2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7531-1982
歯厚ノギス
Gear Tooth Vernier Callipers
1. 適用範囲 この規格は,最小読取値0.02mmで,歯厚の最大測定長が30mm及び60mmの歯厚ノギス
(以下,ノギスという。)について規定する。
引用規格:
JIS B 0601 表面粗さ
JIS B 1506 ころ軸受用ころ
JIS B 1752 平歯車及びはすば歯車の測定方法
JIS B 7420 限界ゲージ
JIS B 7506 ブロックゲージ
JIS B 7509 0.001mm目盛ダイヤルゲージ
JIS B 7513 精密定盤
JIS B 7533 てこ式ダイヤルゲージ
JIS B 7536 電気マイクロメータ
JIS G 4303 ステンレス鋼棒
JIS G 4401 炭素工具鋼鋼材
JIS Z 8103 計測用語
関連規格:JIS B 7507 ノギス
2. 用語の意味 この規格で用いる用語の意味は,JIS Z 8103(計測用語)によるほか,次による。
(1) 歯厚ノギス 互いに直角で,かつ,一体である歯厚尺と歯たけ尺を持ち歯車の歯厚及び歯たけの寸法
を読み取ることができるノギス(図1参照)。
(2) バーニヤ 本尺目盛を細分して読むための目盛尺で,本尺の目盛の (n−1) 目盛をn等分して求めた
目盛尺。
(3) 器差 歯厚尺又は歯たけ尺の読みから示すべき真の値を引いた値。
