
rl
cap
2
rl
wl
2
ra
wa
2
r
r
r
2
2
l
l
2
a
a
a
2
t
t
2
u
m
m
u
m
m
u
m
m
u
m
m
u
m
c
u
u
c
u
∆
∆
ρ
ρ
ρ
ρ
ρ
ρ
ρ
················································································································· (B.32)
ここに,()
(
)
()
+
=
rl
rl
ra
ra
r
r
2
1
m
m
u
m
m
u
m
m
u
······················································· (B.33)
−
=
1
)
(
l
t
t
a
a
ρ
ρ
ρ
ρ
ρ
c
································································· (B.34)
l
l
t
r
)
(
)
(
ρ
ρ
ρ−
=
m
c
··································································· (B.35)
−
−
=
rl
al
ra
a
l
t
c
1
ρ
ρ
ρ
ρ
ρ
ρ
u
··························································· (B.36)
0.2 kg/m3までの不確かさは,式 (B.32) で実現できる。
B.7.4.3 測定法A2(参照分銅を空気中及び液体中で測定する)
B.7.4.3.1 測定手順
次の4回目の測定を除いては,1回目から3回目まではB.7.4.2.1の手順と同じである。
4回目の測定(参照分銅は液体中)は,次による。
a) 液体中の参照分銅 (mrl) を測定する。
b) 表示 (Irl) を記録する。
c) 分銅 (mrl) を注意深く取り除く。
参照分銅 (mrl) は2番目の参照分銅か,又は空気中で使用した (mra) 分銅と同じである。
B.7.4.3.2 計算
a) 試験分銅の密度ρtを,式 (B.37) 又は式 (B.46) で計算する。
同一の参照分銅を空気中と液体中との測定に使用する場合mra=mrl=mr及びρra=ρrl=ρrであるので
wl
wa
r
a
l
r
wl
r
l
a
wa
r
a
l
t
)
(
)
(
m
m
m
m
m
C
m
m
C
∆
∆
ρ
ρ
ρ
∆
ρ
∆
ρ
ρ
−
+
−
+
−
+
=
······································· (B.37)
r
a
a
1ρρ
−
=
C
··········································································· (B.38)
r
l
l
1ρρ
−
=
C
············································································ (B.39)
Δmwa及びΔmwlは,式 (B.18) で定義されている。
相対不確かさは,
39
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
ra
cap
wl
2
ra
wl
wl
2
ra
wa
wa
2
r
r
r
2
r
r
2
l
l
l
2
a
a
a
2
t
t
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
+
+
+
+
+
+
=
m
m
u
m
c
m
m
u
m
c
m
m
u
m
c
m
m
u
m
c
u
u
c
u
c
u
∆
∆
∆
∆
∆
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
·························································································· (B.40)
ここに,
−
=
l
r
t
t
a
a)
(
ρ
ρ
ρ
ρ
ρ
ρ
c
(通常,無視できるほど小さい。) ················ (B.41)
)
)
/
1(
(
1
)
(
t
r
wa
r
t
t
ρ
∆
ρ
ρ
ρ
−
+
=
m
m
c
(通常,無視できるほど小さい。) · (B.42)
t
t
r
r)
(
ρ
ρ
ρ−
=
m
c
······································································ (B.43)
−
=
l
t
l
t
r
wa)
(
ρ
ρ
ρ
ρ
ρ
∆m
c
···························································· (B.44)
l
r
wl)
(
ρ
ρ
∆
=
m
c
········································································ (B.45)
0.1 kg/m3までの不確かさは,式 (B.37) で実現できる。
b) 異なる参照分銅を空気中及び液体中測定で使用する場合,mra ≠ mrl及び ρra ≠ ρrlである。
よって,
wl
rl
l
wa
ra
a
wl
rl
l
a
wa
ra
a
l
t
)
(
)
(
m
m
C
m
m
C
m
m
C
m
m
C
∆
∆
∆
ρ
∆
ρ
ρ
−
−
+
+
−
+
=
······································ (B.46)
ここに,
ra
a
a
1ρρ
−
=
C
·········································································· (B.47)
rl
l
l1ρρ
−
=
C
··········································································· (B.48)
相対不確かさは,
2
ra
cap
wl
2
ra
wl
wl
2
ra
wa
2
r
r
r
2
2
rl
rl
rl
2
ra
ra
ra
2
l
l
l
2
a
a
a
2
t
t
)
(
)
(
)
(
)
(
)
(
)
(
2
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
+
+
+
+
+
+
+
=
m
m
u
m
c
m
m
u
m
c
m
m
u
m
m
u
m
c
u
c
u
c
u
c
u
c
u
∆
∆
∆
∆
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
·························································································· (B.49)
ここに,
+
=
rl
rl
ra
ra
r
r
)
(
)
(
2
1
)
(
m
m
u
m
m
u
m
m
u
······················································ (B.50)
+
−
−
=
l)
t
ra
l
ra
rl
t
a
a
(
1
)
(
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
c
(通常,無視できるほど小さい。)
·························································································· (B.51)
)
(
1
)
(
t
rl
t
l
ρ
ρ
ρ
ρ
−
=
c
(通常,無視できるほど小さい。) ·················· (B.52)
40
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
)
(
)
(
t
l
t
ra
l
a
rl
ra
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
−
=
c
·························································· (B.53)
rl
t
rl)
(
ρ
ρ
ρ=
c
··········································································· (B.54)
t
t
l
l
rl
r)
(
ρ
ρ
ρ
ρ
ρ
−
=
m
c
································································· (B.55)
l
rl
wl)
(
ρ
ρ
∆
=
m
c
········································································ (B.56)
参照分銅の質量は,相関関係があると考えられる。u (mcap) は,B.7.4.2.2を参照する。
0.1 kg/m3までの不確かさは,式 (B.46) で実現できる。
B.7.4.4 測定法A3(直接測定)
比較法を使用する代わりに,天びんの表示を直接読み取ることで簡略化することができる。
B.7.4.4.1 測定手順
手順b) 及びd) を省く以外,B.7.4.2.1の手順と同じである。
B.7.4.4.2 計算
この状況に適用する対応式は,式 (B.57) による。
tl
ta
a
tl
l
ta
t
I
I
I
I
−
×
−
×
=
ρ
ρ
ρ
······························································· (B.57)
この簡略化に対する前提条件は,十分に校正された天びんである。Itaは,天びんを風袋引きした後空気
中(添え字“a”)の試験分銅を測定したときの天びんの表示値であり,Itlは,液中のホルダに分銅を置か
ないで風袋引きした後,液中(添え字“l”)の試験分銅を測定したときの天びんの表示値を意味する。
相対不確かさは,
()
()
2
c
2
tl
cap
tl
2
tl
tl
tl
2
ta
ta
ta
2
a
a
a
2
l
l
2
t
t
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
u
I
m
u
I
c
I
I
u
I
c
I
I
u
I
c
u
c
u
u
+
+
+
+
+
=
ρ
ρ
ρ
ρ
ρ
ρ
ρ
········································································································ (B.58)
ここに,
l
t
l
t
a
a)
(
ρ
ρ
ρ
ρ
ρ
ρ
−
=
c
·································································· (B.59)
l
t
l
ta)
(
ρ
ρ
ρ−
=
I
c
······································································ (B.60)
l
l
t
tl)
(
ρ
ρ
ρ−
=
I
c
