B 7516:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本計量
機器工業連合会(JMIF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業
標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS B 7516:1987
は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
B 7516:2005
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 呼び寸法 ························································································································ 2
5. 等級 ······························································································································ 2
6. 性能 ······························································································································ 2
6.1 長さの許容差 ················································································································ 2
6.2 目盛端面の直角度 ·········································································································· 2
6.3 目盛側面の真直度 ·········································································································· 2
7. 目盛 ······························································································································ 3
8. 寸法 ······························································································································ 3
9. 外観 ······························································································································ 3
10. 材料 ···························································································································· 4
11. 測定方法······················································································································· 4
12. 検査 ···························································································································· 5
13. 製品の呼び方 ················································································································ 5
14. 表示 ···························································································································· 5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7516:2005
金属製直尺
Metal rules
1. 適用範囲 この規格は,目盛端面を基点とする金属製の直尺であって,呼び寸法が150〜2 000 mmの
もの (以下,直尺という。)について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7503 ダイヤルゲージ
JIS B 7513 精密定盤
JIS B 7514 直定規
JIS B 7524 すきまゲージ
JIS B 7526 直角定規
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS Q 17025 試験所及び校正機関の能力に関する一般要求事項
JIS Z 8103 計測用語
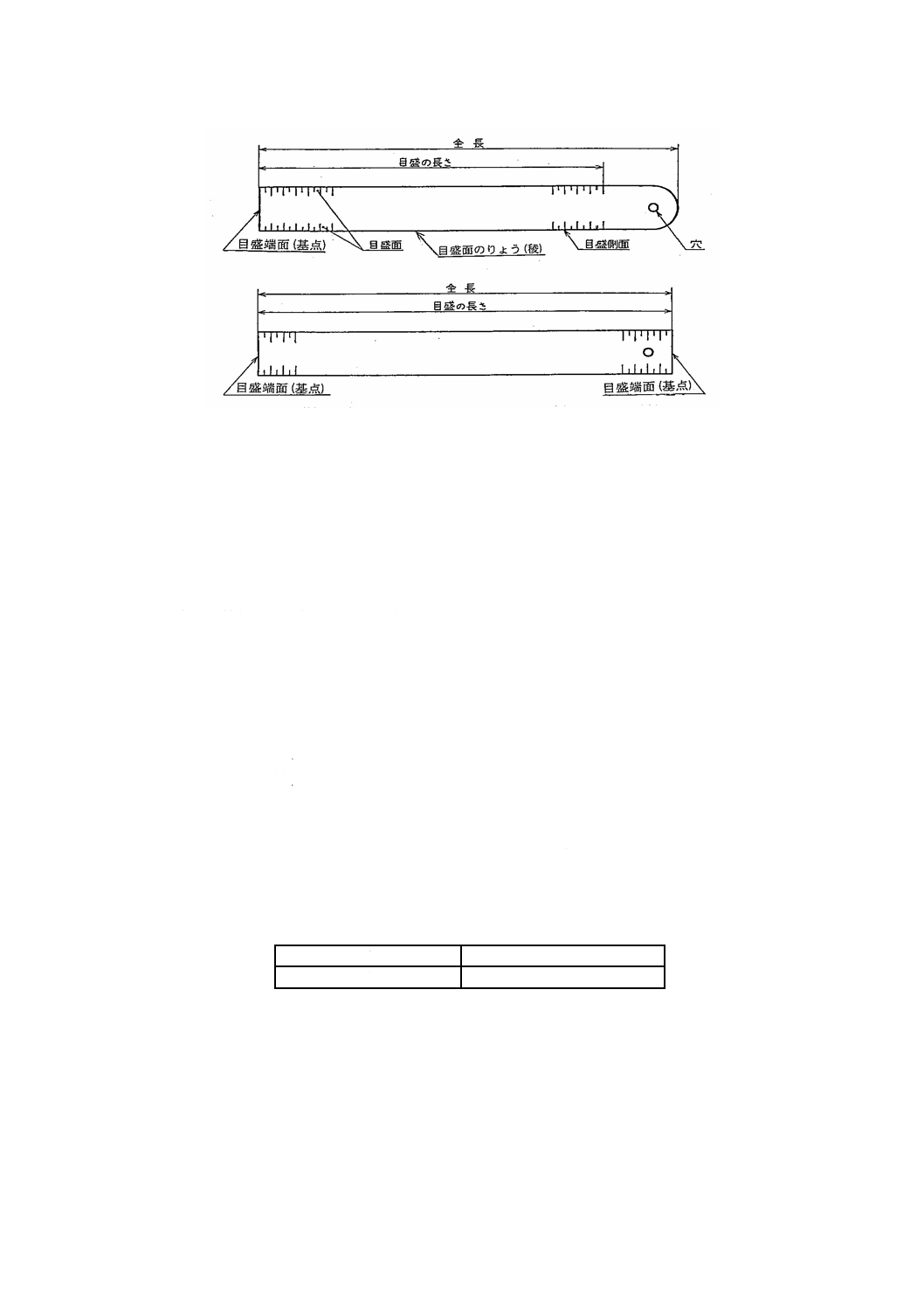
3. 定義 この規格で用いる主な用語の定義は,次によるほかJIS Z 8103による。また,直尺の各部の名
称は,図1による。
a) 基点 測定の基準となる目盛端面(図1参照)。
b) 目盛面のりょう(稜) 目盛側面及び目盛端面と目盛線の交わる線。
c) 目盛端面 りょう(稜)を目盛線の中心線とみなす端面。
d) 目幅 隣り合う二つの目盛線の幅の中心から中心までを測定した長さ。
e) 目量* 目幅に対応する測定量の大きさ。
注*
ここでいう目量とは,抽象された概念である。
2
B 7516:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 この図は,単に名称を示すためのものであって,形状及び構造を規定するものではない。
図 1 各部の名称
4. 呼び寸法 直尺の呼び寸法は,目盛の長さにより,150 mm,300 mm,600 mm,1 000 mm,1 500mm
及び2 000 mmとする。また,呼び寸法の単位はセンチメートル(cm)を用いてもよく,1 000 mm以上の
場合は,メートル(m)を用いてもよい。
5. 等級 直尺の等級は,性能によって1級及び2級とする。
6. 性能
6.1
長さの許容差 直尺の長さの許容差は,基準の温度を20 ℃とし,基点からの任意の長さ及び任意の
2目盛線間の長さに応じ,次の式による。ただし,目幅の許容差については,7. c)の表3による。
1級:±[ 0.10 + 0.05 ×( L /0.5) ]mm
2級:±[ 0.10 + 0.10 ×( L /0.5) ]mm
ここに,Lは測定長をメートルで表した数値であって,単位をもたない。
L / 0.5の計算値のうち,1未満の端数は,切り上げて整数値とする。
6.2
目盛端面の直角度 直尺の目盛側面に対する目盛端面の直角度は,端面の長さ10 mmにつき表1に
よる。
表 1 目盛端面の直角度
単位 mm
1級
0.035以下
2級
0.050以下
6.3
目盛側面の真直度 直尺の目盛側面の水平方向の真直度は,呼び寸法に応じ表2による。
3