(4) 合成器差 歯厚尺と歯たけ尺の器差が合成されて現れるものであって,歯たけ尺を歯たけ計算値に合
わせ,ジョウで直径既知の円筒を挟んだときの歯厚尺の読みから歯厚計算値を引いた値。
(5) 総合誤差 ノギスを用いた測定において,種々の要因により生じる誤差のすべてを含めた総合的な誤
差。
2
B 7531-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
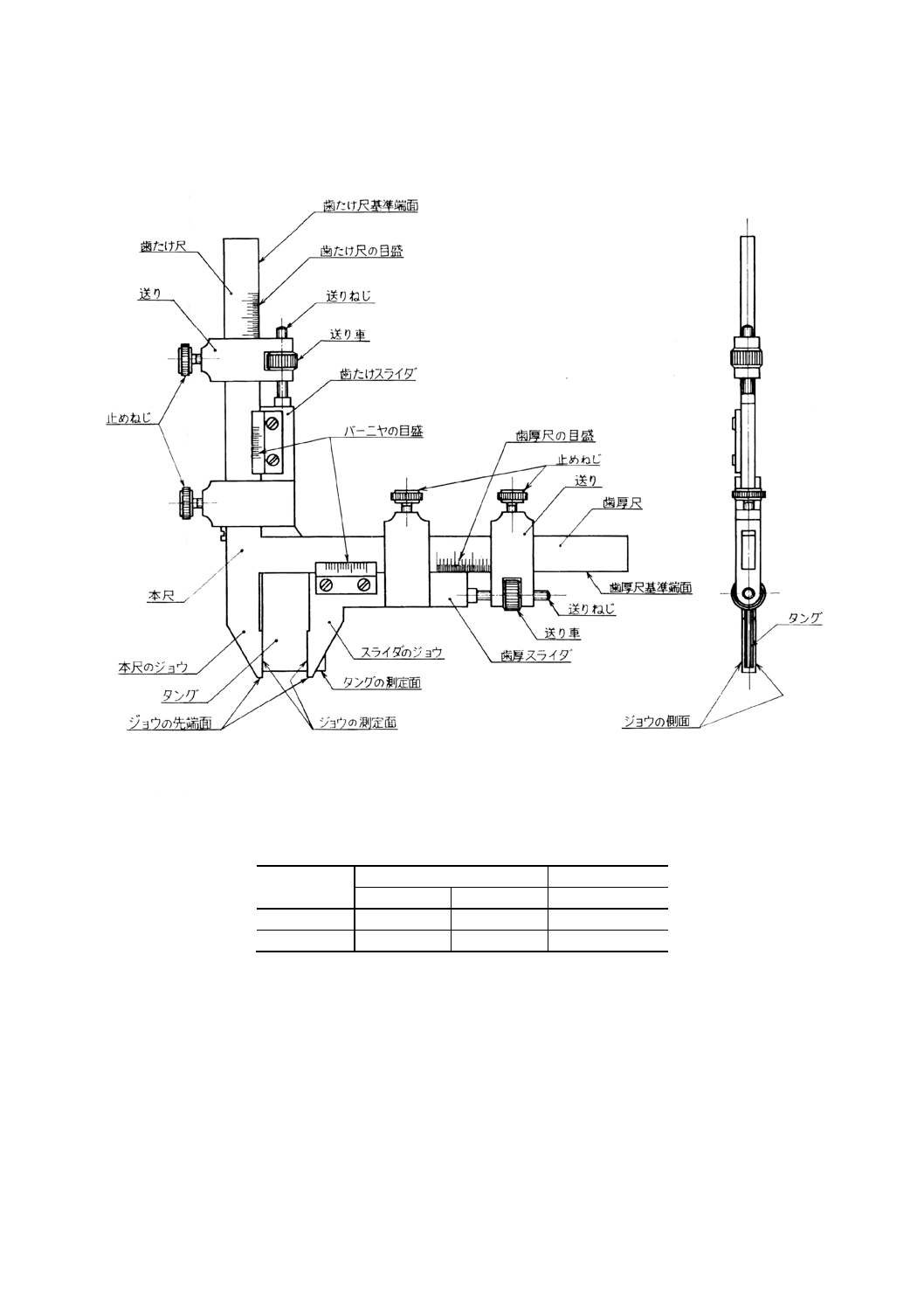
3. 名称 ノギスの主要部の名称は,図1による。
図1 主要部の名称
備考 この図は,単に名称を示すものであって,形状・構造の基準を示すものではない。
4. 呼び及び最大測定長 ノギスの呼び及び最大測定長は,原則として表1による。
表1 呼び及び最大測定長
単位 mm
呼び
最大測定長
参考
歯厚尺
歯たけ尺
適用モジュール
30
30
20
1.25 〜19
60
60
40
2
〜38
5. 性能
5.1
器差の許容値 ノギスにおける歯厚尺の器差,歯たけ尺の器差及びノギスの合成器差の許容値は,
表2による。
3
B 7531-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 器差の許容値
単位 mm
測定長
歯厚尺の器差
歯たけ尺の器差
ノギスの合成器差
0
± 0.02
± 0.02
−
0を超え30以下
± 0.04
30を超え60以下
