2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7540-1972
Vブロック
Vee Blocks
1. 適用範囲 この規格は,機械部品の加工および測定に使用するVブロックのうちで,V面の角度90
度のものについて規定する。
2. 種類 Vブロックは,鋼製および鋳鉄製の2種類とする。
3. 等級 Vブロックの等級は,その精度によって1級および2級の2等級とする。
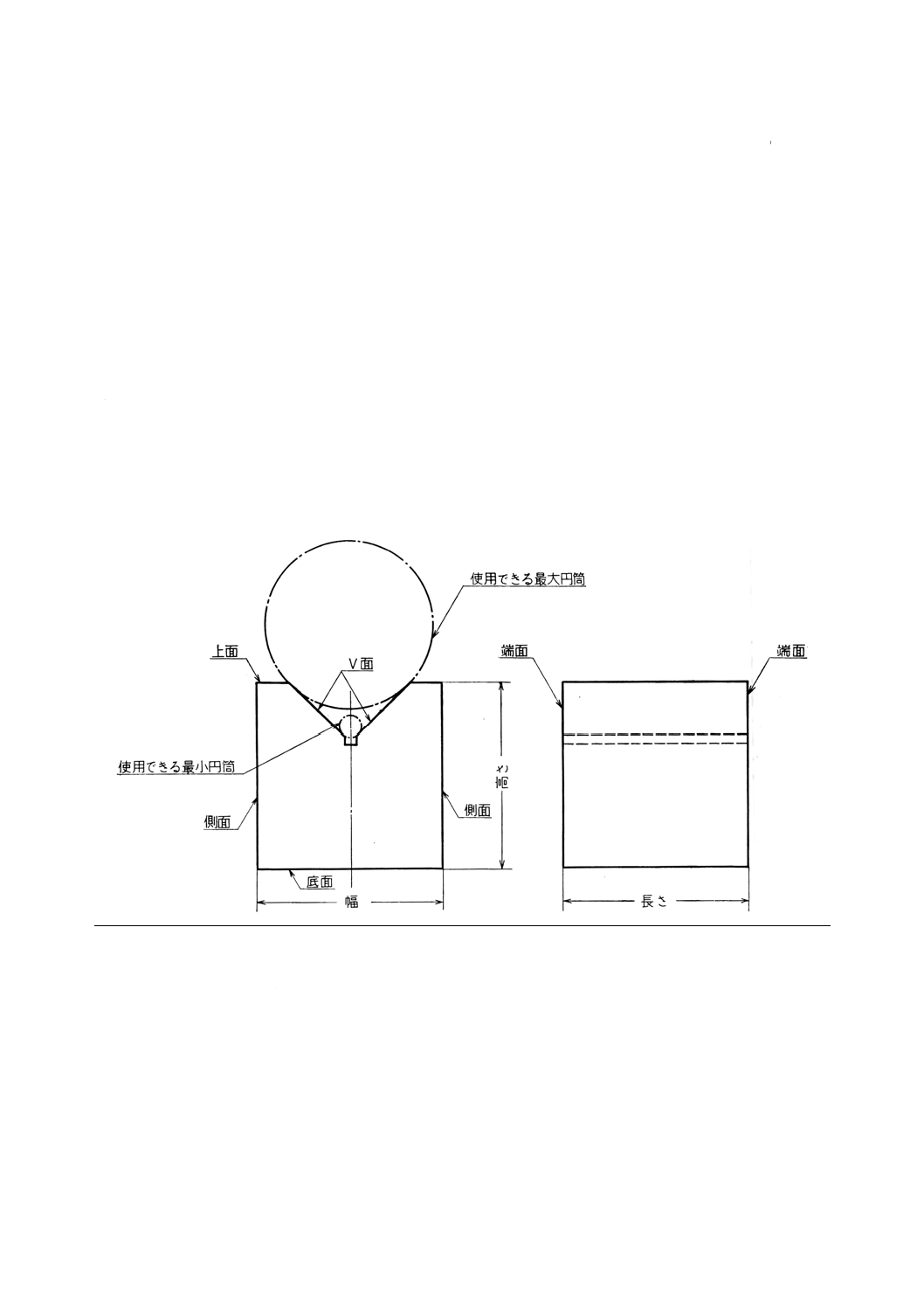
4. 主要部の名称 Vブロックの主要部の名称は,図1による。
図1 主要部の名称
関連規格 JIS B 7513 (精密鋳鉄定盤)
JIS B 7519 (指針測微器)
JIS B 7536 (電気マイクロメータ)
JIS G 4401 (炭素工具鋼鋼材)
JIS G 5501 (ねずみ鋳鉄品)
5. 形状・寸法 Vブロックの形状・寸法は,原則として表1による。
2
B 7540-1972
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 形状・寸法
単位mm
呼び
使用できる円筒
幅
高さ
長さ
最大径
最小径
38
38
5
38
38
50
50
50
5
50
50
50
75
75
5
75
75
50
100
100
8
100
100
65
150
150
8
150
150
65
備考1. 必要によって,クランプ用のみぞまたはねじ穴を設けることができる。
2. 呼び100以上のものは端面および底面に逃げを設けることができる。
6. 材料およびかたさ Vブロックの材料およびかたさは,表2による。
