B 7512:2018
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類及び等級 ··················································································································· 2
5 呼び寸法························································································································· 3
6 性能······························································································································· 3
6.1 長さの許容差 ················································································································ 3
6.2 直立性 ························································································································· 3
6.3 目盛側面の真直度 ·········································································································· 3
7 目盛······························································································································· 3
8 外観及び構造 ··················································································································· 5
9 材料······························································································································· 6
10 測定方法 ······················································································································· 6
11 検査 ····························································································································· 8
12 製品の呼び方 ················································································································· 8
13 表示 ····························································································································· 9
B 7512:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
計量機器工業連合会(JMIF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日
本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS B
7512:2016は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 7512:2018
鋼製巻尺
Steel tape measures
1
適用範囲
この規格は,呼び寸法が0.5 m〜200 mの鋼製の巻尺(以下,巻尺という。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7516 金属製直尺
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS G 4401 炭素工具鋼鋼材
JIS Q 17025 試験所及び校正機関の能力に関する一般要求事項
JIS Z 8103 計測用語
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8103によるほか,次による。
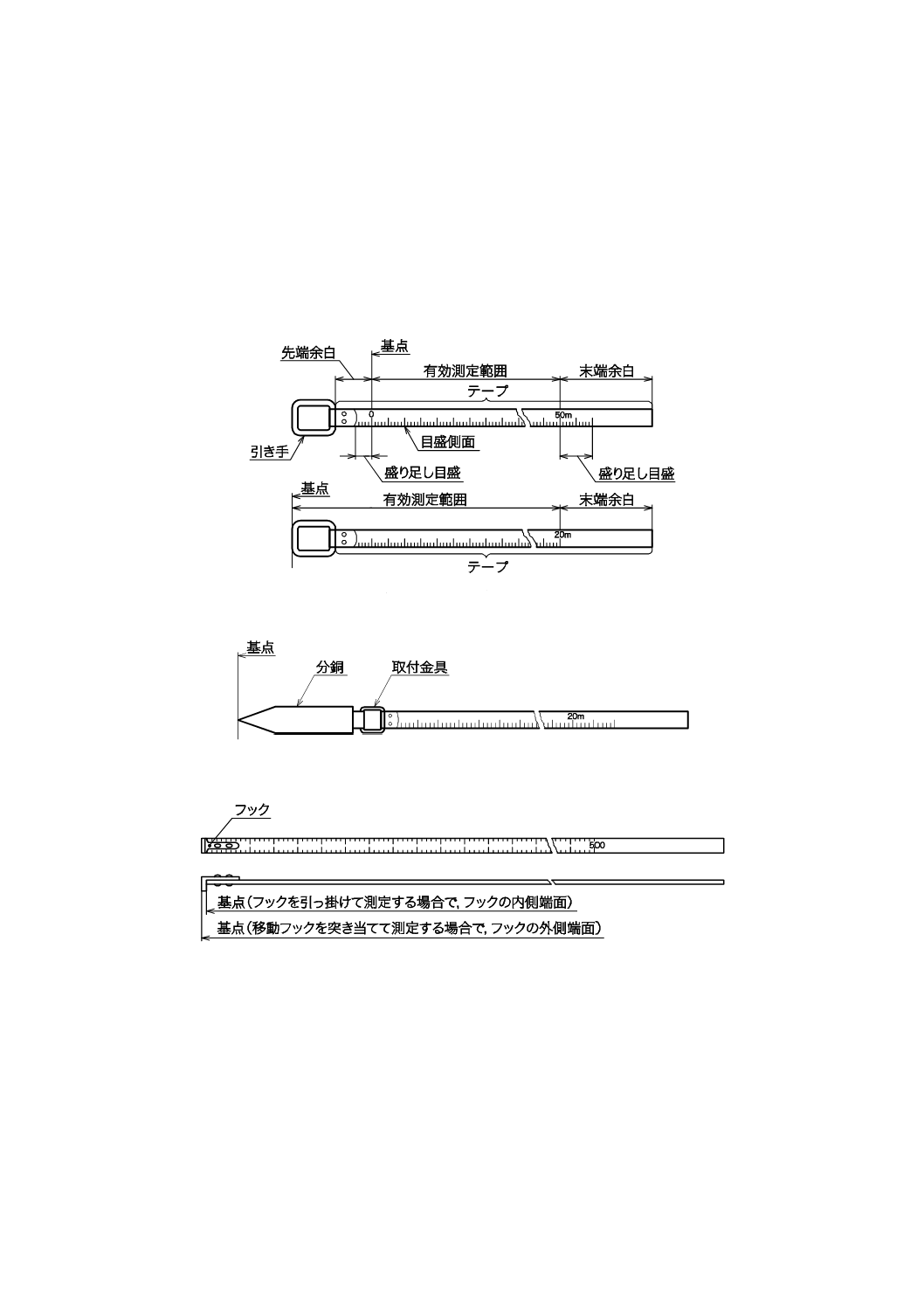
なお,巻尺の各部の名称を,図1に示す。
3.1
基点
測定の基準となる目盛線の中心線又は端面(図1参照)。
3.2
有効測定範囲
基点からの呼び寸法を表す目盛線までの範囲。長さの許容差は,この範囲の目盛に対して適用する。
3.3
盛り足し目盛
有効測定範囲以外の目盛。この目盛には,長さの許容差は適用しない。
3.4
余白
テープの中の有効測定範囲以外の部分。基点を表す目盛線から前を先端余白といい,呼び寸法を表す目
盛線から後を末端余白という(図1参照)。
3.5
目幅
隣り合う二つの目盛線の幅の中心から中心までを測定した長さ。
2
B 7512:2018
3.6
目量1)
目幅に対応する測定量の大きさ。
注1) ここでいう目量とは,抽象化された概念である。
3.7
引き手
テープ先端に取り付けられた環。
a) 広幅巻尺及び細幅巻尺
b) タンク巻尺
c) コンベックスルール及び細幅巻尺
注記 これらの図は,単に名称を示すためのものであって,形状及び構造を規定するものではない。
図1−各部の名称
4
種類及び等級
巻尺の種類は,構造,用途などによって表1のとおり区分する。巻尺の等級は,長さの許容差によって
1級及び2級とする。
3
B 7512:2018
5
呼び寸法
巻尺の呼び寸法は,有効測定範囲の最大目盛値で表し,種類に応じて表1による。
表1−種類及び呼び寸法
種類の区分
呼び寸法
構造・用途
タンク巻尺
5 mの整数倍
(5 m〜200 m)
