2
B 7519-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
備考 この図は,単に線図的なものであって,形状の基準を示すものではない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7519-1994
指針測微器
Microindicators
1. 適用範囲 この規格は,測定子をもつスピンドルの変位を,機械的に拡大して指針に回転運動が伝え
られる構造の長さ測定器で,目量1μm以下,指針の回転範囲が1回転未満のもの(以下,指針測微器とい
う。)について規定する。
ただし,電気その他の信号を外部に出す装置をもつものには適用しない。
備考 この規格の引用規格を,次に示す。
JIS B 0401 寸法公差及びはめあい
JIS B 1501 玉軸受用鋼球
JIS B 7503 ダイヤルゲージ
JIS B 7506 ブロックゲージ
JIS G 4404 合金工具鋼鋼材
JIS H 5501 超硬合金
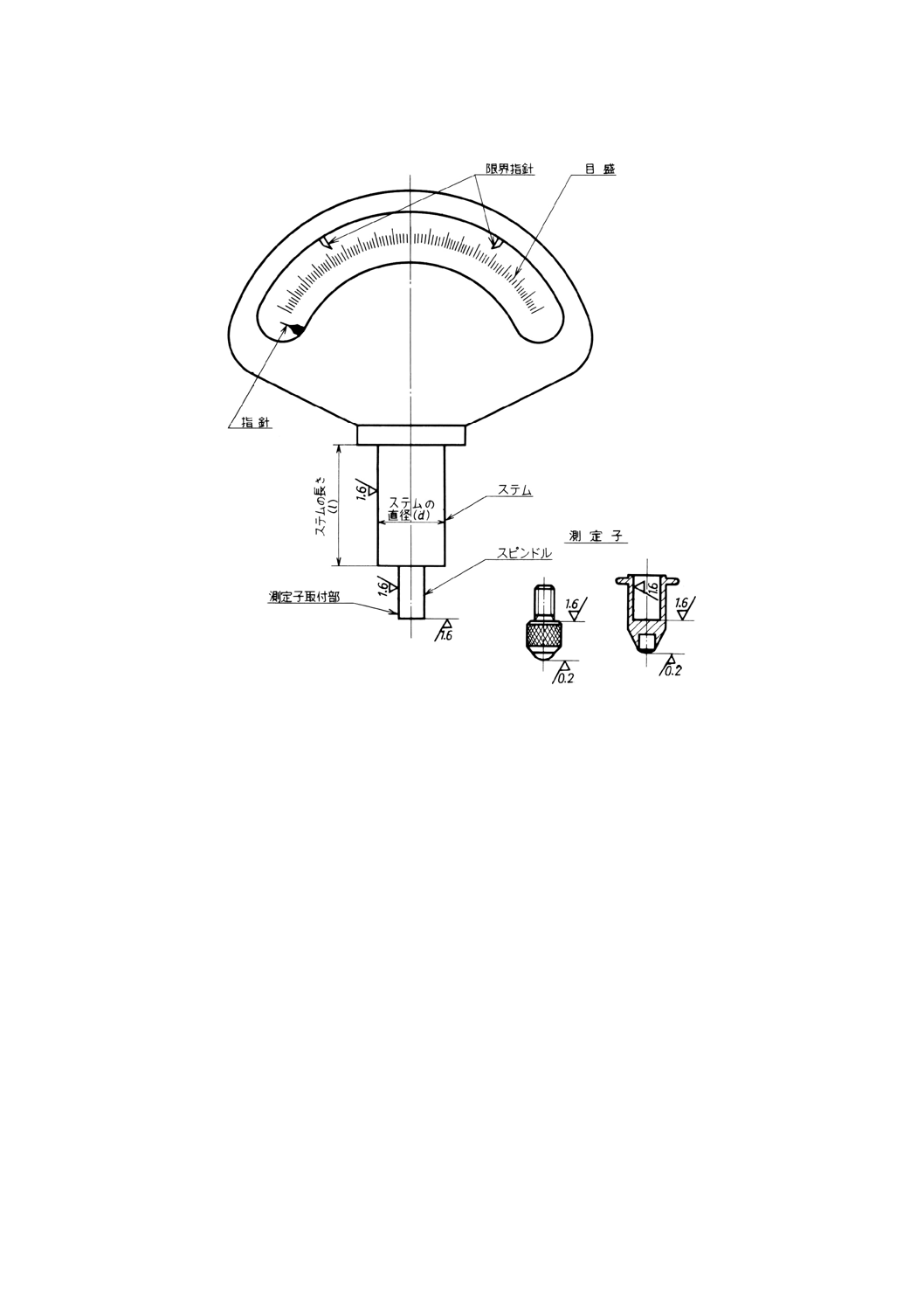
2. 主要部の名称 指針測微器の主要部の名称は,図1のとおりとする。
2
B 7519-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
備考 この図は,単に線図的なものであって,形状の基準を示すものではない。
3
B 7519-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
