2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7514-1977
直定規
Steel Straightedges
1. 適用範囲 この規格は,長方形断面及びI形断面の鋼製直定規(以下,直定規という。)について規定
する。
引用規格:
JIS B 7502 外側マイクロメータ
JIS B 7503 0.01mm目盛ダイヤルゲージ
JIS G 4401 炭素工具鋼鋼材
関連規格 JIS B 7506 ブロックゲージ
JIS B 7511 精密平形水準器
JIS B 7519 指針測微器
JIS B 7520 指示マイクロメータ
JIS B 7523 サインバー
JIS B 7538 オートコリメータ
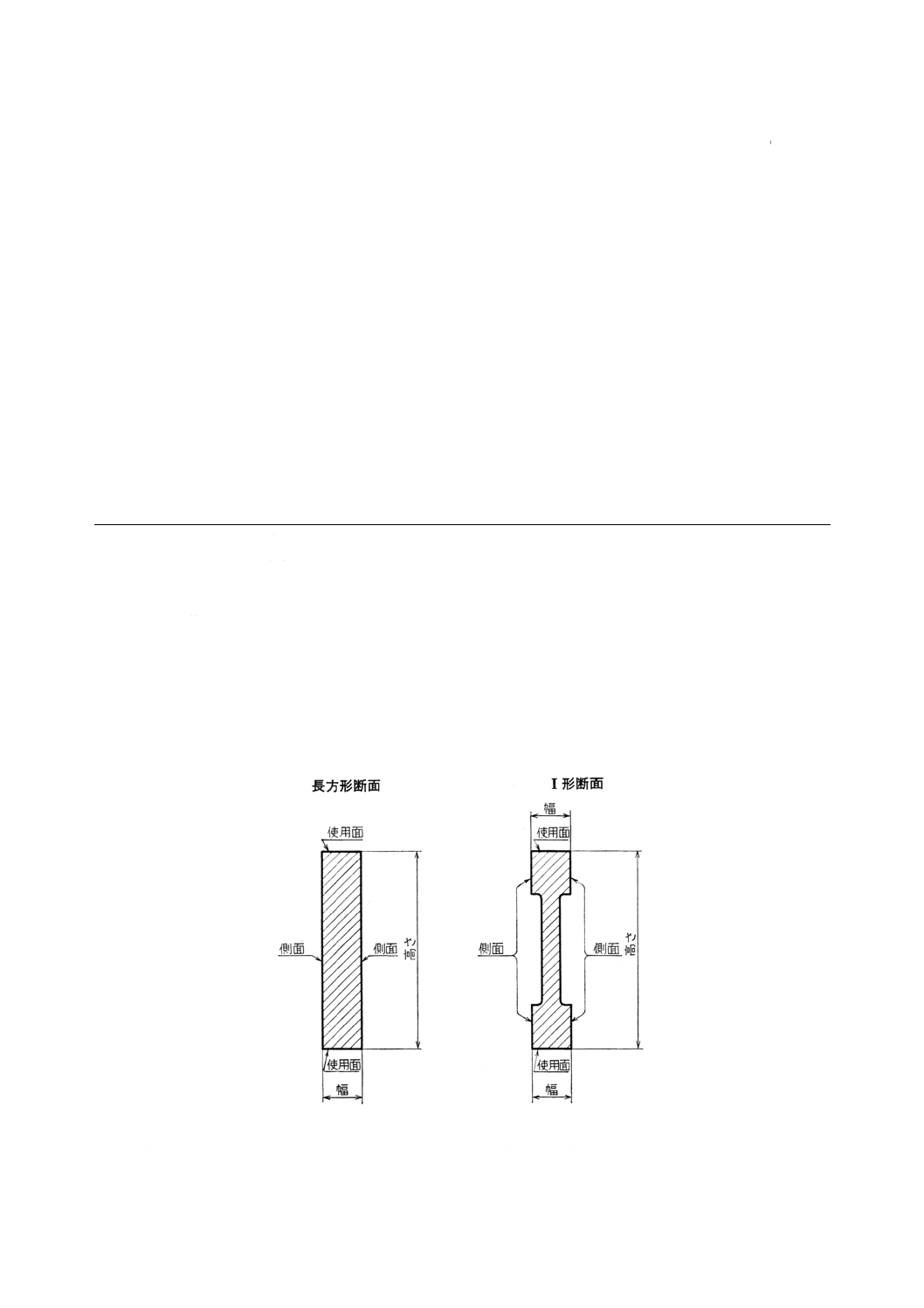
2. 用語の意味 この規格で用いる主な用語の意味は,図1による。
図1
3. 等級 直定規は,その断面寸法及び寸法精度によりA級及びB級の2等級とする。
2
B 7514-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 寸法精度
