B 7440-9
:
2017 (ISO 10360-9
:
2013)
(
1
)
目 次
ページ
序文
···································································································································
1
1
適用範囲
·························································································································
1
2
引用規格
·························································································································
2
3
用語及び定義
···················································································································
3
4
記号
·······························································································································
5
5
要求事項
·························································································································
6
5.1
マルチセンサシステム誤差
······························································································
6
5.2
環境条件
······················································································································
6
5.3
動作条件
······················································································································
6
6
受入検査及び定期検査
·······································································································
6
6.1
一般
····························································································································
6
6.2
評価原理
······················································································································
6
6.3
検査用標準器
················································································································
7
6.4
評価方法
······················································································································
9
6.5
データ解析
··················································································································
10
7
仕様との適合
··················································································································
11
7.1
受入検査
·····················································································································
11
7.2
定期検査
·····················································································································
12
8
適用事例
························································································································
12
8.1
受入検査
·····················································································································
12
8.2
定期検査
·····················································································································
12
8.3
中間点検
·····················································································································
12
9
製品文書及びデータシートの表記
·······················································································
13
附属書
A
(参考)仕様書の例
·································································································
14
附属書
B
(参考)
GPS
マトリックス
························································································
16
参考文献
····························································································································
18
B 7440-9
:
2017 (ISO 10360-9
:
2013)
(
2
)
まえがき
この規格は,工業標準化法第
12
条第
1
項の規定に基づき,一般財団法人日本規格協会(
JSA
)から,工
業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済
産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 7440
の規格群には,次に示す部編成がある。
JIS B 7440-1
第
1
部:用語
JIS B 7440-2
第
2
部:長さ測定
JIS B 7440-3
第
3
部:ロータリテーブル付き座標測定機
JIS B 7440-4
第
4
部:スキャニング測定
JIS B 7440-5
第
5
部:シングル及びマルチスタイラス測定
JIS B 7440-6
第
6
部:ソフトウェア検査
JIS B 7440-7
第
7
部:画像プローブシステム付き座標測定機
JIS B 7440-8
第
8
部:光学式距離センサ付き座標測定機
JIS B 7440-9
第
9
部:マルチセンサシステム付き座標測定機
JIS B 7440-10
第
10
部:レーザートラッカによる点と点との距離測定(予定)
JIS B 7440-11
第
11
部:
X
線
CT
(予定)
JIS B 7440-12
第
12
部:多関節座標測定機(予定)
日本工業規格
JIS
B
7440-9
:
2017
(ISO 10360-9
:
2013
)
製品の幾何特性仕様(
GPS
)-座標測定
システム(
CMS
)の受入検査及び定期検査-
第
9
部:マルチセンサシステム付き座標測定機
Geometrical product specifications (GPS)-Acceptance and
reverification tests for coordinate measuring systems (CMS)-
Part 9: CMMs with multiple probing systems
序文
この規格は,
2013
年に第
1
版として発行された
ISO 10360-9
を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項である。
この規格は,製品の幾何特性仕様(
GPS
)の規格であり,
GPS
基本規格(
ISO/TR 14638
:1995
参照)と
して取り扱う。この規格は,サイズ,距離,半径,角度,形状,姿勢,位置,振れ及びデータムに関する
規格チェーンのリンク番号
5
に関係する。
この規格と他の規格及び
GPS
マトリックスとの詳細な関係を,
附属書
B
に示す。
ISO/TR 14638
に示される
ISO/GPS
マスタープランは,この規格が
ISO/GPS
システムのどの部分を構成
しているかの概要を示す。
ISO 8015
に示す
ISO/GPS
の基本的な規則は,この規格に適用し,また,
JIS B
0641-1
に示す標準的な決定規則は,指示がない限り,この規格に従って作成された仕様に適用する。
この規格の検査は,接触モード及び非接触モードでマルチセンサシステムを使用する座標測定機に適用
する。この規格は,一連の測定において,二つ以上のプロービングシステムを使用する場合のマルチセン
サシステム付き座標測定機の検査を対象としている。基本的な方法は,
JIS B 7440-5
のマルチスタイラス
測定における検査方法に従っているが,異なるタイプのプロービングシステムの性能検査を目的としてい
る。例えば,一つのラム軸に画像プローブと接触プローブとが搭載されている座標測定機,複数のラム軸
をもつ座標測定機などがこの規格の対象となる。
1
適用範囲
この規格は,接触モード及び非接触モードでマルチセンサシステム
1)
を使用する座標測定機の性能が,
製造業者の仕様に適合するかどうかを検証するための受入検査について規定する。
さらに,この規格は,使用者が定期的に検証するための定期検査及び中間点検についても規定する。
注
1)
この規格のマルチセンサシステムとは,複数の異なるタイプのプローブを使用する場合をいう。
この規格は,重複する測定範囲が狭い又は広い複数のラム軸をもつ座標測定機,及び単一のラム軸をも
つ座標測定機を対象とする。この規格は,例えば接触プローブと画像プローブとの組合せ,二つの異なっ
た性能をもつ接触プローブの組合せなどの異なるタイプのプロービングシステムをもつマルチセンサシス
2
B 7440-9
:
2017 (ISO 10360-9
:
2013)
テムに適用できる。
この検査は,
座標測定機及びプロービングシステムによる多くの誤差により影響を受ける。この検査は,
長さ測定の検査及び個別のプロービングシステムにおけるプロービング誤差の検査を補完する。この規格
の検査を行う前に,個別のプロービング誤差の検査及び長さ測定の検査(例えば,
JIS B 7440-5
,
JIS B 7440-7
又は
JIS B 7440-8
)を行うことが望ましい。
注記
この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10360-9
:
2013
,
Geometrical product specifications (GPS)
-
Acceptance and reverification tests for
coordinate measuring systems (CMS)
-
Part 9: CMMs with multiple probing systems
(
IDT
)
なお,対応の程度を表す記号“
IDT
”は,
ISO/IEC Guide 21-1
に基づき,“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。
)を適用する。
JIS B 0641-1
製品の幾何特性仕様(
GPS
)-製品及び測定装置の測定による検査-第
1
部:仕様に対
する合否判定基準
注記
対応国際規格:
ISO 14253-1
:1998
,
Geometrical Product Specifications (GPS)
-
Inspection by
measurement of workpieces and measuring equipment
-
Part 1: Decision rules for proving
conformance or non-conformance with specifications
(
IDT
)
JIS B 7440-1
製品の幾何特性仕様(
GPS
)-座標測定機(
CMM
)の受入検査及び定期検査-第
1
部:
用語
注記
対応国際規格:
ISO 10360-1
:2000
,
Geometrical Product Specifications (GPS)
-
Acceptance and
reverification tests for coordinate measuring machines (CMM)
-
Part 1:Vocabulary
(
IDT
)
JIS B 7440-5
製品の幾何特性仕様(
GPS
)-座標測定機(
CMM
)の受入検査及び定期検査-第
5
部:
シングル及びマルチスタイラス測定
注記
対応国際規格:
ISO 10360-5
:2010
,
Geometrical Product Specifications (GPS)
-
Acceptance and
reverification tests for coordinate measuring machines (CMM)
-
Part 5: CMMs using single and
multiple stylus contacting probing systems
(
IDT
)
JIS B 7440-7
製品の幾何特性仕様(
GPS
)-座標測定機(
CMM
)の受入検査及び定期検査-第
7
部:
画像プローブシステム付き座標測定機
注記
対応国際規格:
ISO 10360-7
:2011
,
Geometrical product specifications (GPS)
-
Acceptance and
reverification tests for coordinate measuring machines (CMM)
-
Part 7: CMMs equipped with
imaging probing systems
(
IDT
)
JIS B 7440-8
製品の幾何特性仕様(
GPS
)-座標測定システム(
CMS
)の受入検査及び定期検査-第
8
部:光学式距離センサ付き座標測定機
注記
対応国際規格:
ISO 10360-8
:2013
,
Geometrical product specifications (GPS)
-
Acceptance and
reverification tests for coordinate measuring systems (CMS)
-
Part 8: CMMs with optical distance
sensors
(
MOD
)
ISO/IEC Guide 99
,
International vocabulary of metrology
-
Basic and general concepts and associated terms
(VIM)
3
B 7440-9
:
2017 (ISO 10360-9
:
2013)
注記
このガイドは,
TS Z 0032
として公表されている。
3
用語及び定義
この規格で用いる主な用語及び定義は,
JIS B 7440-1
,
JIS B 0641-1
及び
ISO/IEC Guide 99
によるほか,
次による。
3.1
プロービングシステムの動作条件
(
probing system operating condition
)
製造業者の記載した性能仕様が適用されるプロービングシステムの定格動作条件。
注記
それぞれのプロービングシステムの動作条件は,それぞれの性能値を参照する略号によって,
確認できる。一般的に製造業者は,それぞれのプロービングシステムに関してその動作条件を
指定する。しかし,製造業者は,一つの単一プロービングシステムに関して,複数の動作条件
を指定することができる。
これは,次の事項を含むことができる。
-
(適用可能な場合)スタイラス長さ及びプローブエキステンション
-
固定(回転又は固定,プローブチェンジャの使用)
-
照明
-
パラメータ設定の手順
-
許容される表面の傾斜
-
フィルタの設定
-
許容される表面条件(粗さ,反射率)
3.2
(対応国際規格では,この用語及びその定義を記載しているが,この規格では不要であり,不採用とし
た。)
3.3
(対応国際規格では,この用語及びその定義を記載しているが,この規格では不要であり,不採用とし
た。)
3.4
マルチセンサシステム
(
multiple probing systems
)
二つ以上の異なるタイプのプローブを使用するプロービングシステム及びその動作条件。
注記
1
プロービングシステムの組合せは,同じプロービングシステム又は異なるプロービングシス
テムの間で生じる(複合モードで動作するデュアルラム座標測定機の場合)。
注記
2
例えば,接触式プローブと画像プローブとの組合せ,又は異なる特性をもつ二つの接触式プ
ローブの組合せのような場合には,プロービングシステムの検証にこの規格を適用する。一
方,全てのプローブが接触式で,同一の特性をもつ場合は,プロービングシステムの性能の
検証は,
JIS B 7440-5
による。
3.5
許容される表面条件
(
permissible surface condition
)
アーティファクトの材質及び表面特性に関するプロービングシステムの定格動作条件。
3.6
動作モード
(
modes of operation
)
4
B 7440-9
:
2017 (ISO 10360-9
:
2013)
測定時におけるプローブの移動の有無。
注記
光学式プローブなどを装備した座標測定機のように,異なる動作モードで使用することができ
る座標測定機がある。
3.7
マルチセンサシステム形状誤差,
P
Form.Sph.
