B 7443-3:2015 (ISO 15530-3:2011)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 2
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 2
4 記号······························································································································· 3
5 要求事項························································································································· 3
5.1 操作条件 ······················································································································ 3
5.2 類似性 ························································································································· 4
6 校正された測定物を使った不確かさ評価の原理 ······································································ 5
7 不確かさ評価の手順 ·········································································································· 5
7.1 測定機器 ······················································································································ 5
7.2 不確かさ評価の実行方法 ································································································· 5
7.3 不確かさの計算 ············································································································· 6
7.4 置換測定法の適用 ·········································································································· 9
8 測定不確かさの定期検査 ··································································································· 10
9 測定不確かさの中間点検 ··································································································· 10
附属書A(参考)適用事例 ···································································································· 11
附属書B(参考)GPSマトリックスとの関係 ············································································ 16
B 7443-3:2015 (ISO 15530-3:2011)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般財団法人日本規格協会(JSA)から,工
業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済
産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7443-3:2015
(ISO 15530-3:2011)
製品の幾何特性仕様(GPS)−座標測定機(CMM):
測定不確かさの求め方−第3部:校正された
測定物又は測定標準を使用する方法
Geometrical product specifications (GPS)-Coordinate measuring machines
(CMM): Technique for determining the uncertainty of measurement-
Part 3: Use of calibrated workpieces or measurement standards
序文
この規格は,2011年に第1版として発行されたISO 15530-3を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
この規格は,製品の幾何特性仕様(GPS)の規格であり,一般GPS規格とみなされる(ISO/TR 14638
参照)。この規格は,サイズ,距離,半径,角度,形状,姿勢,位置,振れ及びデータムの規格チェーンの
リンク番号6に関係する。
ISO/TR 14638で示されたISO/GPSマスタプランは,この規格を含むISO/GPSシステムの全体像を与え
る。ISO 8015が与えるISO/GPSの基本ルールがこの規格に適用され,他に指示がない場合,JIS B 0641-1
(ISO 14253-1)の適合判定規則が,この規格に従う仕様に適用される。
GPSマトリックスとこの規格との詳細な関係については,附属書Bを参照。
座標測定機は,産業界において製品の幾何仕様の検証に必須となっている。JIS Q 9000(ISO 9000)シ
