2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7544-1994
デプスマイクロメータ
Depth micrometers
1. 適用範囲 この規格は,目量0.01mm又は最小表示量が0.001mmで,スピンドルのねじのピッチが
0.5mmの一般用デプスマイクロメータ(1)(以下,マイクロメータという。)のうち,最大測定長300mm以
下のものについて規定する。
なお,替えスピンドル(2)については,附属書に規定する。
注(1) 機械式及び電子式ディジタル表示を附属するものを含む。
(2) 替えスピンドルは,ロッドと呼ばれることもある。
備考 この規格の引用規格を,次に示す。
JIS B 7430 オプチカルフラット
JIS B 7431 オプチカルパラレル
JIS B 7506 ブロックゲージ
JIS B 7513 精密定盤
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4303 ステンレス鋼棒
JIS G 4401 炭素工具鋼鋼材
JIS G 4404 合金工具鋼鋼材
JIS H 5501 超硬合金
JIS Z 8103 計測用語
2. 用語の定義 この規格で用いる主な用語の定義は,JIS Z 8103によるほか,次による。
(1) デプスマイクロメータ 測定の基準となる平たんな面をもつベースと,その基準面に直交する軸線方
向に移動するスピンドル並びにスピンドルの動きを示す目盛をもつスリーブ及びシンブルを備えてい
て,被測定物の深さ又は高さに対応したベース基準面と測定面との距離を読み取ることができる測定
器。
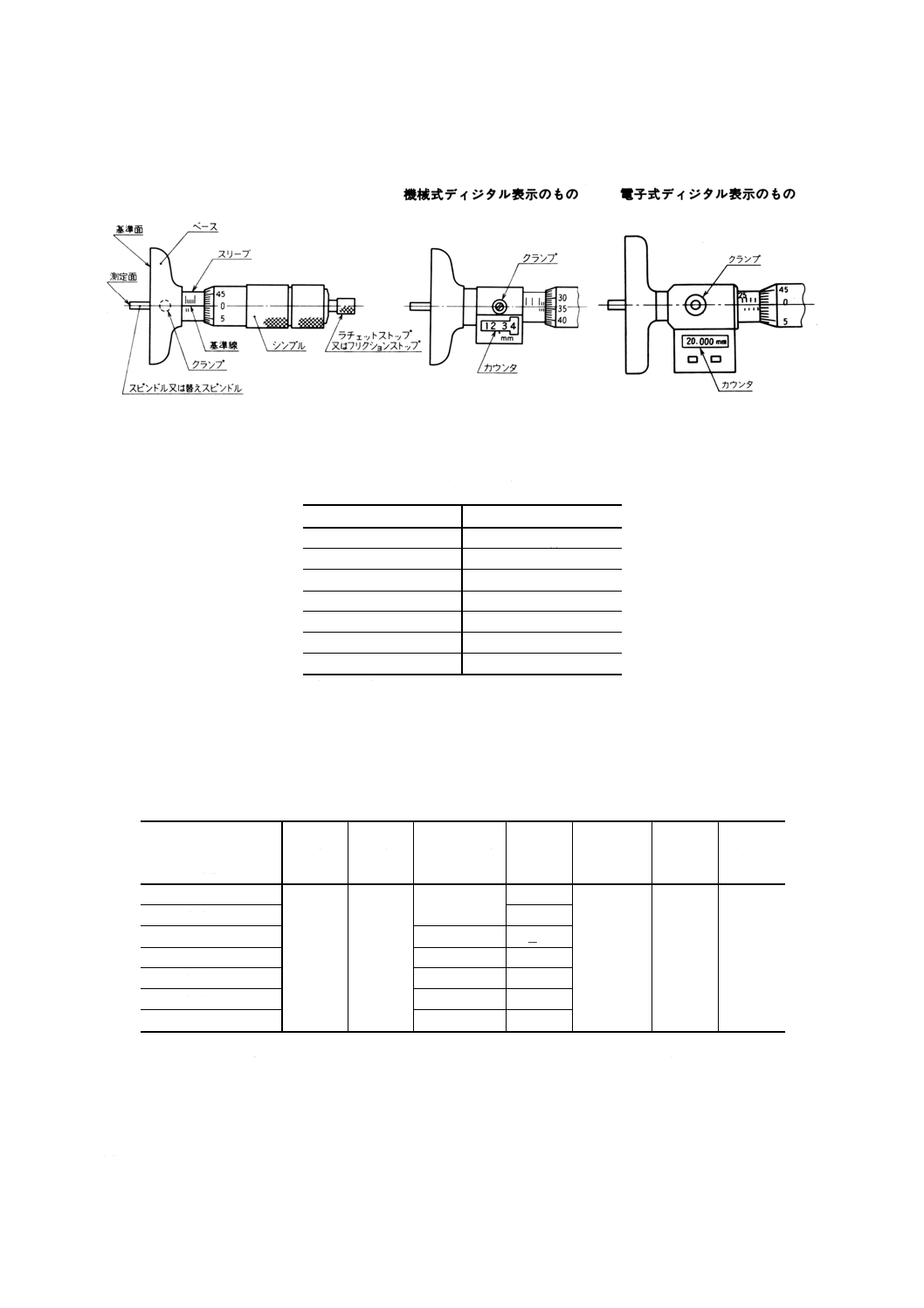
なお,ディジタル表示をもつものについては,機械式及び電子式のものがある。
(2) 器差 マイクロメータの読みから真の値を引いた値。
(3) スピンドルの送り誤差 最小測定長を基点,最終測定長を終点とするスピンドルの作動範囲内におけ
るマイクロメータの読みと,真の値との差のうち最大値と最小値との差。
(4) 機械式ディジタル表示 スピンドルの移動量を歯車などで機械的に拡大し,回転数字車によって表す
