B 7507:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 設計仕様(設計特性) ······································································································· 2
4.1 一般 ···························································································································· 2
4.2 主要部の名称 ················································································································ 2
4.3 寸法 ···························································································································· 4
4.4 表示方式 ······················································································································ 5
4.5 測定面 ························································································································· 8
4.6 構造及び機能 ················································································································ 8
4.7 硬さ ···························································································································· 8
5 計測特性及び性能 ············································································································· 8
5.1 一般 ···························································································································· 8
5.2 スライダの固定 ············································································································· 9
5.3 指示値の最大許容誤差(MPE) ························································································ 9
6 製品文書における表示 ······································································································ 12
7 仕様への適合の検証 ········································································································· 12
7.1 一般 ··························································································································· 12
7.2 計測特性及び性能の校正のための標準器············································································ 12
7.3 標準温度 ····················································································································· 12
8 検査······························································································································ 12
9 表示······························································································································ 13
附属書A(参考)使用上の注意 ······························································································ 14
附属書B(参考)設計仕様(設計特性),計測特性及び性能の仕様表示例 ······································· 15
附属書C(参考)GPSマトリックスとの関係 ············································································ 16
附属書JA(参考)製品文書における表示 ················································································· 18
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 19
B 7507:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本精密測定機器
工業会(JMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正
すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 7507:1993は改正され,この規格に置き換えられた。
なお,平成29年8月21日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS B 7507:1993によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7507:2016
ノギス
Vernier, dial and digital callipers
序文
この規格は,2011年に第1版として発行されたISO 13385-1を基とし,製造及び使用の実状に見合う合
理性を備えた規格とするため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
この規格は,製品の幾何特性仕様(GPS)の一つで,GPS基本規格に属し(ISO/TR 14638:1995参照),
寸法規格チェーンのリンク番号5に関係する。この規格と他のGPS規格との関連についての詳細を,附属
書Cに示す。
1
適用範囲
この規格は,バーニヤ目盛又はダイヤル目盛を備えたアナログ表示のノギス,及びデジタル表示のノギ
スについて規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 13385-1:2011,Geometrical product specifications (GPS)−Dimensional measuring equipment−
Part 1: Callipers; Design and metrological characteristics(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0641-1 製品の幾何特性仕様(GPS)−製品及び測定装置の測定による検査−第1部:仕様に対
する合否判定基準
注記 対応国際規格:ISO 14253-1,Geometrical product specifications (GPS)−Inspection by
measurement of workpieces and measuring equipment−Part 1: Decision rules for proving
conformity or nonconformity with specifications
JIS B 0642 製品の幾何特性仕様(GPS)−測定器の一般的な概念及び要求事項
注記 対応国際規格:ISO 14978,Geometrical product specifications (GPS)−General concepts and
requirements for GPS measuring equipment(MOD)
JIS B 0680 製品の幾何特性仕様(GPS)−製品の幾何特性仕様及び検証に用いる標準温度
JIS B 7506 ブロックゲージ
2
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS C 0920 電気機械器具の外郭による保護等級(IPコード)
注記 対応国際規格:IEC 60529,Degrees of protection provided by enclosures (IP Code)(IDT)
JIS Z 8103 計測用語
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0641-1,JIS B 0642及びJIS Z 8103によるほか,次による。
3.1
ノギス(calliper)
本尺上の測定目盛に沿って動くスライダの移動量を基準として,内側又は外側の寸法量評価を与える測
定器。
なお,本尺は固定ジョウをもち,スライダは測定ジョウをもつ。
注記1 本尺端部の深さ用測定面及びデプスバーを備えたノギスは,深さ測定にも使用できる。
注記2 指示値の表示は,アナログ(バーニヤ目盛又はダイヤル目盛)表示又はデジタル表示がある。
デジタルデータの出力に関しては,4.4.3に示す。
3.2
測定面接触(measuring face contact)
測定面と測定対象物との接触。
3.2.1
全測定面接触(full measuring face contact)
測定面の全面と測定対象物との接触。
3.2.2
部分測定面接触(partial measuring face contact)
測定面の一部と測定対象物との接触。
