2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7510-1993
精密水準器
Precision levels
1. 適用範囲 この規格は,一辺の測定面の長さが150mmから300mmまでの精密水準器(1)(以下,水準
器という。)について規定する。
注(1) 精密な気泡管を用いて,その気泡の変位を気泡管上の目盛で直接読み取ることによって水平又
は鉛直からの微小な傾斜を測定する指示計器。
備考 この規格の引用規格を,次に示す。
JIS B 0601 表面粗さの定義と表示
JIS B 7513 精密定盤
JIS B 7538 オートコリメータ
JIS Z 8103 計測用語
2. 用語の定義 この規格で用いる主な用語の定義は,JIS Z 8103によるほか,次のとおりとする。
(1) 平形水準器 角形の棒状の構造体に気泡管を組み込み,その底面を測定面とする水準器。
(2) 角形水準器 正四辺形の枠状の構造体の一辺に気泡管を組み込み,周辺の四面をそれぞれ測定面とす
る水準器。
(3) 感度 水準器の感度は,主気泡管の気泡を1目盛変移させるのに要する傾斜で,底辺1mに対する高
さ(単位μm)又は角度(単位秒)で表す。
参考 角度と底辺に対する高さとの関係は,次のとおりである。
角度1秒=1mにつき4.85μm
≒1mにつき5μm
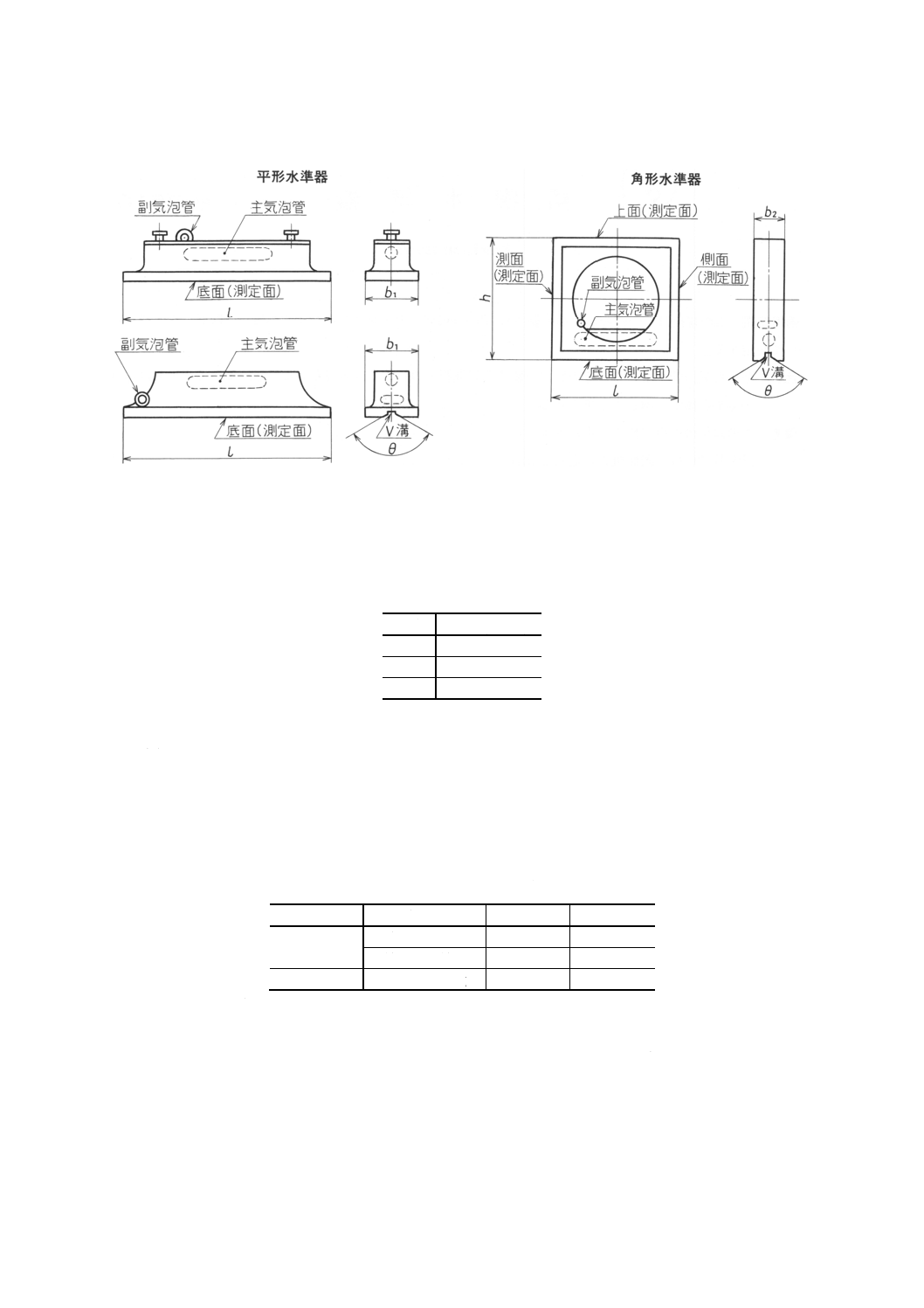
