B 6913 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 6913 : 1989は改正され,この規格に置き換えられる。
今回の改正では,規格名称,適用範囲,定義,加工法の種類及び記号,加工材料,加工設備,加工方法,
加工品の品質,などについて,改正が行われた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6913 : 1999
鉄鋼の焼入焼戻し加工
Process of quenching and tempering of iron and steel
1. 適用範囲 この規格は,鉄鋼の焼入焼戻し加工(以下,加工という。)について規定する。
備考 表面熱処理は除く。
2. 引用規格 付表1に示す規格は,この規格に引用されることによって,この規格の規定の一部を構成
する。これらの引用規格は,その最新版を適用する。
3. 定義 この規格で用いる主な用語の定義は,JIS B 6905によるほか,次による。
a) 加工材料 加工の対象となる部品及び材料であって,部品とは,機械器具,ジグ,装置又はそれらの
部品で,ほぼ完成若しくはそれに近い状態の鉄鋼製品。材料とは,圧延,鍛造,鋳造などによる鉄鋼
材料及び半成品。
b) 加工品 加工材料について,この規格による加工を終了したもの。
c) 単体 1個又は一組の加工品。
d) 加熱設備 金属熱処理設備において,熱処理を行うために,加工材料を加熱する設備。
e) 空気炉 加工材料を空気中又は燃料の燃焼気中で加熱する炉。
f)
熱浴槽 加工材料を油,溶融塩,溶融金属などの熱浴中で加熱又は冷却する設備。
g) 雰囲気炉 加工材料を加熱する雰囲気を,還元性,不活性,脱炭性など,加工の目的に適するように
調整できる加熱炉。
h) 真空炉 加工材料を減圧の空気,不活性ガスなどのガス中で加熱し,冷却する装置で,圧力を加工の
目的に適するように調整できる加熱炉。
i)
流動層炉 加工材料をセラミックスなどの流動粒子を熱媒体として加熱又は冷却する設備。
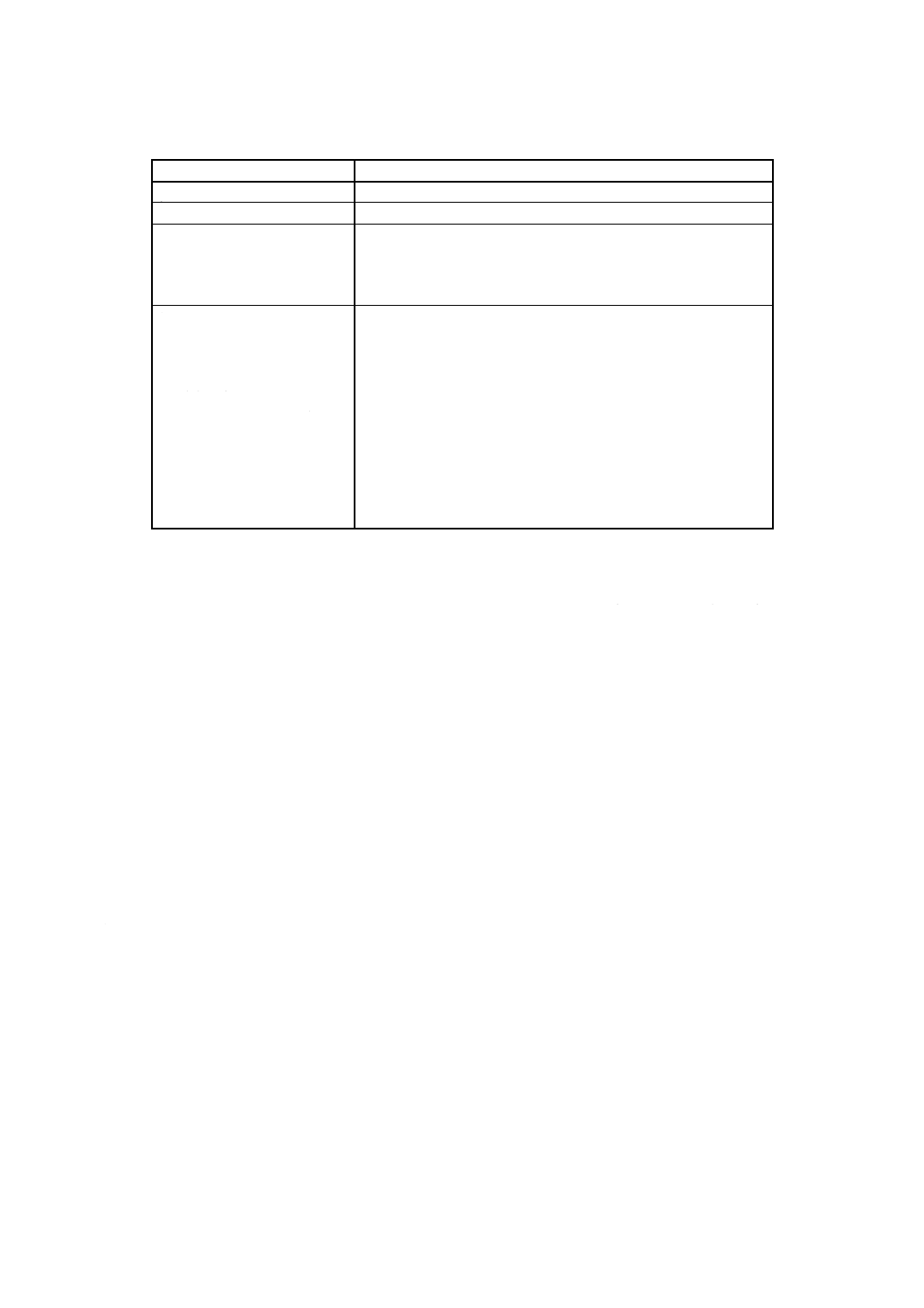
4. 加工の種類及び記号 加工の種類及び記号は,加工の方法によって,表1のとおりとする。
表1 加工の種類及び記号
加工の種類
記号(1)
水焼入焼戻し
HQW-HT
水溶液焼入焼戻し
HQP-HT
油焼入焼戻し
HQO-HT
空気焼入焼戻し
HQA-HT
ガス焼入焼戻し
HQG-HT
熱浴焼入焼戻し
HQS-HT
マルテンパ焼戻し
HQM-HT
オーステンパ
HQAU
2
B 6913 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
加工の種類
記号(1)
注(1) JIS B 0122に準拠する。
5. 加工材料
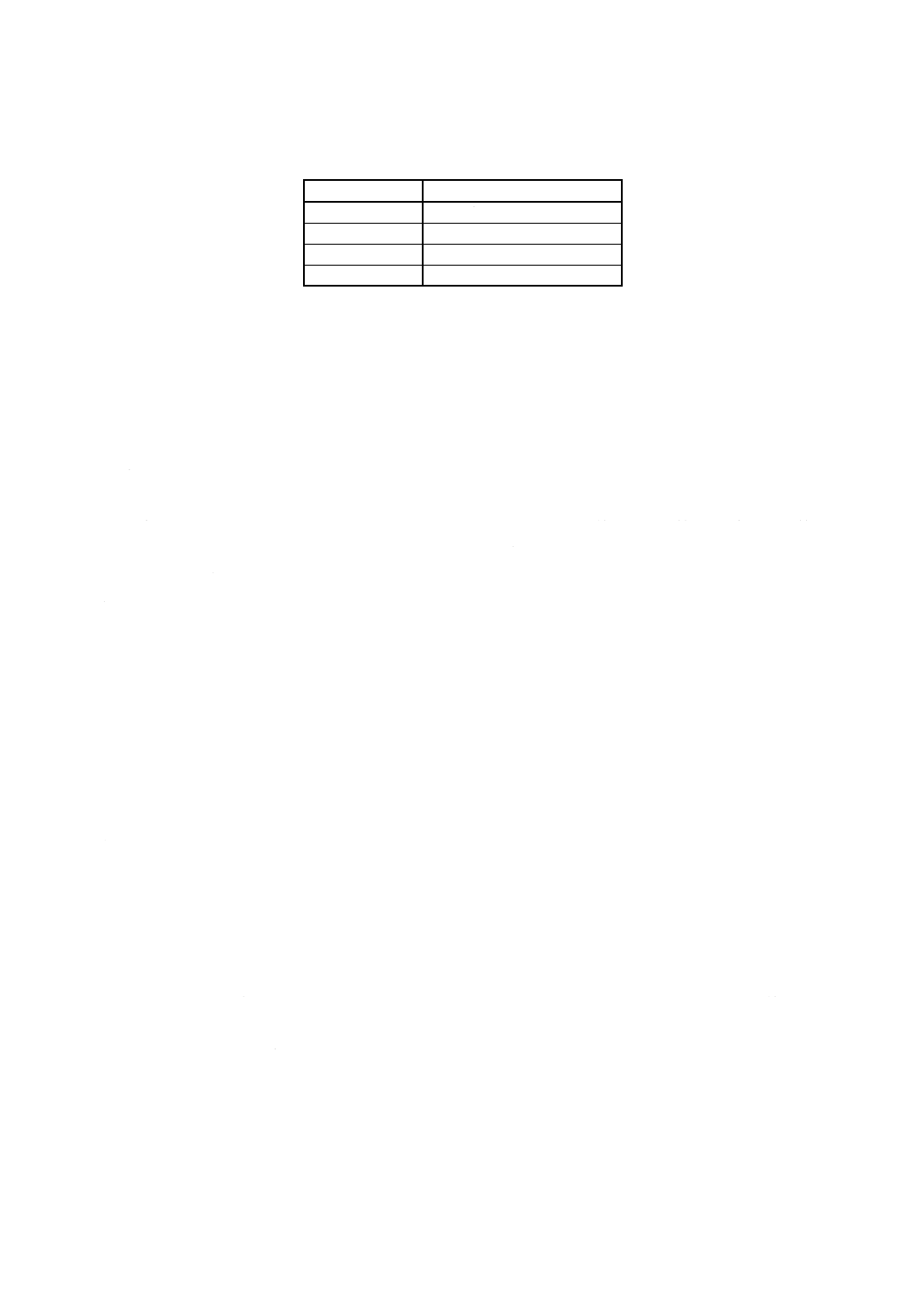
5.1
加工材料の種類 加工材料の種類は,表2に規定するもの,又は加工品の品質が8.の規定に適合す
るものでなければならない。
表2 加工材料の種類
規格番号
種類の記号
a) 棒鋼,形鋼,鋼板,鋼帯
JIS G 3115
SPV450, SPV490
JIS G 3120
SQV1A, SQV1B, SQV2A, SQV2B, SQV3A, SQV3B
JIS G 3126
SLA325B, SLA360, SLA410
JIS G 3127
SL3N440, SL3N590, SL9N590
JIS G 3128
SHY685,SHY685N,SHY685NS
b) 鋼管
JIS G 3441
SCM430TK, SCM435TK, SCM440TK
JIS G 3445
STKM15A, STKM16A, STKM17A
JIS G 3446
SUS410TKA, SUS420J1TKA, SUS410TKC, SUS420J2TKA
JIS G 3460
STPL690
JIS G 3464
STBL690
c) 機械構造用炭素鋼,合金
鋼
JIS G 4051
S28C, S30C, S33C, S35C, S38C, S40C, S43C, S45C, S48C, S50C, S53C, S55C, S58C