n
×
25::MPS
(
multiple probing system form error
)
マルチセンサシステムをもつ座標測定機において,検査用標準球上で測定された点の最小二乗当てはめ
によって決まる球の中心から各点までの距離の範囲で表す指示誤差。
3.8
マルチセンサシステム寸法誤差,
P
Size.Sph.
n
×
25::MPS
(
multiple probing system size error
)
マルチセンサシステムをもつ座標測定機において,検査用標準球上で測定された点の最小二乗当てはめ
によって決まる球の直径と検査用標準球の直径の校正値との差で表す指示誤差。
3.9
マルチセンサシステム位置誤差,
L
Dia.
n
×
25::MPS
(
multiple probing system location error
)
マルチセンサシステムをもつ座標測定機において,各々のセンサで測定された球の中心座標を包含する
最小外接球の直径。
注記
1
最小外接球は,全ての中心座標を内側に含む最小寸法の球である。中心座標の集合が与えら
れれば,最小外接球は一意に決まる。
注記
2
最小外接球は,最小領域球とは異なる。
注記
3
最小外接球の直径の上限は,座標軸に沿った辺をもつ全ての中心座標を内側に含む最小外接
直方体の空間対角の長さである。
注記
4
最小外接球の直径の下限は,任意の二つの中心座標の間の距離の最大値である。
注記
5
最小外接球を評価するソフトウェアは,検査対象の座標測定機では利用できないことがある。
この場合には,検査を行う作業者は,最小外接直方体の空間対角の長さを最小外接球の直径
の代わりとして使って適合を示してもよい(
注記
3
参照)。また,検査を行う作業者は,二つ
の中心座標の間の距離の最大値を最小外接球の直径の代わりとして使って非適合を示しても
よい(
注記
4
参照)。
3.10
最大許容マルチセンサシステム形状誤差,
P
Form.Sph.
n
×
25::MPS,MPE
(
maximum permissible multiple probing system
form error
)
座標測定機の仕様によって許容される,マルチセンサシステム形状誤差の最大値。
注記
最大許容マルチセンサシステム形状誤差(
P
Form.Sph.
n
×
25::MPS,MPE
)は,次の三つの形式の一つで表
現する。
a)
P
Form.Sph.
n
×
25::MPS,MPE
=
(
A
+
L
p
/
K
)
及び
B
の最小値
b)
P
Form.Sph.
n
×
25::MPS,MPE
=
(
A
+
L
p
/
K
)
c)
P
Form.Sph.
n
×
25::MPS,MPE
=
B
ここに,
A
: 製造業者が指定する正の定数,マイクロメートル単位で表記
する。
K
: 製造業者が指定する無次元の正の定数。
L
p
: 参照球と検査用標準球との中心間の三次元距離。ミリメート
ル単位で表記する。
B
: 製造業者が指定する正の定数。マイクロメートル単位で表記
5
B 7440-9
:
2017 (ISO 10360-9
:
2013)
する。
3.11
最大許容マルチセンサシステム寸法誤差,
P
Size.Sph.
n
×
25::MPS,MPE
(
maximum permissible multiple probing system
size error
)
座標測定機の仕様によって許容される,マルチセンサシステム寸法誤差の最大値。
注記
マルチセンサシステム寸法誤差の最大許容値(
P
Size.Sph.
n
×
25::MPS,MPE
)は,次の三つの形式の一つ
で表現する。
a)
P
Size.Sph.
n
×
25::MPS,MPE
=
(
A
+
L
p
/
K
)
及び
B
の最小値
b)
P
Size.Sph.
n
×
25::MPS,MPE
=
(
A
+
L
p
/
K
)
c)
P
Size.Sph.
n
×
25::MPS,MPE
=
B
ここに,
A
: 製造業者が指定する正の定数,マイクロメートル単位で表記
する。
K
: 製造業者が指定する無次元の正の定数。
L
p
: 参照球と検査用標準球との中心間の三次元距離。ミリメート
ル単位で表記する。
B
: 製造業者が指定する正の定数。マイクロメートル単位で表記
する。
3.12
最大許容マルチセンサシステム位置誤差,
L
Dia.
n
×
25::MPS,MPE
(
maximum permissible multiple probing system
location error
)
座標測定機の仕様によって許容される,マルチセンサシステム位置誤差の最大値。
注記
マルチセンサシステム位置誤差の最大許容値(
L
Dia.
n
×
25::MPS,MPE
)は,次の三つの形式の一つで表
現する。
a)
L
Dia.
n
×
25::MPS,MPE
=
(
A
+
L
p
/
K
)
及び
B
の最小値
b)
L
Dia.
n
×
25::MPS,MPE
=
(
A
+
L
p
/
K
)
c)
L
Dia.
n
×
25::MPS,MPE
=
B
ここに,
A
: 製造業者が指定する正の定数,マイクロメートル単位で表記
する。
K
: 製造業者が指定する無次元の正の定数。
L
p
: 参照球と検査用標準球との中心間の三次元距離。ミリメート
ル単位で表記する。
B
: 製造業者が指定する正の定数。マイクロメートル単位で表記
する。
4
記号
この規格で用いる主な記号は,
表
1
による。
表
1
-
記号
記号
用語
P
Form.Sph.
n
×
25::MPS
マルチセンサシステム形状誤差
P
Size.Sph.
n
×
25::MPS
マルチセンサシステム寸法誤差
L
Dia.
n
×
25::MPS
マルチセンサシステム位置誤差
P
Form.Sph.
n
×
25::MPS,MPE
最大許容マルチセンサシステム形状誤差
P
Size.Sph.
n
×
25::MPS,MPE
最大許容マルチセンサシステム寸法誤差
L
Dia.
n
×
25::MPS,MPE
最大許容マルチセンサシステム位置誤差
6
B 7440-9
:
2017 (ISO 10360-9
:
2013)
注記
1
二次元の場合の表記方法を,
6.3
に示す。
注記
2
製品の附属文書,図面,データシートなどにおけるこれらの記号の表記法を,箇条
9
に示す。
5
要求事項
5.1
マルチセンサシステム誤差
誤差(
P
Form.Sph.
n
×
25::MPS
,
P
Size.Sph.
n
×
25::MPS
及び
L
Dia.
n
×
25::MPS
)は,対応する最大許容誤差(
P
Form.Sph.
n
×
25::MPS,MPE
,
P
Size.Sph.
n
×
25::MPS,MPE
及び
L
Dia.
n
×
25::MPS,MPE
)を超えてはならない。最大許容誤差は,受入検査の場合には製造
業者が指定し,定期検査の場合には使用者が指定する。
誤差及び最大許容誤差は,マイクロメートル単位で表記する。
技術的に可能ならば,製造業者は,この規格を適用する全てのプロービングシステムの組合せを使う場
合に有効な最大許容誤差(
P
Form.Sph.
