2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7523-1977
サインバー
Sine Bars
1. 適用範囲 この規格は,一般に使用するサインバーのうち,本体とその下部の切り欠きに接触する2
個のローラとからなる形式のサインバーについて規定する。
引用規格:
JIS B 7430 オプチカルフラット
JIS B 7506 ブロックゲージ
JIS G 4404 合金工具鋼鋼材
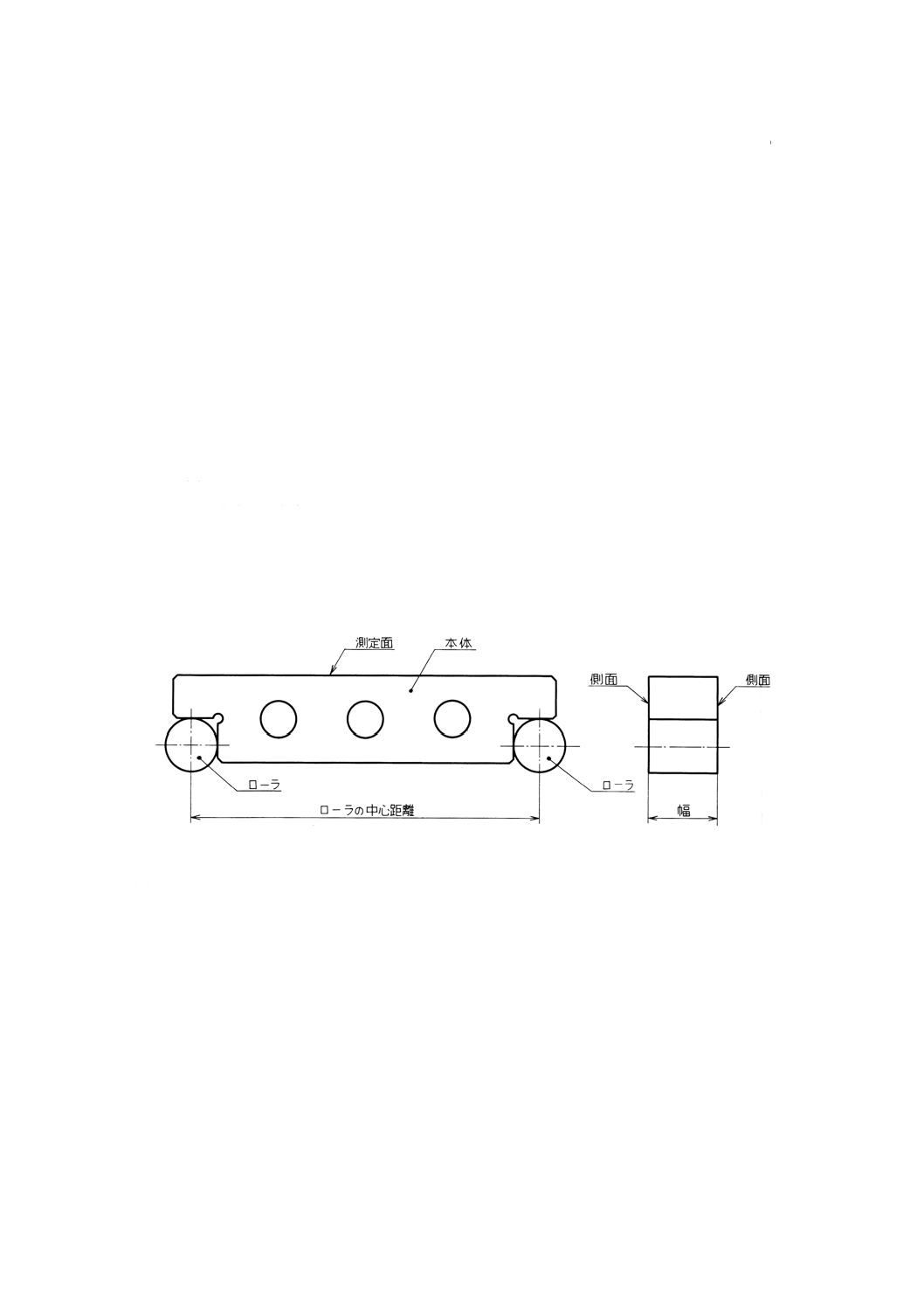
2. 主要部の名称 サインバーの主要部の名称は,図による。
図 主要部の名称
備考 この図は,単に線図的なものであって,設計の詳細を示すものではない。
3. 等級 サインバーの等級は,その精度によって1級及び2級の2等級とする。
4. 許容値及び測定方法 許容値及び測定方法は,表による。
2
B 7523-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
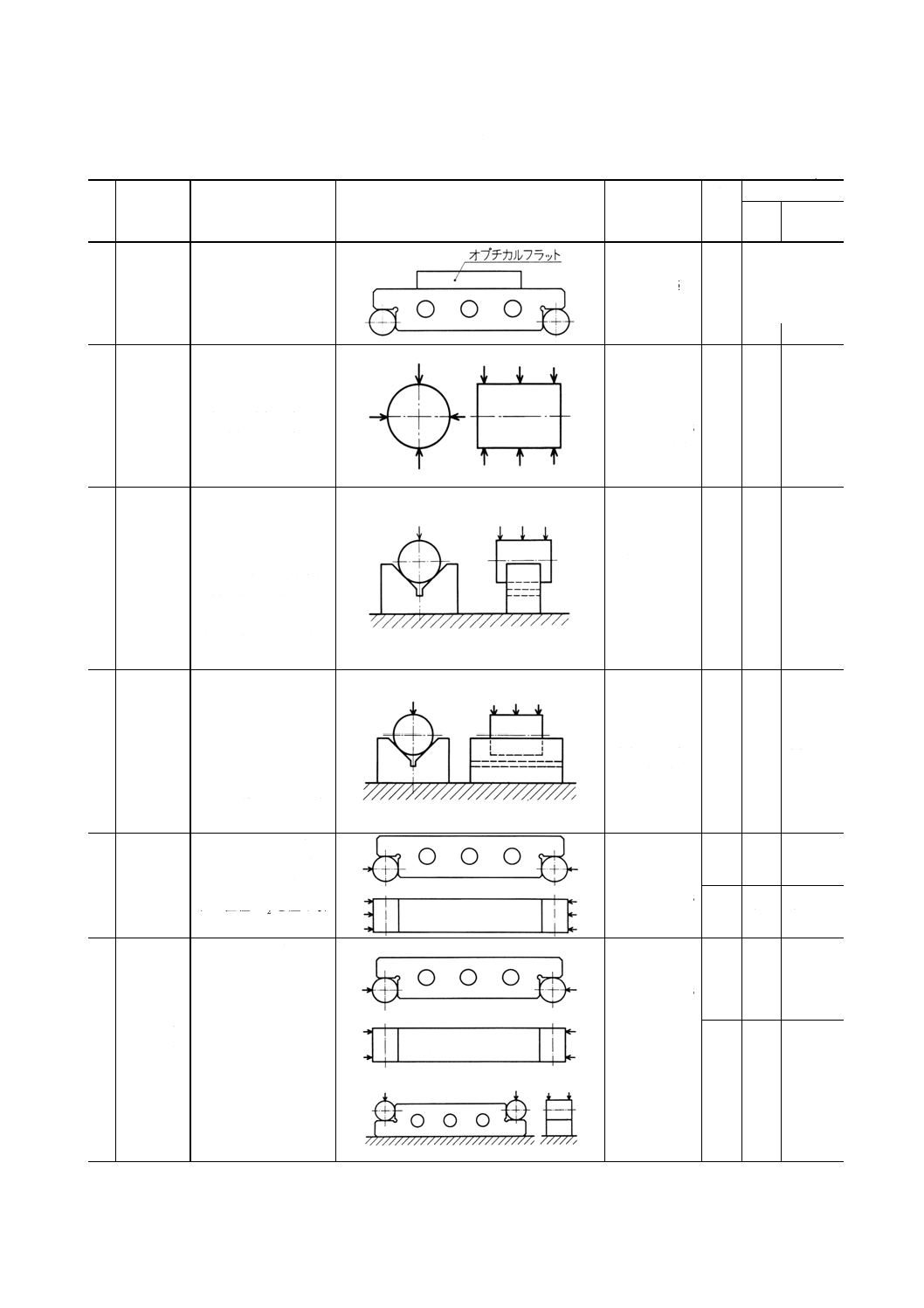
表 許容値及び測定方法
単位μm
番
号
項目
測定方法
説明図
測定用具
呼び
寸法
(mm)
許容値
1級
2級
1
測定面の
平面度
測定面にオプチカルフ
ラットを当て,赤色干
渉しまの数を読み取
る。ただし,周辺1mm
