2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7520-1981
指示マイクロメータ
Indicating Micrometers
1. 適用範囲 この規格は,マイクロメータ部の目量0.01mm,作動範囲25mm,インジケータ部の目量
0.002mm以下,指示範囲が原則として±0.02mmの指示マイクロメータ(以下,マイクロメータという。)
のうち,最大測定長100mm以下のものについて規定する。
備考 この規格の中で{ }を付けて示してある単位及び数値は,重力単位系によるもので参考とし
て併記したものである。
引用規格:
JIS B 7430 オプチカルフラット
JIS B 7431 オプチカルパラレル
JIS B 7506 ブロックゲージ
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4303 ステンレス鋼棒
JIS G 4404 合金工具鋼鋼材
JIS G 5101 炭素鋼鋳鋼品
JIS H 5501 超硬合金
JIS Z 8103 計測用語
関連規格:JIS B 7502 外側マイクロメータ
JIS B 7504 マイクロメータヘッド
2. 用語の意味 この規格で用いる用語の意味は,JIS Z 8103(計測用語)によるほか,次による。
(1) 指示マイクロメータ 測定面に対して垂直な方向に微動できるアンビルを備え,アンビルの微動量を
読み取ることができるインジケータ部を内蔵する外側マイクロメータ。
(2) インジケータ部 アンビルの微動量を拡大機構を用いて指針と目盛により読み取ることができる部分。
(3) 器差 マイクロメータの読みから示すべき真の値を引いた値。
(4) スピンドルの送り誤差 最小測定長を基点,最大測定長を終点とするスピンドルの作動範囲内におけ
る,マイクロメータの読みと真の値との差のうち,最大値と最小値との差。
(5) 総合誤差 マイクロメータを用いた測定において種々の要因によって生じる誤差のすべてを含めた総
合的な誤差。
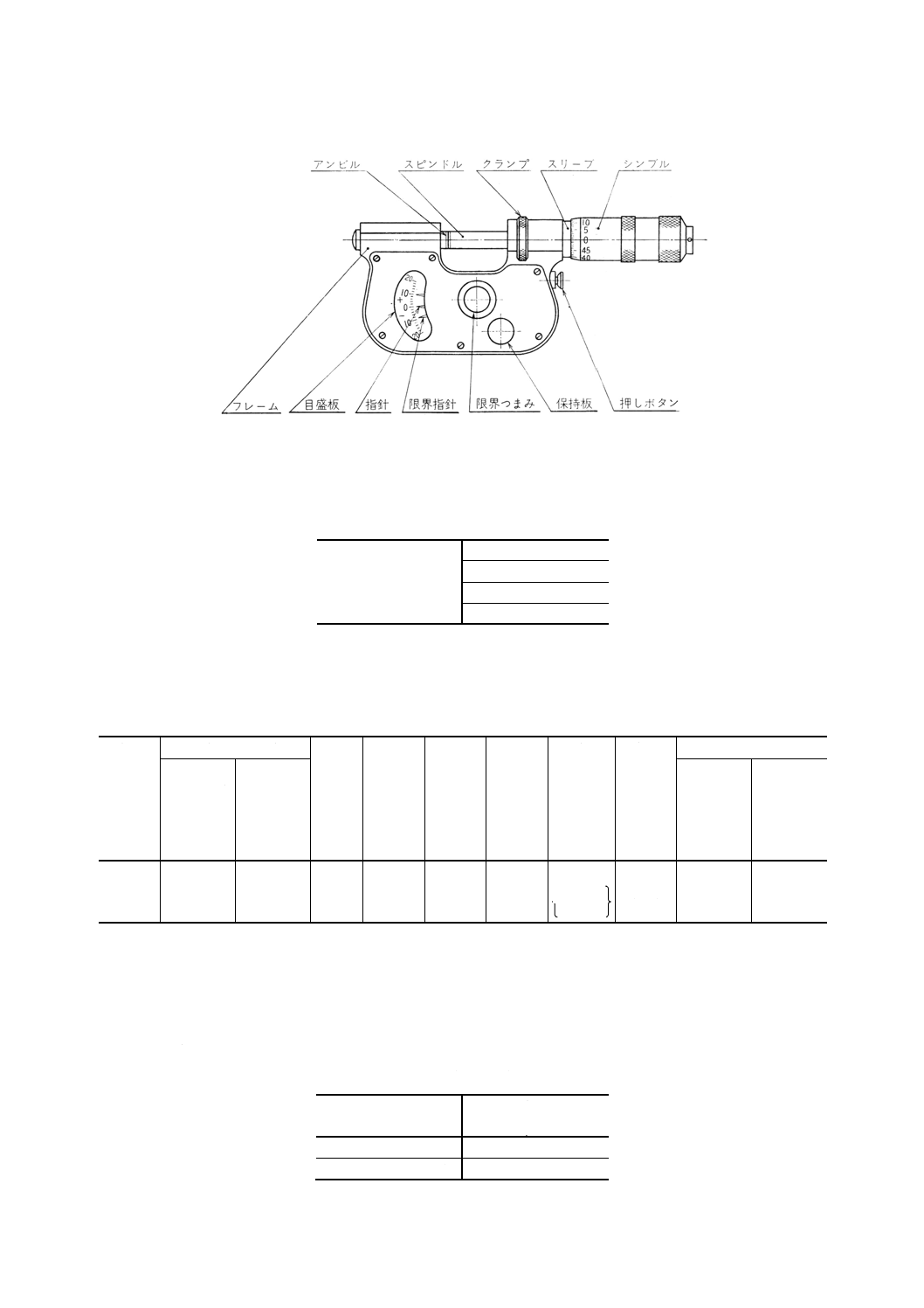
3. 主要部の名称 マイクロメータの主要部の名称は,図1による。
2
B 7520-1981
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 主要部の名称
