2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6571 1992
数値制御木工機械−操作表示記号
Numerically controlled woodworking machines
−Marking symbols for operations
1. 適用範囲 この規格は,数値制御木工機械の操作及び操作に関連する物事を表示するのに用いる記号,
並びにその定義について規定する。
備考 木工機械とは,木材及び木質材料の工作物の不要部分を切削,研削などによって取り除き,所
要の形状及び面精度に作り上げる機械をいうが,この規格では,木工機械用の のこ仕上機械及
び工具の研削盤を含める。
2. 記号の用い方
2.1
一般 操作(特に,警告・使用制限)の表示には,記号を用いることが望ましい。
2.2
記号の形状 この規格に図示した記号は,基本の形状を規定するもので,その大きさ及び寸法を規
定するものではない。実際に適用する場合は,図示のものと相似のものとすることが望ましい。
なお,記号の矢印は,次による。
(1) 直線運動・回転運動などの運動方向を示す矢印の先端角は,30°とする。
(2) クランプ・アンクランプ・取付け・取外しなどの操作を示す矢印は,先端角を60°以上とし,幹は太
く,かつ,短くする。
2.3
記号の組合せ 記号は,必要に応じ,適宜組み合わせて用いてもよい。
3. 分類 記号の分類は,次による。
(1) 運動の様式
(a) 直線運動・回転運動
(b) 送り運動
(c) 切削運動
(2) 操作の対象要素
(a) 工作物及び機械構成部品
(b) 主軸・クイル
(3) 操作
(a) 操作一般
(b) 着脱・掛外し
(c) その他の操作
(4) 安全装置及び注意
2
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(5) 機械全般
(a) 潤滑・油圧・切削油剤
(b) 測定
(c) その他
(6) 数値制御
(a) データ媒体・プログラム
(b) 数値制御機能
4. 記号 記号及びその定義は,次による。
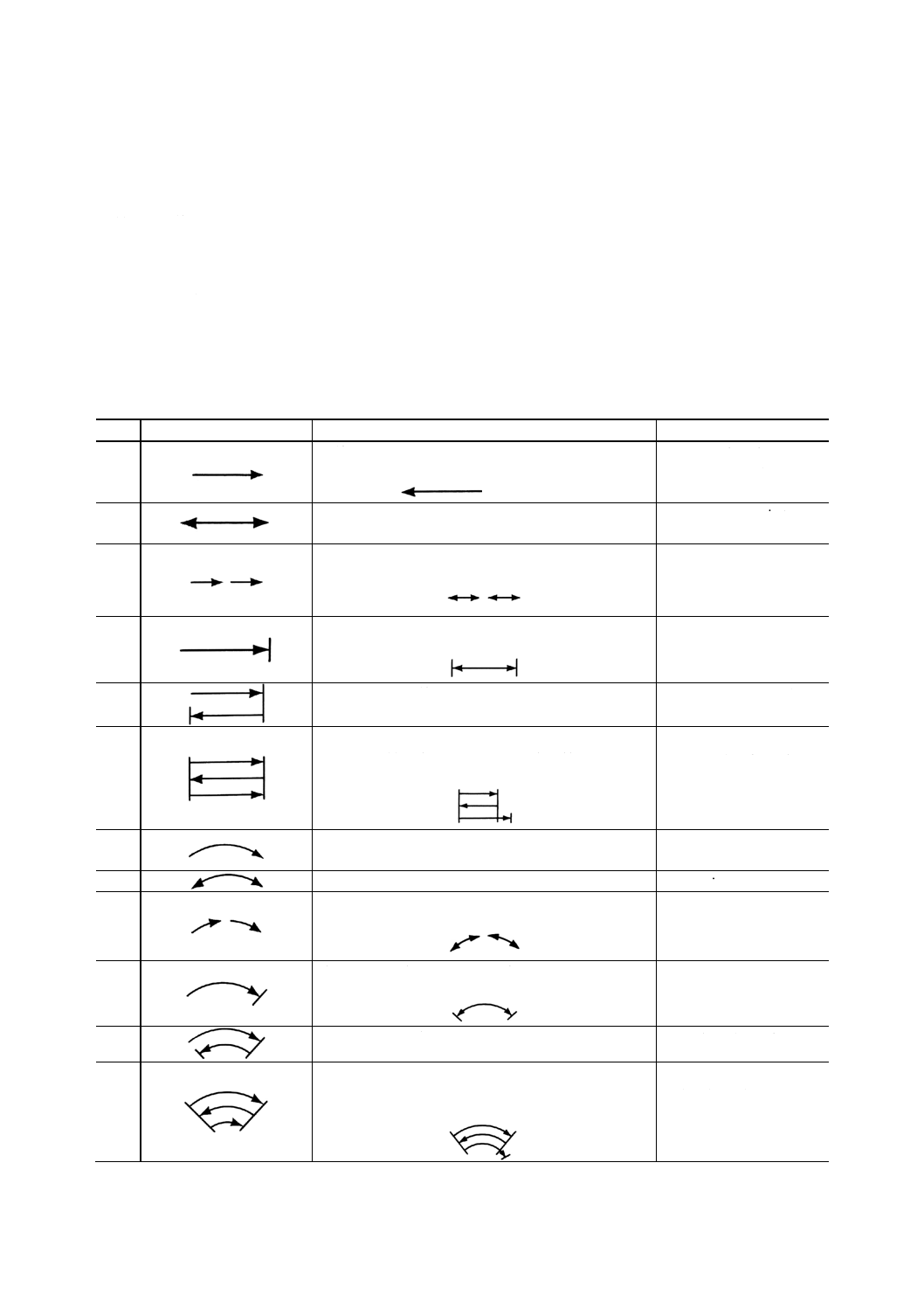
(1) 運動の様式
(a) 直線運動,回転運動
番号
記号
定義
対応英語(参考)
101
直線運動の向き
備考 運動の向きが反対のときは
にしてもよい。
direction of continuous
rectilinear motion
102
同じ方向の二つの向きの直線運動
rectilinear motion in two
direction
103
断続直線運動の向き
備考 2方向のときは
interrupted rectilinear
motion
104
定位置への直線運動の終点で停止
備考 2方向で停止のときは
limited rectilinear motion
105
定位置間往復直線運動で1往復して停止
limited rectilinear motion
and return
106
連続往復直線運動
備考 最終停止位置が折返し点を越えていると
きは
oscillating rectillinear
motion (continuous)
107
回転運動の向き
direction of continuous
rotation
108
2方向の回転運動
rotation in two directions
109
断続回転運動の向き
備考 2方向のときは
direction of interrupted
rotation
110
定位置への回転運動の終点で停止
備考 2方向で停止のときは
limited rotation
111
定位置間往復回転運動で1往復して停止