テープの先端に分銅が付いており,槽内の液体の深さ及び掘削し
た穴の深さの測定に用いる巻尺
広幅巻尺
一般の測量・測定に用いる巻尺
細幅巻尺
0.5 mの
整数倍
0.5 m〜 5 m
幅が細いテープを用いたポケット巻尺
コンベックスルール
0.5 m〜30 m
テープ断面がとい(樋)状になっており,直立性に優れた巻尺
6
性能
6.1
長さの許容差
巻尺の長さの許容差は,表9のa) によって測定したとき,基点からの長さ及び任意の二つの目盛線間
の長さ(分長)は,次の式を満たさなければならない。ただし,端面を基点とする巻尺の場合には,基点
からの長さの許容差は,次の式の括弧内で求まる数値に0.2を加えたものとする。
− 1級の場合:±(0.2+0.1 L) mm
− 2級の場合:±(0.25+0.15 L) mm
ここに,Lは,測定長をメートルで表した数値(1未満の端数は,切り上げて整数値とする。)であって,
単位をもたない。2級の許容差は,この計算式で求めた値の小数点以下第2位を切り上げる。
6.2
直立性
テープ幅が13 mm以上のコンベックスルールの直立性は,表9のb) によって測定したとき,テープ幅
の50倍以上の長さの自重でテープが折れ曲がってはならない。
6.3
目盛側面の真直度
巻尺の目盛側面の水平方向の真直度は,表9のc) によって測定したとき,表2を満足しなければなら
ない。
表2−真直度
呼び寸法
真直度
鋼製
ステンレス鋼製
3 m以下 呼び寸法の1/500以下
呼び寸法の1/500以下
3 mを超え 5 m以下 6 mm以下
5 mを超えるもの
任意の5 mについて6 mm以下
任意の5 mについて10 mm以下
7
目盛
巻尺の目盛は,次による。
a) 目盛線は,その一端が目盛側面から0.5 mm以上離れてはならない。
b) 基点は,目盛線又は端面とする。ただし,コンベックスルール及び細幅巻尺で,端面を基点とする場
合のフックの取付方法,測定方法及び基点の位置は,表3による。また,コンベックスルールで両面
(凹面及び凸面)に目盛を付す場合の基点及び呼び寸法は,表4による。
4
B 7512:2018
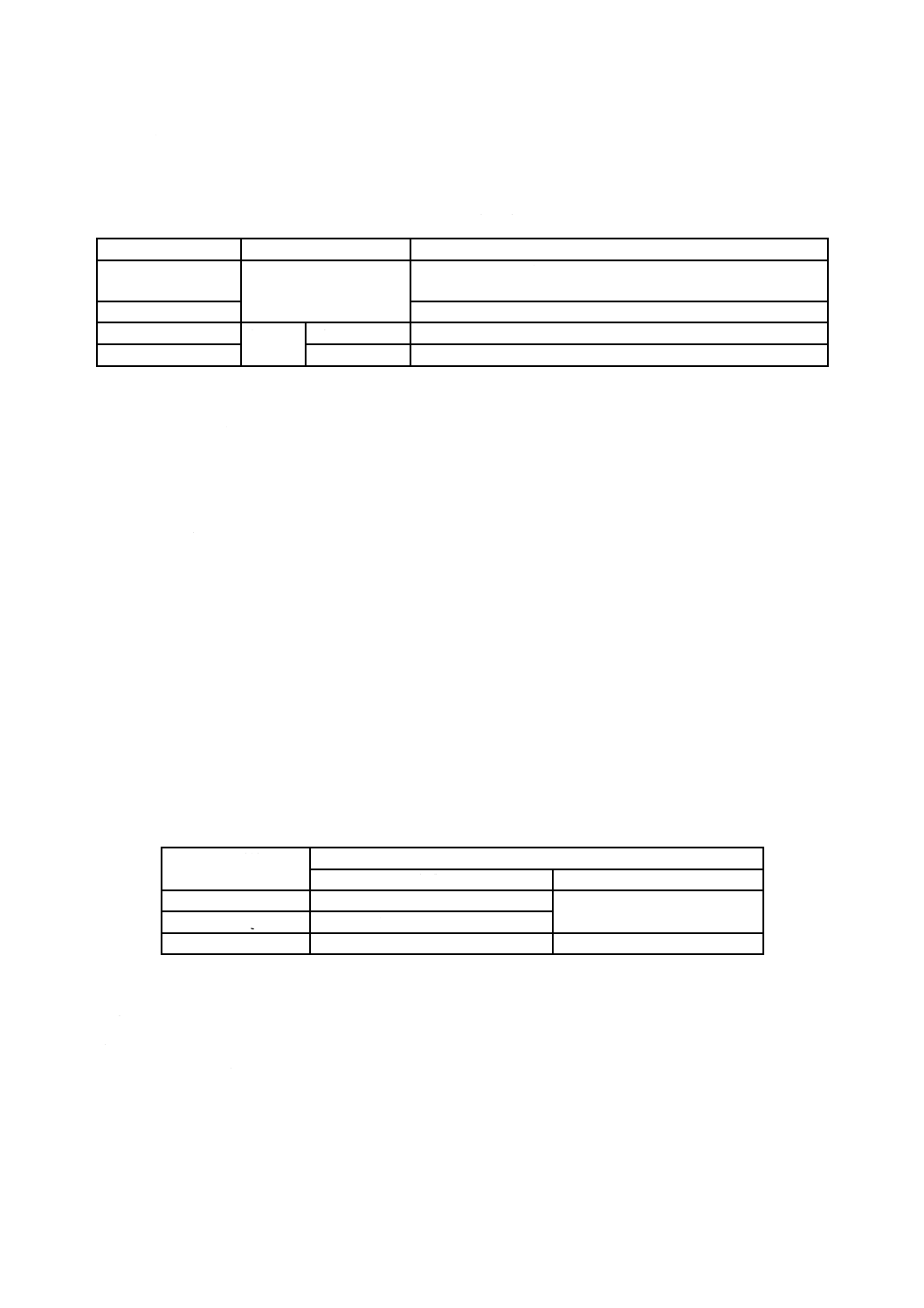
表3−端面基点のコンベックスルール及び細幅巻尺の基点
フックの取付方法
測定方法