備考 この図は,単に名称を示すものであって,形状・構造の基準を示すものではない。
4. 測定範囲 マイクロメータの測定範囲の種類は,表1による。
表1 測定範囲の種類
単位 mm
測定範囲
0〜 25
25〜 50
50〜 75
75〜100
5. 性能 マイクロメータの性能は,次による。
(1) マイクロメータの性能は,表2による。
表2 性能
測定面の
平面度赤
色干渉し
まの本数
測定面の平行度
器差 スピンド
ルの送り
誤差
インジケ
ータの指
示のばら
つき
インジケ
ータの指
示誤差
測定力 測定力の
ばらつき
クランプによる誤差
オプチカル
パラレルを
使用した場
合
ブロックゲ
ージを使用
した場合
測定面の
平行度
インジケー
タの指示
本
μm
μm
μm
μm
μm
μm
N {gf}
N {gf}
μm
μm
1
1 (3)
1.5
±2
3
0.4
±0.6
5〜15
510〜
1530
2
{204}
0.3 (1)
0.5
備考1. この表の値は,20℃におけるものとする。
2. 平行度の場合における括弧内の数値は,測定面の平行度を示す数値に相当する干渉しまの概数であって,ス
ピンドルの軸線に対して30度以下の角度から観測した場合の数である。
(2) マイクロメータの総合誤差 表2の各性能項目の許容値を満足しているマイクロメータの総合誤差は,
表3に示す値以下である。ただし,標準状態に近い環境下で金属及びそれと同等な材質の品物を測定
した場合とする。
表3 総合誤差
最大測定長
総合誤差
mm
μm
50以下
±3
50を超え 100以下
±4
3
B 7520-1981
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 目盛数字 マイクロメータのスリーブ及びシンブルの目盛数字は,特に指定がない限り表4による。
表4 目盛数字の種類
番号
項目
区分
記入目盛数字
1
スリーブの
目盛数字
測定範囲
mm
0〜 25
0
5 10 15 20 25
25〜 50
25 30 35 40 45 50
50〜 75
50 55 60 65 70 75
75〜100
75 80 85 90 95 100
2
シンブルの
目盛数字
−
0
5 10 15 20 25 30 35 40 45
4
B 7520-1981
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.