3.2.3
測定面線接触(measuring face line contact)
測定面におけるジョウの長さ方向と垂直な線と測定対象物との接触。
注記 測定面又は測定対象物の形状偏差は,測定面接触の定義に含まない。
3.3
指示誤差(error of indication)
ノギスの指示値から対応する入力量としての真の値を差し引いた値。
注記 真の値は,決定できないため,実際には取決めによる真の値を用いる。
4
設計仕様(設計特性)
4.1
一般
ノギスの一般的な設計仕様(設計特性)は,製造業者(又は供給業者)が別に指定する場合を除き,こ
の規格の要求に従わなければならない。
注記 使用者に情報を提供する場合の仕様表示例を,附属書Bに示す。
4.2
主要部の名称
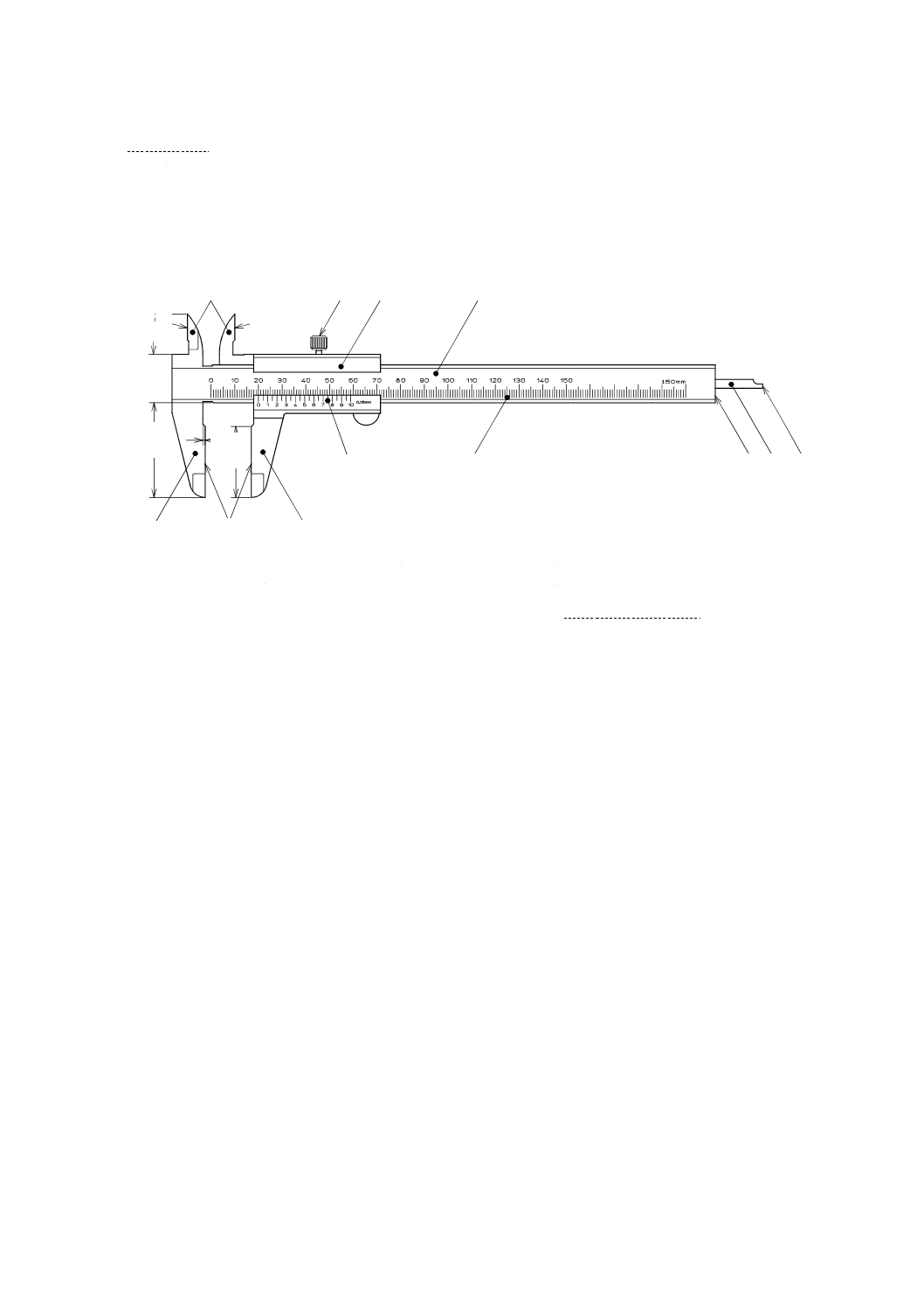
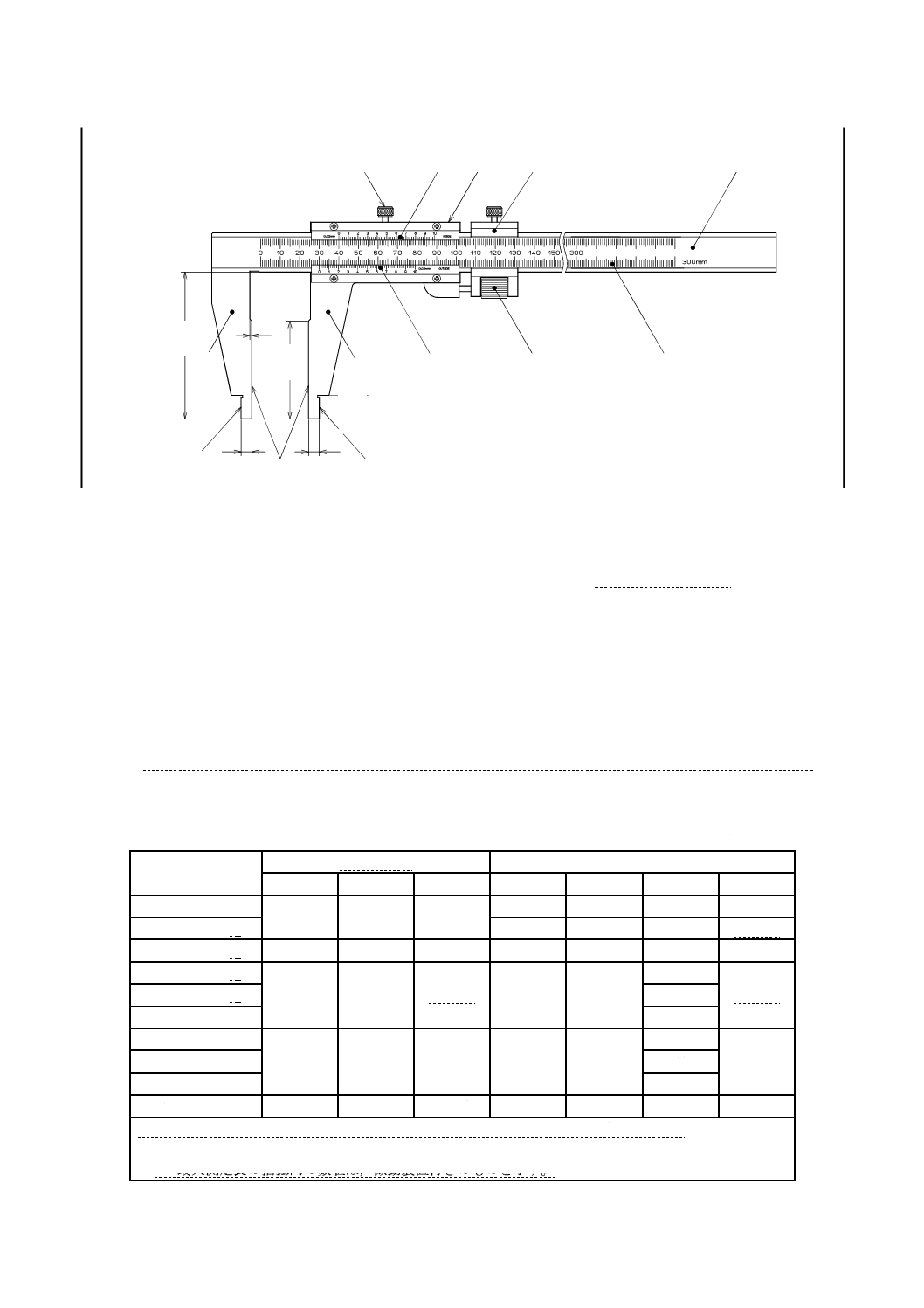
ノギスは,次のM形ノギス及びCM形ノギスとし,主要部の名称は,図1及び図2による。
なお,図は単に主要部の名称を示すものであって,設計の詳細を示すものではない。
3
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) M形ノギス 外側用ジョウと独立した内側用ジョウとをもつ構造で,微動装置付きのものもある。最
大測定長300 mm以下のものには,深さ測定用のデプスバーを備えたものもある。
b) CM形ノギス 同一のジョウに外側用測定面及び内側用測定面をもつ構造で,微動装置付きのものも
ある。
1 本尺
7 デプスバー
la 外側用ジョウの長さ
2 スライダ
8 深さ用測定面
lb 内側用ジョウの長さ
3 外側用ジョウ
9 バーニヤ目盛
ld 外側用測定面の長さ
4 内側用ジョウ
10 本尺目盛
lu 逃げ溝深さ
5 外側用測定面
11 止めねじ
6 内側用測定面
図1−M形ノギス
l
a
l
b
l
d
lu
7 8
8
10
1
2
11
6
4
9
3
3
5
6
4
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 本尺
6 微動クランプ
la ジョウの長さ
2 スライダ
7 止めねじ
lb 内側用測定面の長さ
3 ジョウ
8 微動装置
(逃げ溝込み)
4 外側用測定面
9 バーニヤ目盛
lc 測定面の厚さ
5 内側用測定面
10 本尺目盛
ld 外側用測定面の長さ
lu 逃げ溝深さ
図2−CM形ノギス
4.3
寸法
寸法は,次による。
a) ノギスの構成部品の寸法は,通常,表1による。
なお,微動装置付きのものでは,その微動装置の長さの分,最大測定長が小さくなってもよい。
表1−ノギスの寸法
単位 mm
最大測定長a)
M形ノギス
CM形ノギス
la
lb
ld
la
lb
lc
ld
100
40以下
20以下
20以上
−
−
5
−
150 (130) b)
50以下
10以上
5
30以上
200 (180) b)
50以下
25以下
30以上
60以下
15以上
5
40以上
250 (230) b)
65以下
30以下
40以上
75以下
20以上
5
50以上
300 (280) b)
5又は10
400
5又は10
450
95以下
40以下
50以上
105以下
25以上
5又は10
60以上
500
10
600
10又は20
1 000
130以下
60以下
80以上
140以下
30以上
10又は20
90以上
この表以外の最大測定長を適用する場合の各部の寸法は,受渡当事者間の協定による。
注a) 最大測定長は,外側測定の寸法を示す。
b) 最大測定長の括弧内の数値は,微動装置付きのものを示す。
l
a
l
b
l
d
lc
lc
lu
1
2
6
7
9
8
9
10
3
4
3
5
5
5
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 逃げ溝深さluは,可能な限り小さくすることが望ましい。
c) CM形ノギスの内側用測定面の形状は,測定面の厚さlcを超えない半径をもつ円など,内側を正確に
測定できる形状であることが望ましい。
d) デプスバーの断面寸法は,1.2 mm×3 mm以上,又はφ1.5 mm以上であることが望ましい。
e) 表示の個別の寸法は,4.4による。
4.4
表示方式
4.4.1
一般
ノギスの表示は,バーニヤ目盛又はダイヤル目盛を備えたアナログ表示,又はデジタル表示とする。
アナログ表示のノギスは,目量又は最小読取値,及びその単位を表示しなければならない。
デジタル表示のノギスは,表示値の単位を表示しなければならない。
4.4.2
アナログ表示
4.4.2.1
一般
バーニヤ目盛を備えたノギスの場合,本尺目盛の目幅は1 mmとする。本尺目盛はノギスの最大測定長
より,少なくともバーニヤ目盛の長さ一つ分長い範囲まで,目盛がなければならない。
ダイヤル目盛を備えたノギスの場合,本尺目盛の目幅は1 mm又は2 mmとすることが望ましい。
4.4.2.2
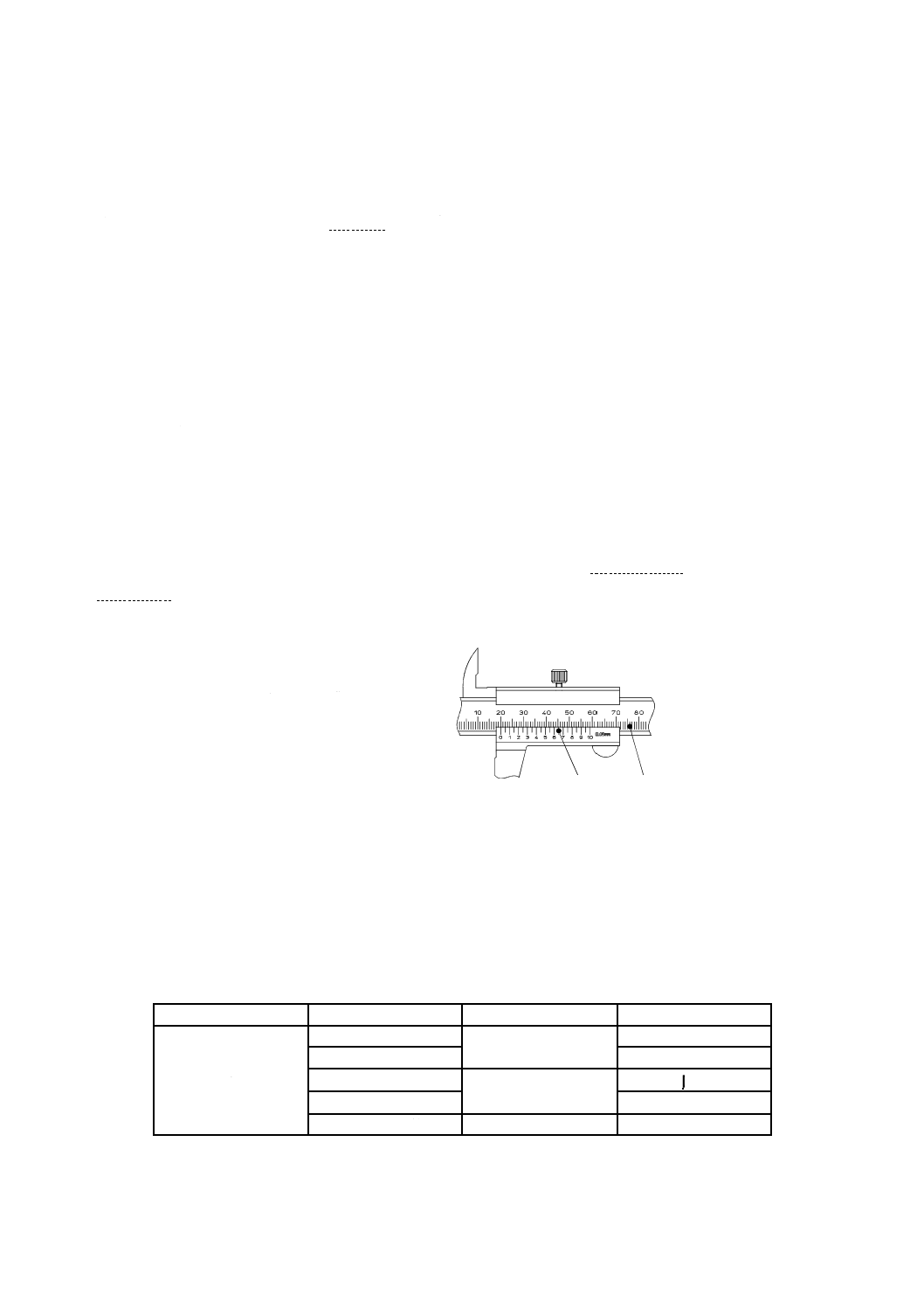
バーニヤ目盛及び本尺目盛
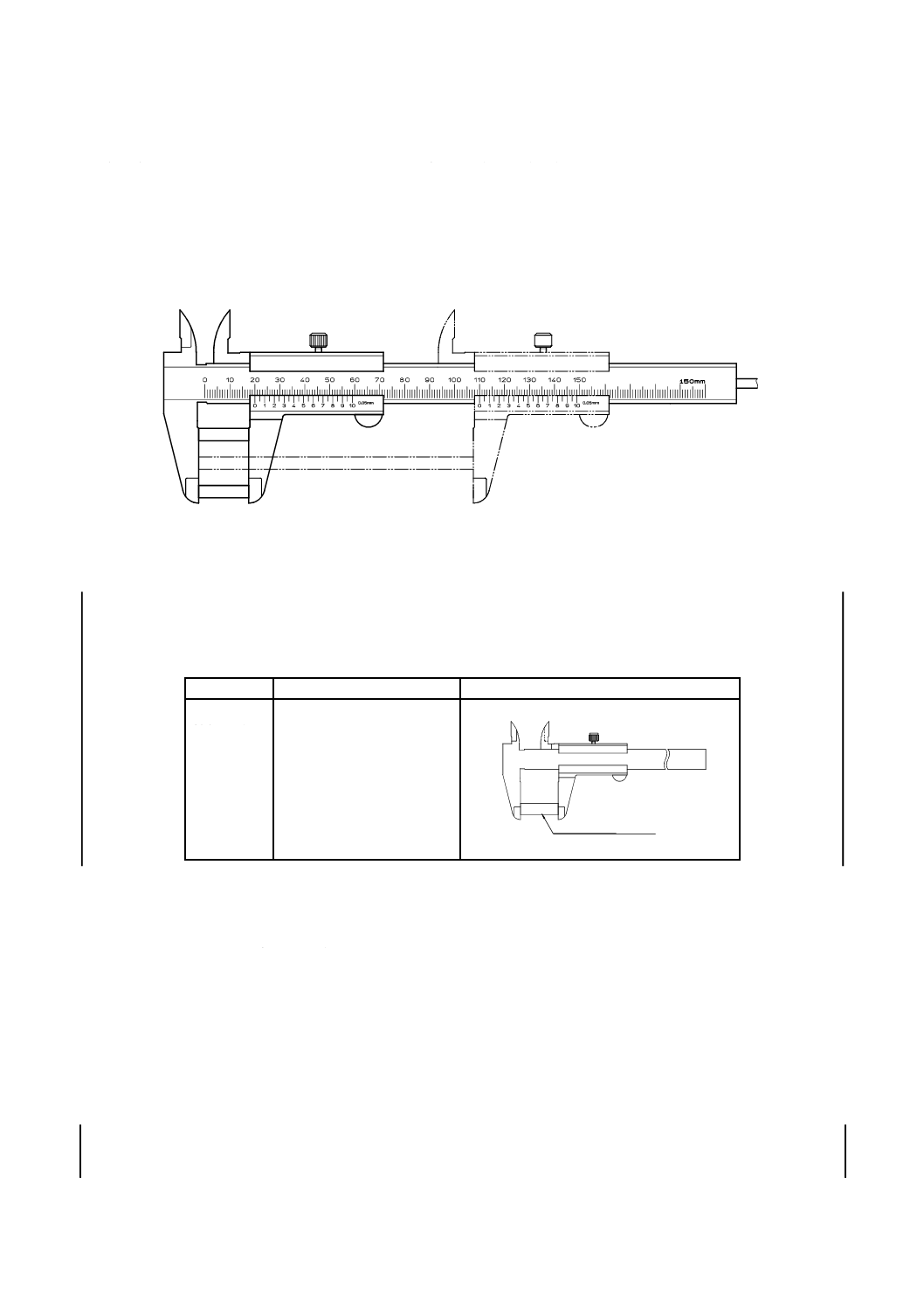
バーニヤ目盛を備えたアナログ表示の最小読取値は,0.1 mm,0.05 mm又は0.02 mmとする。例を,図
3に示す。
図3−バーニヤ目盛を備えたアナログ表示の例
4.4.2.3
バーニヤ目盛の設計
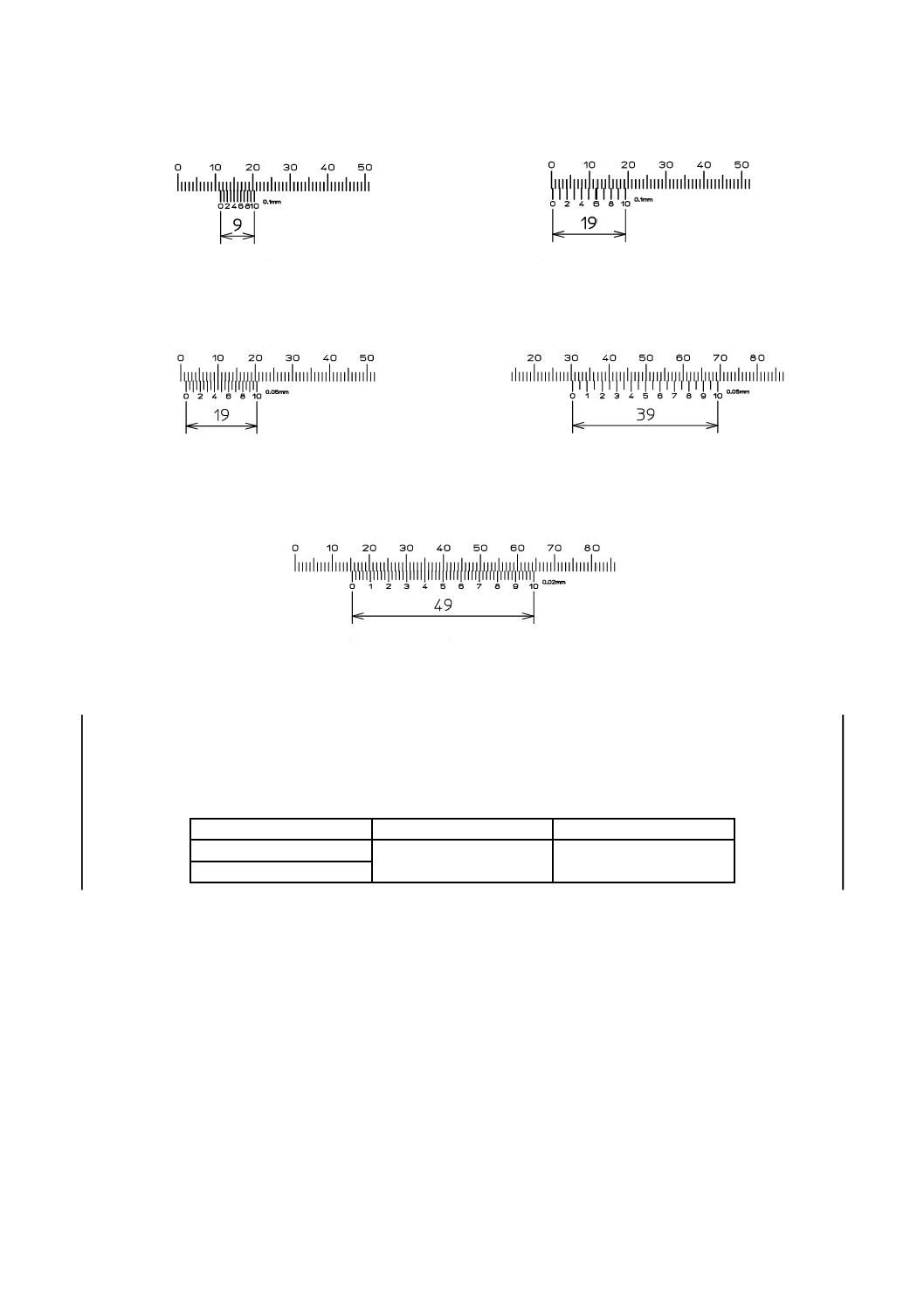
バーニヤ目盛の目盛形式は,表2による。
表2−バーニヤ目盛の目盛形式
単位 mm
本尺の目量
目盛形式
最小読取値
説明図
1
9 mmを10等分
0.1
図4
19 mmを10等分