JIS G 4052
SMn433H, SMn438H, SMn443H
SMnC443H
SCr430H, SCr435H, SCr440H
SCM435H, SCM440H, SCM445H
SNC631H
JIS G 4102
SNC236, SNC631, SNC836
JIS G 4103
SNCM240, SNCM431, SNCM439, SNCM447, SNCM625, SNCM630
JIS G 4104
SCr430, SCr435, SCr440, SCr445
JIS G 4105
SCM430, SCM432, SCM435, SCM440, SCM445
JIS G 4106
SMn433, SMn438, SMn443
SMnC443
JIS G 4107
SNB5, SNB7, SNB16
JIS G 4108
SNB21, SNB22, SNB23, SNB24
JIS G 4202
SACM645
d) 特殊用途鋼
JIS G 4303
SUS403, SUS410, SUS410J1, SUS410F2, SUS416, SUS420J1, SUS420J2, SUS420F,
SUS431, SUS440A, SUS440B, SUS440C, SUS440F
JIS G 4304
SUS403, SUS410, SUS410S, SUS420J1, SUS420J2, SUS429J1, SUS440A
JIS G 4305
SUS403, SUS410, SUS410S, SUS420J1, SUS420J2, SUS429J1, SUS440A
JIS G 4308
SUS403, SUS410, SUS410F2, SUS416, SUS420J1, SUS420J2, SUS420F, SUS420F2,
SUS440C
JIS G 4309
SUS403, SUS410, SUS410F2, SUS416, SUS420J1, SUS420J2, SUS420F, SUS420F2,
SUS440C
JIS G 4311
SUS403, SUS410, SUS410J1, SUS431, SUH3, SUH4, SUH11, SUH600, SUH616
JIS G 4312
SUS403, SUS410
JIS G 4313
SUS420J2-CSP
3
B 6913 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
規格番号
種類の記号
JIS G 4315
SUS403, SUS410
JIS G 4401
SK1, SK2, SK3, SK4, SK5, SK6, SK7
JIS G 4403
SKH2, SKH3, SKH4, SKH10, SKH51, SKH52, SKH53, SKH54, SKH55, SKH56, SKH57,
SKH58, SKH59
JIS G 4404
SKS11, SKS2, SKS21, SKS5, SKS51, SKS7, SKS8, SKS4, SKS41, SKS43, SKS44, SKS3,
SKS31, SKS93, SKS94, SKS95
SKD1, SKD11, SKD12, SKD4, SKD5, SKD6, SKD61, SKD62, SKD7, SKD8
SKT3, SKT4
JIS G 4410
SKC3, SKC11, SKC24
JIS G 4801
SUP3, SUP6, SUP7, SUP9, SUP9A, SUP10, SUP11A, SUP12, SUP13
JIS G 4802
S50C-CSP, S55C-CSP, S60C-CSP, S65C-CSP, S70C-CSP
SK5-CSP, SK4-CSP, SUP10-CSP
JIS G 4804
SUM41, SUM42, SUM43
JIS G 4805
SUJ1, SUJ2, SUJ3, SUJ4, SUJ5
e) 鋳鍛造品
JIS G 3201
SF540B, SF590B, SF640B
JIS G 3202
SFVC1, SFVC2A, SFVC2B