備考 この表の値は,温度20℃におけるものとする。
5.2
本尺の基準端面間の直角度 ノギスの歯厚尺基準端面に対する歯たけ尺基準端面の直角度公差は,
10mm当たり0.01mmとする。
5.3
歯厚尺基準端面に対するジョウの先端面及びタング測定面の平行度 歯厚尺基準端面に対するジョ
ウの先端面及びタング測定面の平行度公差は,0.01mmとする。
5.4
測定面間のすきま 本尺のジョウの測定面とスライダのジョウの測定面を合わせたとき,その間の
すきまは,0.005mm(光の回折による干渉色が認められる程度)以下とする。ただし,測定面の先端部で
はすきまがあってはならない。
5.5
総合誤差 5.1から5.4までの性能の規定に適合するノギスの総合誤差は,±0.07mmである。ただ
し,標準状態に近い環境のもとで金属又はこれと同等の材料の歯車を測定した場合とする。
6. 目盛
6.1
目盛方法 ノギスの目盛方法は,表3による。
表3 目盛方法
本尺の目量
バーニヤの目盛方法
最小読取値
備考
0.5mm
12mmを25等分
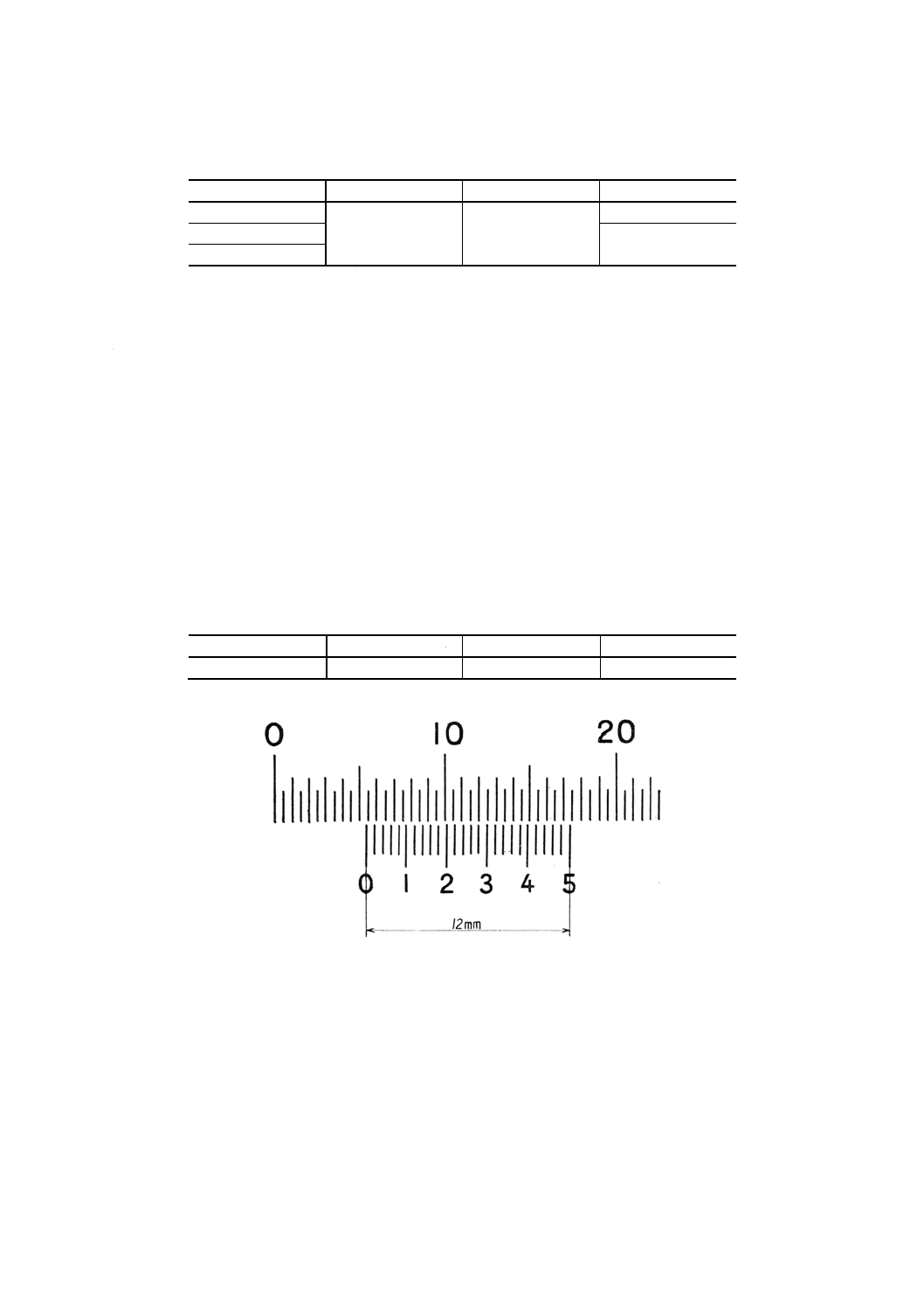
0.02mm
図2参照
図2 目盛例(読取り例5.28mm)
6.2
目盛線 ノギスの目盛線の太さは,0.08〜0.15mmとし,歯厚尺の目盛,歯たけ尺の目盛及びそれら
に対応するバーニヤの目盛を通じて,各目盛線の最大値と最小値の差は0.03mm以下とする。
7. 主要部の寸法 ノギスの主要部の寸法は,次による。