B 7516:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 2 目盛側面の真直度
単位 mm
呼び寸法
真直度
1級
2級
150
0.23以下
0.36以下
300
0.26以下
0.42以下
600
0.32以下
0.54以下
1 000
0.40以下
0.70以下
1 500
0.50以下
0.90以下
2 000
0.60以下
1.10以下
7. 目盛 直尺の目盛は,次による。
a) 目盛線は,目盛面のりょう(稜)に達しており,かつ,目盛面のりょう(稜)に対する直角度が5 mmにつ
き0.2 mm以下とする。
b) 目量は,0.5 mm,1 mm,2 mm,5 mm,10 mm,20mm,50 mm及び100 mmとする。目量は,複数と
してもよく,これらを併用してもよい。
c) 目量を同じくする目盛において,目幅の許容差及び隣り合う二目盛の目幅の差は,ともに表3の値以
内とする。
表 3 目幅の許容差及び隣り合う二目盛の目幅の差
単位 mm
目量 i
i ≦ 1
1 < i ≦ 100
目幅の許容差及び隣り合う二目盛の目幅の差
± 0.1
± 0.15
d) 目盛線の太さは,0.1〜0.3 mmとし,目盛線の種類( 0.5 mm目盛,1 mm目盛,5 mm目盛,10mm目盛
など) に応じ,異なる太さとしてもよい。また,太さの同じ目盛線は,その最小値が,最大値の70 %
以上とする。
e) 目盛は,明確であって,測定上支障のある目盛線の倒れ,目切れなどの欠点があってはならない。
f)
主な目盛線には,基点からの長さ,又はその数値を表記しなければならない。
8. 寸法 直尺の全長,厚さ及び幅は,表4による。ただし,両端面を目盛端面(基点)とする直尺には表4
の“全長と許容差”の欄は適用しない。
表 4 寸法
呼び寸法
mm
全長と許容差
厚さと許容差
幅と許容差
mm
mm
mm
%
mm
%
150
175
±5
0.5
±10
15
±2
300
335
1.0
25
600
640
1.2
30
1 000
1 050
1.5
35
1 500
1 565
2.0
40
2 000
2 065
2.0
40
9. 外観 直尺の外観は,次による。
a) 標識及びその他の表記は,明確であって,脱落,誤記などの測定上支障のある欠点があってはならな
い。
4
B 7516:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 目盛端面(基点)及び目盛側面は,平滑に仕上げられていなければならない。
c) 目盛面は,測定に支障のない程度に平たんでなければならない。