リーズに従うと,品質管理システムにおいては,使用する測定機器は,トレーサビリティを確立するため
に国際的又は国内において承認された標準に対して既知の有効なつながりをもつ認証された機器に対して,
校正することが要求される。計測における基本的かつ一般的な用語(ISO/IEC Guide 99)に従うと,校正
は(量の測定値と補正された値との間の関係の確立に加えて)測定作業の最終的な結果(測定対象量)の
不確かさの評価を含む。しかし,座標測定機が実際に実施する無数の測定作業で生じる誤差を包含する不
確かさの評価方法は,しばしば複雑である。これらの場合に,座標測定機の測定作業に関連した不確かさ
について非現実的な見積りがなされるおそれがある。
この規格の目的は,座標測定機の測定不確かさを実験によって簡単に求める方法を示すことである。こ
の実験による方法では,測定する未知の対象の代わりに,類似の寸法及び幾何学量をもった校正された測
定物又は測定標準を実際の測定と同じ方法で測定することによって,座標測定機の測定不確かさを求める。
この実験による方法の規定は,この規格の最も重要な要素である。このような不確かさ評価のための手順
の標準化は,校正及びそれ以外の測定結果に共通の認識を与える。
この規格は,測定結果が座標測定機の指示値による場合に,測定物又は測定標準の非置換測定法に対し
2
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
て適用可能である。さらに,実用標準を座標測定機の系統誤差の補正のために使う場合に,置換測定法に
適用可能である。後者は,一般的に測定不確かさを減らし,特にゲージ校正の分野でよく使われる。
この規格は,不確かさを求める方法のうち,一つの方法について規定している。この方法は,実験的な
手法であるため,実施方法は単純であり,測定不確かさの現実的な計算結果が得られる。
しかし,十分に定義された幾何特性,安定性,合理的なコスト及び小さな不確かさで校正可能であるこ
となどの性質をもったアーティファクトを必要とすることに,この方法の限界がある。
1
適用範囲
この規格は,座標測定機及び校正された測定物(参照標準として使用する。)又は測定標準を使って,未
知の測定物の測定結果に対する測定不確かさの求め方について規定する。この規格は,座標測定機の測定
結果の不確かさを簡単に求めるための実験的な方法を示している。その方法は,測定しようとする未知の
測定物の代わりに類似の寸法及び幾何学量をもった校正された測定物を用いて,実際の測定と同じ方法で
測定することである。
この規格は,座標測定における測定の不確かさ評価の手順の要求事項,必要とされる測定機器,測定不
確かさの定期検査及び中間点検についても規定する。
注記1 測定結果の不確かさは,常に実施された測定作業に結び付けられて評価されなければならな
い。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15530-3:2011,Geometrical product specifications (GPS)−Coordinate measuring machines
(CMM): Technique for determining the uncertainty of measurement−Part 3: Use of calibrated
workpieces or measurement standards(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7440-1 製品の幾何特性仕様(GPS)−座標測定機(CMM)の受入検査及び定期検査−第1部:
用語
注記 対応国際規格:ISO 10360-1:2000,Geometrical Product Specifications (GPS)−Acceptance and
reverification tests for coordinate measuring machines (CMM)−Part 1: Vocabulary(IDT)
ISO/IEC Guide 98-3,Uncertainty of measurement−Part 3: Guide to the expression of uncertainty in
measurement (GUM:1995)
注記 このガイドは,TS Z 0033として発行されている。
ISO/IEC Guide 99,International vocabulary of metrology−Basic and general concepts and associated terms
(VIM)
注記 このガイドは,TS Z 0032として発行されている。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 7440-1,ISO/IEC Guide 99及びISO/IEC Guide 98-3によ
3
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
るほか,次による。
3.1
非置換測定法(non-substitution measurement)
実用標準の測定結果を使って,座標測定機の系統誤差の補正を行わず,座標測定機の指示値を測定結果
とする測定。
注記 非置換測定法については,7.1,7.2及び7.3を参照。
3.2
置換測定法(substitution measurement)
測定物及び実用標準の両方を測定することによって,座標測定機の系統誤差を追加補正することによる
測定。
注記 置換測定法については,7.4を参照。
4
記号
この規格で用いる記号及び意味は,表1による。
表1−記号
記号
意味
b
測定不確かさの評価の際に観測される系統誤差
Δi
置換測定法を適用した場合の実用標準の測定値と校正値との差
k
包含係数
l
測定する寸法
n
繰返し測定回数
T
測定物又は測定標準の平均温度
ucal
校正された測定物又は測定標準のパラメータの標準不確かさ
up
測定手順に付随する標準不確かさ
ub
系統誤差に付随する標準不確かさ
uw
校正されていない測定物のばらつきに付随する標準不確かさ
uwp
校正されていない測定物の機械的な特性のばらつきに付随する標準不確かさ