limited rotation and return
112
連続往復回転運動
備考 最終停止位置が折返し点を越えている場
合には
oscillating rotary motion
(continuous)
3
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
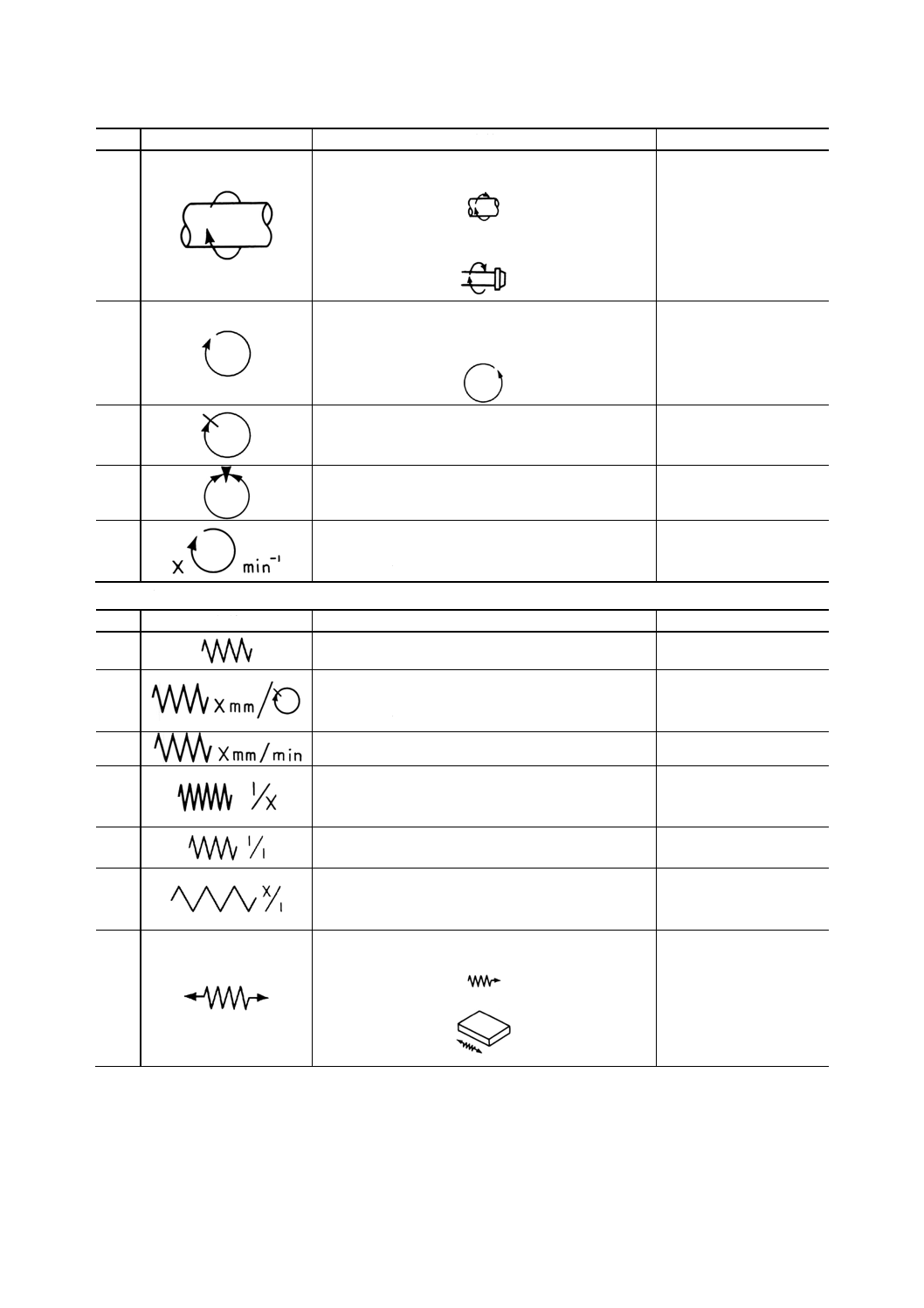
113
軸の回転方向
備考1. 断続回転運動のときは
2. 主軸のときは,対象となる主軸の記号に
代えてもよい。
direction of spindle rotation
114
回転
備考 連続回転における回転が反時計方向回転
のときは
revolution
115
1回転
one revolution
116
回転の定位置停止
oriented stop
117
回転速度
備考 Xは,回転の数値で,用いなくてもよく,
表にまとめてもよい。
number of revolutions per
minute (spindle speed)
(b) 送り運動
番号
記号
定義
対応英語(参考)
121
送り
feed
122
毎回転送り量
備考 Xは,送りの数値で,用いなくてもよく,
表にまとめてもよい。
feed per revolution
123
毎分送り量
feed per minute
124
低速送り,減速送り
備考 1/Xは,普通送りに対する減速比で,用い
なくてもよい。
reduced feed
125
普通送り
備考 1/1は,用いなくてもよい。
normal feed
126
高速送り,増速送り
備考 X/1は,普通送りに対する増速比で,用い
なくてもよい。
rapid feed
127
縦送り
備考 送りの方向を示すときは
操作対象と併記するときは
longitudinal feed
4
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
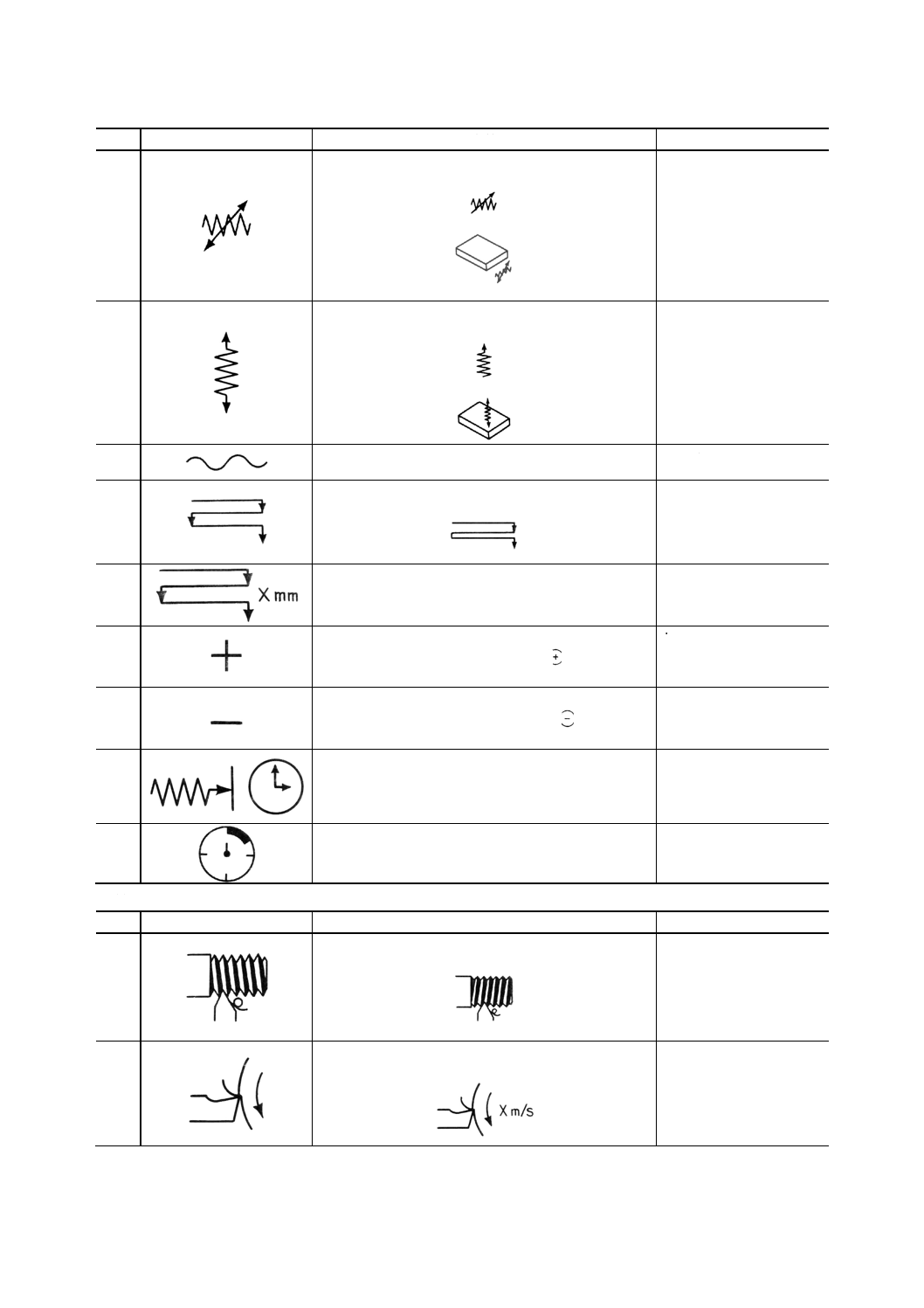
128
横送り
備考 送りの方向を示すときは
操作対象と併記するときは
transverse feed
129
上下送り
備考 送りの方向を示すときは
操作対象と併記するときは
vertical feed
130
早送り
rapid traverse
131
行程ごとの送り
備考 行程の一端だけで送るときは
feed per stroke
132
行程ごとの送り量
備考 Xは,行程ごとの送り量の数値で,用いな
くてもよく,表にまとめてもよい。
feed per stroke mm.
133
増速
備考 高速域(回転)表示には,
を用いてもよ
い。
increase of value (speed,
for instance)
134
減速
備考 低速域(回転)表示には,
を用いても
よい。
decrease of value (speed,
for instance)
135
タリー
tarry
136
ドウェル
dwell
(c) 切削運動
番号
記号
定義
対応英語(参考)
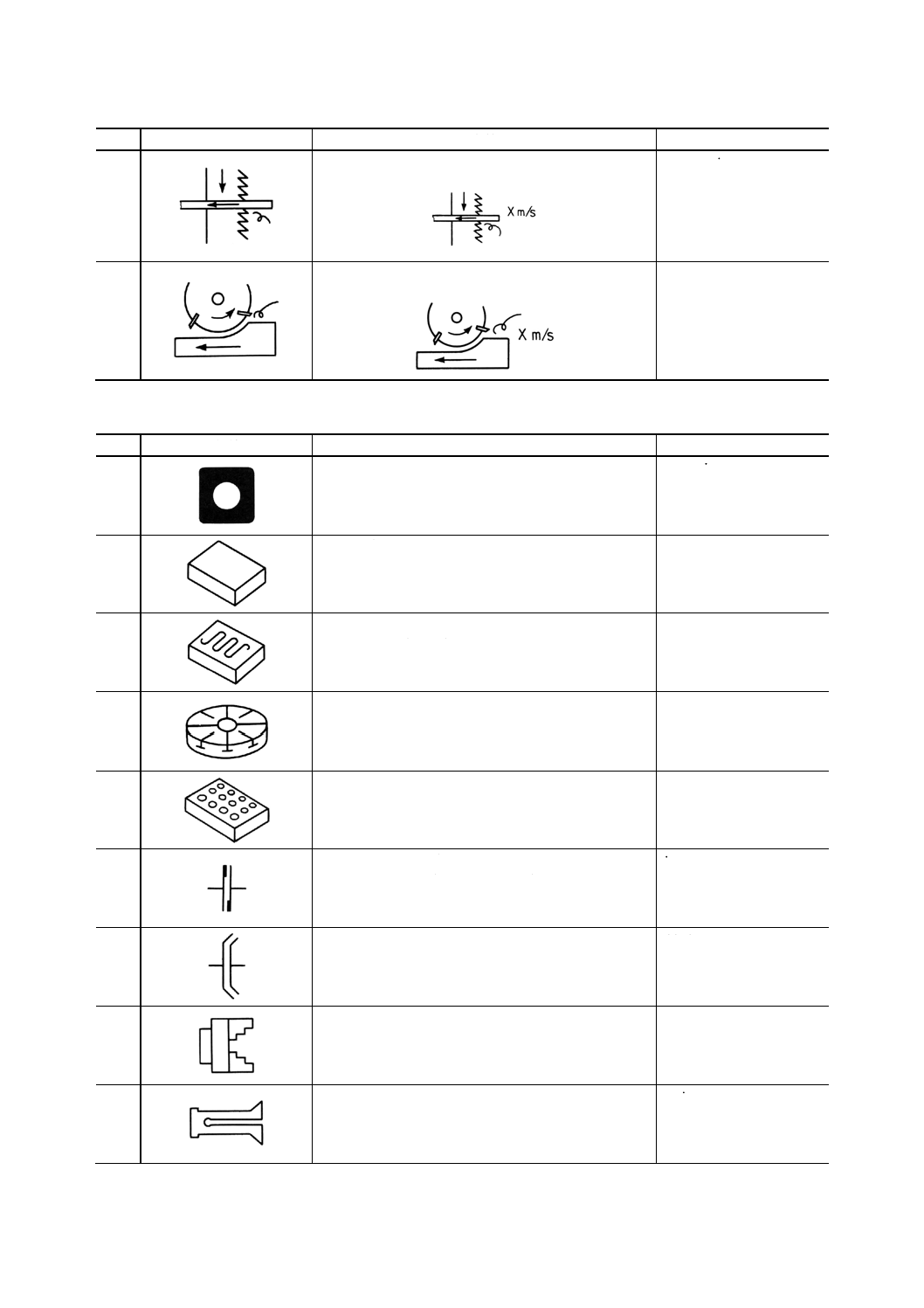
151
ねじ切り
備考 左ねじを表示するときは
threading
152
外丸削り
備考 切削速度を表示するときは
out-side turning
5
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
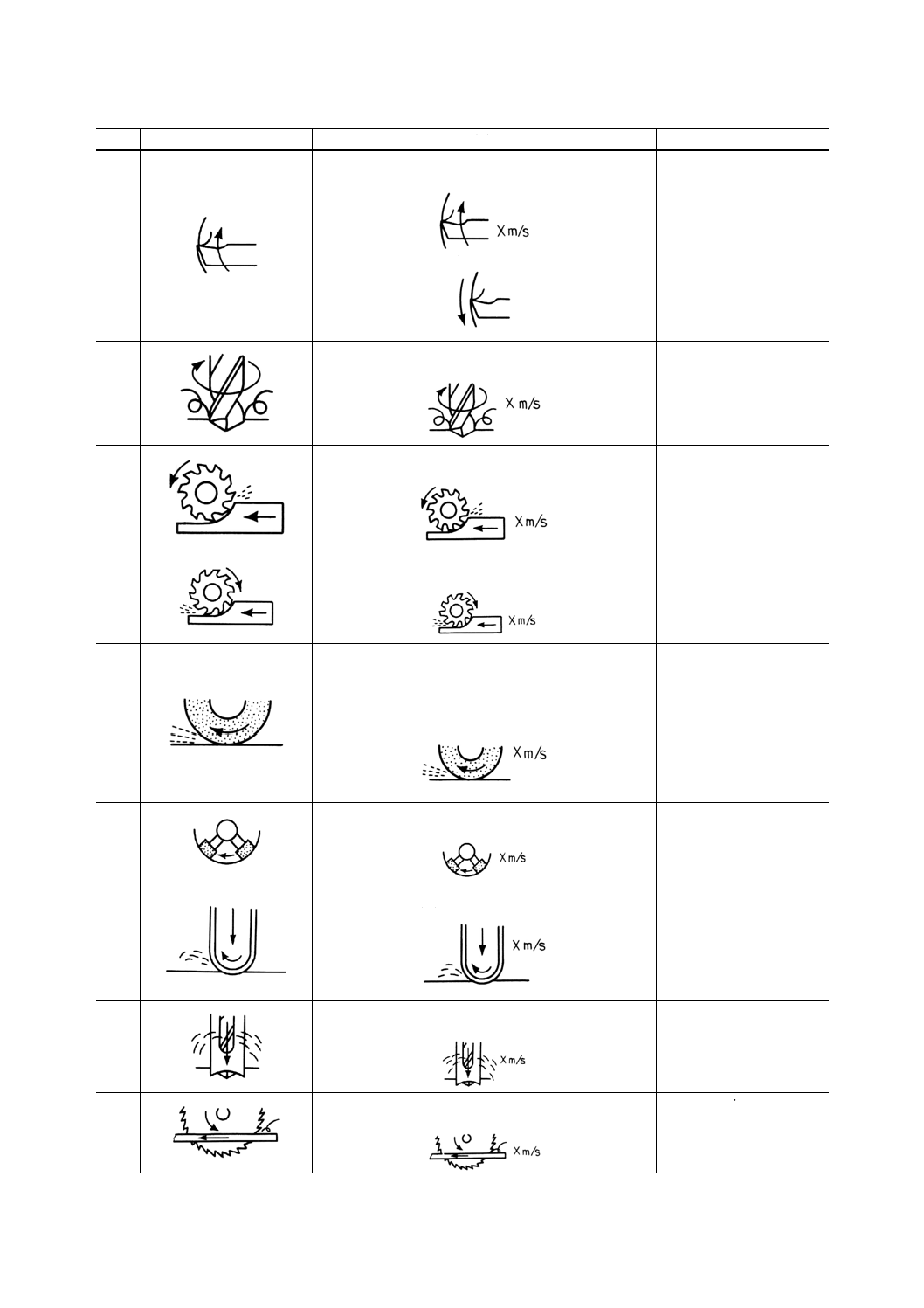
153
中ぐり
備考1. 切削速度を表示するときは
2. 工作物回転のときは