······································································ (B.61)
ref
al
a
l
t
c
1
ρ
ρ
ρ
ρ
ρ
−
−
=
u
······························································· (B.62)
0.2 kg/m3までの不確かさは,式 (B.57)で実現できる。
B.7.5 測定法B(密度評価)(図B.5参照)
B.7.5.1 原理
測定法Bは,水中ひょう量法を簡略化した形であり,手順には液体中での測定だけを含む。試験分銅を
密度ρlの水中に十分な強度の細いワイヤでつり下げる。天びんは質量値Itlを表示する。
この測定は,二つの異なる方法で行われる。
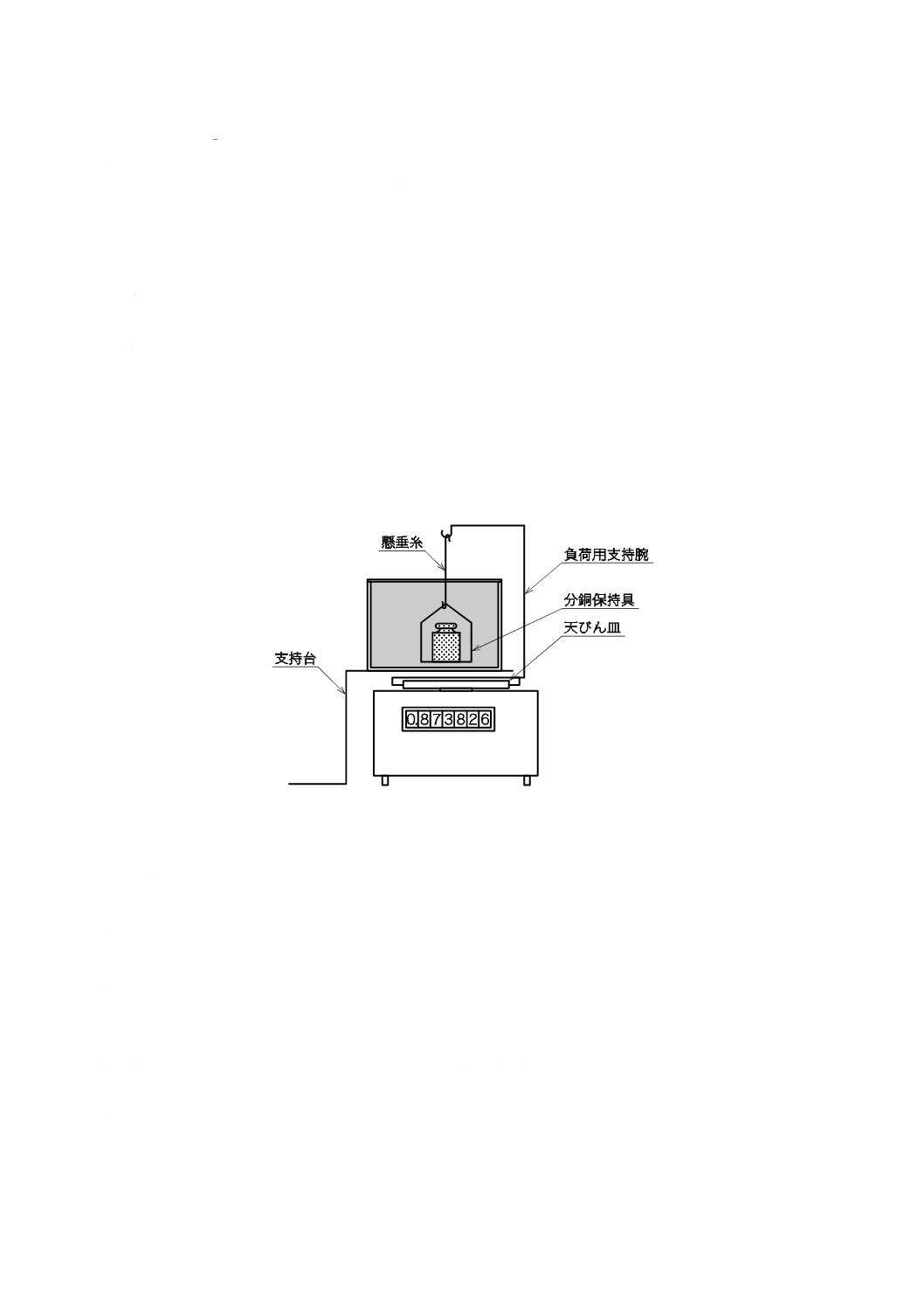
41
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 測定法B1 式 (B.63) 及び関連不確かさの式 (B.64)[E1級に対しては必す(須)]を使った密度計算。
b) 測定法B2 密度が規定範囲内にあることを検証する測定法で,天びんの表示の限度値を表6に規定し
た密度の上限及び下限値に基づいて計算する。密度決定方法の推定測定不確かさは分銅の大きさに基
づいている。追加安全策として最小限度は想定温度24 ℃の水に,最大限度は温度18 ℃に基づいてい
る。
B.7.5.2 準備
測定に当たっては,次のものを準備する。
a) 相対分解能10−6で,それに相当する再現性をもつ適切な計量範囲の実験用天びん。
b) 18 ℃〜24 ℃の範囲で安定した温度の水槽。天びんが床下ひょう量機構を備えている場合,その天び
んは水槽上の支持台に置くか(図B.4),又は図B.5に示すように水槽を支持台上に置く。
c) 天びん皿に取付け可能な負荷用支持腕。
d) 適切な懸垂糸付きの異なる大きさの分銅保持具。
e) 天びん校正用参照分銅。
f)
試験用手袋,糸くずの出ない布,実験用ピンセットなどの分銅取扱い用具。
図B.5−測定法Bの概略
B.7.5.3 測定手順
a) 分銅を18 ℃〜24 ℃の蒸留水が入った水槽に浸す。この水槽は,図B.5のように支持台上に置いても
よい。
b) 負荷用支持腕を天びん皿に取り付け,分銅保持具を負荷用支持腕から十分な強度の懸垂糸でつり下げ,
分銅保持具が完全に水中に浸るようにする。懸垂糸での空気と水との境界面を一定にする必要がある。
c) 天びんの風袋をゼロにする。天びんに風袋機能がない場合,Itlは,1回目と2回目の測定の表示値の
差とする。
d) 分銅から泡を取り除いて保持具上に置く。
e) 水面のメニスカスを乱すことのないように懸垂糸を動かさない。
f)
安定したとき天びんの表示Itlを読み取り,記録する。
g) ピンセットを使って試験分銅を保管位置に戻す。
h) 室内の環境状況(大気温度,大気圧,湿度)及び液体の温度を記録する。
42
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.7.5.4 結果
B.7.5.4.1 測定法B1
分銅の公称値m0を使った分銅の計算。
密度は,式 (B.63) で計算する。
−
−
=
ref
a
tl
t
t
l
t
1ρρ
ρ
ρ
I
m
m
······························································ (B.63)
測定不確かさは,
2
tl
cap
tl
2
t
t
t
2
tl
tl
tl
2
a
a
a
2
1
1
2
t
t
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
+
+
+
+
=
I
m
u
I
c
m
m
u
m
c
I
I
u
I
c
u
c
u
u
ρ
ρ
ρ
ρ
ρ
ρ
ρ
·································································································· (B.64)
ここに,
)
(
)
(
)
(
tl
t
t
t
l
t
t
I
m
m
m
c
−
−
=ρ
ρ
ρ
································································ (B.65)
)
(
)
(
t
tl
ref
tl
a
a
m
I
I
c
−
=ρρ
ρ
······························································· (B.66)
tl
t
tl
tl)
(
I
m
I
I
c
−
=
······································································ (B.67)
u (mcap) は,懸垂糸上の表面張力による不確かさである(B.7.4.2.2参照)。
測定法B1の測定不確かさは,大形分銅に対しては±5 kg/m3より小さいのが一般的で,1 g分銅について
は±60 kg/m3までとなり,不確かさは分銅の大きさと取扱い時の配慮に依存する。測定不確かさは,分銅
の大きさが小さくなると増大する。
B.7.5.4.2 測定法B2
分銅の密度ρtは,対応する分銅の大きさに対するItlの値と二つの限度値Itl(min)及びItl(max)とを比較するこ
とで検証する。これらの限界値を表B.7及び表B.8に規定する。
表B.7−公称値1 kg以上の分銅の水中測定での密度の限界値
単位 kg
公称値
E1級
E2級
F1級
最小限界値
Itl (min)
最大限界値
Itl (max)
最小限界値
Itl (min)
最大限界値
Itl (max)
最小限界値
Itl (min)
最大限界値
Itl (max)
50 kg
43.738
43.801
43.638
43.910
43.277
44.274
20 kg
17.495
17.520
17.455
17.564
17.311
17.709
10 kg
8.747 6
8.760 2
8.727 7
8.781 9
8.655 5
8.854 7
5 kg
4.373 8
4.380 1
4.363 8
4.391 0
4.327 7
4.427 4
2 kg
1.749 5
1.752 0
1.745 5
1.756 4
1.731 1
1.770 9
1 kg
0.874 76
0.876 02
0.872 77
0.878 19
0.865 55
0.885 47
注記 網掛け部は,測定法B2には推奨できない。
43
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.8−公称値500 g以下の分銅の水中測定での密度の限界値
単位 g
公称値
E1級
E2級
F1級
最小限界値
Itl (min)
最大限界値
Itl (max)
最小限界値
Itl (min)
最大限界値
Itl (max)
最小限界値
Itl (min)
最大限界値
Itl (max)
500 g
437.41
437.98
436.42
439.07
432.81
442.71
200 g
174.98
175.17
174.59
175.61
173.15
177.07
100 g
87.50
87.58
87.30
87.80
86.58
88.53
50 g
43.741
43.797
43.596
43.948
43.184
44.365
20 g
17.472
17.545
17.358
17.660
17.000
18.017
10 g
8.720
8.788
8.638
8.872
8.352
9.166
5 g
4.350 6
4.404 1
4.283
4.478
4.069
4.688
2 g
1.728 0
1.774 2
1.671
1.833
1.51
2.00
1 g
0.856 8
0.895 4
0.814
0.937
0.67
1.00
注記 網掛け部は,測定法B2には推奨できない。
B.7.6 測定法C(置換された液体の質量測定による体積測定)(図B.6参照)
この測定法は,1 g未満の分銅に対しては実用的ではない。
B.7.6.1 原理
この測定法は,次の二つの方法で実施される。
a) 試験分銅の質量が未知である場合。
b) 試験分銅の質量が既知である場合。
B.7.6.2 一般的考察
水中の分銅に働く浮力を測定する代わりに,浸水した分銅が置換する液体の体積を測定することができ
る。試験分銅の既知質量mtであれば,その密度を計算することができる。
B.7.6.3 準備
測定に当たっては,次のものを準備する。
a) 相対分解能が10−5以上でそれに対応する再現性があり,測定範囲が200 gから100 kgまでの実験用天
びん。
b) 適切な大きさの水槽。
c) 水中に分銅をつるす高さ調整機構付き支持台。
d) 適切な大きさの懸垂糸及び分銅保持具。
e) 試験用手袋,糸くずの出ない布,実験用ピンセットなどの分銅取扱い用具。
f)
十分に照明された部屋。
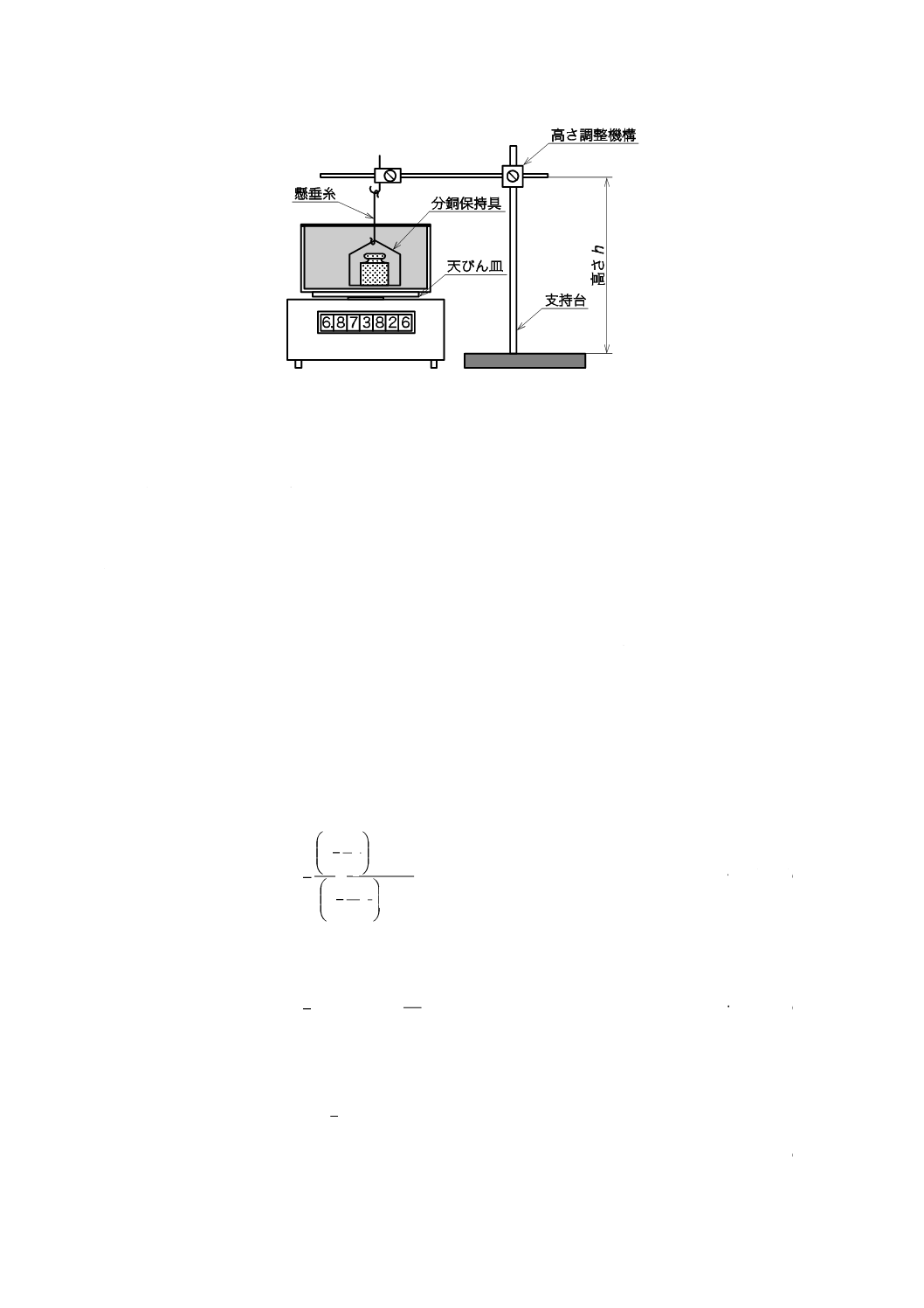
44
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図B.6−測定法Cの概略
B.7.6.4 測定手順
a) 水の入った容器を天びん皿上に置く。
b) 分銅保持具を懸垂糸で支持台からつるす。
c) 機能があれば,天びんの風袋引きをする。ない場合は表示I1を読む。
d) 分銅保持具を水面上に持ち上げ,そこに分銅を置いて,再度水に沈める。
e) 懸垂糸を以前と同じ高さの所で空気と水との境界面と交差するように高さhを調整する。
f)
表示Idl(天びんに風袋機能がなければ,Idl=I2−I1,でI2)を読み取る。
g) 室内環境状況である空気温度,大気圧及び湿度,液体の温度を記録する。
h) 式 (C.29) 及び表B.6を使って,室内の空気密度ρa,水槽の密度ρlを計算する。
置換された水の質量Vt ρlは,測定値Idlで示される。必要な場合,最後の風袋引きからの時間での蒸発を
推定する。時間に伴う蒸発率を推定するため数回読み取り,風袋測定と読みとの間の時間差に対して補正
する。分銅を再度水に沈める前に乾燥させなければならないため,測定法Cを繰り返すのは実際的でない。
B.7.6.5 計算
二つの読み間の差Idlは,空気中で測定した置換液体の量に等しい。試験分銅の質量mtが既知である場
合,試験分銅の密度ρtを計算するために値Idl及びmtを式 (B.68) に代入する。
dl
ref
a
l
t
l
a
t
1
1
I
m
×
−
×
−
=
ρ
ρ
ρ
ρ
ρ
ρ
······························································· (B.68)
mtが未知である場合,試験分銅を天びんで測定し空気中での表示値ItaをIdlとともに式(B.69)から密度ρt
を計算する。
dl
ta
a
l
a
t
)
(
I
I
ρ
ρ
ρ
ρ
−
+
=
······························································ (B.69)
B.7.6.6 測定法Cの測定不確かさ
式 (B.68) に対して,
2
cap
dl
2
dl
2
dl
2
t
2
t
2
l
2
l
2
a
2
a
2
t
2
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
u
I
c
I
u
I
c
m
u
m
c
u
c