n
×
25::MPS,MPE
,
P
Size.Sph.
n
×
25::MPS,MPE
及び
L
Dia.
n
×
25::MPS,MPE
)を少なくとも一組,
指定しなければならない。
製造業者の裁量によって,特定のプロービングシステムの組合せについての最大許容誤差を追加して指
定してもよい(
表
A.2
参照)。
5.2
環境条件
測定に影響を与える設置場所の温度,湿度及び振動のような定格動作条件の限界は,受入検査の場合に
は製造業者が指定し,定期検査の場合には使用者が指定する。
いずれの場合にも,使用者は,製造業者が与えた定格動作条件の範囲内で,検査を実施する環境条件を
自由に選んでもよい。
使用者は,製造業者が指定したように座標測定機の周囲の環境を整えることに責任がある。
環境が仕様に適合しない場合には,使用者は最大許容誤差の検証を要求することはできない。
5.3
動作条件
箇条
6
で規定する検査に関して,座標測定機は製造業者の操作マニュアルに記載の手順に従って操作し
なければならない。
製造業者のマニュアルには,次の事項を記載しなければならない。
-
機械の起動及び暖機サイクル
-
検査対象となる全てのプロービングシステムの個々の検査条件と適合している定格動作条件
-
プロービングシステム,参照球及び検査用標準球の清掃手順
-
プロービングシステムのパラメータ設定
プロービングシステムの全ての重要な部品(例えば,スタイラスチップ,レンズ,鏡など)
,参照球及び
検査用標準球は,プロービングシステムのパラメータ設定の前に清掃しなければならない。プロービング
システムのパラメータ設定前及び設定中のプロービングシステムの温度平衡は保証しなければならない。
定格動作条件は,明確に指定しなければならない。これは,プローブの操作を含んでいる。
6
受入検査及び定期検査
6.1
一般
受入検査は,製造業者が指定した仕様及び手順に基づいて行い,定期検査は,使用者が指定した仕様及
び製造業者が指定した手順に基づいて行う。
6.2
評価原理
この検査は,特定のプロービングシステムの組合せに対して,指定された最大許容誤差に適合するかの
7
B 7440-9
:
2017 (ISO 10360-9
:
2013)
判定に用いる。
それぞれの独立したプロービングシステムは,指定された動作条件下で使用しなければならない。
評価の原理は,組み合わせたマルチセンサシステムを構成する各々の独立したプロービングシステムに
よって,同一の検査用標準球を測定することである。
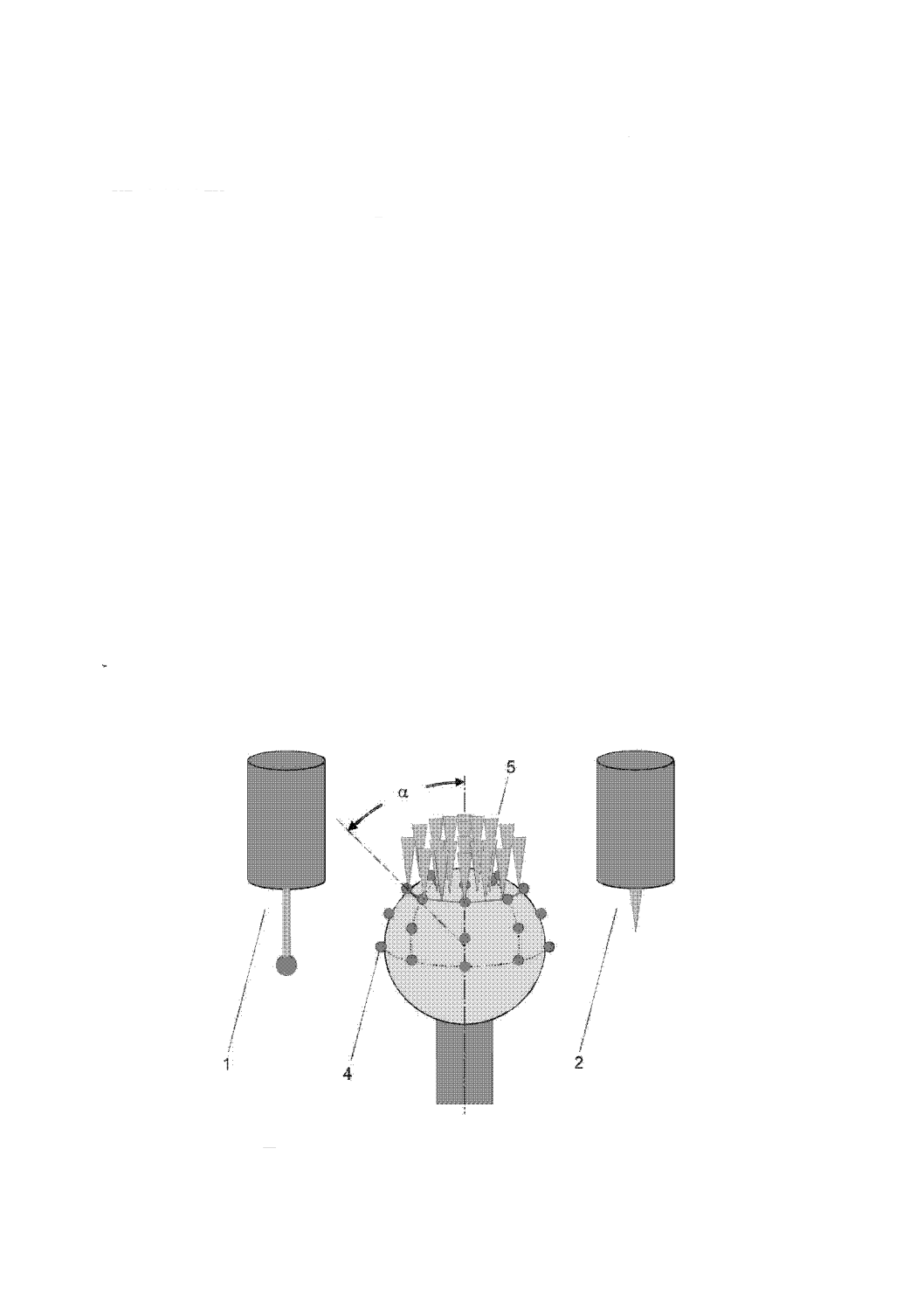
それぞれのプロービングシステムによって,検査用標準球の表面を測定する。ここで,評価するプロー
ピングシステムの数を
n
とする。それぞれのプロービングシステムによる測定では,プロービングシステ
ムごとに指定された角度範囲内で検査用標準球の表面を測定する(
図
1
参照)。
各々のプロービングシステムに対して,そのプロービングシステムだけで収集された測定点群から,拘
束条件のない最小二乗法によって球を当てはめ,中心座標を求める。
n
個全ての最小二乗球の中心座標に対する最小外接球の直径が,マルチセンサシステム位置誤差
L
Dia.
n
×
25::MPS
である。
さらに,全てのプロービングシステムで収集された測定点群から,拘束条件のない最小二乗法によって
一つの球を計算し,当てはめる。この球から,マルチセンサシステム形状誤差
P
Form.Sph.
n
×
25::MPS
及びマルチ
センサシステム寸法誤差
P
Size.Sph.
n
×
25::MPS
を算出する。
6.3
検査用標準器
検査用標準球の呼び直径は,
10 mm
~
51 mm
でなければならない。
検査用標準球の呼び直径が
10 mm
~
51 mm
の範囲に含まれない検査用標準球を使用する場合,製造業者
はその仕様を開示しなければならない。
プローブの移動を伴わない動作モードで非接触プロービングシステムを使用する場合,検査用標準球の
直径は,そのプローブを使用したときの設定倍率における測定視野の空間対角長さの
10 %
~
20 %
でなけれ
ばならない。検査用標準球の直径及び形状偏差は,校正しなければならない。検査用標準球の形状偏差及
び寸法偏差は,検査結果に影響する。マルチセンサシステムの受入検査又は定期検査を行う場合,
JIS B
0641-1
の規定を考慮しなければならない。
検査用標準球の形状偏差は,検査する最大許容マルチセンサシステム形状誤差
P
Form.Sph.