4.1
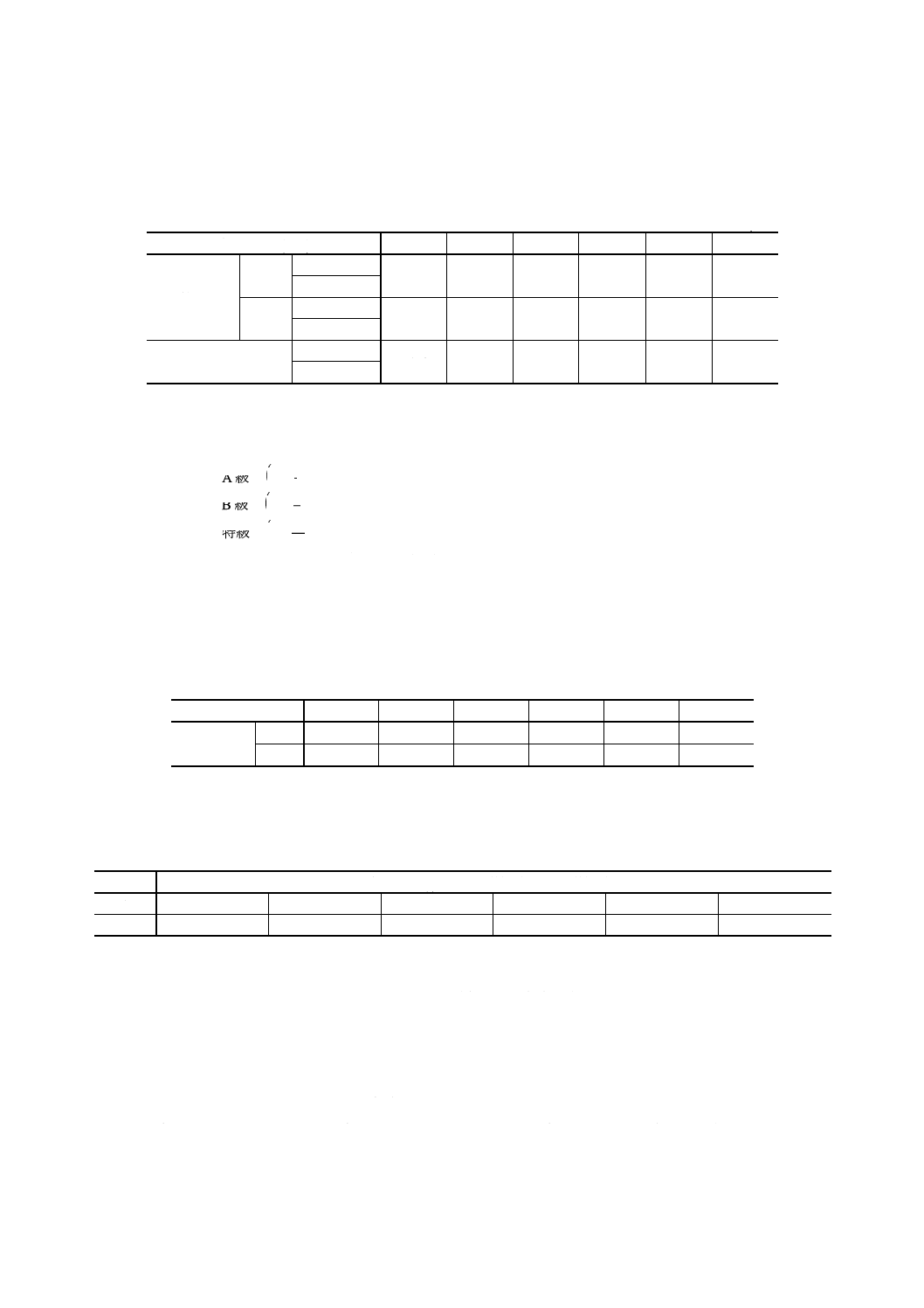
使用面の真直度及び高さ不同 直定規の使用面の真直度及び高さ不同の許容差は,表1による。
表1 使用面の真直度及び高さの不同
単位 μm
有効長さ (mm)
300
500
1000
1500
2000
3000
等級
A
真直度
3
4
6
8
10
14
高さの不同
B
真直度
10
14
24
34
44
64
高さの不同
特級(参考)(1)
真直度
1.6
2
3
4
5
7
高さの不同
注(1) 特級は,A級又はB級直定規の精度測定に用いる正しい平面及び基準直定規の寸法精度に該
当するものであって,参考のために示す。
なお,特級の直定規については表3の寸法は適用しない。
備考 表1の数値は,次の式による。
A級 (
)
250
2
L
+
μm
B級 (
)
50
4
L
+
μm
特級 (
)
500
1
L
+
μm
ただし,Lは直定規の有効長さ (mm)。
4.2
側面の平行度及び幅不同 直定規の側面の平行度及び幅不同の許容値は,表1に示す真直度及び高