u
c
u
+
+
+
+
=
ρ
ρ
ρ
ρ
ρ
·························································································· (B.70)
45
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
dl
t
ref
t
a)
(
I
m
c
−
=ρρ
ρ
··································································· (B.71)
dl
t
l)
(
I
m
c
=
ρ
··········································································· (B.72)
dl
l
t)
(
I
m
c
ρ
=
··········································································· (B.73)
2
dl
l
t
dl)
(
I
m
I
c
ρ
=
········································································· (B.74)
式 (B.69) に対して,
2
cap
dl
2
dl
2
dl
2
ta
2
ta
2
l
2
l
2
a
2
a
2
t
2
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
u
I
c
I
u
I
c
I
u
I
c
u
c
u
c
u
+
+
+
+
=
ρ
ρ
ρ
ρ
ρ
·························································································· (B.75)
ここに,
dl
ta
a
1
)
(
I
I
c
−
=
ρ
······································································· (B.76)
dl
ta
l)
(
I
I
c
=
ρ
··········································································· (B.77)
dl
l
ta)
(
I
I
c
ρ
=
··········································································· (B.78)
2
dl
l
ta
dl)
(
I
I
I
c
ρ
=
········································································· (B.79)
1 g ≦ mt ≦ 1 kg の範囲内では,測定不確かさは ±10 kg/m3から±100 kg/m3であり,分銅の大きさ及
び取扱中の配慮に依存する。計算した密度値ρtを表6の密度に対する最小及び最大限度値と比較する前に,
このρtの値をこの測定法で考えられる不確かさ,又は推定不確かさとともに拡張しなければならない。
B.7.7 測定法D(一定容積容器内で置換された液体の測定)(図B.7参照)
B.7.7.1 原理
大形分銅は,水中ひょう量法で扱うのが困難であるため,体積を測定する代案としては一定の容積に調
整可能な容器を用い,置換された液体を測定する間接的な測定法である。
容器に既定の位置まで水で満たし,一度目は分銅を容器内の水に入れて,もう一度は容器内に水だけで,
合計2回測定する。対応する天びんの表示はIl+t及びIlである。容器首部の直径は1 cmより大きくなく,
水を均一,かつ,安定した±0.1 ℃の温度に保つ。分銅の体積が容器の容積に比例してあまり小さくない
よう容器のシールが漏れのないよう,また,閉じ込められる空気がないように配慮するべきである。一定
の液体密度ρlが与えられると分銅の密度ρtは,式 (B.63) に類似の式 (B.80) に従って差 (Il+t−Il) から計
算する。
(
)
−
−
−
=
+
ref
a
l
t
l
0
l
0
t
1ρρ
ρ
ρ
I
I
m
m
····················································· (B.80)
B.7.7.2 準備
測定に当たっては,次のものを準備する。
a) 測定可能範囲が5 kgから100 kgまでの相対分解能が10−6よりよい実験用天びん。
b) 正確に充てん(填)レベルを制御できる適切な設計の透明な試験用容器。
46
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 試験用手袋,糸くずの出ない布,実験用ピンセットなどの分銅取扱い用具。
d) 十分に照明された部屋。
図B.7−測定法Dの概略
B.7.7.3 測定手順
a) 分銅を容器に入れて注意深く水を決められたレベルまで満たす(例えば,流出ゲートにあふれるまで)。
b) 分銅と水の入った容器を測定する。
c) 表示Il+tを読み取り,記録する。
d) 分銅を取り出し,同じ温度の水を同一レベルまで加える。水の温度が一定に保たれている場合,温度
を測定する必要はない。
e) 水を入れた容器を測定する。
f)
表示値Ilを読んで,記録する。
g) 読みの差 (Il+t−Il) は,分銅質量から排除された水の質量を引いたものである。測定を繰り返すとき,
分銅を再度水に浸す前に乾かす必要はない。
h) 室内環境状況である空気温度,大気圧及び湿度,液体の温度を記録する。
i)
式 (C.29) 及び表C.6を使って,室内の空気密度ρa及び水槽の密度ρlを決定する。
B.7.7.4 測定法Dの測定不確かさ
2
w
I
2
I
I
2
l
l
2
t
t
t
2
a
a
a
2
t
t
)
(
)
(2
)
(
)
(
)
(
)
(
)
(
)
(
u
c
u
c
u
m
m
u
m
c
u
c
u
+
+
+
+
=
ρ
ρ
ρ
ρ
ρ
ρ
ρ
·························································································· (B.81)
ここに,
t
l
ref
l
l
t
t
a
a
)
(
)
(
m
I
I
c
ρ
ρ
ρ
ρ
ρ
−
=
+
····························································· (B.82)
l
l
t
t)
(
ρ
ρ
ρ−
=
m
c
······································································ (B.83)
l
t
t
I
ρ
ρ
m
c=
············································································· (B.84)
uwは,分銅があるとき及びないときの二つの水レベルによる不確かさの寄与分である。この測定法の不
確かさは,1 kgの分銅に対して±15 kg/m3のオーダよりよいが容器首部の直径が小さく,水が均一で安定
47
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
した±0.1 ℃の温度に保たれ,分銅の体積が容器の容量に比べて小さすぎなく容器のシールに漏れがなく,
閉じ込められた空気がないならば大きな分銅に対しては減少する。
B.7.8 測定法E(形状寸法測定による体積測定)
B.7.8.1 原理
分銅の体積は,その寸法と適切な式とで計算できる。その体積は調整孔も含む複数の基本的な要素に分
割することができる。分銅は,図A.1に従って形作られているものと考えられている(ここでは調整孔な
し。図B.8を参照)。首部A,リング部B及び本体Cの比較的単純な三つの幾何学的形状についての標準
式が与えられている(参考文献 [26] 参照)。場合によっては,分銅にはくぼみDが底にあることがあるが,
その体積部分の計算は容易である。
測定法Eでは,分銅を水に浸す必要はなく,調整孔のある分銅にとっては利点である。しかし,測定の
間に表面に擦りきずを付ける危険性があり,この測定法をE級及びF級分銅に使用してはならない。
B.7.8.2 準備
測定に当たっては,次のものを準備する。
a) 副尺付きノギス(できれば0.01 mmの分解能)
b) マイクロメータ(小形分銅用)
c) 半径ゲージ(代案として,表A.1の値を使用する。)
d) 試験用手袋,糸くずの出ない布,試験用ピンセットなどの分銅取扱い用具
e) 十分に照明された部屋
図B.8−OIML円筒形分銅
B.7.8.3 測定手順
a) 図B.8に従って,高さ,直径,半径,調整孔及びくぼみの寸法を測定する。
b) 式 (B.85) から式 (B.89) に従って,A,B,C,D部分の体積を計算し,合計する。
c) 質量と体積とから密度を計算する。
+
−
+
+
−
=
3
2
2
π
4
π
4
π
2
2
2
2
2
2
2
2
2
2
2
2
2
2
A
R
R
D
R
R
D
R
D
R
V
·························· (B.85)
48
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
+
−
−
+
=
3
10
π
2
π
2
2
π
2
1
2
1
3
1
3
1
2
3
1
B
R
R
D
R
D
R
D
R
V
································· (B.86)
(
)
[
]
+
−
−
−
+
−
=
3
1
3
1
2
3
2
1
2
1
C
π
2
π
3
10
2
π
2
4
π
R
D
R
D
R
R
R
H
D
V
·················· (B.87)
(
)
2
2
2
1
2
1
3
D
12
1
l
l
l
l
l
V
+
+
=
····························································· (B.88)
{
}
D
C
B
A
weight
V
V
V
V
V
−
+
+
=
························································ (B.89)
B.7.8.4 測定法Eの測定不確かさ
不確かさに一番大きく寄与するものは,現実の形状が数学的モデルから逸脱していることによる。附属
書Aに基づいて形作られた分銅のうち,大形分銅に対する不確かさの範囲は30 kg/m3,小形分銅に対して
は600 kg/m3である。調整孔のある分銅又は他の形状の分銅に対しては,不確かさが2倍以上となる(参
考文献 [24] 参照)。
B.7.9 測定法F(既知の材料成分に基づく推定)
B.7.9.1 原理
ほとんどの分銅は,限られた合金の中から一つを選んで製作されている。その正確な密度値は,各合金
成分の相対的比率による。その代表的な密度範囲を表B.9に示す。
B.7.9.2 測定法F1
供給者が特定の等級の分銅に対して,常に同じ合金を使用し,密度が以前の試験から分かっている場合,
同じ合金に対して 表B.9に規定された不確かさの値の1/3をその既知の密度に適用できる。
B.7.9.3 測定法F2
問題としている分銅の供給者から合金の成分を入手し,合金成分の濃度関数としての密度表の載ってい
る物理・化学ハンドブックから密度値を調べる。ハンドブックの密度を用い,表B.9から不確かさの値を