基点
フックが移動しないようにテープに
固定されているもの(固定フック)
フックの内側端面を測定物に引っ掛
けて測定する(引っ掛け測定)。
フックの内側端面[図2 a)]
フックが移動するようにテープに取
り付けられているもの(移動フック)
フックの内側端面を測定物に引っ掛
けて測定する(引っ掛け測定)。
フックの内側端面[図2 b) 及び図2
d)]
フックの外側端面を測定物に突き当
てて測定する(突き当て測定)。
フックの移動する長さがフックの厚
さに相当するものは,フックの外側
端面[図2 c)]
フックの移動する長さがフックの厚
さに相当するものは,テープの先端
面[図2 e)]
注記 a)〜e) は,基点の位置を示すものであって,外観,形状,構造などを規定するものではない。
図2−端面基点のコンベックスルール及び細幅巻尺の基点
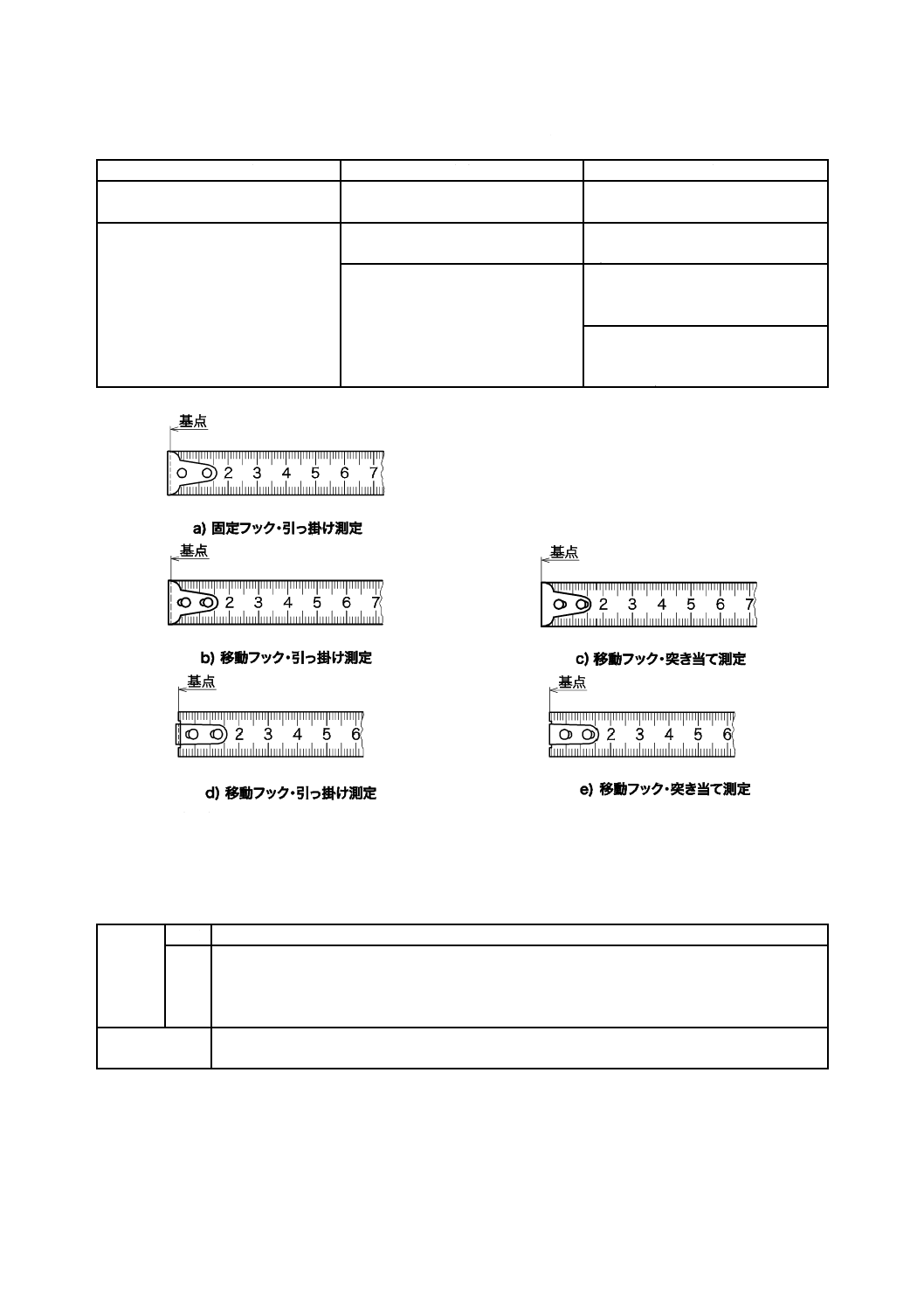
表4−両面目盛のコンベックスルールの基点及び呼び寸法
基点
凹面
端面を基点とする(図3参照)。
凸面
次のa) 又はb) のいずれかとする(図3参照)。
a) 端面を基点とする。
b) 端面からL cm(Lは,整数値とする。)の先端余白をもつ目盛線を基点とする。ただし,こ
の基点と凹面のL cmの目盛線とのずれは±0.4 mmとする。
呼び寸法
両面の呼び寸法は同じとする。
呼び寸法などの表示は,いずれか片面だけでもよい。
5
B 7512:2018
図3−コンベックスルールの両面目盛及びその基点(L=3とした一例)
c) 目量は,1 mm,2 mm,5 mm,10 mm,20 mm,50 mm又は100 mmとする。目量は,複数としてもよ
く,また,これらを併用してもよい。ただし,上記以外の目量の目盛を付してはならない。
d) 目量を同じくする目盛において,目幅の許容差及び隣り合う二つの目盛の目幅の差は,いずれも表5
による。ただし,端面基点からの目幅は,対象外とする。
表5−目幅の許容差及び隣り合う二つの目盛の目幅の差
単位 mm
目量i
i=1
1<i≦100
目幅の許容差及び隣り合う二つの目盛の目
幅の差
±0.2
±0.3
e) 目盛線の太さは,0.1 mm〜0.5 mmとし,目盛線の種類(1 mm目盛,5 mm目盛,10 mm目盛など)
