2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7539-1971
円筒スコヤ
Cylindrical Squares
1. 適用範囲 この規格は,主として直角度測定に使用する鋳鉄製および鋼製の円筒スコヤについて規定
する。
関連規格:JIS B 1011(センタ穴)
JIS G 4401(炭素工具鋼)
JIS G 5501(ねずみ鋳鉄品)
2. 種類 円筒スコヤの種類は,その材質により鋳鉄製と鋼製の2種類とし,種類と長さの関係は,原則
として表1による。
表1 種類
単位 mm
種類
長さ
鋳鉄製
400 600 800 1000 1200
鋼製
150 200 300 400 600
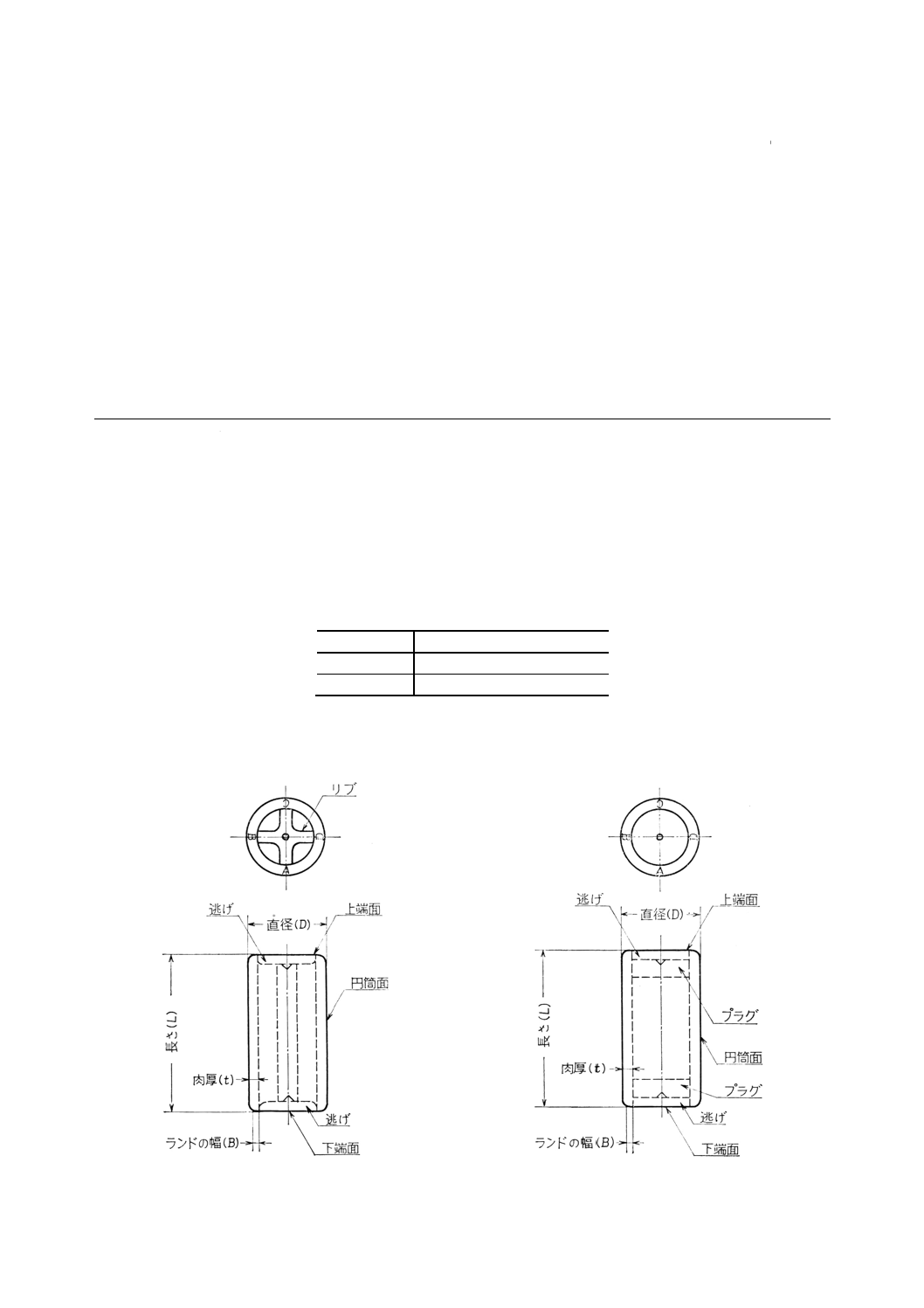
3. 主要部の名称 円筒スコヤの主要部の名称は,図1および図2による。
図1 円筒スコヤ(リブ付き)
図2 円筒スコヤ(プラグ付き)
2
B 7539-1971
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 形状・寸法および構造
4.1
形状 円筒スコヤの形状は,つぎによる。
(1) 円筒スコヤの形状は,図1および図2による。
(2) 両端面には逃げを設け,そのりょうには丸みをつけるか,または面取りを行なう。
(3) 両端面の中心にはJIS B 1011(センタ穴)の60度B形またはC形のセンタ穴を設ける。
4.2
寸法 円筒スコヤの寸法は,表2による。なお,ランドの幅 (B) は,肉厚t(最小)の80%以上と
する。
表2 寸法
単位 mm
長さL
150
200
300
400
600
800
1000
1200
直径D
70
80
100
120
160
200
240
280
肉厚t(最小)
10
10
12
12
15
15
20
20
4.3
構造 円筒スコヤの構造は,つぎによる。
(1) 円筒スコヤ(リブ付き)は中空構造とし,リブの数は原則として4本とする。