n
×
25::MPS,MPE
の
20 %
を超えないことが望ましい。
製造業者は,検査用標準球に必要な表面特性及びその他の必要な表面処理を指定しなければならない。
校正球及び座標測定機のプロービングシステムのパラメータ設定に使用したいかなる機器も,この検査
に使用してはならない。
座標測定機に備え付けられたマルチセンサシステムのうち,少なくとも一つの非接触式プローブを用い
て検査用標準球の測定ができない場合(例えば,画像プローブの光軸が固定されている場合)
,製造業者は
代わりに使用する検査用標準円(例えば,検査用円形状標準器,リングゲージ,リングパターン)を指定
しなければならない。
直径及び形状偏差が校正された検査用標準円だけが,検査に使用できる。
検査用標準球を使用せずに検査を行ったプロービングシステムがあった場合,製造業者は使用する検査
用標準の種類及び測定姿勢を指定しなければならない。
表記方式は,次に従う。
-
XY
平 面 で 検 査 さ れ た マ ル チ セ ン サ シ ス テ ム 形 状 誤 差 に 対 し て
P
Form.Cir.
n
×
25:XY:MPS
及 び
P
Form.Cir.
n
×
25:XY:MPS,MPE
-
XY
平 面 で 検 査 さ れ た マ ル チ セ ン サ シ ス テ ム 寸 法 誤 差 に 対 し て
P
Size.Cir.
n
×
25:XY:MPS
及 び
P
Size.Cir.
n
×
25:XY:MPS,MPE
8
B 7440-9
:
2017 (ISO 10360-9
:
2013)
-
XY
平 面 で 検 査 さ れ た マ ル チ セ ン サ シ ス テ ム 位 置 誤 差 に 対 し て
L
Dia.Cir.
n
×
25:XY:MPS
及 び
L
Dia.Cir.
n
×
25:XY:MPS,MPE
YZ
平面及び
ZX
平面で行われた検査に対する表記方法も同様である。
最大許容長さ測定誤差(例えば,
JIS B 7440-2
に規定した接触式プロービングシステムをもつ座標測定
機に対する検査,
JIS B 7440-7
に規定した画像プローブをもつ座標測定機に対する検査,又は
JIS B 7440-8
に規定された光学式距離センサをもつ座標測定機に対する検査)を,全てのプロービングシステムについ
て指定する必要はない。
最大許容長さ測定誤差が指定されたプローブのうち,少なくとも一つはマルチセンサシステム誤差を評
価しなければならない。
次の場合は,座標測定機の長さ測定に関する測定機のトレーサビリティは確保できない。
-
最大許容長さ測定誤差が指定されていないプロービングシステムを使用する場合。
-
最大許容長さ測定誤差が指定されたプロービングシステムとともにこの規格の適用ができないプロー
ビングシステムを使用する場合。
注記
1
最大許容長さ測定誤差の検査に使用したプロービングシステムを用いる場合,座標測定機の
測定機のトレーサビリティは直接的に確保される。他のプロービングシステムで長さ測定誤
差の仕様が定められているものを用いる場合,長さ測定誤差の検査を独立に実施しなくても,
最大許容長さ測定誤差の検査に使用したプロービングシステムとともにこの規格が定める検
査を行うことで,そのプロービングシステムを使用する場合の座標測定機の測定機のトレー
サビリティは間接的に確保される。
製造業者は,全てのプローブの組合せに対して検査条件及び使用する検査用標準器を指定する責任を負
う。
校正された検査用標準器が,製造業者及び使用者の両者にとって利用可能でなければならない。
注記
2
プローブの姿勢は,定格動作条件の一部をなす。
a)
接触式プローブ及び光学式距離プローブ
図
1
-
マルチセンサシステムによる検査用標準球の測定例
9
B 7440-9
:
2017 (ISO 10360-9
:
2013)
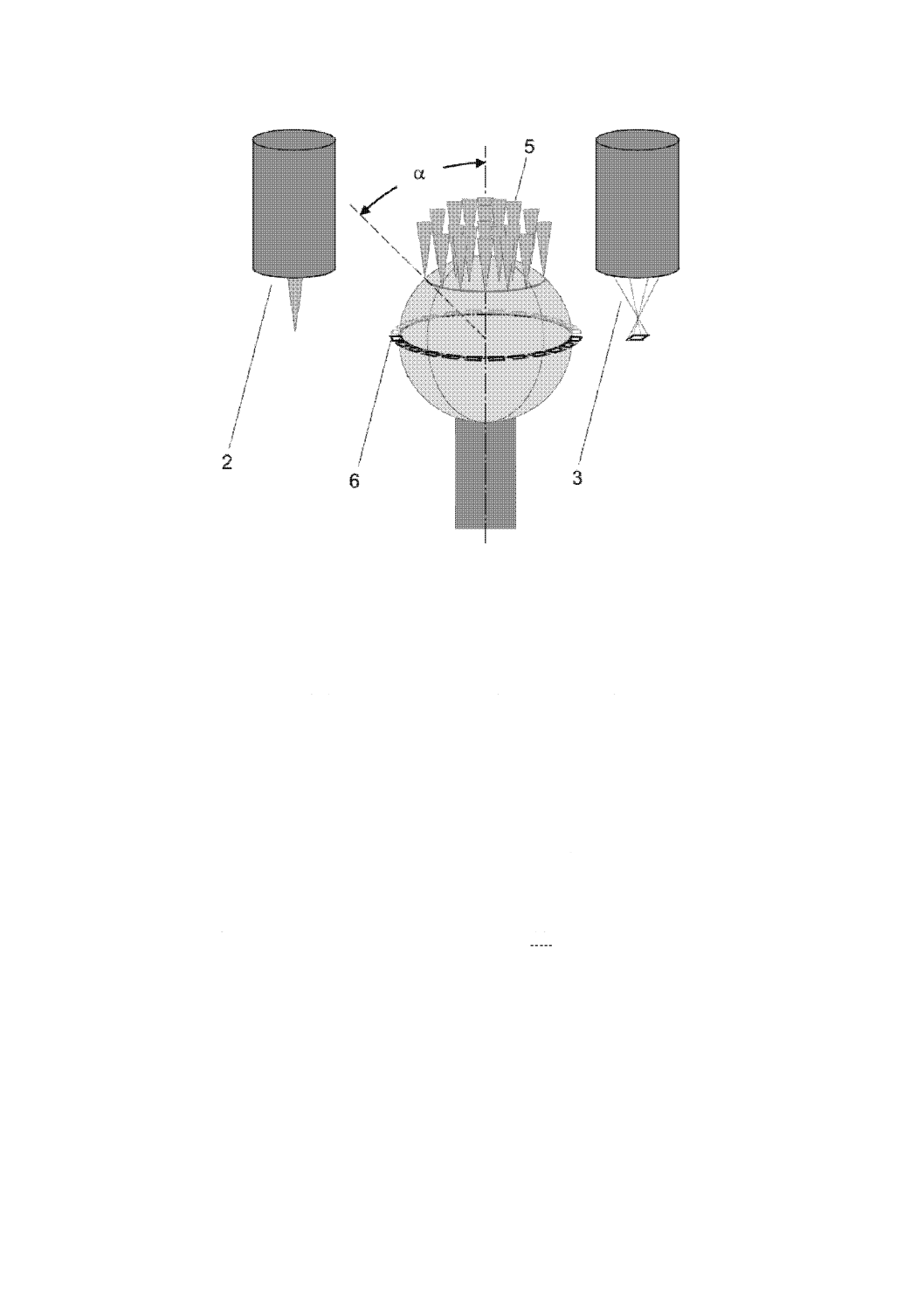
b)
光学式距離プローブ及び画像プローブ
1
接触式プローブ
2
光学式距離プローブ
3
画像プローブ
4
接触式プローブによるプロービング点
5
光学式距離プローブによるプロービング点(プロービング点は,製造業者の指定した
0
度から
α
度の許容表面傾斜角度の範囲内に分布する。
)
6
検査用標準球の赤道上において,
XY
平面に限定した画像プローブによるプロービング点
図
1
-
マルチセンサシステムによる検査用標準球の測定例(続き)
6.4
評価方法
検査を行う全てのプロービングシステムは,座標測定機の製造業者が指定する通常の操作手順に従って,
プロービングシステムのパラメータ設定を行う。
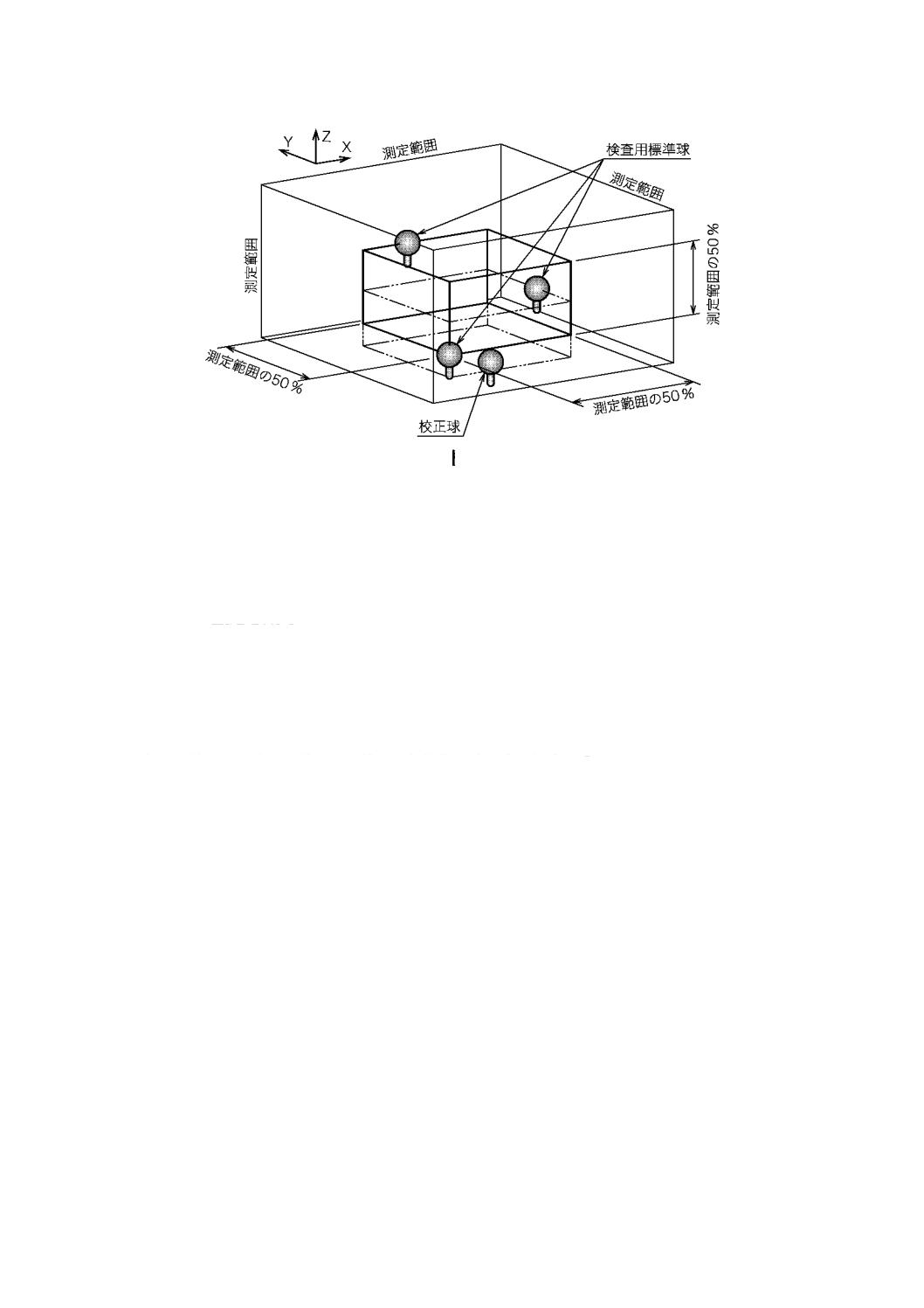
検査用標準球の位置は,座標測定機の測定空間において,異なる
3
か所に設置しなければならない。検
査用標準球の
3
か所の位置は,
X
軸,
Y
軸及び
Z
軸のいずれについても互いに異なったものとしなければ
ならない。検査用標準球の一つは,座標測定機の校正球の近くに設置するものとし,他の二つは座標測定
機の測定範囲の
50 %
以下の距離の範囲で遠くに設置する(
図
1A
参照)。使用者は,座標測定機の仕様の
範囲内で自由に検査用標準球の位置を選択することができる。