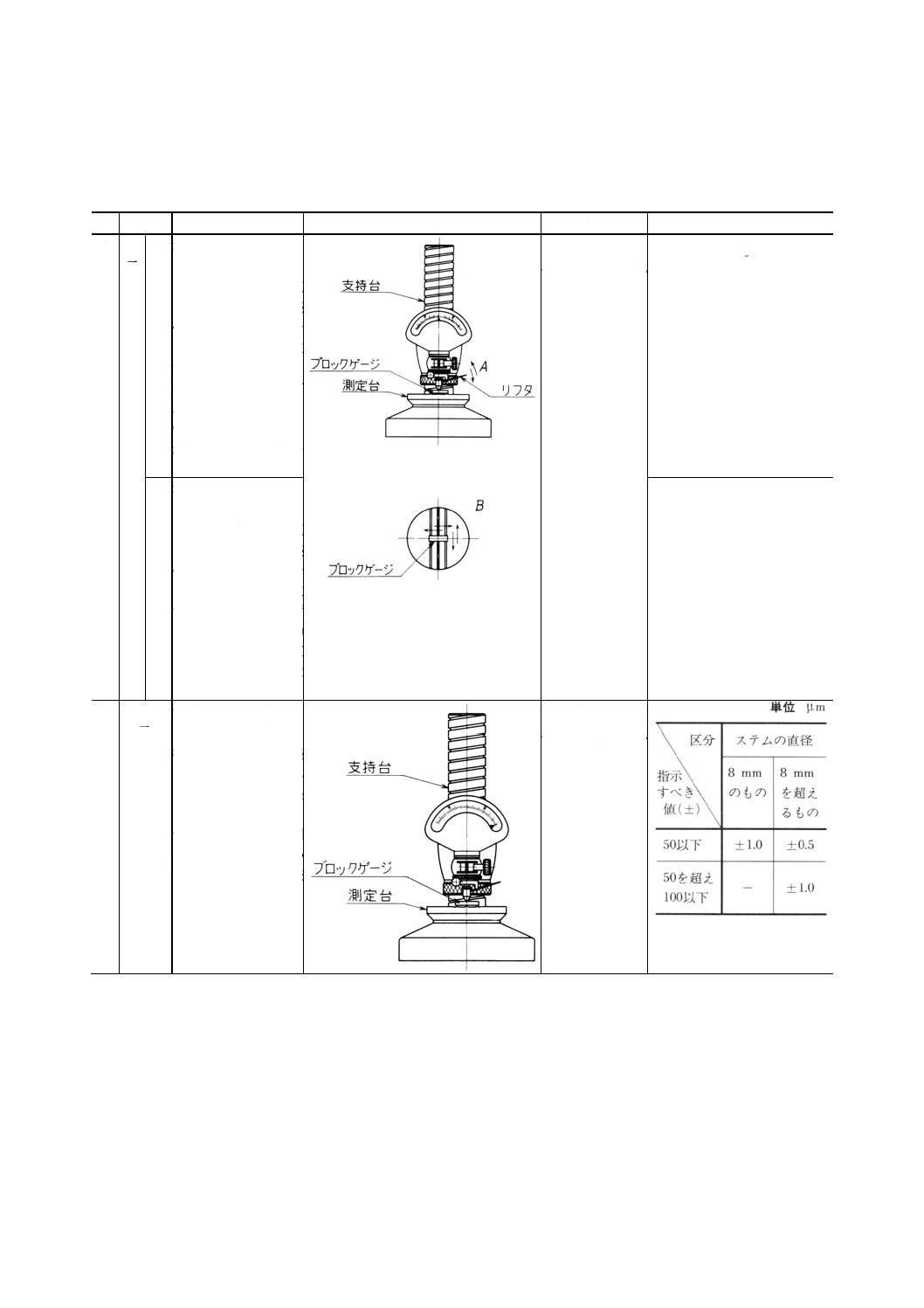
3. 性能 指針測微器の性能は,表1のとおりとする。
表1 指針測微器の性能
番号 項目
測定方法
説明図
測定用具
許容値
1 指
示
の
安
定
度
A 測定台上面にブロッ
クゲージを密着し,
これに測定子を垂直
にあて,任意の目盛
位置までスピンドル
を押し込み,その位
置でリフタ又はレリ
ーズによりスピンド
ルを10回以上作動さ
せ,指示の最大値と
最小値との差を求め
る。
支持台
JIS B 7506に規
定するブロック
ゲージのA級
目量の31以下
B 測定台上面にブロッ
クゲージを密着し,
これに測定子を垂直
にあて,任意の目盛
位置までスピンドル
を押し込み,その位
置でブロックゲージ
を前後・左右に移動
させ,指示の最大値
と最小値との差を求
める。
2
指
示
誤
差
測定台上面にブロッ
クゲージを密着し,
指針を正しく零目盛
に合わせた後,これ
を10μmとびの寸法
のブロックゲージと
置き換えて順次に測
定し,指針の読みか
ら指示すべき値を差
し引いて求める。
支持台
JIS B 7506に規
定するブロック
ゲージのA級
4
B 7519-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号 項目
測定方法
説明図
測定用具
許容値
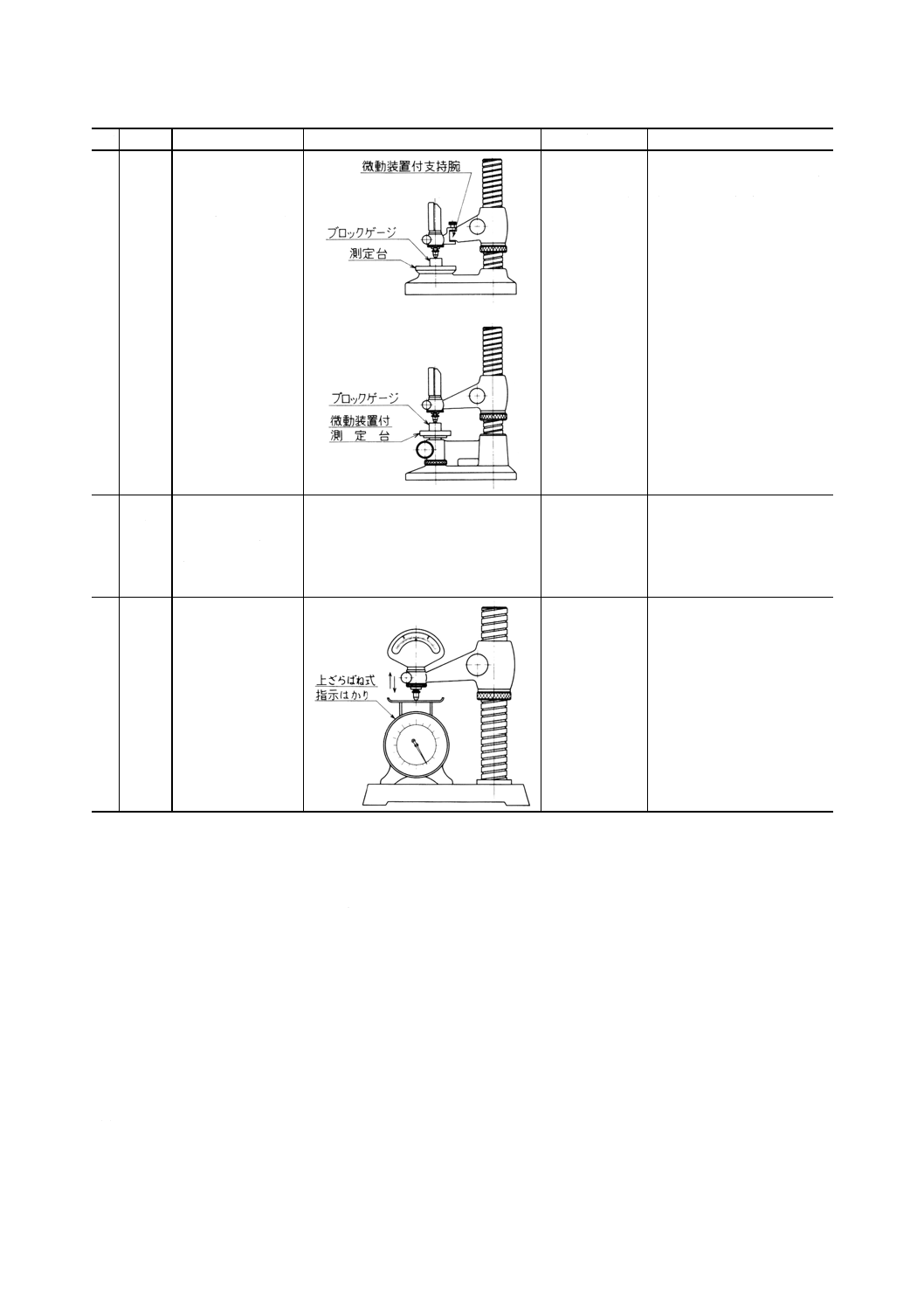
3
も
ど
り
誤
差
測定台上面にブロ
ックゲージを密着
し,これに測定子
を垂直にあて,微