3. 各部の名称及び記号 水準器の各部の主な名称及び記号は,図1による。
2
B 7510-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 各部の名称及び記号
備考 この図は,単に各部の名称及び記号を示すもので,構造及び形状の基準を示すものではない。
4. 種類及び等級
4.1
種類 水準器は,感度によって三つに区分し,表1による。
表1 水準器の感度
区分
感度 (mm/m)
1種
0.02 (≒4")
2種
0.05 (≒10")
3種
0.1 (≒20")
備考 括弧内は,参考
値である。
4.2
等級 水準器の等級は,その性能によってA級及びB級の2等級とする。
5. 性能
5.1
指示精度 主気泡管の指示精度は,全目盛範囲の指示精度(以下,全範囲精度という。)及び隣接す
る目盛の指示誤差の差(以下,隣接精度という。)について規定し,それぞれの許容値は,表2による。
表2 指示精度の許容値
項目
感度の区分
A級
B級
全範囲精度
1種
±0.5目盛
±0.7目盛
2種及び3種
±0.3目盛
±0.5目盛
隣接精度
1種,2種及び3種
0.2目盛
0.5目盛
5.2
底面,側面及び上面の平面度 底面,各側面及び上面の平面度の公差値は,感度の区分が1種のも
のは0.003mm,2種及び3種のものは0.005mmとする。
5.3
V溝をもつ平面とV溝とがなす角度 V溝をもつ平面とV溝とがなす角度は,V溝をもつ平面とV
溝上の円筒の縦軸とがなす角度とし,その許容値は0.5目盛とする。