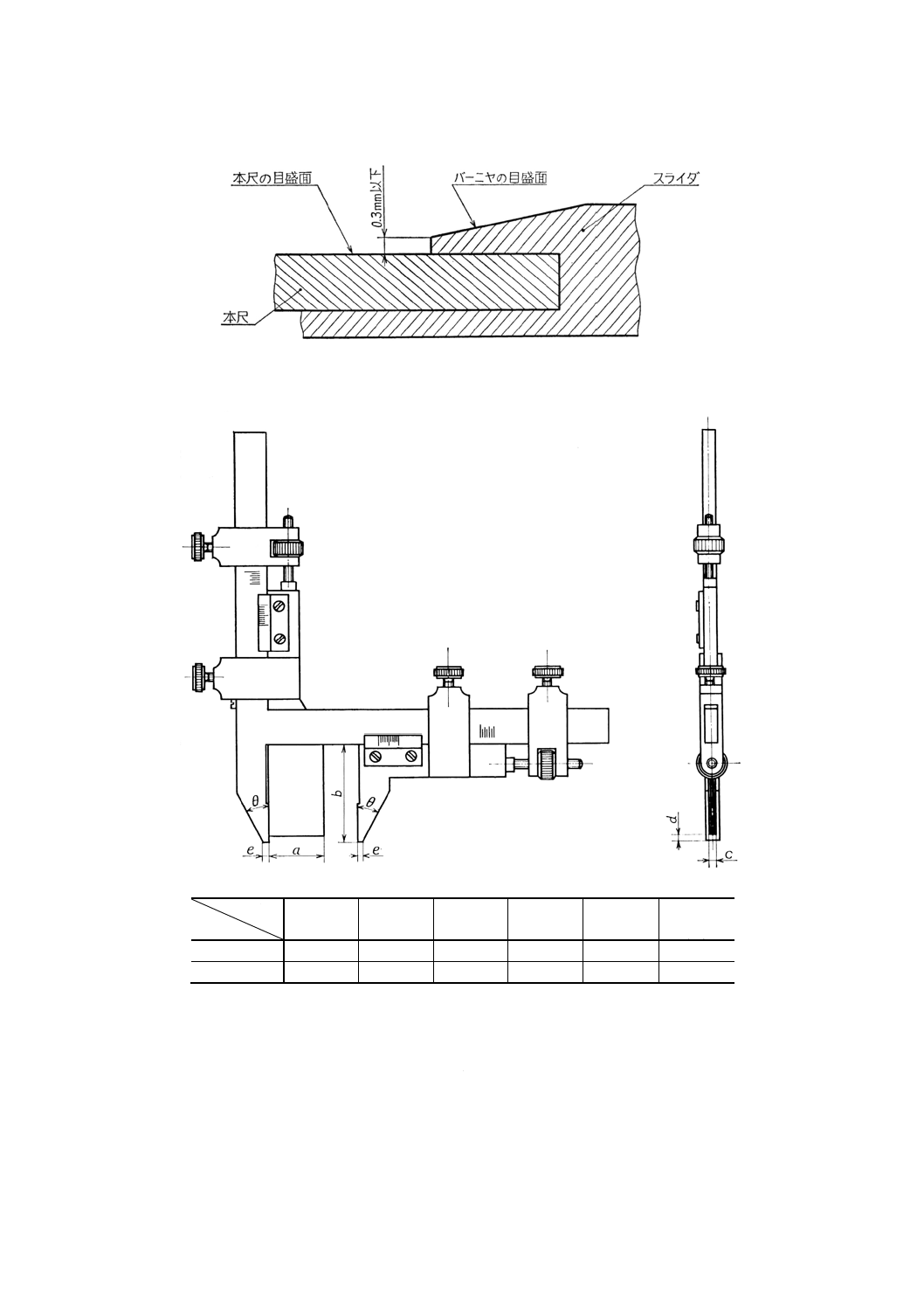
(1) ノギスの本尺の目盛面とバーニヤの目盛面傾斜先端との段差(図3参照)は,0.3mmを超えないこと。
4
B 7531-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 本尺の目盛面とバーニヤの目盛面との段差
(2) その他の主要部の寸法は,原則として表4による。
表4 主要部の寸法
単位 mm
項目
呼び
a
b
c
d
e
θ
(゜)
30
17
30
1
1
1.2
30
60
32
42
1.5
1.8
2
30
8. 構造及び機能 ノギスの構造及び機能は,次による。
(1) 測定面及びジョウの先端面の表面粗さは,JIS B 0601(表面粗さ)に規定する1.6Sとする。
(2) ジョウの測定面間の平行度は,器差の許容値の絶対値以下であって,実用上差し支えがないものであ
ること。
(3) 本尺のジョウとスライダのジョウとの側面の段違いは,実用上差し支えがないものであること。
(4) 歯厚スライダ及び歯たけスライダは,作動範囲全域にわたり滑らかで,かつ,緩みなく作動すること。
5
B 7531-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(5) 送り車は滑らかに作動し,遊びは実用上差し支えがないものであること。
(6) 歯厚スライダ,歯たけスライダ及び送りは,固定装置(止めねじなど)により本尺に確実に止められ