さ不同の許容値の10倍とする。
4.3
使用面と側面との直角度 直定規の使用面と側面との直角度の許容値は,表2による。
表2 使用面と側面との直角度
単位 mm
有効長さ
300
500
1000
1500
2000
3000
等級
A
0.03
0.03
0.04
0.05
0.06
0.07
B
0.10
0.10
0.15
0.20
0.25
0.30
5. 寸法 直定規の有効長さ,高さ(最小)及び幅(最小)は,表3による。
表3 寸法
単位 mm
等級
有効長さ(2)×高さ(最小)×幅(最小)
A
300×50×10
500×50×10
1000×60×12
1500×70×14
2000×80×16
3000×120×18
B
300×40× 8
500×40× 8
1000×50×10
1500×60×12
2000×70×14
3000×100×16
注(2) 直定規の全長は,有効長さ+40mmとする。
6. 材料及び仕上げ 直定規の材料は,JIS G 4401(炭素工具鋼鋼材)のSK 5又はこれと同等以上のもの
とし,硬さは,焼入れしないものではHv 170 (Hs 25) 〜Hv 245 (Hs 35),焼入れしたものではHv 490 (Hs 65)
〜Hv 620 (Hs 75) とする。
A級直定規の使用面は,ラップ仕上げ又はこれと同等以上の仕上げとし,その表面粗さは,有効長さ
1000mm以下のものは0.8S,1000mmを超えるものは1.6Sとする。
B級直定規の使用面は,研削仕上げ又はこれと同等以上の仕上げとし,その表面粗さは,有効長さ1000mm
以下のものは3.2S,1000mmを超えるものは6.3Sとする。
3
B 7514-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 括弧内のHsの数値は参考のために示す。
7. 精度測定方法
7.1
使用面の真直度 使用面の真直度の測定は,恒温室又は温度変化の少ない場所で,次に示すいずれ
かの方法により行う。直定規の支え方によるひずみを除くため,その測定は平らな正しい面上で行う。た
だし,平らな正しい面がない場合には,側面を平面上に置いて測定することができる。
