2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6600-1978
リッパ及びギャングリッパ
の構造の安全基準
Safety Standards for Construction of Rip Saw and Gang Rip Saw
1. 適用範囲 この規格は,木材加工に使用するリッパ及びギャングリッパの構造の安全基準について規
定する。
備考 リッパ(1)及びギャングリッパは,この規格の規定以外に労働安全衛生法(労働安全衛生規則及
び木材加工用丸のこ盤並びにその反ぱつ予防装置及び歯の接触予防装置の構造規格)にもよら
なければならない。
注(1) JIS B 6512(リップソー)を参照のこと。
引用規格:
JIS B 6512 リップソー
JIS G 3101 一般構造用圧延鋼材
JIS G 5501 ねずみ鋳鉄品
JIS G 5502 球状黒鉛鋳鉄品
関連規格 JIS B 0114 木材加工機械の名称に関する用語
JIS B 4802 木工用丸のこ
JIS B 6501 木材加工機械の試験方法通則
2. 用語の意味 この規格で用いる主な用語の意味は,次のとおりとする。
(1) 加圧装置 工作物を上方から加圧しながら,送材装置による送材を確実にするとともに工作物の逆走
を予防する機能をもつ装置。
(2) 送材装置 工作物を載せ,加圧装置とともにこれを保持して自動的に送る装置。
(3) のこみぞ 丸のこの歯先を通すため,あらかじめ設けられたキャタピラピース中央のみぞ(図1参照)。
(4) 反ぱつ防止づめ 逆走しようとする工作物表面に直接食い込んで逆走を防止する役割をもつつめ。
(5) 跳ね返り防止づめ 端材,木片等の跳ね返りを受け止める役割をもつつめ。
(6) 上部づめ 上方から工作物の表面に作用するつめ。
(7) 下部づめ 下方から工作物に作用するつめ。
2
B 6600-1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. リッパ
3.1
加圧装置 リッパには,加圧装置として押さえロール,加圧ばね,昇降装置等で構成される押さえ
ロール装置を備え,次によらなければならない。
(1) のこ軸がテーブルより上にあるリッパでは,押さえロールは,主ロールと分割ロールとし,主ロール
は丸のこの前後に少なくとも1本ずつ,分割ロールは,のこ身をはさむ位置に少なくとも2組備えな
ければならない。