ること。
9. 材料及び硬さ
9.1
材料 ノギスの主要部の材料は,表5による。
表5 主要部の材料
項目
材料
本尺,歯厚スライダ,
歯たけスライダ及び
タング
JIS G 4303(ステンレス鋼棒)のSUS 420 J2,JIS G 4401(炭
素工具鋼鋼材)のSK6又はこれらと機械的性質が同等以上の
性能を持つものであること。
9.2
硬さ ノギスの測定面及びジョウの先端面の硬さは,ステンレス鋼ではHV550以上とし,その他の
材料ではHV700以上とする。
なお,測定箇所は,測定面及びジョウの先端面又はそれらの面から2mm以下の側面のいずれかとする。
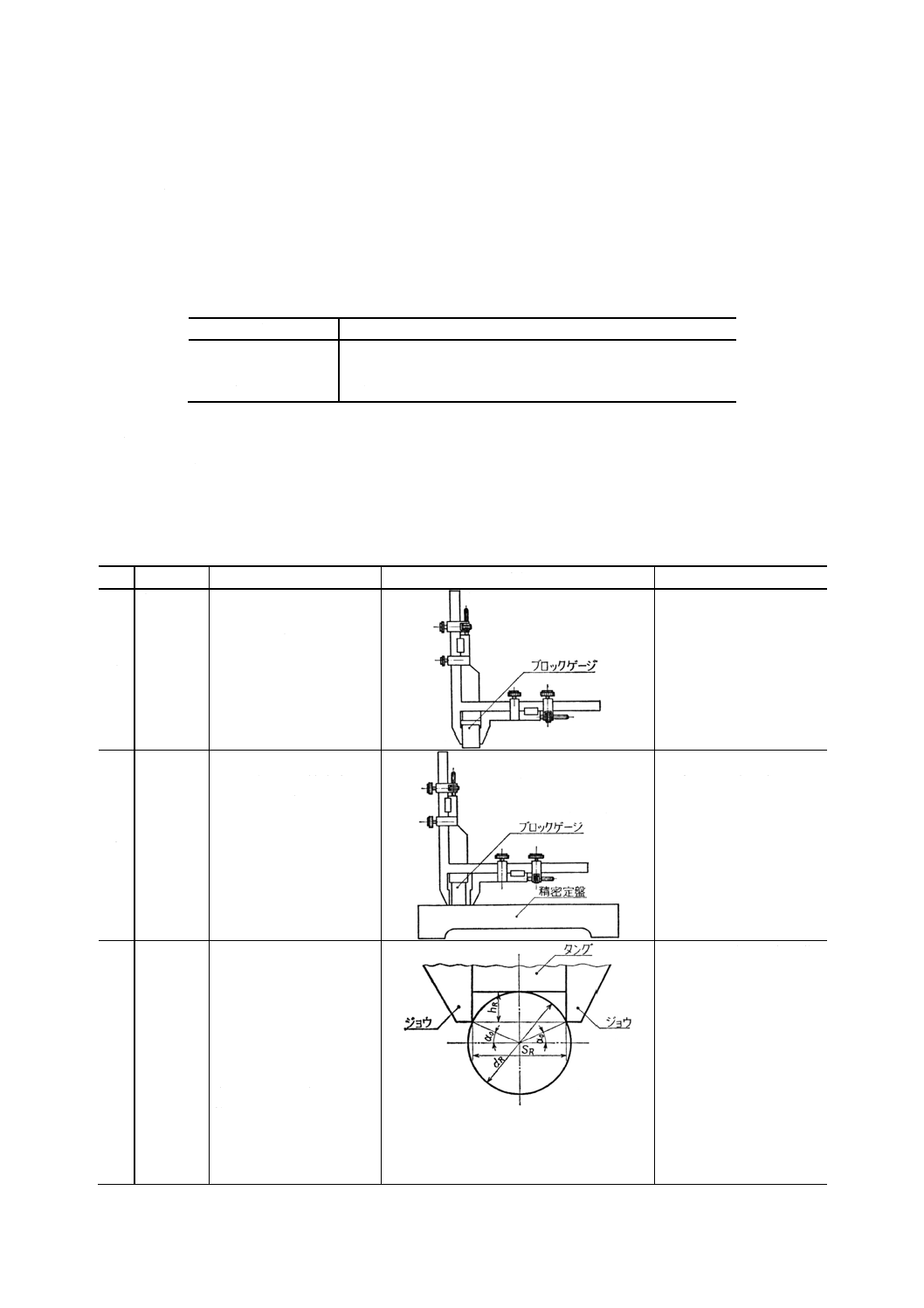
10. 性能の測定方法 ノギスの性能の測定方法は,表6による。
表6 性能の測定方法
番号
項目
測定方法
図
測定用具
1
歯厚尺の
器差
ジョウの測定面にブロッ
クゲージを挟み,歯厚尺の
読みからブロックゲージ
の寸法を減じて求める。
JIS B 7506(ブロックゲー
ジ)に規定する1級のブロ
ックゲージ
2
歯たけ尺
の器差
ジョウの先端面を精密定
盤に接触させ,精密定盤と
タングの測定面との間に
ブロックゲージを挟み,歯
たけ尺の読みからブロッ
クゲージの寸法を減じて
求める。
JIS B 7506に規定する1級
のブロックゲージ
JIS B 7513(精密定盤)に
規定する1級の精密定盤
3
ノギスの
合成器差
歯たけ尺を歯たけ計算値