数値表示。
(5) 電子式ディジタル表示 スピンドルの移動量を電気的に検出し,これを電子回路によって計数して表
す数値表示。
2
B 7544-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 名称 マイクロメータの主要部の名称は,図1による。
図1 主要部の名称
備考 この図は,単に名称を示すものであって,設計の詳細を示すものではない。
4. 測定範囲 マイクロメータの測定範囲及び替えスピンドルの本数は,表1による。
表1 測定範囲及び替えスピンドルの本数
測定範囲 mm
替えスピンドルの本数
0〜 25
1(3)
0〜 50
2
0〜 75
3
0〜100
4
0〜150
6
0〜200
8
0〜300
12
注(3) 測定範囲0〜25mmのマイクロメータには
替えスピンドルがなく,スピンドルねじ部
と一体のものがある。
5. 性能 マイクロメータの性能は,表2による。
表2 マイクロメータの性能
測定範囲
mm
測定面の
平面度
μm
基準面の
平面度
μm
基準面と測定
面との平行度
μm
器差
μm
スピンドル
の送り誤差
μm
測定力
N
測定力の
ばらつき
N
25以下
0.6
2
5
± 4
4
5〜15
3
25を超え
50以下
± 5
50を超え 100以下
6
± 6
100を超え 150以下
7
± 7
150を超え 200以下
8
± 8
200を超え 250以下
9
± 9
250を超え 300以下
10
±10
備考1. この表の値は,20℃におけるものとする。
2. 電子式ディジタル表示のものは,表示されている末尾のけたのところで数字の一つ分の不確
かさによる誤差は,器差及びスピンドルの送り誤差に含まれていない。
6. 目盛
6.1
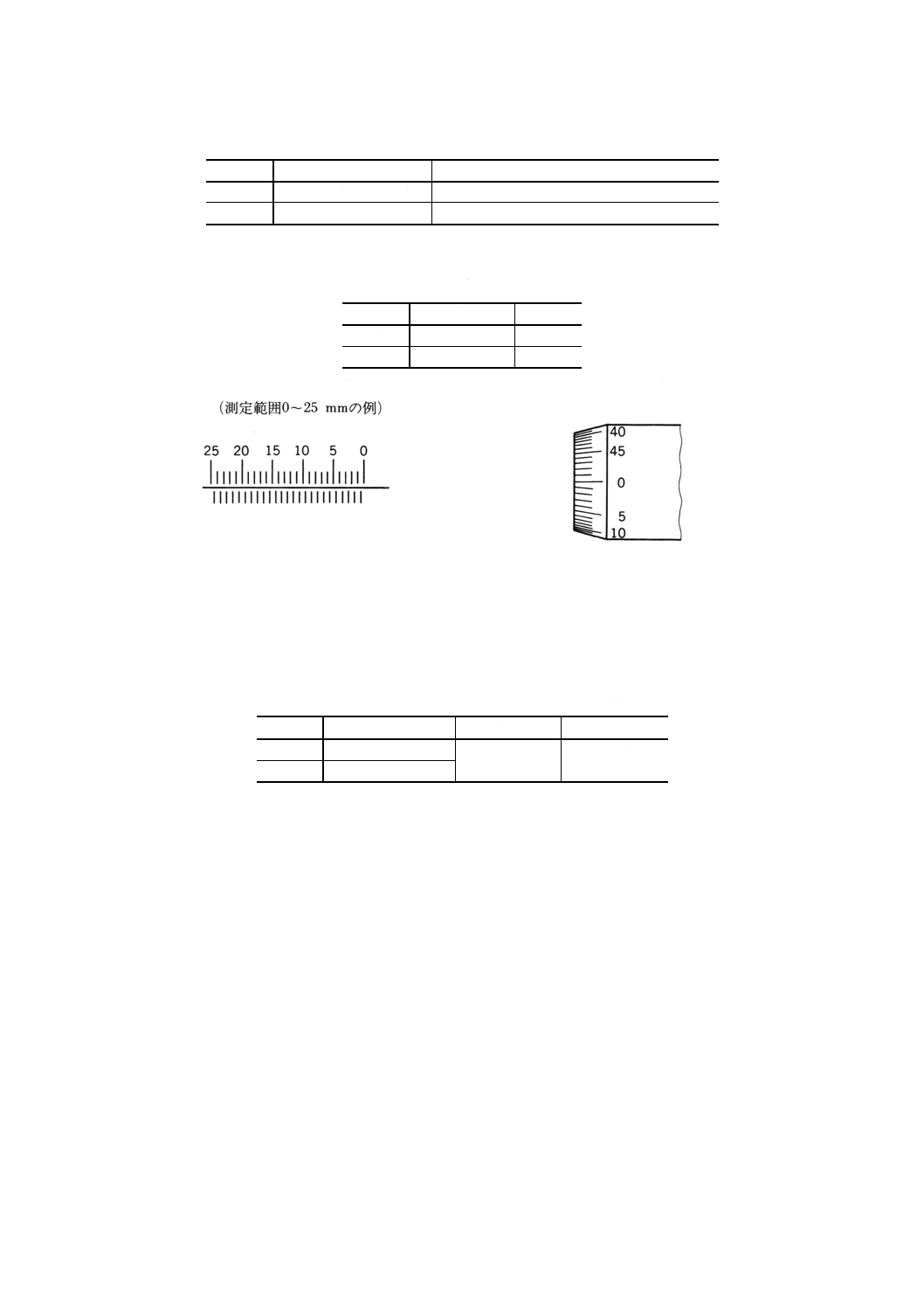
目盛数字 スリーブ及びシンブルの目盛数字は,特に指定のない限り,表3の例による。
3
B 7544-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 目盛数字の記入例
番号
項目
記入目盛数字
1
スリーブの目盛数字
25 20 15 10 5 0
2