JIS G 3204
SFVQ1A, SFVQ1B, SFVQ2A, SFVQ2B, SFVQ3
JIS G 3205
SFL1, SFL2, SFL3
JIS G 3206
SFVCMF22B, SFVCMF22V, SFVCMF3V
JIS G 3214
SUSF410-A, SUSF410-B, SUSF410-C, SZSF410-D
JIS G 3221
SFCM590S, SFCM640S, SFCM690S, SFCM740S, SFCM780S, SFCM830S, SFCM880S,
SFCM930S, SFCM980S
JIS G 3222
SFNCM690S, SFNCM740S, SFNCM780S, SFNCM830S, SFNCM880S, SFNCM930S,
SFNCM980S, SFNCM 1030S, SFNCM 1080S
JIS G 3223
SFT590
JIS G 5101
SC410, SC450, SC480
JIS G 5102
SCW410, SCW450, SCW480, SCW550, SCW620
JIS G 5111
SCC3, SCC5
SCMn1, SCMn2, SCMn3, SCMn5
SCSiMn2
SCMnCr2, SCMnCr3, SCMnCr4
SCMnM3
SCCrM1, SCCrM3
SCMnCrM2, SCMnCrM3
SCNCrM2
JIS G 5121
SCS1, SCS2, SCS2A, SCS3, SCS4, SCS5, SCS6
JIS G 5151
SCPH1, SCPH2, SCPH11, SCPH21, SCPH22, SCPH23, SCPH32, SCPH61
JIS G 5152
SCPL1, SCPL11, SCPL21, SCPL31
JIS G 5201
SCW410-CF, SCW480-CF, SCW490-CF, SCW520-CF, SCW570-CF
JIS G 5202
SCPH1-CF, SCPH2-CF, SCPH11-CF, SCPH21-CF, SCPH32-CF
JIS G 5501
FC200, FC250, FC300, FC350
JIS G 5502
FCD400, FCD450, FCD500, FCD600, FCD700, FCD800
JIS G 5704
FCMP440, FCMP490, FCMP540, FCMP590, FCMP690
5.2
加工材料の履歴 加工材料の履歴については,表3の項目が明らかにされたものでなければならな
い。
4
B 6913 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 加工材料の履歴
項目
備考
a) 加工材料の材料試験成績
加工材料の種類
化学成分(2)
溶解番号(2)
引張試験成績(2)
硬さ試験成績(2)
焼入性試験成績(2)
金属組織試験成績(2)
結晶粒度,脱炭層,非金属介在物,ミクロ組織及びマクロ組織。
b) 加工材料の製造方法
鋳造
鍛造
熱間・冷間の区別を含む。必要があれば鍛錬成形比。
圧延
熱間・冷間の区別を含む。
押出し
熱間・冷間の区別を含む。
焼結
切削加工
プレス加工
熱間・冷間の曲げ及びねじりの区別を含む。
引抜き
熱間・冷間の区別を含む。
転造
熱間・冷間の区別を含む。
溶接
溶接部の有無。
溶断
溶断部の有無。
c) 加工材料の前熱処理の有無及び方法 必要なときは加熱温度,保持時間及び冷却方法を明らかにする。
焼ならし
焼なまし
浸炭
d) 加工材料の前加工及び矯正の有無
(2)
切削方法及びその条件
塑性加工方法及びその条件
矯正の有無
熱間・冷間の区別を含む。
注(2) 加工に支障がないときは,省略してもよい。
5.3
加工材料の外観・質量・形状・寸法・精度 加工材料の外観,質量,形状,寸法及び精度について
は,表4の項目が明らかにされたものでなければならない。
5
B 6913 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 加工材料の外観・質量・形状・寸法・精度
項目
備考
a) 加工材料の外観
