3
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
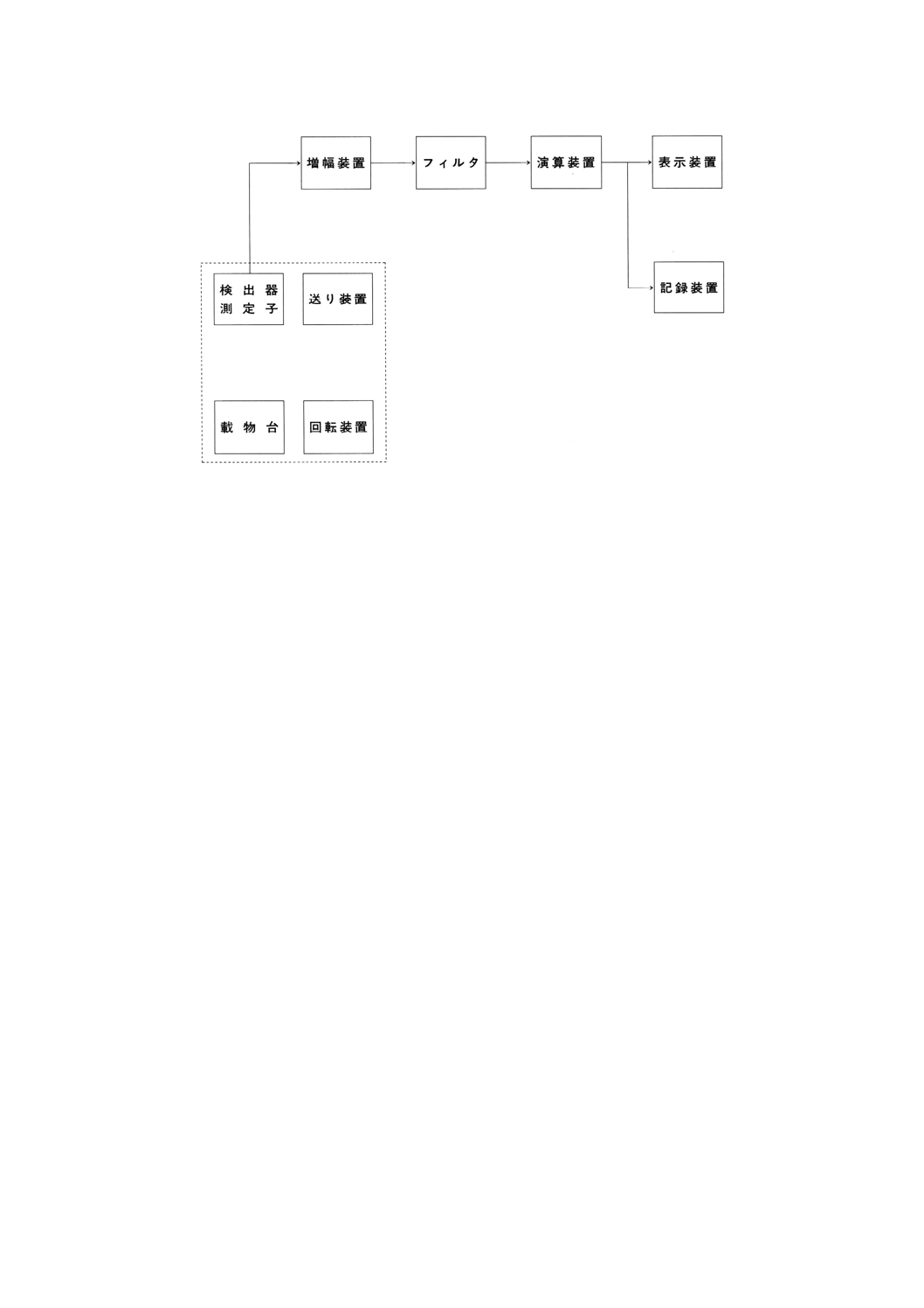
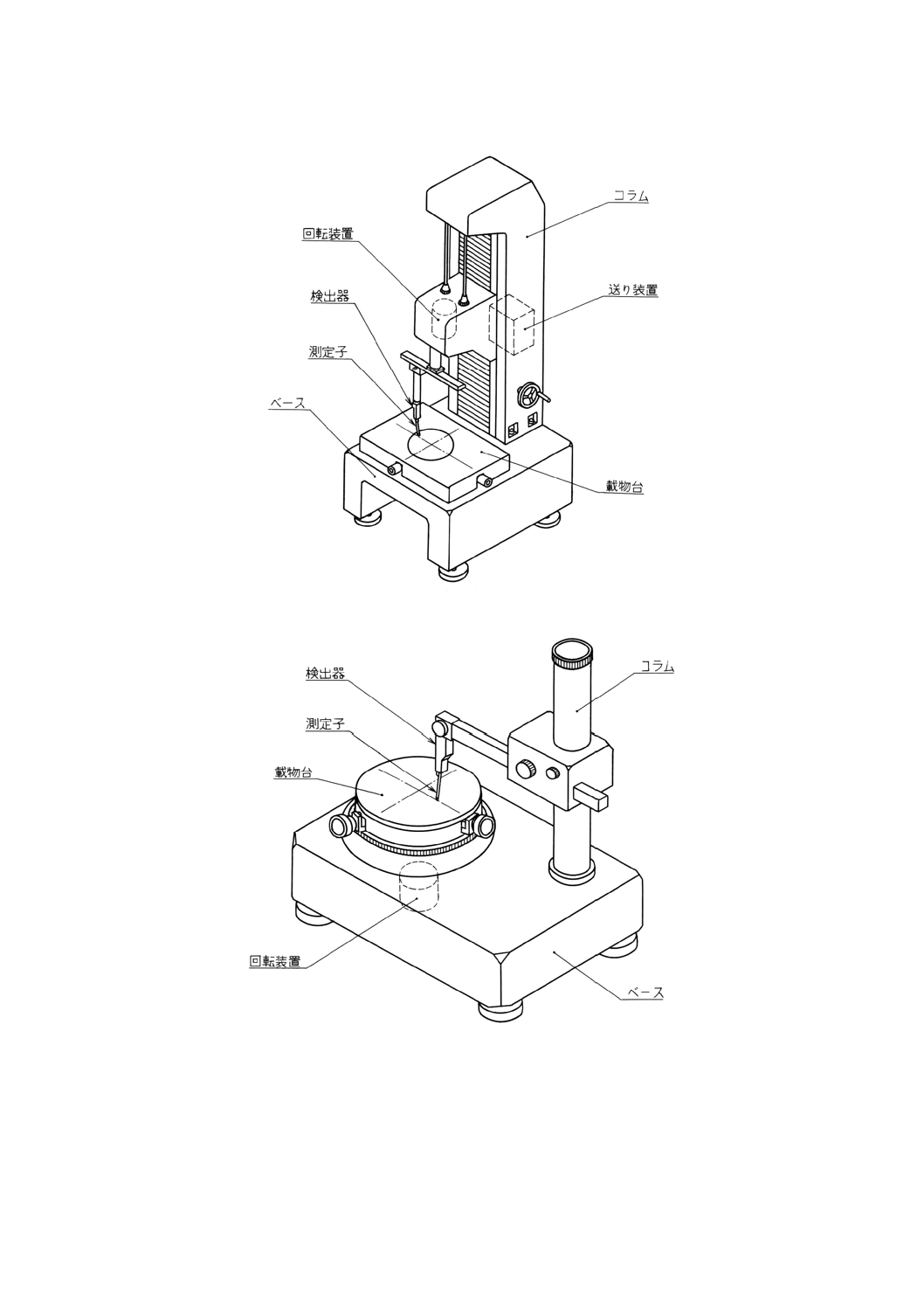
図1 測定機の構成図の例
B 7451 : 1997
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 7451-1991は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。主務大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登
録出願にかかわる確認について責任はもたない。
この規格には,次の附属書がある。
附属書1(規定) 真円度測定機による真円度の評価方法
附属書2(参考) 測定手順及び一般的指針
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7451 : 1997
真円度測定機
Instruments for the assessment of departure from roundness
−Measurement of variations in radius
序文 この規格は,1985年に第1版として発行されたISO 4291, Methods for the assessment of departure from
roundness−Measurement of variations in radius及びISO 6318, Measurement of roundness−Terms, definitions
and parameters of roundnessを基に作成した日本工業規格であり,対応国際規格と対応する部分については,
技術的内容を変更することなく作成しているが,対応国際規格には規定されていない内容(回転精度に関
する許容差)を追加している。
また,対応国際規格には規定されていない項目(載物台の機構,拡大倍率,測定機の安定度,検査,表示)
を追加している。
1. 適用範囲 この規格は,検出器によって対象物の円形形体の円周方向の半径の変化を測定することを
目的とする接触式真円度測定機(以下,測定機という。)について規定する。
備考 この規格の本体によらない真円度測定機による真円度の評価方法を附属書1(規定)に規定す
る。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の一部を構成する。こ
れらの規格は,その最新版を適用する。
JIS B 0621 幾何偏差の定義及び表示
JIS B 7430 オプチカルフラット
JIS B 7506 ブロックゲージ
JIS Z 8103 計測用語
3. 用語の定義・記号 この規格で用いる主な用語の定義は,JIS B 0621及びJIS Z 8103によるほか,次
による。
また,記号は,それぞれの用語の後の括弧内に示す。
a) 検出器回転形 載物台が固定され,検出器が回転する機構をもつ測定機の形式(付図1参照)。
b) 載物台回転形 検出器が固定され,載物台が回転する機構をもつ測定機の形式(付図2参照)。
c) 検出器 測定真円度曲線を検出する機構及び変換器によって構成される装置。
d) 測定子 検出器のうち対象物に直接接触する部分。
e) 測定力 測定子が測定面に作用する静的な力。
f)
回転精度 回転装置の回転精度は,次による。
2
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 半径方向の回転精度 球,半球又は円筒形状の標準器(以下,回転精度検査用標準器という。)を測
定して得られる真円度の値で表される回転装置の精度。
2) 軸方向の回転精度 オプチカルフラットを測定して得られる1円周についての平面度の値で表され
る回転装置の精度。
g) 実真円度曲線 定められた軸に直角な平面で,対象物の円形形体の実表面を切断したときに生じる横
断面輪郭線。
h) 測定真円度曲線 測定子が対象物の実真円度曲線上を駆動したときの,測定子の先端部の中心の軌跡。
この測定子は,所定の形状と測定力をもつ。
i)
真円度曲線 ディジタル形又はアナログ形の測定真円度曲線に対し,所定の山の数より大きい成分を
位相補償形又は2CR形の低域フィルタで除去し,更に選択された中心定義法の中心へ座標変換した曲
線。