10. 材料 材料の材質及び硬さは,表5による。
表 5 材質及び硬さ
材質
硬さ
JIS G 4305
のSUS420 J2又はこれと品質が同等以上のもの。
Hv 400以上
11. 測定方法 直尺の性能の測定方法は,表6による。ただし,これと同等以上の測定精度で測定できる
器具を用いてもよい。
表 6 性能の測定方法
項目
測定方法
測定器具
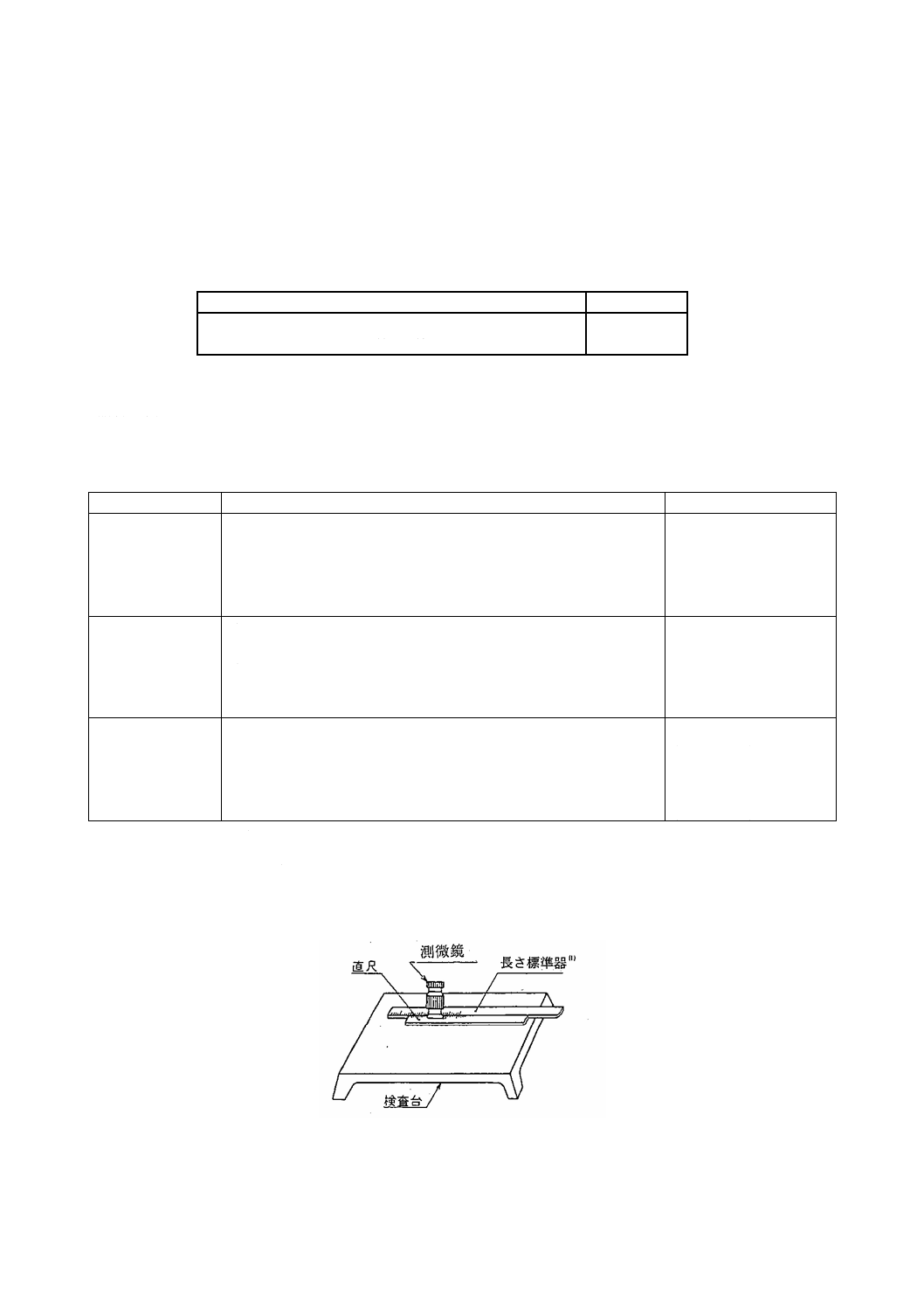
6.1長さの許容差
検査しようとする長さを,長さ標準器(1)及び測微鏡によって測定する
(図2参照)。
なお,長さ標準器(1)と,被測定物の材質が同じ場合には,同一線膨張
係数のため,常温下の測定でもよい。
長さ標準器(1)
測微鏡(目量が0.01 mm
以下のもの。)
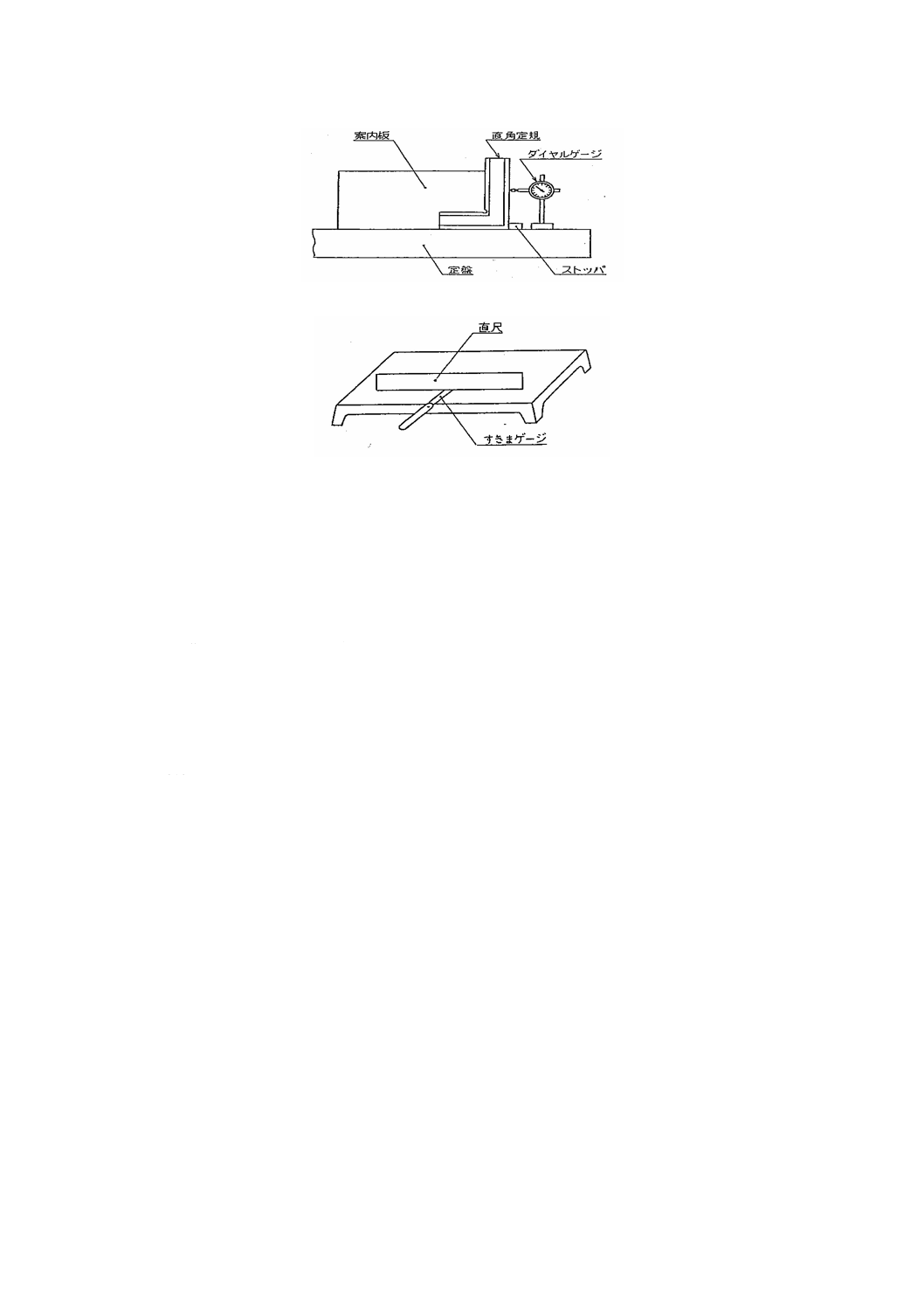
6.2 目盛端面の直
角度
a) ダイヤルゲージ,直角定規及びストッパを定盤上に設置し,直角
定規によりダイヤルゲージの零点をセットする。
b) 直角定規を取り除き,直尺の目盛端面をストッパに当て,ダイヤ
ルゲージの指示値を読み取る(図3参照)。
精密定盤( JIS B 7513 )
直角定規( JIS B 7526)
ダイヤルゲージ
(JIS B 7503)
6.3 目盛側面の真
直度
目盛側面が定盤又は直定規に接するように直尺を置き,目盛側面と定
盤又は直定規とのすき間を,すき間ゲージで測定する(図4参照)。
すきまゲージ
( JIS B 7524 )
精密定盤(JIS B 7513)又
は直定規
( JIS B 7514 )
備考 図2〜図4は,一例である。
注(1) 長さ標準器とは,JIS Q 17025又はISO/IEC 17025に基づいて認定又は登録された校正機関が発行する不確かさ
が表記された校正証明書を有する長さ計を言う。
図 2 測定方法(6.1 長さの許容差)
5
B 7516:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 3 測定方法(6.2 目盛端面の直角度)
図 4 測定方法(6.3 目盛側面の真直度)
12. 検査 直尺の検査は,性能,目盛,寸法,外観及び材料について行い,6.〜10.の規定に適合しなけれ
ばならない。
13. 製品の呼び方 直尺の呼び方は,規格番号又は規格名称,呼び寸法及び等級による。
例1. JIS B 7516 150 mm 1級
例2. 金属製直尺 150 mm 1級
14. 表示 直尺の一部に,次の事項を表示する。
a) 等級
b) 呼び寸法
c) 製造業者名又はその略号
d) ステンレス鋼製の旨