適用する。E2級からM2級までの分銅に対しては,表B.9の“仮定密度”値で十分である。M3級分銅の密
度は考慮しないのが普通である。
表B.9−測定法F2−分銅に用いられる材料の密度
材料
仮定密度
拡張不確かさ(k=2)
プラチナ
21 400 kg/m3
±150 kg/m3
洋銀
8 600 kg/m3
±170 kg/m3
黄銅
8 400 kg/m3
±170 kg/m3
ステンレス鋼
7 950 kg/m3
±140 kg/m3
炭素鋼
7 700 kg/m3
±200 kg/m3
鉄
7 800 kg/m3
±200 kg/m3
鋳鉄(白)
7 700 kg/m3
±400 kg/m3
鋳鉄(灰色)
7 100 kg/m3
±600 kg/m3
アルミニウム
2 700 kg/m3
±130 kg/m3
B.7.9.4 計算
B.7.9.4.1 調整孔付き分銅の密度
調整孔内に密度の高い物体を入れる質量調整は,分銅の密度にも影響を及ぼすかもしれない。最終質量
のうち,合金X(密度ρx)がx %,調整用材料Y(密度ρy)がy %となる場合,密度ρtは,式 (B.90) で計
49
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
算する。
y
x
t
100
ρ
ρ
ρ
y
x+
=
······································································· (B.90)
B.7.9.4.2 複合材分銅の密度
二つの異なる成分が1個の分銅を構成しているか,又は異なる密度の2個の分銅を標準として使用する
場合には,同じ式を使って求める密度を決めることもできる。質量調整に好ましい金属は,タングステン
(18 800 kg/m3±200 kg/m3),鉛 (11 300 kg/m3±150 kg/m3),モリブデン (10 000 kg/m3±150 kg/m3) 及びすず
(7 300 kg/m3±100 kg/m3) である。
B.7.10 測定法G(音響式体積計)
B.7.10.1 原理
音響式体積計は,大気中で測定が行われ分銅の汚染がなく,液中ひょう量法で問題になる質量の安定性
に影響を与えるようなことはない(参考文献 [21], [22] 参照)。しかし,体積の比較器であるので水中ひょ
う量法で体積が測定された基準体積が必要になる。また,分銅を収納したときの測定槽内の空間が大きい
と結果のばらつきの原因になるので分銅の寸法及び形状に適した測定槽の選択が必要である。
B.7.10.2 測定装置
音響式体積計の概略を図B.9に示す。装置は,基準槽,測定槽及び計算機から構成する。基準槽と測定
槽とはスピーカで仕切られ,2槽内の音圧は二つのマイクロホンで独立に測定される。スピーカが正弦波
信号で駆動されると,二つの槽には絶対値が等しく符号が反対の微小な体積変化が与えられ,その結果,
測定槽と基準槽とは互いに符号が反対の微小圧力変化が生じる。この圧力比は,二つの槽の体積差に依存
するので測定槽に測定物を出し入れしたときの体積変化を圧力比の変化として検出できる。体積が既知の
参照分銅を出し入れして検出感度を校正すると参照分銅と試験分銅との体積差が測定できる。
図B.9−音響式体積系の概略
B.7.10.3 測定手順
a) 試験分銅に応じた測定槽を装着し,検出感度の校正を行う。
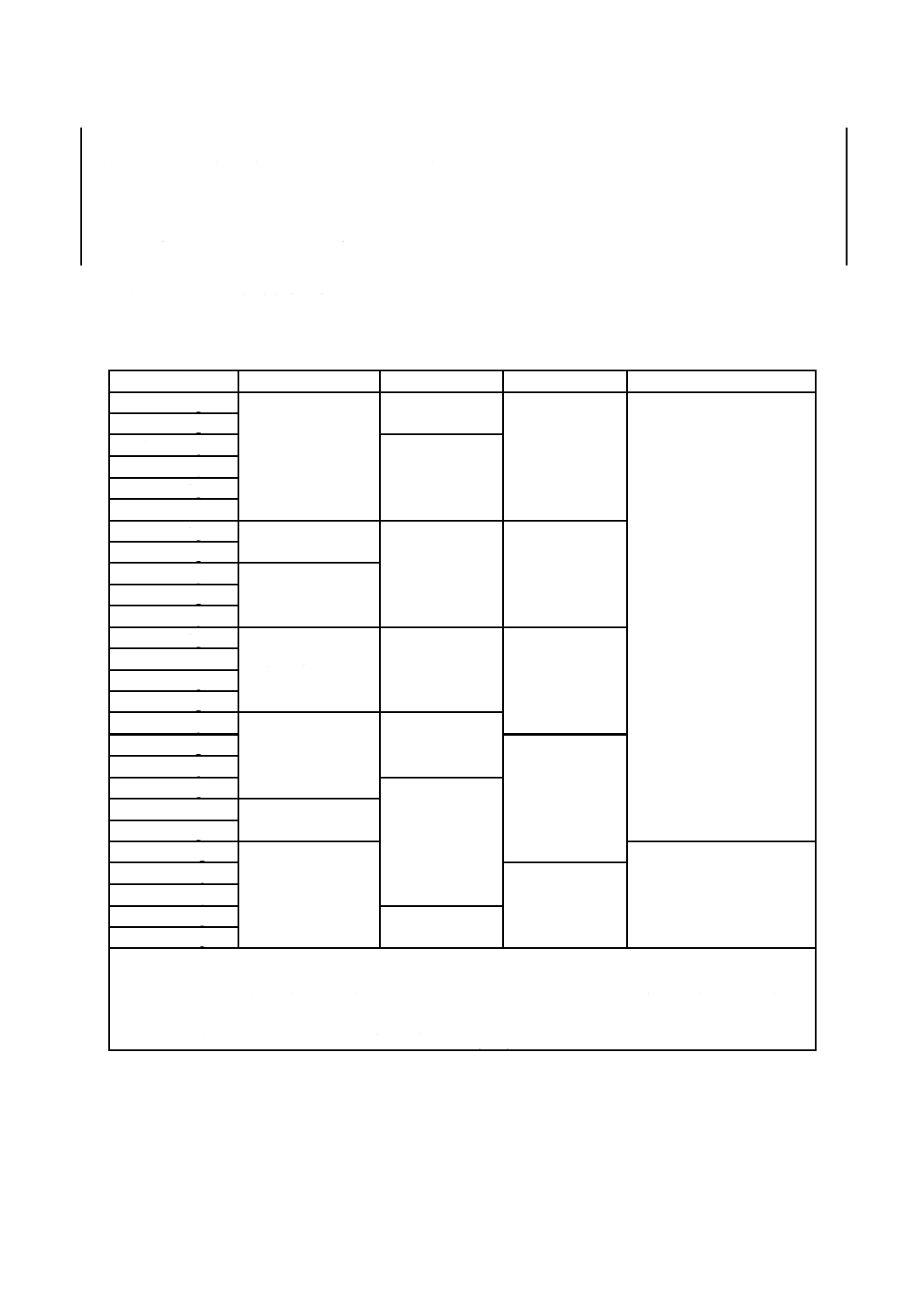
50
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 駆動周波数,サンプリング総数,分銅公称値などの測定パラメタを入力する。
c) 参照体積と試験分銅とを交互に入れ替え,適切な繰返し数の比較を行う。
B.7.10.4 不確かさ
この測定法は,水中ひょう量法によって校正された体積の参照分銅を用い,100 gの分銅で約0.06 %,
1 kgの分銅で約0.02 %,10 kgの分銅で約0.05 %の相対不確かさで体積測定が実現できる。
B.7.11 密度測定の推奨測定法
分銅等級に対する推奨密度測定法を,表B.10に示す。
表B.10−分銅等級に対する推奨密度測定法
公称値
E1級
E2級
F1級
F2級,M1級及びM2級
5 000 kg
−
−
E,F
F
2 000 kg
1 000 kg
E,F
500 kg
200 kg
100 kg
50 kg
A,C,D
D,E,F
D,E,F
20 kg
10 kg
A,B1 a),C,G
5 kg
2 kg
1 kg
A,B a),C,G
B,F
B,C,F
500 g
200 g
100 g
50 g
A,B1 a),G
B,C,F
20 g
F
10 g
5 g
F
2 g
B a),F/1
1 g
500 mg
F/1
−
200 mg
−
100 mg
50 mg
−
20 mg
注記1 M3級分銅の場合,通常,密度を考慮する必要がない。
注記2 密度測定で使用する液体が水でない場合,密度測定後清掃を繰り返して行う必要がある[よく使用され
る他の液体(例えば,ふっ化炭素)は残留物を残すので,アルコールなどの溶剤で清掃して取り除く必
要がある。]。
注a) E1級分銅に測定法Bを使用する場合,密度値は式 (B.63) から計算しなければならない。
51
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
分銅又は組分銅の校正方法
序文
この附属書は,OIML R111-1 Edition 2004 を基に,分銅又は組分銅の協定質量の校正方法について規定
する。
C.1 一般
分銅の協定質量を測定する二つの方法を次に示す。
a) 等量比較法
b) 分量法/倍量法(組分銅だけに適用)
注記1 三つの異なる測定手順を示し,そのすべてが置換ひょう量の形式である。また,限定はし
ないが,皿が1個の天びんを意図している。
注記2 質量測定前に分銅の密度を十分に知らなければならない。加えて,環境条件及び質量測定
に用いる天びんの計量特性も十分に知らなければならない。協定質量及びその不確かさを
評価する公式が与えられていなければならない。
C.2 計量上の要求事項
C.2.1 環境条件
分銅の校正は,室温に近い温度で大気圧の安定した環境条件で行わなければならない1)。代表的な推奨
値を表C.1に示す。
表C.1−校正中の環境条件(良好な結果を得るための代表的な推奨値)
等級
校正中の温度変化a)
E1級
12時間当たり最大±0.5 ℃で,時間当たり±0.3 ℃
E2級
12時間当たり最大±1 ℃で,時間当たり±0.7 ℃
F1級
12時間当たり最大±2 ℃で,時間当たり±1.5 ℃
F2級
12時間当たり最大±3.5 ℃で,時間当たり±2 ℃
M1級
12時間当たり最大±5 ℃で,時間当たり±3 ℃
等級
空気の相対湿度(hr)の範囲b)
E1級
4時間当たり最大±5 %で40〜60 %
E2級
4時間当たり最大±10 %で40〜60 %
F級
4時間当たり最大±15 %で40〜60 %
注a) これは試験室の温度変化である。天びん及び分銅の温度安定のためにも(表B.2を参照)
校正の24時間前に試験室の温度の適切な安定が必要である。
b) 上限値は,天びんを保管するときに主として重要となる。
注1) 天びんのひょう量室内の分銅と空気との間の温度差ができるだけ小さいことも重要である。天
びんのひょう量室内に校正前と校正中に参照分銅及び試験分銅を入れておくと,この温度差を
52
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
低減することができる。
C.2.1.1 E級分銅に対しては,校正室の温度が18 ℃〜27 ℃の範囲でなければならない。また,相対湿度
は,E及びF級分銅に対しては,40 %〜60 %の範囲になければならない。
C.2.1.2 空気密度が参照値の1.2 kg/m3から±10 %以上変化した場合,真の質量を評価し,この値から協定
質量を計算しなければならない。
C.2.2 天びん
校正に用いる天びんの性能は,事前の測定によって把握していなければならない。特に,その分解能,
直線性,繰返し性又は再現性及び偏置誤差は,要求される不確かさが達するものでなければならない。
C.2.3 参照分銅
参照分銅は,試験分銅より上位の等級のものを使用しなければならない。特に,E1級の分銅の校正で用
いる参照分銅は,試験分銅より磁気的な特性,表面粗さなどにおいてより優れた特性をもっていなければ
ならない[6.2(拡張不確かさ)及び6.3(最大許容誤差)の要求事項を満たさなければならない。]。
C.3 質量測定法
分銅の協定質量を決めるための等量比較法及び分量法について次に示す。ここでは,三つの異なった手
順を示すが,これらは置換ひょう量法によるものであり,皿が1個の天びんを使用する場合を例にしたも
のである。
C.3.1 等量比較法
試験分銅は,1個又は複数の参照分銅との比較によって校正する。参照分銅は,試験分銅と等しい公称
値のものを用い,小さな質量差を測定して相対的に高度な校正を実現する。より高い信頼性を目指す校正
では,校正履歴をもつ確認分銅を試験分銅と同時に校正する方法がある。更新された確認分銅の校正値に
ついて前回の値との整合性を確認し,校正の成否を評価する(参考文献[27]参照)。
等量比較法によって1 g未満のE1級の分銅の校正を行う場合には,特別な問題が生じるかもしれない。
これは質量範囲における参照分銅の相対的に大きな不確かさが原因となる。一般に,大きな分銅は,小さ
な分銅に比べ相対的に不確かさが小さい。これは両者の面積比から大きな分銅が質量の安定性に優れてい
ること,天びんの不安定性が問題になるからである。分量法は,大きい参照分銅の質量を基準に,これよ
り小さな各試験分銅の質量との相対関係を求め,参照分銅の不確かさを各試験分銅の公称値との比から比
例配分する。したがって,1 g未満のE1級の分銅の校正には,分量法を推奨する。
C.3.2 分量法
種々の公称値をもつ分銅から構成される組分銅全体を1個又は複数の参照分銅と比較して校正する。こ
の方法は,主として最も高い精度が要求されるE1級の組分銅を校正するために用いられる(参考文献 [28],
[29],[30],[31] 参照)。
分量法は,組分銅の各けたの中で幾通りかの測定を必要とし,公称値の総和の等しい分銅の異なる組合
せ間で比較を行う。1個の参照分銅を使う場合,比較測定の釣合いを示す方程式の数は,質量が未知の試
験分銅の数より多くなければならない。分銅の組合せを変えた比較測定の結果に最小二乗法を適用し,組
分銅の個々の分銅の質量値を計算する。1個以上の参照分銅を使う場合は,その方程式の数を未知の分銅
の数に等しくすることも可能である。
分量法の利点は,この方法が校正結果において,より大きい信頼度を与える余剰をもっていることであ
る。しかし,分量法,特に最小二乗法の計算は,数学の知識を必要とする(参考文献 [28],[29] 参照)。
公称値 [5,2,2*,1,1*] × 10n g系列で構成された組分銅を分量法で校正するとき,1個の参照分銅を用
53
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
いる。
校正様式の一例を,次に示す(参考文献 [29],[30] 参照)。
参照分銅
vs.
5+2+2*+1
参照分銅
vs.
5+2+2*+1*
5
vs.
2+2*+1
5
vs.
2+2*+1*
2+1
vs.
2*+1*
2+1
vs.
2*+1*
2+1*
vs.
2*+1
2+1*
vs.
2*+1
2
vs.
1+1*
2
vs.
1+1*
2*
vs.
1+1*
2*
vs.