5.4
底面と側面との直角度 角形水準器における底面と各側面との直角度の許容値は,表3による。
3
B 7510-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 角形水準器の底面と側面との
直角度の許容値
単位mm/m
感度の区分
A級
B級
1種
0.015
0.02
2種及び3種
0.025
0.035
5.5 底面と上面とがなす角度 角形水準器における底面と上面とがなす角度の許容値は,0.5目盛とする。
備考 この5.に規定する公差値及び許容値は,20℃におけるものとする。
6. 形状・寸法 水準器の測定面の長さ (l,h),測定面の幅 (b1,b2) 及びV溝の角度 (θ) は,表4によ
る(図1参照)。
表4 各部の寸法
呼び
L (mm)
h (mm)
b1 (mm)
b2 (mm)
θ(度)
150
150
150
35〜45
35〜45
120〜150
200
200
200
40〜50
35〜45
250
250
250
45〜55
40〜50
300
300
300
50〜60
50〜60
7. 構造及び外観 水準器の構造及び外観は,次のとおりとする。
(1) 各部の塗装及びめっきは強固で,容易に色あせ,脱落,さびなどを生じるおそれがないこと。
(2) 底面,側面及び上面は,きさげ仕上げ又はこれと同等以上の仕上げで,表面粗さは,JIS B 0601の0.8a
とする。