uwt
校正されていない測定物の熱膨張係数のばらつきに付随する標準不確かさ
uα
熱膨張係数の標準不確かさ
U
測定の拡張不確かさ
Ucal
校正された測定物又は測定標準のパラメータの拡張不確かさ
xcal
校正された測定物又は測定標準のパラメータの値
y
測定結果
yi
測定不確かさの評価に使われる測定結果
*
yi
置換測定法を適用する場合に,測定不確かさの評価に使われる座標測定機の補正されていない指示値
y
測定結果の平均値
5
要求事項
5.1
操作条件
測定を始める前に,座標測定機を初期化し,製造業者の操作マニュアルで指定された条件に従って,プ
ローブ構成,プローブのパラメータ設定などの手順を実行する。特に,(校正された)測定物又は測定標準
及び座標測定機は熱平衡状態になければならない。
7.2で与える測定に関して,座標測定機の製造業者が定める環境及び操作条件と使用者が定める条件とを
4
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
適用しなければならない。特に,(座標測定機の計算機のソフトウェア経由で適用する補正のような)誤差
補償機能が,使用者の品質マニュアルに記載されている場合は,適用しなければならない。
座標測定機は,測定作業(測定器の作業関連校正,JIS B 0642参照)に関する手順書があれば,手順書
に記載された座標測定機の仕様を,測定作業に関する手順書がなければ,製造業者の仕様を達成しなけれ
ばならない。したがって,座標測定機の総合的な測定特性を校正する必要はない(測定器の総合的な校正
は,JIS B 0642参照)。
5.2
類似性
測定方法は,次の類似性をもたなければならない。
a) 実際の測定(7.2.2参照)で使用する測定物又は測定標準の寸法及び幾何特性と,測定不確かさの評価
(7.2.3参照)で使用する校正された測定物又は測定標準の寸法及び幾何特性との類似性。
注記1 測定不確かさに影響する繰返し条件としては,例えば,位置,姿勢などがある。
b) 測定不確かさの評価と実際の測定との測定手順の類似性。
注記2 測定不確かさに影響する繰返し条件は,例えば,取扱い,交換,固定,測定点の間の経過時
間,測定物又は測定標準の取付け及び取外しの手順,測定力,速度などである。
c) 測定不確かさの評価と実際の測定との環境条件(全ての変動を含む。)の類似性。
注記3 測定不確かさに影響する繰返し条件は,例えば,温度,温度の安定時間及び(使用する場合
は)温度の補正である。
表2に,類似性の要求事項を示す。
表2−測定すべき測定物又は測定標準と測定不確かさの評価で使用する校正された
測定物又は測定標準との類似性の要求事項
項目
要求事項
寸法特性
寸法
次の範囲で同一
− 250 mmを超える場合は10 %以下
− 250 mm以下の場合は25 mm以下
角度
±5°の範囲で同一
形状誤差及び表面性状
機能特性に関して類似している
材料特性(例えば,熱膨張係数,
弾性,硬さなど)
機能特性に関して類似している
測定戦略
同一
プローブ構成
同一
注記 座標測定機によって測定する場合の,測定手順,測定点の数,測定点の配置などを測定戦略という。
表2の要求事項を満たした場合は,温度条件の類似性を保証したとみなす。校正された測定物を使った
測定不確かさの評価は,特に,校正されていない測定物の測定時の温度の範囲を含まなければならない。
測定する測定物又は標準の熱膨張係数のばらつきが大きい場合は,この不確かさの成分を考慮しなければ
ならない(7.3.3及び7.3.4参照)。
プローブのアプローチ距離の違いによって誤差が変化する座標測定機がある。例えば,小さな内部形体
(穴など)のように,プローブアプローチ距離が形体の大きさによって制限される場合がある。この場合
にも,プローブアプローチ距離が同一であることを確保する必要がある。
5
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
校正された測定物を使った不確かさ評価の原理
測定不確かさの評価は,実際の測定と同じ方法・条件で行う一連の測定で行う。唯一の違いは,測定す
る測定物の代わりに,一つ以上の校正された測定物(参照標準として使用する。)を測定することである。
測定によって得られた結果とこれらの校正された測定物の既知の校正値との差を測定不確かさを評価する
ために用いる。
測定不確かさは,次の不確かさの成分で構成する。
a) 測定手順による成分
b) 校正された測定物の校正による成分
c) 複数の測定する測定物間のばらつき(形状偏差,熱膨張係数及び表面性状の変化)による成分
環境条件の全ての変動の効果を,測定不確かさの評価を実施するために含むことが望ましい。
7
不確かさ評価の手順
7.1
測定機器
校正された測定物(参照標準として使用する。)を使った不確かさの評価には,次の機器を用いる。
a) 測定作業に使用するスタイラス
b) 少なくとも一つの校正された測定物
校正された測定物の測定特性は,測定作業の要求事項を達成するために,既知で十分に小さな不確かさ
で,校正されたものでなければならない。
測定作業に使用するスタイラスを交換した場合は,プローブのパラメータを再設定しなければならない。
校正された測定物の校正の不確かさは,実際の測定及び測定不確かさの評価で採用する測定戦略に関し
て有効でなければならない。すなわち,校正された測定物の測定対象量は測定不確かさの評価手順で評価
する測定対象量と同じでなければならない。
7.2
不確かさ評価の実行方法
7.2.1
一般事項
座標測定機の使用者は,技術的な要求事項に従って測定手順(すなわち,測定戦略)を自由に決めるこ
とができる。ただし,実際の測定の手順及び条件と不確かさ評価の手順及び条件とが同じでなければなら
ない。
7.2.2
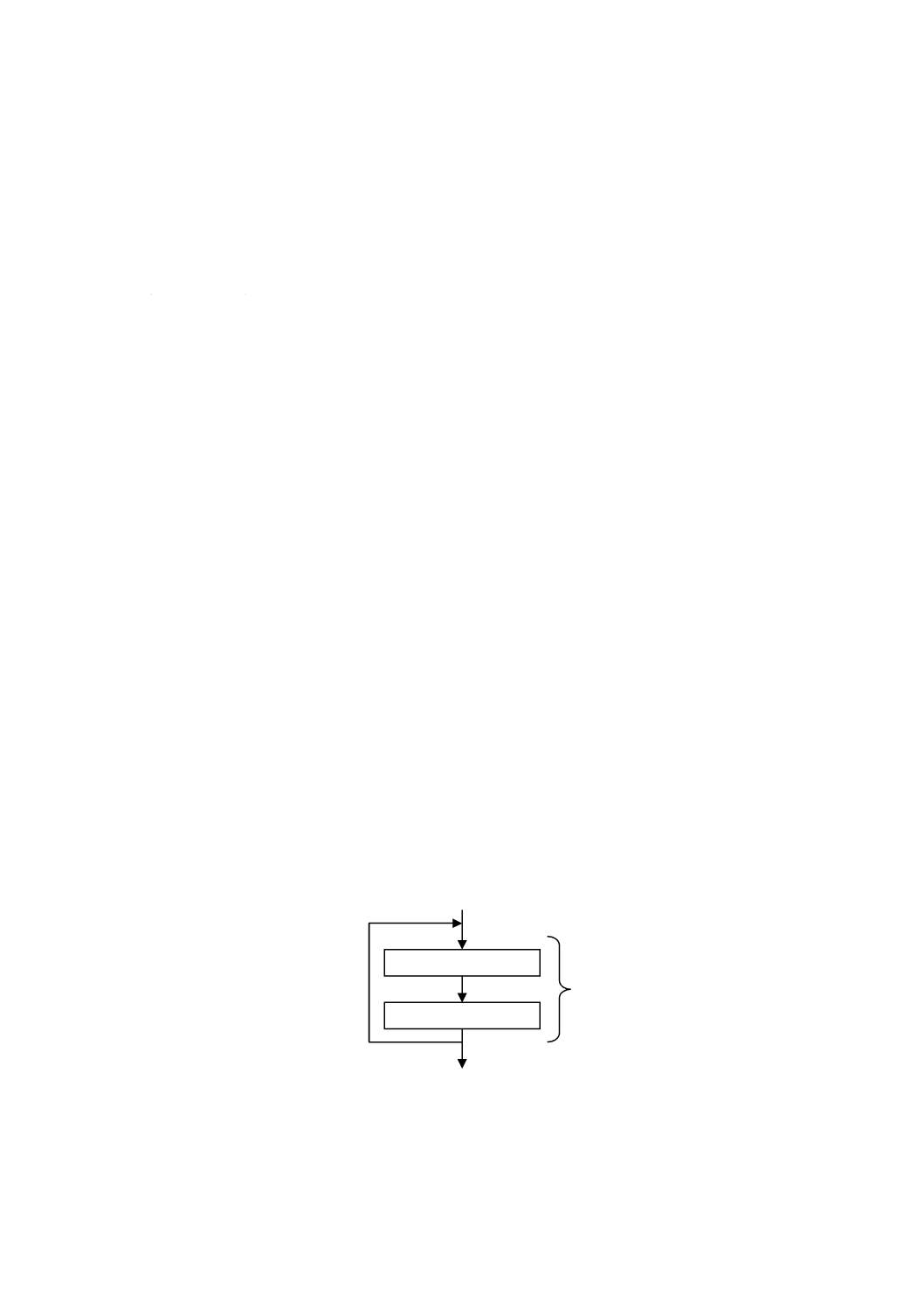
実際の測定
実際の測定の1サイクルは,測定物の設置と測定物の1回以上の測定とからなる(図1参照)。
図1−非置換測定の手順
測定する測定物の位置及び姿勢は,不確かさ評価の対象となる範囲内で自由である。
測定物の設置
測定物の測定
測定サイクル
6
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2.3
不確かさの評価
不確かさの評価は,次のとおりとする。