シンブルの目盛数字
0 45 40 35 30 25 20 15 10 5
備考 電子式ディジタル表示のものでは,この限りではない。
6.2
目盛形式 スリーブ及びシンブルの目盛形式は,特に指定のない限り,表4の例による。
表4 目盛形式例
番号
項目
備考
1
スリーブ
図2
2
シンブル
図3
図2 スリーブ
図3 シンブル
備考 電子式ディジタル表示のものでは,この限りではない。
6.3
基準線及び目盛線の太さ スリーブの基準線の太さ及びシンブルの目盛線の太さは,特に指定のな
い限り,表5による。
表5 目盛線の太さ
単位 mm
番号
項目
太さ
太さむら
1
スリーブの基準線
0.08〜0.20
0.03以下
2
シンブルの目盛線
6.4
シンブルの目幅 シンブルの隣り合う目盛線の間隔は,0.8mm以上とする。
6.5
電子式ディジタル表示の文字 マイクロメータの電子式ディジタル表示の文字の高さは,4mm以上
とする。
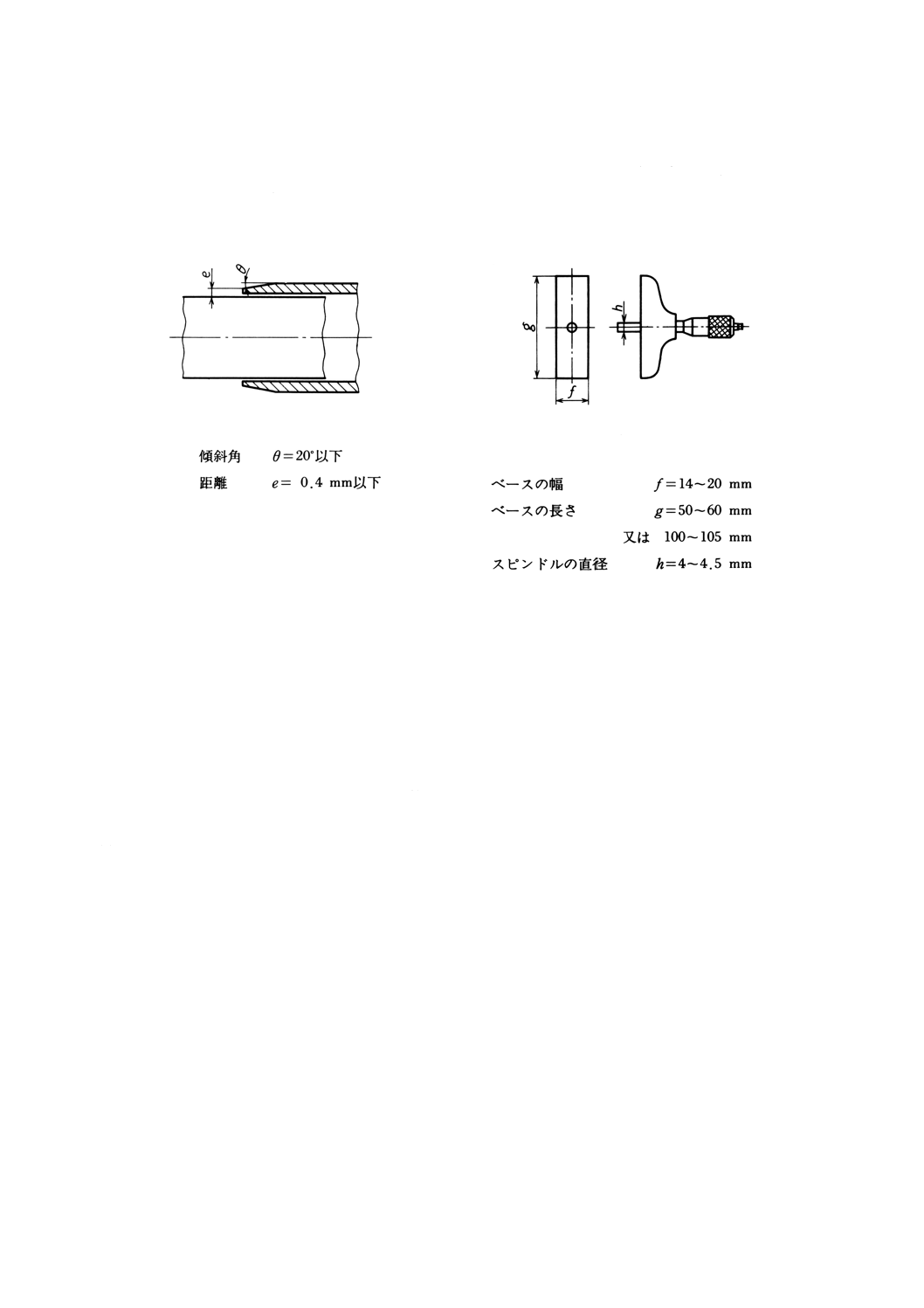
7. 形状・寸法 マイクロメータの主要部の形状及び寸法は,次による。
(1) シンブル端部の傾斜角は,20以下とする(図4参照)。
(2) シンブルの目盛面端部からスリーブの目盛面までの距離は,0.4mmとする(図4参照)。
(3) ベース及びスピンドルの寸法は,図5による。
4
B 7544-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 シンブル端部の傾斜角
及びシンブルの目盛面
端部からスリーブの目
盛面までの距擁
図5 ベース及びスピンドル
の寸法
8. 構造及び機能 マイクロメータの構造及び機能は,次による。
(1) ねじ部のはめあいは良好であって,作動範囲全域にわたり滑らかで,かつ,緩みなく作動すること。
(2) マイクロメータのねじ部のはめあいは,摩耗したとき,容易かつ確実に調整できること。
(3) スピンドルは,クランプによって確実に固定できること。
なお,クランプした場合のマイクロメータの読みの変化は,2μm以下であること。
(4) ラチェットストップ又はフリクションストップは,滑らかに回転すること。