(2) 円筒スコヤ(プラグ付き)は中空の本体の両端にプラグを取り付けた構造とし,本体とプラグとはゆ
るみを生じないよう強固に結合されていなければならない。
なお,小形のものについては,むくにすることができる。
(3) 円筒スコヤには上端面逃げ部につり金具などを設けることが望ましい。
(4) 上端面には各母線を示すため90度ごとに時計方向に従ってA,B,C,Dの表示を行なう。
(5) 下端面は精密定盤とすり合わせた場合,じゅうぶんなあたりをもっていなければならない。
5. 材料およびかたさ 円筒スコヤの材料および円筒面,下端面のかたさは表3により,均質で巣,ピン
ホール,われなどの有害な欠点のないものとする。
なお,これらの材料は,くるいを生じないよう熱処理を行なう。
表3 材料およびかたさ
種類
材料
円筒面および下
端面のかたさ
備考
鋳鉄製
JIS G 5501(ねずみ鋳鉄品)のFC25ま
たはこれと同等以上の品質のもの。
−
−
鋼製
JIS G 4401(炭素工具鋼)のSK5または
これと同等以上の品質のもの。
焼入れHv 450以上
特にさび止めを必要とする場合,
硬質クロムめっきを施してもよい。
6. 表面あらさ 円筒スコヤの円筒面および下端面の表面あらさは,鋳鉄製は1.6S,鋼製は0.8Sとする。
7. 軸方向の直径の差 円筒スコヤの軸方向の直径の差は表4による。
3
B 7539-1971
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 軸方向の直径の差
長さL (mm)
許容値 (μm)
150
2.8
200
3.0
300
3.5
400
4.0
600
5.0
800
6.0
1000
7.0
1200
8.0
備考 表4の値は,つぎの式で求めたもので
ある。
+200
2
L
μm
8. 直角度 円筒スコヤの下端面に対する円筒面の直角度は,表5による。
表5 直角度
長さL (mm)
許容値 (μm)
150
2.8
200
3.0
300
3.5
400
4.0
600
5.0
800
6.0
1000
7.0
1200
8.0
備考 表5の値は,つぎの式で求めたもので