この真円度曲線から所定の山の数より小さい成分を位相補償形又は2CR形の高域フィルタで除去
した曲線も含める。
j)
基準円 与えられた方法(例えば,最小二乗法)で,対象物の測定真円度曲線又は真円度曲線に当て
はめた幾何学的円。
k) 山の数 (upr) 対象物の1円周当たりの正弦波的な起伏数。
l)
真円度曲線のカットオフ値 (fc) 低域フィルタと高域フィルタの利得が75%となる山の数(以下,
カットオフ値という。)。
m) 倍率校正器 ねじ及びてこ,ねじ及びくさびなどを利用して正確な寸法の変位を静的に与えることが
できる校正器。
n) 校正用標準器 測定子に動的,かつ,一定の変位を与えるため,外周面上に一つ以上の小さな平面又
は曲面をもつ円筒形の器具。
4. 形式 測定機の形式は,回転機構によって検出器回転形と載物台回転形とに区分する。
5. 構造
5.1
測定機の構成 測定機は,検出器・測定子,回転装置,送り装置,載物台,増幅装置,フィルタ,
演算装置,表示装置,記録装置などから構成する(付図1及び付図2参照)。半径方向の回転精度を測定す
るための,回転精度検査用標準器を附属するのがよい。
備考 測定機の構成図の例を図1に示す。
3
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 測定機の構成図の例
4
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
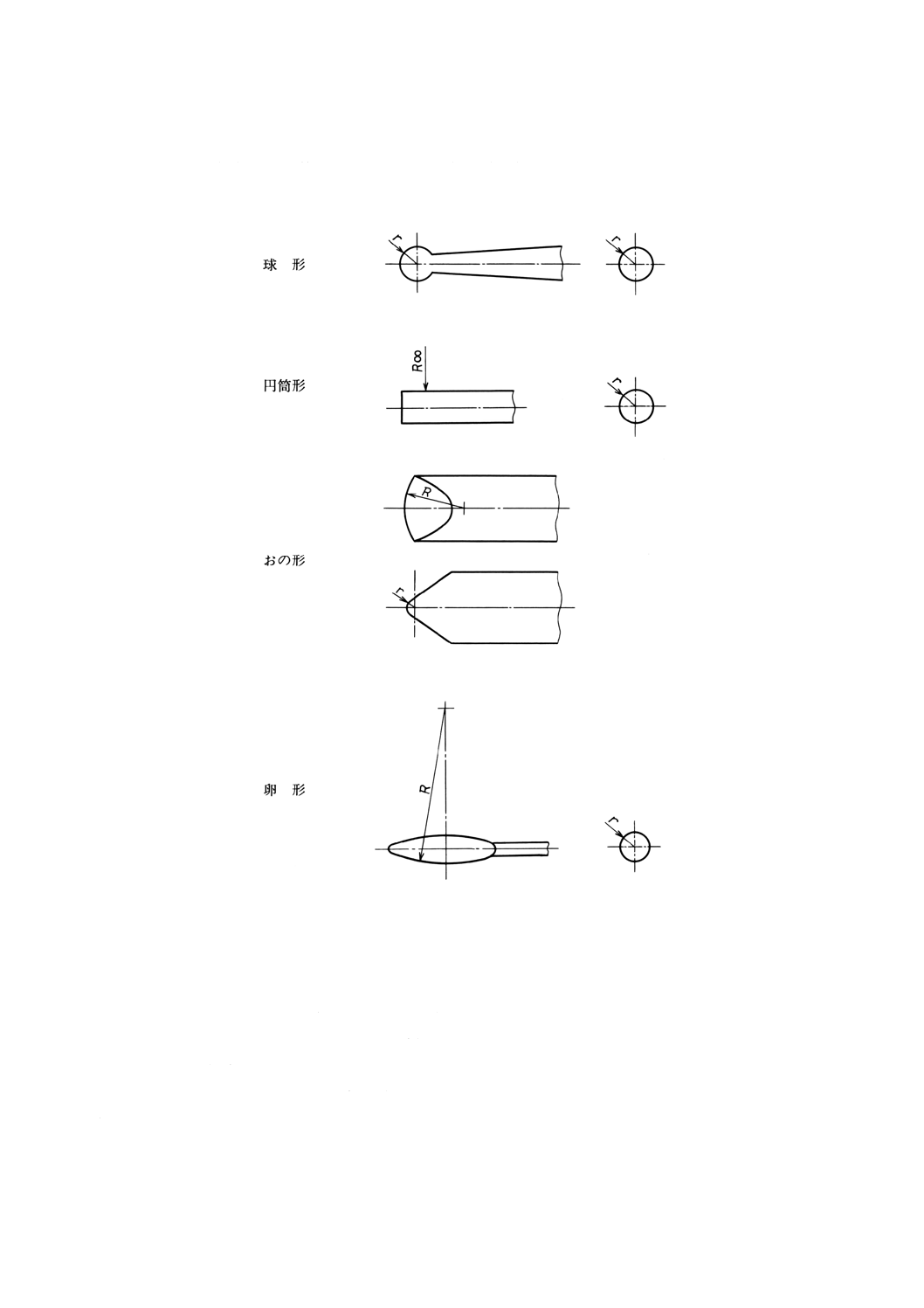
測定子 測定子の先端部の形状は,次による。
a) 球形,おの(斧)形,円筒形又は卵形とする(図2参照)。
b) 先端部の曲率半径(図2に示すrの呼び値)は,0.25mm,0.8mm,2.5mm,8mm及び25mmの5種類
とし,先端部の曲率半径の許容差は,それぞれの呼び値の±30%とする。
図2 測定子先端部の形状の例
参考 測定子の先端部の材質は,鋼,超硬合金,ダイヤモンド,サファイヤ,セラミックスなどがある。
ただし,軟質物の測定用のものでは,プラスチックス系の材料を用いることが多い。
5.3
載物台 載物台は,対象物の測定断面中心と回転装置の回転軸心とを一致させるための微調整機構
をもっていなければならない。
5.4
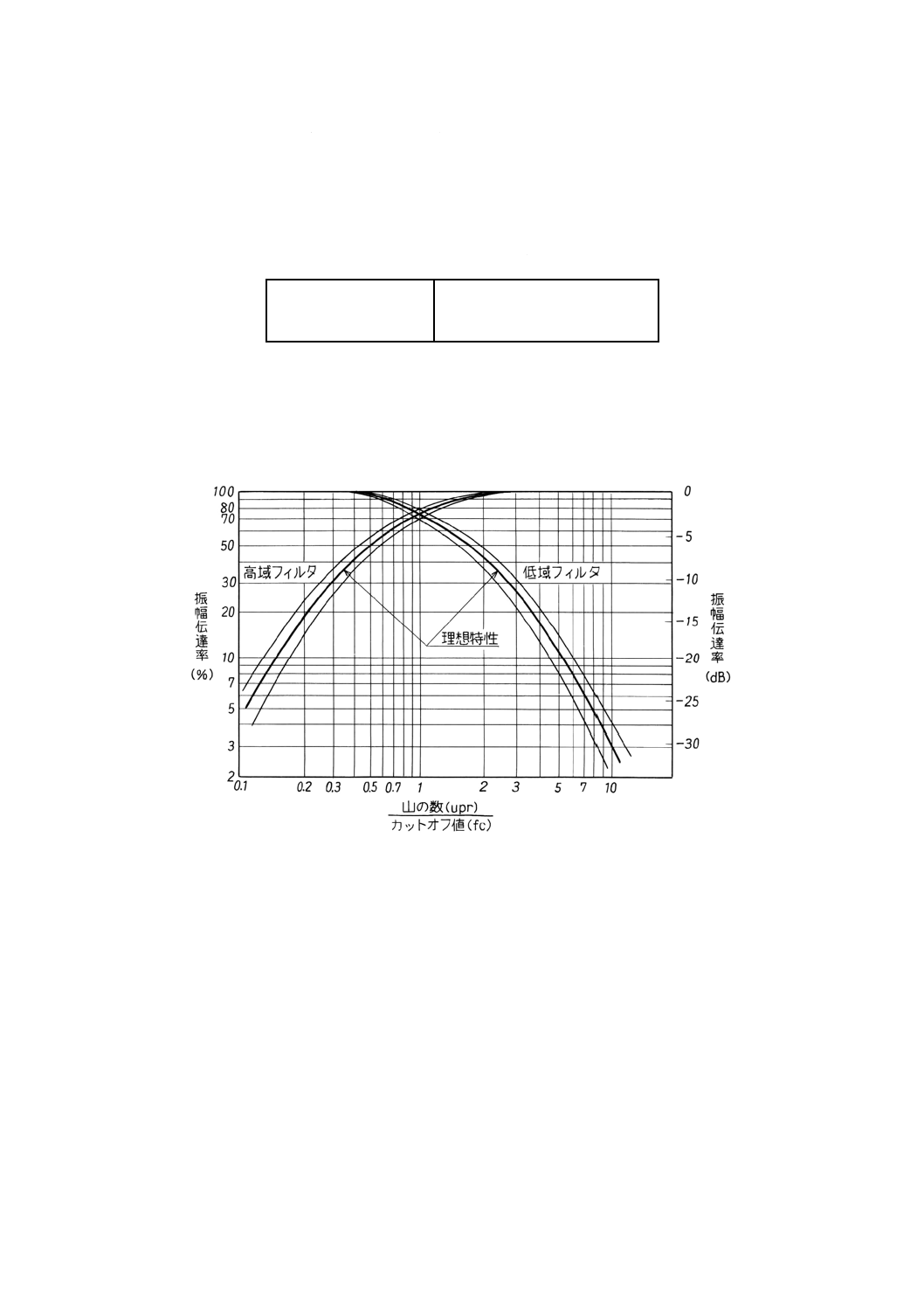
フィルタ フィルタの構成及びカットオフ値は,次による。
5.4.1
フィルタの構成 フィルタは,位相補償形又は時定数が等しい二組のR-C回路を直列に接続した
構造で,図4の伝達特性をもつ。
5.4.2
フィルタのカットオフ値及びその組合せ フィルタのカットオフ値及びその組合せは,表1から選
択する。
5
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
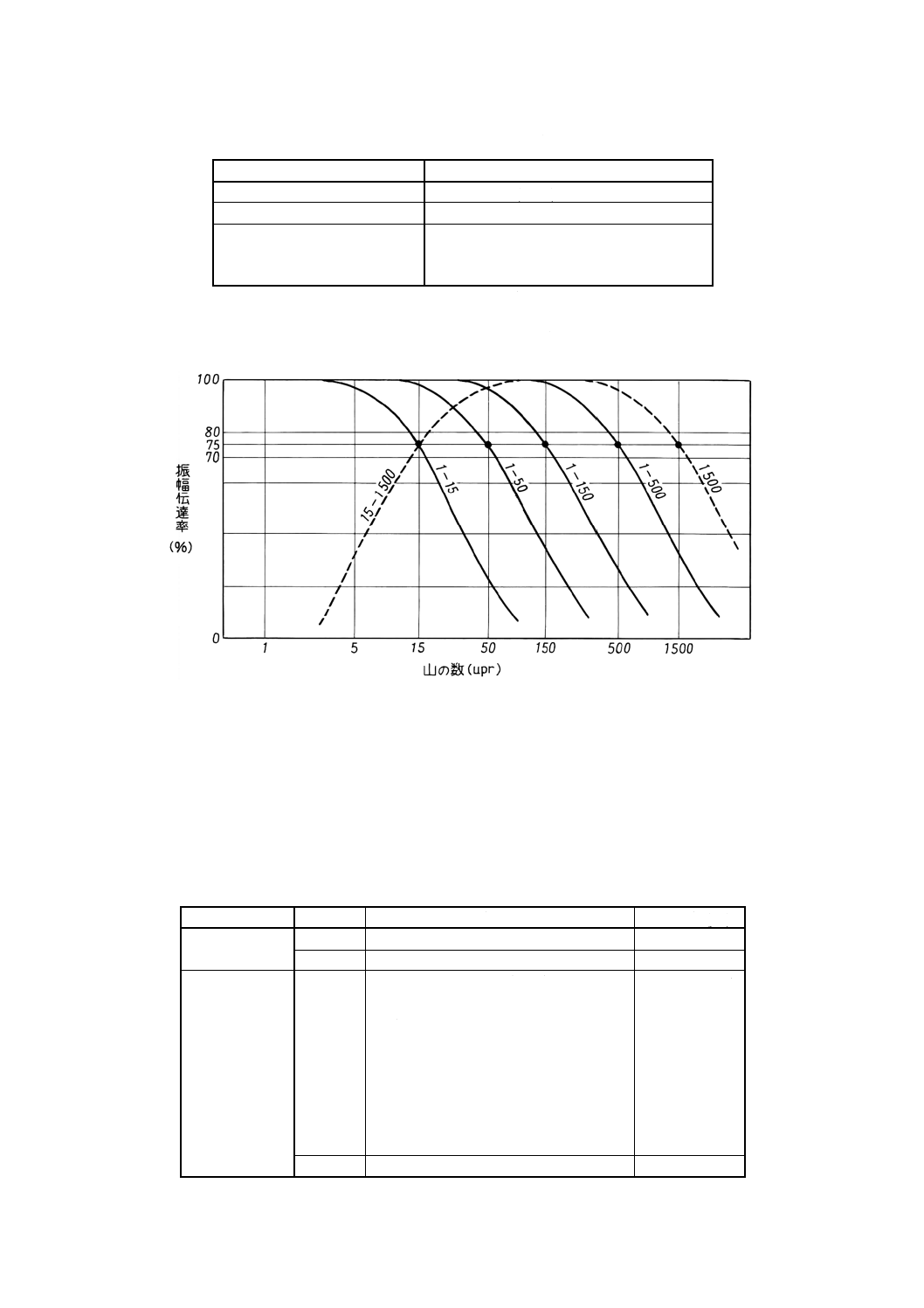
表1 フィルタのカットオフ値及びその組合せ
フィルタの種類
カットオフ値及びその組合せ (upr)
低域フィルタ
15 50 150 500 (1 500)
高域フィルタ
(15) (50) (150)
帯域フィルタ(低域フィルタ
と高域フィルタとの組合せ)
(15-150)
(15-500) (50-500)
(15-1 500) (50-1 500) (150-1 500)
備考1. 括弧を付けたカットオフ値及びその組合せは,必ずしも選択しなくて
よいことを示す。
2. 種々のカットオフ値をもつフィルタの振幅伝達率と山の数との関係
を図3に示す。
図3 フィルタの振幅伝達率と山の数との関係
6. 性能
6.1
測定力 測定力とその呼び値(1)との許容差は,呼び値の±30%とする。ただし,測定力は,250mN
を超えてはならない。
注(1) 測定力の呼び値とは,測定機の測定力を示す概略の値。
6.2
回転精度測定機の形式ごとの回転精度は,表2に示す値以下でなければならない。
表2 回転精度の表示
測定機の形式
測定方向
回転精度の表示方法
回転精度 (μm)
検出器回転形
半径方向 回転精度の測定値
1.0
軸方向
直径50mm位置の回転精度の測定値
2.0
載物台回転形
半径方向 次の式で求められる回転精度
P=A+B・H
0.24+0.002H
ここに,P:
A:
B:
H:
半径方向の回転精度 (μm)
載物台上面の高さにおける
回転精度 (μm)
測定機によって定まる
固有の定数
載物台上面からの高さ
(mm)
軸方向
直径50mm位置の回転精度の測定値
2.0
6