in-side turning,
boring
154
穴あけ
備考 切削速度を表示するときは
drilling,
boring
155
上向きフライス削り
備考 切削速度を表示するときは
up milling
156
下向きフライス削り
備考 切削速度を表示するときは
down milling
157
研削又は研磨
備考1. と(砥)いしは必要に応じ他の類似の,
かつ実際の形状に近い簡単なものに代
えてもよい。
2. 切削速度を表示するときは
grinding,
sanding,
polishing
158
ホーニング仕上げ
備考 切削速度を表示するときは
honing
159
チェーンだけ加工
備考 切削速度を表示するときは
chain mortising
160
角だけ加工
備考 切削速度を表示するときは
mortising
161
丸のこ切削
備考 切削速度を表示するときは
circular sawing
6
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
162
帯のこ切削
備考 切削速度を表示するときは
band sawing
163
回転削り
備考 切削速度を表示するときは
planing,
moulding
(2) 操作の対象要素
(a) 工作物及び機械構成部品
番号
記号
定義
対応英語(参考)
201
工作物
work piece
202
角テーブル
rectangular work table or
slide element
203
電磁チャック付角テーブル
備考 工作物取付け用に限らない。
rectangular table with
magnetic chuck
204
円テーブル
round work table or
rotating element
205
吸着テーブル
vacuum work table
206
つめクラッチ又は歯車クラッチ
備考 つめ,歯車などがかみ合うクラッチ
jaw clutch,
gear clutch
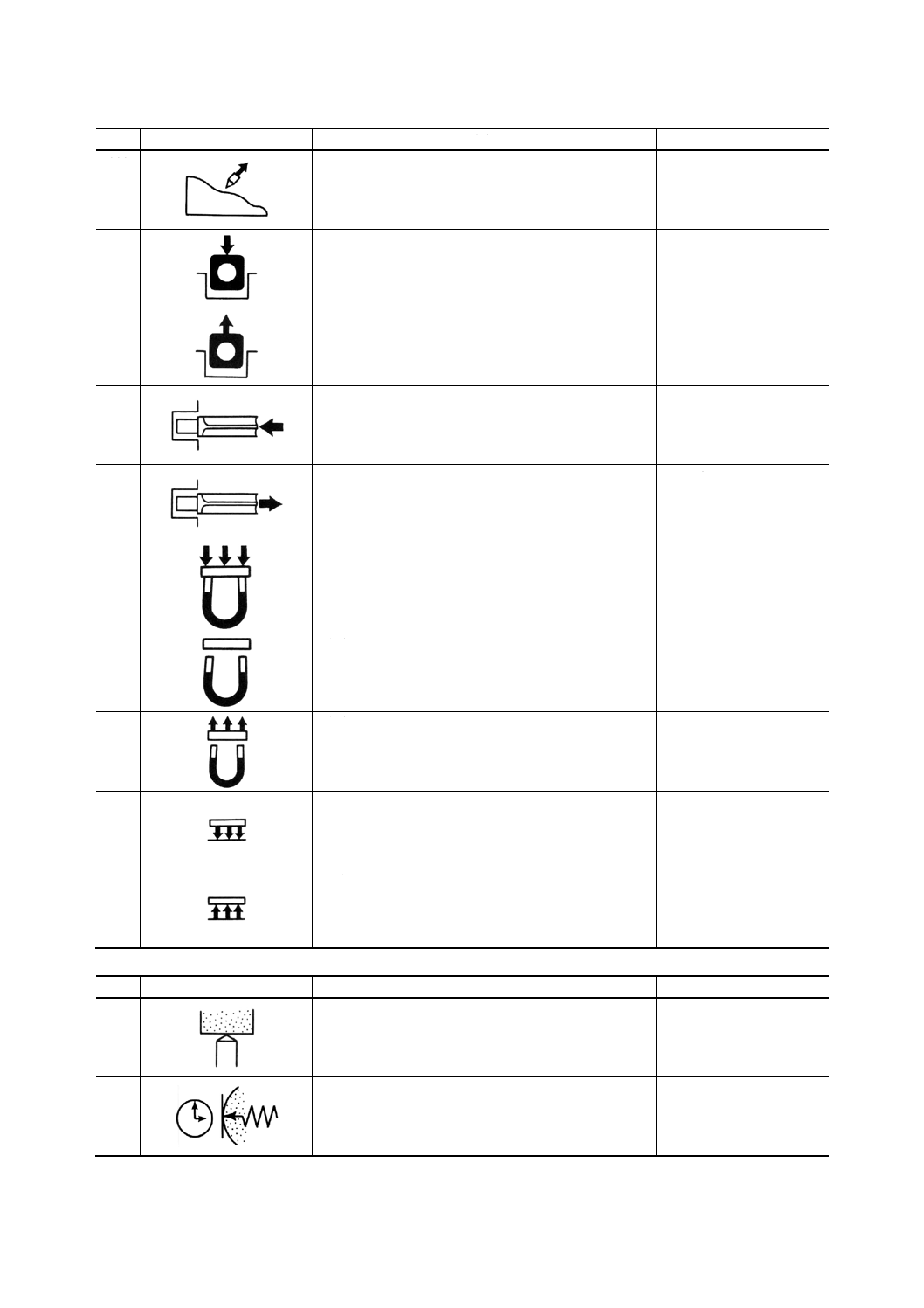
207
摩擦クラッチ
friction clutch
208
チャック
chuch
209
スプリングコレット
spring collet
7
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
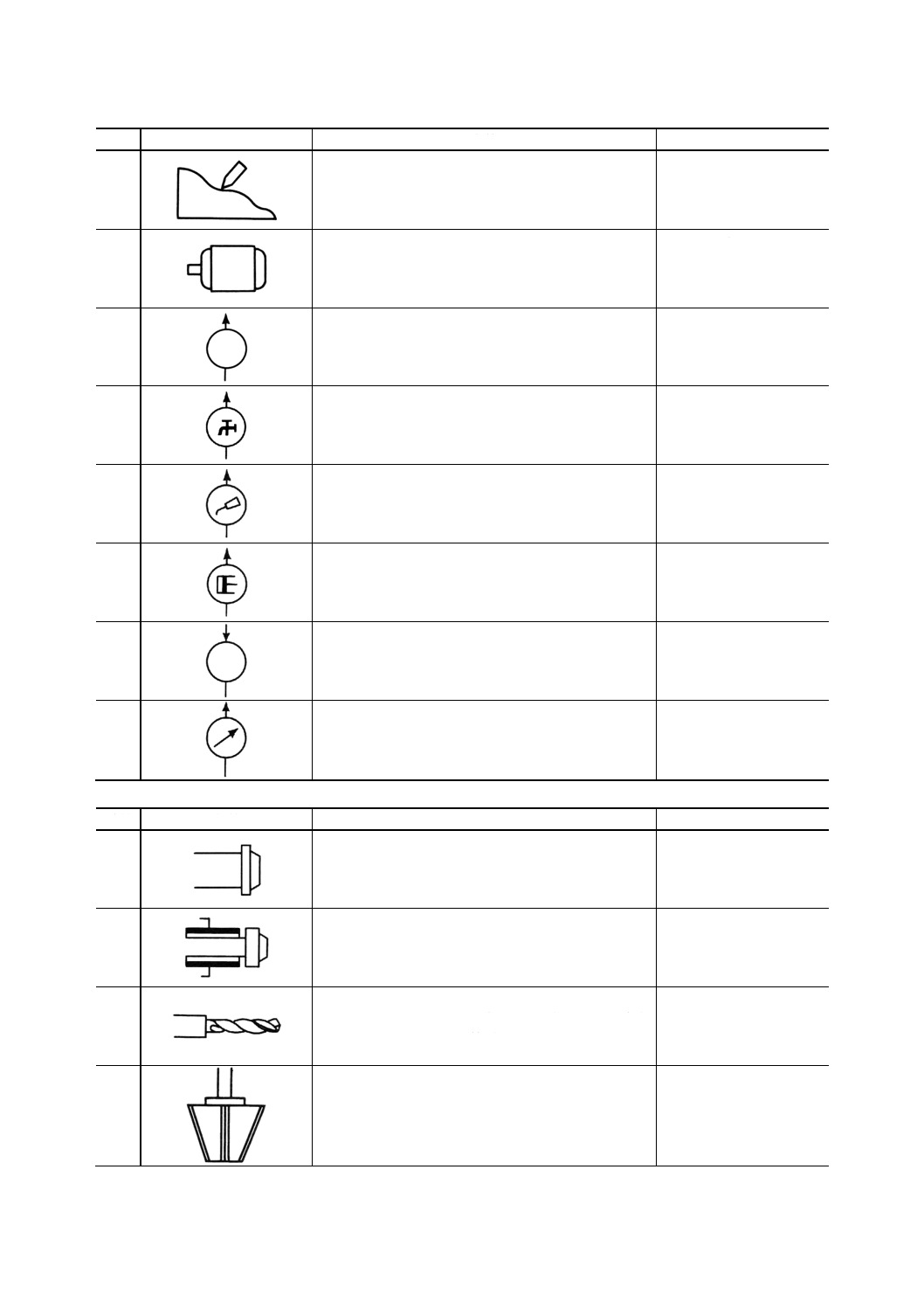
210
トレーサ
備考 トレーサの向きは,実状に合わせてよい。
tracer
211
電動機
electric motor
212
ポンプ
pump
213
切削油剤ポンプ
coolant pump
214
潤滑油ポンプ
lubricant pump
215
油圧ポンプ
hydraulic system pump
216
油圧モータ
hydraulic motor
217
真空ポンプ
vacuum pump
(b) 主軸・クイル
番号
記号
定義
対応英語(参考)
231
一般主軸
備考 記号は,必要に応じ他の類似の,かつ実際
の形状に近い簡単なものに代えてもよい。
spindle
232
クイル
備考 記号は,必要に応じ他の類似の,かつ実際
の形状に近い簡単なものに代えてもよい。
quill
233
ボール盤主軸
備考 記号は,必要に応じ他の類似の,かつ実際
の形状に近い簡単なものに代えてもよい。
drilling spindle,
boring spindle
234
面取り盤主軸
shaping spindle
8
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