動装置により本器
又は測定台を移動
させてスピンドル
を押し込み,任意
の位置に止めたと
きの読みと,リフ
タ又はレリーズに
よりスピンドルを
さらに押し込んだ
後,静かにおろし
たときの読みとの
差をとる。
微動装置付
支持台
JIS B 7506に
規定するブロ
ックゲージの
A級
ステムの直径8mmのもの
は0.5μm以下。ステムの直
径8mmを超えるものは
0.3μm以下。
4
(1)
姿
勢
誤
差
指定された姿勢
で,番号1, 2及び3
と同様な測定を行
う。
番号1, 2及び3
に準ずる。
文字板を上向き水平にした
姿勢では,番号1,2及び3
の許容値に同じ。その他の
姿勢では番号1,2及び3の
許容値の50%増し。
5
測
定
力
指針測微器を鉛直
方向に保持し,ス
ピンドルを上下両
方向に移動させ,
零目盛付近におい
て上ざらばね式指
示はかりによって
測定し,その平均
値を求める。
上ざらばね式
指示はかり
公称値の20%を超える誤差
がないこと。
注(1) 姿勢誤差の項目は,注文者が特に必要とする場合にだけ適用する。
備考1. 上表の数値は,温度20℃におけるものとする。
2. 零調整を目盛板によらないで行う構造のものでは,零調整後数回作動させた後性能の測定を行う。
4. 外観及び機能 指針測微器の外観及び機能は,次のとおりとする。
(1) 外部の塗装及びめっきは強固で,容易に色あせ,脱落又はさびを生じないこと。
(2) 主要部の形状及び仕上状態並びに刻印,表示,目盛などに欠点がないこと。
なお,取付部及び測定子の仕上げ程度は,図1による。