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. カットオフ値は,50 (upr) を標準とする。
2. 回転精度は,本体6.1に示す検査環境及び特定条件のもとで測定する。
6.3
拡大倍率 拡大倍率の相対誤差の許容差は,呼び値(2)の±6%とする。
注(2) 拡大倍率の呼び値とは,測定機の拡大倍率を示す値で,表3から選択する。
表3 拡大倍率の呼び値
拡大倍率の呼び値の数列 1,2,5,10,20,50,100,200,
500,1 000,2 000,5 000,10 000,
20 000,50 000,100 000,200 000
6.4
フィルタの伝達特性 フィルタの減衰率は−12dB/octとし,低域フィルタ及び高域フィルタの伝達
特性は,図4に示すそれぞれ2本の伝達曲線の間に存在しなければならない。各フィルタのカットオフ値
における振幅伝達率は,75%とする。
伝達特性の許容差は,各カットオフ値に対して,理想特性からの偏差が±5%以内でなければならない。
図4 フィルタの伝達特性
6.5
測定機の安定度 測定機の安定度は,測定機に電源投入10分経過後の1時間において,指示値が5%
以上変動してはならない。
6.6
電源電圧の変化による誤差 電源電圧の変化による誤差は,測定機の電源として50Hz又は60Hzの
交流を使用するときは,測定機の定格電圧に対して,入力電圧を±10%変動させたとき,測定値に±5%を
超える変動があってはならない。
7. 検査
7.1
検査環境 測定機の検査の際の検査環境は,次による。
7.1.1
温度 20±2℃とする。ただし,検査中に急激な温度変化がないこと。
7.1.2
湿度 50±10%とする。
7
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.1.3
電源電圧 電源電圧は定格電圧の±1.5%以内とする。ただし,電源電圧の変化による指示値の変化
の検査では定格電圧の±10%以内とする。
7.2
検査項目 付表1に検査項目を示す。
7.3
検査方法 測定機の検査は,付表1に規定する検査方法によって行い,その結果がそれぞれに規定
する許容差に適合しなければならない。
8. 表示
8.1
測定機への表示 測定機には,次の事項を表示しなければならない。
a) 測定機の名称
b) 製造業者名又はその略称
c) 製造番号
d) 使用する電源電圧の種類及び定格電圧
8
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 この図は,構造の説明図である。
付図1 検出器回転形真円度測定機
備考 この図は,構造の説明図である。
付図2 載物台回転形真円度測定機
9
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表1 検査項目及び検査方法
番号 検査項目
検査方法
図
測定用具
許容差
1
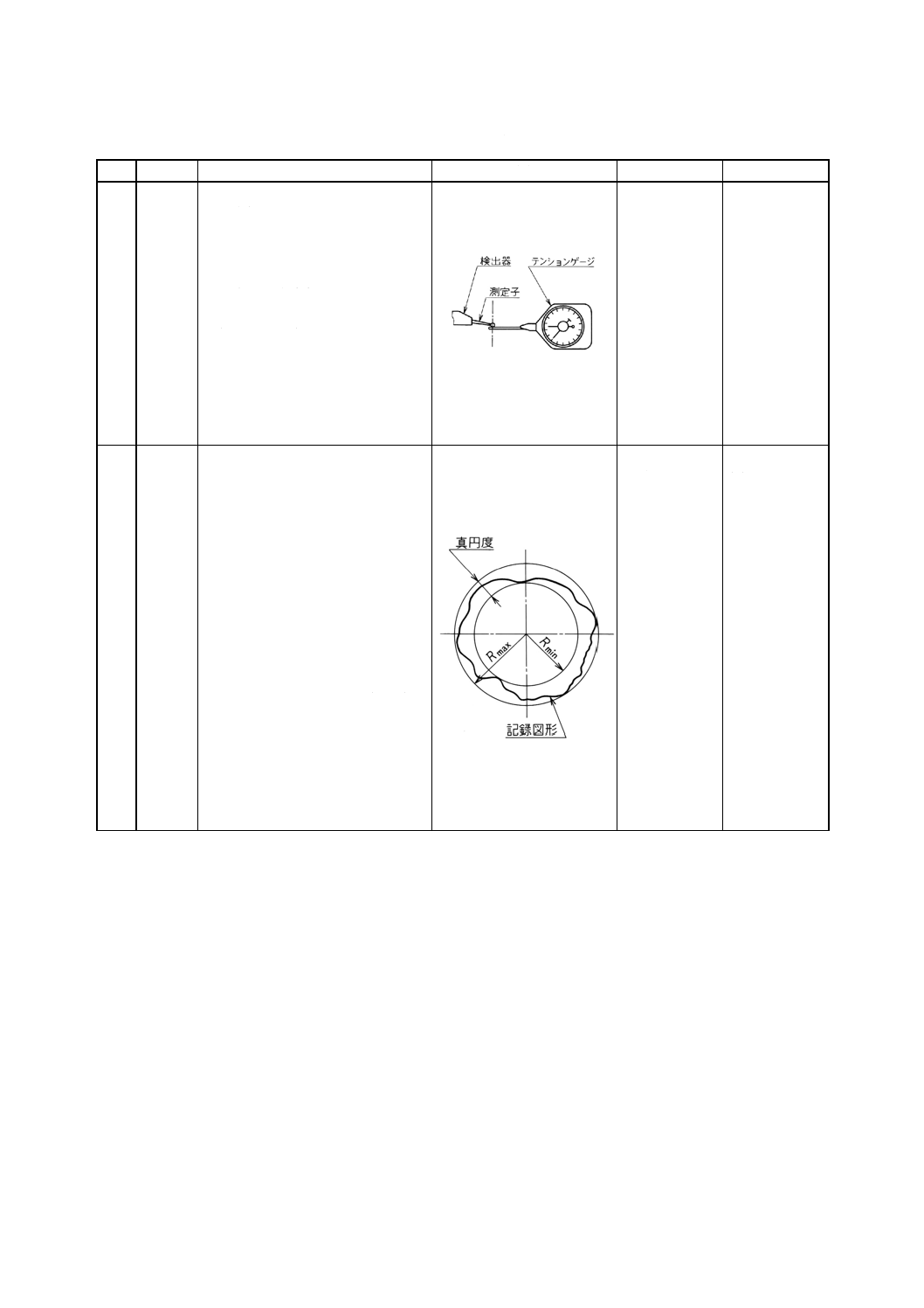
測定力
測定子の変位方向を鉛直下方に置
いた姿勢に検出器を保持し,テンシ
ョンゲージ又は力計の定位置に測
定子の先端を当て,上方向及び下方
向にそれぞれ測定子を連続的,か
つ,徐々に移動させる。
最低の拡大倍率で,有効範囲の下
限値及び上限値におけるテンショ
ンゲージ又は力計の値を求める。
それぞれの測定値(測定力)と呼
び値との差の最大値を求め,この値
の呼び測定力に対する百分率を求
める。
テンションゲージの場合
テンションゲ
ージ又は力計
±30%
2
回転精度 (1) 半径方向の回転精度 回転精度
検査用標準器の中心を測定機の
回転軸の中心に十分に一致させ
るようにして回転精度検査用標
準器を載物台に設置し,測定機
の倍率を十分大きくとって,真
円度を測定する。
得られた記録図形の内側と外
側とで記録図形に接する二つの
中心を共有する円の半径(Rmax
及びRmin)の差を半径方向の回
転精度とする(右図参照)。
参考 さらに正確な回転精度を
求めるためには,位相差
方,反転法など,回転精
度検査用標準器の精度を
分離して回転精度を測定
する方法を用いる。
[附属書2(参考)3.参照]
回転精度検査用
標準器
検出器回転形
1.0μm
載物台回転形
0.24+0.002
Hμm
H:載物台上面
からの高さ
(mm)
10
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号 検査項目
検査方法
図
測定用具
許容差