図5
19 mmを20等分
0.05
図6
39 mmを20等分
図7
49 mmを50等分
0.02
図8
1 本尺目盛
2 バーニヤ目盛
注記 この図の読取値は,20.00 mm。
1
2
6
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 この図の読取値は,11.4 mm。
注記 この図の読取値は,0.3 mm。
図4−9 mmを10等分
図5−19 mmを10等分
注記 この図の読取値は,1.45 mm。
注記 この図の読取値は,30.35 mm。
図6−19 mmを20等分
図7−39 mmを20等分
注記 この図の読取値は,15.40 mm。
図8−49 mmを50等分
バーニヤ目盛を備えたノギスの目盛線の太さは,特に指定がない限り,表3による。
表3−バーニヤ目盛を備えたノギスの目盛線の太さ
単位 mm
項目
太さ
太さむら
本尺目盛線
0.08〜0.20
0.03以下
バーニヤ目盛線
4.4.2.4
バーニヤ目盛の目盛面
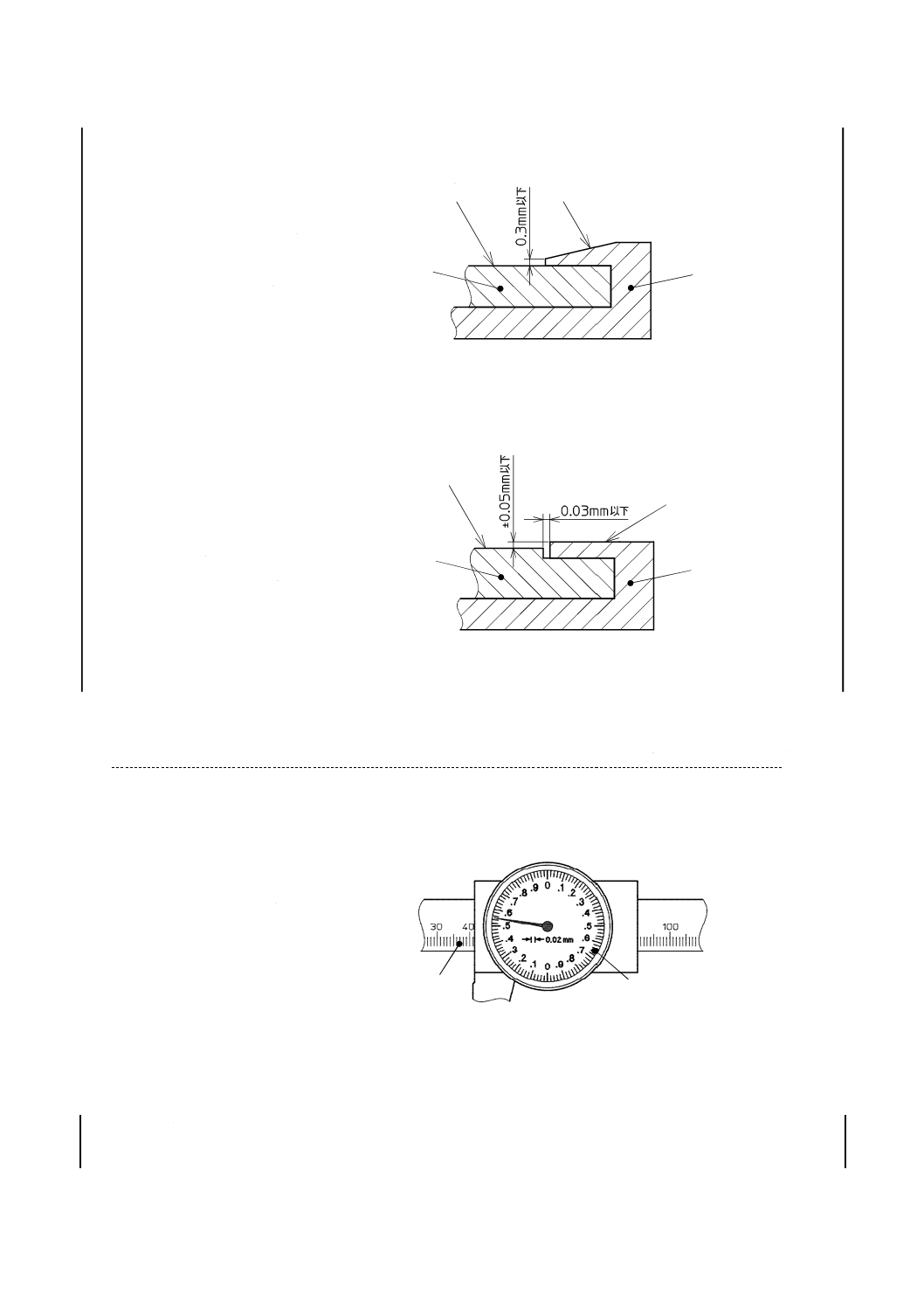
本尺目盛面とバーニヤ目盛面との段差及び隙間の寸法は,図9及び図10による。
7
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図9−傾斜したバーニヤ目盛を備えたスライダ
図10−平面のバーニヤ目盛を備えたスライダ
4.4.2.5
ダイヤル目盛及び本尺目盛
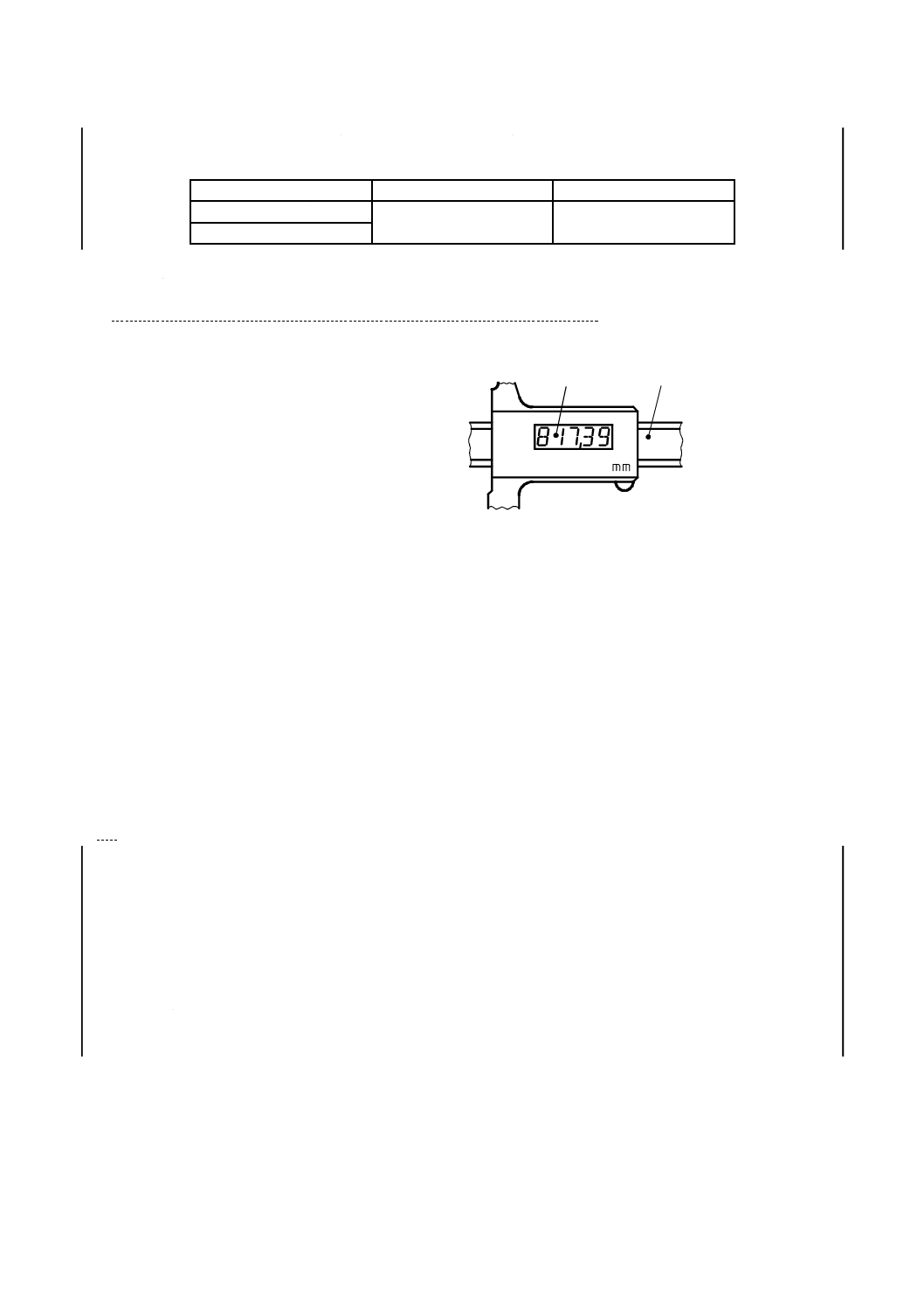
ダイヤル目盛を備えたアナログ表示の目量は,0.1 mm,0.05 mm,0.02 mm又は0.01 mmとする。本尺目
盛は本尺に表示し,ダイヤル目盛はスライダに配置する。ダイヤル目盛には,目量及びその単位を記載し
なければならない。例を,図11に示す。
注記 この図の読取値は,41.55 mm。
図11−ダイヤル目盛を備えたアナログ表示の例
4.4.2.6
ダイヤル目盛の設計
ダイヤル目盛を備えたノギスの目盛線の太さは,特に指定がない限り,表4による。
1 本尺目盛
2 バーニヤ目盛
3 本尺
4 スライダ
1
2
3
4
1 本尺目盛
2 バーニヤ目盛
3 本尺
4 スライダ
1
2
3
4
1 本尺目盛
2 ダイヤル目盛
1
2
8
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−ダイヤル目盛を備えたノギスの目盛線の太さ
単位 mm
項目
太さ
太さむら
本尺目盛線
0.10〜0.30
0.03以下
ダイヤル目盛線
4.4.3
デジタル表示
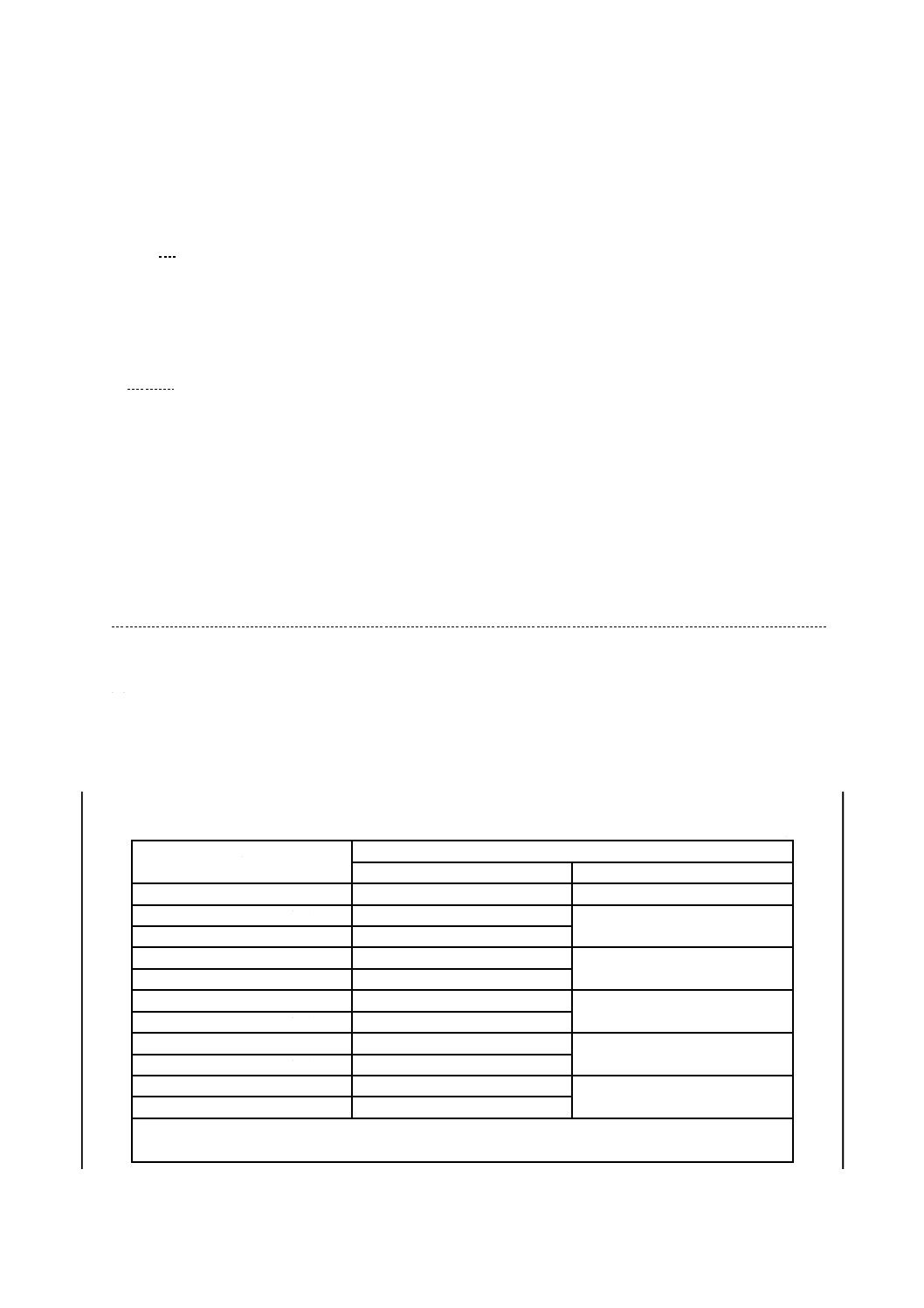
デジタル表示の最小表示量は,0.01 mmとする。例を,図12に示す。
図12−デジタル表示の例
指示値を測定データとして出力する機能をもつ場合は,そのデータ出力プロトコル(インタフェース)
について,製品文書などに詳しく記載する。また,デジタル表示のノギスは,高速でのスライダ移動によ
って誤った指示値を示すおそれがある場合,又は電源電圧が低下した場合,エラーメッセージなどの異常
を表示する機能を備えていなければならない。
4.4.4
デジタル表示の使用環境に対する保護
デジタル表示のノギスについて,防じん(塵)・防水を保証する場合,与えられている保護等級(JIS C 0920
に従ったIPコード)を製品,カタログなどに明示しなければならない。
4.5
測定面
測定面は,耐摩耗性があり,かつ,薄刃のように鋭利であってはならない。また,測定面の表面粗さは,
Ra 0.4以上とする。
4.6
構造及び機能
本尺の外側用ジョウとスライダの外側用ジョウとの平面部での段違いは,実用上差し支えがない程度と
する。また,スライダは作動範囲全域にわたって滑らかで,かつ,緩みがなく作動し,有害な遊びがあっ
てはならない。
4.7
硬さ
ノギスの測定面の硬さは,ステンレス鋼の場合は550 HV以上又は52 HRC以上とし,その他の材料では
700 HV以上又は60 HRC以上とする。
なお,測定箇所は,測定面又は測定面から2 mm以内の箇所とする。
5
計測特性及び性能
5.1
一般
バーニヤ目盛を備えたノギスは,固定された基点をもたなければならない。デジタル表示のノギスは,
1 電子式本尺目盛
2 デジタル液晶
1
2
9
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定範囲内の任意の位置で基点合わせができるものとする。また,ダイヤル目盛を備えたノギスは,ダイ
ヤルの範囲内で基点合わせができるものとする。
この規格で規定するノギスの計測特性及び性能は,基点合わせを外側用測定面が互いに接触した状態で
行う場合にだけ適用する。ノギスの計測特性及び性能は,適切な機器及び不確かさが明確な標準器,例え
ば,JIS B 7506に規定するブロックゲージ,ステップブロック,リングゲージなどを用いて測定すること
ができる。測定は,測定範囲内全域のノギスの計測特性及び性能を評価できるものでなければならない。
注記1 真直度,測定面の平面度及び平行度に対する要求事項は,それぞれ単独では規定しないが,
これらは指示誤差に含まれる。
注記2 使用上の注意を,附属書Aに示す。
注記3 使用者に情報を提供する場合の仕様表示例を,附属書Bに示す。
5.2
スライダの固定
スライダを止めねじなどによって固定する場合,指示値は次の条件を満たさなければならない。
− アナログ表示のノギスの場合,指示値は変化しない。
− デジタル表示のノギスの場合,指示値の変化は2デジタルステップを超えてはならない。
5.3
指示値の最大許容誤差(MPE)
5.3.1
一般