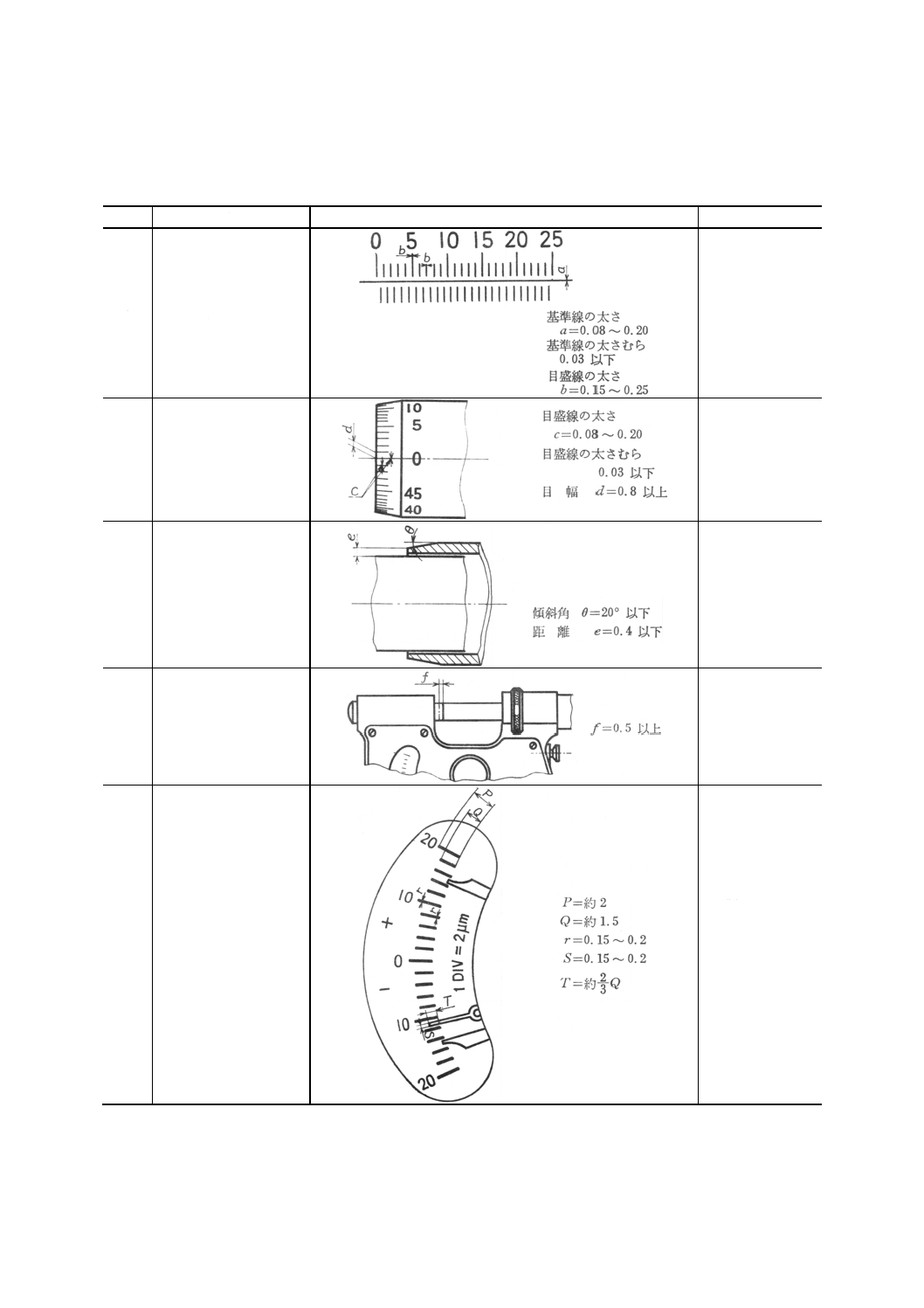
形状・寸法 マイクロメータの主要部の形状・寸法は,特に指定がない限り表5による。
表5 主要部の形状・寸法
単位 mm
番号
項目
図
記事
1
スリーブの目盛形式及
び目盛線の太さ
図の例は,測定範
囲0〜25の場合を
示す。
2
シンブルの目盛形式,目
幅及び目盛線の太さ
シンブルの目盛線
の太さcは,スリ
ーブの基準線の太
さaに等しいこと
が望ましい。
3
シンブル端部の傾斜角
及びシンブルの目盛面
端部からスリーブの目
盛面までの距離
4
アンビルの後退量
アンビルの後退量
fは,指針の零位
置を起点とする。
5
目盛板の目盛形式,目盛
線の幅と長さ及び指針
の幅並びに指針と目盛
線との重なり長さ
目盛板には,図の
ように目量を表示
すること。
図は,目量0.002
の場合を示す。
8. 外観及び機能 マイクロメータの外観及び機能は,次による。
(1) 各部の塗装及びめっきは強固で,容易に色あせ,脱落又はさびを生じないこと。
5
B 7520-1981
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 各部の形状及び仕上状態,並びに刻印,目盛などに欠点がないこと。
備考 スリーブ及びシンブルの目盛面はつやけしで,刻印は黒色にすることが望ましい。
(3) 測定面には,使用上有害なきず及びかえりのないこと。
(4) 普通の使用状態の温度及び湿度の変化に対して,実用上差し支えのあるくるいを生じないこと。
(5) スピンドルのねじ部のはめあい状態は良好であって,スピンドルは,作動範囲全域にわたって滑らか
に,かつ,緩みなく作動すること。
(6) アンビルは,緩みなく円滑に作動すること。
(7) シンブルとスリーブとのすきまは均一で,回転によって生じるシンブルの振れは,目視によって認め
られないこと。
(8) スピンドルの軸線とアンビルの軸線とは,実用上差し支えない程度に一致していること。