(3) 気泡管の気泡の移動は,円滑であること。
(4) 主気泡管と直角に副気泡管を備えること。
(5) 主気泡管には,気泡の長さが調整できる気泡室を設けることが望ましい。
(6) 主気泡管には,ゼロ点調節装置を備え,水平に置いたとき101目盛以内で気泡の位置の調節ができるこ
と。
(7) ゼロ点調節装置の作動は良好で,主気泡管にひずみを生じないこと。
(8) 底面,側面及び上面に,逃げ又はV溝を設けてもよい。
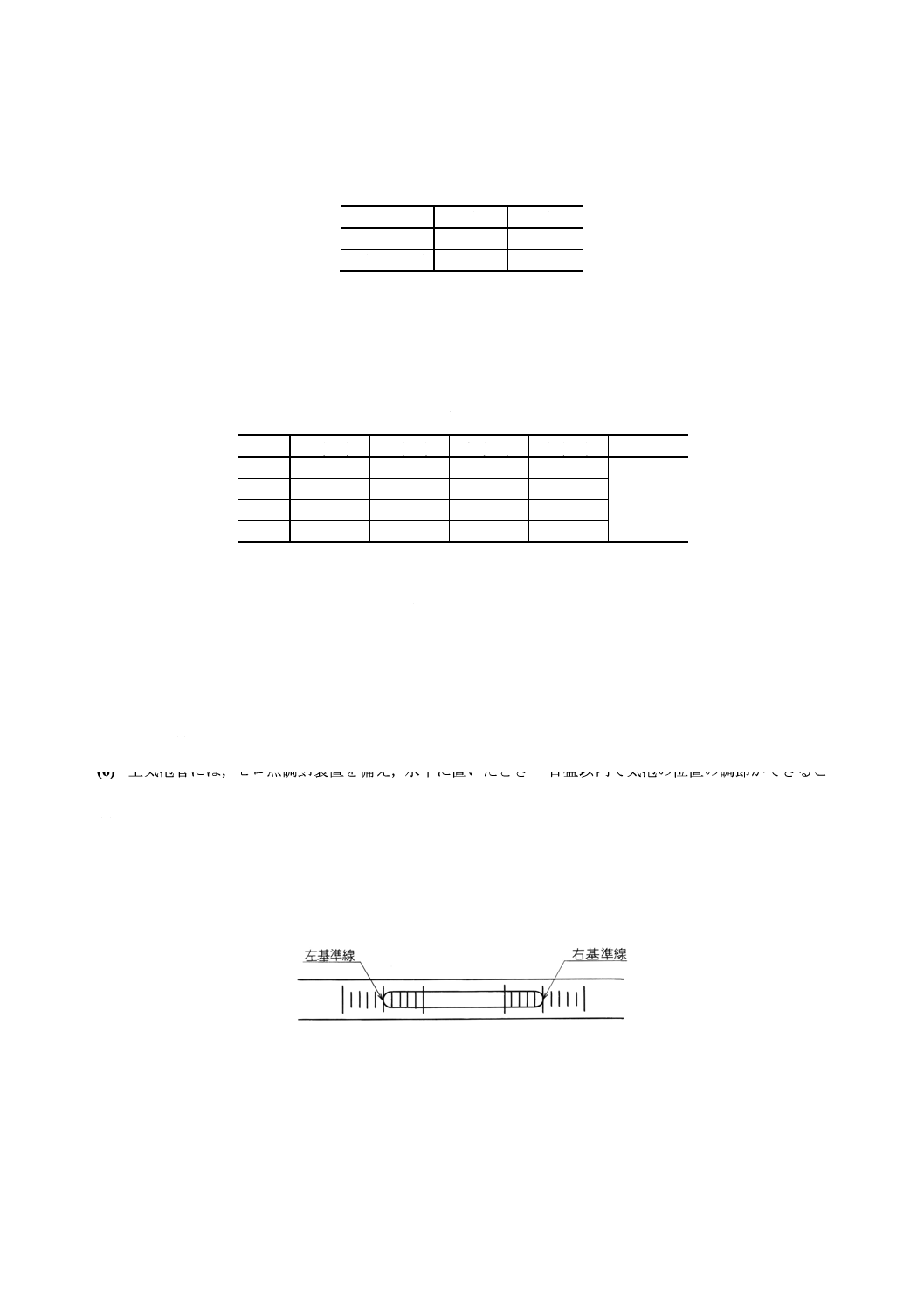
(9) 主気泡管の目盛は,鮮明で,約2mmの等間隔に目盛り,図2のように気泡の両端が左右の基準線に
合うようにするのがよい。
図2 気泡と目盛との関係
8. 性能の測定方法 水準器の性能の測定方法は,表5による。
4
B 7510-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5 性能の測定方法
番号
項目
測定方法
説明図
測定用具
1
指
示
精
度
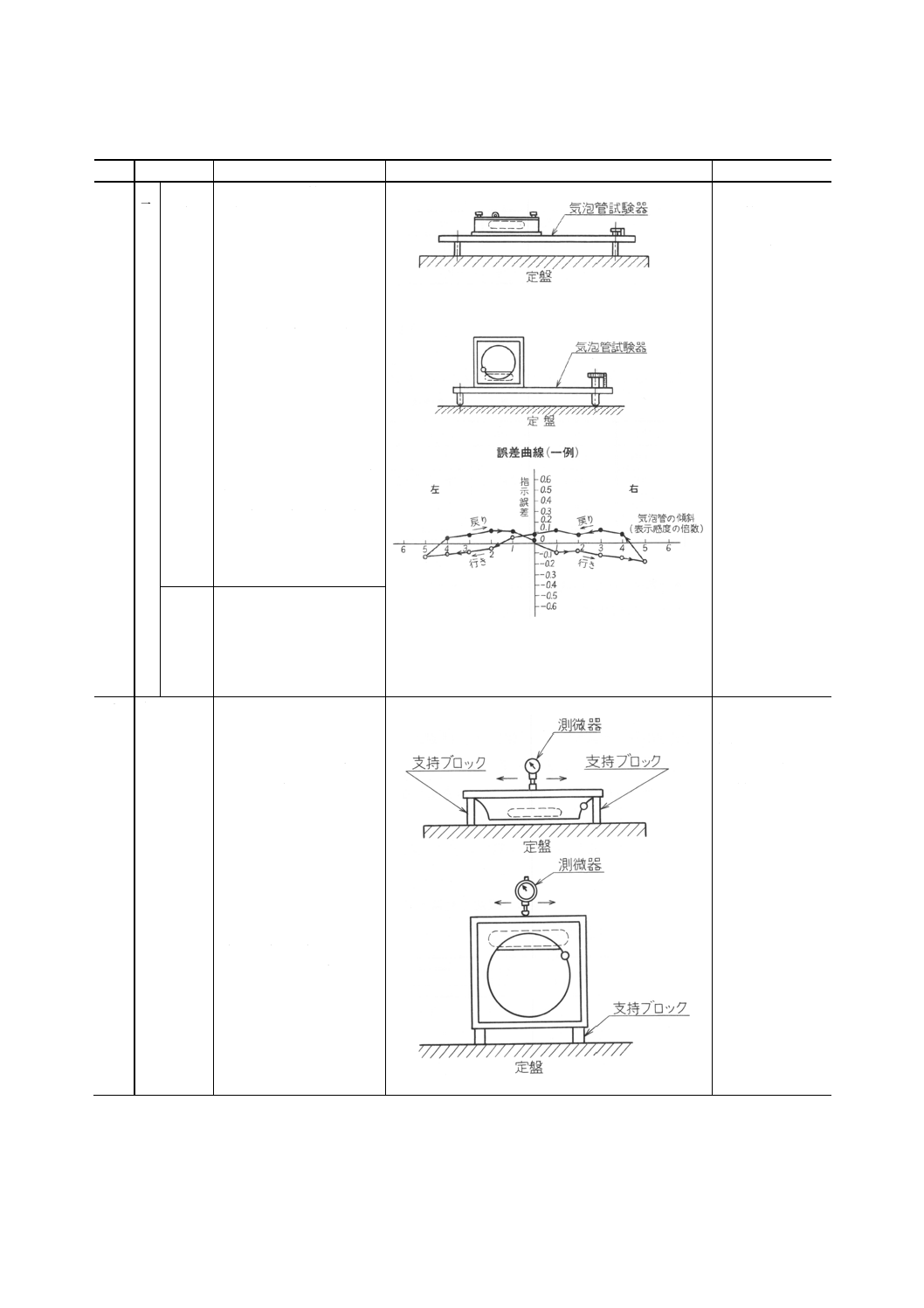
全範囲
精度
水準器を気泡管試験器の
傾斜台上に載せ,気泡の両
端を左右基準線に合わせ
る。傾斜台を水準器の表示
感度ごとに傾斜させ,各目
盛について気泡の両端の
指示誤差の平均値を求め,
これを行き指示誤差とす
る。
次に傾斜を戻しながら,
同様にして気泡の戻り指
示誤差を求める。
続いて気泡管の反対側
についても同様にして,気