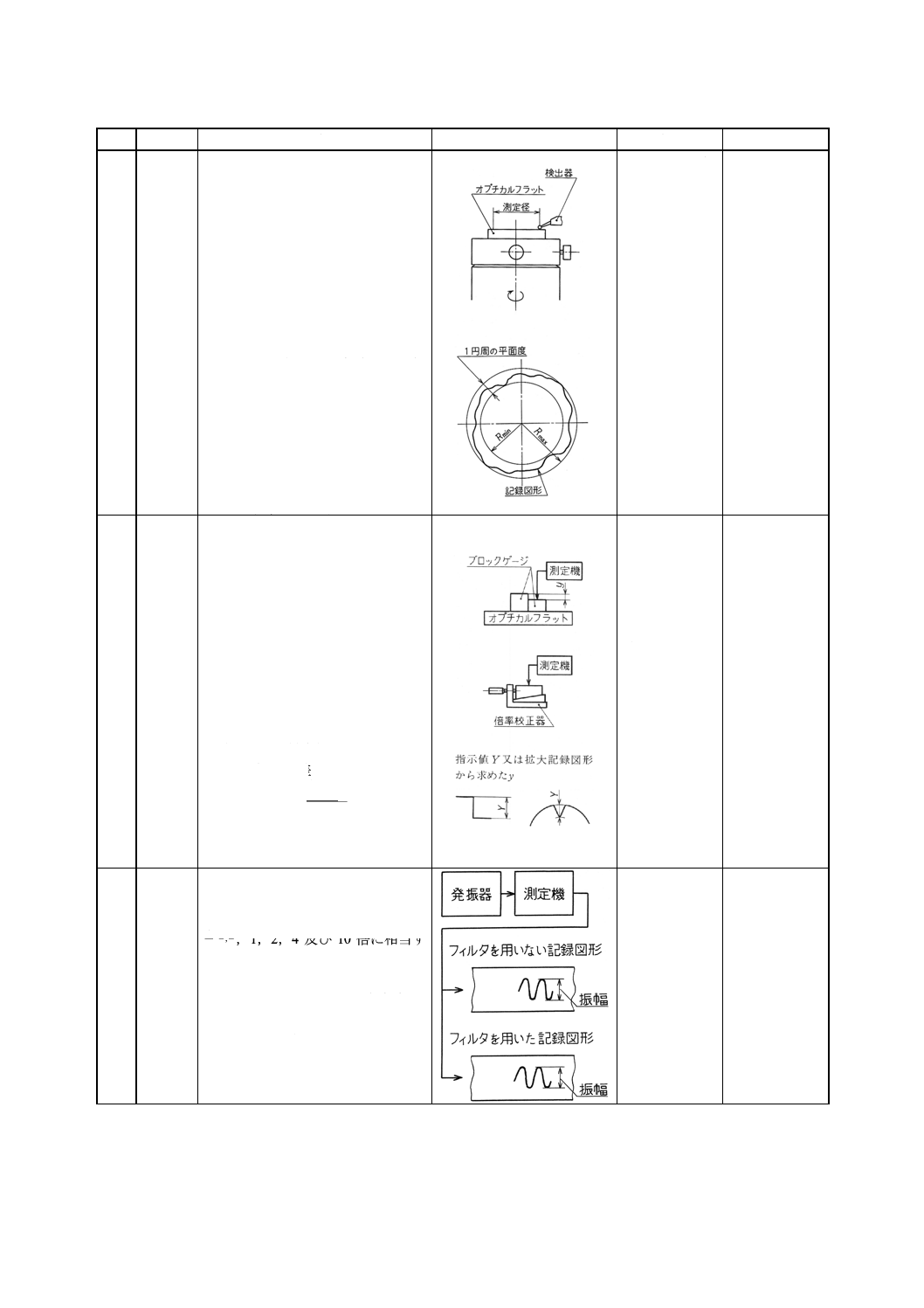
(2) 軸方向の回転精度 オプチカル
フラットを測定機の回転軸線と
直角になるように十分に調整し
て載物台に設置し,測定機の倍
率を十分大きくとって,オプチ
カルフラット上の1円周の平面
度を測定する。
得られた記録図形の内側と外
側とで記録図形に接する二つの
中心を共有する円の半径(Rmax
及びRmin)の差を軸方向の回転
精度とする(右図参照)。
備考 軸方向の回転精度の測定
値には,次の例のように
測定した1円周の直径
(測定径という。)を明示
する。
例 (_μm/_mm)
JIS B 7430に
規定するオプ
チカルフラッ
ト
2.0μm/50mm
3
拡大倍
率の相
対誤差
オプチカルフラットに厚さが
10μm以上異なる2個のブロックゲ
ージを密着したもの又は倍率校正
器若しくは校正用標準器によって
測定子に変位 (y) を与え,この変位
に対応する測定機の指示値 (Y) を
読み取る(指示値は拡大記録図形に
よって求めてもよい。)。
この測定を,各倍率について行う。
拡大倍率の相対誤差は,次の式によ
って得られる各倍率における相対
誤差のうちの最大値とする。
倍率の相対誤差 (
)
y
y
Y−
=
×
100
JIS B 7506に
規定する0級の
ブロックゲー
ジ。
JIS B 7430に
規定するオプ
チカルフラッ
ト。
倍率校正器又
は校正用標準
器
±6%
ここに,
y:測定子に与えた変位
Y:yに対応する指示値
4
フィル
タの伝
達特性
発振器によって,振幅一定の正弦波
信号を測定機の入力端に加える。
フィルタのカットオフ値の,
,
10
1
2
1
,
5
1,1,2,4及び10倍に相当す
る各山の数におけるフィルタを用
いないときの記録振幅に対するフ
ィルタを用いたときの記録振幅の
比を測定する。
それぞれの伝達率kiから,その理
想特性の伝達率knを差し引いた偏
差 (k1-kn) (%)を求める。
発振器
各山の数に
おける伝達特
性が6.4に規定
されている許
容差内にある
こと。
11
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号 検査項目
検査方法
図
測定用具
許容差
5
測定機
の安定
度
測定機の電源を入れてから10分
経過後,校正用標準器の真円度を測
定し,この指示値をAとする。また,
測定機の電源を入れてから1時間10
分経過後,校正用標準器の同一位置
の真円度を測定し,この指示値をB
とする。
測定機の安定度は,次の式によっ
て求める。
(
)
A
B
A−
×
=100
測定機の安定度
校正用標準器
5%以下
ここに,
A:10分経過後の真円度
B:1時間10分後の真円
度
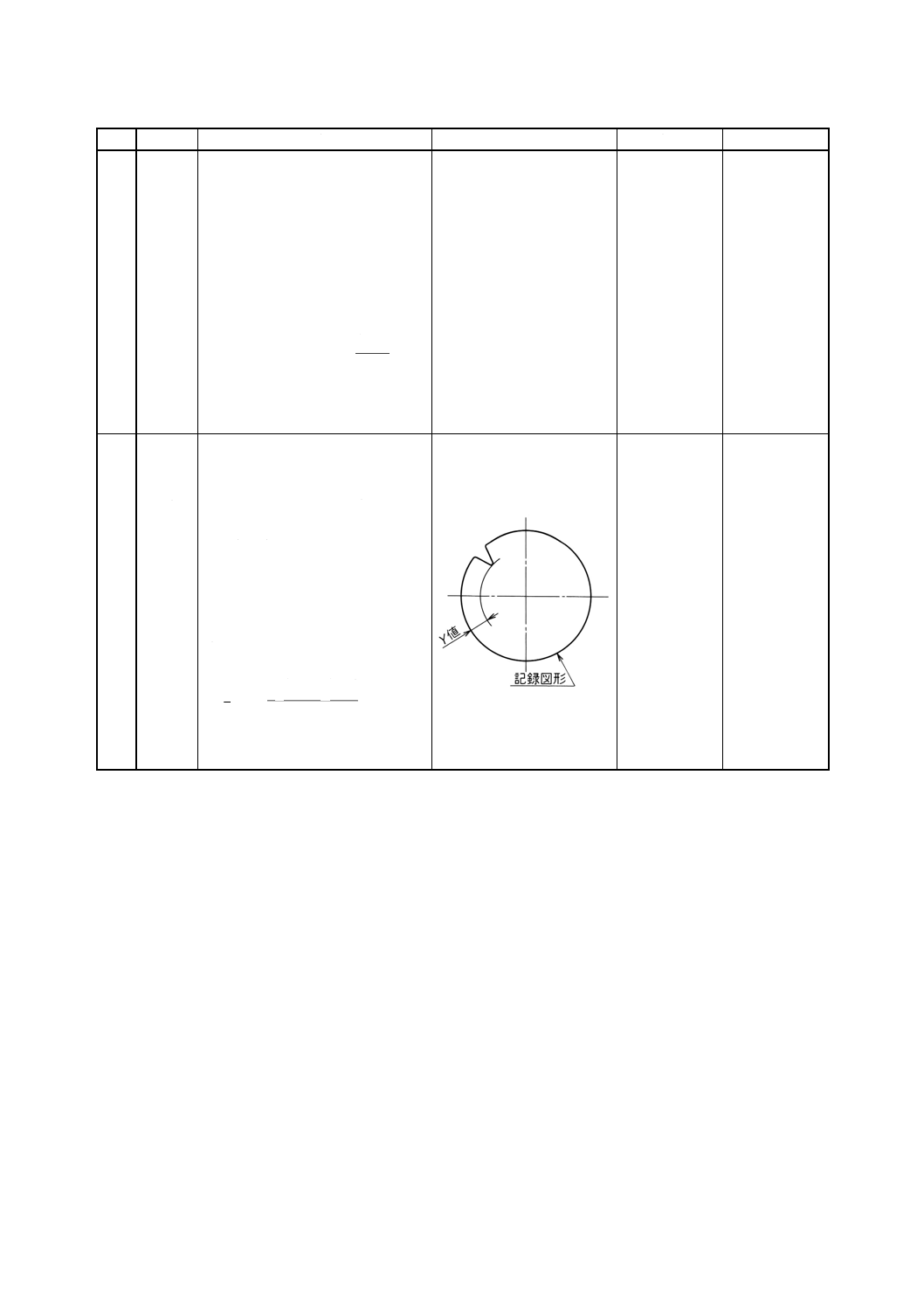
6
電源電圧
の変化に
よる指示
値の変化
電源電圧を定格電圧とし,校正用
標準器の真円度を測定し,この指示
値をyとする。また,電源電圧を定
格の+10%及び−10%に変動させて
それぞれで校正用標準器の同一箇
所の真円度を測定し,これらの指示
値をy1及びy2とする。
電源電圧の変動に対する安定度
は,|y1-y|及び|y2-y|の両者のうち大き
い値を用いて次の式によって求め
る。
電源電圧の変動に対する安定度
(
)
y
y
y
y
−
×
=
2
1
100
又は
校正用標準器
±5%以内
ここに,y:定格電圧で測定したと
きの指示値
12
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) 真円度測定機による真円度の評価方法
1. 適用範囲 この附属書1(規定)は,4種類の真円度の評価方法について規定する。
2. 真円度の求め方 真円度は,次の中心に対し測定真円度曲線及び真円度曲線の最大半径と最小半径の
差として評価する。
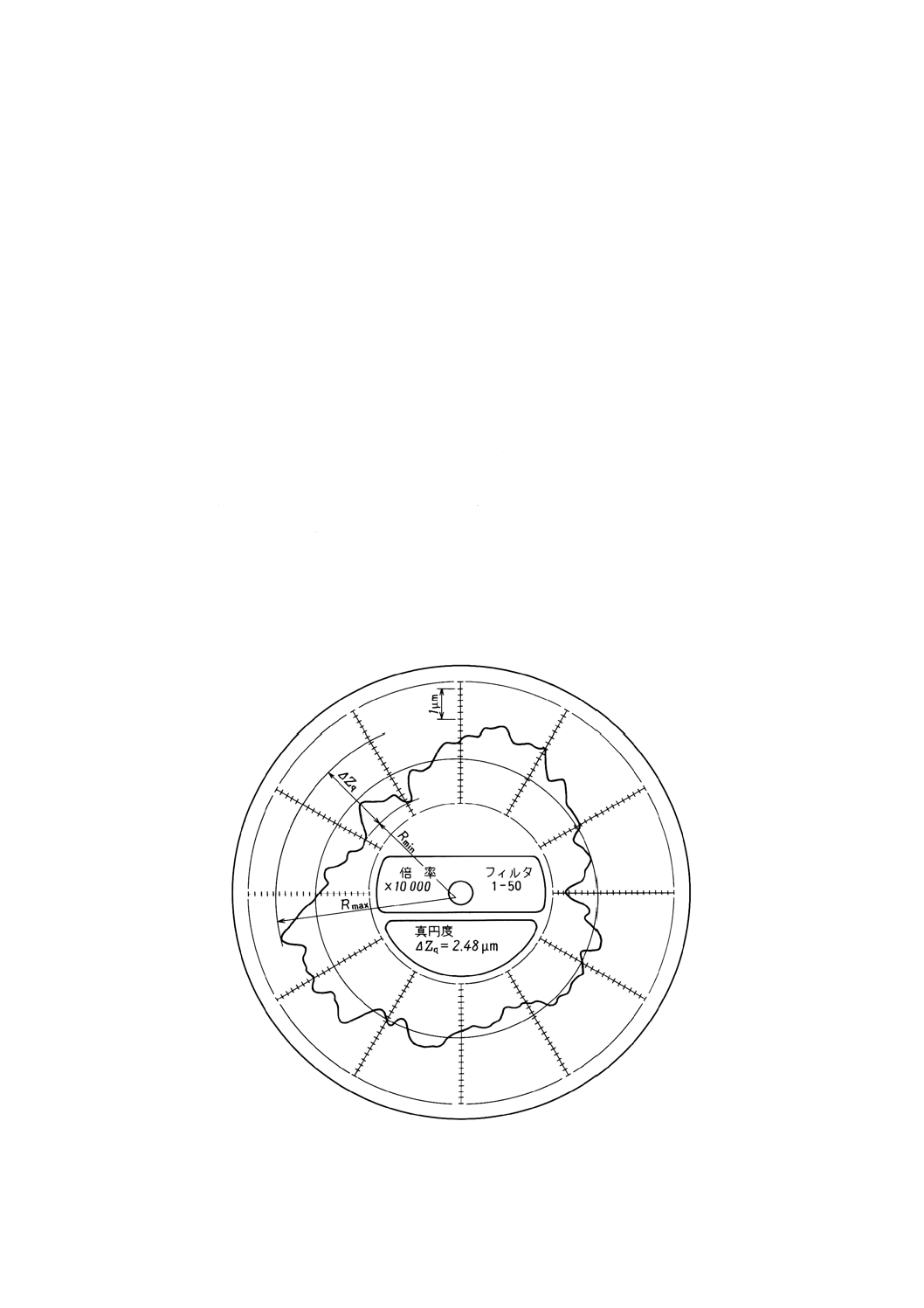
(1) LSC 最小二乗中心:最小二乗平均円の中心(附属書1図1参照)
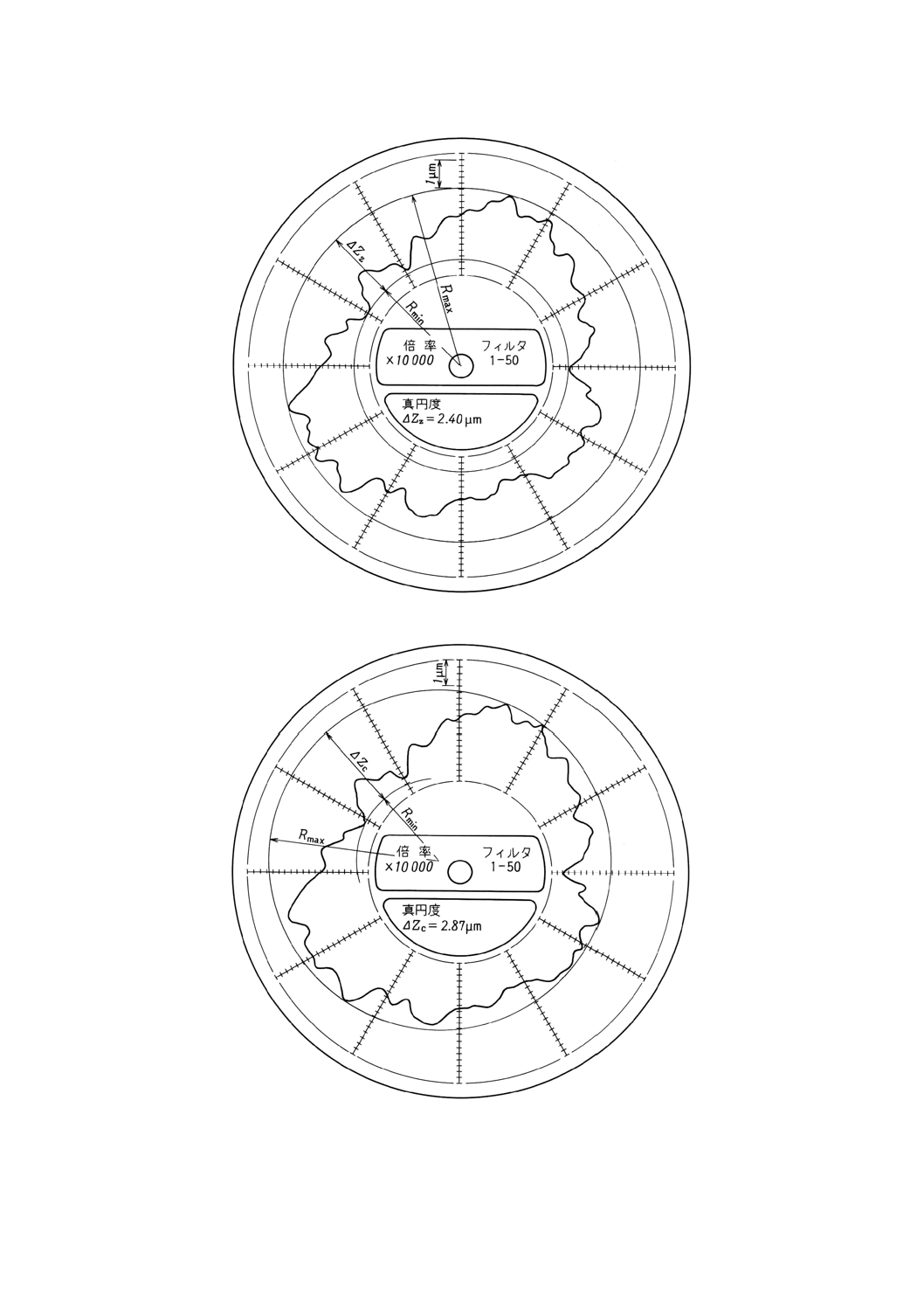
(2) MZC 最小領域中心:最小領域円の中心(附属書1図2参照)
(3) MCC 最小外接円中心:外側表面に最小で外接する円の中心(附属書1図3参照)
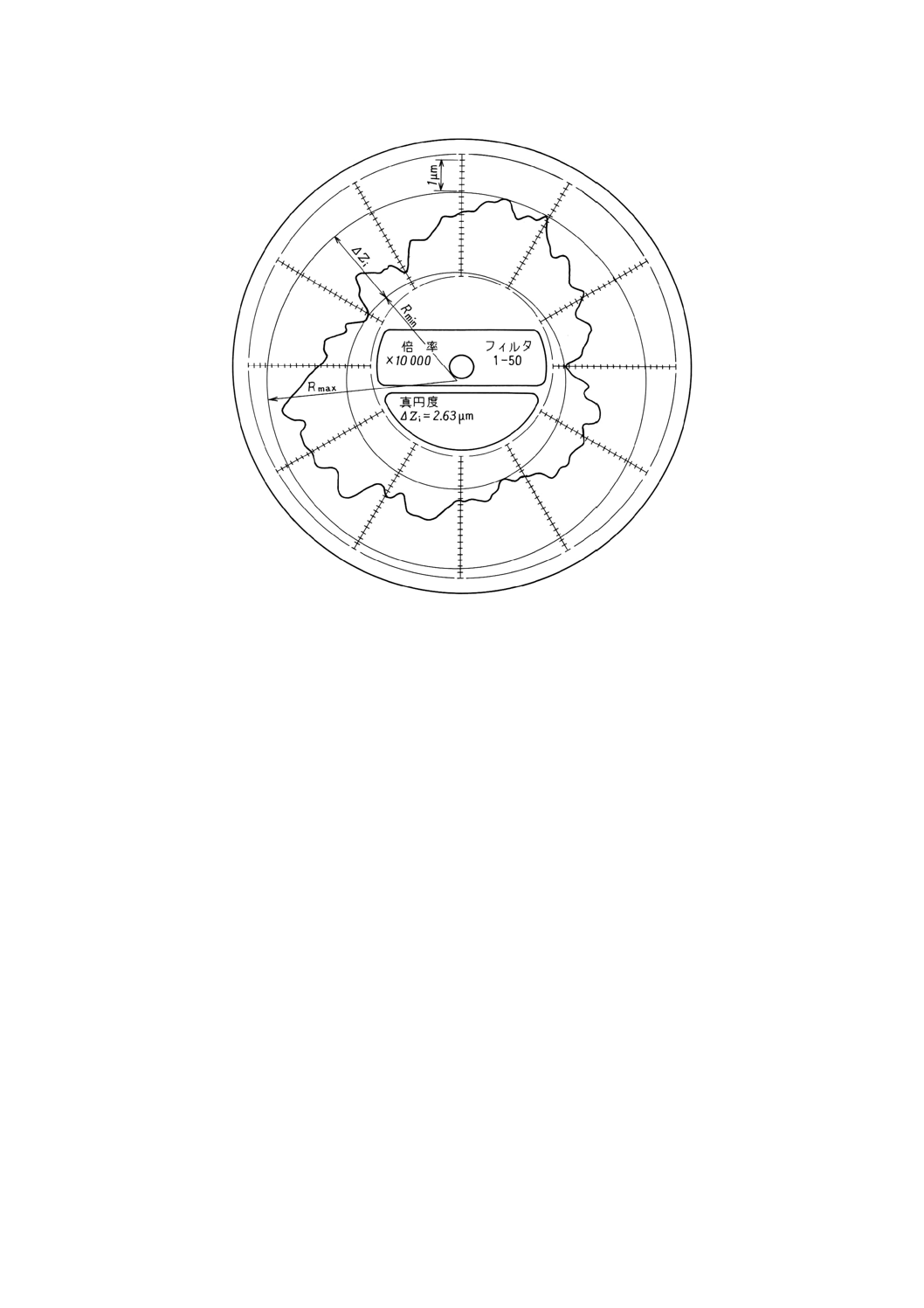
(4) MIC 最大内接円中心:内側表面に最大で内接する円の中心(附属書1図4参照)