(2) のこ軸がテーブルより下にあるリッパでは,主ロールを丸のこの前後に少なくとも2本ずつ備えなけ
ればならない。
(3) 主ロールの長さは,送材装置の幅を基準とし,工作物を十分に押さえることができるものでなければ
ならない。
(4) 分割ロールとのこ身との間隔は,のこ径350mm以下のリッパでは4mmを,のこ径350mmを超える
リッパでは6mmを超えてはならない。
(5) 押さえロールの材料は,JIS G 5501(ねずみ鋳鉄品)に規定するFC20又はこれと同等以上の引張強さ
をもつものとする。ただし,工作物にきずをつけないため,押さえロールの表面材にゴム,合成樹脂
等を用いることができる。
(6) 押さえロールの加圧ばねは,工作物の浮き上がりを確実に防止することができる強さをもつものでな
ければならない。
(7) 各押さえロールは,確実な送材が可能なように,次の各項目について十分に注意しなければならない。
(a) のこ軸と各押さえロールとの平行度。
(b) キャタピラチェーン又は送りロールの上面と各押さえロールとの平行度。
(c) 送材装置の送材方向と各押さえロール軸に垂直な面との平行度。
(d) 各押さえロールの円筒度。
(8) 押さえロールの昇降装置は,工作物の厚さに応じて高さを調整できるもので,押さえロールの昇降量
を正確に読み取れる構造とし,送材中に上下方向に動かないように固定できる機構でなければならな
い。
3.2
送材装置 リッパには,送材装置としてキャタピラ装置又は送りロール装置を備え,次によらなけ
ればならない。
(1) キャタピラチェーンの幅は,加圧装置とともに工作物を十分に保持して送材できるものでなければな
らない。
(2) キャタピラピースの材料は,JIS G 5501に規定するFC25又はこれと同等以上の引張強さをもち,耐
摩耗性の高い材料でなければならない。ただし,のこ径300mm以下で送り用モータの定格出力0.75kW
以下のリッパについては,引張強さはこの限りでない。
(3) キャタピラピースの表面は,工作物との間に滑りの生じにくいような構造をもつものでなければなら
ない。
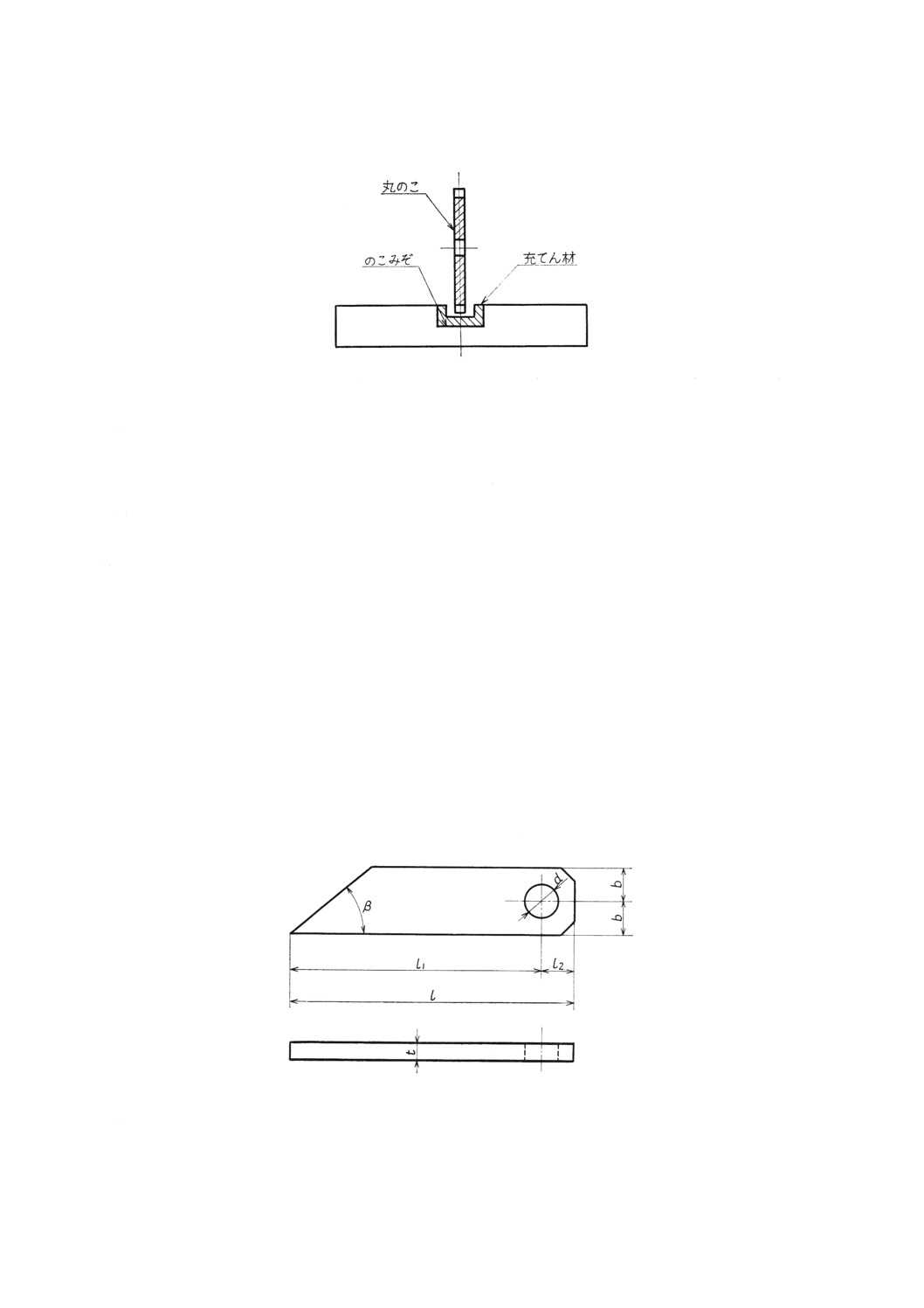
(4) キャタピラピースののこみぞには,図1のようにゴム,強化木,鉛,シール材等の充てん材を脱落す
ることのないように十分強固に埋め込まなければならない。
3