に応じ,異なる太さとしてもよい。また,太さの同じ目盛線は,その最小値が最大値の70 %以上とす
る。
f)
盛り足し目盛を付ける場合は,先端部及び末端部を合わせて,1 000 mm以下とする。
g) 目盛は,明確で,測定上支障がある目盛線の倒れ,目切れなどの欠点があってはならない。
h) 主な目盛線には,基点からの長さ又はその数値を表記しなければならない。
8
外観及び構造
巻尺の外観及び構造は,次による。
a) 表示標識及び目盛線は,明確で,容易に消滅せず,脱落,誤記などの測定上支障のある欠点があって
はならない。
b) 目盛線を基点とする巻尺の先端余白は,種類に応じて表6による。
表6−先端余白の長さ
単位 mm
種類の区分
長さ
広幅巻尺
150以上
コンベックスルール・細幅巻尺
10以上
6
B 7512:2018
c) ケース(テープを収めておくもの)の口金からの末端余白の長さは,種類に応じて表7による。
表7−末端余白の長さ
種類の区分
呼び寸法
長さ
広幅巻尺・タンク巻尺
5 m
50 mm以上
5 mを超えるもの
200 mm以上
コンベックスルール・細幅巻尺
−
30 mm以上
d) テープの被膜の厚さは,片面で0.5 mm以下とする。
e) 引き手,フック,分銅及びそれらの取付金具は,さびにくく,適正に取り付けられていなければなら
ない。
f)
タンク巻尺用の分銅の質量は,200 g〜2 kgとし,分銅にはその質量を表記する。また,分銅を分離す
ることができる構造のものは,分離する部分に合番号を付ける。
g) ケースは,テープの出し入れが円滑に行え,かつ,堅ろうでなければならない。
9
材料
巻尺の材料は,次による。
a) 材質及び硬さ 材質及び硬さは,通常の使用条件及び使用目的において,箇条6によるほか,次のい
ずれかによる。
1) JIS G 4401に規定するSK95若しくはSK85,又はこれらの成分と同等で,かつ,硬さが400 HV〜
600 HVのものとする。
2) JIS G 4305に規定するSUS301若しくはSUS420J2,又はこれらの成分と同等で,かつ,硬さが360 HV
以上のものとする。
b) 寸法 材料の幅及び厚さの寸法範囲は,種類に応じて表8による。
表8−材料の寸法範囲
単位 mm
種類の区分
幅a)
厚さb)
タンク巻尺
10〜15