指示誤差の特性は,5.1に示した基点合わせに基づく任意の指示値に適用する。
指示誤差の許容値は,最大許容誤差(MPE)によって制限される。
なお,部分測定面接触誤差(5.3.2)及びスケールシフト誤差(5.3.4)は必ず適用するが,それ以外の項
目は,製造業者(又は供給業者)が設計仕様(設計特性)から,必要と判断した項目にだけ適用する。
注記 指示誤差の特性の記号及びそれに対応する表示を,附属書JAに示す。
5.3.2
部分測定面接触誤差E(最大許容誤差EMPE)
部分測定面接触誤差は,部分測定面接触(3.2.2)の場合の指示誤差とし,外側測定に適用する。
部分測定面接触による指示値の最大許容誤差EMPEは,表5による。
表5−部分測定面接触による指示値の最大許容誤差EMPE
単位 mm
測定長
目量,最小表示量又は最小読取値
0.1又は0.05
0.02又は0.01
50以下
±0.05
±0.02
50を超え
100以下
±0.06
±0.03
100を超え
200以下
±0.07
200を超え
300以下
±0.08
±0.04
300を超え
400以下
±0.09
400を超え
500以下
±0.10
±0.05
500を超え
600以下
±0.11
600を超え
700以下
±0.12
±0.06
700を超え
800以下
±0.13
800を超え
900以下
±0.14
±0.07
900を超え 1 000以下
±0.15
この表以外の測定長をもつノギスのEMPEは,受渡当事者間の協定による。
注記 EMPEは,真直度,測定面の平面度及び平行度によって生じる測定誤差を含む。
10
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
部分測定面接触誤差は,測定範囲内の任意の位置の,ジョウに沿った異なる位置で,例えば,ブロック
ゲージなどの小さな面をもつ標準器を用いて測定する(図13参照)。
注記1 部分測定面接触誤差は,例えば,外側用ジョウの測定位置,測定範囲(本尺のたわみ),スラ
イダと本尺との隙間,ジョウの長さなどのノギスの測定条件の影響を受ける。
注記2 目盛誤差だけでなく,ジョウの測定面の平行度及び形状偏差も含まれる。
図13−部分測定面接触誤差の測定
部分測定面接触誤差の測定方法は,表6による。
表6−ノギスの部分測定面接触誤差の測定方法
項目
測定方法
図
部分測定面
接触誤差
外側用測定面に規定するブ
ロックゲージ又はそれと同
等以上のゲージ類を挟み,
測定面の先端側で測定し,
ノギスの指示値からゲージ
の寸法を減じて求める。
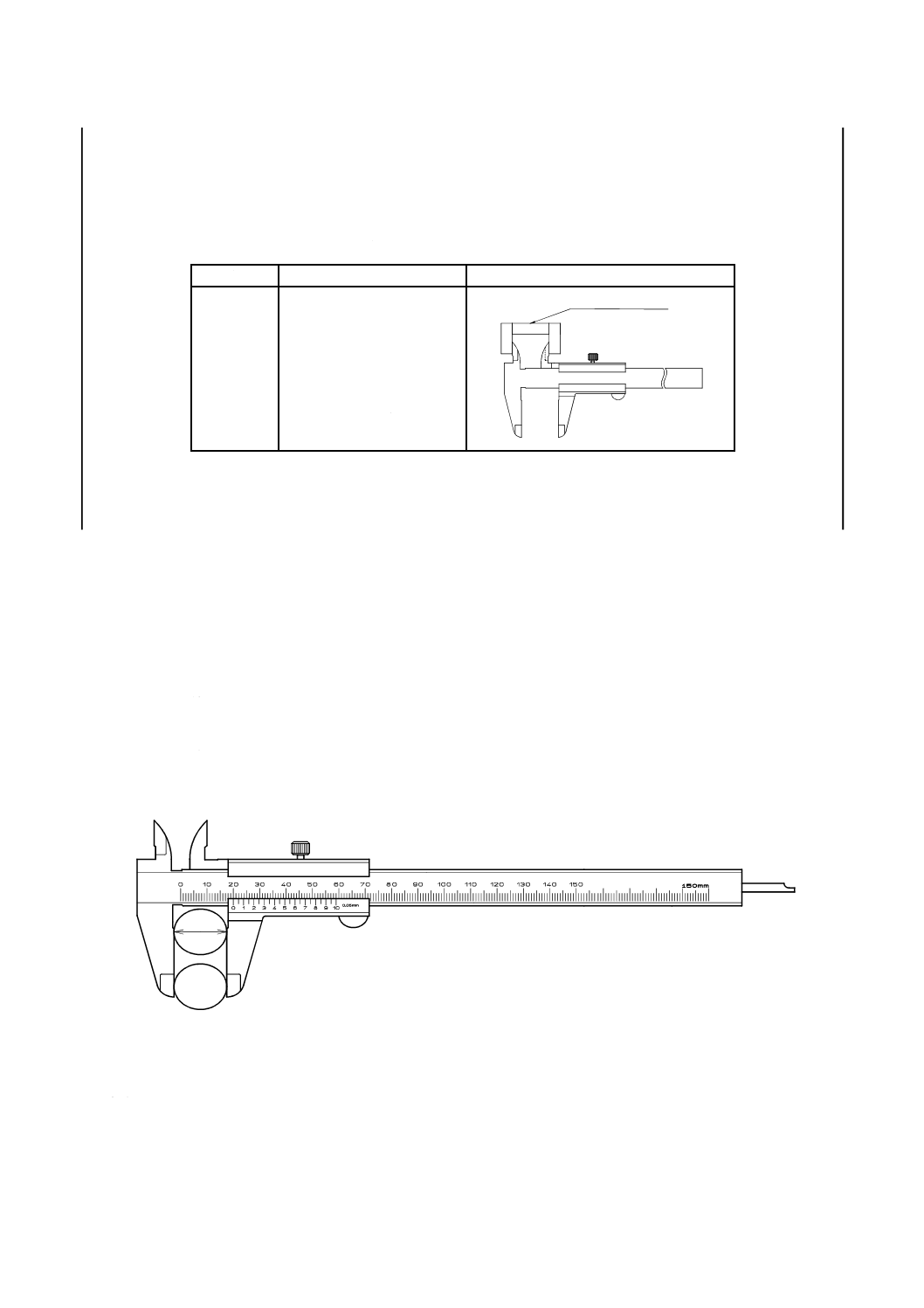
5.3.3
部分測定面接触誤差の繰返し精密度R(最大許容誤差RMPE)
部分測定面接触誤差の繰返し精密度は,同一の測定条件下で,ジョウの任意の位置で行われる,同一の
測定量の連続した測定結果の一致の精密さとする。
部分測定面接触誤差の繰返し精密度は,ジョウの測定面の任意の位置で,任意の寸法(測定範囲内の位
置)に対して,例えば,ブロックゲージなどの標準器を用いて測定する。
注記 製造業者は,使用者からの要求によって,繰返し精密度の詳細を提供する場合がある。
5.3.4
スケールシフト誤差S(最大許容誤差SMPE)
スケールシフト誤差は,全測定面接触(3.2.1)で,内側測定,深さ測定などの外側用測定面以外の測定
面が使用されている場合の指示誤差とする。
最大許容誤差は,次のとおりとする。
− 内側測定の最大許容誤差は,表5と同値とする。
ブロックゲージ
11
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 深さ測定の最大許容誤差は,表5に0.02 mm加算した値とする。
内側測定の指示誤差は,測定範囲内の任意の位置で,例えば,ブロックゲージなどの標準器を用いて測
定する。内側測定の指示誤差の測定方法は,表7による。
表7−ノギスの内側測定の指示誤差の測定方法
項目
測定方法
図
内側測定の
指示誤差
ブロックゲージ及びその附
属品又はそれらと同等以上
の装置を用いて,内側寸法
を内側用測定面で測定し,
ノギスの指示値からブロッ
クゲージの寸法,又は装置
の示す数値を減じて求め
る。
深さ測定の指示誤差は,基点のずれによって測定してもよい。このとき,基点のずれは0.02 mm以下と
する。
5.3.5
線接触誤差L(最大許容誤差LMPE)
線接触誤差は,測定面線接触(3.2.3)の場合の指示誤差とし,外側測定に適用する。
線接触誤差は,外側用測定面の隙間でも検証することができ,このときの許容値は,隙間を光にかざし
て見たときに,光の回折による干渉色が認められる程度(5 μm以下)が望ましい。
線接触誤差は,ジョウの面に垂直に,ジョウに沿った任意の位置で,例えば,小さな直径(約10 mm)
の円筒測定ピンなどを用いて測定する(図14参照)。
注記1 線接触誤差は,長期間使用したノギスに対して特に重要である。
注記2 線接触誤差の測定は,長期間使用したノギスの測定面の摩耗の検出に有効な方法である。
注記3 線接触誤差の測定は,測定範囲内の2か所以上で行う必要はない。
図14−線接触誤差の測定
5.3.6
全測定面接触誤差J(最大許容誤差JMPE)
全測定面接触誤差は,全測定面接触(3.2.1)の場合の指示誤差とする。
全測定面接触誤差は,ジョウの測定面全体を覆うような,例えば,ブロックゲージなどの標準器を用い
ブロックゲージ
a
12
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
て測定する。
注記 全測定面接触誤差の測定は,測定範囲内の2か所以上で行う必要はない。
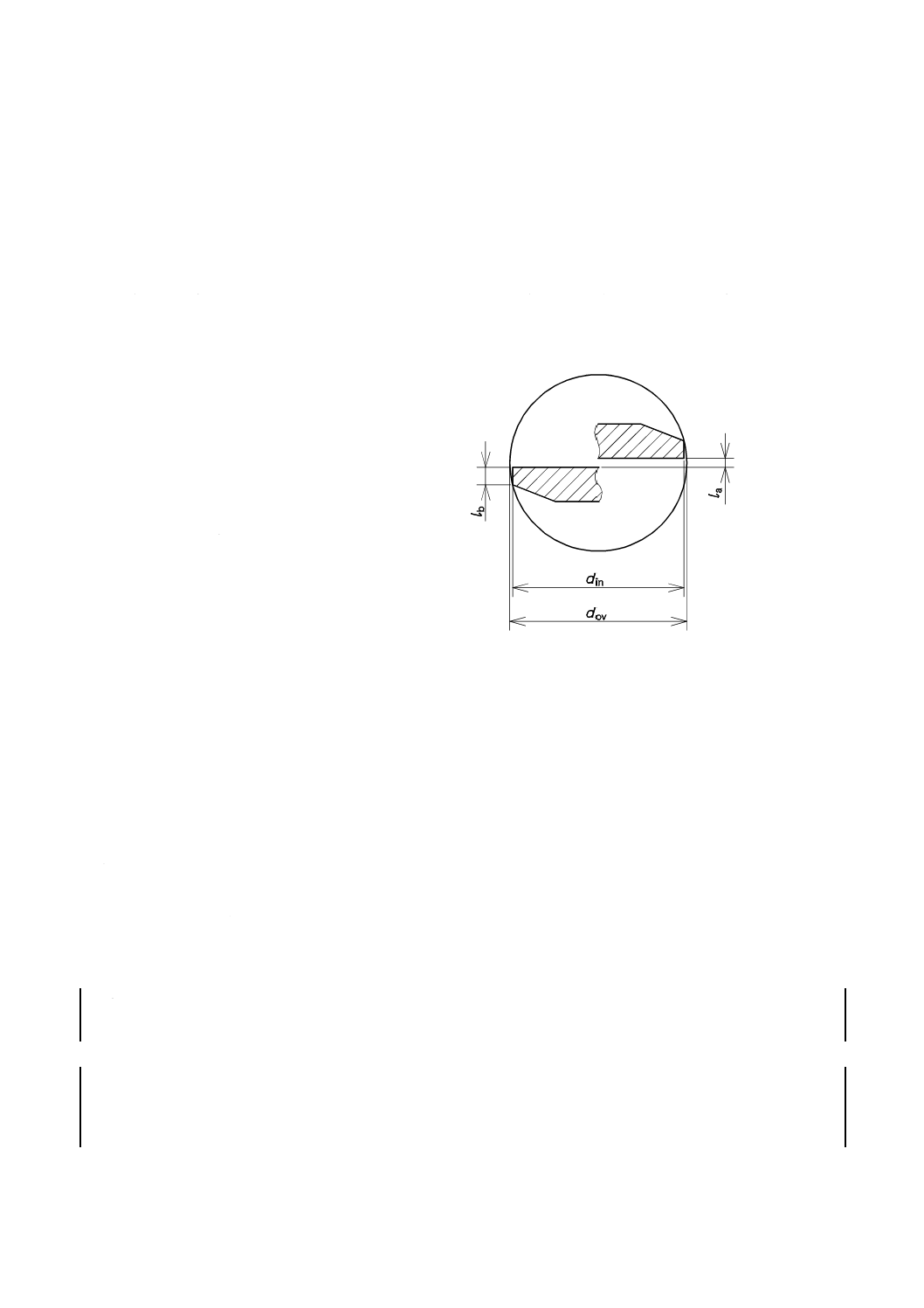
5.3.7