B 6600-1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 のこみぞと充てん材
(5) キャタピラチェーンは,確実な送材が可能なように,次の各項目について十分注意しなければならな
い。
(a) のこ軸中心線とキャタピラチェーン上面との平行度。
(b) のこ軸中心線に垂直な面とキャタピラチェーン走行方向との平行度。
(c) のこ軸上下動とキャタピラチェーン上面との直角度。
(d) キャタピラチェーン走行方向の真直度。
(e) テーブル面からキャタピラチェーン上面までの高さ。
(6) 送材装置が送りロール装置である場合には,送りロールの数,配置,押さえロールとの組合せ等に注
意し,送材中に工作物の急激な上下動が生じないような構造としなければならない。
また,運転中に上下のロールの間に手が入らないような構造でなければならない。
3.3
反ぱつ防止づめ及び跳ね返り防止づめ
3.3.1
リッパの工作物送入側には,跳ね返り防止づめを必ず備えなければならない。
また,必要に応じて,反ぱつ防止づめを備えなければならない。
3.3.2
つめの構造,形状及び寸法 つめの構造,形状及び寸法は,次による。
(1) 反ぱつ防止づめ 反ぱつ防止づめは,原則として上部づめとし,図2に示す形状(2)で次のような寸法
の範囲のものとする。
なお,つめの先端は,十分,鋭利でなければならない。
図2 つめの形状及び寸法
注(2) この形状は,規定する寸法の範囲内で変更することができる。
(a) dは,支軸の直径にほぼ等しいものとし,支軸の直径は,逆走による衝撃に十分耐える大きさでな
ければならない。
4
B 6600-1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(b) b及びl2は,d以上とする。
(c) l1は,100mm以上とする。ただし,やむを得ずl1を100mm未満にする場合には,その接触荷重(3) を
増すか,又は接触角α(図4参照)を規定の範囲(4)でできる限り大きく保つようにする。
注(3) つめが,その先端部で工作物に接触しているときにつめによって工作物が受ける荷重。
(4) 3.3.4つめ列の数,幅及び高さの(2)の(a)。
(d) tは,8mm以上とする。
(e) βは,30°以上60°以下とする。
(2) 跳ね返り防止づめ 跳ね返り防止づめは,上部づめとし,上部づめの形状及び寸法は,(1)の反ぱつ防