− 校正された測定物を,測定しようとする(実際の)測定物の代わりに測定する。校正された測定物及
び測定しようとする(実際の)測定物は,5.2で規定する類似性の要求事項を満足しなければならない。
− 測定物の特別な取付け及び取外しの手順は,不確かさ評価の中で実行しなければならない。
− 不確かさの評価のために十分なサンプル数を得るために,校正された測定物を少なくとも10回の測定
サイクルで,合計で20回以上測定しなければならない。例えば,測定サイクルにつきただ一つの校正
された測定物を測定する場合には,測定サイクルは20回が最小である。
− 不確かさ評価の間に,校正された測定物の位置及び姿勢は,実際の測定の手順によって可能な範囲で,
系統的に変えることができる。
− 7.2.2で規定する測定サイクルは,温度条件の類似性を確保するために実際の測定に含む全ての行為を
含まなければならない。例えば,不確かさ評価において全ての測定物を設置していなくても,あたか
も完全な測定を実行するかのように同じ位置を座標測定機は経由(ダミー測定)しなければならない。
7.3
不確かさの計算
7.3.1
一般事項
校正証明書又は測定報告書において,測定結果(y)及びその拡張不確かさ(U)はy±Uの形式で表現
しなければならない。ここでUは約95 %の包含確率に対して,包含係数k=2として求める。
測定を実行する場合には,表3に示す不確かさの成分を基本的に考慮し,次の標準不確かさによって計
算しなければならない。
ucal
校正証明書に記載された校正された測定物の校正による標準不確かさ
up
測定手順に付随する標準不確かさ
ub
校正された測定物を使って評価する測定手順の系統誤差に付随する標準不確かさ
uw
材料特性及び製造時のばらつきに付随する標準不確かさ(熱膨張係数,形状誤差,粗さ,弾性
及び塑性のばらつき)
測定するパラメータの測定の拡張不確かさ(U)は,これらの標準不確かさから,次のように計算する。
2w
2b
2p
2cal
u
u
u
u
k
U
+
+
+
×
=
包含係数kは,約95 %の包含確率に対してはk=2を選ぶことが望ましい。表3に測定に関する不確か
さの成分を示す。
7
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−不確かさの成分及び不確かさ評価の考察の例
不確かさの成分
評価方法[GUM a)に従う]
記号
座標測定機の幾何誤差
タイプA評価
左の項目を総合した評価up
座標測定機の温度
座標測定機のドリフト
測定物の温度
プロービングシステムの系統誤差
座標測定機の繰返し誤差
座標測定機のスケールの分解能
座標測定機の温度勾配
プロービングシステムの偶然誤差
プローブ交換の不確かさ
測定手順によって誘導される誤差(固定,ハン
ドリングなど)
汚れによって誘導される誤差
測定戦略によって誘導される誤差
校正された測定物の校正の不確かさ
タイプB評価
ucal
upに寄与する全ての成分と校正された測定物の
評価との間の温度環境
タイプB評価
ub
測定物と校正された測定物との差
− 粗さ
− 形状
− 熱膨張係数
− 弾性
タイプA評価又はタイプB評価
uw
注記 この不確かさの成分のリストは例示であり,必ずしも全ての成分項目を示しているものではない。
注a) ISO/IEC Guide 98-3 (TS Z 0033)
それぞれの標準不確かさは,7.3.2〜7.3.4によって評価する。
7.3.2
校正された測定物の標準不確かさ(ucal)
標準不確かさ(ucal)は,校正証明書に記載の校正の拡張不確かさ(Ucal)及び包含係数(k)から計算す
る。
k
U
u
cal
cal=
校正の不確かさが,測定で使われるのと同じ測定対象量を表現することを確実にするために,ISO/IEC
Guide 98-3の3.3.2による。これによれない場合は,更に他の不確かさの成分を考慮に加えなければならな
い。
7.3.3
測定手順による不確かさ
7.3.3.1
測定手順の標準不確かさ(up)
標準不確かさupは,次の式によって計算する。
(
)
∑
=
−
−
=
n
i
iy
y
n
u
1
2
p
1
1
ここに,
y: 測定結果の平均値で,
∑
=
=
n
i
iy
n
y
1
1
n: 測定回数
8
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3.3.2
系統誤差(b)
ほとんどの場合に,座標測定機の指示値(yi)と校正された測定物の校正値(xcal)との間に次式の系統
誤差(b)が観測される。
cal
x
y
b
−
=
GUMの推奨に従って,測定結果を系統誤差によって補正しなければならない。これができない場合に
は,次のように表現する。
U
b
y
Y
±
−
=
校正証明書に系統誤差(b)を記載することは重要である。
7.3.3.3
系統誤差の標準不確かさ(ub)
系統誤差(b)は,校正された測定物を用いて20回以上の繰返し測定によって評価する。bに付随する
標準不確かさは,これらの測定の平均値の標準不確かさを含む。この平均の標準不確かさは,少なくとも
20回の測定という要求に対しては微小であり,結果として,この評価手順では無視できる。
しかしながら,bに付随する標準不確かさは,校正された測定物の熱膨張係数の不確かさの効果を含ん
でいる。この量は無視することはできず,温度補償機能のある座標測定機及び温度補償機能のない座標測
定機の両方に関して,含むことが望ましい。
この場合,不確かさ(ub)は,次式によって求める。
l
u
T
u
×
×
−
=
α
℃
20
b
ここに,
uα: 校正された測定物の熱膨張係数の標準不確かさ。これは,通
常は測定する測定物の熱膨張係数の標準不確かさと同じであ
る。校正された測定物の熱膨張係数が校正され,測定の評価
手順で使用する座標測定機が温度補償機能をもっている場合
には,式の中のuαの項は,校正された熱膨張係数に付随する
不確かさになる。
T: 測定不確かさの評価を行っている間の校正された測定物の平
均温度
l: 測定する寸法
注記1 ubの式は,uwtの式(7.3.4参照)と同じである。ubの式は,校正された測定物の熱膨張係数の
不確かさを説明している。uwtの式は,測定すべき(実際の)校正されていない測定物の熱膨
張係数のばらつきの不確かさを説明している。