測定は10箇所以上について行わなければならない。ただし,両端の20mmは測定から除外する。
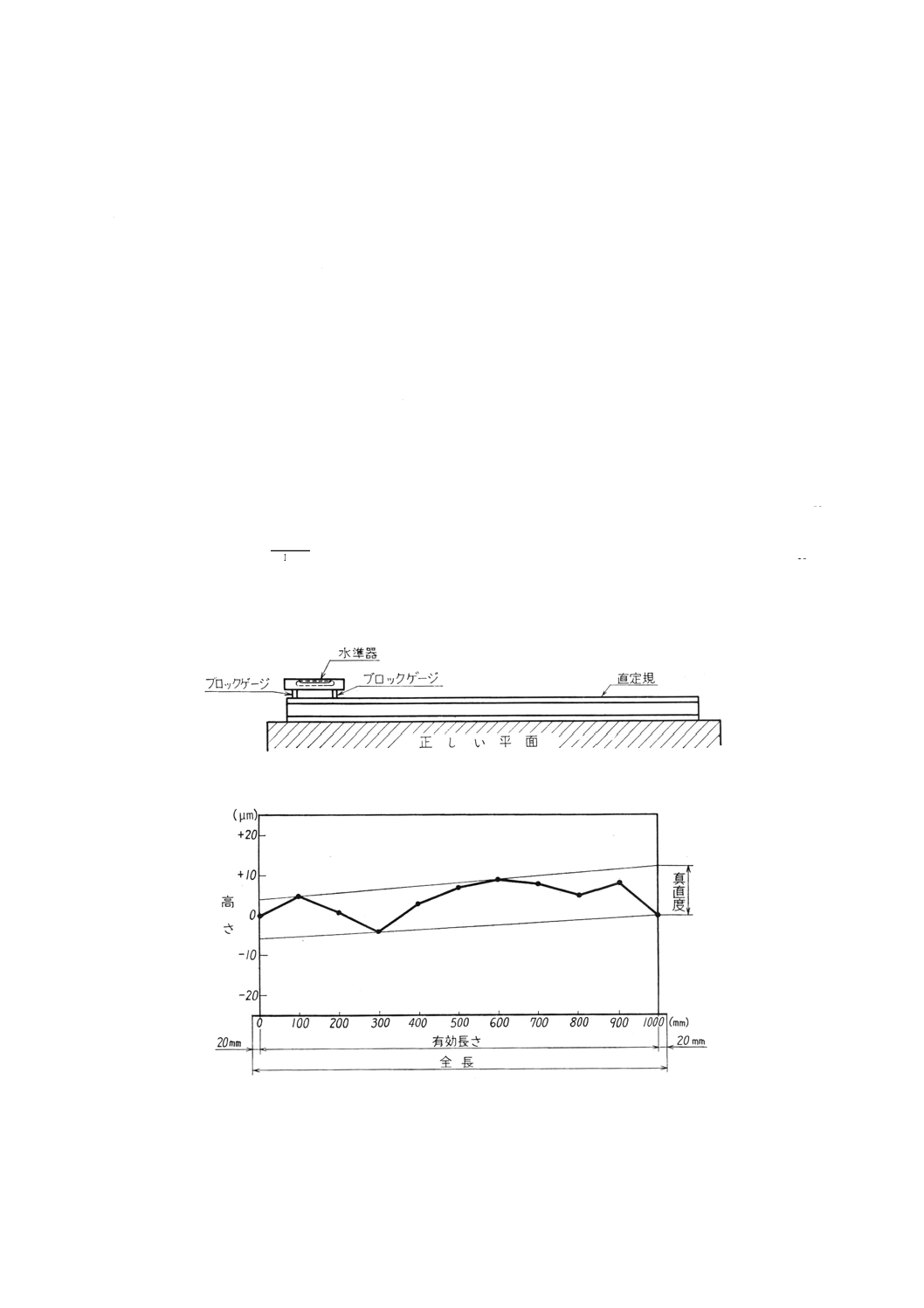
(1) 水準器による方法 図2のように直定規を水平な正しい平面上に置き,その直定規の一端に寸法の等
しい2個のブロックゲージを100mmの間隔で置き,ブロックゲージ上に水準器を載せ,水平面とな
す角度を求め,それに底辺100mmを掛けると,一端の高さを零とした場合の100mm離れた点の高さ
が得られる。これを一端から他端に及ぼし,100mmおきに水平面からの各点の高さを測定して描いた
線図(図3参照)を互いに平行な2直線ではさんで,その開きが最小となるときの両直線の高さの差
を求める。
なお,測定に使用する水準器は,1秒まで正しく読み取ることができなければならない。例えば,101
目盛まで正しい感度
m
1mm
05
.0
(約10秒)の水準器によって,100mm離れた2点の高さの相違を,101目
盛で0.5μmまで測定することができる。
図2
図3
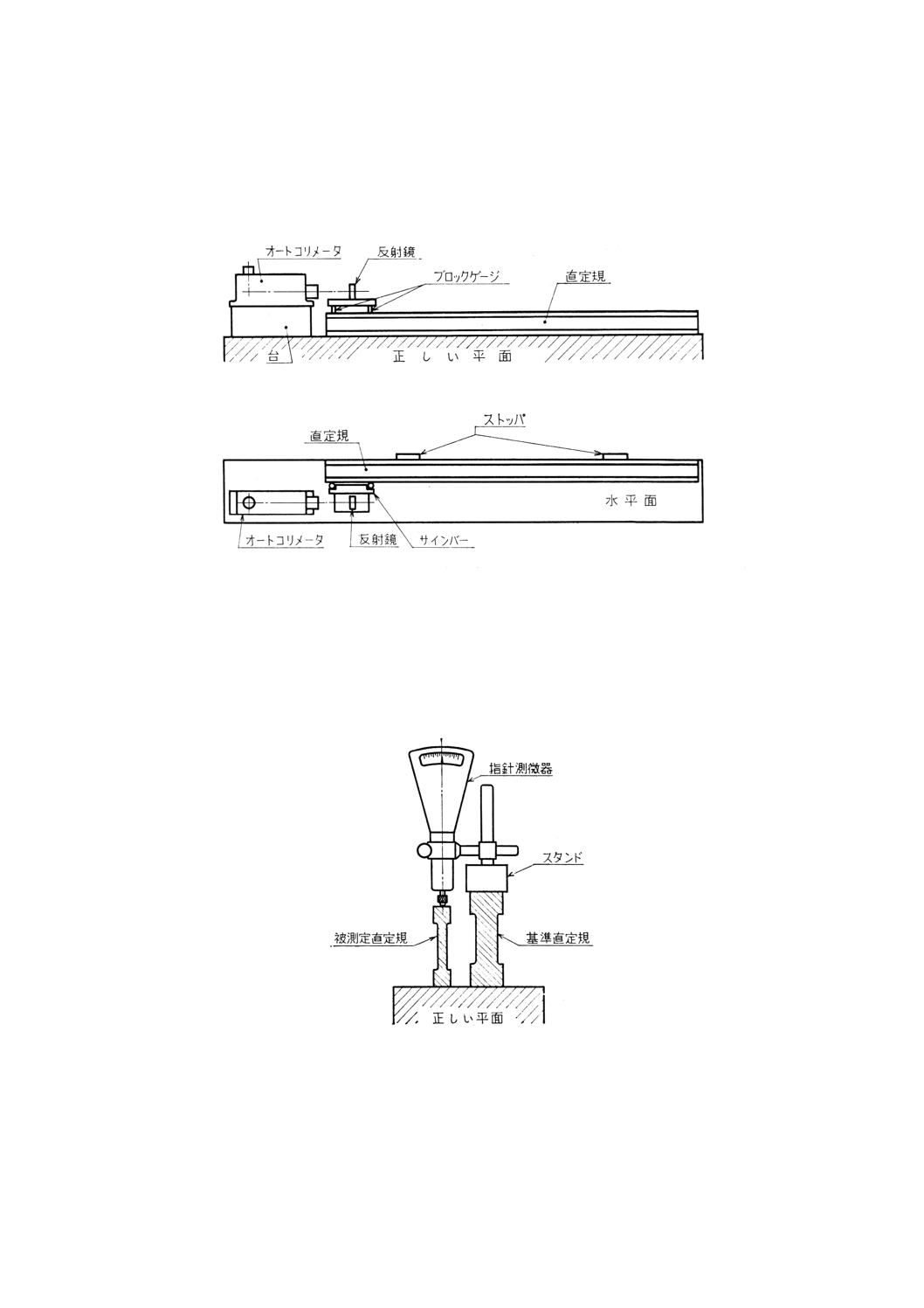