止づめの規定による。ただし,tは3mm以上12mm以下とし,l1が長いほどtを大きくする。
3.3.3
つめの材料 つめの材料は,次による。
(1) 反ぱつ防止づめ 反ぱつ防止づめの材料は,JIS G 3101(一般構造用圧延鋼材)に規定するSS41又は
これと同等以上の機械的性質をもつものとし,先端は硬化処理を行って耐摩耗性を高くする。
(2) 跳ね返り防止づめ 跳ね返り防止づめの材料は,JIS G 3101に規定するSS41又はこれと同等以上の
機械的性質をもつものとする。
3.3.4
つめ列の数,幅及び高さ つめ列の数,幅及び高さは,次による。
(1) つめ列の数及び幅
(a) のこ径350mmを超えるリッパについては,反ぱつ防止づめを1列以上,跳ね返り防止づめを2列
以上配列する。
(b) のこ径350mm以下のリッパについては,跳ね返り防止づめを2列以上配列する。この場合,1列の
つめを反ぱつ防止づめに代えることができる。
(c) 各列のつめは,相互に自由に支軸の周りに動き得る状態で,できるだけすき間なく並んでいなけれ
ばならない。
(d) 反ばつ防止づめのつめ列の幅は,主ロールの長さ以上とする。
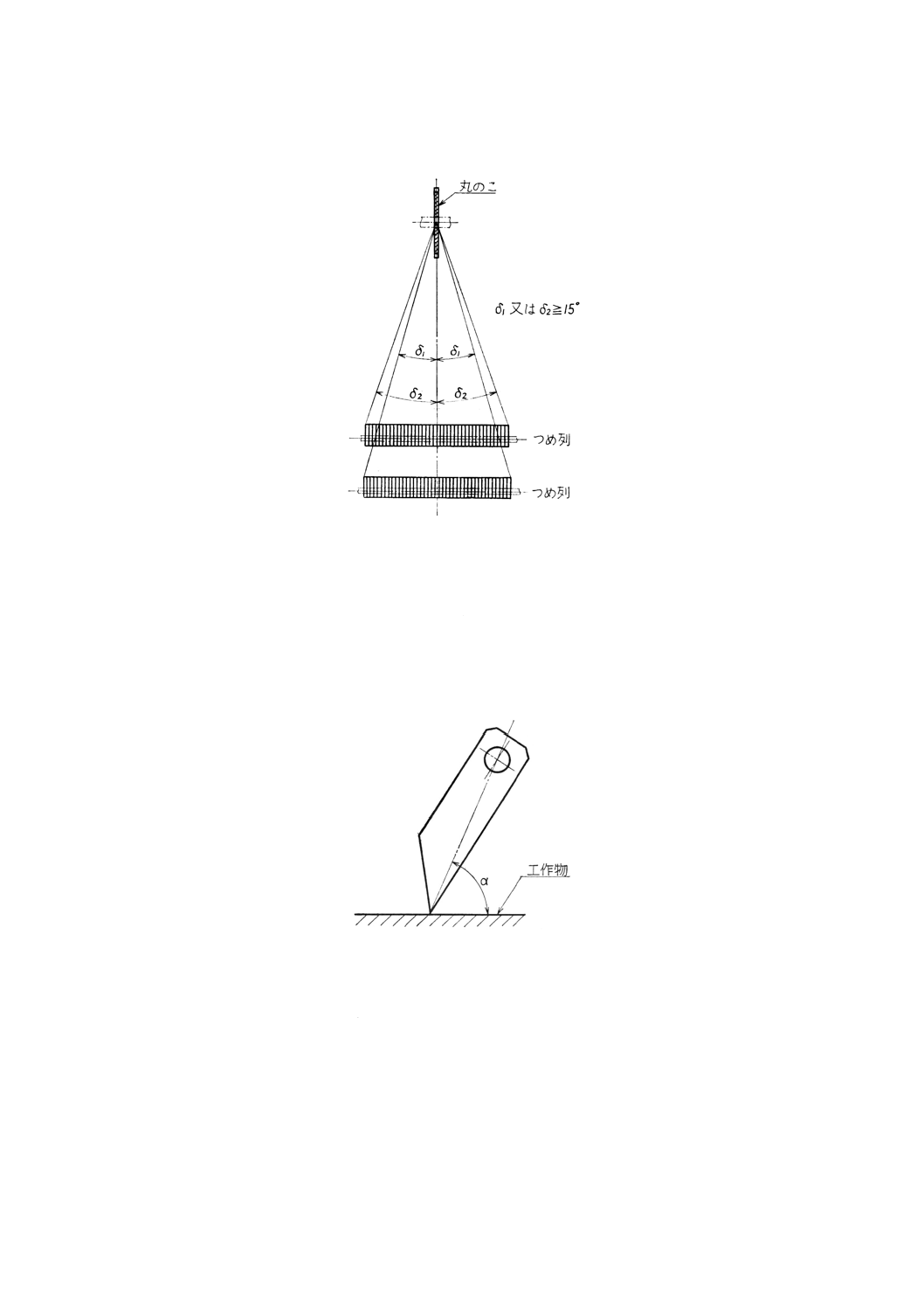
(e) 跳ね返り防止づめのつめ列の幅は,丸のこの中心から左右に十分に延びていなければならない。こ
の場合図3に示すように,キャタピラチェーン上面又は送りロール上面において,いずれか一つの
つめ列の端が,丸のこの中心から15°以上開いているものとする。
5
B 6600-1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 つめ列の幅(リッパ)
(f) 跳ね返り防止づめのつめ列の各列間で個々のつめは,図3に示すように千鳥配列としなければなら
ない。
(2) つめ列の高さ
(a) 反ぱつ防止づめのつめ列の高さは,機械の調節,工作物の厚さのいかんにかかわらず,つめの先端
が常に工作物表面と接触した状態に保たれ,かつ,つめの接触角α(図4)が,常に65°以上80°以
下の条件を満足する高さでなければならない。
図4 接触角
(b) 跳ね返り防止づめのつめ列の高さは,機械の調節のいかんにかかわらず,つめの先端が,常にキャ
タピラチェーン又はテーブルに接触した状態に保たれる高さでなければならない。
また,つめは送入される工作物によって大きな抵抗がなく押し上げられ,その通過後には速やか
に元の位置までもどらなければならない。