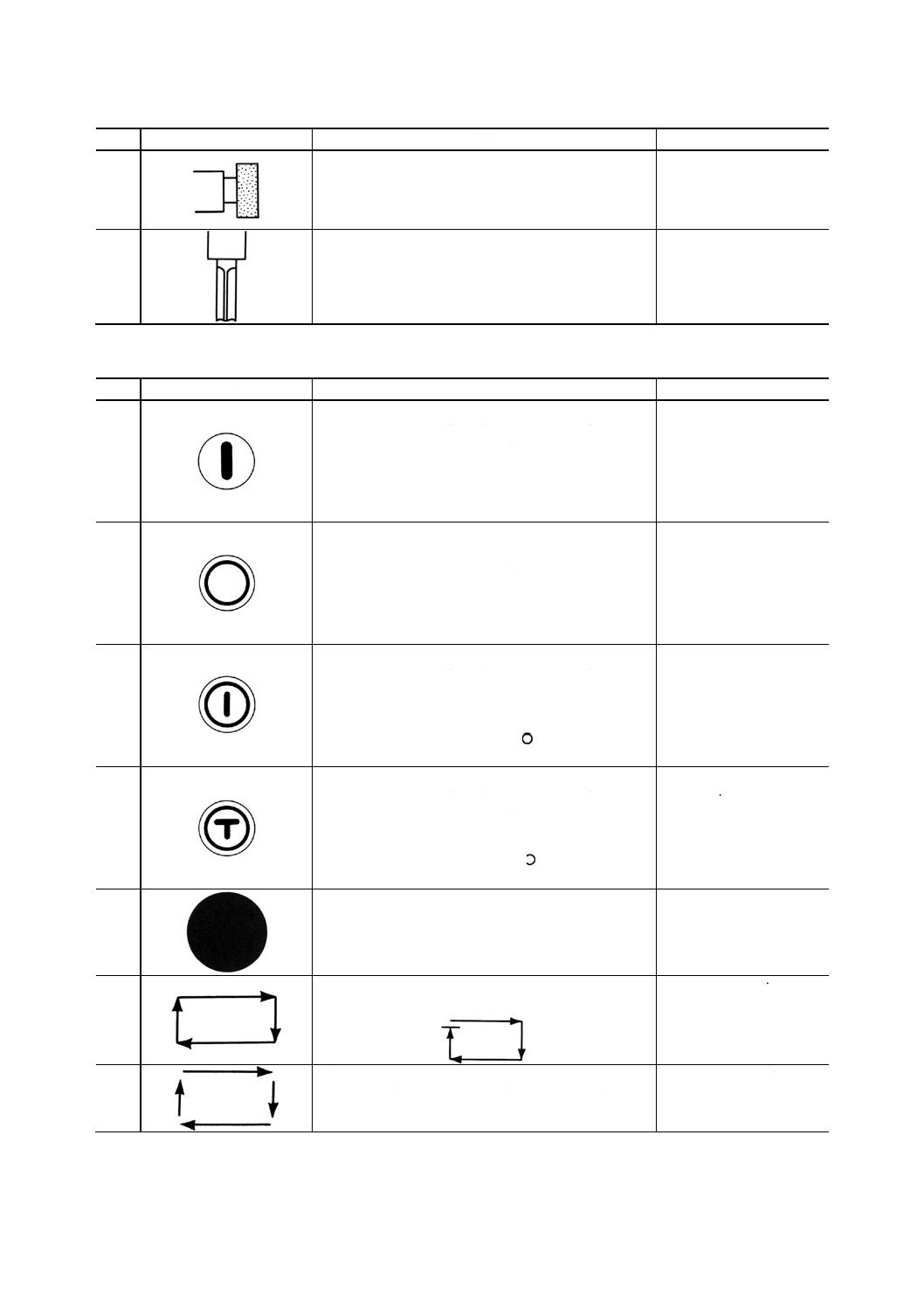
235
研削盤主軸又は研磨盤主軸
grinding spindle,
sanding spindle,
polishing spindle
236
ルータ主軸
routing spindle
(3) 操作
(a) 操作一般
番号
記号
定義
対応英語(参考)
301
始動,スイッチ入れ
備考1. 外側細線は,押ボタンの外部線である。
2. 記号は,なるべく押ボタンに直接表示す
る。
3. 記号は,赤色とし,地色はなるべく白色
とする。
start, switch on
302
停止,スイッチ切り
備考1. 外側細線は,押ボタンの外部線である。
2. 記号は,なるべく押ボタンに直接表示す
る。
3. 記号は,赤色とし,地色はなるべく白色
とする。
stop, switch off
303
同一ボタンで始動停止
備考1. 外側細線は,押ボタンの外部線である。
2. 記号は,なるべく押ボタンに直接表示す
る。
3. 記号は,は緑色,
は赤色とし,地色
はなるべく白色とする。
start and stop with same
button
304
ボタンを押している間スイッチ入れ
備考1. 外側細線は,押ボタンの外部線である。
2. 記号は,なるべく押ボタンに直接表示す
る。
3. 記号は,は緑色,
は赤色とし,地色
はなるべく白色とする。
switch on as long as
button is pressed
305
非常停止,全停止
備考 全面赤色の,きのこ状ボタンとする。
emergency stop, master
stop
306
自動サイクル又は半自動サイクル
備考 1サイクルで停止するときは
automatic (or semi-
automatic) cycle
307
単動
備考 自動サイクル又は自動に対する単独運動
(個別運動)の意に用いる。
independent control
9
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
308
自動サイクル中の非常戻し
備考 対角線は赤色とする。
emergency return of
automatic cycle to start
309
手動
hand control,
manual control
310
無段調節
備考1. 又は,
2. 幅が広い方が,数値が大きくなる。大き
くなる向きは,実際に合わせる。
stepless regulation
311
可変
備考 この記号は,調整対象を表す記号に重ねて
使用する。
adjustable
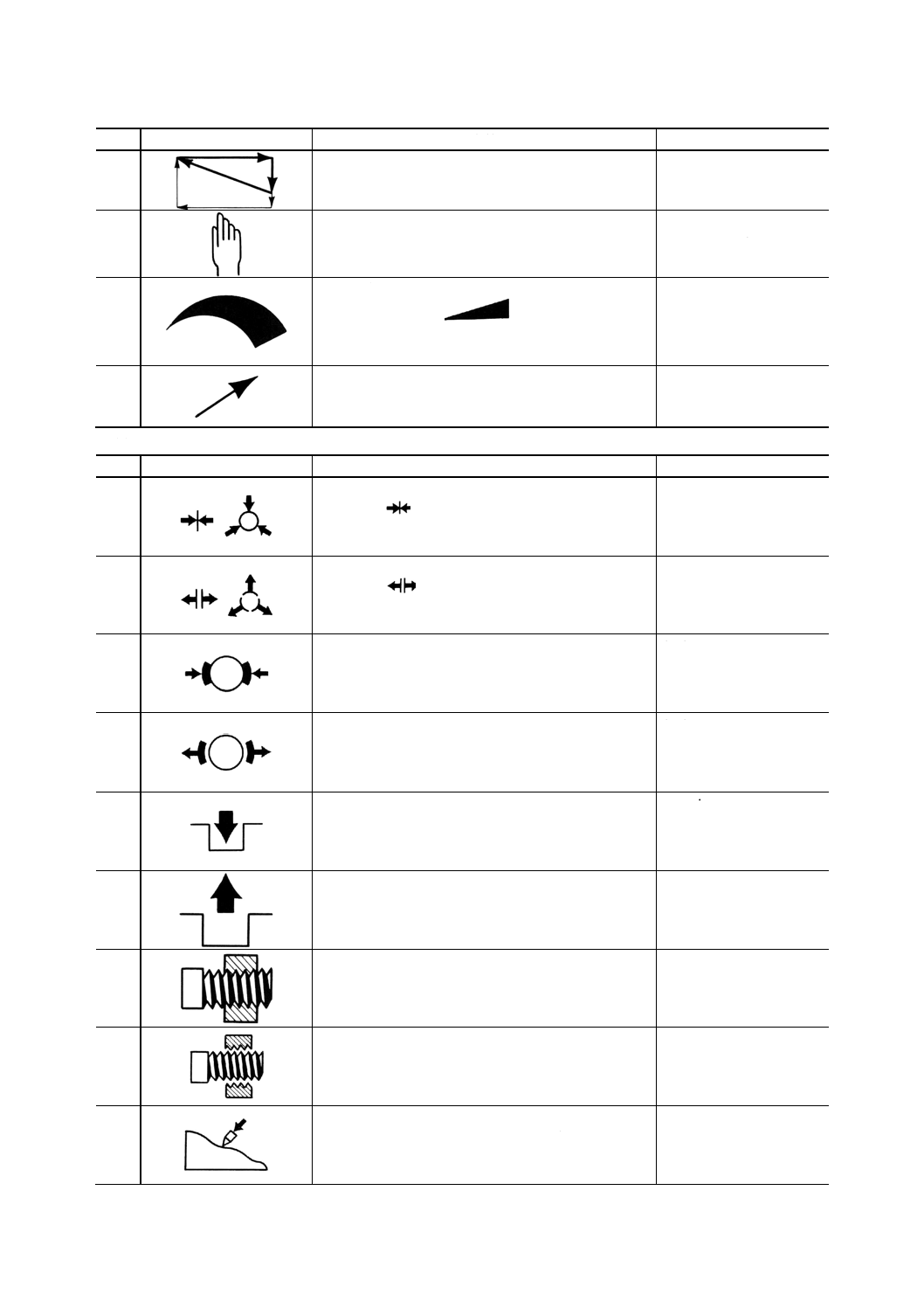
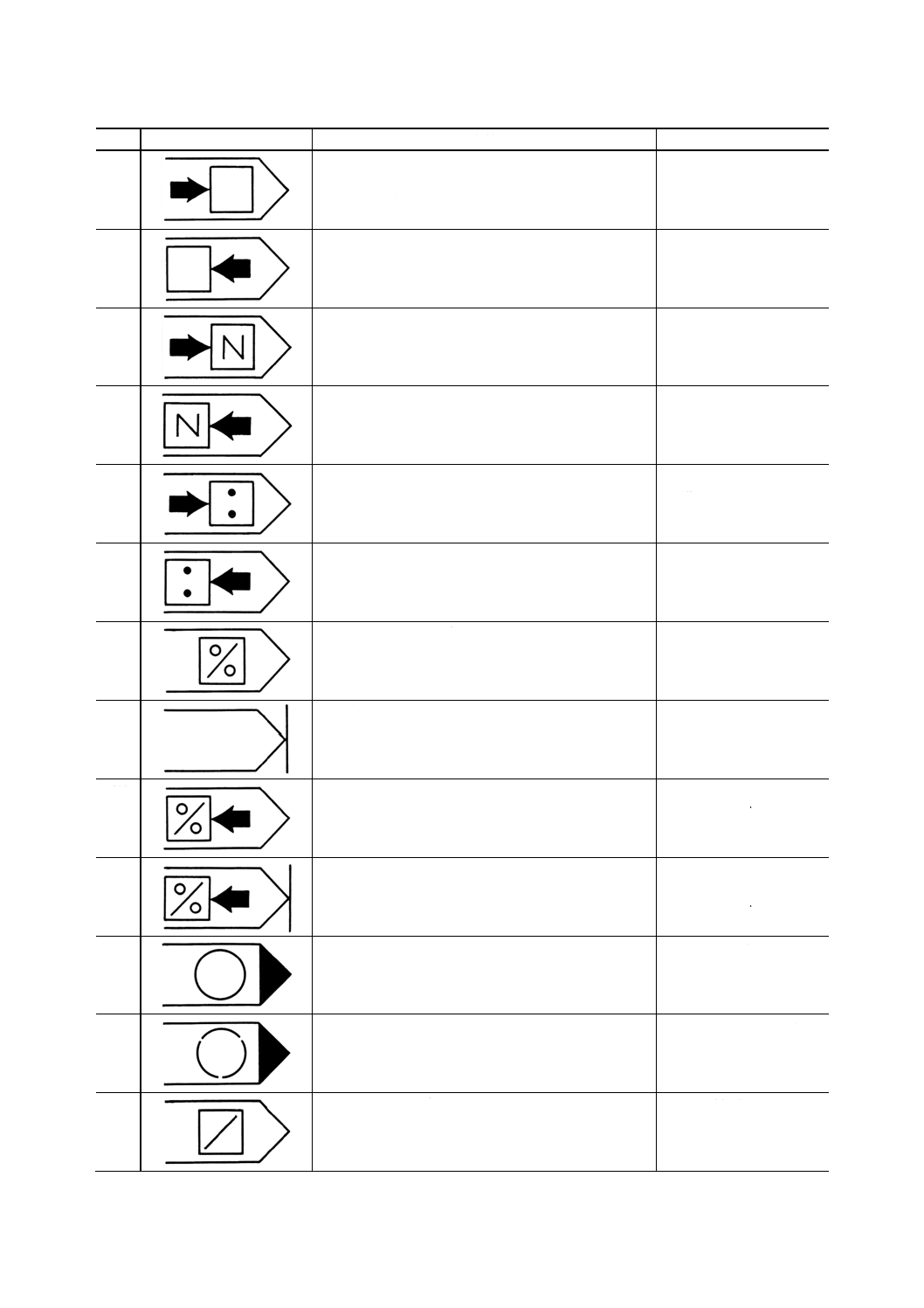
(b) 着脱・掛外し
番号
記号
定義
対応英語(参考)
321
締める,クランプする
備考
は,バルブなどの“閉”にも用いる。
tighten, clamp
322
緩める,クランプ外す
備考
は,バルブなどの“開”にも用いる。
loosen, unclamp
323
制動掛け
brake on
324
制動外し
brake off
325
結合(機械始動)
備考 つめクラッチ,歯車などの掛外し
engaging (mechanical
start)
326
開放(機械停止)
備考 つめクラッチ,歯車などの掛外し
disengaging (mechanical
stop)
327
ハーフナット閉じ
halfnut closed
328
ハーフナット開き
halfnut open
329
トレーサ掛け
備考 トレーサの向きは,実状に合わせてよい。
engage tracer