割れ,きず,さび,黒皮など
b) 加工材料の質量(2)
c) 加工材料の形状(2)
特異形状
肉厚の不同
穴部の形状と位置
d) 加工材料の寸法及び精度
(2)
寸法
焼入焼戻し部の加工代
全体の加工代
焼入焼戻し部の表面粗さ
寸法精度
形状偏差(3)
(参考)形状偏差とは,真直度,平面度,真円度,円筒度,線の輪
郭度及び面の輪郭度をいう。
姿勢偏差(3)
(参考)姿勢偏差とは,平行度,直角度及び傾斜度をいう。
位置偏差(3)
(参考)位置偏差とは,位置度,同軸度,同心度及び対称度をいう。
注(3) 各偏差の定義は,JIS B 0621による。
5.4
加工材料の確認 加工材料の受入れに際しては,5.1〜5.3に規定する加工に必要な項目を受渡当事者
間で確認し,必要があればJIS G 0565,JIS G 0566及びJIS Z 2343による方法,その他適切な方法によっ
て,加工材料の品質を明らかにしなければならない。
6. 加工設備
6.1
焼入加熱設備 焼入加熱設備は,次による。
a) 加熱設備は,熱源の種類,雰囲気調整又は熱浴使用の有無,加工の種類,作業形式の連続・非連続の
別を問わず,有効加熱帯内で加工材料を加熱するとき,保持温度が目的温度に対して,JIS B 6901で
規定する保持温度許容差のいずれかのクラスの許容差内に保持及び調整できなければならない。
備考 加工品の品質の区分にかかわる保持温度許容差のクラスを,明示しなければならない。
b) 燃料を熱源とする空気炉は,炎が加工材料に直接触れて,品質を著しく損なうような構造であっては
ならない。
c) 熱浴槽の熱浴は,加工材料に対し,侵食その他有害な影響を与えるものであってはならない。
d) 雰囲気炉の雰囲気ガス組成は,加工の目的に適するように調整できなければならない。
e) 真空炉の真空度及び雰囲気ガス組成は,加工の目的に適するように調整できなければならない。
f)
流動層炉の流動粒子及び雰囲気ガス組成は,調整できる構造でなければならない。
g) 連続式焼入加熱設備は,焼入冷却直前までに,加工材料の目的温度に必要時間保持できるように,設
備内の搬送速度を調整できなければならない。
6.2
焼入冷却設備 焼入冷却設備は,次による。
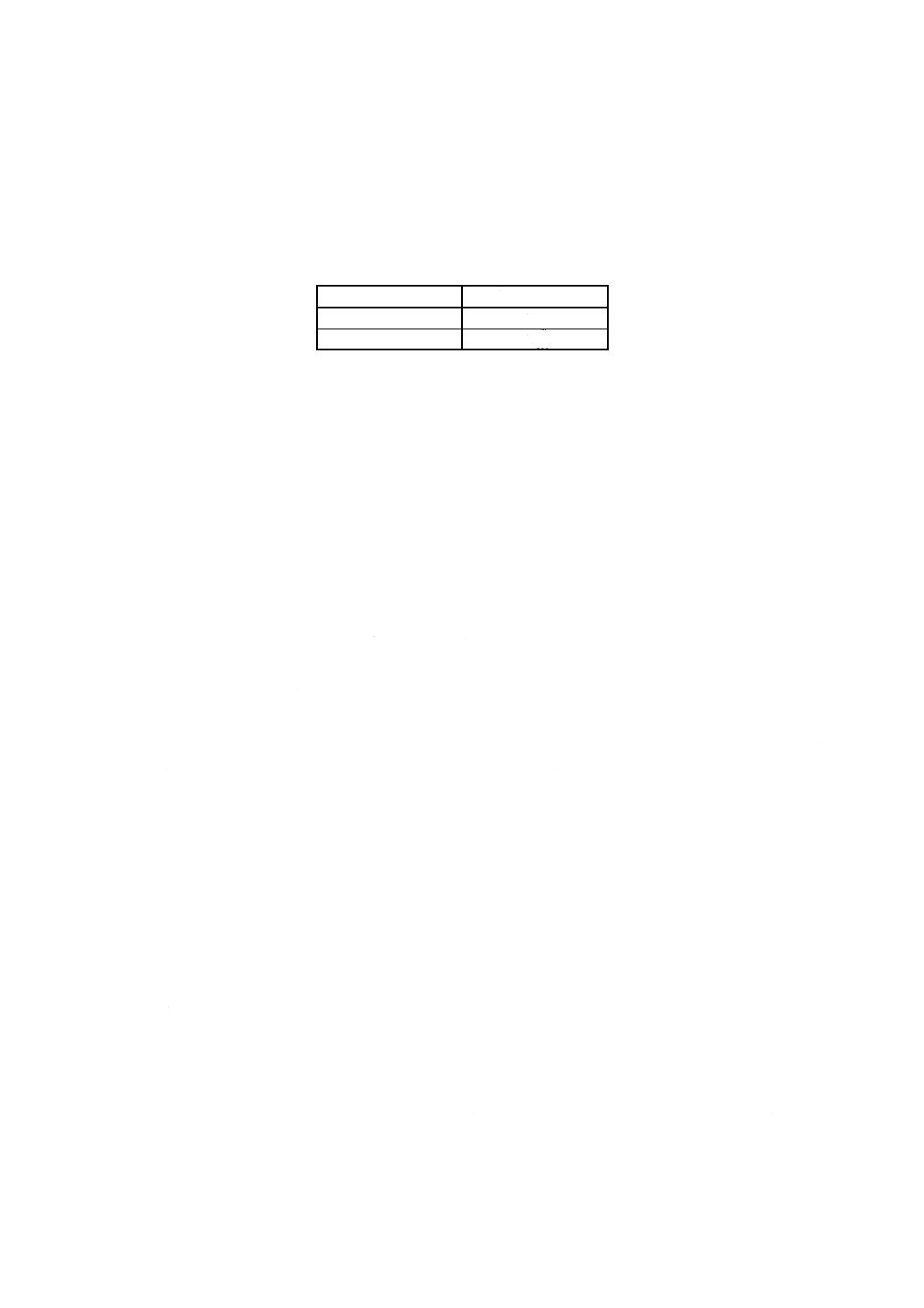
a) 焼入冷却設備は,表5によるものとし,冷却槽内の冷却剤の使用温度は,それぞれ表5の許容差を超
えないように調整できなければならない。
6
B 6913 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5 冷却剤の使用温度許容差
単位 ℃
焼入冷却設備
冷却剤の使用温度許容差
水又は水溶液槽
目的温度 ±10
油槽
目的温度 ±20
熱浴槽
目的温度 ±10
空気又はガス流域 特に指定がない限り室温とする
備考 表中の目的温度とは,冷却剤の使用温度の範
囲の中心温度をいう。
b) 焼入冷却設備は,加工の目的に適した冷却速度で加工材料の表面各部が,ほぼ均等に冷却できなけれ
ばならない。
なお,冷却槽を使用する場合には,適切な流速でかくはんすることができる装置をもつか,又はこ
れと同等の効果のある設備でなければならない。
c) 水槽又は水溶液槽の水,その他各種の水溶液は,水あか,その他有害な量の不純物を含んではならな
い。
なお,水溶液は,加工の目的に適した組成又は濃度でなければならない。
d) 油槽における油は,JIS K 2242の1種1号又は1種2号若しくは同等以上の品質とし,加工の目的に
適した冷却性能をもち,劣化の程度が著しくなく,ほぼ均質で,水分,スラッジ,その他の有害な量
の不純物を含んではならない。
e) 熱浴槽の熱浴は,加工の目的に適した冷却性能をもち,劣化の程度が著しくなく,ほぼ均質で,スラ
ッジ,その他の有害な量の不純物を含んではならない。また,侵食その他,加工材料に対し有害な影
響を与えるものであってはならない。
なお,この場合で,油を使用するときは,JIS K 2242の2種1号又は2種2号若しくは同等以上の
品質とする。
f)
連続式焼入冷却設備は,加工材料を加工の目的に適した必要な冷却時間を保てるように冷却設備内の