を除く。
オプチカルフ
ラット(JIS B
7430呼び60,
2級)
−
測定面の任意
の位置におい
て
1本
2本
2
ローラの
直径の差
ローラの直角2方向の
直径を両端及び中央の
3箇所で測定し,それら
の値の平均値を各ロー
ラの直径とし,2個のロ
ーラの直径の差を求め
る。
比較測長器
ブロックゲー
ジ(JIS B
7506のA級)
−
1.0
2.0
3
ローラの
真円から
の狂い
短い精密なVブロック
にローラをのせ,頂点
に測微器の測定子を当
て,ローラを回転させ
たときの指示の最大値
と最小値との差を,ロ
ーラの両端と中央の3
箇所で求め,その最大
差をとる。
測微器
精密なVブロ
ック(90度)
−
0.8
1.2
4
ローラの
真直度
長い精密なVブロック
にローラをのせ,母線
上の両端及び中央の3
箇所に測定子を当てた
ときの指示の最大値と
最小値との差を直交す
る4母線上について求
め,その最大差をとる。
測微器
精密なVブロ
ック(90度)
−
0.8
1.2
5
ローラの
中心距離
両ローラの外側距離の
両端及び中央の3箇所
の平均値から,各ロー
ラの直径の21を差し引
いた値を求める。
比較測長器
ブロックゲー
ジ(JIS B
7506のA級)
100
±1.5
±3.0
200
±3.0
±6.0
6
ローラ相
互の平行
度
両ローラの両端におけ
る外側距離の差を求め
る。
比較測長器
ブロックゲー