(9) マイクロメータの基点の調整は容易確実であって,スリーブの目盛線とシンブルの端面とは,読み取
りに差し支えない程度に一致していること。
(10) スピンドルは,クランプにより簡単確実に固定できること。
(11) 指針と目盛板とのすきまは,指針の先端部で1mm以下であり,指針の回転中,すきまは一様である
こと。
(12) 限界指針は,簡単確実に調節でき,測定中容易に動かないこと。
9. 材料及び硬さ マイクロメータの主要部の材料及び硬さは,表6による。
表6 材料及び硬さ
番号
項目
材料
硬さ
硬さの測定箇所
1
測定面
JIS H 5501(超硬合金)に規定するD種2号,
JIS G 4404(合金工具鋼鋼材)に規定するSKS 3又は
機械的性質がこれらと同程度のもの
Hv 700以上
測定面から約
1mmの位置の
円筒面上
2
アンビル
JIS G 4404に規定するSKS 3又は機械的性質がこれと
同程度のもの
Hv 700以上
JIS G 4303(ステンレス鋼棒)に規定するSUS 420 J2
又は機械的性質がこれと同程度のもの
Hv 530以上
3
スピンドルの
ねじ部
JIS G 4404に規定するSKS 3又は機械的性質がこれと
同程度のもの
Hv 700以上
ねじ部又はその
付近の円筒面上
JIS G 4303に規定するSUS 420 J2又は機械的性質がこ
れと同程度のもの
Hv 530以上
4
フレーム
JIS G 5101(炭素鋼鋳鋼品)のSC 42,
JIS G 4051(機械構造用炭素鋼鋼材)のS 45 C又は機
械的性質がこれらと同程度のもの
−
5
スピンドルのお
ねじにはまり合
うねじ部
JIS G 4051に規定するS 25 C〜S 45 C又は機械的性質
がこれと同程度のもの
−
10. 測定方法 指示マイクロメータの性能の測定方法は,表7による。
6
B 7520-1981
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7 性能の測定方法