搬送速度を調整できなければならない。
g) 流動層炉の流動粒子及び雰囲気ガス組成は,調整できなければならない。
6.3
焼戻加熱設備 焼戻加熱設備は,次による。
a) 焼戻加熱設備は,熱源の種類,雰囲気調整又は熱浴使用の有無,加工の種類,作業形式の連続・非連
続の別を問わず,有効加熱帯内において加工材料を加熱するとき,保持温度が目的温度に対して,JIS
B 6901で規定する保持温度許容差のいずれかのクラスの許容差内に保持及び調整できなければなら
ない。
備考 加工品の品質の区分にかかわる保持温度許容差のクラスを,明示しなければならない。
b) 熱浴槽の熱浴は,加工材料に対し,侵食その他有害な影響を与えてはならない。
なお,この場合で,油を使用するときは,JIS K 2242の3種1号又は3種2号若しくは同等以上の
品質とする。
c) 空気炉,雰囲気炉,真空炉流動層炉及び連続式焼戻設備に関しては,それぞれ6.1b),d),e),f)及び
g)の規定による。
6.4
温度制御設備 検出器,伝送器,表示計器及び調節器の組合せから成る温度制御設備は,次による。
備考 熱電温度制御設備の補償導線は,検出器に含む。
a) 加工設備の温度制御は,6.1a),6.2a)又は6.3a)の規定に適合しなければならない。
7
B 6913 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 焼入加熱設備及び焼戻加熱設備は,加熱帯ごとに,また,オーステンパ及びマルテンパに使用する焼
入冷却設備は熱浴槽ごとに,加工温度を追跡表示できる温度記録装置をもっていなければならない。
c) 熱電温度制御設備の表示計器に表示される温度指示総合誤差は,加工に必要な指示目盛範囲内で,表
示計器の読みを補正した後,表6に規定する値に適合しなければならない。
表6 熱電温度制御設備の温度指示総合誤差
単位 ℃
設定温度
温度指示総合誤差
400以下
±4
400を超え
±100
T
備考 Tは設定温度を示す。
6.5
設備の保全 加工設備は,6.1〜6.4に規定するそれぞれの許容差及び性能を保持できるように適切な
方法で管理し,その記録を保有しなければならない。
7. 加工方法
7.1
加工方法の設定及び作業 加工に際しては,加工材料,加工の種類及び加工品の品質に応じて,使
用する加工設備,加工材料の装入,加熱及び冷却条件,加工後の処理,その他必要とする事項について,
次の各項目に示す条件に従い,加工方法を設定したうえで,作業しなければならない。
a) 加工材料の装入 加工材料の装入は,加工材料の装入量,位置及び方向を適切にし,加工による品質
の著しいばらつきがなく,また,割れ,著しい変形など有害な欠陥が発生しないようにして,6.1a)及
び6.3a)で選定したクラスの保持温度許容差内の有効加熱帯に装入する。
なお,この場合ジグを使用するときは,あらかじめその機能を点検しておく。
b) 加工材料の焼入加熱及び冷却 焼入加熱及び冷却に際しては,7.1による作業条件を満足できるように
し,適切な方法で確認する。特に加熱に際しては,加工材料の種類,形状,寸法などによって必要な
ときには適切な予熱を行う。また,加工材料が目的温度に保持されるように有効加熱帯の温度を調節
し,有害な脱炭,浸炭,侵食などが起こらないように,加熱前及び加熱中においても,雰囲気組成を
調整しなければならない。
なお,冷却に際しては,加工材料の種類,加工の目的などに応じて必要な温度範囲を適切な速度で,
加工材料の各部がほぼ一様に冷却されるように調整しなければならない。
c) 加工材料の焼戻加熱及び冷却 焼戻加熱及び冷却に際しては,7.1による作業条件を満足できるように
し,適切な方法で確認する。特に割れ,変形その他有害な欠陥を発生しないように,焼入れ後速やか
に焼戻しを行うか,又は適切な温度に加熱して,置割れ防止を行う。
なお,加工材料の種類,形状などによって,割れ又は著しいぜい性が生じないように,適切な加熱
温度,加熱速度及び冷却速度を選定する。
d) 加工後の処理 加工後,必要によって曲がりを矯正する場合には,矯正による加工品の残留応力が,
以後の機械加工及び使用上支障を生じないようにし,必要なときは応力除去焼なましを行う。