に合わせ,直径既知の円筒
プラグゲージ又は円筒こ
ろをタングの測定面に当
て,ジョウで挟んだときの
歯厚尺の読みと歯厚計算
値との差を求める。
歯たけhR及び歯厚SRの計
算値は,次の式による。
〔JIS B 1752(平歯車及び
はすば歯車の測定方法)参
照〕。
JIS B 7420(限界ゲージ)
に規定する円筒プラグゲ
ージ
又は
JIS B 1506(ころ軸受用こ
ろ)に規定する円筒ころ
6
B 7531-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
項目
測定方法
図
測定用具
(
)
0
sin
1
2
α
−
=
R
R
d
h
SR=dR cos α0
ここに
dR:円筒プラグゲージ
又は円筒ころの直径
α0:圧力角
4
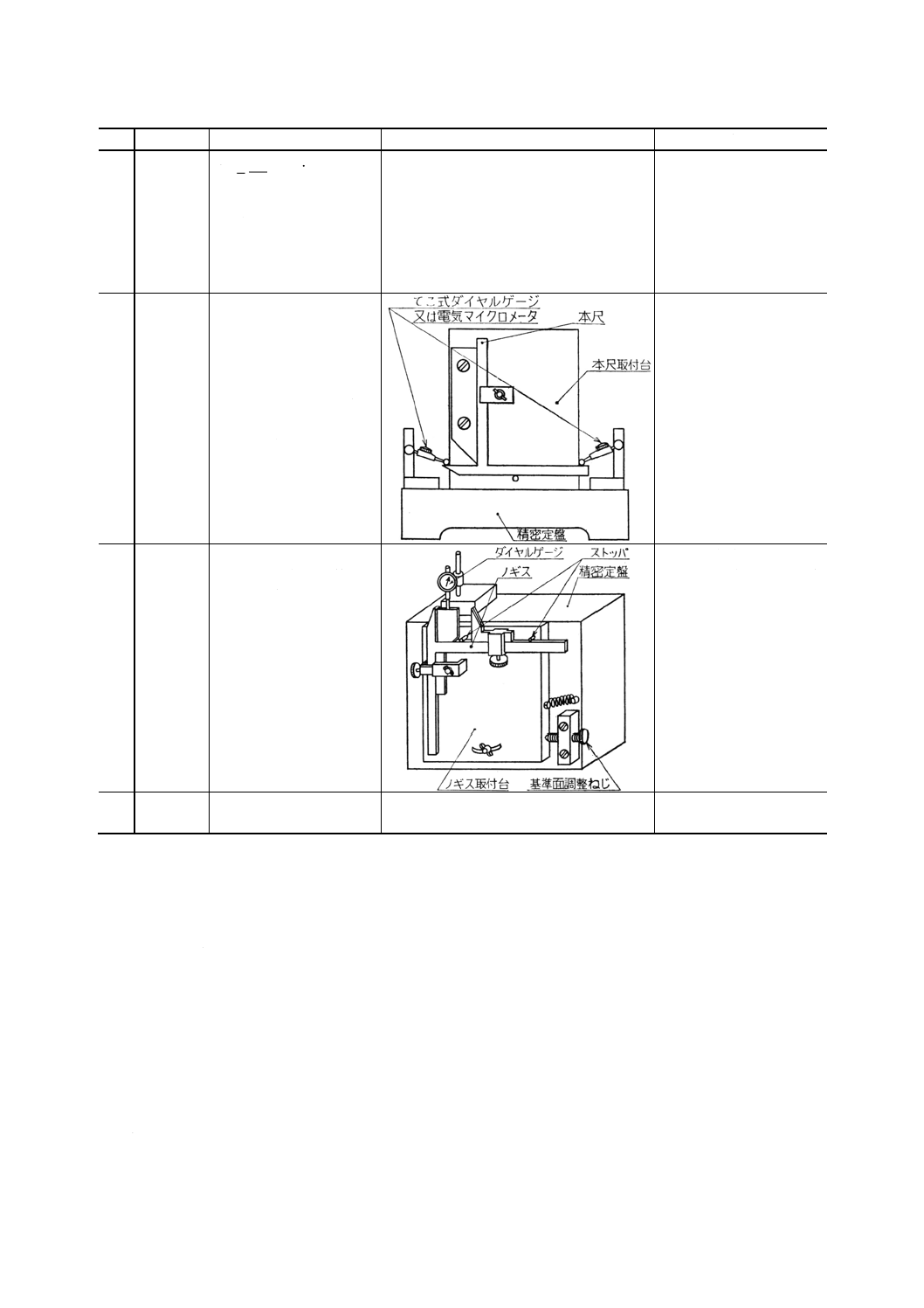
本尺の基
準端面間
の直角度
本尺取付台に本尺を定置
し,取付台に装置したてこ
式ダイヤルゲージ又は電
気マイクロメータを目盛
面に平行に移動して測定
する。ただし,本尺取付台
が本尺の目盛面及び基準
端面と接触する面は互い
に直角で,かつ精密定盤の
使用面に直角でなければ
ならない。
本尺取付台
JIS B 7513に規定する1級
の精密定盤
JIS B 7533(てこ式ダイヤ
ルゲージ)に規定する
0.002mm目盛てこ式ダイ
ヤルゲージ(取付台付)
又は
JIS B 7536(電気マイクロ
メータ)に規定する電気マ
イクロメータ(取付台付)