M形内側用ジョウの間隔による誤差K(最大許容誤差KMPE)
M形内側用ジョウの間隔による誤差は,M形ノギスの小穴測定が,ジョウの長さ方向に垂直に行われて
いる場合の指示誤差とする。
M形内側用ジョウの間隔による誤差は,5 mm以下のリングゲージを用いて測定する(製造業者又は供
給業者は,測定で使用したリングゲージの直径を示さなければならない。)。この誤差は,内側用ジョウの
隙間及び内側用測定面の厚さの影響を受ける(図15参照)。
la 隙間
lb 内側用測定面の厚さ
din 指示寸法
dov 内径寸法
図15−小穴測定時のM形内側用ジョウ
6
製品文書における表示
製品文書,図などにおける最大許容誤差の表示の例を,参考として附属書JAに示す。
7
仕様への適合の検証
7.1
一般
仕様への適合及び不適合の検証は,国際的に認められている仕様の範囲と合格の範囲とが等しい場合の
合格基準(simple acceptance)を用いる。
注記 国際的に認められている合格基準とは,ISO/TR 14253-6:2012である。
7.2
計測特性及び性能の校正のための標準器
標準器は,日本工業規格によって適切に選定し,使用する。そのような標準器がない場合には,国家標
準にトレーサブルな標準器を用いる。
7.3
標準温度
この規格で規定する性能の仕様は,JIS B 0680に規定する標準温度20 ℃における値とする。
8
検査
ノギスの検査は,寸法,表示方式,測定面,構造及び機能,硬さ,並びに計測特性及び性能について行
い,4.3〜4.7及び箇条5の規定に適合しなければならない。
13
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
表示
ノギスには,見やすい箇所に,容易に消えることがなく,かつ,品質を損なわない方法で,次の事項を
表示する。
a) アナログ表示の場合:目量,最小読取値又は最小表示量
デジタル表示の場合:表示値の単位
b) 最大測定長
c) 製造業者名(供給業者名)又はその略号
d) 製造番号(英数字)
e) CM形ノギスの場合:最小内側測定長をジョウの上に表示するか,又は2段目盛の場合はその外側用
及び内側用の区別をそれぞれ見やすい箇所に表示する。
14
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
使用上の注意
A.1 ノギスは定圧装置がないため,適正でかつ均一な測定力で測定するようにしなければならない。さ
らに,ノギスは,アッベの原理に則していないことから,ジョウの先で測定したときに誤差が大きくなる
傾向があるため,注意する。
A.2 温度及び変形要素は,長さ方向の影響をもっている。その影響によって,見込まれる最小の不確か
さが,ノギスの目量,最小表示量又は最小読取値より大きくなる可能性がある。これは,測定結果を評価
するときに考慮する必要がある。不確かさの詳細は,ISO 14253-2を参照する。
A.3 デジタル表示の場合,ノギスの電装部品に影響を与える環境要因に注意する。
15
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
設計仕様(設計特性),計測特性及び性能の仕様表示例
次の仕様表示例は,カタログ,パンフレットなどによって,製造業者(又は供給業者)などから使用者
に製品情報を提供するときの一例を示している。これらの項目は,一般的に寸法図及び一覧表として示さ
れる場合が多い。
品 名
:
製 品 概 要
:
設計仕様(設計特性)
種類
:
表示方式
:
最小読取値, 目量又は 最小表示量
:
mm
測定範囲
:
mm
寸法
外側用ジョウの長さ(la)
:
mm
内側用ジョウの長さ(lb)
:
mm
測定面の厚さ(lc)
:
mm
外側用測定面の長さ(ld)
:
mm
計測特性及び性能
指示値の最大許容誤差 MPE
部分測定面接触による指示値の最大許容誤差 EMPE
:
mm
スケールシフトによる指示値の最大許容誤差 SMPE
:
mm
線接触による指示値の最大許容誤差 LMPE(必要な場合)
:
mm
全測定面接触による指示値の最大許容誤差 JMPE
(必要な場合)
:
mm
部分測定面接触誤差の繰返し精密度の最大許容誤差 RMPE(必要な場合):
mm
M形内側用ジョウの間隔による指示値の最大許容誤差 KMPE(必要な場合)
:
mm
測定に使用するリングゲージの直径
:
mm
会 社 名
:
日付,版数など
:
16
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
GPSマトリックスとの関係
C.1 一般
GPSマトリックスの詳細は,ISO/TR 14638による。
注記1 ISO/TR 14638の最新版は,ISO 14638:2015となっている。
注記2 リンク番号5は,ISO 14638:2015ではリンク番号Fに対応している。
C.2 規格及びその利用についての情報
この規格は,バーニヤ目盛及びダイヤル目盛を備えたアナログ表示のノギス並びにデジタル表示のノギ
スの,最も重要な設計仕様(設計特性),計測特性及び性能について規定している。
C.3 GPSマトリックスにおける位置付け
この規格は,図C.1に示すようにGPS基本規格のうち,寸法及び距離の規格チェーンのリンク番号5に
関係する。
G
P
S
原
理
規
格
GPS共通規格
GPS基本規格マトリックス
リンク番号a)
1 2 3 4 5 6
サイズ
×
距離
×
半径
角度
データムに無関係な線の形状
データムに関係する線の形状
データムに無関係な表面の形状
データムに関係する表面の形状
姿勢
位置
円周振れ
全振れ
データム
粗さ曲線
うねり曲線
断面曲線
表面欠陥
エッジ
注a) リンク番号の意味は,次による。
リンク番号1:記号及び指示法