(5) スリーブの目盛とシンブルの端部とは,読取りに差し支えない程度に一致していること。
(6) マイクロメータの目盛基点は,確実に調整できること。
(7) 替えスピンドルの差し替えは容易であって,無理なく確実に固定できること。
(8) 機械式及び電子式ディジタルの表示値は,確実に調整できること。
(9) 電子式ディジタル表示のものは,シンブルを許容値を超える速度で回転させたり,電圧低下によって
誤った表示を示すときに,その値が誤りであることを明示する機能をもつこと。
5
B 7544-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
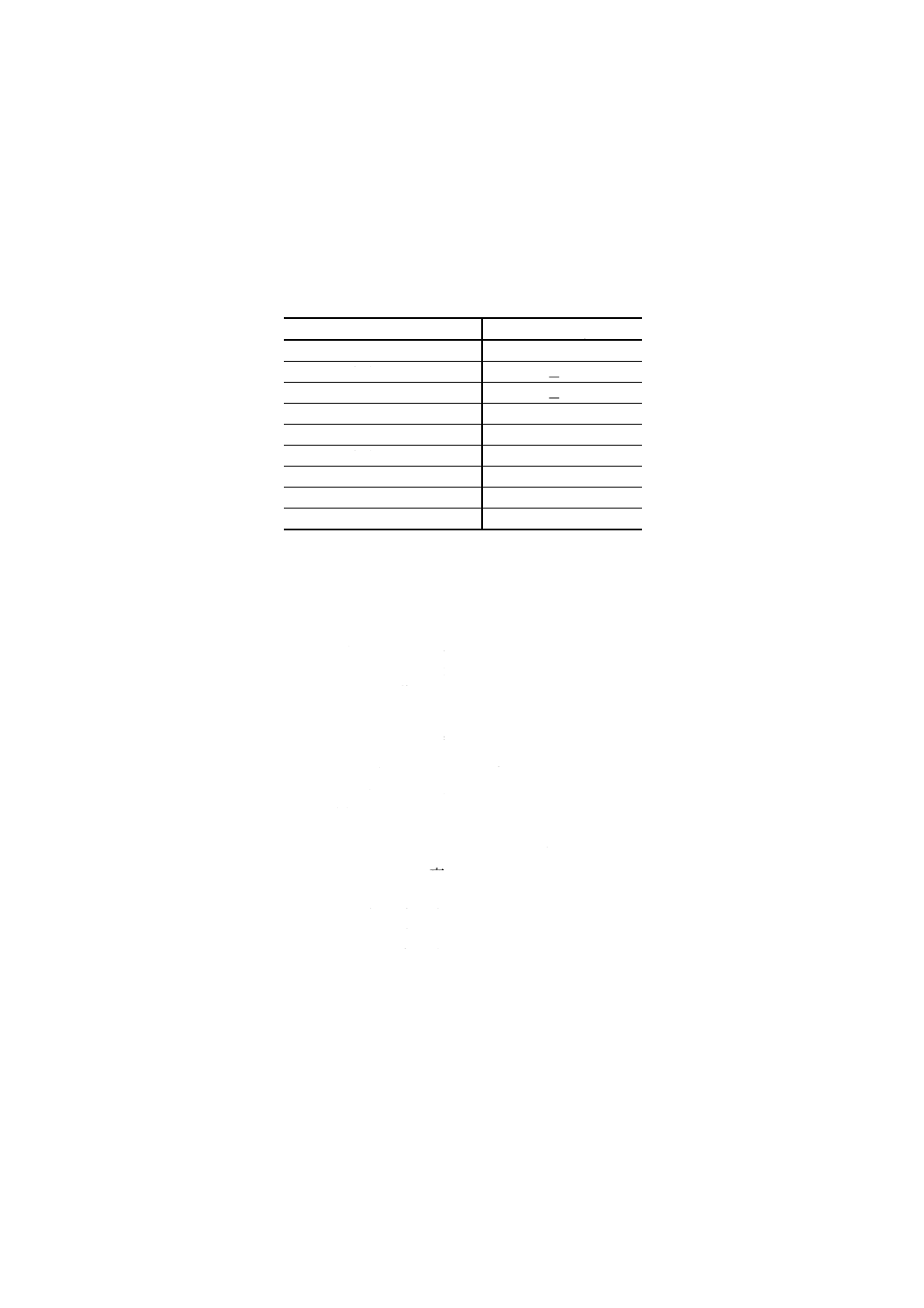
9. 材料及び硬さ マイクロメータの主要部の材料及び硬さは,表6による。ただし,材料については,
機械的性質が同等以上であればこの限りではない。
表6 材料及び硬さ
番号
項目
材料
硬さ
硬さの測定箇所
1
測定面
JIS H 5501のD種2号,
JIS G 4401のSK2〜5,
JIS G 4404のSKS3
700HV以上
測定面から約1mm離れた円筒面上
2
ベースの基準面
JIS G 4401のSK2〜5,
JIS G 4404のSKS3
600HV以上
基準面から約1mm離れた側面上
3
スピンドルのねじ部 JIS G 4404のSKS3
700HV以上
ねじ部又はその付近の円筒面上
JIS G 4303のSUS420J2
530HV以上
4
スピンドルのおねじ
にはまり合うねじ部
JIS G 4051のS25C〜S45C
−
−
10. 性能の測定方法 マイクロメータの性能の測定方法は,表7による。ただし,これと同等以上の測定
精度で測定できればこの限りではない。
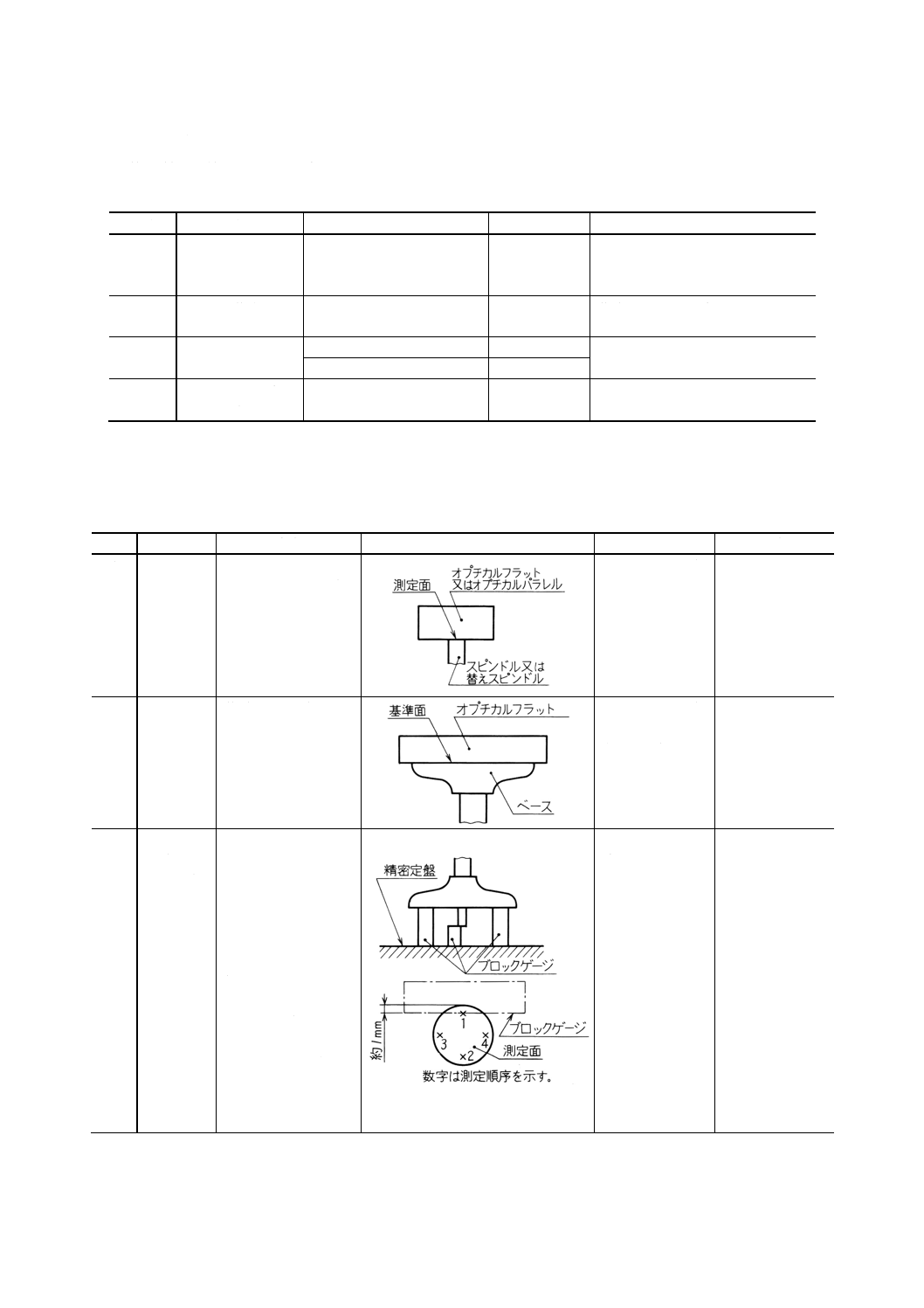
表7 性能の測定方法
番号
性能
測定方法
図
測定用具
備考
1
測定面の
平面度
測定面にオプチカル
フラット又はオプチ
カルパラレルを密着
させ,白色光による
赤色干渉しまの数を
読み取る。
JIS B 7430に規
定する1級又は2
級のオプチカル
フラット,JIS B
7431に規定する
1級のオプチカ