プロービングシステムの正しいアライメントを検査するために,
3
か所に検査用標準球を設置すること
が必要である。
10
B 7440-9
:
2017 (ISO 10360-9
:
2013)
図
1A
-
検査用標準球の配置の例
3
か所の検査用標準球について,
n
個のプロービングシステムのそれぞれを用いて
25
点による検査用標
準球の測定を行う。プロービングシステムの操作条件に記載する許容表面傾斜角度の範囲内で,測定点は,
角度範囲についてほぼ均等に分布しなければならない。許容表面傾斜角度が指定されていない場合,検査
用標準球の半球面の検査を行わなければならない。
接触式プローブについては
JIS B 7440-5
に,画像プローブについては
JIS B 7440-7
に,光学式距離プロ
ーブについては
JIS B 7440-8
に,実施可能な測定点の配置をそれぞれ定義している。これらの規格は,セ
ンサエリアの中で複数の測定点を取得するプロービングシステムについて,代表点を得るための手順につ
いても定義している。これらの手順によって,使用者は
25
か所の部分領域から
25
点の代表点を計算する
ことができ,その手順が通常の測定処理に含まれる場合であって,製造業者が特に指定しない場合,マル
チセンサ付き座標測定機の検査に適用することができる。
この規格の検査に二次元形状をもつ検査用標準器を使用する場合,
25
点の測定は参照標準器の全ての範
囲にほぼ均等に分布する単一点又は互いに重複しない代表点によって行う。
パラメータ設定をやり直さずにプロービングシステムを自動で交換する機能を使用する場合,製造業者
が特に指定しない限り,使用者は検査の間にプロービングシステムを自動で交換してもよい。
複数のラム軸を備えた座標測定機において,ラム軸の間で重複する測定範囲の比率が高い場合,一つの
ラム軸に複数のプロービングシステムを備えた座標測定機の検査手順と同じ手順を適用する。複数のラム
軸を備えた座標測定機において,重複する測定範囲の比率が低い場合,それぞれのラム軸について独立し
てプロービングシステムの検査を行う。
複数のラム軸をもつ座標測定機については,長さ測定誤差の検査をそれぞれのラム軸について少なくと
も一つのプロービングシステムを用いて行うことが望ましい。ただし,ラム軸の間で重複する測定範囲の
比率が高い場合には,受渡当事者間の合意によって長さ測定誤差の検査を全てのラム軸で行う代わりに,
長さ測定誤差の検査を一つのプロービングシステムで行い,かつ,マルチセンサシステムの検査を行う位
置を
4
か所以上に増やして適用してもよい。
6.5
データ解析
マルチセンサシステムによる検査用標準球の測定結果は,
3
か所の検査用標準球のそれぞれについて独
立して取り扱う。
11
B 7440-9
:
2017 (ISO 10360-9
:
2013)
3
か所の検査用標準球のそれぞれについて,マルチセンサシステム位置誤差
L
Dia.
n
×
25::MPS
,マルチセンサ
システム寸法誤差
P
Size.Sph.
n
×
25::MPS
及びマルチセンサシステム形状誤差
P
Form.Sph.
n
×
25::MPS
のデータ解析を次の
とおり行う。
-
マルチセンサシステム位置誤差
L
Dia.
n
×
25::MPS
一つのプロービングシステムで得た
25
点の測定点について,拘束条件のない最小二乗法(球の半径
及び中心座標が全て求まる。)によって,球(最小二乗球)を計算する。合計して,
n
個の最小二乗球
を求める。
n
個の球中心座標を包含する最小外接球(
MCS
)を計算する。この最小外接球(
MCS
)の直径をマ
ルチセンサシステム位置誤差
L
Dia.
n
×
25::MPS
とする。
注記
マルチセンサシステムを三次元プローブ及び二次元プローブの両方によって構成する場合,
球を参照した三次元座標に基づく検査は困難なことがある。このような場合,円形体による
二次元座標を用いた検査を実施してもよい。
-
マルチセンサシステム寸法誤差
P
Size.Sph.
n
×
25::MPS
n
個全てのプロービングシステムで得た
n
×
25
点の測定点について拘束条件のない最小二乗法(球
の半径及び中心座標が全て求まる。)によって,球(最小二乗球)を計算する。マルチセンサシステム
寸法誤差
P
Size.Sph.
n
×
25::MPS
は,測定によって得た検査用標準球の直径測定値
D
meas
と直径校正値
D
cal
との
差として次の式で表す。
P
Size.Sph.
n
×
25::MPS
=
D
meas
-
D
cal
-
マルチセンサシステム形状誤差
P
Form.Sph.
n
×
25::MPS
n
個全てのプロービングシステムで得た
n
×
25
点の測定点について拘束条件のない最小二乗法(球
の半径及び中心座標が全て求まる。)によって,球(最小二乗球)を当てはめる。
n
×
25
点の測定点そ
れぞれに対して最小二乗球の中心からの距離
r
を求める。最小二乗球の中心から
n
×
25
点の代表点ま
での距離
r
の範囲(
r
max
-
r
min
)を形状偏差として記録する。
この値をマルチセンサシステム形状誤差
P
Form.Sph.