1+1*
この例において参照分銅は,10×10n gの公称値をもっているもので,分銅2*は,同一組分銅の同けたで
2個ある同じ公称値の2及び2*のうちの一つである。また,分銅1*は分銅 (0.5+0.2+0.2*+0.1) ×10n g
の組合せ,又は確認分銅であってもよい。計算を単純化するために比較校正の中には重複しているものも
ある。
上記の校正様式は,同一の天びんをすべての比較に使用した場合にだけに適用する。
C.4 測定手順
参照分銅と試験分銅との質量差は,最低2回の測定結果から計算する。しかし,高度な分銅の校正では,
天びんの表示のドリフトの影響を補償する手順で比較し,質量差を求めることが必要である。このため,
等量比較における三つの測定手順を,C.4.1及びC.4.2に示す。ここで,Aは参照分銅のひょう量,Bは試
験分銅のひょう量を表す。通常,E級及びF級分銅を校正するときは,測定手順ABBA及びABAが使わ
れる。測定手順AB1…BnAは,M級分銅の校正に使われ,E級及びF級分銅には推奨できない。測定手順
ABBA及びABAについては,分量法による校正にも有用である。1個以上の参照分銅が使われる場合,そ
の測定手順は,それぞれの参照分銅に対し別々に適用され,複数の参照分銅が相互に比較できる。
C.4.1 1個の参照分銅による1個の試験分銅の比較(E及びF級分銅に推奨)
様々な測定手順が実施されているが(参考文献 [33] 参照),2個の分銅A及び分銅Bについては,ABBA
及びABAとして有名な次の測定手順を推奨する。
a) 測定手順ABBA (r1t1t2r2)
Ir1 1,It1 1,It2 1,Ir2 1,…….,Ir1 n,It1 n,It2 n,Ir2 n
ΔIi= (It1i−Ir1i−Ir2i+It2i) /2 ························································ (C.1)
ここに, i=1,….,n
b) 測定手順ABA(r1t1r2)
Ir1 1,It1 1,Ir2 1,…….,Ir1 n,It1 n,Ir2 n
ΔIi=It1 i− (Ir1 i+Ir2 i) /2 ···························································· (C.2)
ここに, i=1,….,n
測定手順ABBA及びABAにおいて,nは一連の測定の数である。i値は分銅がひょう量皿に載せられた
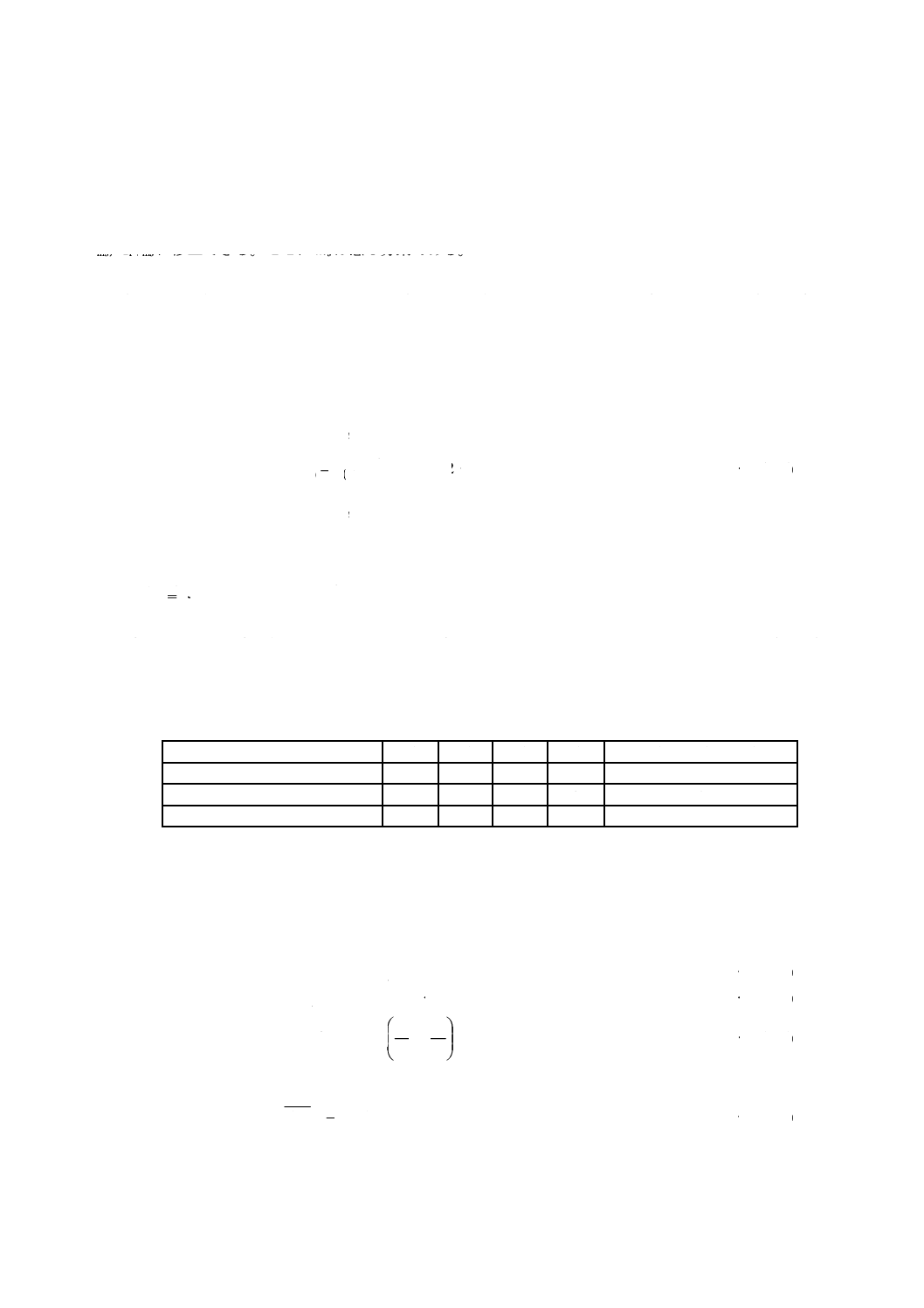
54
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
順に与えられる。ここで,r及びtはそれぞれ参照分銅及び試験分銅を示す。ΔIiは繰返し測定iから得られ
る天びんの表示の差である。
C.4.1.1 測定間の時間間隔は一定に保たれなければならない。
C.4.1.2 測定過程の間に天びんの感度を決定する必要性がある場合,測定手順ABBAは,形式Ir,It,It+
ms,Ir+msに修正できる。ここにmsは感じ分銅である。
C.4.2 1個の参照分銅と同じ公称質量の数個の試験分銅の比較(測定手順AB1….BnA)
1個の参照分銅によって同じ公称質量の数個の試験分銅t (j) (j=1…, J) を同時に校正する場合,測定手
順ABAをAB1…BnAに変更できる。
測定手順 AB1…BnA:
Ir1 1,It(1) 1,It(2) 1,…,It(J) 1,Ir2 1,Ir1 2,It(J) 2,It(J-1)2,…,It(1) 2,Ir2 2,…
{Ir1 i-1,It(1) i-1,It(2) i-1,…,It(J) i-1,Ir2 i-1,Ir1 i,It(J) i,It(J-1) i,…,It(1) i,Ir2 i}
ここに,i=1,…,n
()
()(
)2/
r2
rl
t
i
i
i
j
j
i
I
I
I
I
+
−
=
∆
························································· (C.3)
ここに,i=1,…,n
測定中の表示値のドリフトが無視できる場合,すなわち,所定の不確かさの1/3であれば,一連の測定
を繰り返しているとき,AB1…BnAにおいて試験分銅の順序を逆にすることは必要ではない。分銅の数は
通常5 (J ≦ 5) 以下にすることが望ましい。
C.4.3 測定回数
測定回数nは,測定の繰返し性,再現性及び要求される不確かさに基づいて決める。表C.2に試験分銅
を天びんで測定する最小の回数を示す。
表C.2−最小測定回数
測定手順
E1級
E2級
F1級
F2級
M1級,M2級,M3級
ABBAの最小回数
3
2
1
1
1
ABAの最小回数
5
3
2
1
1
AB1…BnAの最小回数
5
3
2
1
1
C.5 比較結果の解析
C.5.1 1個の試験分銅の協定質量の平均差
測定手順ABBA及びABAにおいて,i番目の測定における試験分銅と参照分銅間の協定質量差Δmcは式
(C.4) 及び式 (C.5) による。
cr
ct
c
m
m
Δm
−
=
····································································· (C.4)
i
i
i
C
m
I
Δ
Δm
cr
c
+
=
································································ (C.5)
ここに,
×
=
r
t
0
a
1
1
)
(
ρ
ρ
ρ
ρ
−
−
i
i
C
························································· (C.6)
繰返しnにおける協定質量の平均差は,
∑
=
=
n
i
i
m
n
m
1
c
c
1
∆
∆
····································································· (C.7)
55
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.5.1.1 分銅の密度ρt又はρrは未知であるが,その材料が既知である場合,表B.9の近似値を参照できる。
ただし,分銅の密度が許容範囲内にあることが知られているならば,参照密度8 000 kg/m3を用いることが
できる。
C.5.1.2 空気浮力補正が無視できると思える場合には,すなわち
0
3
1
m
U
Ci≦
··········································································· (C.8)
の場合,空気浮力の補正項m0Ciは省略できる。ただし,Cの不確かさの寄与が無視できない場合もある。
空気密度の実測値の一つ,又は平均値が利用可能であれば,浮力補正mcrCを平均した後で適用することが
できる。
C.5.2 数個の試験分銅の協定質量の平均差
数個の試験分銅を測定手順AB1…BnAに従って校正するとき,分銅jの平均質量差は,式 (C.8) のΔIi
をΔIi(j)に置き換え,式 (C.7) から計算できる。
C.5.3 幾つかの反復測定による協定質量の平均差
ほぼ等しい標準偏差で平均値
j
Δmcを示す一連の測定の反復 (J) が行われたとき,すべての測定の平均値
は,式 (C.9) による。
∑
=
=
J
j
j
m
J
m
1
c
c
1
∆
∆
····································································· (C.9)
一連の測定の反復は,通常,E級分銅の校正において行われるが,このとき,測定の再現性を調査しな
ければならない。
C.5.4 試験分銅の協定質量
試験分銅の協定質量は,式 (C.10) で計算する。
c
cr
ct
m
m
m
∆
+
=
······································································ (C.10)
C.6 分銅校正の不確かさ
不確かさは,タイプA評価又はタイプB評価のいずれかで評価する。タイプA評価は,一連の繰返し
実施する測定に対して統計的方法によって評価する方法,タイプB評価は,他の方法で評価する方法であ
る。
C.6.1 測定過程における標準不確かさ uw(タイプA)
測定過程の標準不確かさuw(
c
Δm)は,質量差の標準偏差である。
n回の測定に対しては,
n
m
s
m
u
i)
(
)
(
c
c
w
∆
∆
=
·································································· (C.11)
ここに,s (Δmci) は,分銅の様々な等級に対してC.6.1.1によって定義する。
C.6.1.1 F2,M1,M2及びM3級分銅に対して,測定手順ABBA,ABA又はAB1….BnAがしばしば適用さ
れる。これらの分銅の等級に対して質量差の測定の標準偏差が過去のデータから分からない場合は,式
(C.12) で推定する。
n ≧ 3から,
(
)
(
)
3
2
min
max
)
(
c
c
c
×
−
=
i
i
m
m
m
s
∆
∆
∆
················································· (C.12)
56
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
また,標準偏差は,C.6.1.2によって計算することもできる。
C.6.1.2 E1級,E2級及びF1級分銅に対して,測定過程の質量差∆mcの分散s2(∆m) を式 (C.13) によってn
回の測定から推定する。
n−1の自由度で,
(
)
∑
=
−
−
=
n
i
i
m
m
n
m
s
1
2
c
c
c
2
1
1
)
(
∆
∆
∆
················································· (C.13)
C.6.1.3 少ない回数で測定が行われた場合,s(∆mc) の評価の信頼性が低くなる。この場合,同じ条件下で
行った以前の測定から得た蓄積された評価結果を用いなければならない(D.1.2を参照)。これが不可能な
場合,nを5回以下にしてはならない。
C.6.1.4 反復J回の測定の場合 (J >1) には,∆mcの分散を式 (C.14) で計算する。
∑
=
=
J
j
i
j
m
s
J
m
s
1
c
2
c
2
)
(
1
)
(
∆
∆
··························································· (C.14)
ここに,自由度はJ(n−1) である(表D.2を参照)。
注記 添え字“j”は,各測定での標準偏差を区別するためにs2j(∆mc) に付加されるものである。
C.6.2 参照分銅の不確かさ u(mcr)(タイプB)
C.6.2.1 参照分銅質量の標準不確かさu(mcr)は,包含係数k(通常,k=2)を用い引用する校正証明書の拡
張不確かさから算出した不確かさと,質量の不安定性による不確かさuinst(mcr) とを組み合わせる。
(
)
cr
2
inst
2
cr)
(
m
