2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6547-1991
ローラ乾燥機−試験及び検査方法
Roller dryer−Test and inspection methods
1. 適用範囲 この規格は,ロールの長さ(1)2 750mm以上4 850mm以下,段数2以上,加熱セクション(2)3
以上の単板用ローラ乾燥機の,構造,呼び寸法,機能試験,運転試験,精度検査及び工作精度検査方法に
ついて規定する。
注(1) 加熱セクションのロールの長さをいう。
(2) 加熱セクションの長さは,原則として1 600〜2 600mmとする。
備考1. この規格の引用規格を,次に示す。
JIS B 6521 木材加工機械の騒音測定方法
2. この規格の中で{ }を付けて示してある単位は,従来単位によるものであって,参考とし
て併記したものである。
2. 構造 ローラ乾燥機の各部分は,熱による変形を考慮したうえで,それぞれ十分な剛性をもち,工作
精度に悪影響を及ぼさないものでなければならない。
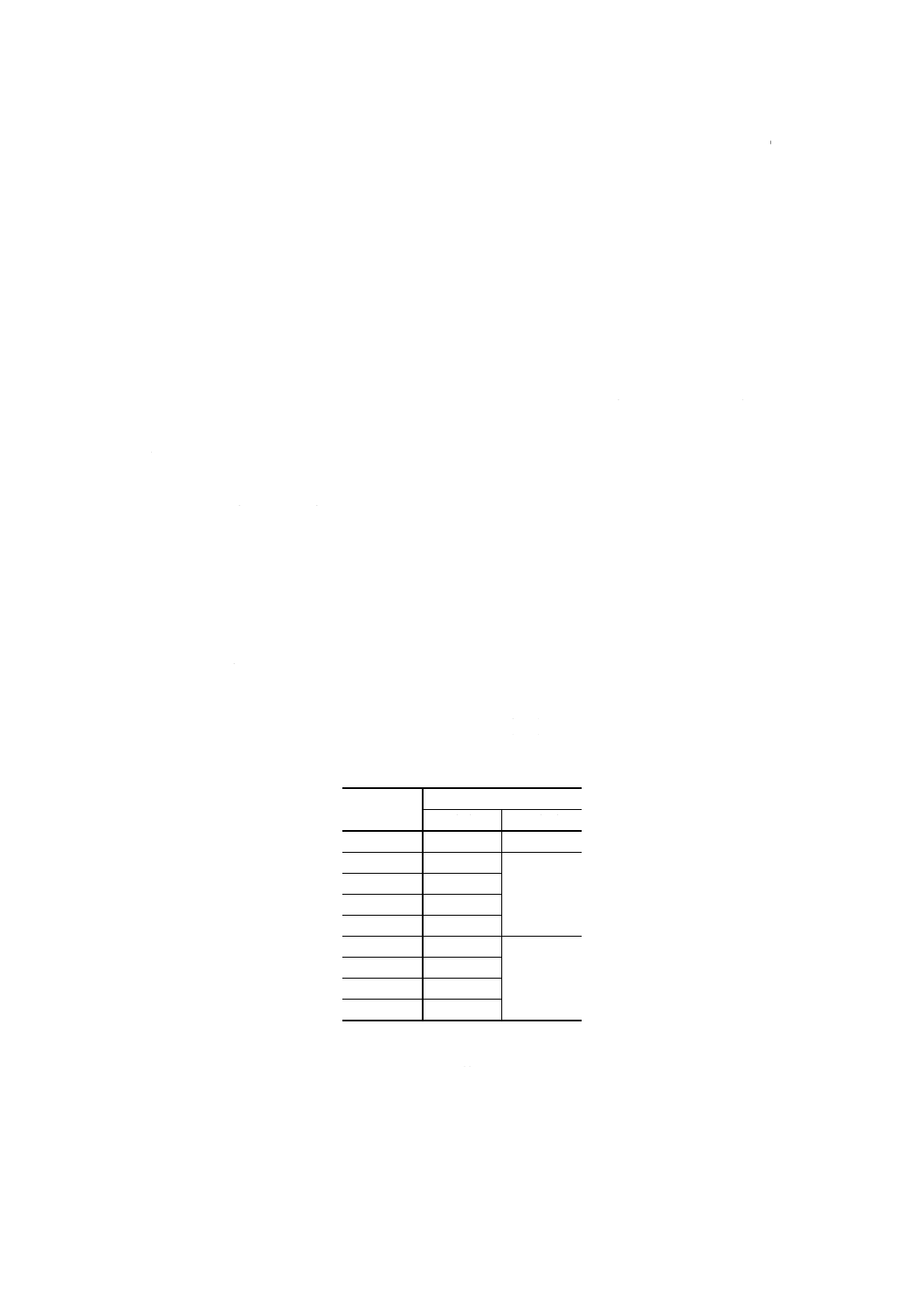
3. 呼び寸法 ローラ乾燥機の呼び寸法は,ロールの長さ (mm) で表し,表1による。
表1 呼び寸法
単位mm
呼び寸法
ロールの長さ
寸法
許容差
2 750
2 750
±10
3 050
3 050
±20
3 350
3 350
3 650