ジ(JIS B
7506のA級)
100
1.5
3.0
測定面を下にして定盤
上に置いたときの両ロ
ーラの両端における頂
点の高さを測定し,3頂
点を含む平面からの他
の1点の隔たりを求め
る。
測微器
200
3.0
6.0
3
B 7523-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位μm
番
号
項目
測定方法
説明図
測定用具
呼び
寸法
(mm)
許容値
1級
2級
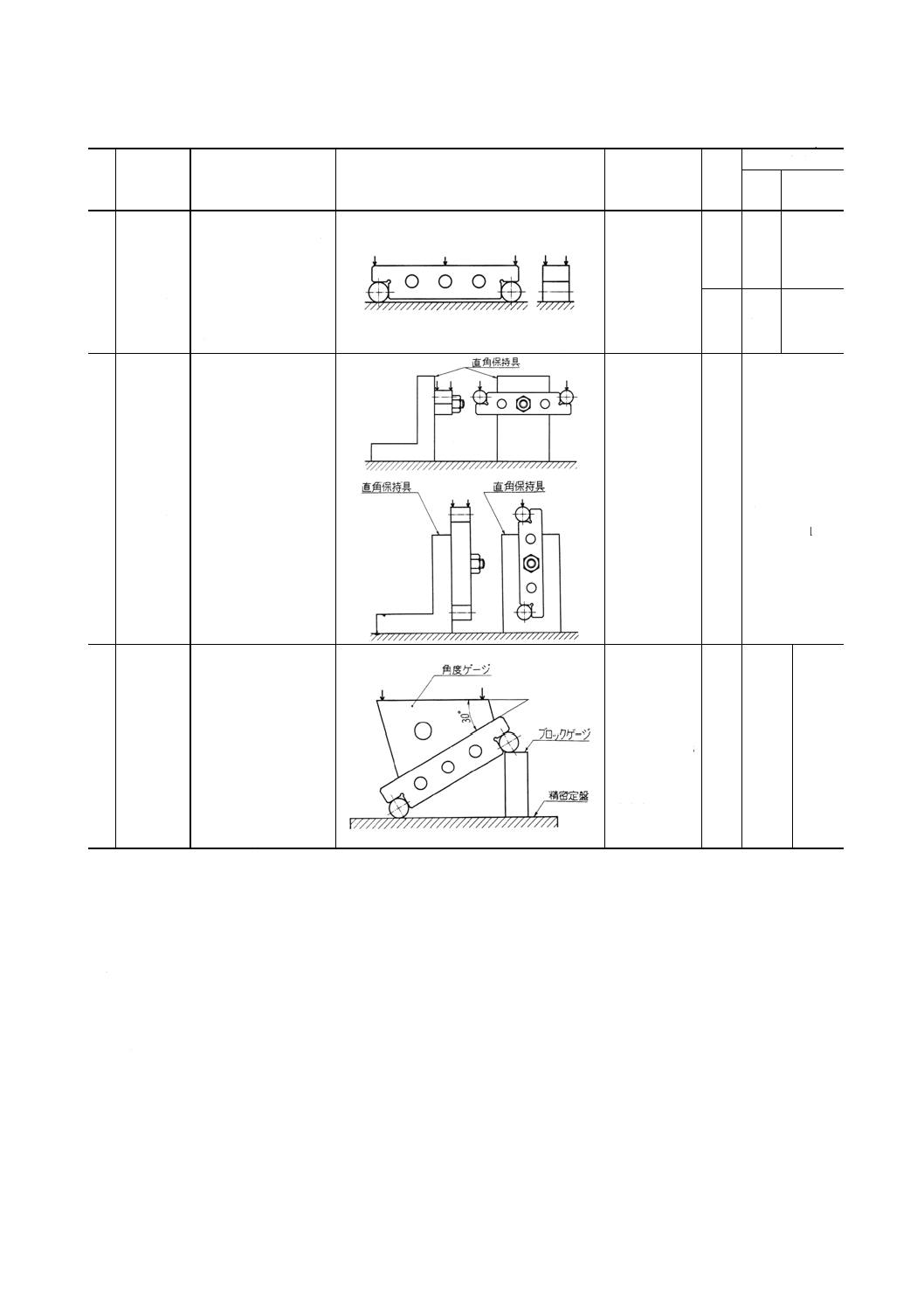
7
測定面と
ローラと
の平行度
ローラを下にして定盤
上に置いたときの測定
面の両端及び中央にお
ける各2箇所合計6箇
所の高さの指示の最大
値と最小値との差を求
める。
測微器
100
1.5
3.0
200
3.0
6.0
8
ローラと
側面との
なす角度
保持具を用いてサイン
バーの側面を定盤の使
用面に直角におき,ロ
ーラの両端の頂点に測
定子を当てたときの指
示の差を2個のローラ
について求め,これを
両側面に対して行い,
その最大値から求め
る。
直角保持具
測微器
−
直角からの狂
い
±0.5
mrad
9
総合精度
サインバーの側面をそ
ろえて30度の角度ゲー
ジを密着させたのち,
50mm又は100mmのブ
ロックゲージを組み合
わせて30度に設置し,
角度ゲージ上面の両端
に測微器の測定子を当