(c) 反ぱつ防止づめのつめ列には,つめの側方へのずれ及び反転防止のためのストッパを設けなければ
ならない。
(d) ストッパは,跳ね返り又は逆走による衝撃に十分に耐えるものでなければならない。
6
B 6600-1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4
集じんカバー リッパには,のこくず,切りくず等の落下によって,送材装置,加圧装置,反ぱつ
防止づめ及び跳ね返り防止づめの機能が損なわれないように,集じんカバーを備えなければならない。集
じんカバーは,のこくず,切りくず等の集じん口への流れを円滑にして集じんの効率を高めるため,次の
各項目について十分に注意しなければならない。
(1) 集じんカバー内面の構造及び形状。
(2) 集じん口の取付位置及び方向。
(3) 吸込み風量。
3.5
その他の装置 リッパには,安全性を増すため,次のような装置を取り付けることが望ましい。
(1) のこ軸及び送材装置のブレーキ装置。
(2) 停電時の自動開路式動力用スイッチ。
4. ギャングリッパ
4.1
加圧装置 ギャングリッパには,加圧装置として押さえロール,加圧ばね,昇降装置等で構成され
る押さえロール装置を備え,次によらなければならない。
(1) 押さえロールは,丸のこの前後に少なくとも1本ずつ備えなければならない。
(2) 押さえロールの長さは,送材装置の幅を基準とし,工作物を十分に押さえることができるものでなけ
ればならない。
(3) 押さえロールの材料,加圧ばね,平行度,昇降装置等は,3.リッパの3.1の(5),(6),(7)及び(8)の規定
による。
4.2
板押さえ装置 ギャングリッパには,ひき材中に工作物が浮き上がるのを防止する板押さえ装置を
備え,次によらなければならない。
(1) 板押さえの取付装置は,板押さえの下面が,常に工作物の送り方向と平行になるように板押さえを取
り付けることのできるものでなければならない。
(2) 板押さえの取付装置の加圧ばねは,板押さえが工作物を押さえる力を調節できるものでなければなら
ない。
(3) 板押さえ装置の加圧ばね及び板押さえは,工作物の浮き上がりを防止することができる強さをもつも
のでなければならない。
4.3
送材装置 ギャングリッパには,送材装置としてキャタピラ装置又は送りロール装置を備え,次に
よらなければならない。