3 650
3 950
3 950
4 250
4 250
±30
4 550
4 550
4 750
4 750
4 850
4 850
備考 ローラ乾燥機の呼び方は,名
称,呼び寸法,段数及び加熱
セクション数による。
例 ローラ乾燥機4 550×4×9
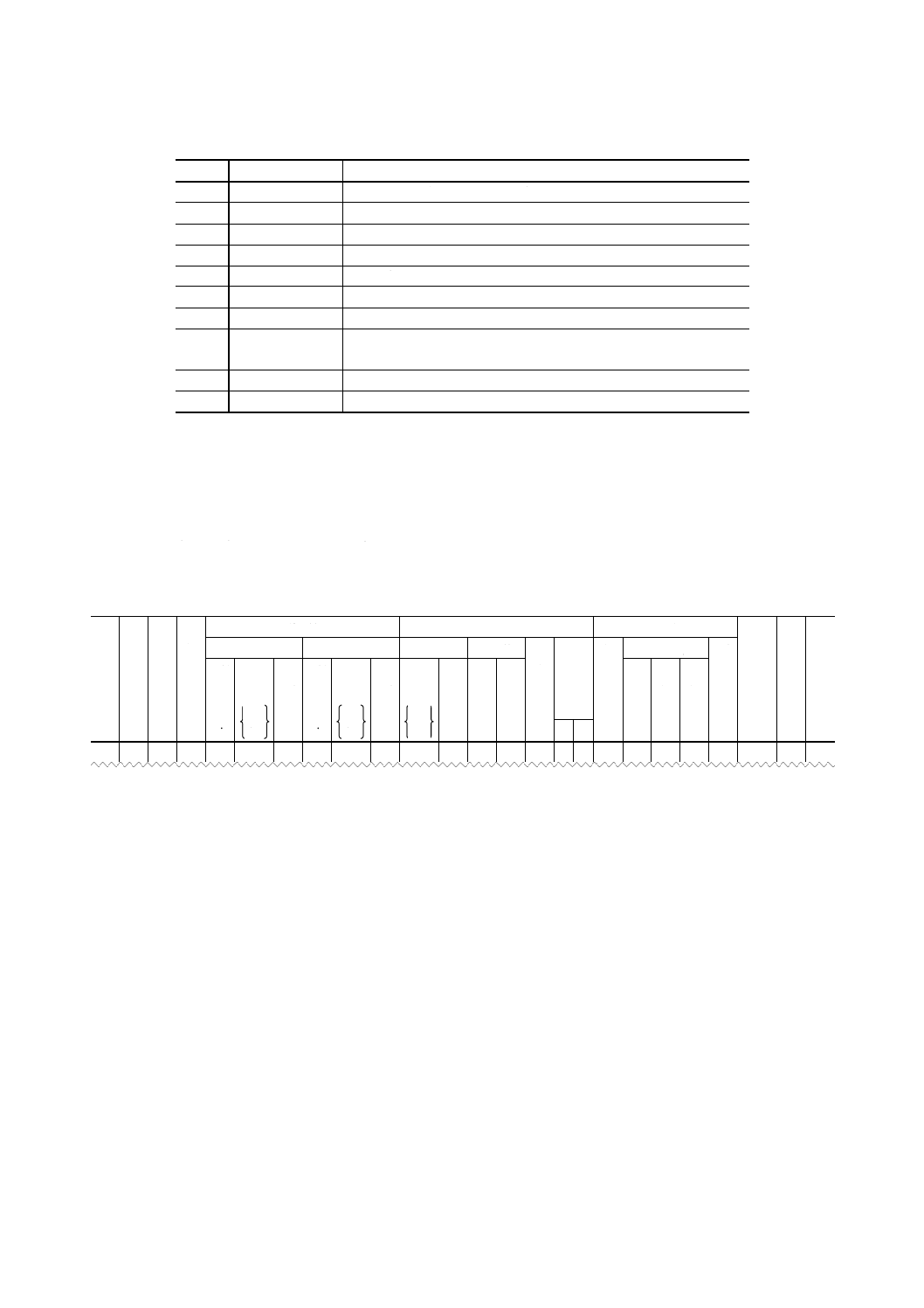
4. 機能試験方法 ローラ乾燥機の機能試験は,表2による。
2
B 6547-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 機能試験
番号
試験項目
試験方法
1
電気装置
運転試験の前後に,各1回絶縁状態を試験する。
2
送り装置
機能の確実さ,円滑さ及び表示の正確さとを試験する。
3
工作物の送り
機能の確実さ及び円滑さを試験する。
4
送風装置
機能の円滑さを試験する。
5
加熱装置
バルブ,トラップなどの機能の確実さを試験する。
6
保温装置
機能の確実さ及び熱風漏れを試験する。
7
吸気−排気装置 機能の円滑さを試験する。
8
安全装置
作業者に対する安全機能と機械防護機能の確実さとを試験す
る。
9
潤滑装置
機能の円滑さと確実さとを試験する。
10
附属装置
機能の確実さを試験する。
備考 その機能をもたないローラ乾燥機では,表2中のこれに該当する試験項目を省略す
る。
5. 運転試験方法 機内が使用温度(3)に達した後,使用送り速度(3)で所要電力及び騒音を測定し,表3記