番号
性能
測定項目
測定方法
図
測定用具
記事
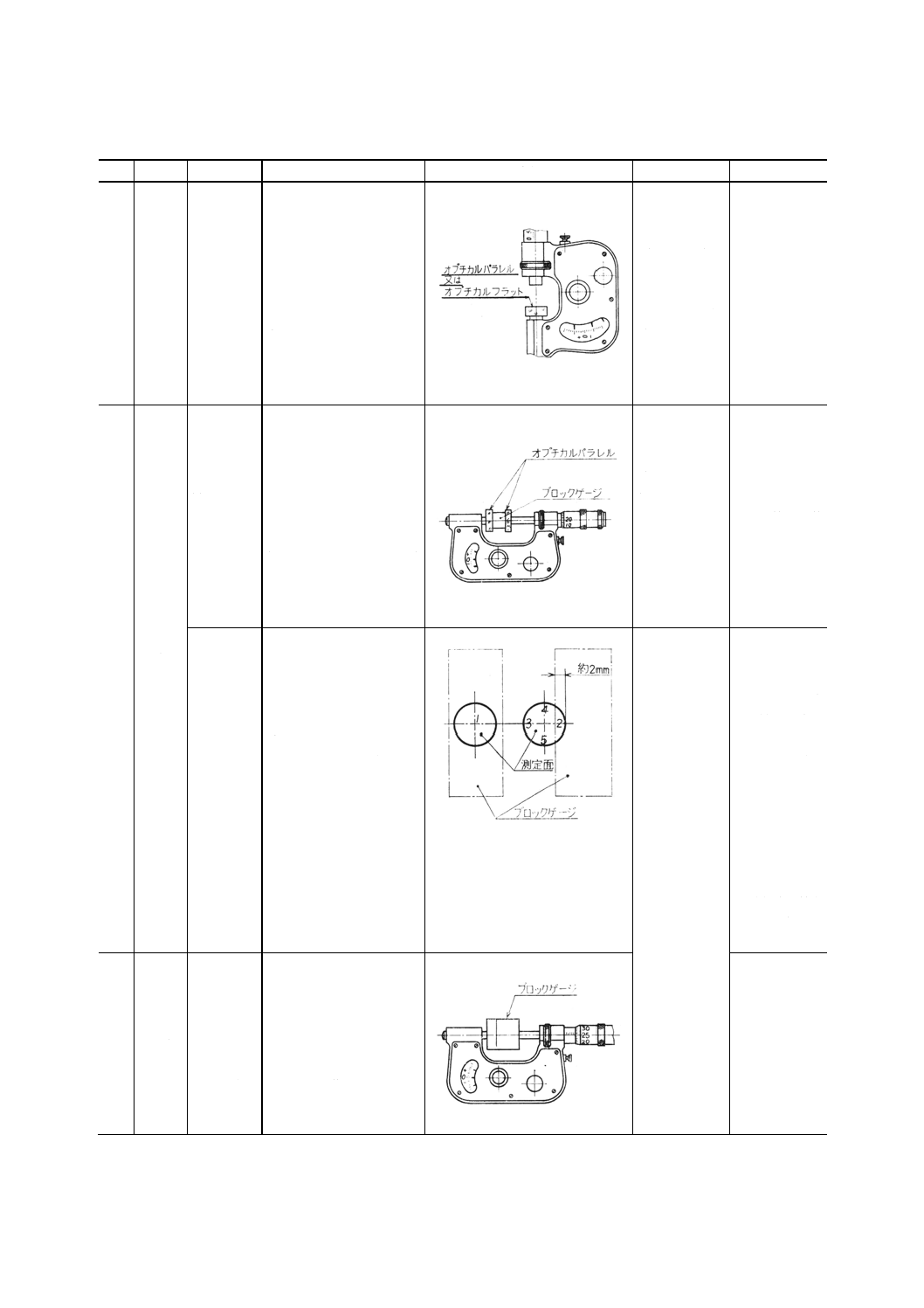
1
測定面
の平面
度
赤色干渉
しまの数
測定面にオプチカルパラレ
ル又はオプチカルフラット
を密着させ,白色光による
赤色干渉しまの数を読み取
る。
JIS B 7430(オ
プチカルフラッ
ト)に規定する
1級又は2級の
オプチカルフラ
ット
JIS B 7431(オ
プチカルパラレ
ル)に規定する
1級のオプチカ
ルパラレル
2
測定面
の平行
度
(a)
赤色干渉
しまの数
オプチカルパラレル又はオ
プチカルパラレルとブロッ
クゲージとを組み合わせた
ものをスピンドルの測定面
に密着させ,測定力(番号
7参照)をかけた状態で白
色光によるアンビルの測定
面の赤色干渉しまの数を読
み取る。
JIS B 7431に規
定する1級のオ
プチカルパラレ
ル
JIS B 7506(ブ
ロックゲージ)
に規定する0級
又は1級のブロ
ックゲージ
スピンドルの整
数回転の位置だ
けでなく,回転
数の端数が41回
転の倍数となる
ような箇所4箇
所について順次
測定を行って得
られた値の最大
値を求め平行度
とする。
(b)
指針の読み
の最大差
ブロックゲージを両測定面
の中央及び周辺4箇所に順
次はさみ,測定力(番号7
参照)をかけた状態でそれ
ぞれの値を指針で読み取
り,その最大差を求める。
数字は測定順序を示す。
JIS B 7506に規
定する0級又は
1級のブロック
ゲージ
最大測定長
50mm以上のも
のについては,
スピンドル測定
面に最小測定長
相当のブロック
ゲージを密着さ
せた状態で,そ
のブロックゲー
ジとアンビル測
定面の間にはさ
んだ別のブロッ
クゲージの位置
を順次差し替え
ることが望まし
い。
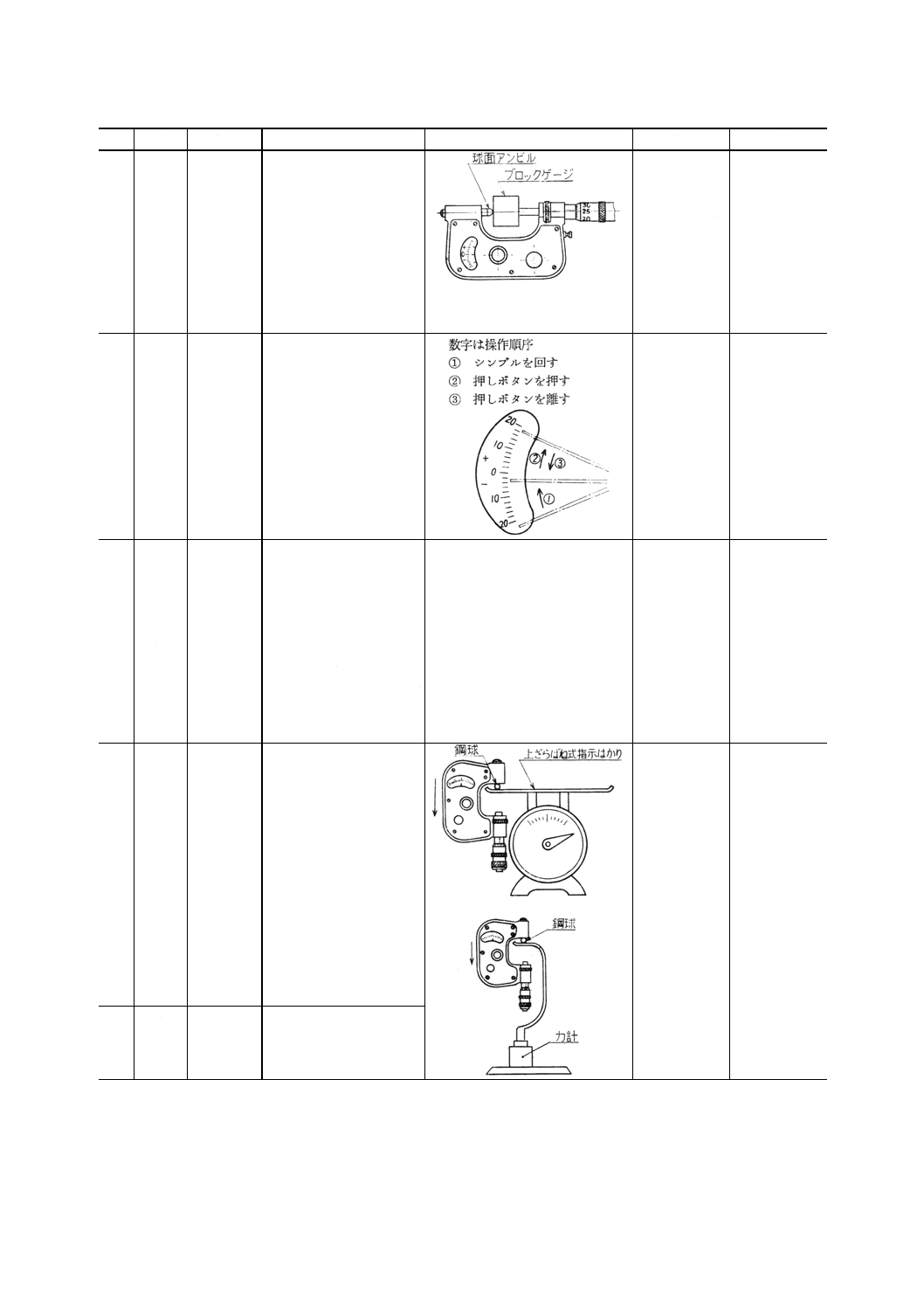
3
器差
マイクロメ