10
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
330
トレーサ外し
備考 トレーサの向きは,実状に合わせてよい。
disengage tracer
331
工作物取付け
load work
332
工作物取外し
unload work
333
工具取付け
tool hold
334
工具取外し
tool release
335
電磁チャック入れ
magnetic chuck “on”
336
電磁チャック切り
magnetic chuck “off”
337
脱磁
demagnetize
338
吸着入れ
vacuum “on”
339
吸着切り
vacuum “off”
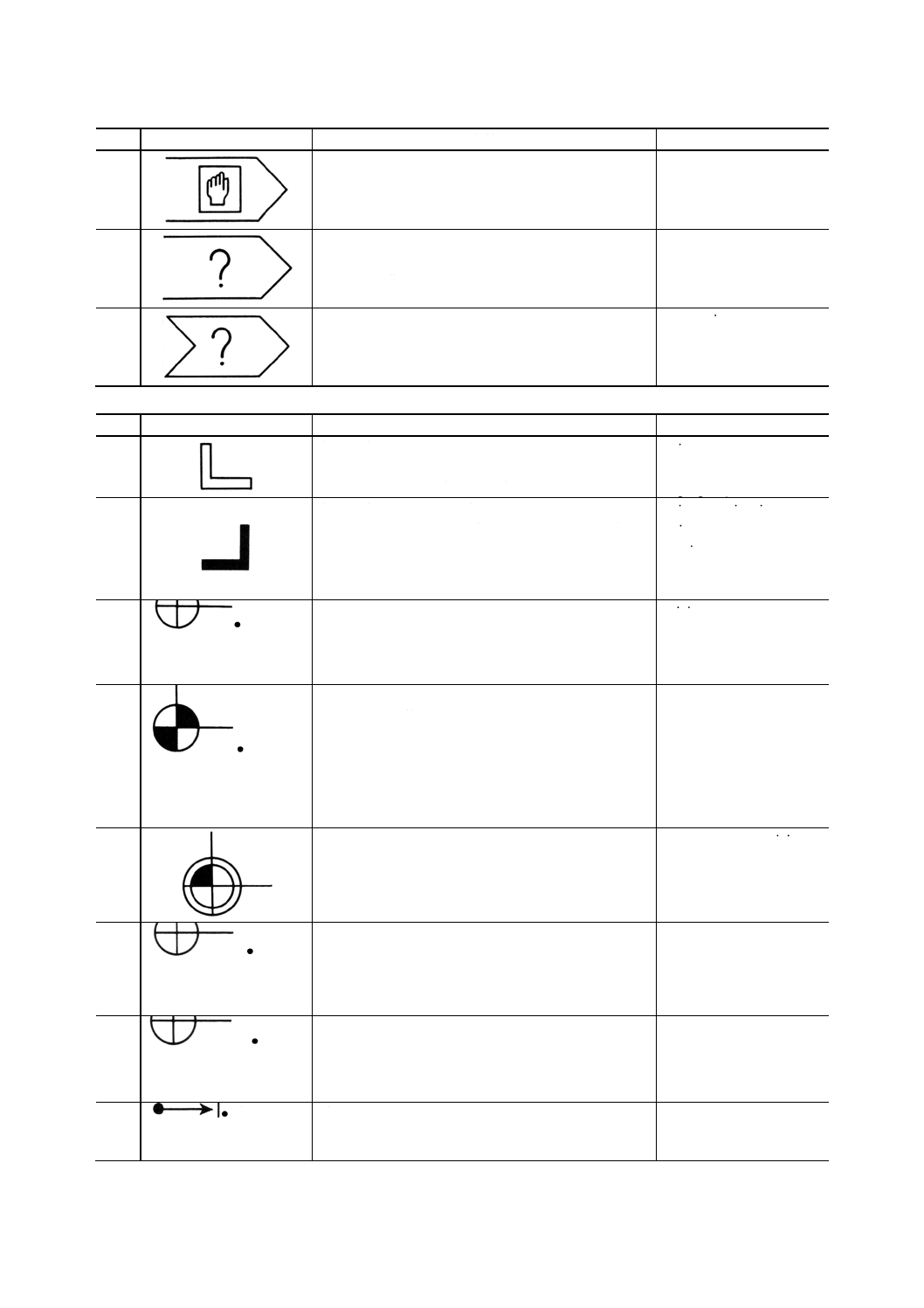
(c) その他の操作
番号
記号
定義
対応英語(参考)
351
といし修正
dressing and truing of
grinding wheel
352
スパークアウト
spark out
11
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 安全装置及び注意
番号
記号
定義
対応英語(参考)
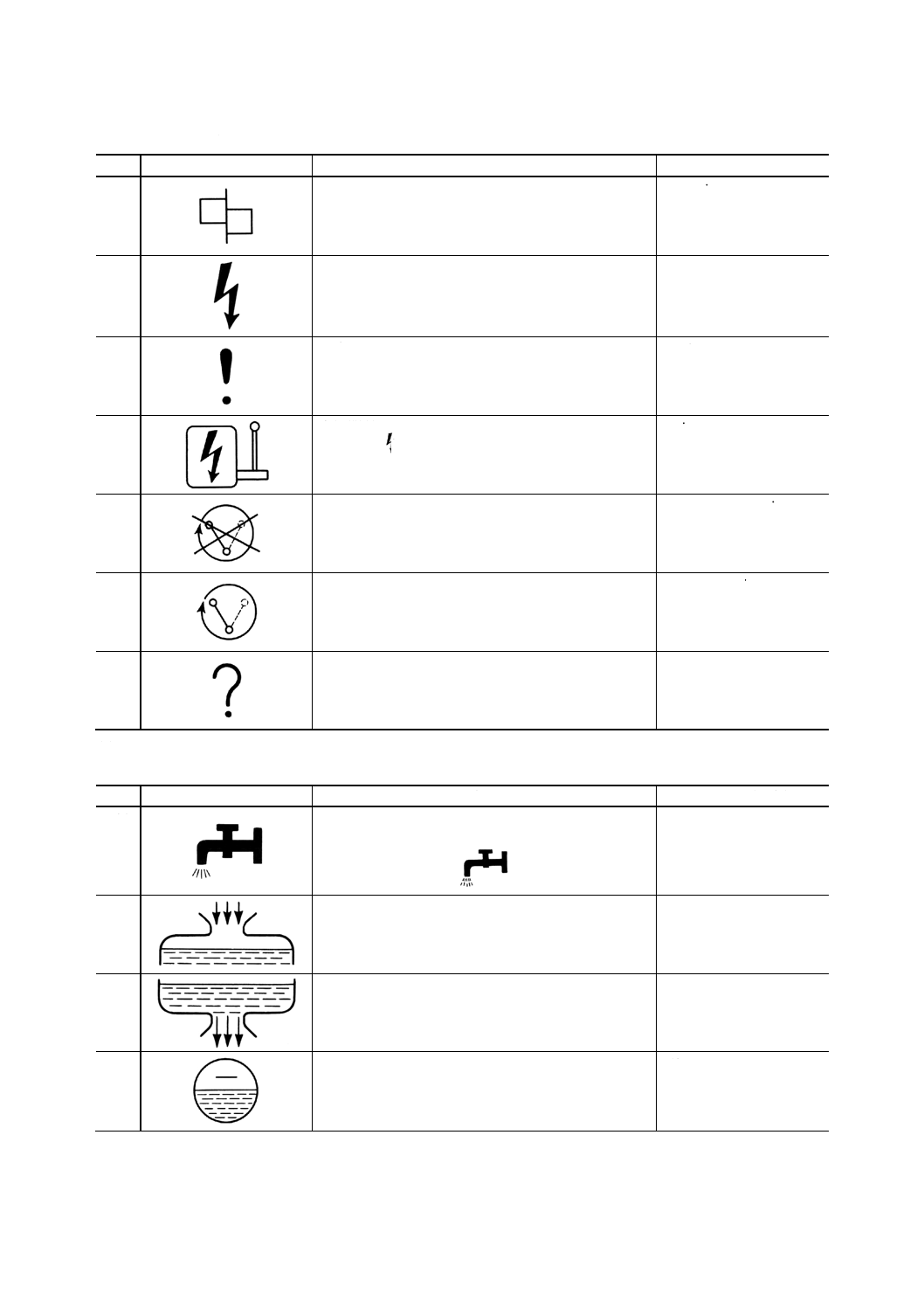
401
シャーピン
shear pin
402
危険(電気)
備考1. 記号の色は,赤色とする。必要に応じ電
圧を記号の下に記す。
2. 電源にも使用する。
danger (electrical)
403
注意
備考 記号の色は,黄色とする。
caution
404
主開閉器
備考
は,赤色とする。
main switch
405
動作中の変速不可
change speed only in
stopped position
406
動作中だけ変速可
change speed in motion
only
407
操作ミス,エラー
failure, error
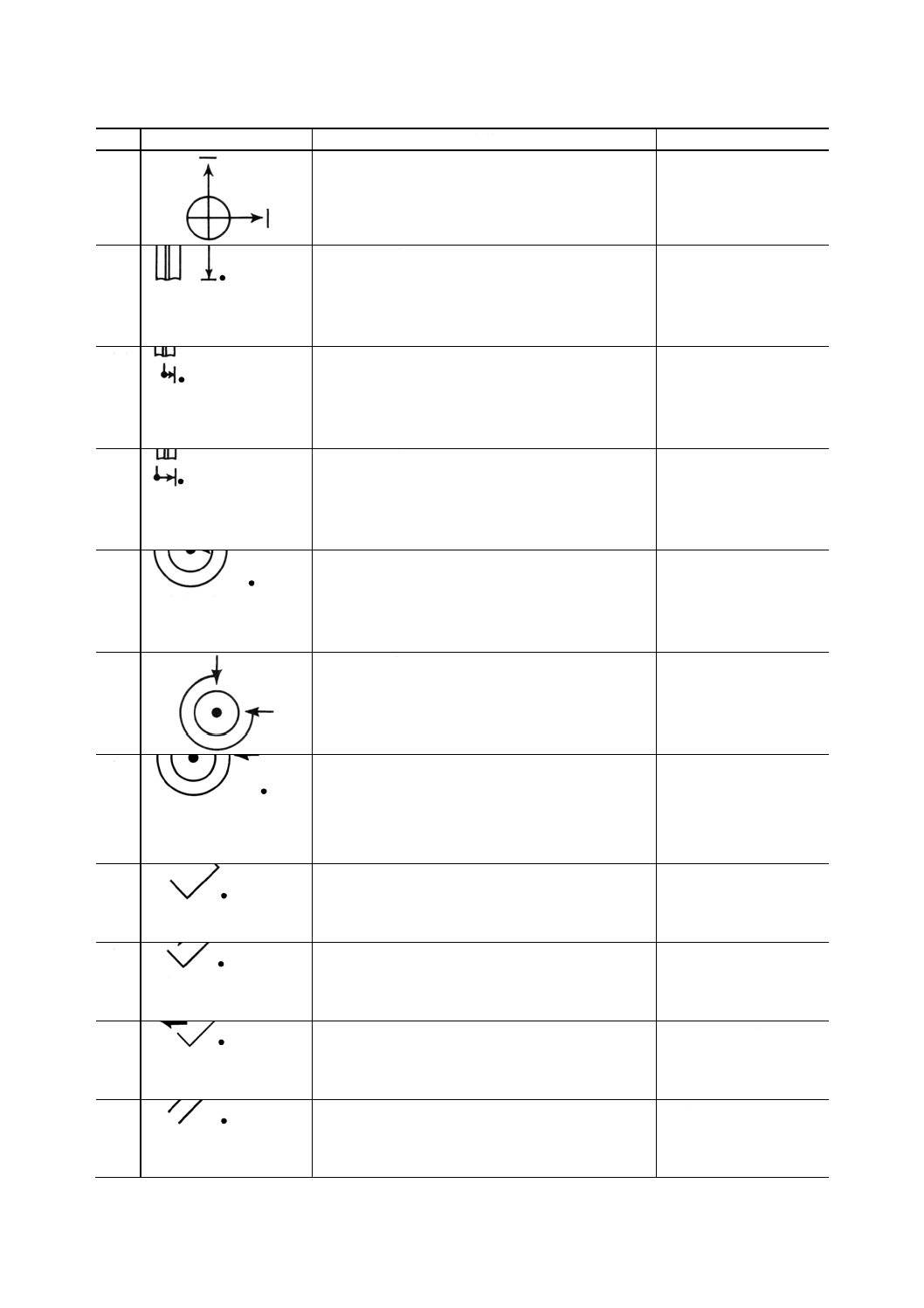
(5) 機械全般
(a) 潤滑・油圧・切削油剤
番号
記号
定義
対応英語(参考)
501
切削油剤(液状)
備考 切削油剤が噴霧状のときは
coolant (cutting fluid)
502
補給
refilling
503
ドレーン
drain
504
液面
oil level
12
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
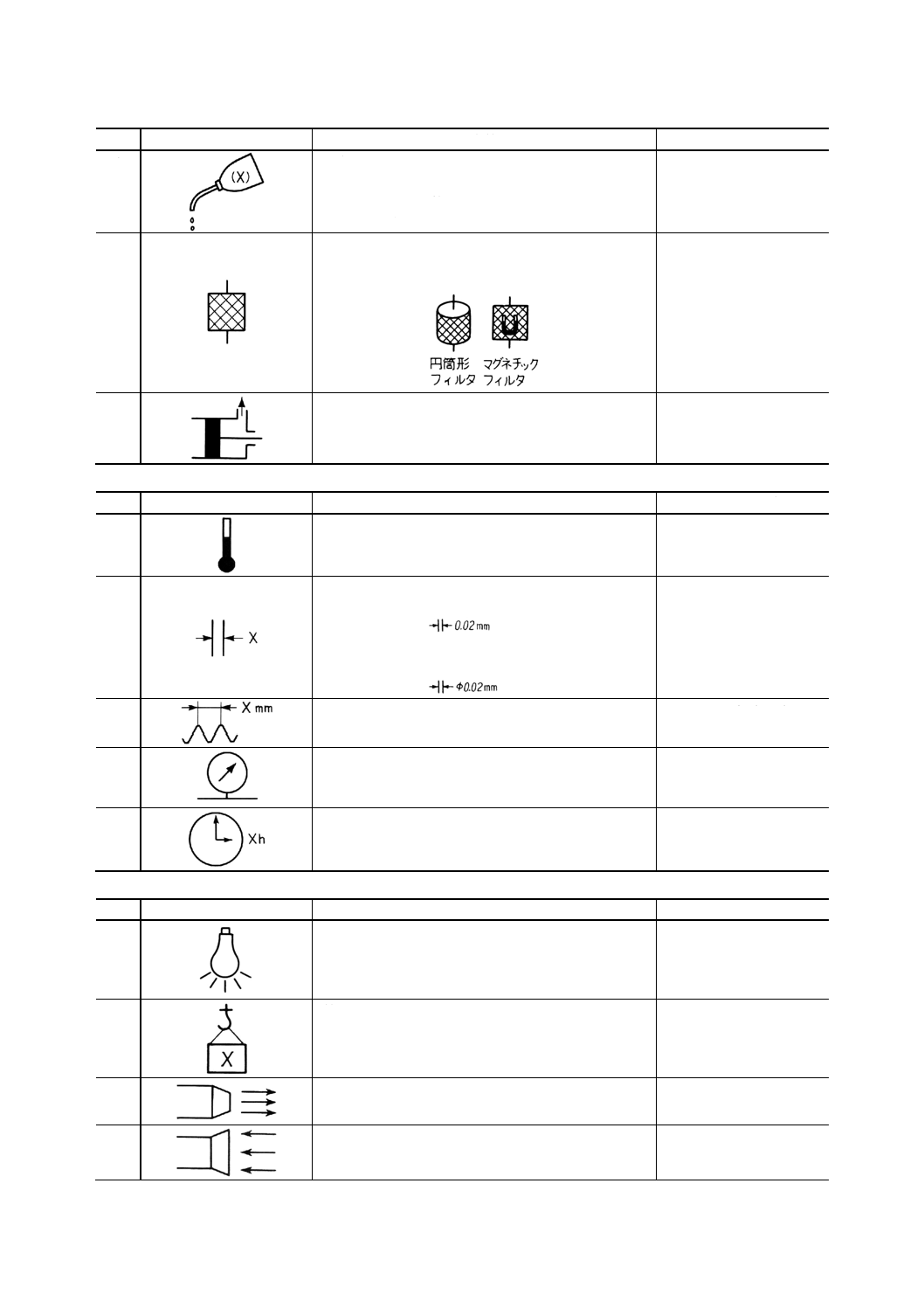
505
注油
備考 (X) は,注油(又はグリースなどの補給)
間隔日数を示す必要があるときに記入す
る。
lubricant
506
フィルタ
備考 円筒形フィルタ,マグネチックフィルタに
は,次の表示をしてもよい。
filter
507
空気抜き
bleeder
(b) 測定
番号
記号
定義
対応英語(参考)
521
温度計
thermometer
522
目盛
備考1. Xは,目盛の目量を示す。
例
2. 目量が直径に対する量を示すときは,φ
を附記する。
例
graduation
523
メートルねじのピッチ
備考 Xは,ピッチの数値を示す。
pitch of metric thread
524
圧力計,真空計
pressure gauge, vacuum
gauge
525
時間
備考 時間の単位が,分又は秒の場合は,Xhの
代わりにXmin又はXsとする。
hours
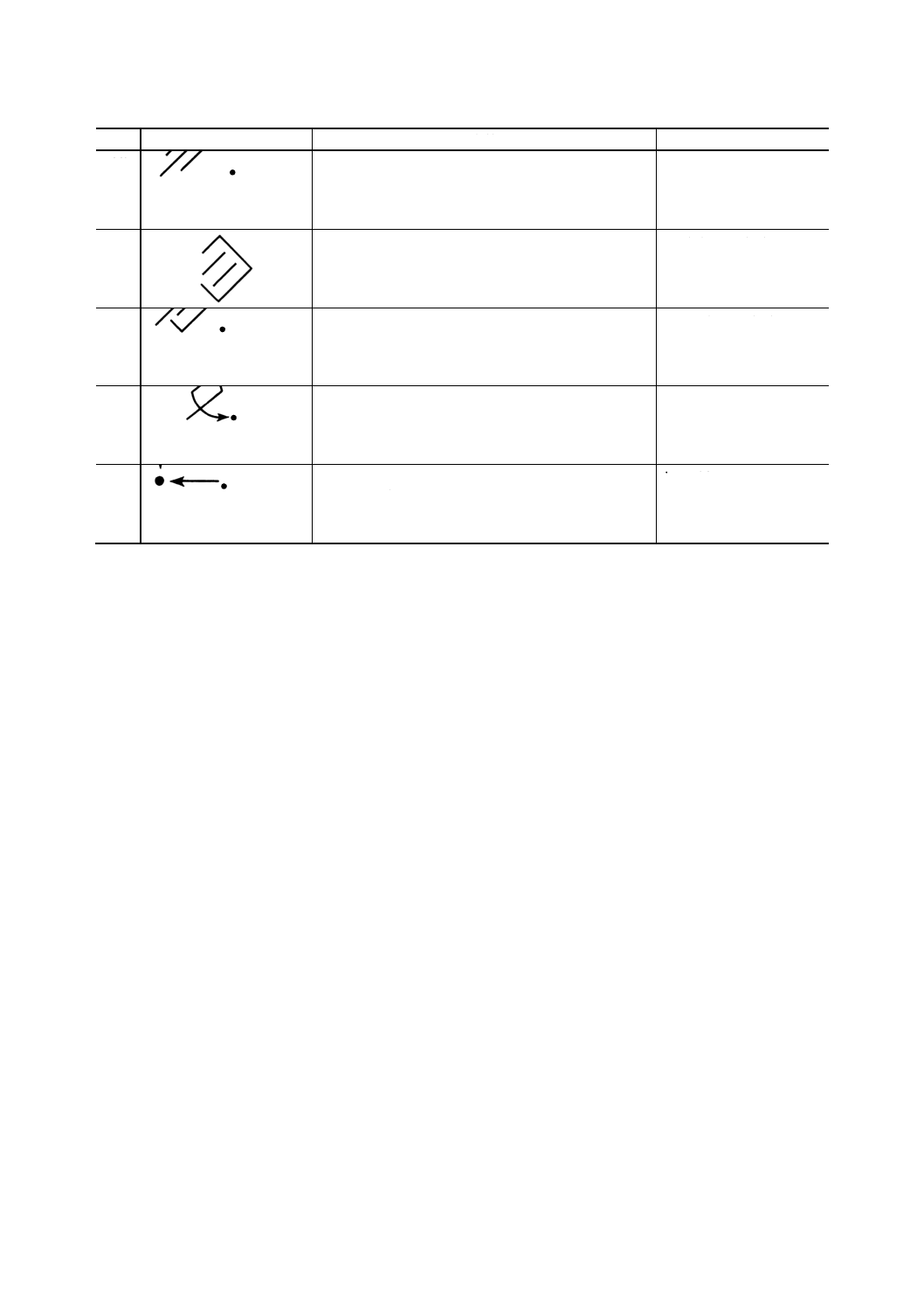
(c) その他
番号
記号
定義
対応英語(参考)