0.10〜0.40
広幅巻尺
細幅巻尺
4〜 8
0.08〜0.12
コンベックスルール
4〜50
0.08〜0.40
注a) 幅の許容差は,適用する寸法に対して±0.2 mmとする。
b) 厚さの許容差は,適用する寸法の±20 %とする。
10 測定方法
測定方法は,次による。
a) 性能の測定方法及び測定器具は,表9による。ただし,これと同等以上の測定精度で測定できる器具
を用いてもよい。
7
B 7512:2018
表9−性能の測定方法
項目
測定方法
測定器具
a) 長さの許容差
− 巻尺を検査台上に水平に張り,巻尺の一部に表示されて
いる張力の±10 %のそれぞれの張力をテープの軸線方
向に加えた状態(コンベックスルール及び細幅巻尺の場
合には,張力を加えない状態)で,検査しようとする長
さを長さ標準器a) 及び測微鏡によって測定する(図4
参照)。
長さ標準器a)
測微鏡(目量が0.1 mm
以下のもの。)
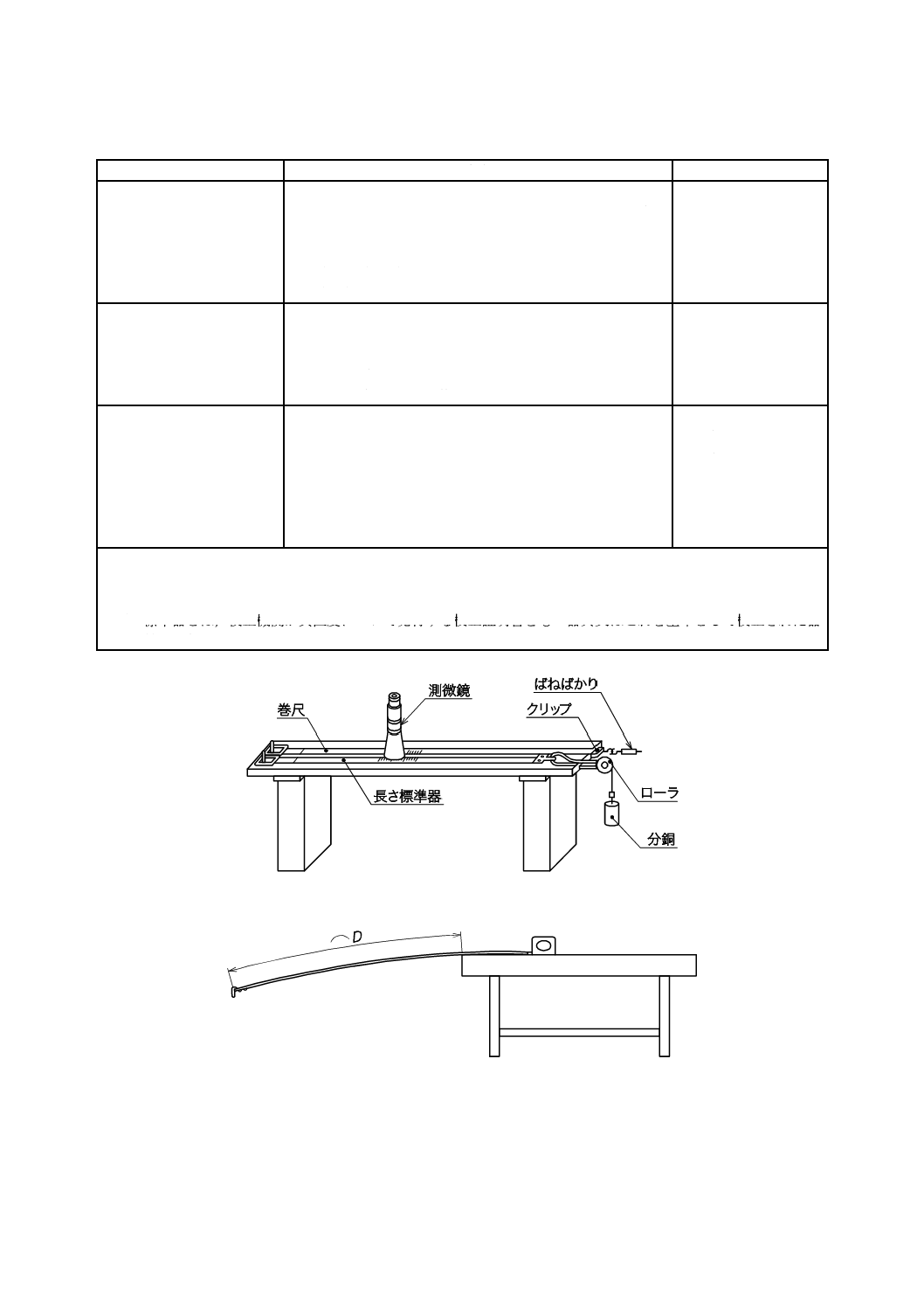
b) 直立性
− テープ幅が13 mm以上のコンベックスルールは,図5
に示すように凹面を上にしたテープを検査台の一端か
ら規定の長さD mmだけ静かに繰り出し,折れ曲がるか
否かを確かめる。
− Dの長さは,テープ幅の50倍以上とする。
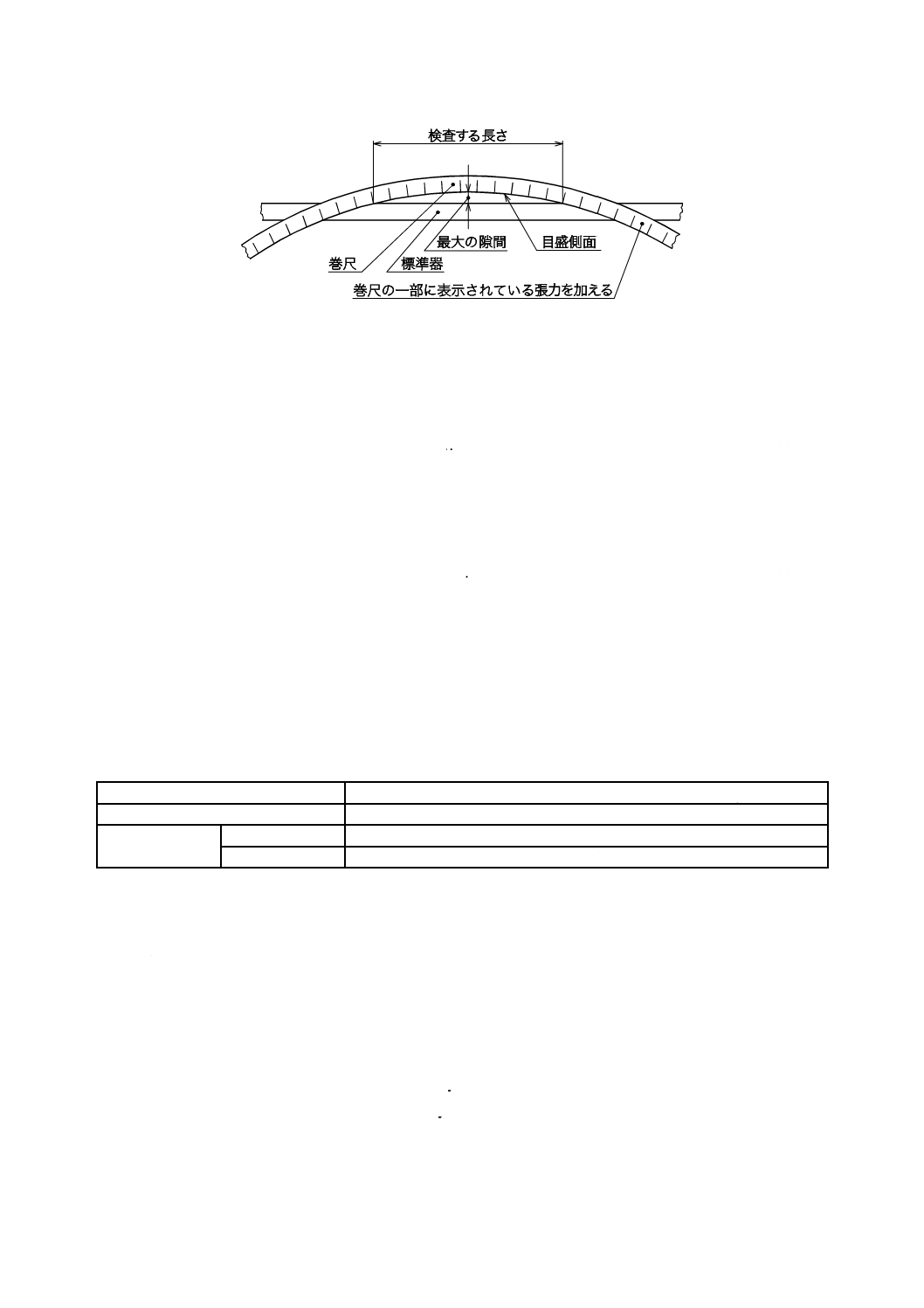
c) 目盛側面の真直度
− 標準器b) に対し,検査しようとする巻尺の長さの両端
(呼び寸法が5 mを超えるものは,任意の5 mの目盛部)
が接するように並べ,巻尺の一部に表示されている張力
を加えた状態(コンベックスルール及び細幅巻尺の場合
は,張力を加えない状態)に置く。
− 目盛側面の隙間のうち,最大のものを金属製直尺で測定
する(図6参照)。
標準器b)
金属製直尺
(JIS B 7516)
注記 図4〜図6は,一例である。
注a) 長さ標準器とは,JIS Q 17025又は同等の国際規格に基づいて認定又は登録された校正機関が発行する不確か
さが表記された校正証明書をもつ長さ計をいう。
b) 標準器とは,校正機関が真直度について発行する校正証明書をもつ器具又はこれを基準として校正された器
具をいう。
図4−測定方法(長さの許容差)
図5−測定方法(直立性)
8