ある。
+200
2
L
μm
9. 測定方法
9.1
測定範囲 円筒スコヤの軸方向の直径の差および直角度の測定は,測定される円筒面の長さの方向
の両端を表6に示す寸法だけ除外した範囲について行なう。
表6 測定除外範囲
単位 mm
長さL
除外寸法
300 以下
約5
400 以上
約10
9.2
軸方向の直径の差 指示マイクロメータまたは測微器付きはさみゲージによりA−C,B−D母線上
のそれぞれ3箇所以上について直径を測定して,その最大値と最小値との差を求める。
9.3
直角度 下端面に対する円筒面の直角度の測定は,原則としてつぎのいずれかによる。
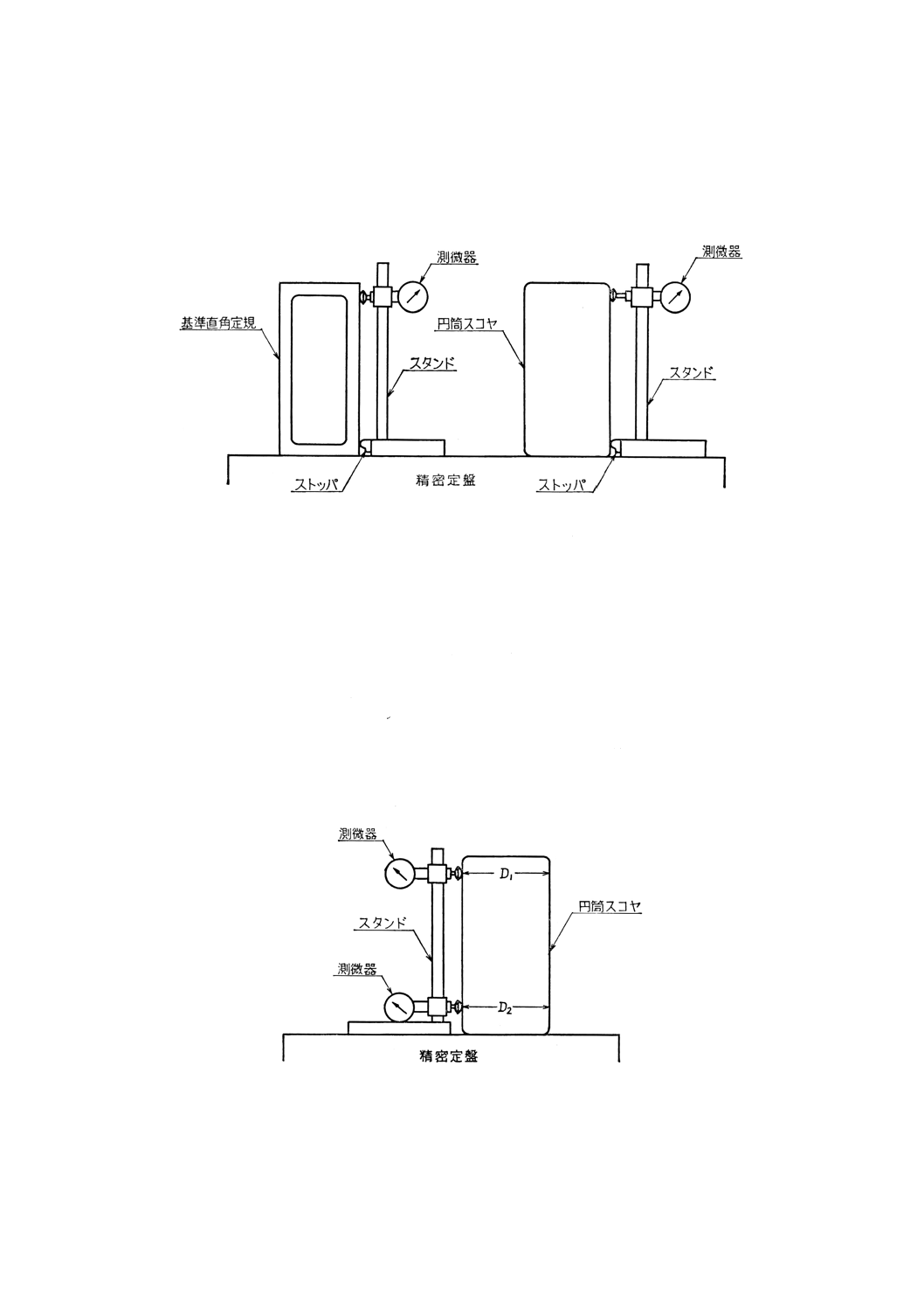
(1) 基準直角定規と比較して求める方法 図3に示すようにスタンドに測微器を取り付けて,精密定盤上
で基準直角定規にストッパを軽く当てたときの測微器の読みと同じ方法で円筒スコヤに当てたときの
4
B 7539-1971
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
読みとの差を上端および中央付近について求め,その最大差を求める。この測定はA,B,C,Dの各
母線について行ない,その最大値を円筒スコヤの直角度とする。
なお,この測定は,ストッパを使用せずに2個の測微器を用いて行なってもよい。
図3 基準直角定規と比較して求める方法
(2) 基準直角定規を使用しないで求める方法 図4に示すように円筒スコヤの上下2箇所に当たるように
スタンドに測微器を取り付け,精密定盤上で円筒スコヤのA母線を接近させて上下の測微器の読みの
差⊿aを求め,つぎに円筒スコヤを180度反転してC母線を接近させて測微器の読みの差⊿cを求め,
さらに同じ高さのA−C母線上の直径D1,D2を測定して,つぎの式でA,C母線上の下端に対する上
端の直角度を求める。
A母線
〕
⊿
⊿
〔
)
(
)
(
2
1
2
1D
D
c
a
−
+
−
C母線
〕
⊿
⊿
〔
)
(
)
(
2
1
2
1D
D
a
c
−
+
−