真円度の値は,その中心を意味する添字とともに⊿Zで示す。
この附属書では,次の添字を使用する。
最小二乗 添字q
したがって
⊿Zq
最小領域 添字z
⊿Zz
最小外接 添字c
⊿Zc
最大内接 添字i
⊿Zi
備考 真円度曲線に当てはめる記録紙上の円は,対象物中心と測定機の回転中心とが十分に一致して
いると仮定している[附属書2(参考)の1.1.1及び5.参照]。
附属書1図1 最小二乗中心による真円度 ⊿Zq
13
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図2 最小領域中心による真円度 ⊿Zz
附属書1図3 最小外接円中心による真円度 ⊿Zc
14
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図4 最大内接円中心による真円度 ⊿Zi
15
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) 測定手順及び一般的指針
序文 この附属書2(参考)は,規格の本体及び附属書1(規定)に関連する事柄について補足するもの
であり,規定の一部ではない。
この附属書2(参考)は,ISO 4291 : 1985の附属書のB,C,D,E及びFに基づいて作成した。
1. 設定の手順及び測定上の一般的指針
1.1
測定前の設定指針 偏心による測定真円度曲線上に生じる大きなひずみを避けるため,対象物の測
定する箇所の横断面の中心を測定機の回転軸に十分に一致するように置く。また,傾きによる誤差を避け
るため,対象物の軸を回転軸に十分に平行に調整する必要がある。
幾つかの種類のひずみは,極座標方式の記録から生じる。その理由は,対象物の半径自身は記録紙上に
示されず,偏心と半径の変化分だけが非常に拡大されるためである。
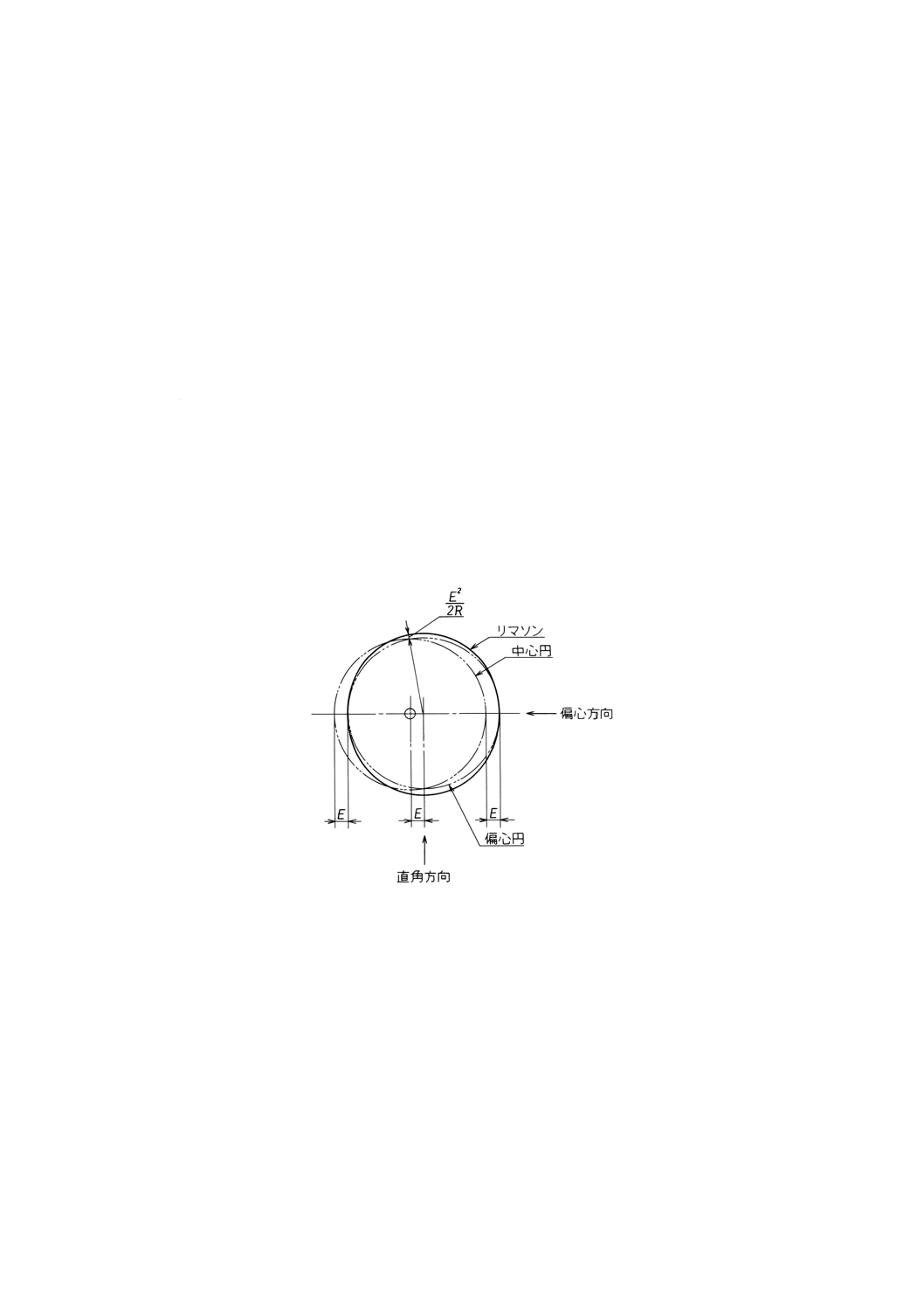
1.1.1
記録図形の半径は,偏心方向では偏心と無関係であるが,その方向の直角方向では偏心の二乗に比
例してわずかに増大する(附属書2図1参照)。
厳密には,幾何学的円の偏心図形はリマソンの形になるが,偏心が小さい場合にはほとんど分からない。
図形補正は可能であり,電気的方法及びディジタル計算による方法の補正が広く行われている。
附属書2図1 偏心方向と直角方向の偏心記録図形の半径増加
1.1.2
実真円度曲線上の円周方向における山の間隔と谷の間隔の値の差が無視できるほどに小さくても,
周期的な測定真円度曲線,及び真円度曲線においては,円周方向の山の間隔が谷の間隔より大きくなる。
拡大記録図形上で真実と異なる感じを与えないため,記録紙中心から測った山・谷の半径比があまり大
きくならないようにする必要がある。
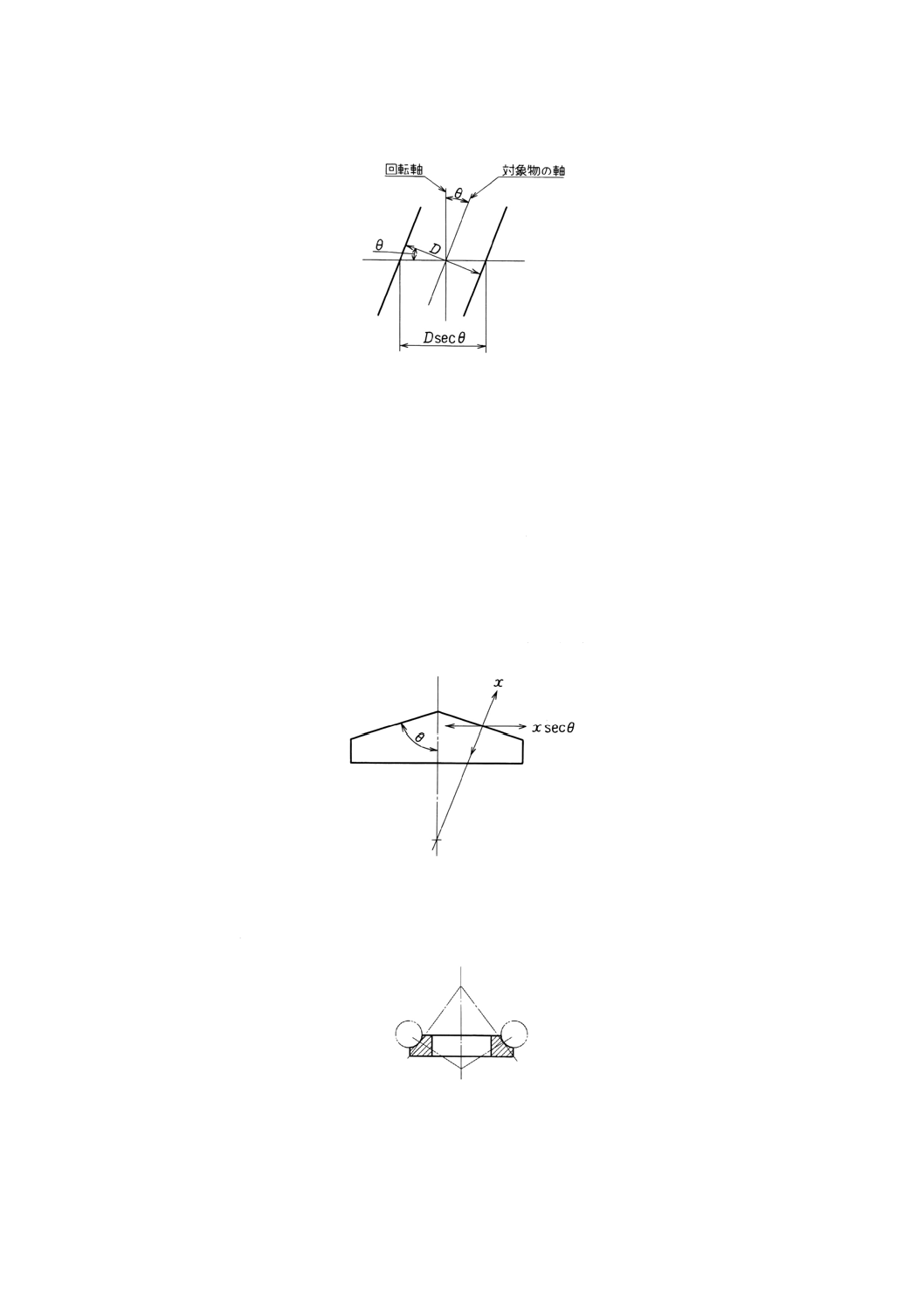
1.1.3
回転軸に対する対象物の軸の傾斜は,幾何学的円筒に対する幾何学的円がだ(楕)円として現れる
原因になる。
対象物直径をD,傾斜角度をθ(附属書2図2参照),倍率をMとすると記録紙上の直径差はMD (1−secθ)
となる。
逆に,横断面がだ円である円筒形体の場合,対象物の軸の傾きの方向によっては幾何学的円として現れ
16
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ることがある。
附属書2図2 回転軸に対する対象物の軸の傾斜
1.1.4
極座標図形の記録及び読取りの規則を,附属書2の4.に示す。
1.2
測定の方向について
1.2.1
対象物が円筒形体の場合,その測定方向は測定機の回転軸に垂直とし,その横断面で測定・記録し
た測定真円度曲線,真円度曲線を用いて真円度を評価する。
1.2.2
対象物が円すい又は環状の場合,重要な機能上の問題は,その表面を使用する用途の詳細及び対象
物の動作方向から決定すべきである。さらに,測定真円度曲線の測定方向が軸に対して垂直か,測定表面
に対して法線とするかの問題がある(附属書2図3参照)。もし,測定方向が測定表面の法線の場合には,
測定真円度曲線の半径方向の変化は,円すいの母線に沿う円すい頂角の半角θをもつ完全な円すい形状で
ある対象物の横断面上の交線である。そして,垂直な断面で示された測定真円度曲線上での半径の変化は,
対象物の領域の幅に頂角の半角θの正割 (secθ) をかけることが必要である。
附属書2図3 円すい又は環状対象物の測定方向の選択
環状の一部である玉軸受けの軌道面は(附属書2図4参照),測定子の接触する部分の接線で形成される