B 7512:2018
図6−測定方法(目盛側面の真直度)
b) 長さの許容差の測定時の環境温度は(20±2)℃とする。ただし,式(1)及び式(2)によって器差の計算
をする場合は,(20±2)℃の範囲を超える測定環境温度でもよい。温度補正に必要となる標準器の熱
膨張係数(α),測定巻尺の熱膨張係数(β)は表10による。
E=L−(Q−e)+c ···································································· (1)
ここに,
E: 測定巻尺の器差
L: 測定巻尺の表示値
Q: 標準器の表示値
e: 標準器の補正値
c: 温度補正値
c=L(α−β)(20−t) ···································································· (2)
ここに,
α: 標準器の熱膨張係数
β: 測定巻尺の熱膨張係数
t: 測定環境温度(℃)
注記 長さ標準器と被測定物の材質とが同じ場合には,同一熱膨張係数のため,温度補正値はゼロと
なる。
表10−温度補正に必要となる標準器及び測定巻尺の熱膨張係数
単位 1/℃
標準器又は巻尺の材料
標準器の熱膨張係数(α),測定巻尺の熱膨張係数(β)
鋼,鋳鋼
(11.5〜11.8)×10−6
ステンレス鋼
SUS301
(14.0〜16.9)×10−6
SUS420J2
(10.0〜11.0)×10−6
11 検査
巻尺の形式検査は,性能,目盛,外観,構造及び材料について行い,箇条6〜箇条9の規定に適合した
ものを合格とする。
なお,製品検査は合理的な抜取検査方式とし,検査項目は受渡当事者間の協定による。
12 製品の呼び方
巻尺の呼び方は,規格番号又は規格の名称,種類,等級及び呼び寸法による。
例1 JIS B 7512 コンベックスルール 1級 5 m
例2 鋼製巻尺 コンベックスルール 1級 5 m
9
B 7512:2018
13 表示
この規格の全ての要求事項に適合した巻尺の一部に,次の事項を表示する。
a) 等級
b) 呼び寸法
c) 製造業者名又はその略号
d) ステンレス鋼製の場合は,その旨
e) 張力2)(コンベックスルール及び細幅巻尺の場合は除く。)
注2) 単位は,国際単位系(SI)で表示する。