u
k
U
m
u
+
=
························································ (C.15)
参照分銅の質量の不安定性による不確かさuinst(mcr) は,参照分銅が数回校正した後の質量変化から推定
する。明確な校正値が入手できない場合には,不確かさの評価は経験に基づいて行う。
C.6.2.2 組み合わせた参照分銅を質量比較に用いる場合で,それらの共分散が分からないときには相関係
数を1と仮定する。その不確かさは個々の分銅の不確かさの和として導く。
∑
=
i
i
m
u
m
u
)
(
)
(
cr
cr
································································· (C.16)
ここに,u(mcr i) は参照分銅iの標準不確かさであり,合成標準不確かさの上限である。
C.6.3 空気の浮力補正の不確かさ ub(タイプB)
空気浮力補正の不確かさを式 (C.17) から計算する(参考文献 [37] 参照)。
(
)
(
)
[
]
(
)(
)
(
)
[
]
4
r
r
2
0
a1
0
a
0
a
2
cr
4
t
t
2
2
0
a
cr
2
a
t
r
t
r
cr
2
b
)
(
2
)
(
)
(
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
ρ
u
m
u
m
u
m
u
−
−
−
−
+
−
+
−
=
········································································································ (C.17)
ここに,ρalは上位の参照分銅を用いた参照分銅の(以前の)校正中の空気密度である。式 (C.17) を使
用するときに,前の校正の不確かさ計算に使用した参照分銅密度に対する不確かさu(ρr) と同じ値を使用
することに留意しなければならない。より大きな不確かさを任意に選ぶことはできない。
C.6.3.1 空気浮力補正が無視できる場合(C.5.1.2を参照)でさえ,浮力効果の不確かさへの寄与分は無視
できず,ub ≧ uc/3の場合,考慮に入れなければならない[式 (C.17) を参照]。
C.6.3.2 M級分銅では,空気の浮力補正の不確かさは無視でき,通常は省略する。
C.6.3.3 F級分銅では,分銅の密度を十分な正確さで知っていなければならない(表6を参照)。
57
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.6.3.4 空気密度を測定しないで測定場所における平均空気密度を用いる場合,空気密度に関する不確か
さは,式 (C.18) で評価する。
]
kg/m
[
3
12
.0
)
(
3
a=
ρ
u
······························································ (C.18)
注記1 補助データが提供されれば,より小さい不確かさの値を使用することができる。
注記2 海面レベルでの空気の密度は1.2 kg/m3であると仮定する。
C.6.3.5 E級分銅の測定では,空気密度を決めなければならない。その不確かさは通常温度,圧力及び湿
度の不確かさから評価する。E1級ではCIPM式(1981/91),又は近似法(C.7を参照)が空気密度の計算
に使用されることがある(参考文献 [3] 参照)。
C.6.3.6 空気密度の誤差分散は,式 (C.19) による。
2
a
2
a
2
a
2
F
a
2
)
(
∂∂
+
∂∂
+
∂∂
+
=
hr
t
p
u
hr
u
t
u
u
u
ρ
ρ
ρ
ρ
ρ
····························· (C.19)
相対湿度hr=0.5 (50 %),温度20 ℃及び圧力101 325 Paで,次の数値が適用できる。
uF=[使用した式の不確かさ] (CIPM式に対して:uF=10−4 ρa)
a
2
a
a
1
3
a
1
a
5
a
10
K
10
3.4
Pa
10
ρ
ρ
ρ
ρ
ρ
ρ
−
−
−
−
−
=
∂
∂
×
=
∂
∂
=
∂
∂
−
−
hr
t
p
ここに,hr は分数としての相対湿度である。
C.6.3.7 参照分銅密度ρr及び不確かさは,校正証明書から求める。
C.6.3.8 E2級の分銅の密度ρtは,校正証明書から知ることができない場合もあり,そのときは測定するか,
又はB.7.9.3の表B.9から求める。
C.6.4 天びんの不確かさ uba(タイプB)
C.6.4.1 天びんの試験による不確かさ
適切な時間間隔で天びんを試験し,その結果を不確かさの計算に使用する。E1級分銅を校正する場合は,
異なる時間で数回の測定を実施することを推奨する。
C.6.4.2 天びんの感度による不確かさ
質量ms,標準不確かさu(ms) の感じ分銅(又は分銅)で天びんを校正した場合,その感度による不確か
さの寄与は,式 (C.20) による。
()
+
=
2
s
s
2
2
s
s
2
2
c
2
s
)
(
)
(
I
I
u
m
m
u
m
u
∆
∆
∆
·················································· (C.20)
感度が時刻,温度及び測定荷重よって安定しない場合,その変動は不確かさに含まれていなければなら
ない。
C.6.4.3 電子天びんの表示分解能による不確かさ
目盛間隔d の電子天びんに対する,分解能による不確かさは,式 (C.21) による。
2
3
2/
d
×
=d
u
···································································· (C.21)
係数2は,参照分銅と試験分銅との比較における二つの読みに由来している。
C.6.4.4 偏置荷重に対する不確かさ
58
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この寄与分が無視できない場合,その大きさを評価し,必要ならば寄与分を不確かさに見積もりの中に
含めなければならない。
C.6.4.4.1 偏置による不確かさは,式 (C.22) で評価する。
3
2
2
1
E
×
×
=
D
d
d
u
······································································· (C.22)
ここに,DはOIML R76で実施される偏置荷重試験から得る最大値と最小値との差,d1は分銅中心間の
推定距離,d2は荷重受け皿の中心から隅までの距離である。
通常,不確かさ寄与分uEは測定過程の不確かさuwで既に網羅されており(C.6.1を参照),無視できる。
C.6.4.4.2 自動分銅交換機構をもつ天びんを使用する場合,二つの分銅の表示差ΔIは,分銅位置を入れ替
えたとき異なることがあり,すなわちΔI1≠ΔI2である。この場合,偏置負荷誤差及びそれに対応する不確か
さを式(B.23)によって評価する。同一公称値の分銅で行った前の交換計量から不確かさが分かる場合,こ
の不確かさの寄与分が適用可能である。この交換が校正手順中に行われる場合,二つの表示差の平均値を
測定結果として見なし,uEを無視する。
2
2
1
E
I
I
u
∆
∆−
=
··································································· (C.23)
C.6.4.5 磁性による不確かさ uma
分銅が高磁化率である,又は磁化されている場合,その磁気的な作用力は分銅及びひょう量皿に非磁性
スペーサを配置することによってしばしば減少できる。分銅がこの規格の磁性特性の要求を満足している
場合には,磁性に関する不確かさumaをゼロと見なしてよい。
C.6.4.6 天びんの合成標準不確かさ uba
天びんの合成標準不確かさubaは,不確かさの構成要素から式 (C.24) で計算する。
2
ma
2
E
2
d
2
s
ba
u
u
u
u
u
+
+
+
=
·························································· (C.24)
C.6.5 拡張不確かさ U(mct)
試験分銅の協定質量に関する合成標準不確かさは,式(C.25)で求める。
2
ba
2
b
cr
2
c
2
w
ct
c
)
(
)
(
)
(
u
u
m
u
m
u
m
u
+
+
+
=
∆
········································ (C.25)
浮力補正mcrCを式 (C.5) に適用しない場合は,浮力に対応する寄与分はubに加えて合成不確かさに加
えなければならない。
(
)
2
ba
2
cr
2
b
cr
2
c
2
w
ct
c
)
(
)
(
)
(
u
C
m
u
m
u
m
u
m
u
+
+
+
+
=
∆
···························· (C.26)
試験分銅の協定質量に関する拡張不確かさUは,式 (C.27) で求める。
)
(
)
(
ct
c
ct
m
ku
m
U
=
··································································· (C.27)
C.6.5.1 通常,包含係数kには2を用いる。しかし,仮に測定過程で蓄積された標準偏差が不明な場合,
大質量の分銅又は長時間を要する測定手順など測定回数を10回まで合理的に増やせない場合,不確かさ
uw(Δm) が不確かさの分析において支配的な要素になる場合,すなわち,uw(Δm)>uc(mt)/2である場合は,
包含係数kを95.5 %の信頼幅で推定したt分布,又は有効自由度veffから計算する(参考文献 [35] のウェ
ルシュ−サターウェイト式“Welch-Satterthwaite formula”を引用する。)。異なる有効自由度veffに対する包
含係数kを表C.3に示す。有効自由度がBタイプの不確かさと仮定される場合,その評価は無限の自由度
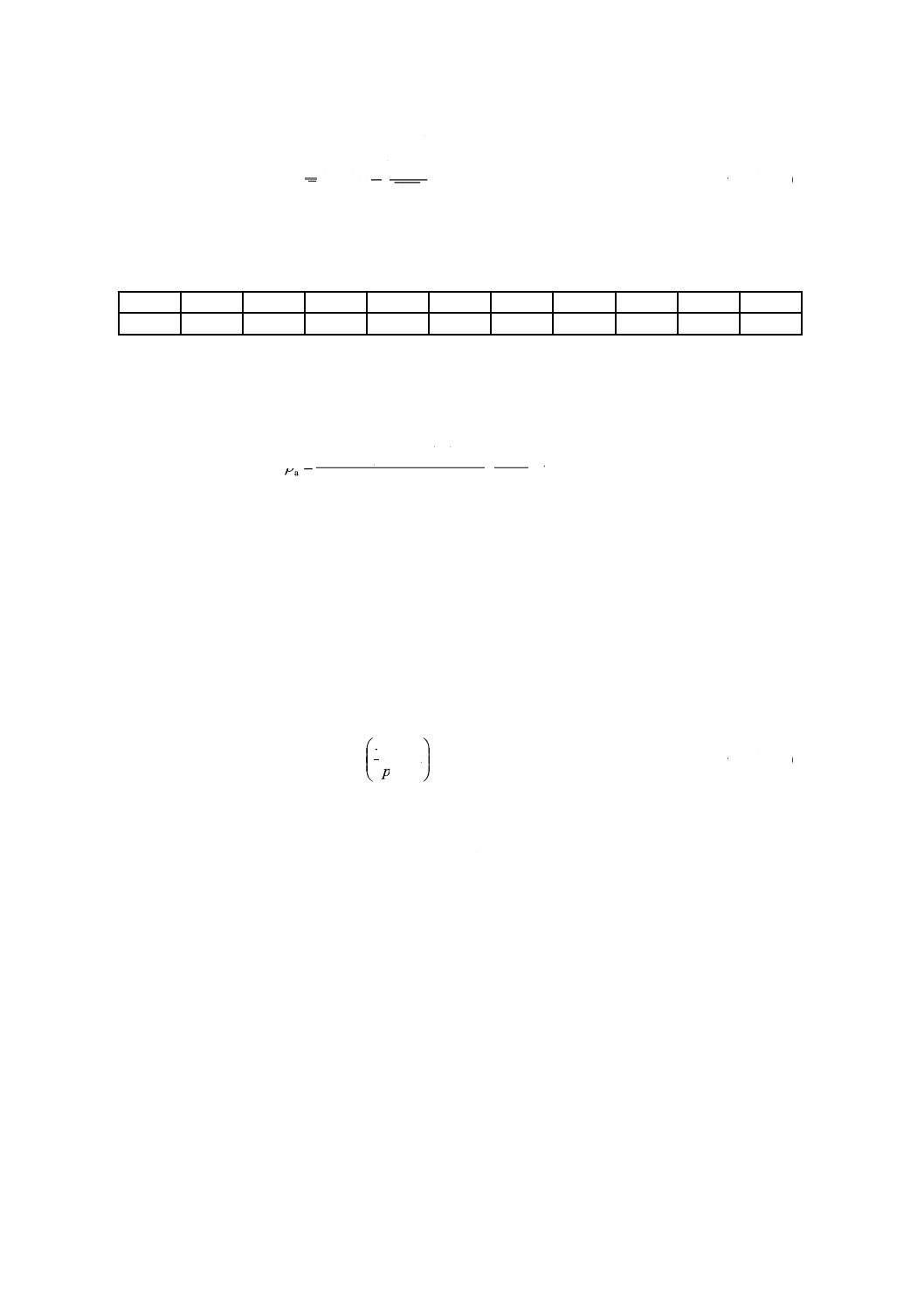
59
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
をもつ控えめな見積りとなって式 (C.28) で表される。
)
(
)
(
)1
(
c
4
w
ct
4
c
eff
m
u
m
u
n
v
∆
×
=
−
····························································· (C.28)
詳細については,参考文献 [8] を参照。
表C.3−異なる有効自由度veffに対する包含係数k
veff
1
2
3
4
5
6
8
10
20
∞
k
13.97
4.53
3.31
2.87
2.65
2.52
2.37
2.28
2.13
2.00
C.7 空気密度の近似式
空気密度の最も精度の高い式は,CIPM式 (1981/91) であるが(参考文献 [38] 参照),次の近似式も使
用できる。
()
(
)
t
t
hr
p
+
×
−
=
15
.