泡の行き及び戻り指示誤
差を求め,右図(一例)の
ような誤差曲線を作成し,
指示誤差の最大値及び最
小値を求める。
備考1. 副気泡管のある方を左側とする。
2. 誤差の符号は,気泡が目盛線の右側にある
ときに+とする。
定盤
気泡管試験器(測
定する水準器の
感度の101の傾斜
を測定できるも
の)
隣接精
度
誤差曲線から,相隣れる目
盛の指示誤差の差の最大
値を求める。
2
底面,側面
及び上面の
平面度
定盤上に,支持ブロック又
は調整支持台を介して水
準器の測定する面を上に
して置き,その長手方向の
両端部の高さをできるだ
け同寸に調整する。
定盤を基準として,この
面上に測微器(2)の測定子
を当てて面上をくまなく
走査し,その指示値の最大
差を求める。
なお,測定する面がきさ
げ仕上げの場合には,小さ
な平行平面板を介して測
定子を当てる。
精密定盤(JIS B
7513に規定する0
級)
測微器(2)(目量又
は最小表示量
1μm以下,器差
0.5μm以下)
支持ブロック又
は調整支持台
5
B 7510-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
項目
測定方法
説明図
測定用具
3
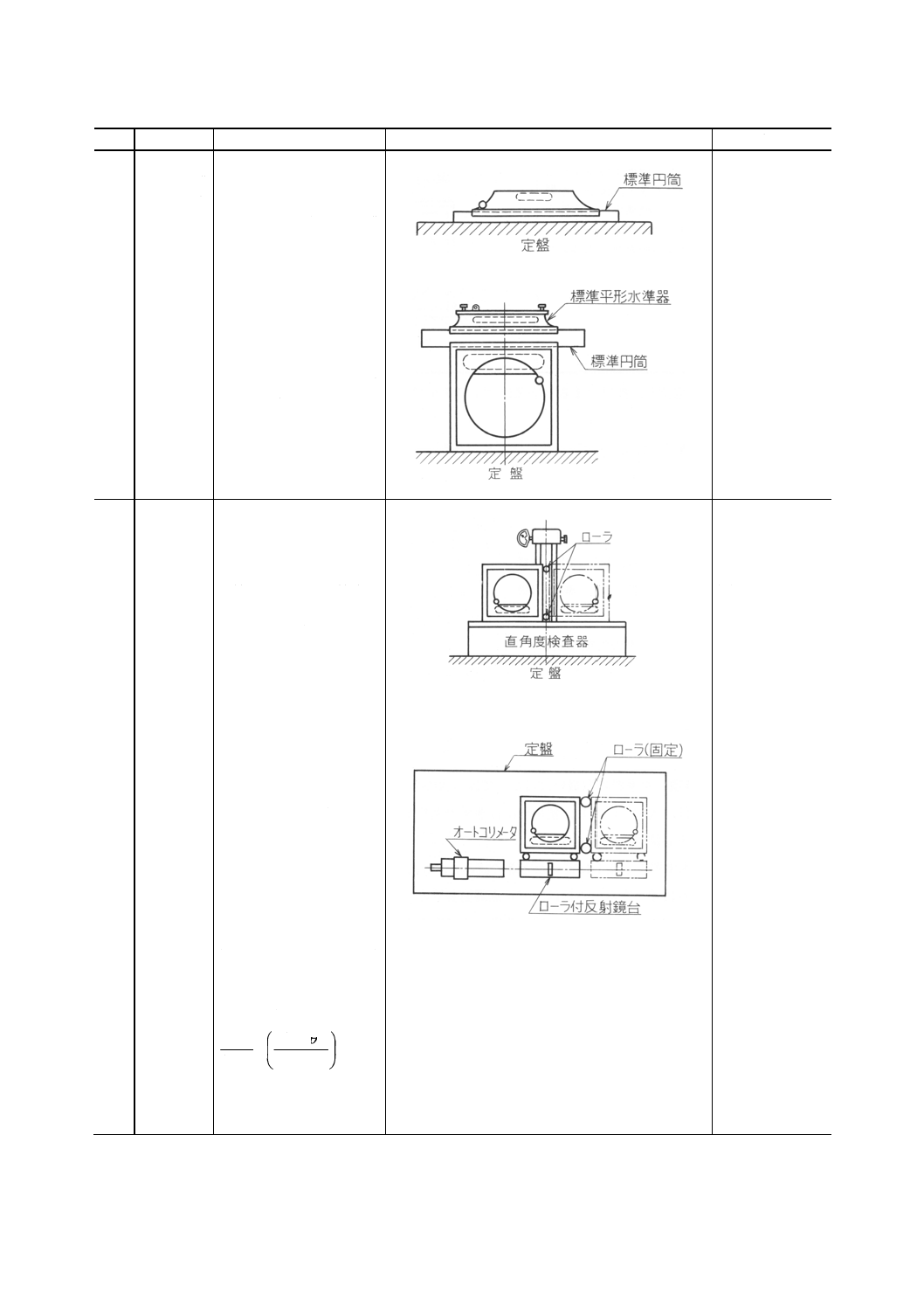
V溝をもつ
平面とV溝
とがなす角
度
平形水準器では,定盤上の
標準円筒に水準器のV溝
を載せ,また,角形水準器
では,その水準器のV溝
に標準円筒を置き,その上