n
×
25::MPS
とする。
P
Form.Sph.
n
×
25::MPS
=
r
max
-
r
min
一つのプロービングシステムで得た測定点の取扱いは,製造業者が指定する通常の操作条件に従った測
定点の除去,又はフィルタについては,単独のプロービングシステムの検査と同様に,適用可能な場合は
JIS B 7440-5
,
JIS B 7440-7
又は
JIS B 7440-8
の規定に従う。プロービングシステムの組合せにおいて適用
可能な場合,
JIS B 7440-8
に従って,プロービング形状誤差(
95 %
)
P
Form.Sph.D95%:
j
:ODS
及びプロービング寸
法誤差(
100 %
)
P
Size.Sph.All:
j
:ODS
を追加して指定してもよい。
プロービングシステムの組合せによって検査用標準円を参照して検査を行う場合,データ解析には円形
体を用いる。
n
個の二次元の形体についての
n
個の中心を包含する最小外接球(
MCS
)を計算し,マルチ
センサシステム位置誤差
L
Dia.Cir.
n
×
25::MPS
を最小外接球の直径として得る。マルチセンサシステム寸法誤差
P
Size.Cir.
n
×
25::MPS
及びマルチセンサシステム形状誤差
P
Form.Cir.
n
×
25::MPS
についても,データ解析には同様に円形
体を用いる。
7
仕様との適合
7.1
受入検査
マルチセンサシステム付き座標測定機の性能は,次の条件を全て満たしていることを検証する。
-
測定の不確かさを考慮に入れて
JIS B 0641-1
に従った判定を行い,三つのマルチセンサシステム形状
12
B 7440-9
:
2017 (ISO 10360-9
:
2013)
誤 差
P
Form.Sph.
n
×
25::MPS
が 製 造 業 者 の 指 定 す る 最 大 許 容 マ ル チ セ ン サ シ ス テ ム 形 状 誤 差
P
Form.Sph.
n
×
25::MPS,MPE
の範囲に入っている。
-
測定の不確かさを考慮に入れて
JIS B 0641-1
に従った判定を行い,三つのマルチセンサシステム寸法
誤差
P
Size.Sph.
n
×
25::MPS
が製造業者の指定する最大許容マルチセンサシステム寸法誤差
P
Size.Sph.
n
×
25::MPS,MPE
の範囲に入っている。
-
測定の不確かさを考慮に入れて
JIS B 0641-1
に従った判定を行い,三つのマルチセンサシステム位置
誤差
L
Dia.
n
×
25::MPS
が製造業者の指定する最大許容マルチセンサシステム位置誤差
L
Dia.
n
×
25::MPS,MPE
の範囲
に入っている。
マルチセンサシステム付き座標測定機の性能が検証されない場合,ほこり,汚れ又は測定をする作業者
に起因して測定結果に影響し得る原因(座標測定機,検査用標準器及びプロービングシステムが熱的に平
衡状態にあることを含む。
)を確認する必要がある。
全ての原因を修正し,プロービングシステムのパラメータ設定から始めて,同じ目標点を使い,
1
回だ
け再測定することができる。
7.2
定期検査
使用者の組織内の品質システムにおいて,マルチセンサシステム付き座標測定機の性能は,
7.1
で定義し
た判定基準に対し,使用者の指定する最大許容誤差の仕様に適合すれば検証したこととする。
仕様書の例を,
附属書
A
に示す。
8
適用事例
8.1
受入検査
受渡当事者間の契約には,次の事項などを含める。
-
購入契約
-
保守契約
-
修理契約
-
仕様変更契約
これら受渡当事者間の契約において,この規格で規定する性能検査は,マルチセンサシステム付き座標
測定機の性能が,受渡当事者間の合意によって最大許容誤差の仕様と適合するかどうかを検証するための
受入検査として使用できる。
8.2
定期検査
組織内の品質保証システムにおいて,この規格で規定する性能検査は,マルチセンサシステム付き座標
測定機の性能が,使用者が指定する最大許容誤差の仕様に適合するかどうかを検証するために使用できる。
8.3
中間点検
組織内の品質保証システムにおいて,最大許容誤差に関する指定された要求を座標測定機が満たす可能
性を示すために,簡便な検査を定期的に実施してもよい。
この規格で規定するマルチセンサシステム付き座標測定機の中間点検では,実際に測定する点数を減ら
してもよい。
マルチセンサシステム付き座標測定機は,定期的に,及び特にプロービング性能に大きく影響を及ぼす
衝撃が加わった場合又は座標測定機に大きな影響を与えるような状況が起こった可能性がある場合(例え
ば,衝突,座標測定機の構成要素の変更など)には,点検することが望ましい。
13
B 7440-9
:
2017 (ISO 10360-9
:
2013)
9
製品文書及びデータシートの表記
表
1
の記号は,製品の附属文書,図面,データシートなどにおける使用には適していない。これらの文
書に用いる表記は,
表
2
による。
表
2
-
記号及び製品の附属文書,図面,データシートなどで用いる表記
この規格での記号
製品の附属文書などで用いる表記
P
Form.Sph.
n
×
25::MPS
P
[Form.Sph.
n
×
25::MPS]
P
Size.Sph.
n
×
25::MPS
P
[Size.Sph.
n
×
25::MPS]
L
Dia.
n
×
25::MPS
L
[Dia.
n
×
25::MPS]
P
Form.Sph.
n
×
25::MPS,MPE
MPE(
P
[Form.Sph.
n
×
25::MPS])
P
Size.Sph.
n
×
25::MPS,MPE
MPE(
P
[Size.Sph.
n
×
25::MPS])
L
Dia.
n
×
25::MPS,MPE
MPE(
L
[Dia.
n
×
25::MPS])
14
B 7440-9
:
2017 (ISO 10360-9
:
2013)
附属書
A
(参考)
仕様書の例
注記
表
A.1
の全ての記載事項及び値は,例示のためだけに使用している。
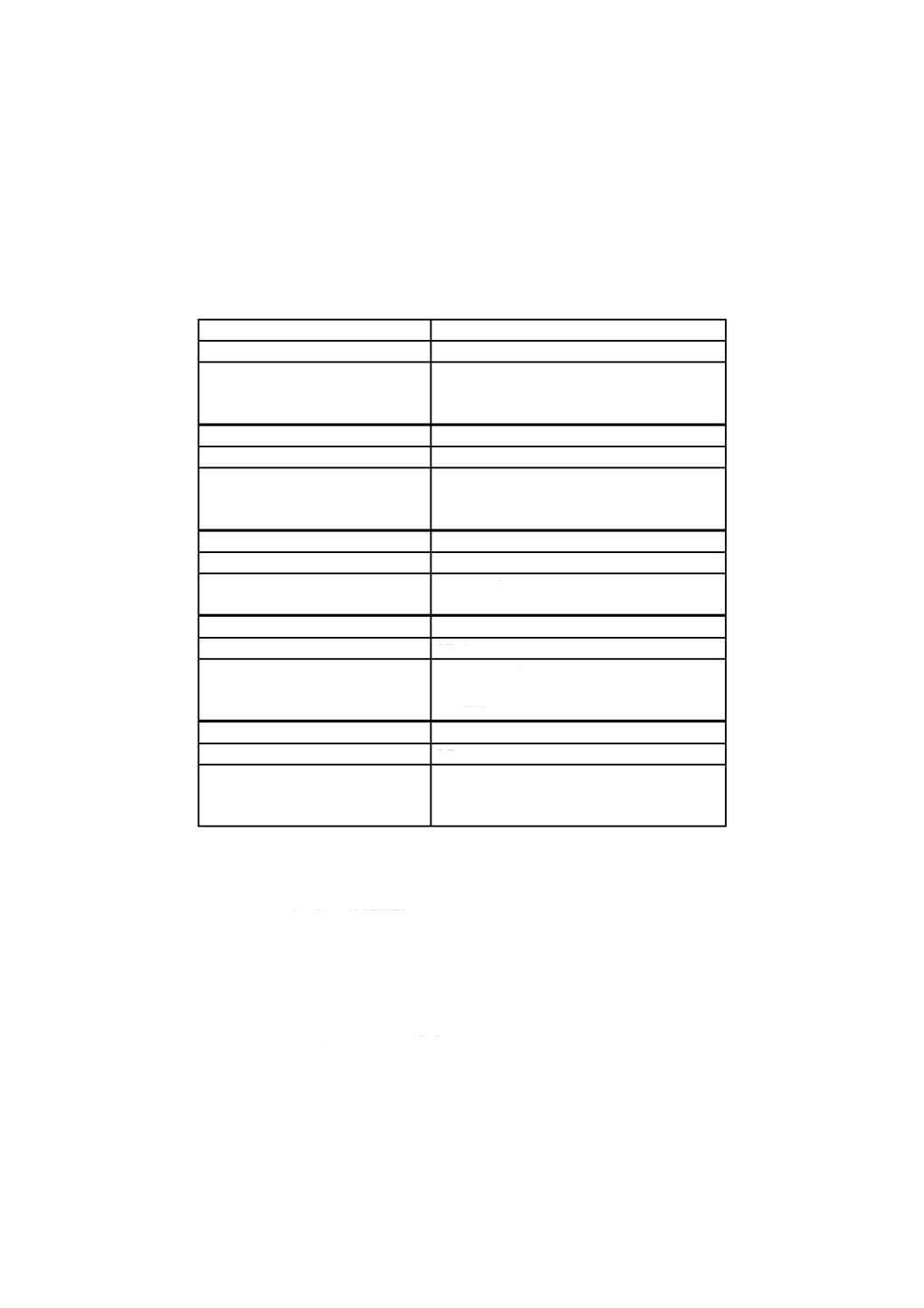
表
A.1
-
プロービングシステムの動作条件の記載例
プロービングシステムの動作条件
接触式プローブタイプ
XYZ
離散点モード
略号
CPD
条件
-
離散点モード
-
スタイラス長さ<
200 mm
-
ラム軸に鉛直に取り付ける
プロービングシステムの動作条件
接触式プローブタイプ
ABC
離散点モード
略号
CPS
条件
-
離散点モード
-
スタイラス長さ<
100 mm
-
ラム軸に鉛直に取り付ける
プロービングシステムの動作条件
画像プローブ倍率
5
倍
略号
VP5
条件
-
倍率
5
倍
-
透過照明,暗視野又は明視野照明
プロービングシステムの動作条件
画像プローブ倍率
10
倍
略号
VP10
条件
-
倍率
10
倍
-
透過照明
-
XY
平面だけに制限
プロービングシステムの動作条件
レーザフォーカス
略号
LF
条件
-
最大許容表面傾斜角度±
45
°
-
50
nm
<
Ra
<
1 µm
-
金属光沢表面
全てのプロービングシステムの組合せに対応するため,次の
3
種類の表記方法によることができる。
(二次元プローブ
VP10
を含めても三次元評価が可能と仮定した場合)
P
Form.Sph.