ルパラレル
2
基準面の
平面度
基準面にオプチカル
フラットを密着さ
せ,白色光による赤
色干渉しまの数を読
み取る。
JIS B 7430に規
定する1級又は2
級のオプチカル
フラット
赤色干渉しまの
1本は,0.3μmと
仮定する。
3
基準面と
測定面と
の平行度
精密定盤上に長さの
等しい一対のブロッ
クゲージを定置し,
これにマイクロメー
タの基準面を密着さ
せる。
次に,その精密定
盤とマイクロメータ
の測定面の4隅との
間に順次ブロックゲ
ージを挟み,マイク
ロメータのラチェッ
トを回して,それぞ
れの読みを取り,そ
の最大差を求める。
JIS B 7506に規
定する0級又は1
級のブロックゲ
ージ又はこれと
同等以上のゲー
ジ
JIS B 7513に規
定する0級又は1
級の精密定盤又
はこれと同等以
上の定盤
6
B 7544-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
性能
測定方法
図
測定用具
備考
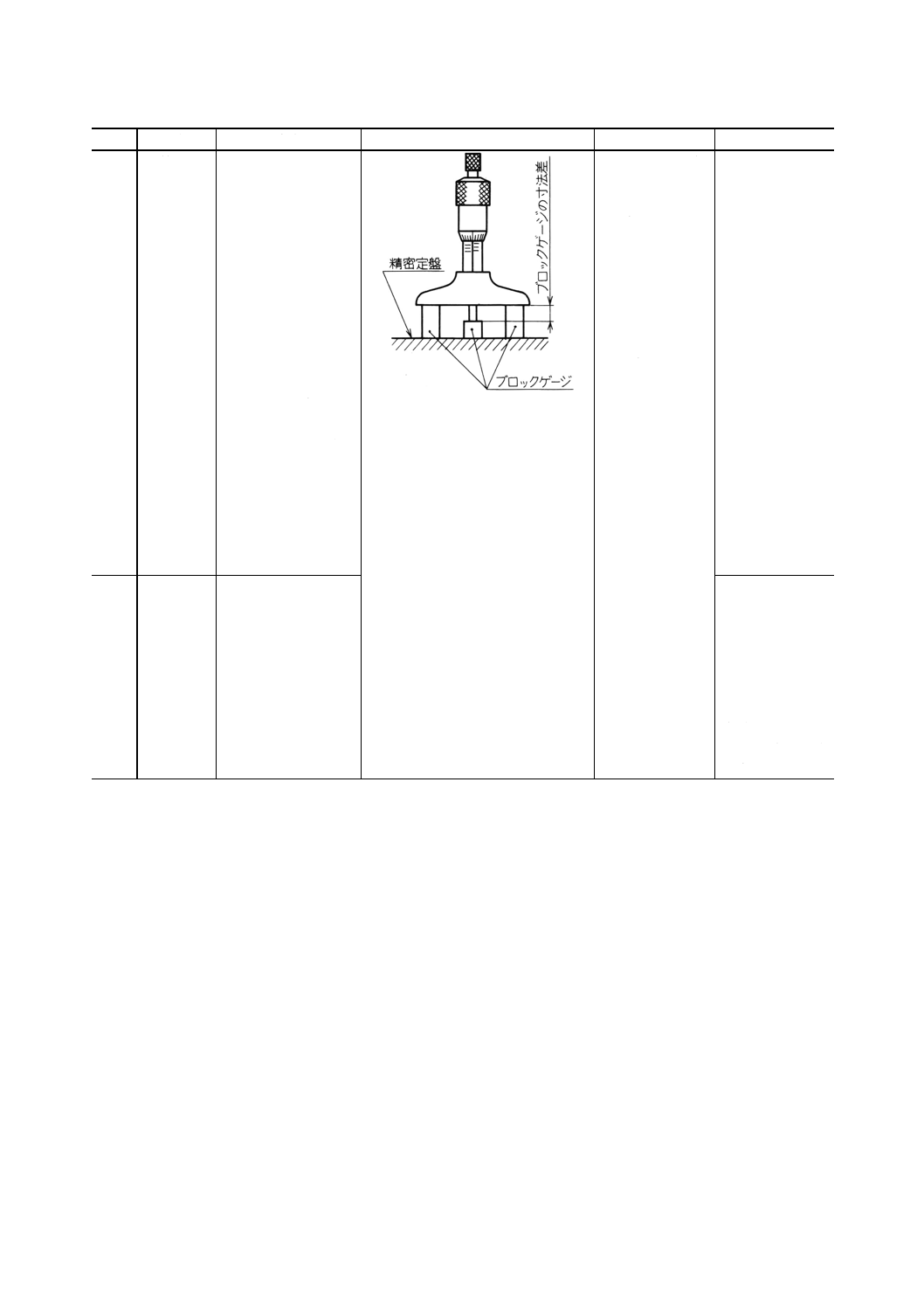
4
器差
最小測定長における
誤差をゼロに調整し
た後,精密定盤上に
最大測定長より長
く,かつ,寸法の等
しい一対のブロック
ゲージを置き,これ
にマイクロメータの
基準面を密着させ
る。
次に,マイクロメ
ータと精密定盤との
間に,別のブロック
ゲージを置き,マイ
クロメータのラチェ
ットを回して,測定
面を接触させたとき
のマイクロメータの
読みとブロックゲー
ジの寸法との差を求
める。
JIS B 7506に規
定する0級又は1
級のブロックゲ
ージ又はこれと
同等以上のゲー
ジ
JIS B 7513に規
定する0級又は1
級の精密定盤又
はこれと同等以
上の定盤
5
スピンド
ルの送り
誤差
番号4の手順で求め
た各測定長における
器差のうち最大値と
最小値との差を求め
る。
スピンドルが差
し替えられるも
のの場合は,0〜
25mm用の替え
スピンドルを使
用して測定した
ときの器差の最
大差からスピン
ドルの送り誤差
を求める。
7
B 7544-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