録様式1に規定する各項について記録するとともに,異常振動を感触によって観察する。
なお,騒音の測定は,JIS B 6521による。
注(3) 使用温度及び使用送り速度は,受渡当事者間の協議によって決定する。
表3 記録様式1
番号 測定
時刻
使用
温度
使用
送り
速度
送風機
加熱装置
所要電力
騒音
A特性
室温
記事
加熱
冷却
蒸気
その他 排気
孔開
度
加熱セ
クショ
ン温度
(4)℃
電圧
電流A
入力
風量
m3/
min
風圧
Pa
mm
Aq
軸受
温度
℃
風量
m3/
min
風圧
Pa
mm
Aq
軸受
温度
℃
圧力
Mpa
kgf/
cm2
使用
量
kg/
h
燃料
名
使用
量
搬送
装置
加熱
送風
機
冷却
送風
機
時分 ℃ m/s
左 右 V
kW
dB
℃
注(4) 加熱セクション温度の測定位置は,ロールの端面から約300mm内側とする。
備考 騒音測定条件については,記事欄に記録する。
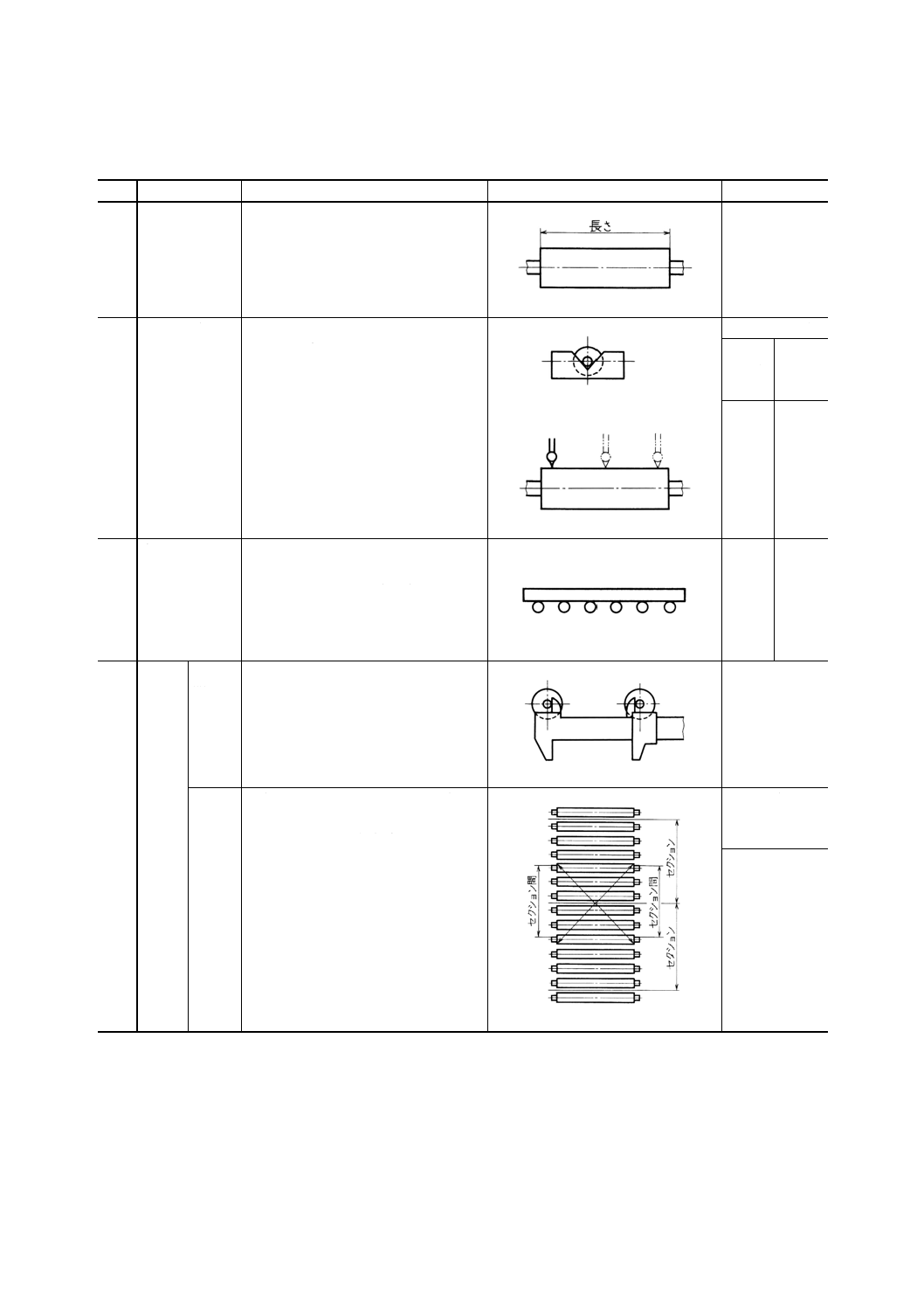
6. 精度検査方法 ローラ乾燥機の精度検査は,表4による。
3
B 6547-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 精度検査
単位mm
番号
検査項目
測定方法
測定方法図
許容値
1
ロールの長さ
の相互差
各ロールに鋼製巻尺を平行に当てて,
ロールの長さを測定し,読みの最大差