551
照明及び光源ランプ
machine lighting
552
質量
備考 Xは,質量を示す。
附属装置などの質量を示す。
mass
553
ブロワ装置
blowing unit
554
サクション装置
suction unit
13
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
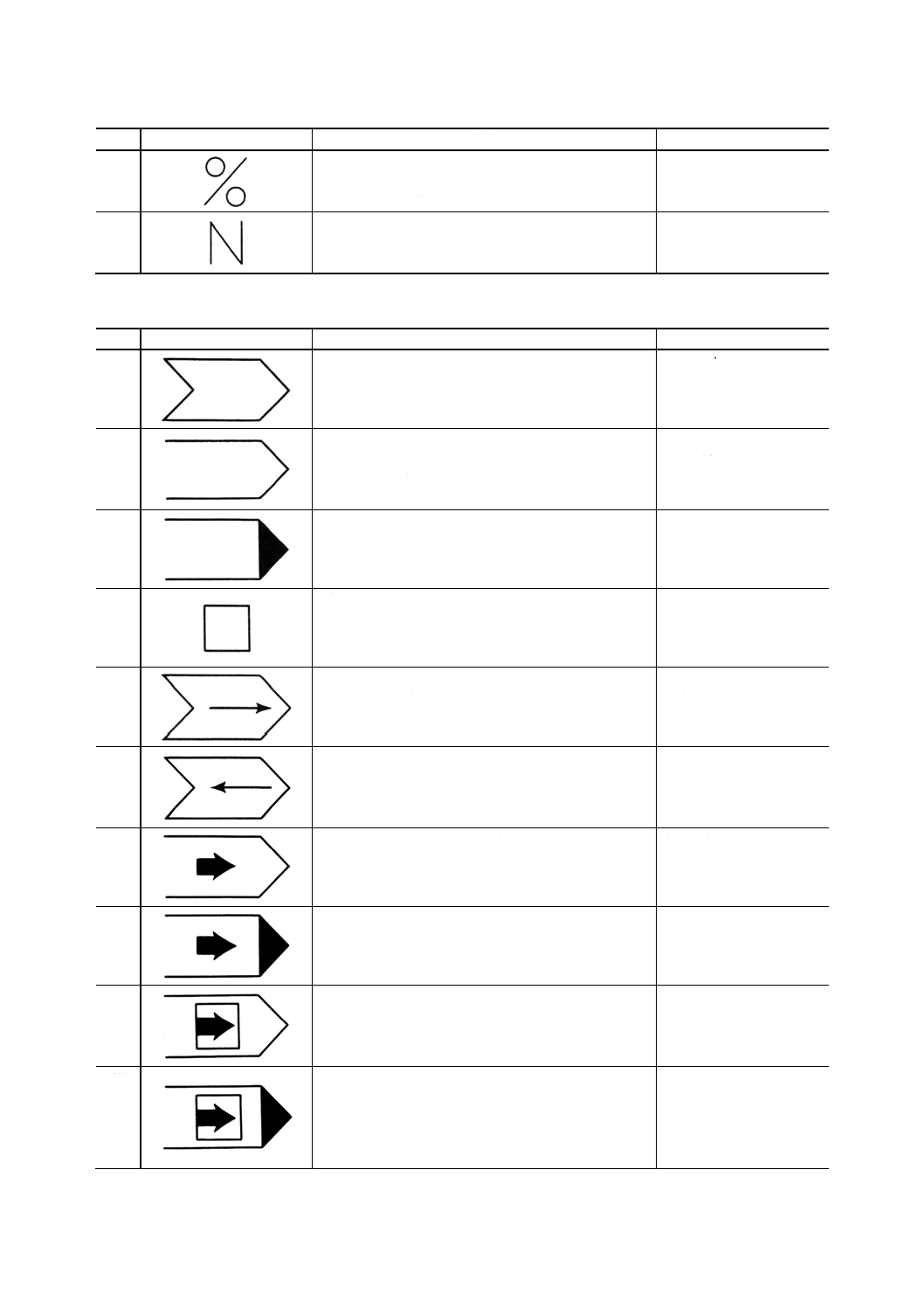
555
パーセント
備考 数値制御に用いるときは,プログラムスタ
ート機能を示す。
percent
556
番号
備考 数値制御に用いるときは,シーケンス番号
を示す。
numero,
number
(6) 数値制御
(a) データ媒体・プログラム
番号
記号
定義
対応英語(参考)
601
データ媒体
備考 紙テープ,磁気テープ,磁気ディスクなど
data carrier
602
機械の作動を伴わないプログラム
備考 テーブル運動,加工作業など,機械の運動
が含まれていないモード・操作を実行する
プログラム。
program without
machine functions
603
機械の作動を伴うプログラム
program with machine
functions
604
ブロック
block
605
テープ巻取り
備考1. データは,読み取らない。
2. 機械の作動は,伴わない。
forward tape wind without
data read without
machine functions
606
テープ巻戻し
備考1. データは,読み取らない。
2. 機械の作動は,伴わない。
backward tape wind
without data read
without machine
functions
607
機械の作動を伴わない連続データ読取り
forward continuous read all
data without machine
functions
608
機械の作動を伴う連続データ読取り
forward continuous read all
data with machine
functions
609
機械の作動を伴わないブロックごとのデータ読取り
備考 各ブロック読取り後に,次のブロックの読
取りを行うには,作業者の操作が必要であ
る。
forward block by block
read all data without
machine functions
610
機械の作動を伴うブロックごとのデータ読取り
備考 ブロックの読取り及び機械作動が完了し
た後に,次のブロックの読取り及び機械作
動を行わせるには,作業者の操作が必要で
ある。
forward block by bolck
read all data with
machine functions
14
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
611
テープ巻取りによるデータをサーチ
備考 目的に応じて,サーチするデータを決め
る。
forward search for
particular data
612
テープ巻戻しによるデータをサーチ
備考 目的に応じて,サーチするデータを決め
る。
backwards search for
particular data
613
テープ巻取りによるシーケンス番号サーチ
forward search for
sequence block number
614
テープ巻戻しによるシーケンス番号サーチ
backwards search for
sequence block number
615
テープ巻取りによるアラインメント機能サーチ