(3) 各部は,普通の使用状態の温度及び湿度の変化に対して,実用上差し支えのあるくるいを生じないこ
と。
(4) 指針測微器を任意の姿勢に保持し,スピンドルを全行程にわたって数回作動させたとき,作動及び指
針の追従は円滑であること。
(5) 指針測微器を鉛直方向又は注文者の指定する姿勢で保持した場合,指針の追従は,スピンドルの微小
変位に対して,迅速かつ正確であること。
5
B 7519-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(6) 指針と目盛板とのすきまは,その先端部において1mm以下で,目盛の全範囲に渡って一様であるこ
と。
(7) 限界指針は,簡単かつ確実に調整でき,測定中容易に動かないこと。
(8) 零調整のできるものは,その作動が円滑で,任意の位置に定置することができ,その調整可能範囲は,
5μm以上であること。
(9) 測定力の公称値は,ステムの直径8mmのものは0.98N以下とし,ステムの直径8mmを超えるものは
原則として2.21Nとする。
5. 寸法
5.1
取付部の寸法 指針測微器の取付部の寸法は,特に指定のない限り,表2のとおりとする。
表2 取付部の寸法
項目
寸法
ステム
(mm)
直径d(2)
8
(18)
20
28
(30)
36
長さl
12以上
36以上
40以上
50以上
測定子取付部
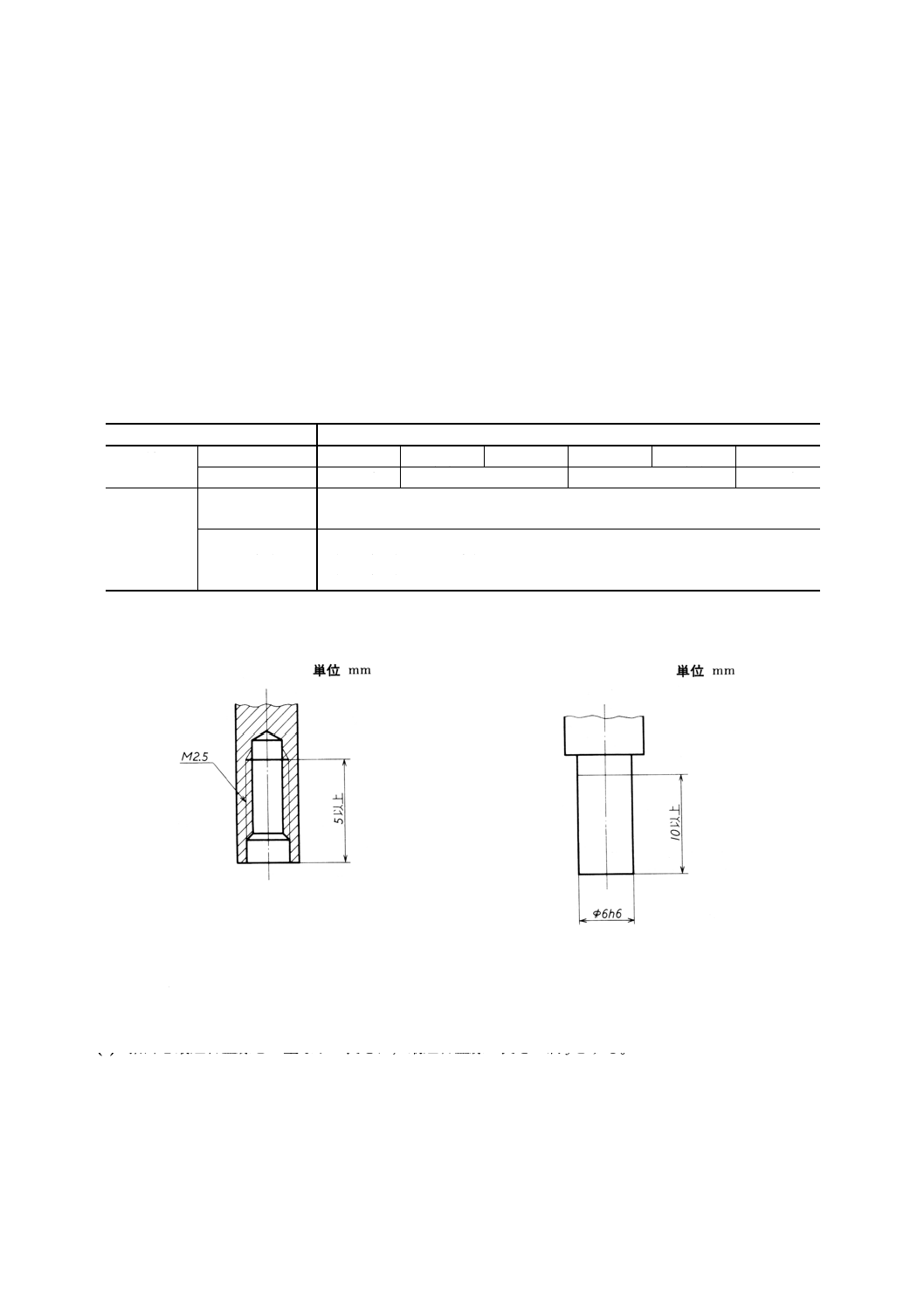
ステムの直径
8mmのもの
JIS B 7503の測定子取付部の寸法による(図2参照)。
ステムの直径