性能
測定方法
図
測定用具
備考
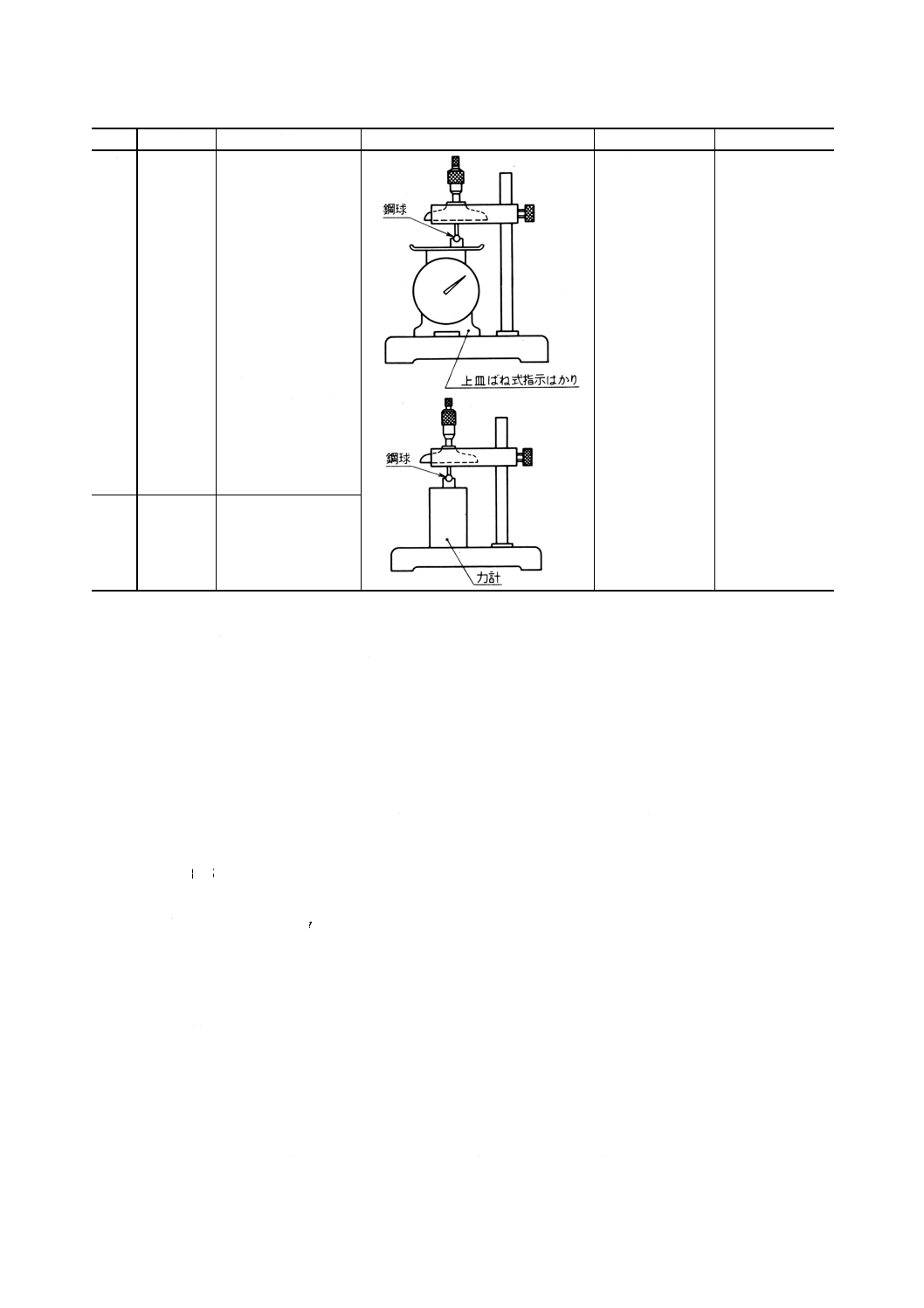
6
測定力
はかり又は力計の荷
重点とスピンドルの
測定面中心との間に
鋼球を挟み,スピン
ドルの軸が鉛直にな
り,かつ,はかり又
は力計の読みが零に
なるように両者を調
整した後,ラチェッ
トストップ又はフリ
クションストップを
回転させ,はかり又
は力計の読みの最大
値を読み取る。
この手順を5回繰
り返し,その平均値
を求める。
目量20g以下の
上皿ばね式指示
ばかり
感度0.2N以下の
力計又は同等以
上の精度の測定
機
7
測定力の
ばらつき
番号6の手順によっ
て求めた測定力の最
大値と最小値との差
を測定値とする。
備考 器差及びスピンドルの送り誤差の測定に使用するブロックゲージの寸法は,スピンドルの整数回転の位置だけ
でなく,中間の位置の誤差も求められるようなものを選ぶことが望ましい。
例えば,ブロックゲージの寸法差が2.5mm,5.1mm,7.7mm,10.3mm,12.9mm,15mm,17.6mm,20.2mm,
22.8mm及び25mmとなるように,ブロックゲージをセットにして使用すればよい。
11. 検査 マイクロメータの検査は,測定範囲,性能,目盛,形状・寸法,構造及び機能,並びに材料及
び硬さについて行い,4.,5.,6.,7.,8.及び9.の規定に適合しなければならない。ただし,測定面に超硬
合金を用いたものは,その硬さの測定を省略してもよい。
12. 製品の呼び方 マイクロメータの呼び方は,規格番号又は規格の名称,測定範囲及び機械式又は電子
式ディジタル表示の有無による。
例 JIS B 7544 0〜 25mm
デプスマイクロメータ 0〜150mm
デプスマイクロメータ 0〜150mm 電子式ディジタル表示
13. 表示 マイクロメータには,次の事項を表示しなければならない。
(1) 測定範囲(4)
(2) 目量又は最小表示量
(3) 製造業者名又はその略号
注(4) 測定範囲は,格納箱に表示する。
14. 取扱い上の注意事項 電子式ディジタル表示のものは,磁場,電界,湿度,ノイズなど,その電子部