forward search for program
alignment function
616
テープ巻戻しによるアラインメント機能サーチ
backwards search for
program alignment
function
617
プログラム スタート
beginning of program,
program start
618
エンド オブ プログラム
end of program
619
テープ巻戻しによるプログラムスタートのサーチ
backwards search for
beginning of program
620
プログラムスタートに,自動的にテープを巻き戻す
エンドオブプログラム
end of program with
automatic rewind to
beginning of program
621
プログラム ストップ
備考 M00に相当する機能。
programmed stop
622
オプショナル ストップ
備考 M01に相当する機能。
programmed optional stop
623
オプショナル ブロック スキップ
optional block skip
15
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
624
手動データ入力
manual data input
625
プログラムデータの誤り
備考 例えば,構成の誤り,バリティーミス,脱
落など。
program data error
626
データ媒体の故障
備考 例えば,テープの破損。
data carrier fault
(b) 数値制御機能
番号
記号
定義
対応英語(参考)
641
軸の制御
備考 機械は,プログラムどおりに作動する。問
題となる軸記号を追記してよい。
axis control,
normal (machine follows
program)
642
軸の制御ミラーイメージ
備考 機械は,プログラムのミラーイメージにな
るように作動する。問題となる軸記号を追
記してもよい。通常は番号641, 642は,一
緒に用いる。
axis control in mirror
image mode (machine
mirrors program)
643
原点又は
基準点
原点又は基準点
備考 機械原点,工作物原点などがある。
origin or datum
644
基準位置
基準位置
レファレンス位置
備考 一般に,インクレメンタルシステムに用い
る。基準位置は,あらかじめ定められ,そ
の位置にスライドを動かすことによって,
原点に対して何の測定も要しないで所要
関係位置をとる。
reference position
645
機械原点
備考 木工機械のもつ座標系の原点。
co-ordinate basic origin
646
アブソ
リュートプログラム
アブソリュートプログラム
absolute program
(co-ordinate dimension
words)
647
インク
レメンタルプログラム
インクレメンタルプログラム
incremental program
(incremental dimension
words)
648
補正又はオ
フセット
補正又はオフセット
例 番号649〜652
compensation or offset
16
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
649
ゼロオフセット
原点オフセット
備考 軸の名称を附記してもよい。
zero offset
650
工具長さの
補正又はオフセット
工具長さの補正又はオフセット
tool length compensation