ータの読み
とブロック
ゲージとの
寸法の差
目盛基点の調整を行い,次
にブロックゲージを測定面
間にはさみ,押しボタンを
操作しながらマイクロメー
タにより指針を零目盛に合
わせ,測定力(番号7参照)
をかけた状態でマイクロメ
ータの読みとブロックゲー
ジの寸法との差を求める。
7
B 7520-1981
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
性能
測定項目
測定方法
図
測定用具
記事
4
スピン
ドルの
送り誤
差
マイクロメ
ータの読み
とブロック
ゲージの寸
法との差
アンビル面に球面測定子を
密着させてマイクロメータ
の基点の調整を行い,次に
ブロックゲージの測定面間
にはさみ,インジケータの
指針を零目盛に合わせたと
きのマイクロメータの読み
とブロックゲージの寸法と
の差を求める。
球面アンビル,
JIS B 7506に規
定する0級又は
1級のブロック
ゲージ
球面アンビルの
半径は20mm以
上が望ましい。
最小測定長が零
であるマイクロ
メータの場合は
器差の測定値か
ら算出する。
5
インジ
ケータ
の指示
のばら
つき
指針の読み
の最大差
両測定面間にブロックゲー
ジをはさみ,マイクロメー
タにより,指針を負側より
正の方向に動かし,任意の
目盛位置に止めた場合の読
みと,押しボタンを5回作
動させた場合のそれぞれの
読みとの最大差を求める。
JIS B 7506に規
定する0級又は
1級のブロック
ゲージ
6
インジ
ケータ
の指示
誤差
指針の指示
値とブロッ
クゲージの
寸法との差
両測定面間にブロックゲー
ジをはさみ,マイクロメー
タにより,指針を零目盛に
合わせ,これを基準として,
押しボタンだけを操作しな
がらブロックゲージを取り
替えて,任意目盛点におけ
るインジケータの指示とブ
ロックゲージとの差を求め
る。
JIS B 7506に規
定する0級のブ
ロックゲージ
7
測定力
上ざらばね
式指示ばか