加工品のスケール除去など清掃処理をする場合には,処理後加工品に,さびなど有害な欠陥が生じ
てはならない。
7.2
加工方法の記録 加工工程の作業方法及び作業条件のうち,必要事項を記録してこれを保有し,必
要なときには,受渡当事者間で確認する。
8
B 6913 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 加工品の品質
8.1
外観 外観は,9.1の規定によって試験したとき,加工品の表面に,割れ,有害なきずなどの欠陥が
あってはならない。
なお,無酸化加熱による場合には,表面に有害な酸化皮膜があってはならない。
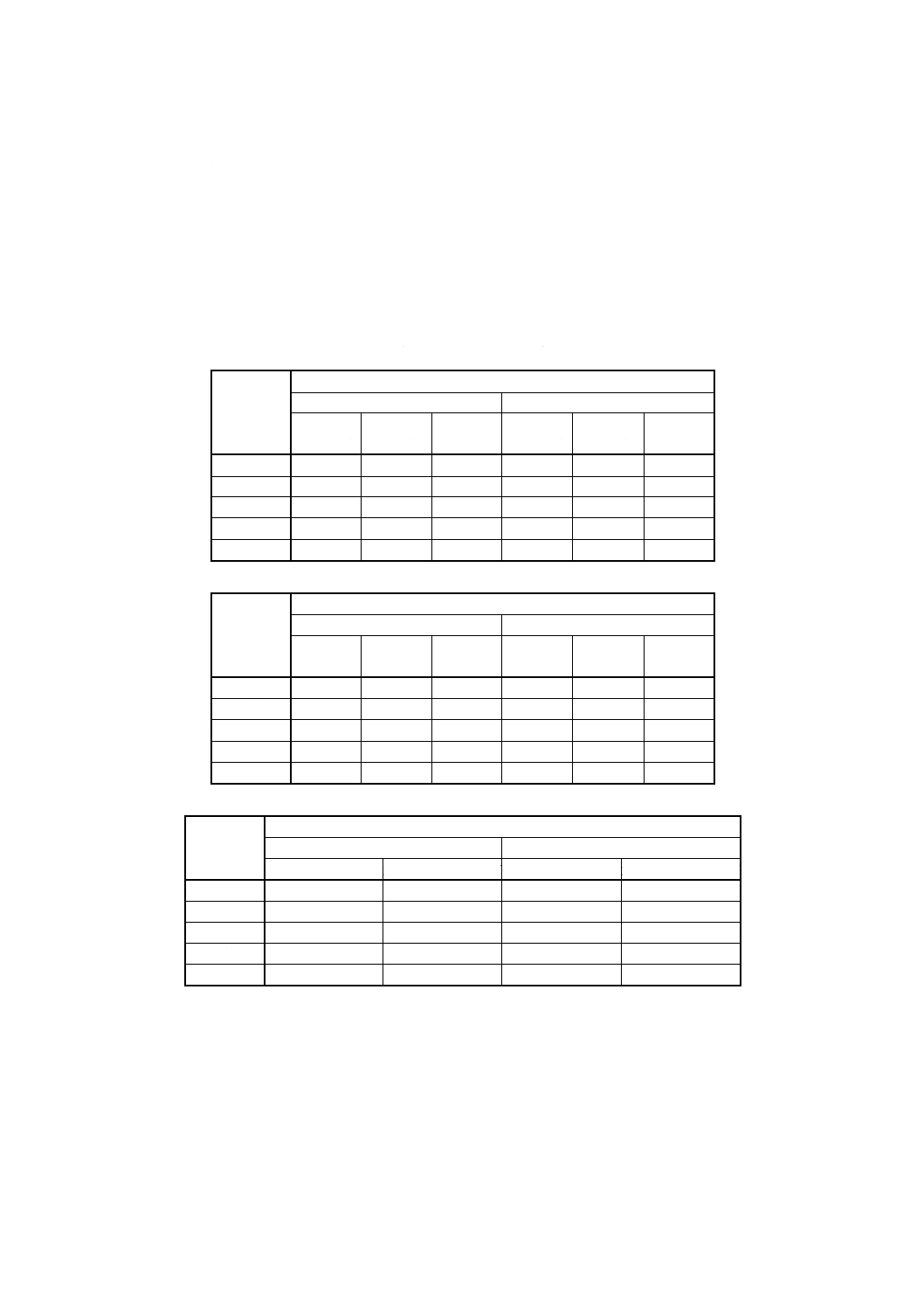
8.2
表面硬さのばらつき 表面硬さのばらつきは,9.2の規定によって試験したとき,加工品の品質の区
分によって,表7,表8,表9又は表10の許容値を超えてはならない。
この加工品の品質の区分の選定は,受渡当事者間の協定による。
表7 表面硬さのばらつきの許容値(ビッカース硬さ)
加工品の
品質の区分
表面硬さのばらつき HV
単体内
同一ロット内
350以下
350を超え
500以下
500を超え
350以下
350を超え
500以下
500を超え
1号
20
25
40
25
30
60
2号
25
35
60
40
55
100
3号
30
45
80
55
80
140
4号
45
70
120
70
100
180
5号
55
80
−
75
110
−
表8 表面硬さのばらつきの許容値(ロックウェル硬さ)
加工品の
品質の区分
表面硬さのばらつき HRC
単体内
同一ロット内
35以下
35を超え
50以下
50を超え
35以下
35を超え
50以下
50を超え
1号
2
2
2
3
3
3
2号
3
3
3
5
5
5
3号
4
4
4
7
7
7
4号
6
6
6
9
9
9
5号
7
7
−
10
10
−
表9 表面硬さのばらつきの許容値(ブリネル硬さ)
加工品の
品質の区分
表面硬さのばらつき HB
単体内
同一ロット内
330以下
330を超え450以下
330以下
330を超え450以下
1号
15
20
25
30
2号
20
30
35
50
3号
30
40
50
70
4号
40
60
65
90
5号
50
70
70
100
9
B 6913 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10 表面硬さのばらつきの許容値(ショア硬さ)
加工品の
品質の区分
表面硬さのばらつき HS
単体内
同一ロット内
50以下
50を超え
70以下
70を超え
50以下
50を超え
70以下
70を超え
2号
3
4
5
5
6
8
3号
4
5
6
7
9
11
4号
6
8
10
9
11
14
5号
7
9
−
10
13
−
備考1. HV,HRC,HB,及びHSの数値は,それぞれの硬さ試験機によって実
測で求めるもので,硬さの間には直接の関連性はない。
2. 同一ロットとは,同じロットの加工材料を用いて,バッチ式加工設備で
は,1回の加工による加工品の1群をいい,連続式加工設備では,同一
条件で加工されたと認められる加工品の1群をいう。
3. 測定箇所は,加工品の形状上,ほぼ同一加工条件と認められる範囲とす
る。
4. 部分焼入焼戻しの場合は,焼入境界部付近は測定箇所から除く。
8.3
金属組織 金属組織は,9.3の規定によって試験したとき,加工の種類によって,その目的に適合す
る正常な組織であり,結晶粒の著しい成長,その他有害な欠陥があってはならない。
8.4
変形 変形は,9.4の規定によって試験したとき,加工品の以後の機械加工及び使用上支障を及ぼさ
ない範囲内になければならない。
なお,変形の許容値については,受渡当事者間の協定による。
8.5
品質の記録 加工品の品質について,試験した結果は,必要事項を記録して保有し,必要なときに
は受渡当事者間で確認する。
9. 加工品の試験方法
9.1
外観試験 外観試験は,目視又はJIS G 0565及びJIS Z 2343のいずれかの試験方法によって行う。