5
歯厚尺基
準端面に
対するジ
ョウの先
端面及び
タング測
定面の平
行度
ストッパと精密定盤の使
用面との平行を調整した
ノギス取付台にノギスを
定置し,ジョウの先端面と
タング測定面とをほぼ同
一平面上に置き,取付台に
装置したダイヤルゲージ
を移動して測定する。
ノギス取付台
JIS B 7509(0.001mm目盛
ダイヤルゲージ)に規定す
る0.001mm目盛ダイヤル
ゲージ(取付台付)
JIS B 7513に規定する1級
の精密定盤
6
測定面間
のすきま
目視
−
−
11. 検査 ノギスの検査は,性能,目盛,主要部の寸法,構造及び機能並びに材料及び硬さについて行い,
5.,6.,7.,8.及び9.の規定に適合しなければならない。
12. 製品の呼び方 ノギスの呼び方は,規格番号又は規格名称及び呼び又は最大測定長による。
例: JIS B 7531 60
歯厚ノギス 60mm
13. 表示 ノギスの本尺の一部に次の事項を表示するほか,スライダにはバーニヤ目盛で読める最小読取
値を表示する。
(1) 最大測定長
(2) 製造業者名又は略号
7
B 7531-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14. 取扱い上の注意事項 取扱い上の注意事項は,次による。
(1) ノギスには定圧装置がないので,適正で,かつ,均一な測定力で測定するようにしなければならない。