注記2 不確かさ(ub)は,温度補償を使う座標測定機及び使わない座標測定機の両方で必要である。
前者の場合は,不確かさは,正しくない熱膨張の補正に付随した誤差を表す。後者の場合は,
不確かさは,校正された測定物の熱膨張係数と校正されていない測定物の熱膨張係数の分布
の中心との差を表す。
7.3.4
材料特性及び製造時のばらつきに付随する標準不確かさ(uw)
製造工程を変えることによる測定物の形状誤差及び粗さのばらつき,材料を変えることによる弾性のば
らつき,校正されていない測定物の表面性状などが測定不確かさに影響する。標準不確かさ(uwp)は,こ
れらの影響を含む。校正された測定物を使う場合は,不確かさの成分(uwp)は,部分的に考慮しているこ
とに注意する。複数の校正された測定物が使われ,全ての測定された測定物が,類似性の要求事項を満足
しているならば,この成分は重要ではなく,無視することができる。同様に,校正されていない測定物の
ばらつきが無視できる場合には,この成分は重要ではない。製造工程の不確かさの成分が無視できない場
合には,付加的な成分がuwpを考慮しなければならない。形状及び粗さのそれぞれの公差は,これらの成
分を評価するために使われる。
9
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
さらに,重要な不確かさの成分は,測定する(実際の)測定物の熱膨張係数のばらつきから生じる。こ
の量(uwt)は,次式によって求める。
l
u
T
u
×
×
−
=
α
℃
20
wt
ここに,
uα: 測定物の熱膨張係数の標準不確かさ。これは,材料の供給者
から提供される熱膨張係数の範囲から評価する。
T: 測定を行っている間の測定物の平均温度。
l: 測定する寸法
uwは,次式によって求める。
2wp
2wt
w
u
u
u
+
=
適用の例については,A.1を参照する。
7.4
置換測定法の適用
例えば,ゲージ校正のように,座標測定機の系統誤差の影響を補正する場合がある。この目的のために,
校正された実用標準の追加測定が測定サイクルに含まれる(図2参照)。この実用標準を測定サイクルの
たびに測定し,実用標準の校正値と座標測定機の指示値との差を計算することによって,補正値(Δi)を
導出する。その補正値は,測定物の測定に適用する。この方法を置換測定法と呼ぶ。
この規格で測定不確かさを求めるための方法は,置換測定法に対しても適用可能である。しかし,次に
示す幾つかの特別な考慮が必要である。
− 不確かさ評価(7.3.3.1参照)に使う測定結果(yi)は,次のように座標測定機の指示値(
*iy)に適用
する補正(Δi)を考慮しなければならない。
i
i
i
y
y
∆
=
+
*
− 測定不確かさは,全ての測定手順をカバーしなければならない。したがって,実用標準の測定及び付
加的な設置は,不確かさ評価に含めなければならない。
− 実用標準は,測定手順の本質的な部分である。その校正の不確かさは,実験的手順によって求める。
どんな不確かさの成分も追加する必要はない。
− 実用標準は,不確かさ評価のときに校正された測定物として使用してはならない。補正のための実用
標準と測定手順の解析のための校正された測定物とを明確に区別する必要がある。
適用の例については,A.2を参照する。
図2−置換測定の手順
実用標準の設置
測定物の設置
実用標準の測定
測定物の測定
測定サイクル
10
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
測定不確かさの定期検査
不確かさの評価は,7.2.3で規定する方法によって,定期的に繰り返さなければならない。
9
測定不確かさの中間点検
中間点検は,測定しようとする(実際の)測定物を校正された測定物に置き換えた場合の測定不確かさ
の評価(7.2.3参照)を簡単にした点検である。それは,測定条件の長期間の変動に関してなされた全ての
仮定,特に温度が,いまだ有効であることを確認することに役立つ。中間点検の間隔は,座標測定機の使
用者が定める。それらは,要求される測定不確かさ及び環境条件に依存する。
中間点検においては,校正された測定物が測定しようとする(実際の)測定物の代わりとなる。測定物
の校正値と中間点検からの対応する測定値との偏差は,記載している拡張不確かさUよりも小さくなけれ
ばならない。そうでない場合は,不確かさの悪化の理由が不明で,改善できないならば,定期検査を実施
しなければならない。
注記 この方法は,測定しようとする測定物の全ての位置,姿勢及び寸法を検証したことを意味する。
11
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
適用事例
A.1 事例1:ポンプハウジングの測定
A.1.1 概要
品質保証のために,座標測定機をポンプハウジングの生産ラインに設置している事例を示す。部品の品
質を保証し,品質システムの要求を達成するために,生産ラインの中で測定する中で最も条件の厳しい測
定に関連する不確かさを知ることが必要である。その不確かさは,部品の公差に対して許容可能な割合で
あることが必要である。図A.1にポンプハウジングの簡略化した図面を示す。
図A.1−ポンプハウジングの簡略化した図面
A.1.2 実験によって不確かさを求める手順
手順は,次のとおり。
− ステップ1
一連の製品から抜き出した,ある測定物を研究室環境の高精度座標測定機で校正する。これは,そ
れぞれの測定パラメータについて有効な不確かさを記載できるサービスプロバイダに外注することも
できる。この校正結果のトレーサビリティは,文書に記録されることが必要である。
測定戦略は,図面に示された形体の定義をできるだけ反映する必要がある。一般的に,これは比較
的多数のプロービング点が必要であることを意味する。全てのパラメータxiに付随する不確かさ
Ucal(xi)を記載された,校正された測定物(参照標準として使用する。)が結果として得られる。
測定物の校正証明書は,表A.1のように与える。
12
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−校正証明書の例
パラメータ
測定
寸法
mm
傾斜度
mm
位置度
mm
...
xi
150.001 5
0.019 6
0.013 8
...
Ucal(xi)
(k=2)
0.002 0
0.004 0
0.003 0
...