8mmを超えるも
の
直径6mm,寸法許容差はJIS B 0401に規定するh6で,長さ10mm以上とする
(図3参照)。又は,直径4mmで,JIS B 7503の測定子取付け部の寸法による
(図2参照)。
注(2) 括孤内の寸法は,なるべく用いないこと。寸法許容差はJIS B 0401に規定するh6とする。
図2
図3
5.2
目盛の寸法 指針測微器の目盛の寸法は,次のとおりとする。
(1) 目幅は,0.6mm以上とする。
(2) 目盛線の太さは,原則として目幅の15〜20%とする。
(3) 読取位置における指針の幅は,原則として目幅の15〜20%とする。
(4) 指針と最短目盛線との重なりの長さは,最短目盛線の長さの約32とする。
6. 材料 指針測微器の測定子の測定面部の材料は,特に指定のない限り,JIS G 4404のSKS3,JIS H 5501
又は性能上これらと同等以上のものとし,SKS3を用いた場合の硬さは,750HV以上とする。
なお,測定子の先端に鋼球を用いる場合には,その材料及び硬さは,JIS B 1501による。
6
B 7519-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 検査 指針測微器の検査は,性能,外観,機能,寸法及び材料について行い,3.(性能),4.(外観及
び機能),5.(寸法)及び6.(材料)の規定に適合しなければならない。
8. 表示 検査に合格した指針測微器には,その本体に,目量,製造番号及び製造業者名(又は略号)を
表示し,1個ごとに,指示の安定度,指示誤差,もどり誤差及び測定力を記載した成績表を添付する。