(2) 使用ひん度に応じて,測定面及びジョウの先端面の摩耗の点検を10.性能の測定方法の番号3に準じて
行うことが望ましい。
例: 直径20mmの円筒ころを用いた場合の歯たけ計算値hR及び歯厚計算値SRは表7のとおりである。
表7
単位 mm
円筒ころの直径 dR
圧力角 α0 (°)
歯たけ計算値 hR
歯厚計算値 SR
20
20
6.580
18.794
14.5
7.496
19.363
精密機械部会 精密測定機器専門委員会 構成表
氏名
所属
(委員会長)
沢 辺 雅 二
工業技術院計量研究所
大 園 成 夫
東京大学工学部
石 神 政 司
財団法人機械振興協会
大 村 昌 弘
通商産業省機械情報産業局
吉 沢 均
工業技術院標準部
朝 倉 利 雄
東京測範株式会社
市 川 忠 治
日本精密測定機器工業会
井 上 宏
日本測定工具株式会社
川 口 廣
株式会社科学計器研究所
矢 島 宣 明
株式会社東京精密
羽 田 勝 彦
株式会社津上
柳 沢 兵 平
株式会社三豊製作所
矢 島 忠 夫
株式会社テクロック
吉 木 汎
黒田精工株式会社
板 野 信 彌
三菱重工業株式会社
津 川 浩 造
日本精工株式会社
堤 俊 忠
石川島汎用機械株式会社
内 藤 邦 夫
三井精機工業株式会社
本 間 顕
日産自動車株式会社
畑 明
株式会社日立製作所
松 永 輝 雄
日本光学工業株式会社
高 内 国 士
株式会社猪俣製作所
森 吉 雄
東京芝浦電気株式会社
(事務局)
横 溝 眞一郎
工業技術院標準部機械規格課
富 永 潤 一
工業技術院標準部機械規格課