− ステップ2
校正された測定物を,製品の測定に適した測定戦略を使って製造ラインの中に設置した座標測定機
で測定する。一般的に,経済的な理由からプロービング点を減らす戦略を採用する。
5.2に従って,異なる条件(異なる作業条件・作業環境,異なる温度条件など)で20回以上,この
測定を繰り返す。これらの測定は,理想的に長い時間周期にわたって実行することが望ましい。
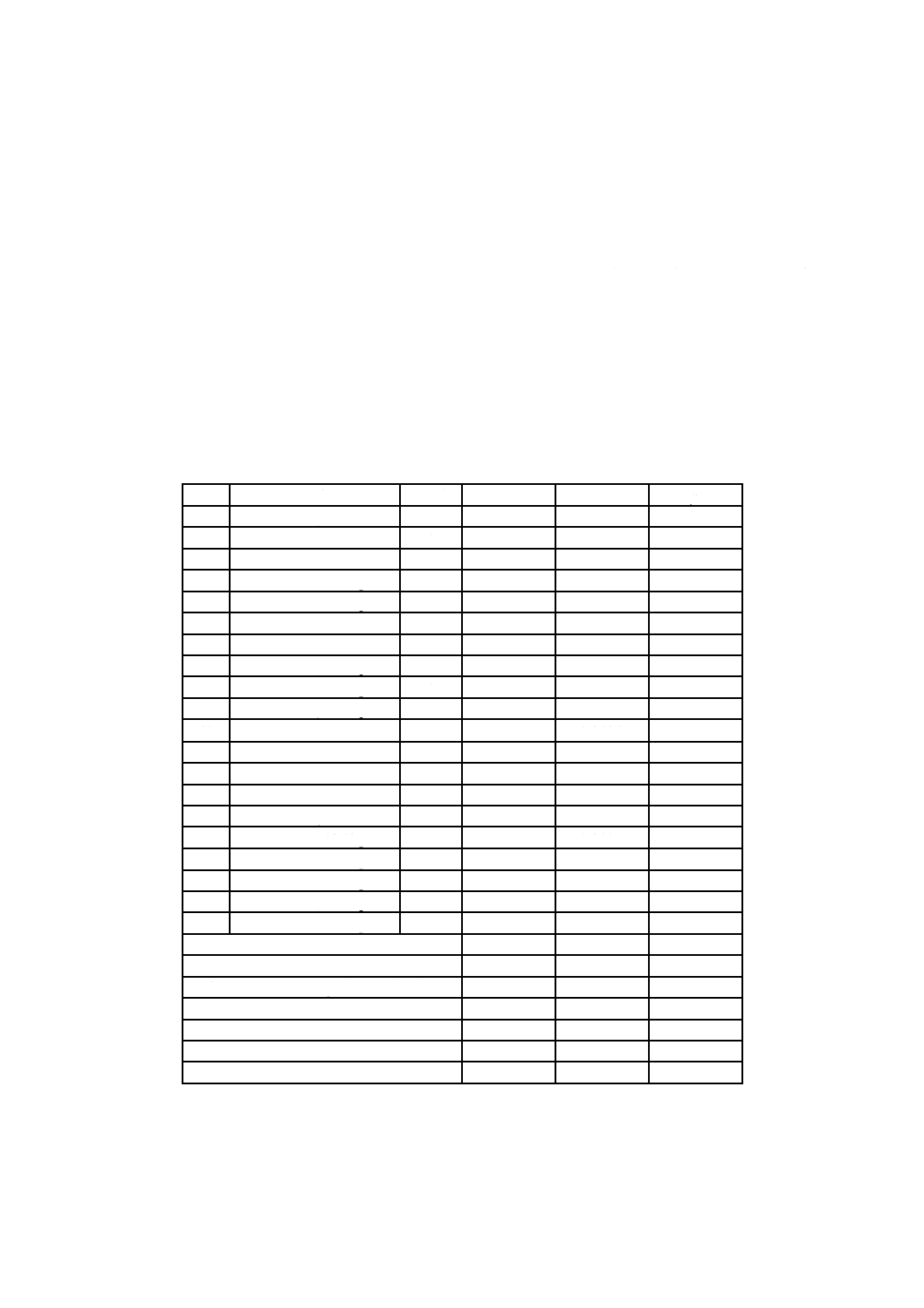
測定結果を集め,7.3に示した式に従って評価する。表A.2は実験による不確かさ評価の結果を示し
ている。
表A.2−実験による不確かさ評価の結果
単位 mm
番号
日時
作業者
測定
寸法
傾斜度
位置度
...
1
2003-03-22, 07:33 am
A
150.003 7
0.013 4
0.014 4
...
2
2003-03-22, 08:33 am
A
150.004 3
0.016 4
0.013 4
...
3
2003-03-22, 10:02 am
A
150.003 0
0.017 4
0.014 4
...
4
2003-03-22, 01:55 pm
B
150.002 1
0.020 0
0.013 3
...
5
2003-03-22, 02:13 pm
B
150.003 3
0.018 3
0.015 3
...
6
2003-03-27, 06:08 am
B
150.003 9
0.017 2
0.014 2
...
7
2003-03-27, 07:11 am
B
150.003 2
0.017 4
0.014 4
...
8
2003-03-27, 02:13 pm
A
150.002 7
0.017 4
0.013 4
...
9
2003-03-27, 02:44 pm
A
150.002 5
0.016 9
0.013 9
...
10
2003-03-27, 05:14 pm
A
150.003 2
0.019 3
0.013 3
...
11
2003-03-28, 07:13 am
C
150.002 1
0.016 6
0.014 6
...
12
2003-03-28, 09:02 am
C
150.002 4
0.016 4
0.014 4
...
13
2003-03-28, 09:12 am
C
150.002 4
0.016 3
0.014 3
...
14
2003-03-28, 10:02 am
C
150.003 0
0.017 5
0.014 5
...
15
2003-03-28, 11:32 am
B
150.003 1
0.019 8
0.013 8
...
16
2003-03-28, 02:13 pm
B
150.003 4
0.019 6
0.013 6
...
17
2003-03-28, 03:13 pm
B
150.002 2
0.119 3
0.013 3
...
18
2003-03-28, 03:40 pm
B
150.002 0
0.019 0
0.012 9
...
19
2003-03-28, 04:20 pm
B
150.001 8
0.018 8
0.012 8
...
20
2003-03-28, 06:11 pm
A
150.003 0
0.018 3
0.012 9
...
校正の不確かさUcal(7.3.2参照)
0.002 0
0.004 0
0.003 0
...
校正の標準不確かさucal(7.3.2参照)
0.001 0
0.002 0
0.001 5
...
測定手順の不確かさup(7.3.3.1参照)
0.000 8
0.001 6
0.000 7
...
校正値xcal(7.3.3.2参照)
150.001 5
0.019 6
0.013 8
...
平均値y(7.3.3.1参照)
150.002 9
0.017 8
0.013 9
...
系統誤差b(7.3.3.2参照)
0.001 4
−0.001 8
0.000 1
...
系統誤差に付随する不確かさub(7.3.3.3参
照)
0.000 2
0
0.000 5
...
13
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− ステップ3
最後に,不確かさの成分uwを評価しなければならない(表A.3参照)。この例では,校正された測
定物を,形状及び表面性状に関して全ての製品ロットの代表と考える。熱膨張係数のばらつきだけは,
分けて考える。
表A.3−不確かさ成分の評価
単位 mm
測定物の
不確かさの成分
測定
寸法
傾斜度
位置度
...
uwp
重要でない
重要でない
重要でない
...
uwt
0.000 2
0
0.000 5
...
uw
0.000 2
0
0.000 5
...