(1) キャタピラピースの材料は,JIS G 5501に規定するFC25又はこれと同等以上の引張強さをもち,耐
摩耗性の高い材料でなければならない。
(2) キャタピラチェーンの幅,キャタピラピースの表面,キャタピラチェーンの平行度,送りロールの数
等は,3.リッパの3.2の(1),(3),(5)及び(6)の規定による。
4.4
反ぱつ防止づめ及び跳ね返り防止づめ
4.4.1
ギャングリッパの工作物送入側には,反ぱつ防止づめ及び跳ね返り防止づめを必ず備えなければな
らない。
4.4.2
つめの構造,形状及び寸法 つめの構造,形状及び寸法は,次による。
(1) 反ぱつ防止づめ 反ぱつ防止づめは上部づめとし,その構造,形状及び寸法は,3.リッパの3.3.2の(1)
の規定による。
7
B 6600-1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 跳ね返り防止づめ 跳ね返り防止づめは,上部づめ及び下部づめとする。
上部づめの形状及び寸法は,3.リッパの3.3.2の(2)の跳ね返り防止づめの規定による。
なお,下部づめの形状及び寸法は,4.4.4の(2)の(b)の規定を満足するために図2のb及びl2を大き
くするほかは,上部づめと同様とする。
4.4.3
つめの材料 つめの材料は,次による。
(1) 反ぱつ防止づめ 反ぱつ防止づめの材料は,3.リッパの3.3.3の(1)の規定による。
(2) 跳ね返り防止づめ 跳ね返り防止づめの上部づめの材料は,3.リッパの3.3.3の(2)の規定による。
なお,下部づめの材料は,JIS G 3101に規定するSS41,JIS G 5502(球状黒鉛鋳鉄品)に規定する
もの又はこれらと同等以上の機械的性質をもつものとする。
4.4.4
つめ列の数,幅及び高さ つめ列の数,幅及び高さは,次による。
(1) つめ列の数及び幅
(a) つめ列の数は,反ぱつ防止づめを1列以上,跳ね返り防止づめを2列以上配列する。
(b) 反ぱつ防止づめのつめ列の幅は,丸のこの最大取付け幅以上とする。
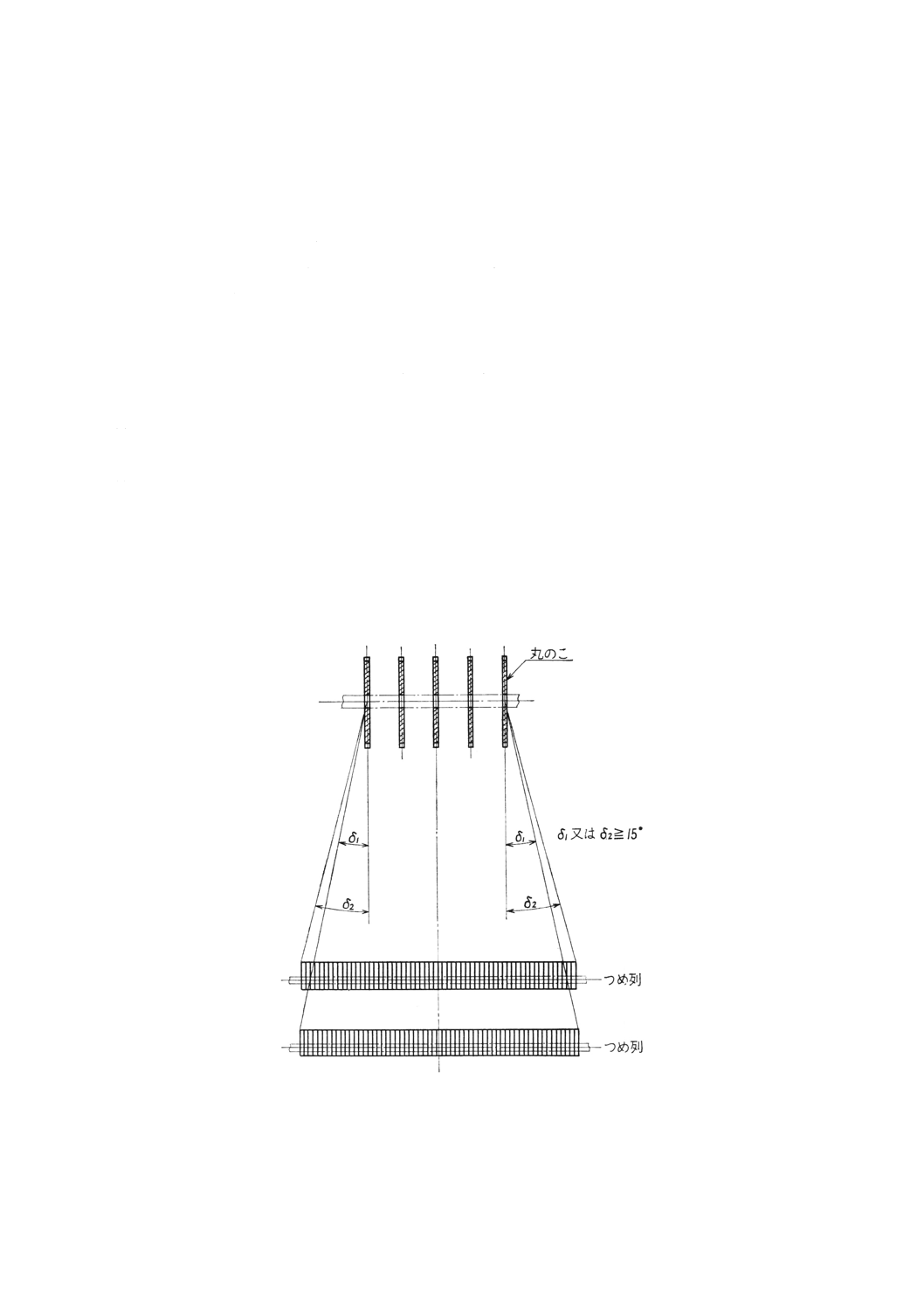
(c) 跳ね返り防止づめのつめ列の幅は,左右の最も外側の丸のこの中心から左右に十分に延びていなけ
ればならない。この場合図5に示すように,キャタピラチェーン上面又は送りロール上面において,
いずれか一つのつめ列の両端が,それぞれ左右の最も外側の丸のこの中心から15°以上開いていな