に標準平形水準器を載せ
る。
そのときのそれぞれの水
準器の読みと,標準円筒を
除いて直接それぞれの水
準器を定盤上又は角形水
準器上に置いたときの読
みの差を求める。
精密定盤(JIS B
7513に規定する0
級)
標準円筒(両端直
度径差が1mにつ
き0.005mm以下)
標準平形水準器
(測定する水準
器と同じ感度の
もの)
4
底面と側面
との直角度
直角度検査器の2個のロ
ーラの一方の側に水準器
の側面を接したときと,ロ
ーラの他の側に同じ側面
を接したときとの検査器
の読みの差から,1m当た
りの直角度を算出する。他
の側面についても同様に
して求める。ただし,ロー
ラの接触位置は,側面の両
端からそれぞれ10mmと
する。
又は,
水準器を定盤上に平らに
置き,定盤上に固定された
直径の等しい2個のロー
ラにその側面の一辺を当
て,底面にローラ付反射鏡
台の2個のローラを当て
たときのオートコリメー
タの読みθ1秒を求める。
次に,水準器を反転して定
盤のローラの反対側に移
して同様の測定を行い,読
みθ2秒を求め,次の式から
直角度を算出する。
mm
×
2
|
|
000
1
5
1
2θ
θ−
ただし,ローラの接触位置
は,側面の両端からそれぞ
れ10mmとする。
直角度検査器
又は
精密定盤(JIS B
7513に規定する0
級)
等径のローラ
オートコリメー
タ(JIS B 7538に
規定する目量
1μm又は1秒角以
下)
6