てたときの指示の差か
ら求める(1)。
30度角度ゲー
ジ
ブロックゲー
ジ(JIS B
7506のA級)
測微器
精密定盤
−
40
μrad
80
μrad
注(1) 角度ゲージの角度の誤差は,補正を行う。
備考1. 表に示す測定用具は,誤差を測定しておくこと。
2. 番号5の許容値は,20℃におけるものとする。
5. 寸法 サインバーの呼び寸法は,ローラの中心距離をもって表し,100mm及び200mmの2種類とす
る。
なお,本体の幅は,原則として,呼び付法100mmのものでは20mm,200mmのものでは30mmとする。
6. 仕上げ 測定面及びローラ円筒面は,ラップ仕上げ又はこれと同等以上の仕上げとし,表面粗さは,
測定面で0.1S,ローラ円筒面で0.2Sとする。
7. 材料 本体及びローラの材料は,JIS G 4404(合金工具鋼鋼材)のSKS3又はこれと同等以上のもの
とし,適当な熱処理及び安定処理を施したもので,その硬さは,Hv700以上とする。
4
B 7523-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 検査 サインバーの検査は,精度,寸法,仕上げ及び材料について,4.,5.,6.及び7.の規定に適合し
なければならない。
9. 表示 サインバーには,製造業者の記号,呼び寸法(単位mmは,省いてもよい。),等級,製造番号
及び製造年を表示する。