ければならない。ただし,側方防護板を跳ね返り防止づめのつめ列の端に接して備える場合には,
この限りでない。
図5 つめ列の幅(ギャングリッパ)
(d) つめの作動及び配列は,3.リッパの3.3.4の(1)の(c)及び(f)の規定による。
8
B 6600-1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) つめ列の高さ
(a) 反ぱつ防止づめ及び跳ね返り防止づめのつめ列の高さ,ストッパ等は,3.リッパの3.3.4の(2)の規定
による。
(b) 跳ね返り防止づめの下部づめのつめ列の高さは,機械の調節のいかんにかかわらず,つめの先端が,
常にキャタピラチェーン上面又は送りロール上面より十分に上方に突出した状態に保たれる高さで
なければならない。
また,つめは送人される工作物によって大きな抵抗がなく押し下げられ,その通過後には速やか
に元の位置までもどらなければならない。
4.5
側方防護板 ギャングリッパには,側方に飛び出す端材を捕らえる側方防護板を備えなければなら
ない。
4.6
集じんカバー 3.リッパの3.4の規定による。
4.7
その他の装置 ギャングリッパには,安全性を増すため,次のような装置を取り付けることが望ま
しい。
(1) のこ軸及び送材装置のブレーキ装置。
(2) 停電時の自動開路式動力用スイッチ。
工作機械部会 木工機械専門委員会構成表
氏名
所属
(委員会長)
林 大九郎
東京農業大学
杉 原 彦 一
京都大学農学部
福 井 尚
名古屋大学農学部
野 原 石 松
労働省労働基準局安全衛生部
野 田 茂
職業訓練大学校
鈴 木 寧
農林省林業試験場
若曾根 和 之
工業技術院標準部
鈴 木 直 道
通商産業省機械情報産業局
岡 本 純 三
工業技術院機械技術研究所
谷 尻 正 三
株式会社中国機械製作所
長 尾 英 雄
株式会社筒井工業製作所
上 杉 正
株式会社ウロコ製作所
福 田 良 平
株式会社菊川鉄工所
佐 塚 省 吾
鈴木帯鋸機械製造株式会社
内 藤 義 雄
株式会社太平製作所
谷 野 八 郎
庄田鉄工株式会社
児 玉 実
木材加工技術コンサルタント
佐 藤 正 徳
株式会社佐藤製材所
広 瀬 清
野田合板株式会社
池 谷 一 好
日本楽器製造株式会社
河 野 勝 彦
社団法人全国家具工業連合会
村 上 勝
社団法人全国木工機械工業会
(事務局)
渡 辺 武 夫
工業技術院標準部機械規格課
津 金 秀 幸
工業技術院標準部機械規格課