なお,これらの材料は均一で,巣,ピンホール,われなどの有害な欠点のないものとする。
表2 材料およびかたさ
種類
材料
かたさ
鋼製
JIS G 4401のSK3またはこれと同等以上の品質のもの
HRC58以上
鋳鉄製
JIS G 5501のFC20またはこれと同等以上の品質のもの
−
7. 仕上げ Vブロックの各面は,研削仕上げ,きさげ仕上げ,または,これと同等以上の仕上げとする。
なお,底面およびV面は,定盤とすり合わせた場合,じゅうぶんなあたりをもっていなければならない。
鋼製VブロックのV面の表面あらさは,1.6S,底面の表面あらさは,3.2Sとする。
8. 精度 Vブロックの精度は,表3による。
表3 精度
単位μm
番号
項目
許容値
1級
2級
1
底面の平面度(1)
呼び100未満
10
20
呼び100以上
15
30
2
V面の平面度
呼び100未満
10
20
呼び100以上
15
30
3
底面とV面上の円筒との平行度
呼び100未満
10
20
呼び100以上
15
30
4
Vみぞの底面に対する倒れ
呼び100未満
10
20
呼び100以上
15
30
5
側面とV面上の円筒との平行度
呼び100未満
20
40
呼び100以上
30
60
6
一対のVブロックにおけるV面の高さの相互差
呼び100未満
10
20
呼び100以上
15
30
注(1) 中高を許さない。
9. 測定方法 Vブロツクの測定方法は,表4による。ただし,測定は呼び100未満のものは,各面の周
辺1mm,呼び100以上のものは,各面の周辺2mmを除いた範囲について行なう。
3
B 7540-1972