分の機能に影響を受ける場合があるため,その使用環境に対して特に注意が必要である。
8
B 7544-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 デプスマイクロメータ用替えスピンドル
1. 適用範囲 この附属書は,デプスマイクロメータ用の替えスピンドルについて規定する。
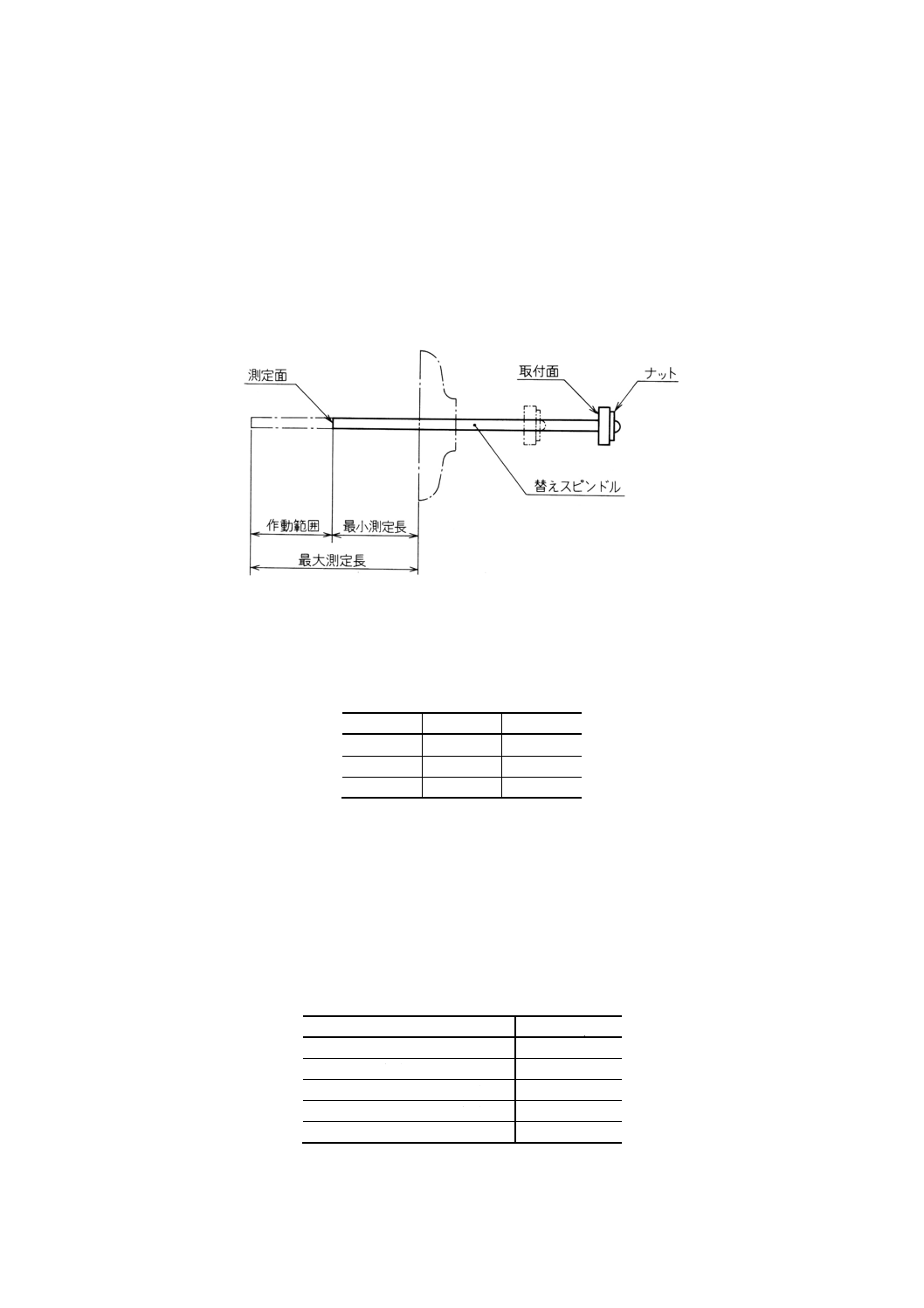
2. 名称 替えスピンドルの名称は,附属書図1による。
附属書図1 主要部の名称
3. 呼び寸法の種類 替えスピンドルの呼び寸法は,その替えスピンドルを用いた場合の最大測定長によ
って表し,その種類は,附属書表1による。
附属書表1 呼び寸法の種類
単位 mm
25
125
225
50
150
250
75
175
275
100
200
300
4. 形状・寸法 替えスピンドルの形状及び寸法は,次による。
(1) 測定面の形状は,平面とする。
(2) 替えスピンドルの直径は,4〜4.5mmとする。
5. 替えスピンドルを差し替えたときのゼロ点のずれ 替えスピンドルを差し替えたときのマイクロメ
ータのゼロ点のずれの許容値は,附属書表2による。
附属書表2 ゼロ点のずれの許容値
替えスピンドルの呼び寸法 mm
許容値 μm
25
±3
25を超え
75以下
±4
75を超え
150以下
±5
150を超え
225以下
±6
225を超え
300以下
±7
9
B 7544-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 材料 替えスピンドルの材料は,規格本体の表6による。
7. 替えスピンドルを差し替えたときのゼロ点のずれの測定方法 替えスピンドルを差し替えたときの
マイクロメータのゼロ点のずれの測定方法は,附属書表3による。
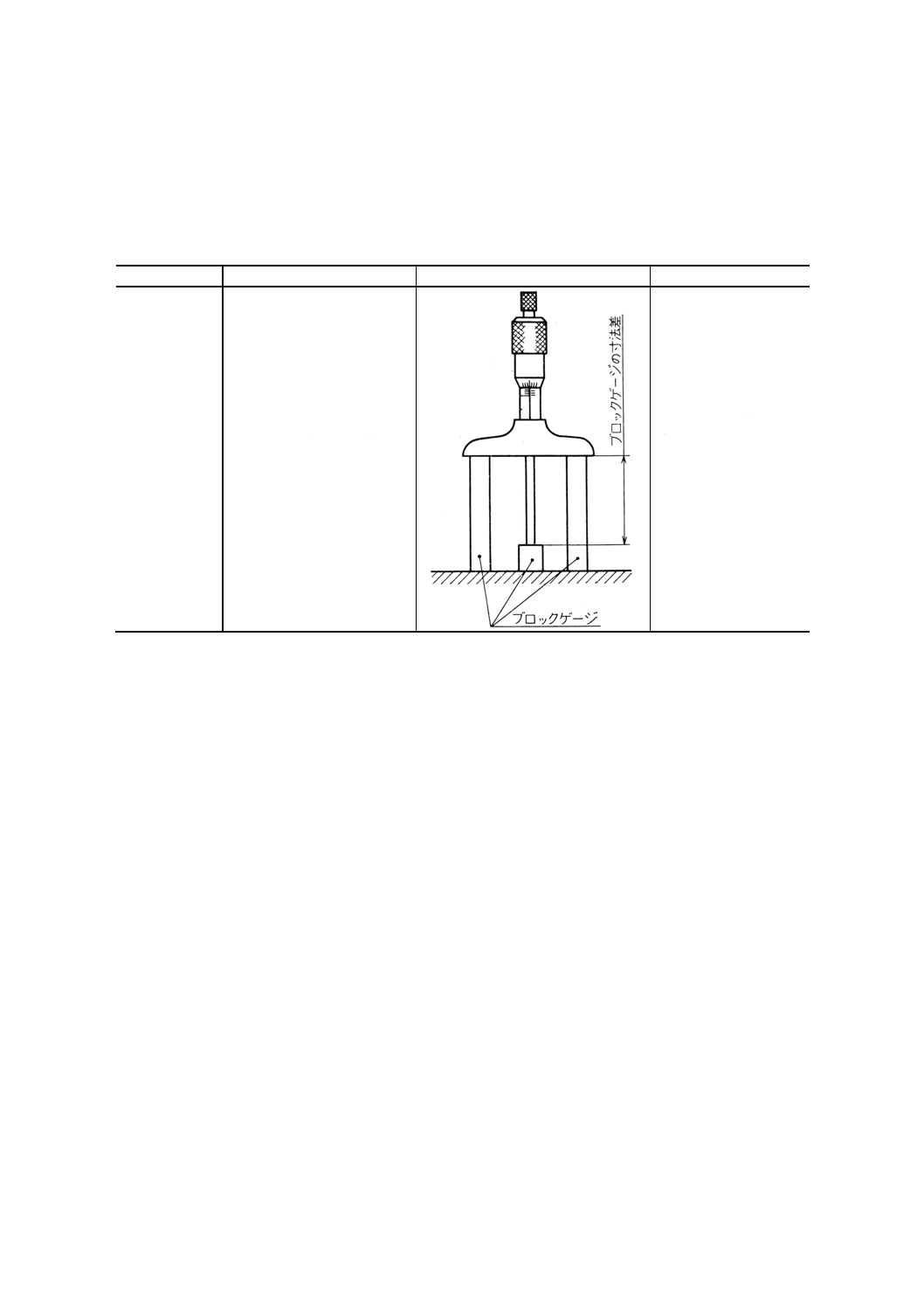
附属書表3 ゼロ点のずれの測定方法
項目
測定方法
図
測定用具
マイクロメー
タのゼロ点の
ずれ
0〜25mm用の替えスピンド
ルを取り付けたときのゼロ
点における誤差がゼロに調
整されていることを確認す
る。
次に,替えスピンドルを差
し替え,その替えスピンドル