円すい面として取り扱うことができる。
附属書2図4 玉軸受軌道面
1.3
真円度,表面粗さ,測定子の先端曲率半径の相互関係(表面粗さの問題)
17
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.3.1
円周上を走査したとき,測定真円度曲線上に生じる狭い間隔の凹凸,すなわち,表面粗さ成分を真
円度の評価に含むか含まないかが問題になる。その決定は対象物の使用目的による。
例えば,同じような形状の二つの面間の滑り接触は,球と円筒との転がり接触とは違う。
測定方法によって表面粗さ成分を含むか含まないかは,真円度の表示値に大きく影響する。
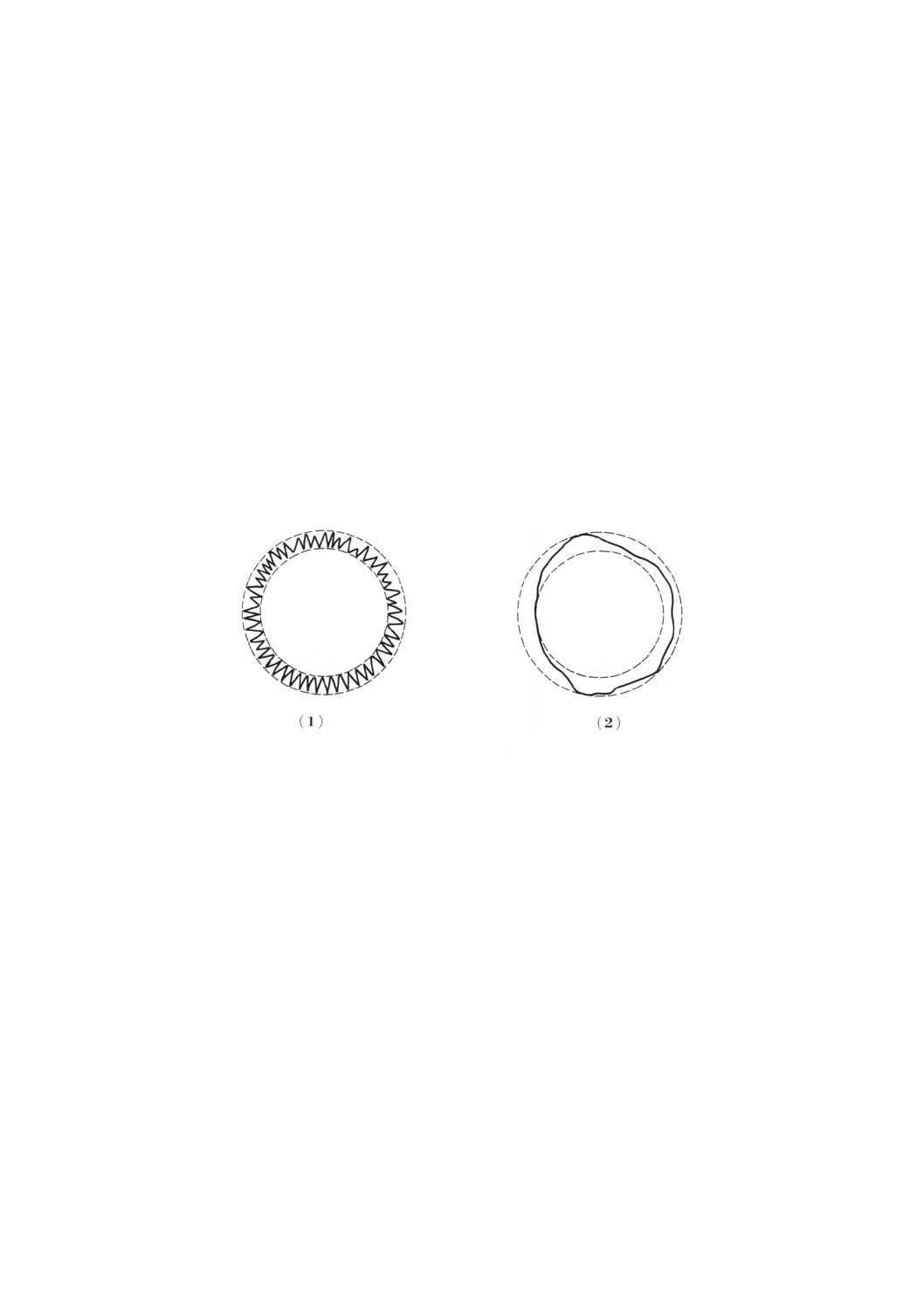
附属書2図5の測定真円度曲線の形状について考える。
それらの真円度の値は同じであるが,機能上同じとは思えない。円周方向の凹凸の間隔の性質は非常に
異なり,別の原因に起因しているといえる。
もし,この二つの測定真円度曲線が玉軸受けの軌道面上で求めたものであるとすれば,附属書2図5(1)
は高周波の振動成分と雑音が発生し,附属書2図5(2)の形状の方が使用目的に対し望ましいとされるであ
ろう。もし,それらが,軸,心棒,ピストンなどの測定真円度曲線であるとするならば,附属書2図5(1)
の形状の方が望ましいとされよう。
問題が,工作物の形体又は機械の加工精度にあるならば,測定真円度曲線は,比較的広い間隔の起伏に
よって特性付けされるのが普通である。
最も有効な評価は,幾何学的円からの偏差を包含するような大きさの表面粗さ成分を低域フィルタで除
くのがよいであろう。この場合表面粗さ成分は別に考えるべきである。
附属書2図5 狭い間隔及び広い間隔の凹凸
1.3.2
円周方向の表面粗さの大きさは,その凹凸の特性[高さ,間隔及び条こん(痕)の方向]と測定機
の周波数応答及び測定子寸法との組合せが測定結果に影響する。
1.3.3
真直な母線をもつ対象物を測定する場合,曲率半径8mmの測定子は普通の研削又は旋削加工で生
じる面の凹凸の軸方向成分の大部分を検出しないが,他の円周方向成分及び軸方向成分に加工模様のある
表面粗さ(押出し,ブローチ加工)を除去する効果が小さいことが実験的に指摘されている。理由は円周
方向の曲率の小さい差を検出するのが難しいからである。
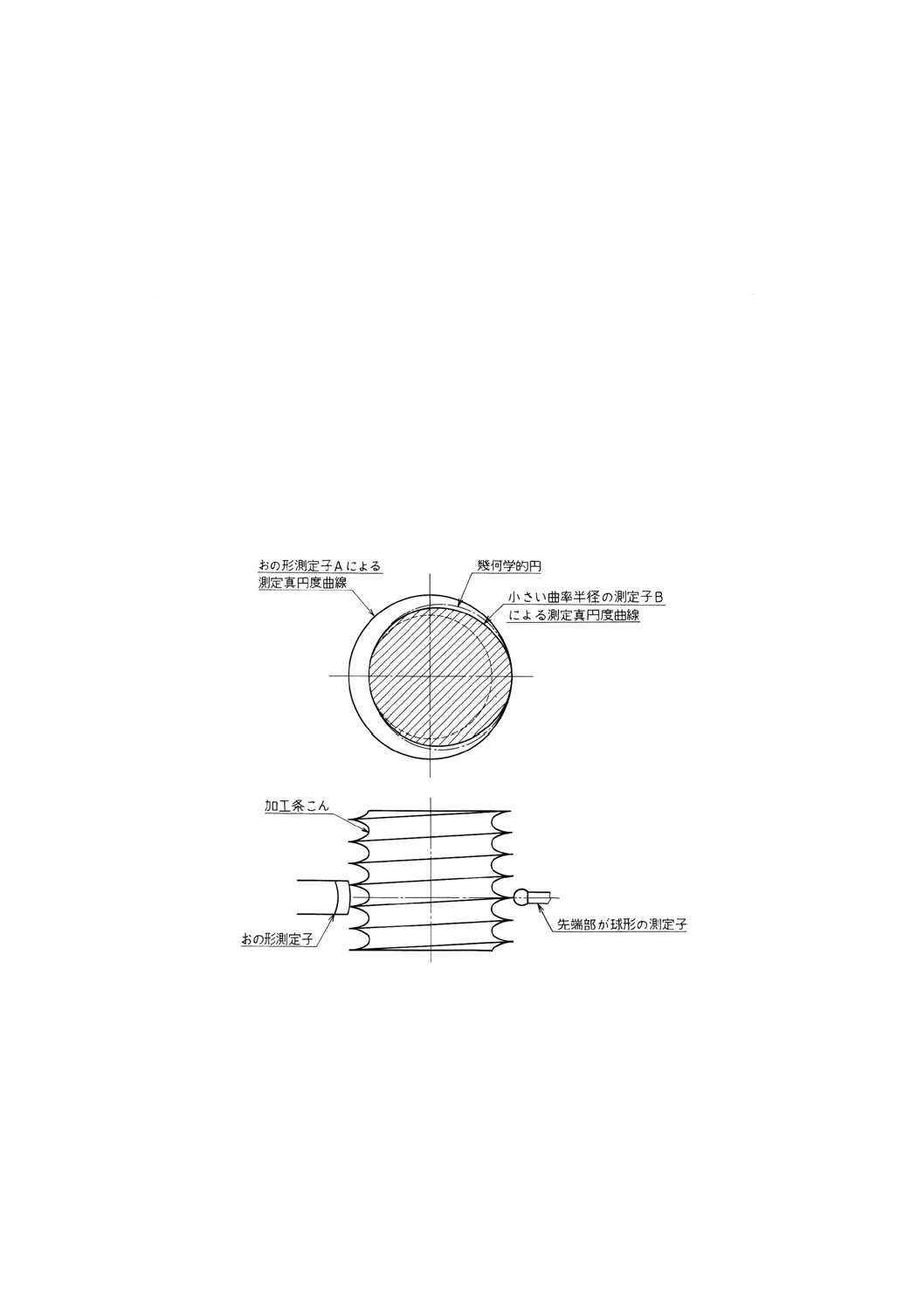
附属書2図6に,小さい曲率半径と大きい曲率半径の測定子が,円筒旋削の加工で生じる条こんにどの
ように作用するかを示す。
小さい曲率半径の測定子は,一方の山頂から他の側の谷底まで動き,再び山頂へ戻る。このことによっ
て,加工で生じる条こんの形が正しい正弦状ならば(このようなことはまれである。)正確に円の経路を追
跡する。
他方,大きい半径のおの形測定子を使用する場合の軌跡は,包絡線の真円度を表すことになり,加工で
生じる条こんがあっても実質的に円形となる。
その原理の説明として,普通の工具旋盤で加工した部品に対し,おの形測定子Aで走査した包絡線及び
球状の測定子B(先端部の曲率半径rはどちらも同じ)で走査した曲線を,別に示す加工で生じる条こん
18
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
とともに附属書2図7に図解してある。
その測定子は,滑らかな円筒と同じ横断面で接触するように調整されている。
このように球状の測定子の走査の軌跡は,二つの走査が接触する最高の山頂を除き,どこでもおの形測
定子の走査の軌跡の内側にある。
おの形測定子で走査された包絡線は,小さい拡大倍率での評価と同じくらい丸いが,球状の測定子で走
査された測定真円度曲線は明らかに異なる。
例えば,0.25mmの球は,一般に使用されているコーナ半径0.8mmの切削工具で生じた表面粗さを十分
に検出し,研削で生じる凹凸成分の大部分を検出するが,ラッピング,ホーニング及び精密研削で生じる
微細な凹凸は検出しない。
1.3.4
山の起伏のピッチが細かい円周成分が,小さい又は大きい曲率半径の測定子によって検出されたと
しても,適切なカットオフ値の低域フィルタによって除去できる。
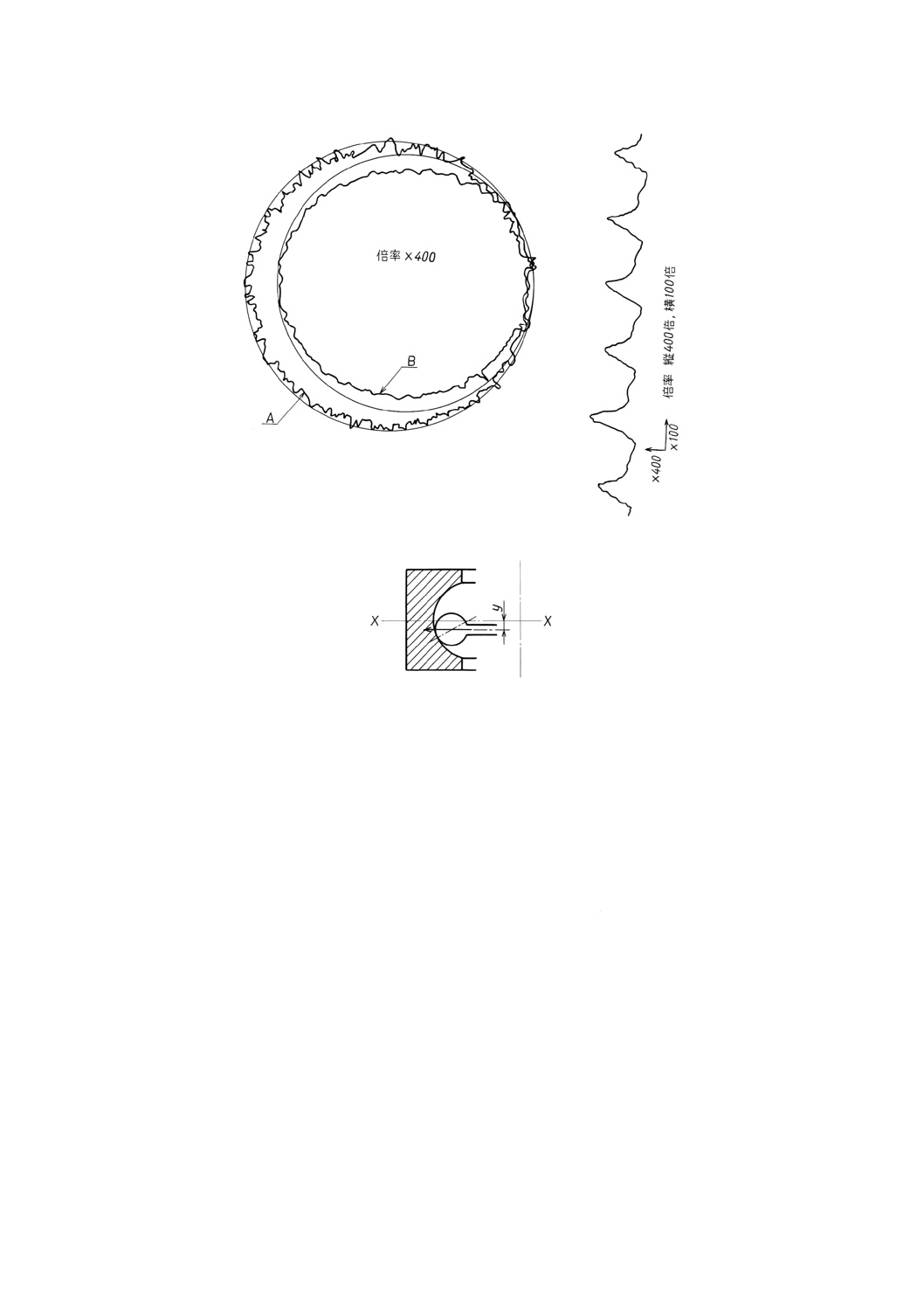
1.3.5
溝の測定(例えば,玉軸受けの軌道面)のための測定子半径の選択は,表面粗さの問題だけでなく,
溝内の測定子位置の問題も含んでいる。
附属書2図8で分かるように,測定子の中心が測定方向X-Xから上下に偏っていると,測定子の回転に