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
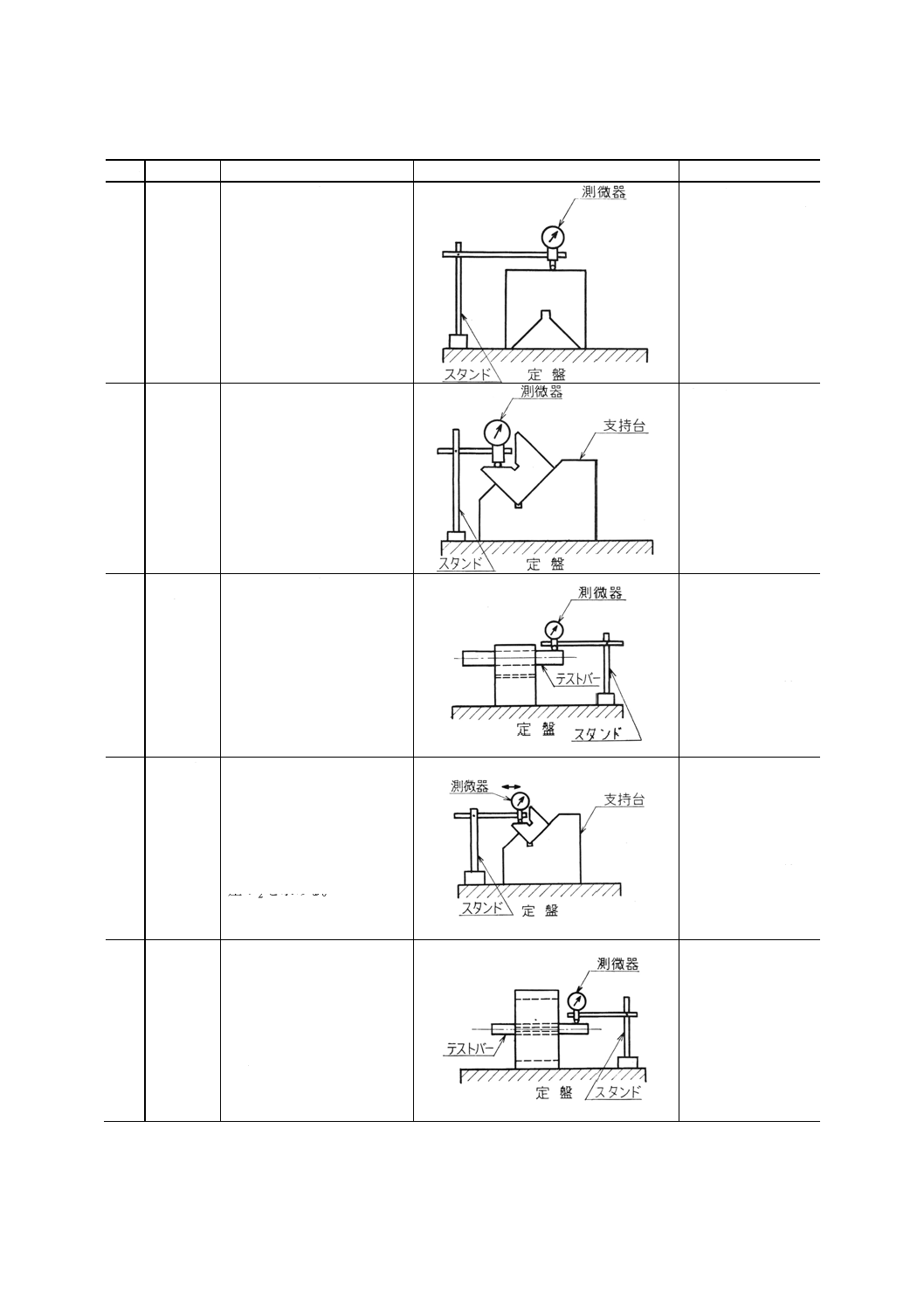
表4 測定方法
番号
項目
測定方法
測定方法図
測定用具
1
底面の平
面度
定盤上にVブロックの上面
を置き,底面の各部にスタン
ドに取り付けた測微器を当
て,読みの差から底面の平面
度を求める。
定盤 (JIS B 7513の
1級に相当する精度
のもの)
指針測微器 (JIS B
7519)または電気マ
イクロメータ (JIS
B 7536)
スタンド
2
V面の平
面度
定盤上に45度の傾斜面を持
つ支持台を置き,この上にV
ブロックをのせ,V面の各部
にスタンドに取り付けた測
微器を当て,読みの差からV
面の平面度を求める。
定盤 (JIS B 7513の
1級に相当する精度
のもの)
指針測微器 (JIS B
7519) または電気マ
イクロメータ (JIS
B 7536)
スタンド
3
底面とV
面上の円
筒との平
行度
定盤上にVブロックの底面
を置き,任意の直径のテスト
バーをそれぞれV面に支持
し,スタンドに取り付けた測
微器の読みの差からVブロ
ックの長さに対する平行度
を求める。
平行テストバー指
針測微器 (JIS B
7519) または電気マ
イク戸メータ (JIS
B 7536)
定盤 (JIS B 7513の
1級に相当する精度
のもの)
スタンド
4
Vみぞの
底面に対
する倒れ
定盤上に45度の傾斜面を持
つ支持台を置き,この上にV
ブロックをのせ,スタンドに
取り付けた測微器を矢印の
方向に動かし定盤に対する
各V面の傾きを読み,両者の