り又は力計
の読み
はかり又は力計の荷重点と
アンビルの測定面中心との
間に鋼球をはさみ,アンビ
ルの軸が鉛直にあり,かつ,
はかり又は力計の読みが零
になるように両者を調整し
た後,マイクロメータを押
してゆき,インジケータの
指針が零目盛を示すときの
はかり又は力計の指示値を
読み取る。この手順を5回
繰り返して得た値の平均値
を求める。
上ざらばね式指
示はかり
(目量20g以下)
又は力計
〔感度0.2N
{20.4gf} 以下〕
8
測定力
のばら
つき
測定力の最
大値と最小
値との差
番号7の手順で得られた測
定力の最大値と最小値との
差を求める。
8
B 7520-1981
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
性能
測定項目
測定方法
図
測定用具
記事
9
ク
ラ
ン
プ
に
よ
る
誤
差
平
行
度
測
定
面
の
赤色干渉
しまの数
番号2の方法により,測定
面の平行度を赤色干渉しま
で読み取った後,クランプ
を行い,この場合の赤色干
渉しまの変化量を読み取
る。
JIS B 7430に規
定する1級のオ
プチカルパラレ
ル
JIS B 7506に規
定する0級又は
1級のブロック
ゲージ
の
指
示
イ
ン
ジ
ケ
ー
タ
インジケー
タの指示の
読み
インジケータ指針を目盛線
に合わせた後,クランプを
行い,指示の変化量を読み
取る。
JIS B 7506に規
定する0級ブロ
ックゲージ
備考1.
番号2の平行度の測定は,(a)又は(b)のうち,いずれか一方だけを実施すればよい。
2. 器差及びスピンドルの送り誤差の測定に使用するブロックゲージの寸法は,スピンドルの整数回転の位置だけでな
く,中間の位置の誤差も求められるようなものも選ぶことが望ましい。
例えば,2.5mm,5.1mm,7.7mm,10.3mm,12.9mm,15mm,17.6mm,20.2mm,22.8mm及び25mmのブロック