によって測定できる最小測
定長と対応するように定盤
上のブロックゲージの寸法
差を調整した後,測定力をか
けて測定したときのマイク
ロメータの読みを求める。
JIS B 7506に規定する
0級,1級のブロックゲ
ージ,又はこれと同等
以上のゲージ
JIS B 7513に規定する
0級,1級の精密定盤,
又はこれと同等以上の
定盤
10
B 7544-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 デプスマイクロメータの総合誤差
この参考は,デプスマイクロメータの総合誤差について記述するもので規定の一部ではない。
規格本体の表2の性能に適合するデプスマイクロメータを用いて標準状態,又はこれに近い環境の下で,
金属又はこれと同等の材質の品物を測定した場合の総合誤差は,参考表1による。
参考表1 デプスマイクロメータの総合誤差
最大測定長 mm
総合誤差 μm
25以下
± 7
25を超え
50以下
± 8
50を超え 100以下
± 9
100を超え 150以下
±10
150を超え 200以下
±11
200を超え 225以下
±12
225を超え 250以下
±13
250を超え 275以下
±14
275を超え 300以下
±15
備考 電子式ディジタル表示のものは,表示されている
末尾のけたのところで数字の一つ分の不確かさ
による誤差は,総合誤差に含まれていない。
JIS B 7502 改正原案作成委員会 構成表
氏名
所属
(委員長)
石 森 晴
日本精密測定機器工業会
津 田 博
通商産業省機械情報産業局
若 松 茂 三
工業技術院標準部
清 野 昭 一
財団法人日本品質保証機構
小 山 誠
財団法人機械振興協会
高 内 国 士
ISO/TC3/SC3国内対策委員
庄 司 典 明
神奈川県工業試験所
川 口 廣
株式会社科学計器研究所
風 間 正 也
株式会社ツガミプレジション
宮 林 光 行
株式会社彌満和製作所
青 木 往 男
株式会社鷺宮製作所
今 永 亨
日本測定工具株式会社
猪 原 進
株式会社ミツトヨ
岡 村 清 治
株式会社中村製作所
(事務局)
羽 田 勝 彦
日本精密測定機器工業会
市 川 忠 治
日本精密測定機器工業会