B 7510-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
項目
測定方法
説明図
測定用具
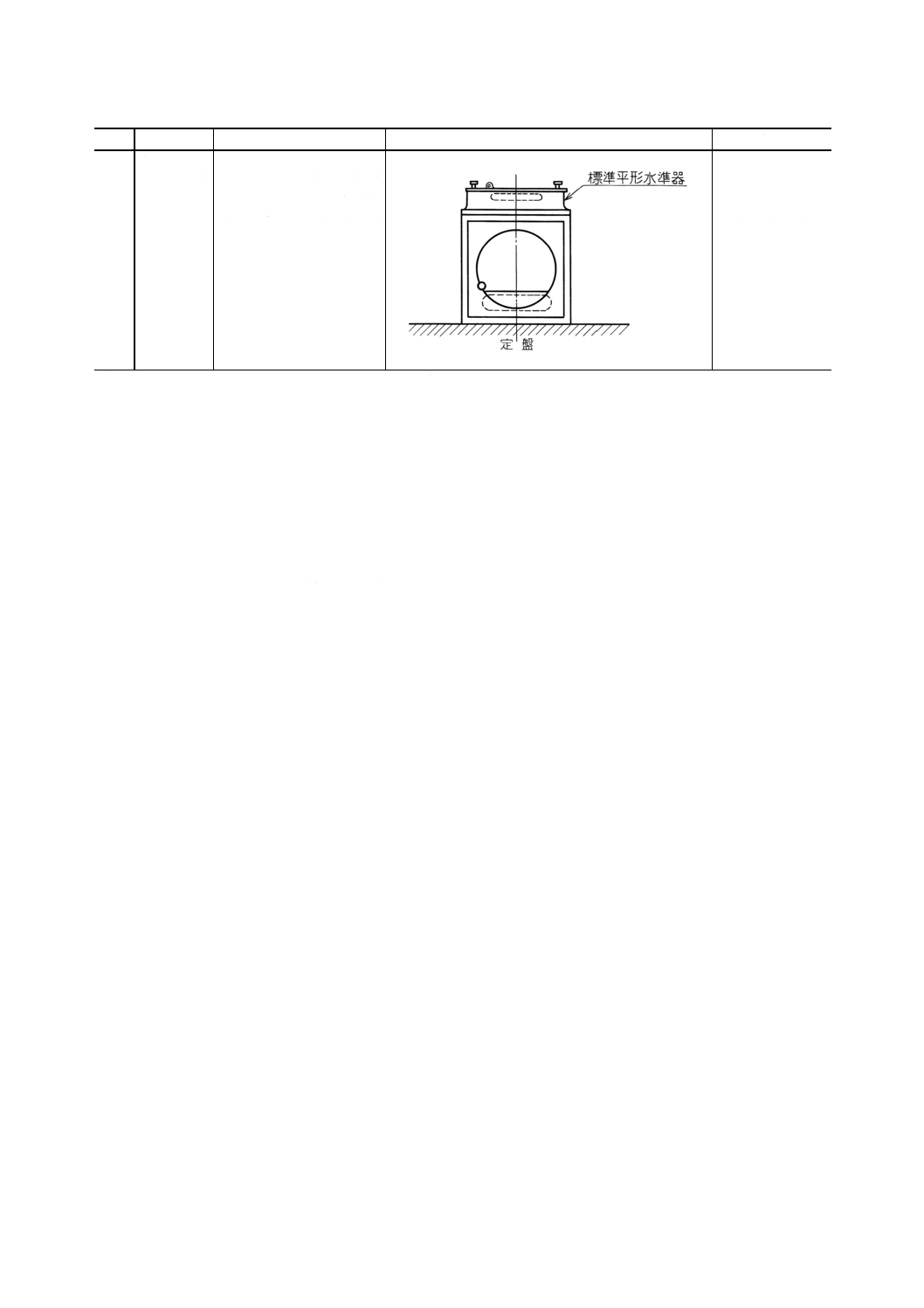
5
底面と上面
とがなす角
度
定盤上に置いた角形水準
器の上面に標準平形水準
器を置いたときと,角形水
準器を除き,標準平形水準
器を定盤上に直接置いた
ときとの標準平形水準器
の読みの差を求める。
精密定盤(JIS B
7513に規定する0
級)
標準平形水準器
(測定する水準
器と同じ感度の
もの)
注(2) 測定子の微少な変位を,指針による目盛又はディジタルで表示する長さの精密測定器。
9. 検査 水準器の検査は,性能,形状・寸法,構造及び外観について行い,5.,6.及び7.の規定を満足し
なければならない。
10. 製品の呼び方 水準器の呼び方は,規格の名称又は規格番号,平形及び角形の別,種類(感度),呼び
及び等級による。
例1. 精密水準器 平形 1種200 A級
例2. JIS B 7510 角形 2種300 B級
11. 表示 水準器本体には,次の事項を表示する。
(1) 種類(感度)
(2) 等級
(3) 製造業者名又はその略号
12. 取扱い上の注意事項 水準器の取扱いに当たっては,次の事項に注意する。
(1) 水準器の測定面は,大切に保護し,使用前にはきずの返り及びさびがないことを確認する。
(2) 水準器の気泡の中心位置に注意する。