or offset
651
工具半径の補正又
はオフセット
工具半径の補正又はオフセット
tool radius compensation or
offset
652
工具直径の補正又
はオフセット
工具直径の補正又はオフセット
tool diameter compensation
or offset
653
位置決
め精度−精
位置決め精度−精
positioning accuracy-fine
654
位置決め精度−中
positioning accuracy-
normal
655
位置
決め精度−粗
位置決め精度−粗
positioning accuracy-
coarse
656
記憶装置
記憶装置
例 番号657, 658, 661, 662
store
657
記憶装置へ
の書込み
記憶装置への書込み
write data into store
658
記憶装置か
らの読出し
記憶装置からの読出し
read data from store
659
リセット
リセット
reset
17
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
記号
定義
対応英語(参考)
660
キャンセ
ル,
キャンセル,
抹消
cancel,
delete
661
記憶装置のリセット
reset store contents
662
記憶装置の
抹消
記憶装置の抹消
delete store contents
663
交換
交換
備考 交換対象要素の記号を併用する。
interchange
664
位置決め完
了
位置決め完了
備考 軸の名称を附記してもよい。
in position
18
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
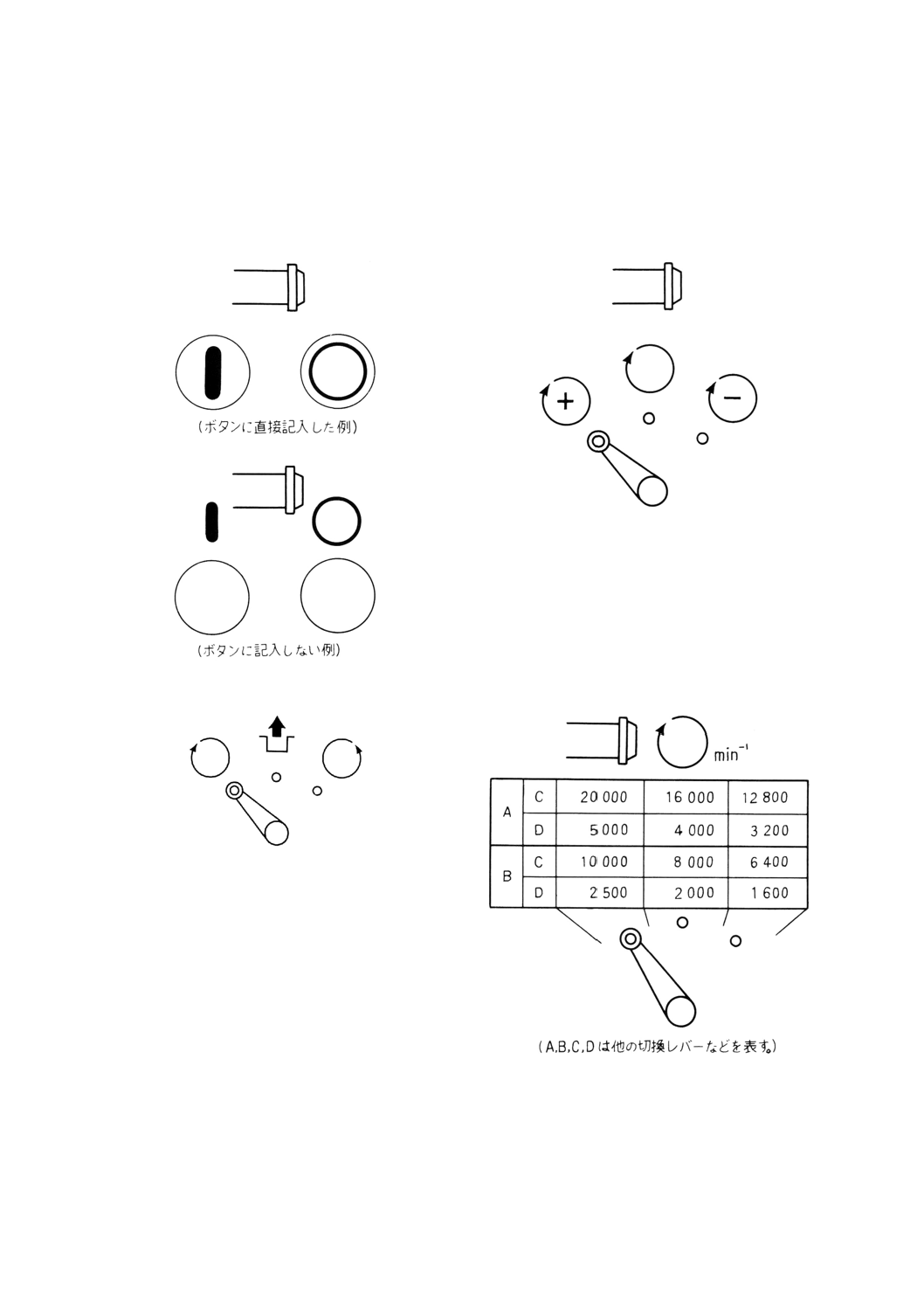
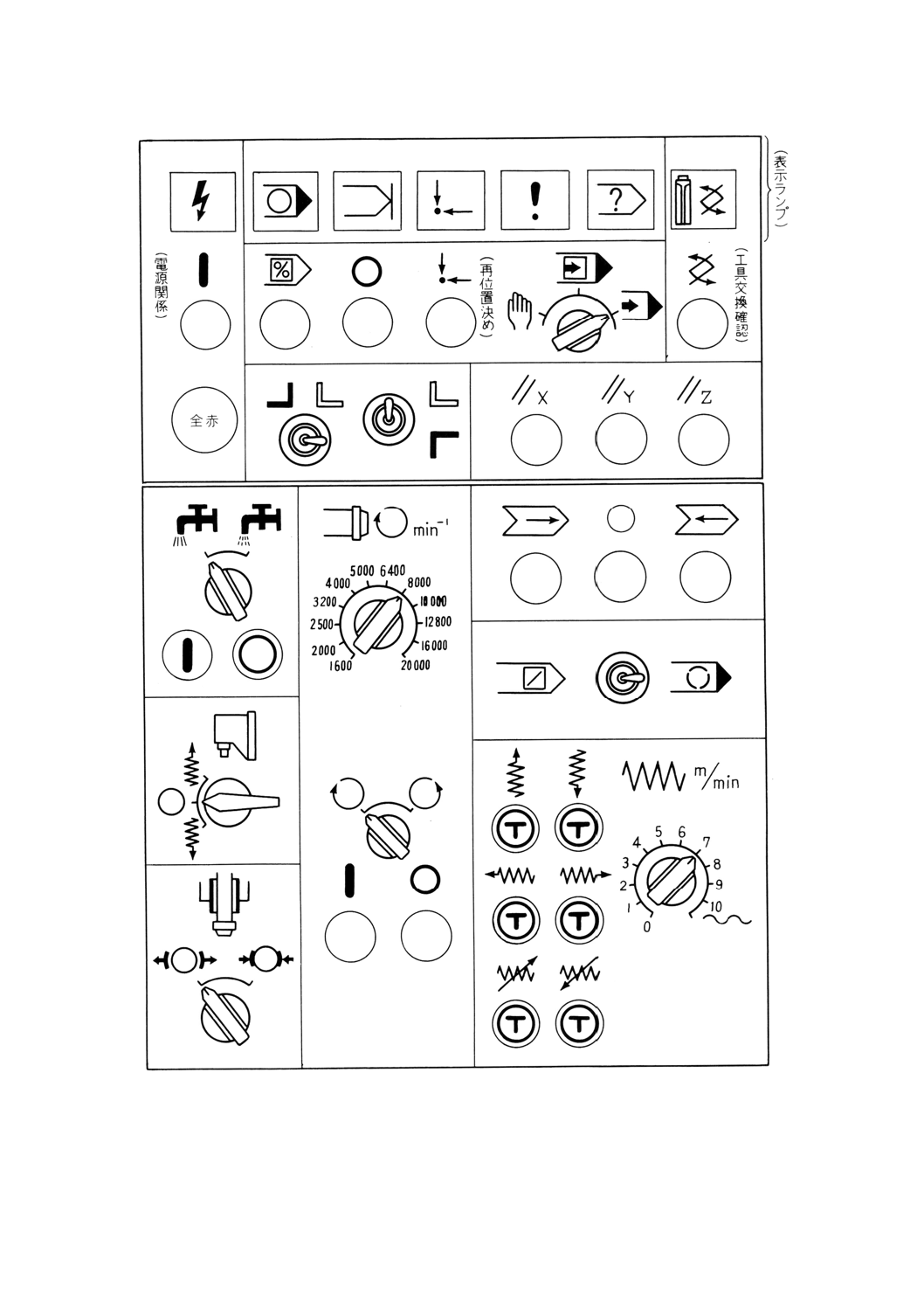
参考1 操作表示記号の実施例
この参考は,本体の規定に関連する事柄を補足するもので,規定の一部ではない。
1. 主軸の始動・停止
3. 高速,中速,低速の切換え
2. 主軸の正転・逆転及び中立の切換え
4. 主軸回転速度
19
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
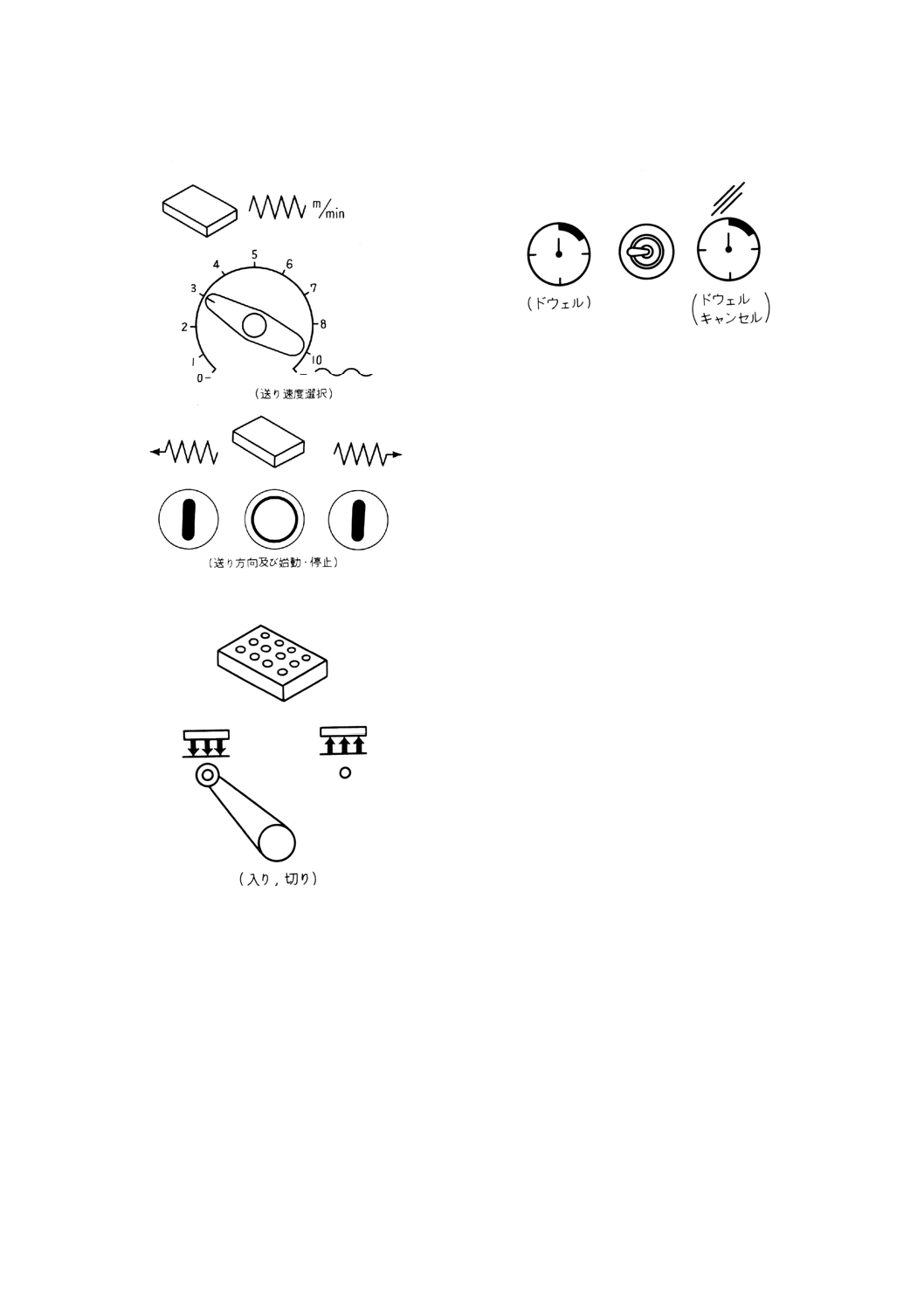
5. テーブル送り
7. ドウェルキャンセル
6. 吸着テーブル
20
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
21
B 6571 1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 6571 原案作成委員会 構成表
氏名
所属
(委員長)
福 井 尚
東京農業大学農学部
(委員)
喜 田 勝治郎
通商産業省機械情報産業局
桐 山 和 臣
工業技術院標準部
木 下 敍 幸
農林水産省林野庁森林総合研究所
梅 津 二 郎
職業訓練大学校建築科
黒 木 勝 也
財団法人日本規格協会技術・検査部
新 井 茂 雄
マルゼン家具工業株式会社
宮 本 栄 一
有限会社矢木工作所
佐 藤 久
社団法人全国家具工業連合会
磯 谷 育 男
富士木工株式会社
谷 野 八 郎
庄田鉄工株式会社
菊 川 博 史
株式会社菊川鉄工所
寺 尾 忠 雄
北川工業株式会社
鈴 木 伸 吉
株式会社平安コーポレーション
村 上 勝
社団法人全国木工機械工業会
(事務局)
雨 宮 礼 一
社団法人全国木工機械工業会
佐久間 章 雄
社団法人全国木工機械工業会
文責 福 井 尚