ゲージをセットにして使用すればよい。
11. 検査 マイクロメータの検査は,測定範囲,性能,目盛数字,形状・寸法,外観及び機能,並びに材
料及び硬さについて行い,4.,5.,6.,7.,8.及び9.の規定に適合しなければならない。ただし,アンビル
及びスピンドルの測定面に超硬合金を用いたものは,その硬さの測定を省略してもよい。
12. 製品の呼び方 マイクロメータの呼び方は,規格番号又は規格名称及び測定範囲による。
例: JIS B 7520 0〜25
指示マイクロメータ 75〜100
13. 表示 マイクロメータには,次の事項を表示しなければならない。
(1) インジケータ部の目量
(2) 測定範囲
(3) 製造番号
(4) 製造業者名又はその略号
9
B 7520-1981
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
精密機械部会 精密測定機器専門委員会 構成表
氏名
所属
(委員会長)
沢 辺 雅 二
工業技術院計量研究所
石 神 政 司
財団法人機械振興協会技術研究所
大 園 成 夫
東京大学工学部
高 津 義 典
通商産業省機械情報産業局
吉 沢 均
工業技術院標準部
朝 倉 利 雄
東京測範株式会社
市 川 忠 治
日本精密測定機器工業会
井 上 宏
日本測定工具株式会社
川 口 廣
株式会社科学計器研究所
羽 田 勝 彦
株式会社津上
広 瀬 藤 司
株式会社三豊製作所
矢 島 忠 夫
株式会社テクロック
矢 島 宣 明
株式会社東京精密
吉 木 汎
黒田精工株式会社
石 井 信 雄
三菱重工業株式会社
高 内 国 士
株式会社猪俣製作所
津 川 浩 造
日本精工株式会社製品技術研究所
堤 俊 忠
石川島汎用機械株式会社
内 藤 邦 夫
三井精機工業株式会社
永 松 厚
日産自動車株式会社
畑 明
株式会社日立製作所
松 永 輝 雄
日本光学工業株式会社
森 吉 雄
東京芝浦電気株式会社
(事務局)
村 里 利 明
工業技術院標準部機械規格課