差の21を求める。
指針測微器 (JIS B
7519) または電気マ
イクロメータ (JIS
B 7536)
支持台
定盤 (JIS B 7513の
1級に相当する精度
のもの)
スタンド
5
側面とV
面上の円
筒との平
行度
定盤上にVブロックの側面
を置き,任意の直径のテスト
バーをそれぞれV面に支持
し,スタンドに取り付けた測
微器の読みの差からVブロ
ックの長さに対する平行度
を求める。
平行テストバー
指針測微器 (JIS B
7519) または電気マ
イクロメータ (JIS
B 7536)
定盤 (JIS B 7513の
1級に相当する精度
のもの)
スタンド
4
B 7540-1972
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
項目
測定方法
測定方法図
測定用具
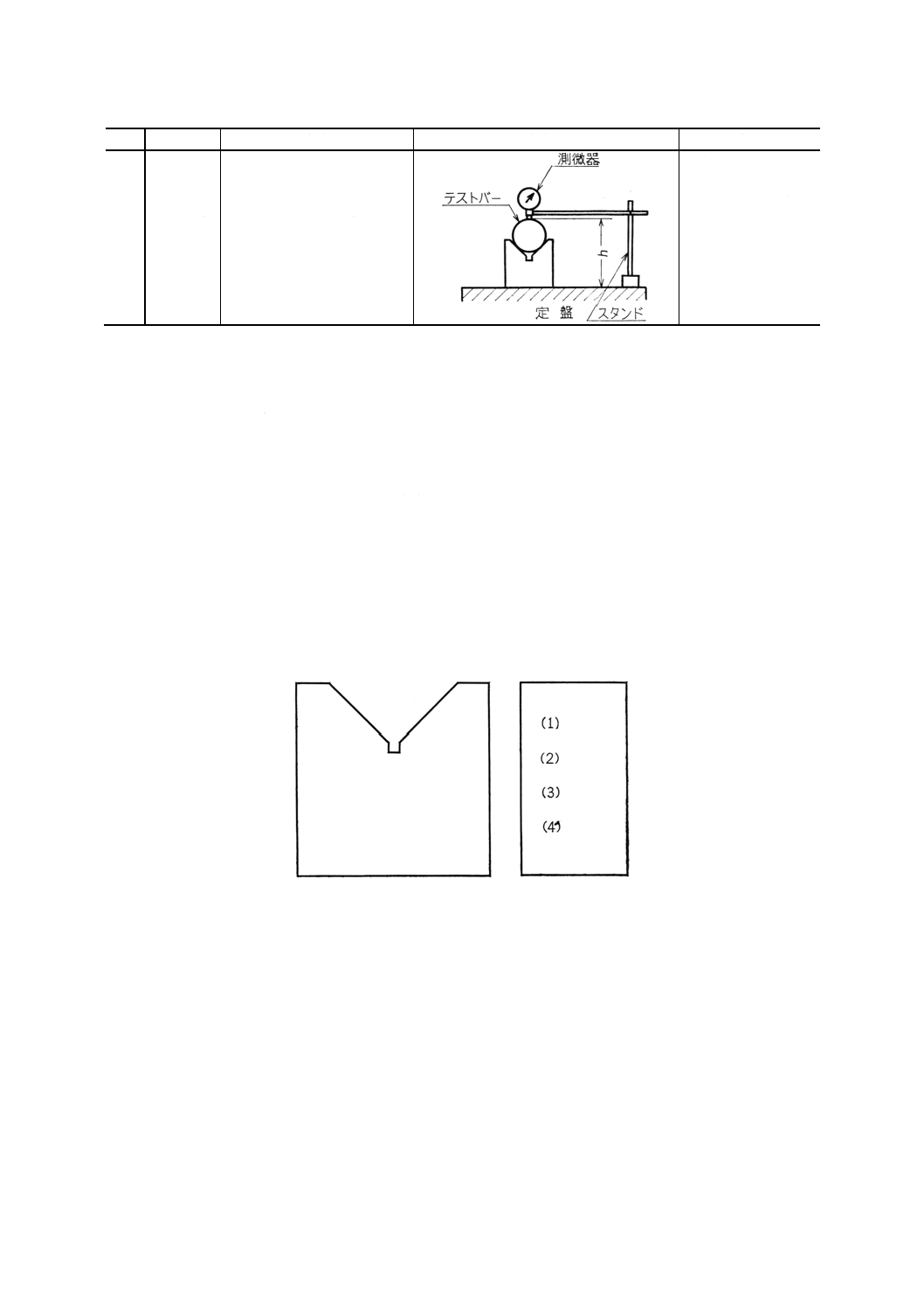
6
一対のV,
ブロック
における
V面の高
さの相互
差
定盤上にVブロックの底面
を置き,任意の直径のテスト
バーをそれぞれV面に支持
し,スタンドに取り付けた測
微器によりそれぞれ図示の
高さhの差を求める。なお,
この測定は,大小2種類のテ
ストバーについて行なう。
平行テストバー
指針測微器 (JIS B
7519) または電気マ
イクロメータ (JIS
B 7536)
定盤 (JIS B 7513の
1級に相当する精度
のもの) スタンド
10. 検査 Vブロックの検査は,形状・寸法,材料,かたさ,仕上げおよび精度について行ない,5.(形
状・寸法),6.(材料およびかたさ),7.(仕上げ),8.(精度)の規定に適合しなければならない。