を測定値とする。
3
2
ロールの振れ
両端を図のように支持したロールにテ
ストインジケータを当てて,ロールを
手動回転させ,回転中のテストインジ
ケータの読みの最大差を測定値とす
る。
この場合,少なくともロールの中央及
び両端の3か所で測定する。
ロールの長さ
3 350
以下
3 350
を越え
るもの
1.0
1.5
3
各段の下ロー
ルの平面度
任意の6本以上の下ロール上に直定規
を送り方向に当てて,ロールと直定規
とのすきまをすきまゲージによって測
定する。この測定は,各下ロールの両
端付近で行い,その最大値を測定値と
する。
1.5
2.0
4
ロール
軸の平
行度
ロール
間
隣接するロール軸両端の間隔をノギス
で測定し,読みの差の最大値を測定値
とする(5)。
1
セクシ
ョン間
任意のセクションの中央付近と隣りの
セクションの中央付近のロール軸の間
隔及び対角長さを鋼製巻尺で測定し,
それぞれの読みの差を測定値とする
(5)。
ロール軸の間
隔について
3
対角長さにつ
いて
5
注(5) この測定は,ロール軸を送り方向に寄せて行う。
備考 最大差とは,指定された測定方法によって得た最大値と最小値との差をいう。
4
B 6547-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
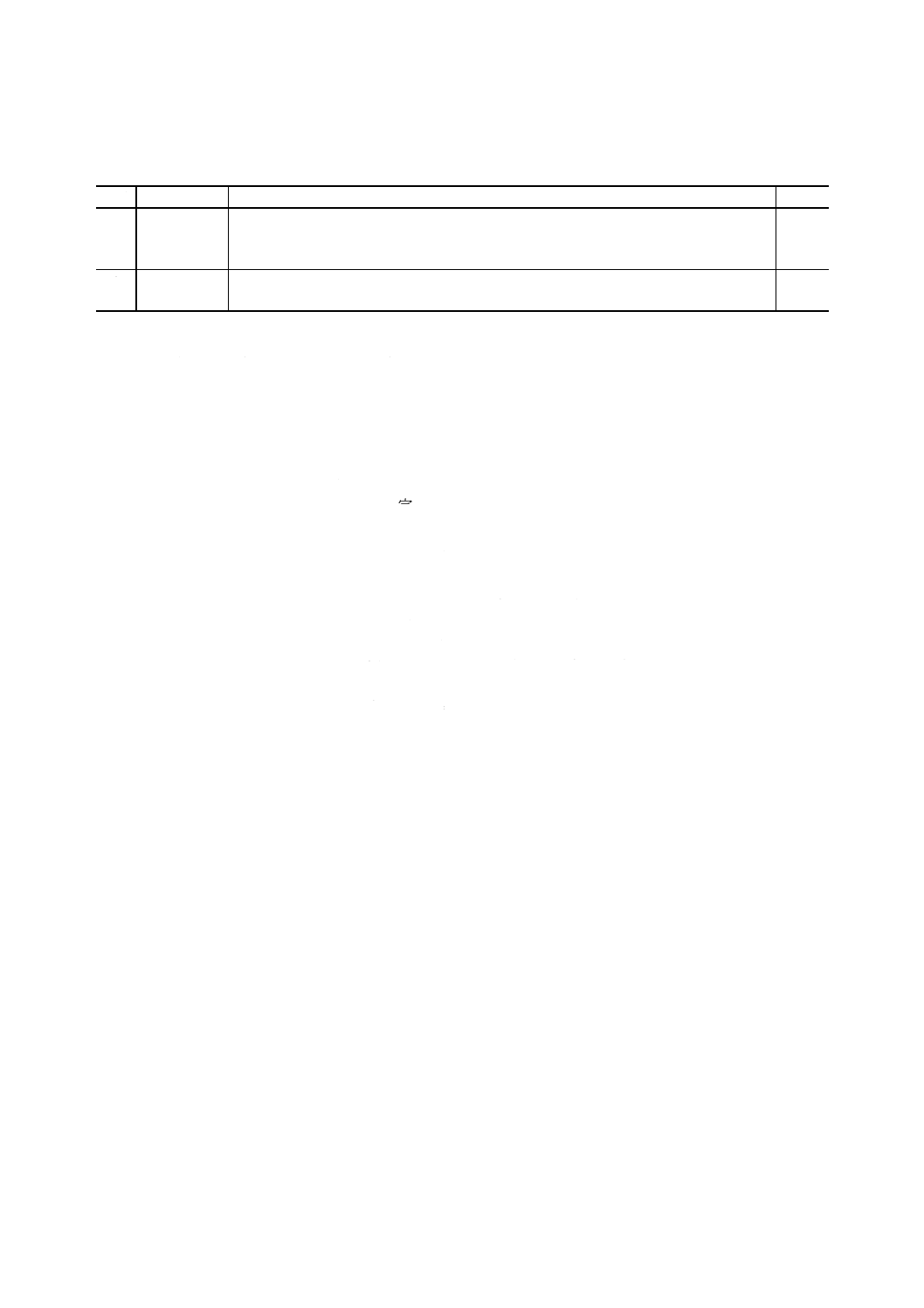
7. 工作精度検査方法 ローラ乾燥機の工作精度検査は,表5による。