使用前には,水準器を定盤上に置いたときの読みと,これを180°反転したときの読みとの差がな
いことを確認する。この読みに差があるときには,ゼロ点調節装置の調整ねじで正しく調整する。
(3) 気泡の長さは温度変化に敏感である。特に測定中の温度変化による気泡の長さの変化は,直接測定誤
差となるから,水準器の持ち運びにはその断熱に注意する。
(4) 水準器によって正確な読み取りを行うためには,必ず気泡の両端の指示値の平均値を求める。
7
B 7510-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会の構成表
氏名
所属
(委員長)
羽 田 勝 彦
日本精密測定機器工業会
坂 東 一 彦
通商産業省機械情報産業局計量行政室
桐 山 和 臣
工業技術院標準部機械規格課
清 野 昭 一
財団法人機械電子検査検定協会
小 山 誠
財団法人機械振興協会技術研究所
高 内 国 土
ISO/TC3/SC3 国内対策委員会
庄 司 典 明
神奈川県工業試験所
青 木 往 男
株式会社鷺宮製作所
宮 林 光 行
株式会社彌満和製作所
森 吉 雄
ランクテーラーホブソン株式会社
山 本 武
株式会社ミツトヨ
大久保 浩 之
ソニーマグネスケール株式会社
川 口 廣
株式会社科学計器研究所
北 村 潔
株式会社大菱計器製作所
小 出 正 行
株式会社富士精密計器製作所
池 方 幸 三
株式会社理研計測器製作所
河 野 芳 雄
株式会社藤田製作所
(事務局)
市 川 忠 治
日本精密測定機器工業会