n
×
25::MPS,MPE
=
… µm
P
Size.Sph.
n
×
25::MPS,MPE
=
… µm
L
Dia.
n
×
25:
:
MPS,MPE
=
… µm
表の形式で複数のプロービングシステムの仕様を記載する代わりに,製造業者は,次の形式で
MPE
を
指定してもよい。
P
Form.Sph.
n
×
25::MPS,MPE
(CPS,VP5)
=
... µm
さらに,製造業者は,二つ以上のプローブの組合せの
MPE
を指定するため,例えば,次の形式の
MPE
を指定してもよい。
P
Form.Sph.
n
×
25::MPS,MPE
(CPS,VP5,LF)
=
... µm
15
B 7440-9
:
2017 (ISO 10360-9
:
2013)
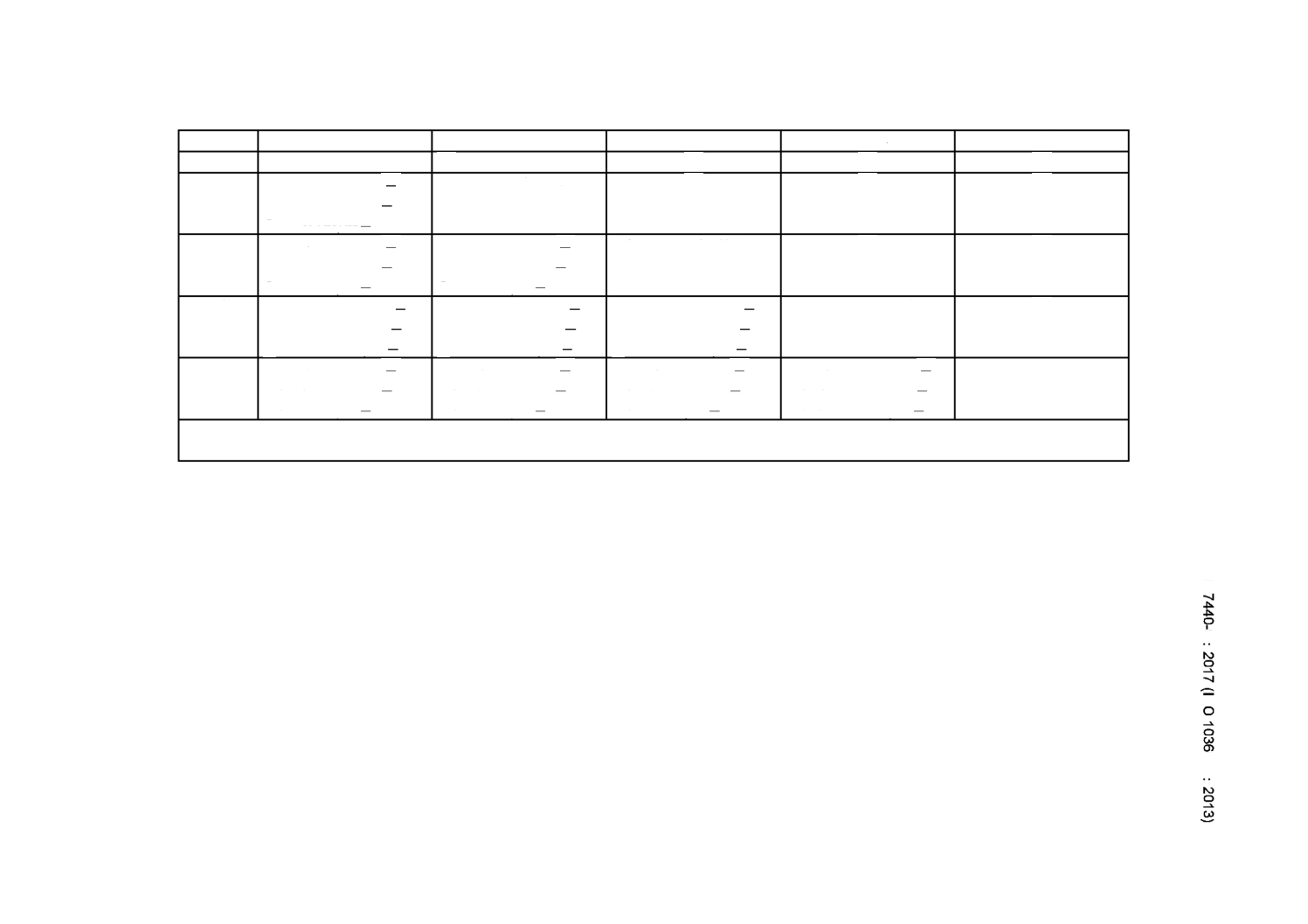
表
A.2
-
プロービングシステムの組合せによる最大許容誤差の記載例
略語
CPD
CPS
VP5
VP10
b)
LF
CPD
プロービング誤差
a)
-
-
-
-
CPS
P
Form.Sph.
n
×
25::MPS,MPE
=
P
Size.Sph.
n
×
25::MPS,MPE
=
L
Dia.
n
×
25::MPS,MPE
=
プロービング誤差
a)
-
-
-
VP5
P
Form.Sph.
n
×
25::MPS,MPE
=
P
Size.Sph.
n
×
25::MPS,MPE
=
L
Dia.
n
×
25::MPS,MPE
=
P
Form.Sph.
n
×
25::MPS,MPE
=
P
Size.Sph.
n
×
25::MPS,MPE
=
L
Dia.
n
×
25::MPS,MPE
=
プロービング誤差
a)
-
-
VP10
b)
P
Form.Cir.
n
×
25:XY:MPS,MPE
=
P
Size.Cir.
n
×
25:XY:MPS,MPE
=
L
Dia.Cir.
n
×
25:XY:MPS,MPE
=
P
Form.Cir.
n
×
25:XY:MPS,MPE
=
P
Size.Cir.
n
×
25:XY:MPS,MPE
=
L
Dia.Cir.
n
×
25:XY:MPS,MPE
=
P
Form.Cir.
n
×
25:XY:MPS,MPE
=
P
Size.Cir.
n
×
25:XY:MPS,MPE
=
L
Dia.Cir.
n
×
25:XY:MPS,MPE
=
プロービング誤差
a)
-
LF
P
Form.Sph.
n
×
25::MPS,MPE
=
P
Size.Sph.
n
×
25::MPS,MPE
=
L
Dia.
n
×
25::MPS,MPE
=
P
Form.Sph.