リンク番号4:測定
リンク番号2:形体に対する要求事項
リンク番号5:測定機器
リンク番号3:形体の性質
リンク番号6:校正
図C.1−GPSマトリックス
17
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.4 関連規格
関連規格は,図C.1に示す規格チェーンに含まれる規格である。
18
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
製品文書における表示
表JA.1に示す表示は,下付き添字の量を減らし,より見やすく,分かりやすくするために,製品文書,
図などにおいて使用することができる。
表JA.1−製品文書,図などにおける記号及び対応する表示
この文書における記号
対応する表示
EMPE
MPEE
RMPE
MPER
SMPE
MPES
LMPE
MPEL
JMPE
MPEJ
KMPE
MPEK
参考文献 ISO 8015,Geometrical product specifications (GPS)−Fundamentals−Concepts, principles and rules
ISO 14253-2,Geometrical product specifications (GPS)−Inspection by measurement of workpieces
and measuring equipment−Part 2: Guidance for the estimation of uncertainty in GPS measurement,
in calibration of measuring equipment and in product verification
ISO/TR 14253-6:2012,Geometrical product specifications (GPS)−Inspection by measurement of
workpieces and measuring equipment−Part 6: Generalized decision rules for the acceptance and
rejection of instruments and workpieces
ISO 14638:2015,Geometrical product specifications (GPS)−Matrix model
ISO/TR 14638:1995,Geometrical product specification (GPS)−Masterplan
ISO/TR 16015:2003,Geometrical product specifications (GPS)−Systematic errors and contributions to
measurement uncertainty of length measurement due to thermal influences
19
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS B 7507:2016 ノギス
ISO 13385-1:2011,Geometrical product specifications (GPS)−Dimensional measuring
equipment−Part 1: Callipers; Design and metrological characteristics
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規格
3 用語及び
定義
3
JISとほぼ同じ
追加
指示誤差の記述を追加した。
用語の追加であり実質的な差異は
ない。
4 設計仕様
(設計特性)
4.1 一般
4.2 主要部の名称
4.1
JISとほぼ同じ
変更
細分箇条を2分割した。
ノギスのM形,CM形の説明項目
を追加した。
挿入図に使用されているノギスの
種類を,CM形に変更した。
名称は設計の詳細ではないと明記
した。
種類の識別を明確にするため,旧
規格に合わせて追加するととも
に,我が国で一般的な形状に変更
した。
技術的差異はない。
4.3 寸法
4.2
JISとほぼ同じ
変更
寸法の値及び測定箇所を変更した。
寸法を指定する対象を最大測定長
1 000 mm以下に限定し,1 000 mm
を超えるものは受渡当事者間の協
定によることとした。
実用的な数値及び測定箇所にする
ため,旧規格に合わせて変更した。
寸法の指定を実用的にするため,
旧規格に合わせて最大測定長を限
定した。
追加
微動装置付きの測定長の規定を追
加した。
外側用測定面の長さ,デプスバーの
断面寸法,CM形ノギスの内側用測
定面の形状の規定を追加した。
規格の明瞭化のため,及び一定の
品質を保つため,旧規格に合わせ
て追加した。
4.4.2.2 バーニヤ目
盛及び本尺目盛
4.3.2.2
JISとほぼ同じ
追加
最小読取値の指定を追加した。
最小読取値を標準化するため,旧
規格に合わせて追加した。
2
B
7
5
0
7
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 設計仕様
(設計特性)
(続き)
4.4.2.3 バーニヤ目
盛の設計
4.3.2.3
JISとほぼ同じ
追加
目盛形式の挿入図を追加した。
目盛線の太さの寸法を追加した。
一定の品質を保つため,旧規格に
合わせて追加した。技術的差異は
ない。
4.4.2.4 バーニヤ目
盛の目盛面
4.3.2.4
JISとほぼ同じ
追加
本尺目盛とバーニヤ目盛面との段
差及び隙間の寸法を追加した。
一定の品質を保つため,旧規格に
合わせて追加した。
4.4.2.5 ダイヤル目
盛及び本尺目盛