表5 工作精度検査
番号
検査項目
測定方法
許容値
1
仕上がり含
水率のばら
つき
単板(6)を各段(7)の中央及び両端の各位置に置いてそれぞれ10枚以上乾燥し,2時間放
置後に単板の対角線上の中央及び両端の3点の含水率を測定し,その総平均値に対す
る各位置ごとの平均値の最大と最小との差の比で表す。
0.25
2
割れ
品質中位の単板(6)を各段(7)10枚以上乾燥し,乾燥前と乾燥後の割れの総長さの比で表
す。
1.5
注(6) 試験単板は,同一樹種で類似条件の約1×2mの表板とし,割れの検査では補強しないものとする。
(7) 3段以上のローラ乾燥機では,上下段及び中央部の1段とする。
備考 試験単板は,正常な稼動状態において挿入する。
改正原案作成委員会構成委員名簿(順不同,敬称略)
氏名
所属
(委員長)
林 大九郎
東京農業大学農学部
田 辺 俊 彦
通商産業省機械情報産業局
山 崎 宗 重
工業技術院標準部
木 下 敍 幸
林野庁農林業試験場
高 橋 久
日本合板組合連合会
望 月 善 治
野田合板株式会社資材部
佐 藤 孟 志
西北ベニヤ工業株式会社
桜 井 昭
開成産業株式会社
谷 尻 正 三
株式会社中国機械製作所
大 友 静 正
株式会社ウロコ製作所
竹 田 正 義
株式会社太平製作所合板産業機械事業部
正 木 康 雄
南機械株式会社
村 上 勝
社団法人全国木工機械工業会
(事務局)
佐久間 章 雄
社団法人全国木工機械工業会