n
×
25::MPS,MPE
=
P
Size.Sph.
n
×
25::MPS,MPE
=
L
Dia.
n
×
25::MPS,MPE
=
P
Form.Sph.
n
×
25::MPS,MPE
=
P
Size.Sph.
n
×
25::MPS,MPE
=
L
Dia.
n
×
25::MPS,MPE
=
P
Form.Cir.
n
×
25::XY:MPS,MPE
=
P
Size.Cir.
n
×
25::XY:MPS,MPE
=
L
Dia.Cir.
n
×
25::XY:MPS,MPE
=
プロービング誤差
a)
注
a)
この場合のプロービング誤差は,それぞれ
JIS B 7440-5
,
JIS B 7440-7
及び
JIS B 7440-8
による。
b)
検査用標準円は,
30 mm
リングゲージを使用する。
15
B 74
40
-9
:
201
7
(ISO 1
036
0-9
:
201
3)
16
B 7440-9
:
2017 (ISO 10360-9
:
2013)
附属書
B
(参考)
GPS
マトリックス
B.1
一般
GPS
マトリックスモデルの詳細は,
ISO/TR 14638
による。
注記
ISO/TR 14638
は廃止され,
ISO 14638
として制定されている。
B.2
規格及びその使用に関する情報
ISO/TR 14638
で示される
ISO/GPS
マスタープランは,この規格が
ISO/GPS
システムのどの一部になっ
ているかの概要を示す。
ISO 8015
に示す
ISO/GPS
の基本的な規則は,この規格に適用し,また,
JIS B 0641-1
に示す標準的な決定規則は,指示がない限り,この規格に従って作成された仕様に適用する。
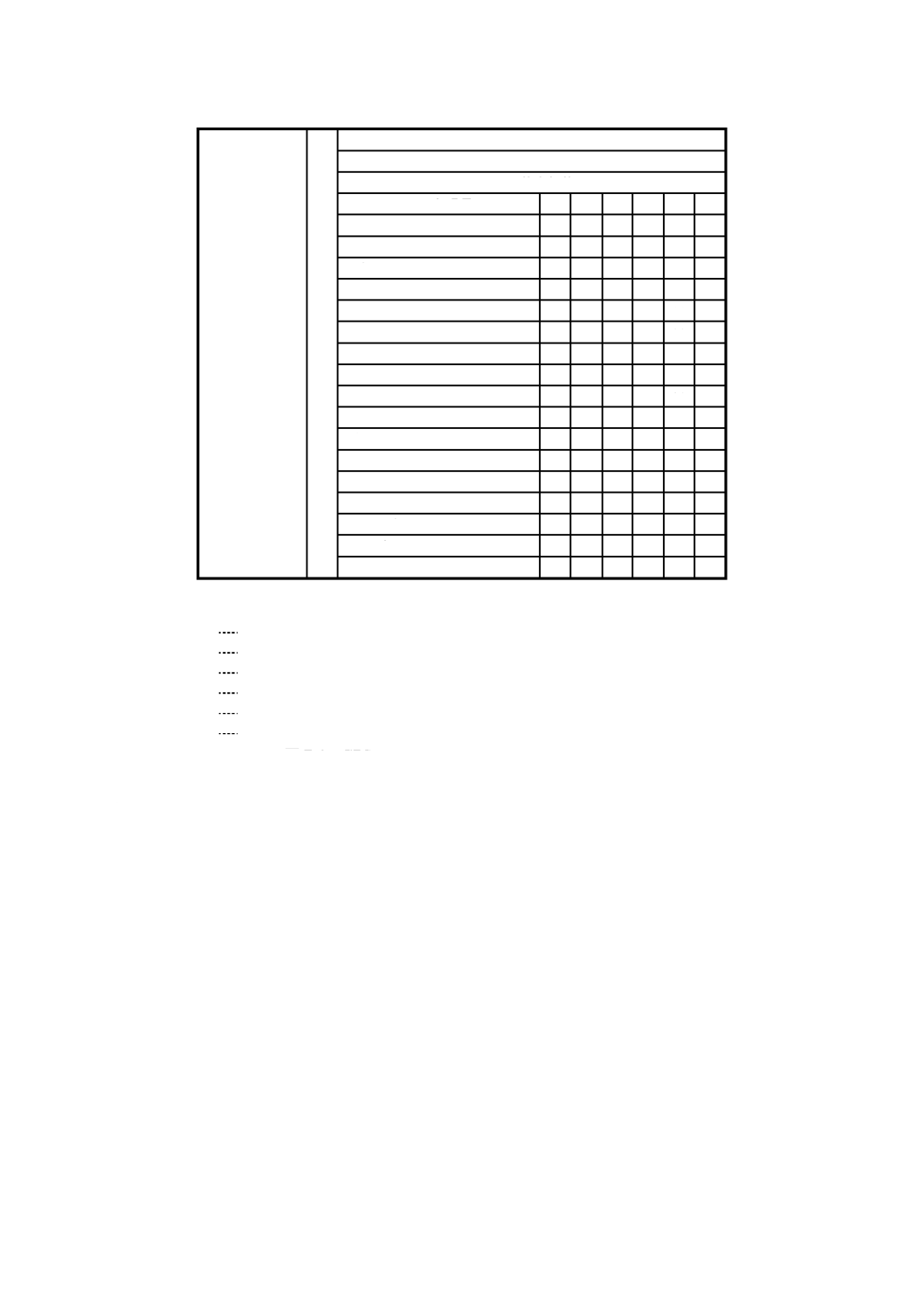
B.3 GPS
マトリックスモデルにおける位置付け
この規格は,
図
B.1
に示す
GPS
基本規格マトリックスにおける,サイズ,距離,半径,角度,形状,姿
勢,位置,振れ及びデータムの各チェーンのリンク番号
5
に関わる基本規格である。
17
B 7440-9
:
2017 (ISO 10360-9
:
2013)
GPS
原理
規格
GPS
共通規格
GPS
基本規格
リンク番号
1
2
3
4
5 6
サイズ
×
距離
×
半径
×
角度
×
データムに無関係な線の形状
×
データムに関係する線の形状
×
姿勢
×
位置
×
円周振れ
×
全振れ
×
データム
×
粗さ曲線
うねり曲線
断面曲線
表面欠陥
エッジ
面領域の表面性状
リンク番号
1
記号と指示法
2
形体に対する要求事項
3
形体の性質
4
測定
5
測定機器
6
校正
図
B.1
-
GPS
マトリックスモデルにおける位置付け
B.4
関連規格
関連する国際規格又は日本工業規格は,
図
B.1
に示す規格チェーンに含まれる規格である。
18
B 7440-9
:
2017 (ISO 10360-9
:
2013)
参考文献
[1]
ISO 8015
,
Geometrical product specifications (GPS)
-
Fundamentals
-
Concepts, principles and rules
[2]
JIS B 7440-2
:2013
製品の幾何特性仕様(
GPS
)-座標測定機(
CMM
)の受入検査及び定期検査-第
2
部:長さ測定
注記
対応国際規格:
ISO 10360-2
:2009
,
Geometrical product specifications (GPS)
-
Acceptance and
reverification tests for coordinate measuring machines (CMM)
-
Part 2: CMMs used for measuring
linear dimensions
(
IDT
)
[3]
JIS B 7440-3
:2003
製品の幾何特性仕様(
GPS
)-座標測定機(
CMM
)の受入検査及び定期検査-第
3
部:ロータリテーブル付き座標測定機
注記
対応国際規格:
ISO 10360-3
:2000
,
Geometrical Product Specifications (GPS)
-
Acceptance and
reverification tests for coordinate measuring machines (CMM)
-
Part 3: CMMs with the axis of a
rotary table as the fourth axis
(
IDT
)
[4]
JIS B 7440-4
:2003
製品の幾何特性仕様(
GPS
)-座標測定機(
CMM
)の受入検査及び定期検査-第
4
部:スキャニング測定
注記
対応国際規格:
ISO 10360-4
:2000
,
Geometrical Product Specifications (GPS)
-
Acceptance and
reverification tests for coordinate measuring machines (CMM)
-
Part 4: CMMs used in scanning
measuring mode
(
IDT
)
[5]
ISO/TR 14638
,
Geometrical product specification (GPS)
-
Masterplan
[6]
ISO 15530
(all parts)
,
Geometrical product specifications (GPS)
-
Coordinate measuring machines (CMM):
Technique for determining the uncertainty of measurement
[7]
ISO/TS 23165
:2006
,
Geometrical product specifications (GPS)
-
Guidelines for the evaluation of coordinate
measuring machine (CMM) test uncertainty
[8]
ISO 14638
,
Geometrical product specifications (GPS)
-
Matrix model