273
061
.0
exp
009
.0
48
348
.0
aρ
········································ (C.29)
ここに,
ρa: 空気密度 (kg/m3)
p: 圧力 (mbar又はhPa)
hr: 相対湿度 (%)
t: 温度 (℃)
式 (C.29) は,900 hPa<p<1 100 hPa,10 ℃<t<30 ℃及びh<0.8の範囲において,2×10−4の相対不確
かさをもつ。
C.7.1 E1級分銅に対しては,空気密度は常に対応する測定に基づいて決定する必要がある。しかし,次の
近似式が,現場において空気密度を測定する手段をもたない試験室で空気密度を推定する一つの方法であ
る。海抜高度は常に分かっている。したがって,空気密度を測定しない場合,式 (C.30) によって試験室
の場所における平均値として計算できる。
−
×
=
h
pg
0
0
0
a
exp
ρ
ρ
ρ
···························································· (C.30)
ここに,
p0: 101 325 (Pa)
ρ0: 1.2 (kg/m3)
g: 9.81 (m/s2)
h: 海抜高度 (m)
60
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
統計的管理
序文
この附属書は,分銅の質量校正における統計的管理手法の一例を記載するものであって,規定の一部で
はない。
D.1 統計管理
D.1.1 確認標準器は,校正する試験分銅と同一の種類及び公称質量の分銅であり,“未知”分銅としてひ
ょう量計画に含める。このための管理手順は,確認標準器を質量未知の分銅として組み込んだひょう量計
画によって機能する。例えば,“5, 2, 2, 1”系列の試験分銅の分量校正では,“1”の確認分銅をひょう量計
画に含め,“5, 2, 2, 1, 1”として分量校正する。“1, 1, 1, 1”の4分銅間の等量比較のひょう量計画で,二つ
の参照分銅に対し二つの試験分銅を校正するときには,二つの参照分銅間の質量差が確認標準となり得る。
D.1.2 確認標準器の目的は個々の校正の正しさを確実にすることである。確認標準器の値の履歴がこの目
的に必要となる。確認標準器のための承認できる質量差
diff
m
は,過去の校正値から計算し,通常は少なく
とも10〜15回の測定値に基づいた平均値を用いる。新たな校正による確認分銅の質量差mdiffは,統計的
管理手法を用いて承認値との一致度を評価する。この評価はt-分布解析に基づいている。
S
m
m
t
diff
diff−
=
······································································· (D.1)
ここに,Sは式 (D.2) による自由度 ν=n−1 から推定した,過去のn回の質量差測定値の標準偏差であ
る。
(
)2
1
diff
diff
1
1∑
−
=
n
i
im
m
n
S
−
−
······················································· (D.2)
校正過程は,次の不等式から,“管理下にある”と判定できる。
t ≦ 自由度νのスチューデントt-分布の棄却限界値
D.1.3 信頼限界α=0.05における両側評価のための,標準偏差Sの自由度に依存する棄却限界値を表D.1
に示す。仮に自由度が15以上ならば,表の棄却限界値の代わりに係数2を使用できる。校正がt-評価から
管理外であると判断された場合,結果を報告する前に,原因を調べ改善しなければならない。この評価は,
標準偏差の2倍以上の大きさの参照分銅の校正値の変化及び校正過程における異例で突然の変動の見きわ
めに効力がある。しかし,標準偏差の1/2程度の小さな変化や緩やかなドリフトの監視には有効でない。
D.1.4 確認標準器の承認値はデータが蓄積されると更新できる。複数の方法を採用することが可能で,測
定結果を常にプロットし,ドリフト及び変化を調査すべきである。確認標準器の値が,最新の10〜15回の
計量に基づいて,その“古い”値
diff
m
から“新しい”値
diff
m′
に変更されていれば,t-分布の評価として式
(D.3) によって判定する。
)
(
2/
2
new
2
old
diff
diff
ν
αt
K
s
J
s
m
m
t
>
−
′
−
=
··························································· (D.3)
61
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,J及びKはそれぞれ“古い”及び“新しい”測定回数であり,ν=J+K−2である。
D.2 天びんの精度
天びんの精度も同様に,統計的管理手法を使って監視することができる。複数の分銅を組み合わせて校
正するときのひょう量計画における残差,又は一つの分銅による繰返し測定の標準偏差が,この評価の基
礎になる。再記すると,この評価は同一天びんの表示値の標準偏差の履歴に依存している。過去の結果か
らm個の標準偏差S1…,Sm' があると,蓄積された標準偏差Spは式 (D.4) のとおりである。
∑
=
2
p
1
is
m
S
······································································· (D.4)
これが,天びんの標準偏差の最も良好な推定値である。式 (D.4) では,個々の標準偏差が自由度νをも
つと仮定し,その場合蓄積された標準偏差Spは自由度m・νをもつことになる。新しいひょう量計画又は一
連の測定によって,残差Snewを蓄積された値と比較して評価できる。統計評価は式 (D.5) による。
2
p
2
new
s
s
F=
··············································································· (D.5)
D.2.1 通常,精度の価値の低下だけが評価される。天びんの精度は次の条件を満たすとき,“管理状態に
ある”と判定できる。
F ≦ F-分布からの棄却限界値
信頼限界α=0.05における片側評価のための,Fの棄却限界値を表D.2に示す。仮に標準偏差の価値が
落ちたと判定されると,原因を調査し,これを改善しなければならない。
表D.1−α=0.05の両側検定に対するt-分布の棄却限界値
v
棄却限界値
v
棄却限界値
v
棄却限界値
v
棄却限界値
v
棄却限界値
1
12.706
11
2.201
21
2.080
31
2.040
41
2.020
2
4.303
12
2.179
22
2.074
32
2.037
42
2.018
3
3.182
13
2.160
23
2.069
33
2.035
43
2.017
4
2.776
14
2.145
24
2.064
34
2.032
44
2.015
5
2.571
15
2.131
25
2.060
35
2.030
45
2.014
6
2.447
16
2.120
26
2.056
36
2.028
46
2.013
7
2.365
17
2.110
27
2.052
37
2.026
47
2.012
8
2.306
18
2.101
28
2.048
38
2.024
48
2.011
9
2.262
19
2.093
29
2.045
39
2.023
49
2.010
10
2.228
20
2.086
30
2.042
40
2.021
50
2.009
注記 vは,自由度である。
62
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表D.2−有意水準α=0.05においてsnew(ν自由度)がSp(m・ν,ν自由度)を
超えない片側検定のためのF分布の棄却限界値
F (α,ν, m・ν)
α=0.05
ν
m
1
2
3
4
5
6
7
8
9
10
1
161.448
19.000
9.277
6.388
5.050
4.284
3.787
3.438
3.179
2.978
2
18.513
6.944
4.757
3.838
3.326
2.996
2.764
2.591
2.456
2.348
3
10.128
5.143
3.863
3.259
2.901
2.661
2.488
2.355
2.250
2.165
4
7.709
4.459
3.490
3.007
2.711
2.508
2.359
2.244
2.153
2.077
5
6.608
4.103
3.287
2.866
2.603
2.421
2.285
2.180
2.096
2.026
6
5.987
3.885
3.160
2.776
2.534
2.364
2.237
2.138
2.059
1.993
7
5.591
3.739
3.072
2.714
2.485
2.324
2.203
2.109
2.032
1.969
8
5.318
3.634
3.009
2.668
2.449
2.295
2.178
2.087
2.013
1.951
9
5.117
3.555
2.960
2.634
2.422
2.272
2.159
2.070
1.998
1.938
10
4.965
3.493
2.922
2.606
2.400
2.254
2.143
2.056
1.986
1.927
11
4.844
3.443
2.892
2.584
2.383
2.239
2.131
2.045
1.976
1.918
12
4.747
3.403
2.866
2.565
2.368
2.227
2.121
2.036
1.968
1.910
13
4.667
3.369
2.845
2.550
2.356
2.217
2.112
2.029
1.961
1.904
14
4.600
3.340
2.827
2.537
2.346
2.209
2.104
2.022
1.955
1.899
15
4.543
3.316
2.812
2.525
2.337
2.201
2.098
2.016
1.950
1.894
16
4.494
3.295
2.798
2.515
2.329
2.195
2.092
2.011
1.945
1.890
17
4.451
3.276
2.786
2.507
2.322
2.189
2.087
2.007
1.942
1.887
18
4.414
3.259
2.776
2.499
2.316
2.184
2.083
2.003
1.938
1.884
19
4.381
3.245
2.766
2.492
2.310
2.179
2.079
2.000
1.935
1.881
20
4.351
3.232
2.758
2.486
2.305
2.175
2.076
1.997
1.932
1.878
30
4.171
3.150
2.706
2.447
2.274
2.149
2.053
1.977
1.915
1.862
40
4.085
3.111
2.680
2.428
2.259
2.136
2.042
1.967
1.906
1.854
50
4.034
3.087
2.665
2.417
2.250
2.129
2.036
1.962
1.901
1.850
60
4.001
3.072
2.655
2.409
2.244
2.124
2.031
1.958
1.897
1.846
70
3.978
3.061
2.648
2.404
2.240
2.120
2.028
1.955
1.895
1.844
80
3.960
3.053
2.642
2.400
2.237
2.117
2.026
1.953
1.893
1.843
90
3.947
3.046
2.638
2.397
2.234
2.115
2.024
1.951
1.891
1.841
100
3.936
3.041
2.635
2.394
2.232
2.114
2.023
1.950
1.890
1.840
∞
3.841
2.996
2.605
2.372
2.214
2.099
2.010
1.938
1.880
1.831
63
B 7609:2008
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS B 7609 : 2008 分銅
OIML R111-1 : 2004,Weights of classes E1, E2, F1, F2, M1, M1-2, M2, M2-3 and M3
(Ⅰ) JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
1 適用
範囲
1.1
1.2 適用
変更
OIMLの規定内容を変更
法規制にかかわる事項であるた
め。
2 引用規
格
3 用語及
び定義
3.1 協定質量
3.2 参照分銅
3.3 組分銅
2 用語
2.1 精度等級
2.2 天びん
2.3 校正
2.4 適合性証明書
2.5 確認標準器
2.6 比較法
2.8 物体密度
2.9 磁性
2.11 粗さパラメータ
2.12 感じ分銅
2.14 温度
2.15 試験
2.16 試験分銅
2.17 型式
2.18 検定
2.19 分銅
2.20 物体の質量
変更
参照分銅を追加した。
JISの規定内容で必要十分と判断
した。技術的差異はない。
7
B
7
6
0
9
:
2
0
0
8
7
B
7
6
0
9
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
64
B 7609:2008
(Ⅰ) JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 記号
一致
−
−
4 分銅
の単位及
び公称値
4.1 単位
4.2 公称値
4.3 分銅系列
削除
JISの規定内容で十分と判断した。
5 等級
−
−
−
追加
OIMLに規定なし
JISの規定に必要と判断した。
6 最大許
容誤差
一致
7 形状
7.2.3 円筒形分銅
では,少しテーパの
ついた円すい体で
もよい。
6 形状
6.3.2.1 本体の高さは,本
体の平均直径の3/4から
5/4の間でなければなら
ない。
削除
円筒形分銅本体部の高さと直
径の比
JIS:規定なし
OIML:3/4から5/4
国内製及び欧州製の実態を考慮し
た。
7.2.5及び7.2.6 1
kgから50 kgの範囲
について規定。
6 形状
6.3.4 5 kgから50 kgの
範囲について規定。
変更
M級の直方体分銅の範囲
JIS:1 kgから50 kg
OIML:5 kgから50 kg
国内の使用状況を考慮した。
8 構造
8.3.1.1 1 gから10
gまでのM級分銅は
調整孔がないこと
が望ましい。
7 構造
7.3.1 1 gから10 gまで
のM1級,M2級及びM3
分銅は調整孔が単一体で
なければならない。
変更
1 gから10 gまでのM級分銅
の調製孔
JIS:調整孔を認める
OIML:調整孔を認めない
国内の使用状況を考慮した。
−
7 構造
7.3.2
7.3.3.1
7.3.3.2
7.3.4.1
削除
M級分銅調整孔の密閉方法
JIS:規定なし
OIML:詳細な規定
OIMLの規定内容に技術的矛盾が
あるため。
8.3.1.5 1 kgから50
kgの範囲で規定。
7 構造
7.3.3 5 kgから50 kgの
範囲で規定。
変更
M級の直方体分銅の範囲
JIS:1 kgから50 kg
OIML:5 kgから50 kg
国内の使用状況を考慮した。
7
B
7
6
0
9
:
2
0
0
8
7
B
7
6
0
9
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
65
B 7609:2008
(Ⅰ) JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
9 材質
9.3.1 適切な表面
処理
9.3.4 ねずみ鋳鉄
に等しい材料
8 材質
8.4 金属めっき処理
8.5.1 金属めっき処理
変更
M級分銅の表面処理
JIS:適切な表面処理など
OIML:金属めっき
国内及び欧州の実態を考慮した。
9.3.4 1 kgから50
kgの
8 材質
8.4.3 5 kgから50 kgの
変更
M級の直方体分銅の範囲
JIS:1 kgから50 kg
OIML:5 kgから50 kg
国内の使用状況を考慮した。
10 磁性
一致
11 密度
一致
12 表面
粗さ条件
一致
13 調整