さらに,この測定を下端と中央付近について行ない,それぞれの母線上の最大差を求める。同様に
してB,D母線についてもその最大差を求め,その最大値を円筒スコヤの直角度とする。
図4 基準直角定規を使用しないで求める方法
備考1. 測微器とは,ダイヤルゲージ,指針測微器,電気マイクロメータ,空気マイクロメータなどをいう。
2. 基準直角定規とは,通常,円筒スコヤ,角形直角定規,I形直角定規などで,直角度が正確にわかっ
ているものをいう。
5
B 7539-1971
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10. 検査 円筒スコヤの検査は,材料,かたさ,形状,寸法,構造,表面あらさ,軸方向の直径の差およ
び直角度について行ない,4.(形状,寸法および構造),5.(材料およびかたさ),6.(表面あらさ),7. (軸
方向の直径の差)および8.(直角度)の規定に適合しなければならない。
11. 製品の呼び方 円筒スコヤの呼び方は,種類および長さによる。
例: JIS B 7539鋳鉄製円筒スコヤ 600mm
12. 表示 円筒スコヤには,製造業者名またはその略号および製造番号を表示する。
精密機械部会 測定基準具専門委員会 構成表
氏名
所属
(委員会長)
青 木 保 雄
東京大学工学部
辺 見 隆 三
工業技術院標準部
古 閑 俊 彦
通商産業省重工業局
桜 井 好 正
工業技術院計量研究所
田 村 五 郎
東京都立工業奨励館
五十嵐 敬 一
日産自動車株式会社
雨 倉 佑 次
いすゞ自動車株式会社
池 田 信 夫
三菱重工業株式会社
上 野 光 男
株式会社不二越
杉 浦 守 彦
石川島播磨重工業株式会社
伊 佐 正 司
三井精機工業株式会社
広 瀬 藤 司
株式会社三豊製作所
小 林 孝 治
株式会社藤田製作所
川 口 広
株式会社科学計器製作所
高 内 国 士
黒田精工株式会社
(専門委員)
大 沢 昭 男
工業技術院標準部
(事務局)
杉 谷 武
工業技術院標準部機械規格課
秋 山 芳 夫
工業技術院標準部機械規格課
(関係者)
市 川 忠 治
日本精密測定機器工業会