つれて偏りyが変化すれば誤差になる。しかも,誤差の大きさは測定子と対象物との半径差が小さくなる
ほど増大する。
附属書2図6 測定子半径の影響
19
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図7 おの形測定子及び小さい曲率半径の測定子の走査
附属書2図8 偏りの変化で生じる測定誤差
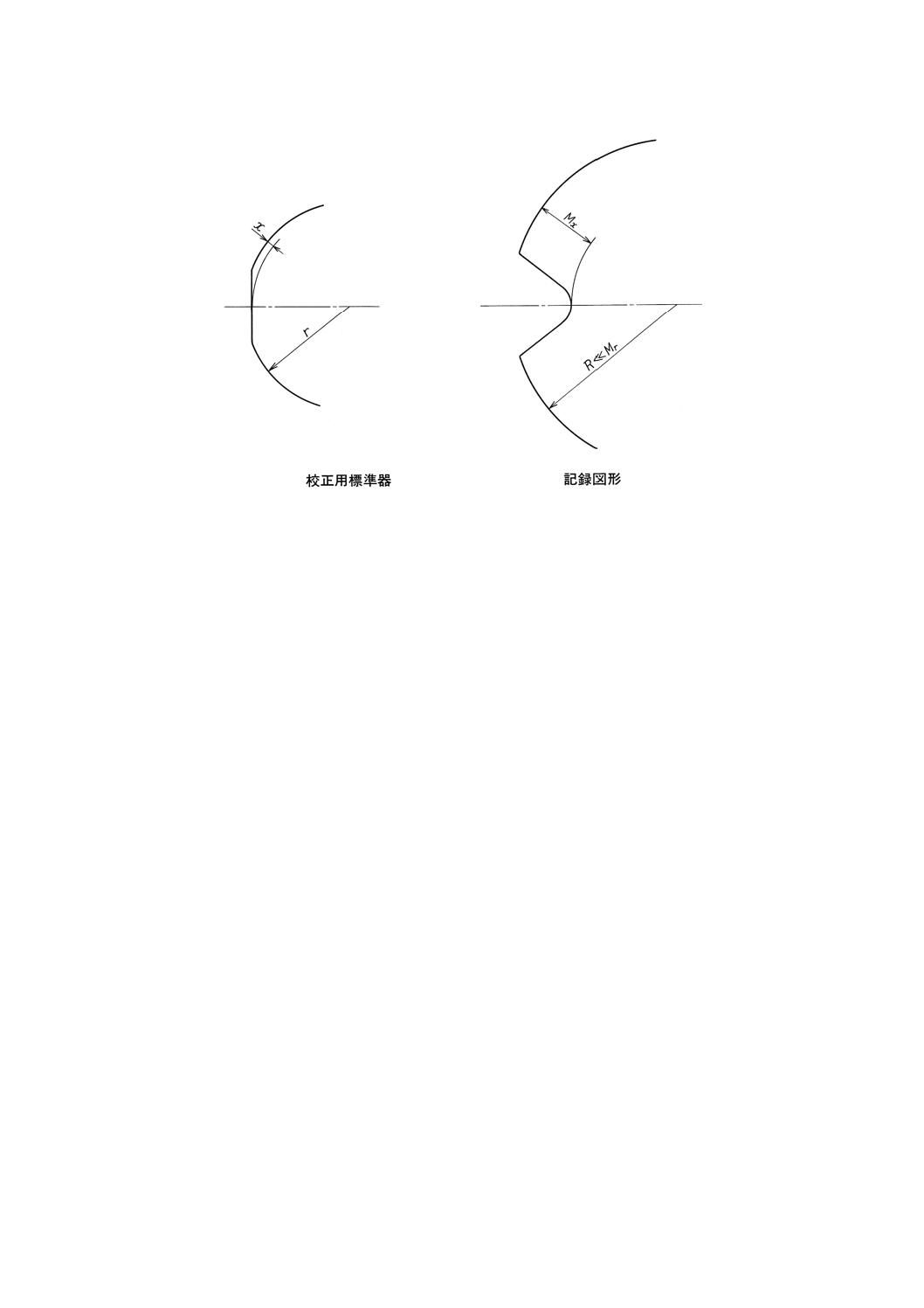
2. 校正
2.1
半径方向の倍率校正 静的な校正は,測定子を適当で正確な寸法の変位,例えば,ねじ利用の縮小
てこ又はブロックゲージで行うことができる。
動的な校正は,外周面上に一つ以上の小さい平面がある円筒で行うことができる(附属書2図9参照)。
平らな部分が小さい場合,検出した曲線(形状)の周波数領域は,測定機の高周波応答の限界に近づく
ので,このような標準器では使用する測定機の特性に応じて,適切に校正する必要がある。
2.2
軸方向の半径校正 静的な校正は一般に半径方向の倍率校正の場合と同じ装置を使って行うことが
できる。
20
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図9 動的な校正
3. 回転による系統誤差の決定
3.1
与えられたスピンドルの誤差が十分に繰り返されるならば,スピンドルの誤差に対応する極座標値
が求められ,図形補正に利用できる。測定機によっては,このことが自動的に行われ,スピンドル誤差を
なくして図形及びデータが出力される。
スピンドルの誤差と対象物の誤差とはベクトル的に結合しているので,スピンドルの誤差は,スピンド
ルと回転精度検査用標準器の場合とスピンドルと対象物との場合に求めた二つの測定真円度曲線の単純な
引き算によって決定できない。
3.2
スピンドル誤差の決定方法 幾何学的円と仮定される回転精度検査用標準器からスピンドル誤差を
分離する二つの方法がある。
位相差法及び反転法である。これら二つの方法では,誤差が回転ごとに繰り返され,また,適当な環境
での試験の実施と2回転以上の回転で求めた測定真円度曲線の平均を取ることによって,偶然誤差が最少
にできると仮定している。
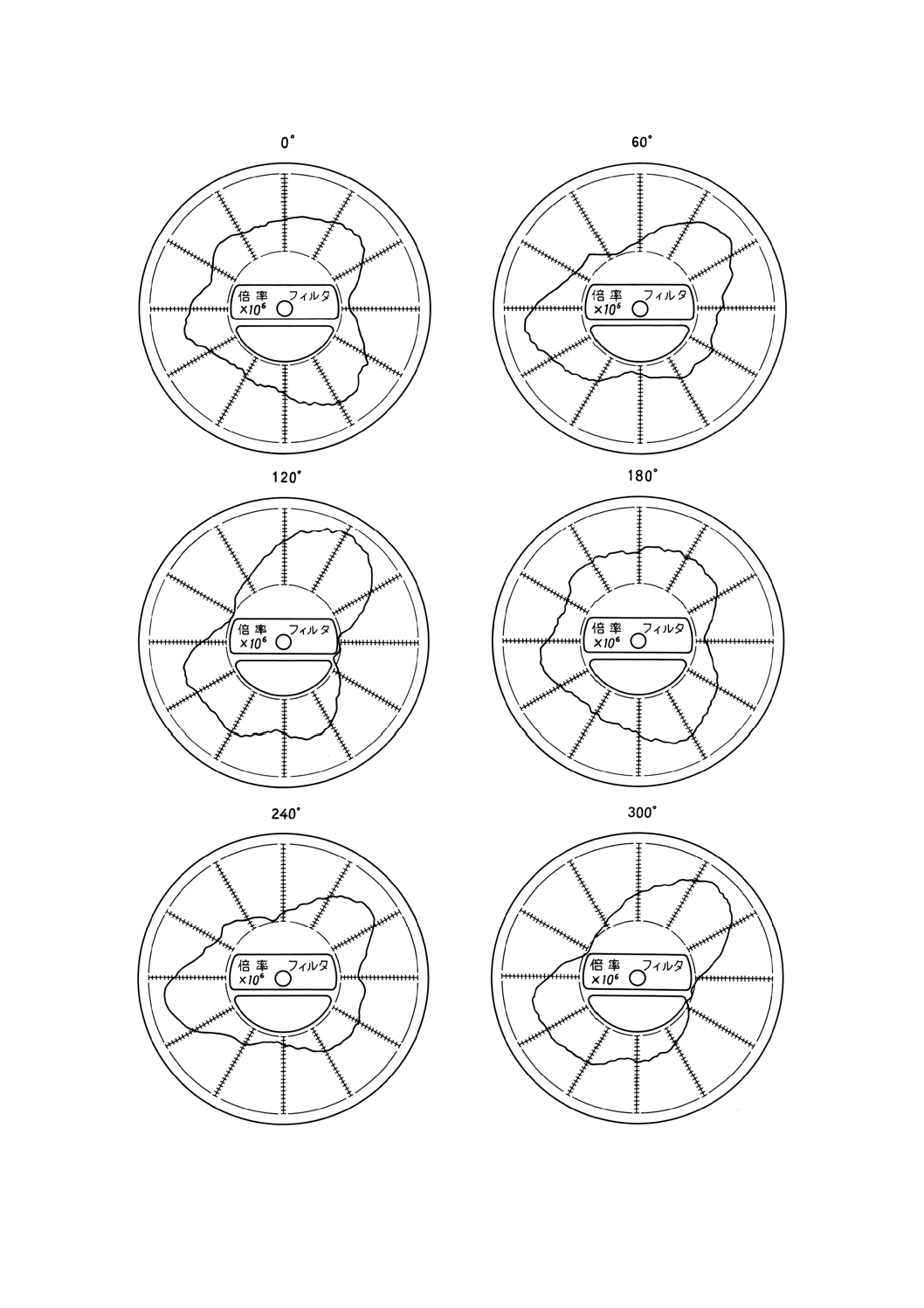
3.2.1
位相差法は,半径方向の誤差及び軸方向の誤差並びにそれらの結合した誤差に適用でき,回転精度
検査用標準器を角度割出台の上に載せる。実際の測定が行われる間は回転精度検査用標準器が静止してい
るので,割出台の回転精度は重要ではない。
偶然誤差を,平均を取ることによって最少にするためには,例えば,4回転の測定真円度曲線を記録し,
そのディジタルデータを記憶させる。
そのようにして回転精度検査用標準器は30°ごとに割り出され,測定真円度曲線は回転精度検査用標準
器が次の位置に移動される前に毎回記録され,保存される。
この作業では360°の間に12段階送り,その付加的データはシステムのドリフト確認に使用される。各
測定位置のデータは,スピンドルの回転精度誤差と回転精度検査用標準器の真円度偏差との結合したもの
である。
回転精度検査用標準器を30°ずつ割り出したときの誤差は,両者異なった位置で結合している(附属書
2図10参照)。したがって完全な行列式は,測定機のスピンドルに対して回転精度検査用標準器を360°区
21
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
間割り出した後に得られる。
その行列式を求めた後,スピンドル及び回転精度検査用標準器のそれぞれの誤差が出力される。
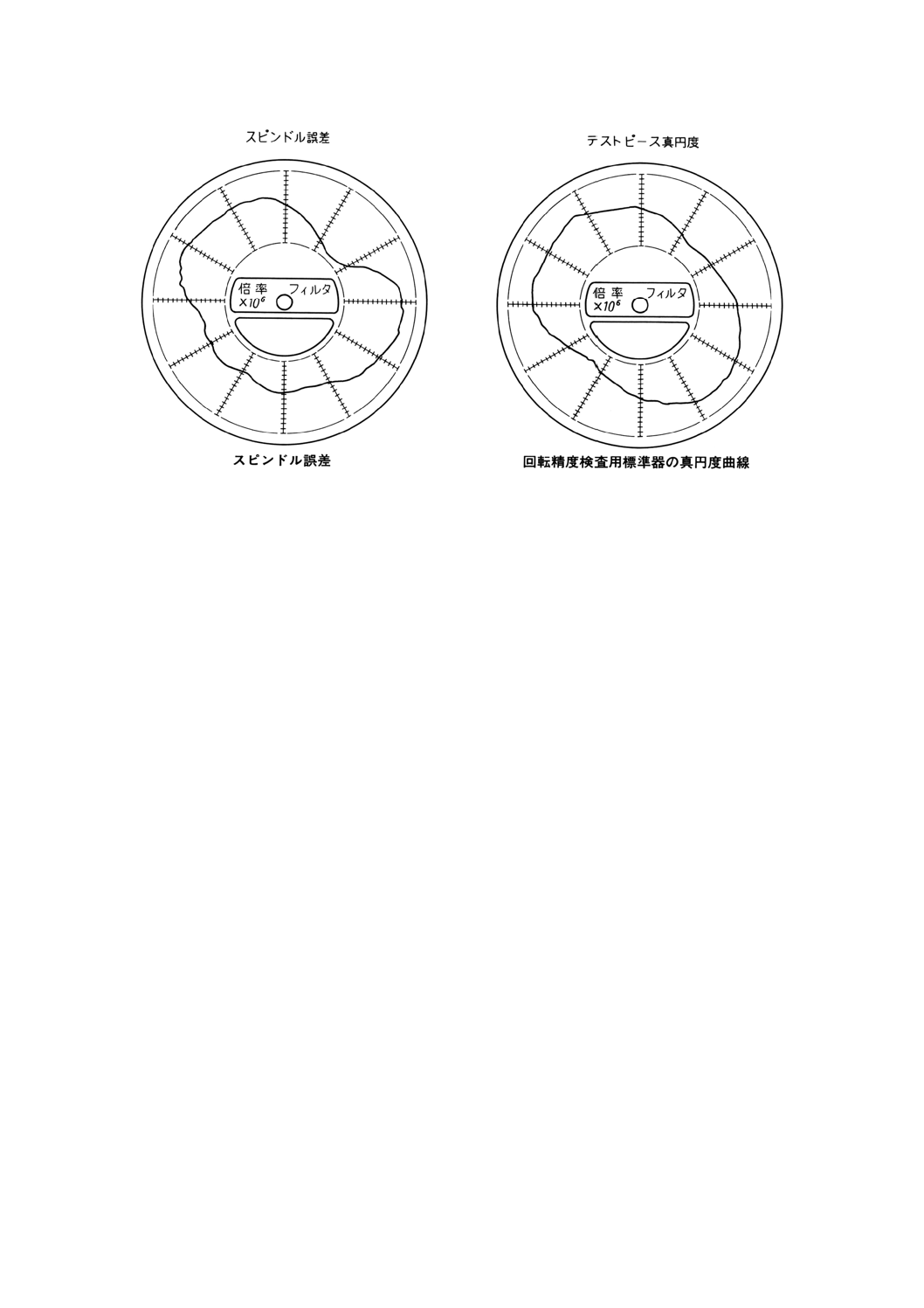
3.2.2
反転法は,半径方向の誤差だけに適用される。また,多くの計測分野で広く利用されている。
手順は,測定機の最高倍率で回転精度検査用標準器を測定し,さらにスピンドルの通常位置から180°
置き換えた検出器で,回転精度検査用標準器を半回転し測定して得た二つの曲線を同一記録紙上に記録す
る。
二つの曲線の各位置における半径方向の偏差の平均値の軌跡が回転精度検査用標準器の真円度を表す。
同じ方法でスピンドルの回転誤差を知ることができるが,二つの各位置における半径方向の偏差の平均
値の軌跡を描く前に,第2の曲線を記録するとき,装置の極性を切り換える必要がある。
原理はX+Y, X−Yの2式を解くのと同じである。
スピンドルの回転精度及び回転精度検査用標準器の真円度偏差のそれぞれを附属書2図11に示す。
3.2.3