11. 製品の呼び方 Vブロックの呼び方は,規格番号または規格名称,種類,呼びおよび等級による。
なお,一対で使用する場合には,末尾に一対を加える。
例:
JIS B 7540
Vブロック
鋼製
鋳鉄製
50
150
1 級
2 級
一対
12. 表示 図2に示すVブロックの側面の(1),(2),(3),(4)の位置に,つぎの事項を刻印する。
(1) 呼び
(2) 等級
(3) 製造番号(一対の場合は〜A,〜Bを付ける)
(4) 製造業者名またはその略号
図2 表示の位値
5
B 7540-1972
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
精密機械部会 測定基準具専門委員会 構成表
氏名
所属
(委員会長)
青 木 保 雄
千葉工業大学
福 島 公 夫
工業技術院標準部
桜 井 好 正
工業技術院計量研究所
新 井 市 彦
通商産業省重工業局
田 村 五 郎
東京都立工業技術センター
伊 佐 正 司
三井精機工業株式会社
上 野 光 男
株式会社不二越
川 口 広
株式会社科学計器研究所
小 林 孝 治
株式会社藤田製作所
高 内 国 士
黒田精工株式会社
広 瀬 藤 司
株式会社三豊製作所
雨 倉 佑 次
いすゞ自動車株式会社
五十嵐 敬 一
日産自動車株式会社
池 田 信 夫
三菱重工業株式会社
杉 浦 守 彦
石川島播磨重工業株式会社
(専門委員)
杉 谷 武
工業技術院標準部
(関係者)
市 川 忠 治
日本精密測定機器工業会
(事務局)
高 橋 和 治
工業技術院標準部機械規格課
大 磯 義 和
工業技術院標準部機械規格課