なお,姿勢誤差が指定されている場合には,これを付記する。
精密機械部会 指針測微器専門委員会 構成表(昭和36年1月1日制定のとき)
氏名
所属
(委員会長)
青 木 保 雄
東京大学工学部
池 田 誠 一
通商産業省重工業局
石 川 二 郎
東京工業大学
朝 永 良 夫
中央計量検定所
林 則 行
千葉大学工学部
美 農 利 雄
工業技術院標準部
横 野 親 男
東京都立工業奨励館
小 森 彦 三
東洋精器株式会社
中 神 秀 夫
三井精機工業株式会社
永 田 兼 雄
株式会社東京計測機製作所
武 藤 孝 治
株式会社津上製作所
毛 利 理 道
シチズン時計株式会社
山 本 保
株式会社三豊製作所宇都宮工場
山 本 肇
株式会社弥満和製作所
相 原 建 三
池貝鉄工株式会社溝口工場
尾 崎 健 喜
東京芝浦電気株式会社柳町工場
笠 木 豊
株式会社日立製作所川崎工場
小 林 洋三郎
日本電気株式会社
菅 間 良 幸
日産自動車株式会社
高 木 季 雄
東洋ベアリング製造株会社桑名工場
堤 俊 忠
石川島重工業株式会社
寺 本 晃
日本精工株式会社藤沢工場
細 江 喜 重
蛇の目ミシン工業株式会社
(専門委員)
辺 見 隆 三
工業技術院標準部
(関係者)
飯 塚 靖
日本精密測定機器工業会
(事務局)
早 田 正 邦
工業技術院標準部機械規格課
土 屋 隆
工業技術院標準部機械規格課
(事務局)
植 田 博
工業技術院標準部機械規格課(平成6年7月1日改正のとき)
鈴 木 俊 吾
工業技術院標準部機械規格課(平成6年7月1日改正のとき)