(2) オートコリメータによる方法 正しい平面があるときは(1)と同じ方法による(図4参照)。正しい平
面がないときは,直定規の側面を平面上に置き,サインバーに反射鏡を固定し,これを直定規の測定
面に接触させ,オートコリメータにより水平方向の角度を求める。これを(1)と同様の方法で一端から
4
B 7514-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
他端に及ぼして角度を求める(図5参照)。
なお,測定に使用するオートコリメータは,少なくとも1秒まで正しく測定できるものでなければ
ならない。
図4
図5
(3) 基準直定規と比較する方法 図6のように,真直度のよい精密に検査した基準直定規と被測定直定規
を正しい平面上に並べて置く。指針測微器を取り付けたスタンドを基準直定規上に置き,指針測微器
のスピンドルを被測定直定規の使用面に接触させ,スタンドを基準直定規上で滑らせて,被測定直定
規の真直度を基準直定規のそれと比較する。もし正しい平面のないときは,二つの直定規の使用面が
鉛直面内にくるようにその側面を重ね,水平に置いて測定することができる。
図6
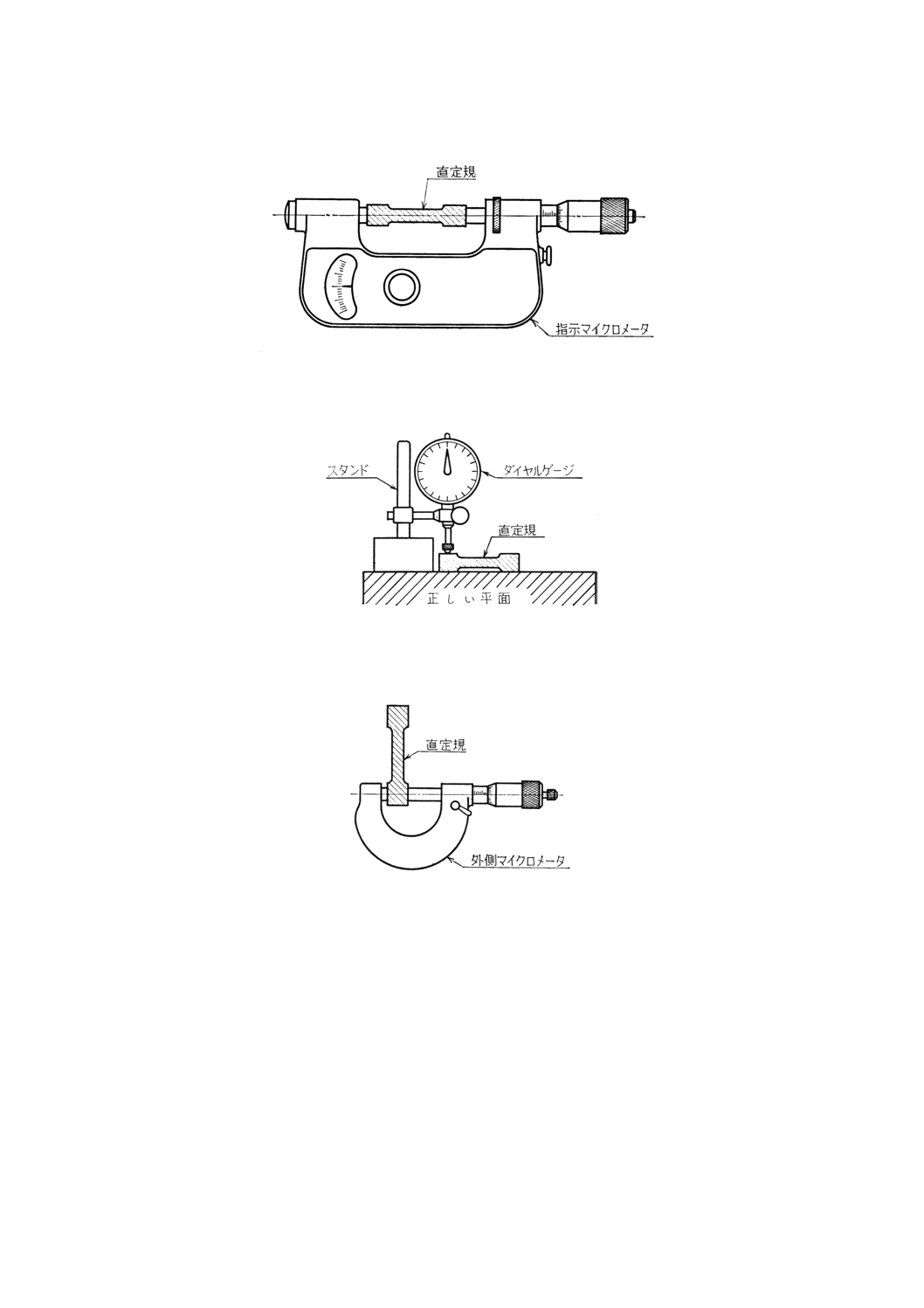
7.2
高さ不同 指示マイクロメータ又は指針測微器付きはさみゲージにより直定規の高さを測定し,そ
の最大値と最小値との差を求める(図7参照)。
5
B 7514-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7
7.3
側面の平行度 ダイヤルゲージを取り付けたスタンドを正しい平面上に置き,そのスピンドルを直
定規の側面に当て,スタンド又は直定規を滑らせて,読みの最大値と最小値との差を求める(図8参照)。
図8
7.4
幅不同 外側マイクロメータにより直定規の幅を測定し,その最大値と最小値との差を求める(図9
参照)。
図9
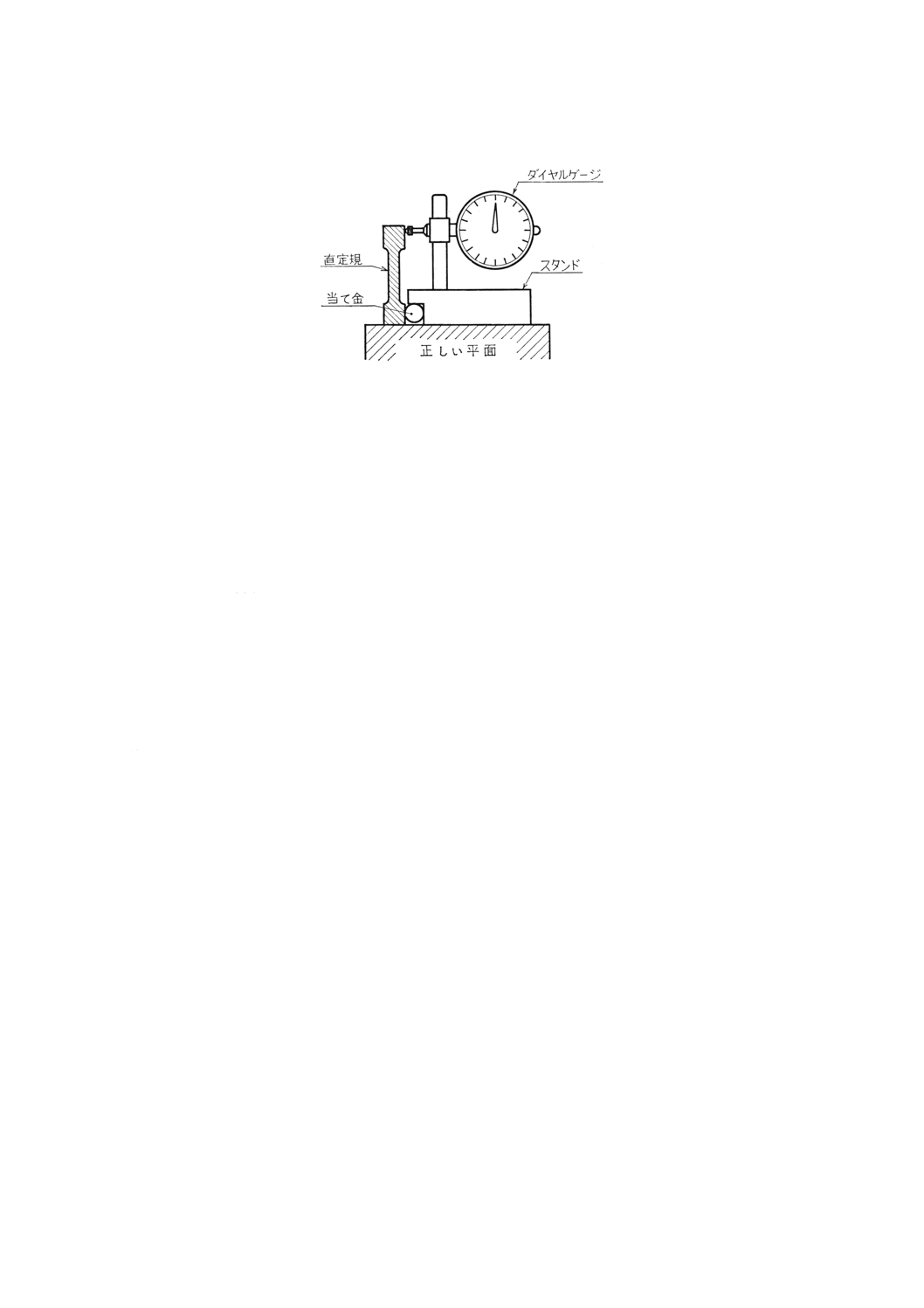
7.5
使用面と側面との直角度 下端に当て金,上端にダイヤルゲージを備えた図10のような装置を用い
て,基準直角ブロックを当て金に当てたときのダイヤルゲージの指示を零に合わせ,基準直角ブロックの
代わりに直定規の使用面を正しい平面に載せ,側面に当て金を当てて装置を移動させ,ダイヤルゲージの
指示の零からの最大の振れを求める。
6
B 7514-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図10
備考 7.1(3)及び7.2において使用する測定器は,0.5μmまで正しく測定できるもの
とし,7.3及び7.5において使用するダイヤルゲージはJIS B 7503(0.01mm
目盛ダイヤルゲージ)により,7.4において使用する外側マイクロメータは
JIS B 7502(外側マイクロメータ)による。
8. 検査 直定規の検査は,寸法精度,寸法,材料及び仕上げについて行い,4.,5.及び6.の規定を満足し
なければならない。
9. 製品の呼び方 直定規の呼び方は,名称,有効長さ及び等級による。
例: 直定規 500A
10. 表示 直定規には次の事項を表示する。
(1) 製造業者名又はその略号
(2) 製品番号
(3) 製造番号
(4) 等級
(5) 焼入れをしたものは,それを示す記号又は文字