A.1.3 測定不確かさ
測定の拡張不確かさは,7.3.1に示す式から計算する。それぞれの成分に関して,次の測定不確かさにな
る(表A.4参照)。
表A.4−測定不確かさの成分
単位 mm
成分
測定
寸法
傾斜度
位置度
...
ucal
0.001 0
0.002 0
0.001 5
...
up
0.000 8
0.001 6
0.000 7
...
uw
0.000 2
0
0.000 5
...
ub
0.000 2
0
0.000 5
...
U(k=2)
0.003
0.006
0.004
...
これらの拡張不確かさは,測定された全ての測定物の対応するパラメータに割り当てる。それらは,JIS
B 0641-1に基づく適合判定のために使うことができる。
A.1.4 中間点検
週に一度,校正された測定物を,測定しようとする(実際の)測定物の代わりに測定する。記載された
測定不確かさを確認するために,校正された測定物の校正値を測定値と比較する。その差は,拡張不確か
さ(U)を超えてはならない。
A.2 事例2:校正ラボラトリの座標測定機でのリングゲージの校正
A.2.1 シナリオ
自動車会社の校正ラボラトリで,社内での利用のために座標測定機で,近いサイズのリングゲージを大
量に校正する事例を取り上げる。座標測定機の系統誤差を減らすために,校正された実用標準を置換測定
法の手順(7.4参照)で使う。実用標準は,座標測定機に固定し,動かさない。一方,測定しようとするゲ
ージは交換可能なパレットに固定する。手順の間,校正されるリングゲージの測定の前後で,座標測定機
は実用標準を測定する。実用標準の校正値から実用標準の二つの測定値の平均を引いた値を,パレット上
のそれぞれのゲージの測定値に補正値として加える。
A.2.2 実験による不確かさの評価の手順
手順は,次による。
14
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− ステップ1
一つの追加のリングゲージを,社外の認証ラボラトリで独立に校正する。このリングゲージを“校
正された測定物”と定義する。
− ステップ2
座標測定機の測定手順が十分に確立された後に,校正しようとする通常のリングゲージの一つを校
正された測定物によって置き換える。全ての測定手順(実用標準の置換測定を含む。)を,条件を変え
ながら(5.2参照)20回実行する。
毎回,パレット上の異なるゲージを校正された測定物と置き換える。
実用標準の測定によって決定される校正値を,他の全てのリングゲージに関して同じ方法で校正さ
れた測定物の結果に適用する。測定結果を集め,7.3に規定する式で計算する。表A.5は実験による不
確かさ評価の結果を示す。
表A.5−実験による不確かさ評価の結果
単位 mm
番号
日時
作業者
*
yi
Δi
yi
1
2003-03-22, 07:33 am
A
50.000 3
0.001 1
50.001 4
2
2003-03-22, 08:33 am
A
50.000 5
0.001 3
50.001 8
3
2003-03-22, 10:02 am
A
49.999 8
0.001 5
50.001 3
4
2003-03-22, 01:55 pm
B
49.999 8
0.001 9
50.001 7
5
2003-03-22, 02:13 pm
B
49.999 9
0.001 4
50.001 3
6
2003-03-27, 06:08 am
B
50.000 3
0.001 2
50.001 5
7
2003-03-27, 07:11 am
B
50.001 3
0.000 4
50.001 7
8
2003-03-27, 02:13 pm
A
50.001 1
0.000 6
50.001 7
9
2003-03-27, 02:44 pm
A
50.000 3
0.000 9
50.001 2
10
2003-03-27, 05:14 pm
A
50.000 3
0.001 2
50.001 5
11
2003-03-28, 07:13 am
C
50.000 5
0.001 3
50.001 8
12
2003-03-28, 09:02 am
C
50.000 3
0.001 4
50.001 7
13
2003-03-28, 09:12 am
C
49.999 5
0.001 8
50.001 3
14
2003-03-28, 10:02 am
C
50.000 3
0.001 4
50.001 7
15
2003-03-28, 11:32 am
B
50.000 3
0.001 5
50.001 8
16
2003-03-28, 02:13 pm
B
50.000 7
0.001 5
50.002 2
17
2003-03-28, 03:13 pm
B
50.000 8
0.001 3
50.002 1
18
2003-03-28, 03:40 pm
B
50.000 3
0.001 1
50.001 4
19
2003-03-28, 04:20 pm
B
50.001 1
0.000 2
50.001 3
20
2003-03-28, 06:11 pm
A
50.001 3
0.000 4
50.001 7
校正の不確かさUcal(7.3.2参照)
0.004
校正の標準不確かさucal(7.3.2参照)