9.2
硬さ試験 硬さ試験は,JIS B 7724,JIS B 7725,JIS B 7726,JIS B 7727及びJIS B 7734のいずれ
かの試験機を用いて,JIS Z 2243,JIS Z 2244,JIS Z 2245及びJIS Z 2246のいずれかの試験方法によって
行う。
9.3
金属組織試験 金属組織試験は,JIS G 0551,JIS G 0552及びJIS G 0558のいずれかの規定による
か,又は受渡当事者間で協定する試験方法によって行う。
なお,金属顕微鏡は,50倍以上に拡大できるもので,写真撮影装置付きのものを用いる。
9.4
変形の測定 変形の測定は,JIS B 7502,JIS B 7503,JIS B 7507,JIS B 7514及びJIS B 7524のい
ずれかの測定器又は適切な器具を用いて測定する。
10. 加工品の検査 加工品の検査は,外観,表面硬さのばらつき,金属組織及び変形について行い,8.1〜
8.4の規定に適合しなければならない。
備考 金属組織の検査は,受渡当事者間の協定によって省略してもよい。
11. 加工の呼び方 加工の呼び方は,次による。
a) 加工の種類又は記号
10
B 6913 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 加工品の品質の区分
油焼入焼戻し 品質区分1号の場合
例1. 油焼入焼戻し 1号
例2. HQO-HT-1
12. 表示 送り状(納品書を含む。)又は荷札に,次の事項を表示する。
a) 加工の種類又は記号
b) 加工品の品質の区分
c) 数量又は質量
d) 加工業者名又はその略号
e) 加工年月日
関連規格 JIS C 1601 指示熱電温度計
JIS C 1602 熱電対
JIS C 1603 指示抵抗温度計
JIS C 1604 測温抵抗計
JIS C 1605 シース熱電対
JIS C 1610 熱電対用補償導線
JIS K 2246 さび止め油
JIS Z 9902 品質システム−製造,据付け及び付帯サービスにおける品質保証モデル
付表1 引用規格
JIS B 0122 加工方法記号
JIS B 0621 幾何偏差の定義及び表示
JIS B 6901 金属熱処理設備−有効加熱帯及び有効処理帯試験方法
JIS B 6905 金属製品熱処理用語
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7514 直定規
JIS B 7524 すきまゲージ
JIS B 7724 ブリネル硬さ試験機
JIS B 7725 ビッカース硬さ試験−試験機の検証
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS B 7727 ショア硬さ試験機
JIS B 7734 ヌープ硬さ試験−試験機の検証
JIS G 0551 鋼のオーステナイト結晶粒度試験方法
JIS G 0552 鋼のフェライト結晶粒度試験方法
JIS G 0558 鋼の脱炭層深さ測定方法
JIS G 0565 鉄鋼材料の磁粉探傷試験方法及び磁粉模様の分類
11
B 6913 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 0566 鋼の火花試験方法
JIS G 3115 圧力容器用鋼板
JIS G 3120 圧力容器用調質型マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼板
JIS G 3126 低温圧力容器用炭素鋼鋼板
JIS G 3127 低温圧力容器用ニッケル鋼鋼板
JIS G 3128 溶接構造用高降伏点鋼板
JIS G 3201 炭素鋼鍛鋼品
JIS G 3202 圧力容器用炭素鋼鍛鋼品
JIS G 3204 圧力容器用調質型合金鋼鍛鋼品
JIS G 3205 低温圧力容器用鍛鋼品
JIS G 3206 高温圧力容器用高強度クロムモリブデン鋼鍛鋼品
JIS G 3214 圧力容器用ステンレス鋼鍛鋼品
JIS G 3221 クロムモリブデン鋼鍛鋼品
JIS G 3222 ニッケルクロムモリブデン鋼鍛鋼品