13.3.3 分銅と同じ
材料,又は鉛散弾を
用いて調整する。
12 調整 12.3.3 鉛散弾などを用
いて調整する。
追加
M級の質量調整用の材料
JIS:分銅と同じ材料を追加
OIML:鉛散弾など
高品質の材料を認めた。
14 表記
14.5 識別マーキン
グ
13 表記 13.6 ユーザーマーキン
グ
追加
表記
JIS:規格適合を示す記号の表
記が可能
OIML:規定なし
製品規格としての要求事項を満た
すため。
−
−
15 計量
管理への
帰属
削除
法規制にかかわる事項であるた
め。
−
−
16 管理
表記
削除
法規制にかかわる事項であるた
め。
附属書A
(参考)
分銅の形状及び寸
法
7
B
7
6
0
9
:
2
0
0
8
7
B
7
6
0
9
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
66
B 7609:2008
(Ⅰ) JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
附属書B
(規定)
分銅の試験方法
B.7 体積又は密度
の評価
B.7.10 測定法G
(音響式体積計)
B.7 密度 B.7.1 序論
追加
音響式体積計による体積測定
JIS:測定法全般を規定
OIML:紹介だけ
測定法として有効との判断のた
め。
附属書C
(規定)
分銅又は組分銅の
校正方法
一致
附属書D
(参考)
統計的管理
JISと国際規格との対応の程度の全体評価:OIML R111-1 : 2004 : MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ·············· 技術的差異がない。
− 削除 ·············· 国際規格の規定項目又は規定内容を削除している。
− 追加 ·············· 国際規格にない規定項目又は規定内容を追加している。
− 変更 ·············· 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD·············· 国際規格を修正している。
7
B
7
6
0
9
:
2
0
0
8
7
B
7
6
0
9
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
67
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1]
International vocabulary of basic and general terms in metrology (VIM) (1993), ISO
[2]
International vocabulary of terms in legal metrology (VIML) (2000), OIML
[3]
ISO 4287:1997 Geometrical product specifications (GPS)−Surface texture: Profile method−Terms,
definitions, and surface texture parameters
[4]
ISO/IEC Guide 2:1996 Standardization and related activities−General vocabulary
[5]
Davis, R.S, “Determining the magnetic properties of 1 kg mass standards” J. Res. National Institute of
Standards and Technology (USA), 100, 209-25, May-June 1995; Errata, 109, 303, March-April 2004
[6]
Guide to the expression of uncertainty in measurement (GUM), first edition, 1993, corrected and reprinted
1995, ISO
[7]
Myklebust T, Kallgren H, Lau P, Nielsen L and Riski K, “Testing of weights: Part 3−Magnetism and
onvection”, OIML Bulletin XXXVIII (1997), pp. 5-10
[8]
Glaser, M., “Magnetic interactions between weights and weighing instruments.” Meas. Sci. Technol. 12
(2001), pp. 709-715
[9]
ISO 261:1998 ISO general-purpose metric screw threads. General plan
[10]
Glaser, M., “Change of the apparent mass of weights arising from temperature differences,” Metrologia 36
(1999), pp. 183.197
[11]
Jean M. Bennett and Lars Mattsson, “Introduction to Surface Roughness and Scattering” Optical Society of
America (1989)
[12]
ISO 5436:1985 Calibration specimens−Stylus instruments−Types, calibration and use of specimens. (Ed.
1; 20 p; K)
[13]
ISO 3274:1996 Geometrical Product Specifications (GPS). Surface texture: Profile method. Nominal
characteristics of contact (stylus) instruments (Ed. 2; 13 p; G). ISO 3274:1996/Cor 1:1998 (Ed. 1; 1 p; *)
[14]
ISO 4288:1996 Geometrical Product Specifications (GPS). Surface texture: Profile method. Rules and
procedures for the assessment of surface texture (Ed. 2; 8 p; D). ISO 4288:1996/Cor 1:1998 (Ed.1; 1 p; *)
[15]
Myklebust, T., “Methods to determine magnetic properties of weights and magnetic field and field gradients
of weights.” National Measurement Service, Norway (1995)
[16]
Myklebust, T. 1997 “Intercomparison: Measurement of the volume magnetic susceptibility and magnetization
of two cylindrical (kg) weights. EUROMET project 324”, Justervesenet (NO)
[17]
Myklebust, T. and Davis, R.S., “Comparison between JV and BIPM to determine the volume susceptibility of
one 20 g weight and two 1 g weights”, Justervesenet (1996)
[18]
Myklebust, T. and Borjesson, L., “Comparison of two instruments based on the attracting method.” National
Measurement Service, Norway (1995)
[19]
Ueki, M., Nezu, Y. and Ooiwa, A., “New facility for weight calibration service”, Proceedings of the 14th
IMEKO World Congress and Bulletin of NRLM vol. 46, No 4, pp. 223.228 (1997)
[20]
Schoonover, R.M. and Davis, R.S., “Quick and Accurate Density Determination of Laboratory Weights”.
(Proceedings. 8th Conference. IMEKO Technical Committee TC3 on Measurement of Force and Mass,
Krakow, Poland. September 9-10, 1980) (Paper in “Weighing Technology,” pp. 1123.1127, (Druk, Zaklad
68
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Poligraficzny Wydawnictwa SIGMA, Warsaw, Poland (1980)
[21]
Kobata, T., Ueki, M., Nezu, Y., Ooiwa, A. and Ishii, Y., “Characterization of an Acoustic Volumeter for
Measuring the Volume of Weights”, Proceedings of 15th IMEKO World Congress (1999)
[22]
Ueki, M., Kobata, T., Mizushima, S., Nezu, Y., Ooiwa, A. and Ishii, Y., “Application of an Acoustic
Volumeter to Standard Weights”, Proceedings of 15th IMEKO World Congress (1999)
[23]
Bettin, H., Spieweck, F., “Die Dichte des Wassers als FunktionerTemperaturnach infuhrung der
Internationalen Temperaturskala von 1990”, PTB-Mitt. 1003/90, pp. 195.196
[24]
Tanaka, M., Girard, G., Davis, R., Peuto, A., Bignell, N., [NMIJ, BIPM, IMGC, NML], “Recommended table
for the density of water between 0 ℃ and 40 ℃ based on recent experimental reports”, Metrologia, 2001,
38, n°4, pp. 301.309
[25]
Gorski, W., Toth, H.G., “Destilliertes Wasser als Dichtereferenzmaterial−Die elektrische Leitfahigkeit als
Kriterium seiner Gute”−PTB-Mitt. 98 5/88, pp. 324.325
[26]
Lau, P., “Weight Volume and Centre of Gravity”, SP-AR to be published. (Secretariat is updating this
reference (9/6/02))
[27]
Croarkin, C., “An Extended Error Model for Comparison Calibration”, Metrologia 26, 107 (1989)
[28]
Schwartz, R. “Guide to mass determination with high accuracy” PTB-Bericht MA-40, Braunschweig, (1995).
See also Kochsiek, M., Glaser, M., “Comprehensive Mass Metrology”, Wiley, New York, Sec.3.4, “Mass
determination with balances” (Roman Schwartz) (2000)
[29]
Chapman, G.D., “Orthogonal designs for calibrating kilogram submultiples”, NRCC25819. 27 April 1995,
National Research Council Canada, Canada
[30]
Morris, E.C., “Decade Design for Weighings of Non-uniform Variance”, Metrologia 29, 373 (1992)
[31]
Cameron, J.M., Croarkin, M.C., and Raybold, R. C.R., “Designs for the calibration of standards of mass”,
NBS TN 952 (1977)
[32]
Glaser, M., “Cycles of comparison measurements, uncertainties and efficiencies”, Meas. Sci. Technol 11
(2000), pp. 20.24
[33] Sutton, C.M. and Clarkson, M.T., “A general approach to comparisons in the presence of drift” Metrologia 30,
487 (1993/94)
[34]
Expression of the Uncertainty of Measurement in Calibration, EA-4/02 (1999)
[35]
Bich, W., Cox, M.G., and Harris, P.M., “Uncertainty modelling in mass comparisons”, Metrologia 30, 495
(1993/4)
[36]
Bich, W., “Covariances and restraints in mass metrology”, Metrologia 27, 111 (1990)
[37]
Glaser, M. “Covariances in the determination of conventional mass.” Metrologia 37, 249.251(2000)
[38]
Davis, R.S., “Equation for the determination of the density of moist air” (1981/91), Metrologia 29,67 (1992).
Giacomo, P., “Equation for the determination of the density of moist air” (1981), Metrologia 18, 33 (1982)
[39] Chung, J.W., Ryu, K.S., Davis, R.S. “Uncertainty analysis of the BIPM susceptometer”, Metrologia 38 (2001),
pp. 535-541
[40]
Guide to the expression of uncertainty in measurement (GUM)/BIPM, IEC, IFCC, ISO, IUPAC, OIML
[41]
JIS G 3429 高圧ガス容器用継目無鋼管
[42]
JIS G 3465 試すい用継目無鋼管
[43]
JIS G 4303 ステンレス鋼棒
69
B 7609:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[44]
JIS H 3250 銅及び銅合金の棒