0.000 2
測定手順の不確かさup(7.3.3.1参照)
0.000 3
校正値xcal(7.3.3.2参照)
50.001 7
平均値y(7.3.3.1参照)
50.001 6
系統誤差b(7.3.3.2参照)
−0.000 1
系統誤差に付随する不確かさub
無視できる
− ステップ3
校正された測定物は,生産現場で使用したことのない新しいリングゲージである。
一方,座標測定機で校正されるべきリングゲージの多くは,表面に何らかの摩耗がある。検査結果
15
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は,使われたリングゲージの測定の再現性が,新しいリングゲージの再現性よりも悪いことを示して
いる。検査データから,追加の不確かさ成分uwp=0.000 2 mmを求める。ラボラトリは,±0.5 Kで温
度制御している。そのため,熱膨張係数の不確かさによる成分uwt及びubは,無視できることが分か
った。
A.2.3 測定不確かさ
測定結果の拡張不確かさを,7.3.1に示した式によって計算する。測定結果の拡張不確かさは,U=0.000
8 mm(k=2)となる。この不確かさが,この座標測定機で校正された(5.2を参照)25 mm〜75 mmの範
囲の呼び直径をもつリングゲージの不確かさとなる。
A.2.4 中間点検
リングゲージを座標測定機で校正する場合,校正された測定物を定期的に測定する(実際の)測定物に
置き換える。記載された測定不確かさを確認するために,校正された測定物の校正値を測定値と比較する。
その差は,拡張不確かさ(U)を超えてはならない。
16
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
GPSマトリックスとの関係
B.1
一般事項
GPSマトリックスモデルについての詳細は,ISO/TR 14638を参照する。
ISO/TR 14638で与えられるISO/GPSマスタプランは,この規格がその一部となるISO/GPSシステムの
全体像を与える。ISO 8015で与えられるISO/GPSの基本ルールがこの規格に適用される。ほかに指示が
なければ,JIS B 0641-1で与えられるデフォルトの合否判定基準がこの規格に従う仕様に適用される。
B.2
この規格の目的
この規格は,座標測定機及び校正された測定物によって得られる測定結果に付随する不確かさの求め方
を示す。
B.3
GPSマトリックスモデルにおける位置付け
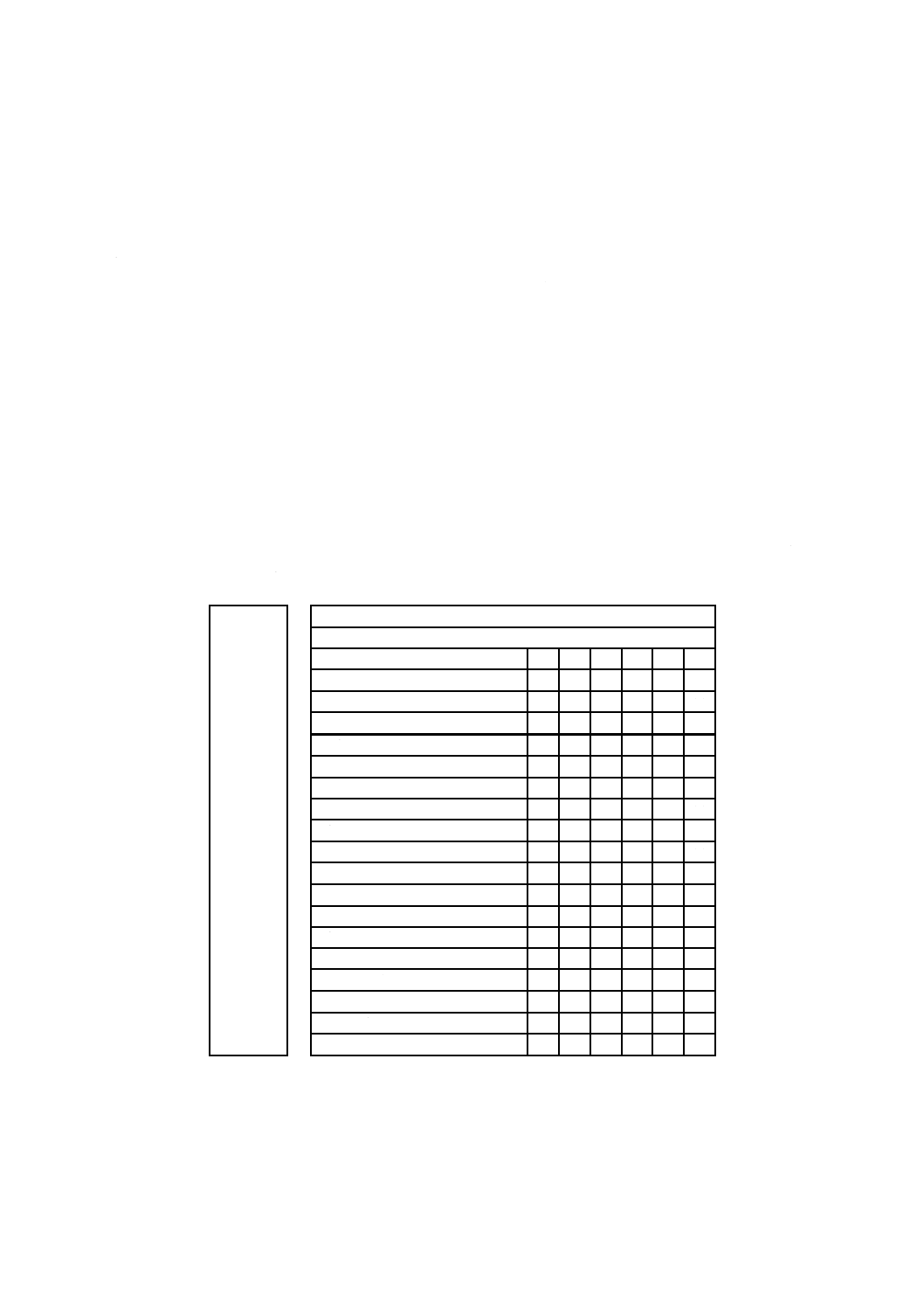
この規格は,図B.1に図示されている一般GPSマトリックスにおいて,サイズ,距離,半径,角度,形
状,姿勢,位置,振れ及びデータムに関連する規格チェーンのリンク番号6に関わる一般GPS規格である。
GPS原理
規格
GPS共通規格
GPS基本規格マトリックス
リンク番号
1
2
3
4
5
6
サイズ
×
距離
×
半径
×
角度
×
データムに無関係な線の形状
×
データムに関係する線の形状
×
データムに無関係な面の形状
×
データムに関係する面の形状
×
姿勢
×
位置
×
円周振れ
×
全振れ
×
データム
×
粗さ曲線
うねり曲線
断面曲線
表面欠陥
エッジ
図B.1−GPSマトリックスにおける位置付け
17
B 7443-3:2015 (ISO 15530-3:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.4
関連規格
関連規格は,図B.1に示す規格チェーンの規格である。
参考文献
[1] JIS B 0641-1 製品の幾何特性仕様(GPS)−製品及び測定装置の測定による検査−第1部:仕様に
対する合否判定基準
注記 対応国際規格:ISO 14253-1,Geometrical product specifications (GPS)−Inspection by
measurement of workpieces and measuring equipment−Part 1: Decision rules for proving
conformity or nonconformity with specifications(IDT)
[2] JIS B 0642 製品の幾何特性仕様(GPS)−測定器の一般的な概念及び要求事項
注記 対応国際規格:ISO 14978:2006,Geometrical product specifications (GPS)−General concepts
and requirements for GPS measuring equipment(MOD)
[3] ISO 8015,Geometrical product specifications (GPS)−Fundamentals−Concepts, principles and rules
[4] ISO/TR 14638,Geometrical product specification (GPS)−Masterplan
[5] ISO 14978,Geometrical product specifications (GPS)−General concepts and requirements for GPS
measuring equipment