JIS G 3223 鉄塔フランジ用高張力鋼鍛鋼品
JIS G 3441 機械構造用合金鋼鋼管
JIS G 3445 機械構造用炭素鋼鋼管
JIS G 3446 機械構造用ステンレス鋼管
JIS G 3460 低温配管用鋼管
JIS G 3464 低温熱交換器用鋼管
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4052 焼入性を保証した構造用鋼鋼材(H鋼)
JIS G 4102 ニッケルクロム鋼鋼材
JIS G 4103 ニッケルクロムモリブデン鋼鋼材
JIS G 4104 クロム鋼鋼材
JIS G 4105 クロムモリブデン鋼鋼材
JIS G 4106 機械構造用マンガン鋼鋼材及びマンガンクロム鋼鋼材
JIS G 4107 高温用合金鋼ボルト材
JIS G 4108 特殊用途合金鋼ボルト用棒鋼
JIS G 4202 アルミニウムクロムモリブデン鋼鋼材
JIS G 4303 ステンレス鋼棒
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS G 4308 ステンレス鋼線材
JIS G 4309 ステンレス鋼線
JIS G 4311 耐熱鋼棒
JIS G 4312 耐熱鋼板
JIS G 4313 ばね用ステンレス鋼帯
JIS G 4315 冷間圧造用ステンレス鋼線
12
B 6913 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 4401 炭素工具鋼鋼材
JIS G 4403 高速度工具鋼鋼材
JIS G 4404 合金工具鋼鋼材
JIS G 4410 中空鋼鋼材
JIS G 4801 ばね鋼鋼材
JIS G 4802 ばね用冷間圧延鋼帯
JIS G 4804 硫黄及び硫黄複合快削鋼鋼材
JIS G 4805 高炭素クロム軸受鋼鋼材
JIS G 5101 炭素鋼鋳鋼品
JIS G 5102 溶接構造用鋳鋼品
JIS G 5111 構造用高張力炭素鋼及び低合金鋼鋳鋼品
JIS G 5121 ステンレス鋼鋳鋼品
JIS G 5151 高温高圧用鋳鋼品
JIS G 5152 低温高圧用鋳鋼品
JIS G 5201 溶接構造用遠心力鋳鋼管
JIS G 5202 高温高圧用遠心力鋳鋼管
JIS G 5501 ねずみ鋳鉄品
JIS G 5502 球状黒鉛鋳鉄品
JIS G 5704 パーライト可鍛鋳鉄品
JIS K 2242 熱処理油
JIS Z 2243 ブリネル硬さ試験−試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 2246 ショア硬さ試験方法
JIS Z 2343 浸透探傷試験方法及び浸透指示模様の分類
13
B 6913 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 6913改正原案作成委員会 構成表
氏名
所属
(委員長)
○ 金 武 典 夫
金属技術研究所
(幹事)
○ 鈴 木 健 司
株式会社オーネックス
(委員)
小 谷 泰 久
通商産業省機械情報産業局
○ 本 間 清
通商産業省工業技術院標準部
鳥 坂 泰 憲
通商産業省工業技術院機械技術研究所
藤 木 栄
東京都立産業技術研究所
黒 木 勝 也
財団法人日本規格協会
滝 島 延 雄
社団法人日本熱処理技術協会
○ 桜 田 徹
社団法人自動車技術会(三菱自動車工業株式会社)
○ 森 定 祝 雄
日立協和エンジニアリング株式会社
○ 菅 浦 幸 雄
三菱重工業株式会社相模原製作所
○ 石 毛 健 吾
石川島播磨重工業株式会社
○ 林 廣
株式会社小松製作所小山工場
○ 喜 多 正 吾
田村工業株式会社
○ 鎌 田 正 彦
日本電子工業株式会社
○ 酒 井 正 光
桜井興産株式会社
○ 塚 原 和 俊
東武冶金株式会社久喜工場
○ 山 方 三 郎
オリエンタルエンヂニアリング株式会社
△ 小井川 章
株式会社上島熱処理工業所
△ 原 田 哲
株式会社東研サーモテック
△ 松 尾 修 二
東伸熱工株式会社
(事務局)
山 口 弘 造
日本金属熱処理工業会
備考 ○印は,分科会委員も兼ねる。
△印は,分科会だけの委員
文責 金武典夫