回転軸に対する対象物の軸の傾斜(又は円すい誤差)は,軸の特性に関して明示された二つの軸方
向又は二つの半径方向の位置における偏差を測定することによって知ることができる。
傾斜誤差は,これらの値とその位置とで,それぞれ十分な直線性があればそれらの位置のうち一つの値
とそこからの変化率(例えば,μm/mmで表す。)とで表すことができる。
22
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図10 スピンドル誤差と回転精度検定用標準器の真円度偏差との結合の例
23
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図11 スピンドル誤差と真円度偏差との分離
4. 極座標図形の作図と読取りの規則 一般に次の規則が採用される。
4.1
作図
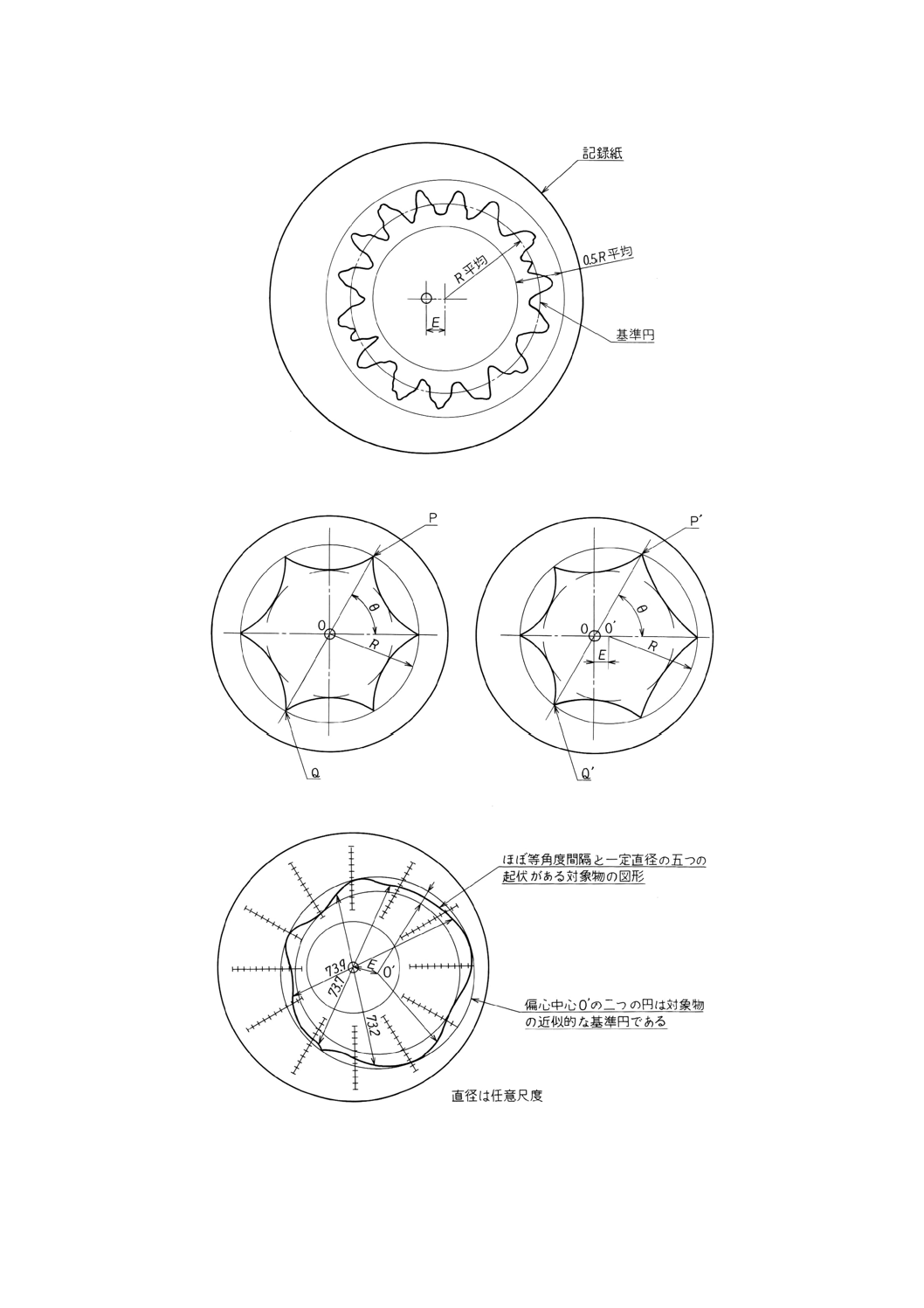
4.1.1
作図から生じる極座標図形上の大きなひずみを避けるめ,一般に測定真円度曲線は,その半径方向
の幅が平均半径の約半分以下の範囲にあるようにする(附属書2図12参照)。
4.1.2
偏心量Eは,普通の測定では測定真円度曲線の平均半径の約15%以下,高精度の測定では7%以下
にする。
4.2
読取り
4.2.1
角度関係は,記録紙中心から読み取る。例えば,対象物上180°離れた点は,記録紙の中心を通し
て180°離れた点で表される(附属書2図13参照)。
4.2.2
直径変動は,記録紙の回転中心を通して評価する(附属書2図14参照)。
4.2.3
半径変動が真円度曲線の中心から評価されるのは,誤差が小さい場合である。これが許容できる偏
心量を制限する。
4.2.4
対象物の実際半径をあまり拡大しないで半径方向変動を拡大するため,中高の表面部分が真円度曲
線の円周上で中低として現れることに注意を要する(附属書2図9及び附属書2図15参照)。
24
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図12 極座標作図による大きなひずみの回避
附属書2図13 角度関係
附属書2図14 直径変動
25
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図15 拡大後に中低として現れる中高面
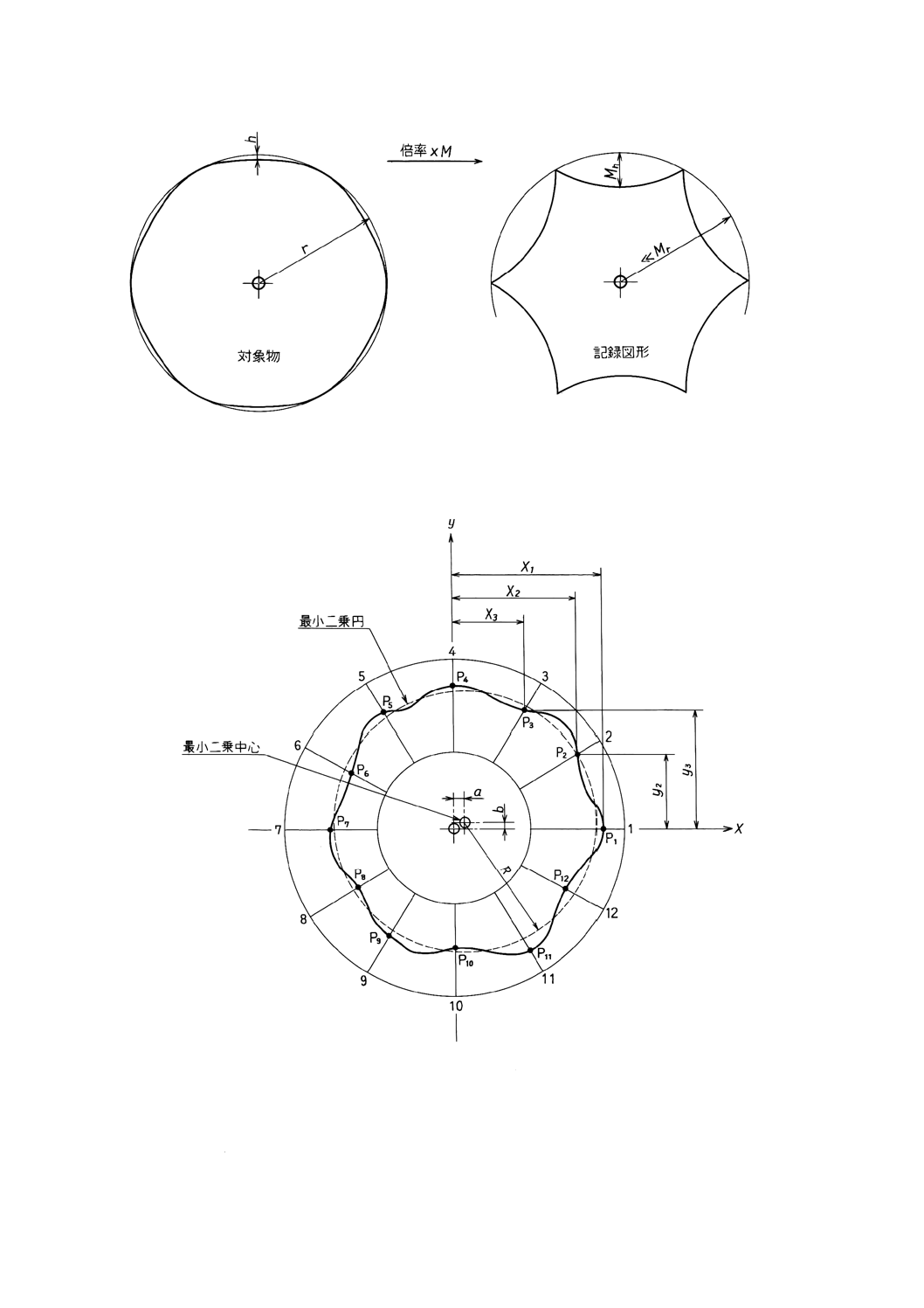
5. 最小二乗中心及び最小二乗円の求め方
附属書2図16 最小二乗中心及び最小二乗円の決定
記録紙中心から,偶数の等角度の多くの放射線を描く。附属書2図16では,それらの線に1〜12の番号
を付けてある。
直角座標形 (x, y) を作るため,直交する2本の放射線を選ぶ。
26
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
極座標図形と放射線の交点P1〜P12の位置は,正負の符号を考慮してx軸とy軸から測定できる。
記録紙中心から最小二乗中心までの距離a,bは,次の近似式で求められる。
n
x
a
∑
=2
n
y
b
∑
=2
ここに,
Σx: x値の合計
Σy: y値の合計
n: 放射線の数
最小二乗円の半径Rは,次の式で求められる。
n
r
R∑
=
ここに,
Σr: 点Pの最小二乗中心からの半径距離の和
n: 放射線の数
27
B 7451 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 7451 改正原案作成委員会 構成表
氏名
所属
(委員長)
○ 奈 良 治 郎
元ISO TC57国内対策委員
(委員)
馬 場 秀 俊
通商産業省機械情報産業局
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会技術部
高 増 潔
東京大学工学系研究科
後 藤 充 夫
工業技術院計量研究所
○ 栗 山 文 雄
日産自動車株式会社いわき工場
○ 太 箸 孝 善
石川島播磨重工業株式会社技術本部
○ 宮 本 紘 三
株式会社小坂研究所
○ 宮 下 勤
テーラーホブソン株式会社
佐 藤 誠
株式会社ミツトヨMC工場
○ 八 木 良
株式会社東京精密土浦工場
三 輪 憲 治
株式会社ニコン光機事業部
鰐 渕 亙
東京貿易テクノシステム株式会社システム技術部
山 下 弘 洋
株式会社三鷹精工
△ 福 田 順 一
株式会社ミツトヨ広島事業所
(事務局)
○ 加 藤 敬
日本精密測定機器工業会
○印:分科会委員を兼務する。
△印:分科会だけの委員である。