4.3.2.5
JISとほぼ同じ
追加
目量の指定を追加した。
目量を標準化するため,旧規格に
合わせて追加した。
4.4.2.6 ダイヤル目
盛の設計
−
追加
目盛線の太さの寸法を追加した。
一定の品質を保つため,旧規格に
合わせて追加した。
4.4.3 デジタル表示
4.3.3
JISとほぼ同じ
追加
最小表示量の指定を追加した。
エラーメッセージに関する規定を
追加した。
最小表示量を標準化するため,旧
規格に合わせて追加した。
異常を視覚的に確認できるように
するため,旧規格に合わせて追加
した。
4.4.4 デジタル表示
の使用環境に対す
る保護
4.3.4
JISとほぼ同じ
変更
削除
保護等級の表示を,防じん(塵)・
防水を保証しているデジタル表示
だけに限定した。
耐電磁場に関する記述を削除した。
全機種での保護等級の表示は実用
的ではないため,対象を限定した。
実用的ではないため削除した。
4.5 測定面
4.4
JISとほぼ同じ
追加
表面性状の許容値を追加した。
一定の品質を保つため,旧規格に
合わせて追加した。
4.6 構造及び機能
−
追加
ジョウの平面段違い及びスライダ
作動に関する規定を追加した。
一定の品質を保つため,旧規格に
合わせて追加した。
4.7 硬さ
−
追加
ノギスの硬さの許容値を追加した。 一定の品質を保つため,旧規格に
合わせて追加した。
5 計測特性
及び性能
−
5
Annex A
JISとほぼ同じ
変更
章立てを統一した。
JISの認証において測定方法は重
要となるため,本文の規定に変更
した。
5.3.1 一般
5.3.1
JISとほぼ同じ
追加
検査項目の適用を,基本的には,E
及びSの2種類に限定した。
全機種で全検査項目を保証するこ
とは実用的ではないため,項目を
限定した。
2
B
7
5
0
7
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
21
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 計測特性
及び性能
(続き)
5.3.2 部分測定面接
触誤差E
5.3.2
A.2.2
JISとほぼ同じ
追加
最大許容誤差の一覧表を追加した。
測定方法の詳細を追加した。
一定の品質を保つため,旧規格に
合わせて追加した。
なお,正負記号は今後のISOの方
針及び旧規格に合わせて省略せず
に記載した。
我が国で一般的な測定方法につい
て,旧規格に合わせて追加した。
5.3.4 スケールシフ
ト誤差S
5.3.4
A.2.4
JISとほぼ同じ
変更
最大許容誤差の指定を追加した。
ブロックゲージとリングゲージの
指示値の差量による測定方法から,
ブロックゲージの指示誤差だけの
測定方法に変更した。
一定の品質を保つため,旧規格に
合わせて追加した。
我が国で一般的な測定方法にする
ため,旧規格に合わせて変更した。
5.3.5 線接触誤差L
5.3.5
JISとほぼ同じ
追加
外側用測定面の隙間でも検証でき
る規定を追加した。
実用的な検証方法を,旧規格に合
わせて追加した。
−
5.4
削除
計測特性のMPE,MPLに関する項
目を削除した。
規格の明瞭化を考慮して削除し
た。
6 製品文書
における表
示
6
製品文書における表示
変更
製品文書,図などにおける最大許容
誤差の表示は例として,詳細を附属
書JAに変更した。
仕様シートの例を削除した。
基本的に本文の表示で運用するた
め変更した。
7 仕様への
適合の検証
7.1 一般
7.1
ISO 14253-1による。
変更
合否判定基準を
ISO/TR
14253-6:2012に準じる内容に変更
した。
不確かさの評価に関する記述を削
除した。
実用的な合否判定基準に変更し
た。
7.2 計測特性及び性
能の校正のための
標準器
7.2
JISとほぼ同じ
追加
対応する日本工業規格がない標準
器は,国家標準にトレーサブルな標
準器を用いることを明記した。
標準器と国家標準を結び付ける規
定を追加した。
7.3 標準温度
−
追加
寸法,指示誤差などが標準温度の値
であることを明確にした。
使用の利便のため,具体的な規定
を追加した。
2
B
7
5
0
7
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
22
B 7507:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8 検査
−
追加
検査において,適合が必須の規定を
指定した。
JISの認証を考慮して追加した。
9 表示
8
JISとほぼ同じ
変更
目量,最小読取値又は最小表示量,
最大測定長及び製造業者名並びに2
段目盛の規定を追加した。
製造番号の連番の指定を削除した。
我が国で一般的な表示について,
旧規格に合わせて追加した。
製造番号を必ず連番にすること
は,実用的ではないため削除した。
−
Annex C
削除
異なる種類のノギスの例に関する
項目を削除した。
規格の明瞭化を考慮して削除し
た。
−
Annex D
削除
測定の種類の例に関する項目を削
除した。
規格の明瞭化を考慮して削除し
た。
−
Annex F
削除
校正に関する項目を削除した。
規格の明瞭化を考慮して削除し
た。
附属書JA
(参考)
−
追加
製品文書における表示を追加した。 基本的に本文の表示で運用する
が,参考として附属書に追加した。
JISと国際規格との対応の程度の全体評価:ISO 13385-1:2011,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
B
7
5
0
7
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。