2
B 6521 - 1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
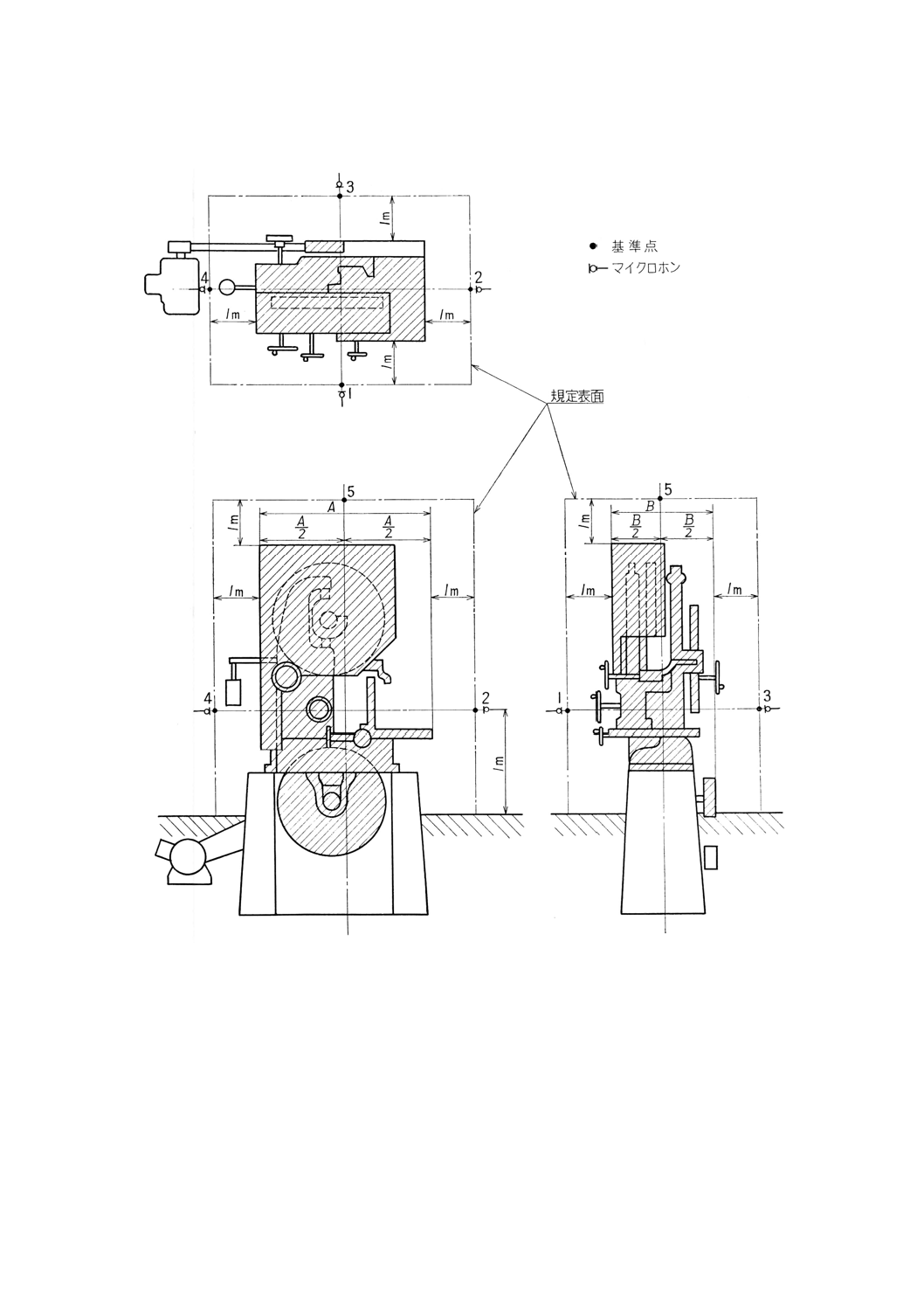
図1 テーブル帯のこ盤
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6521 - 1978
木材加工機械の騒音測定方法
Methods of Measurement for Noise
Emitted by Wood Working Machinery
1. 適用範囲 この規格は,木材加工機械の騒音レベルを測定する方法について規定する。
引用規格:
JIS C 1502 普通騒音計
関連規格 JIS B 6501 木材加工機械の試験方法通則
JIS Z 8731 騒音レベル測定方法
2. 測定方法 測定方法は,次による。
(1) JIS C 1502(普通騒音計)に規定する普通騒音計又はこれと同等以上の総合機能をもつ測定器を用い
る。
(2) 周波数補正回路はA特性を使用し,単位はdB (A) とする。
(3) 騒音計のマイクロホンは,規定表面(1)に垂直に向ける。
注(1) 3.1に定める機械を囲む仮想的な面。測定点はこの面上に選ぶ。
(4) 動特性は原則として遅い動特性 (SLOW) を使用する。
備考 マイクロホンに対する風は,測定に誤差を与えるので特に注意すること。
3. 測定条件
3.1
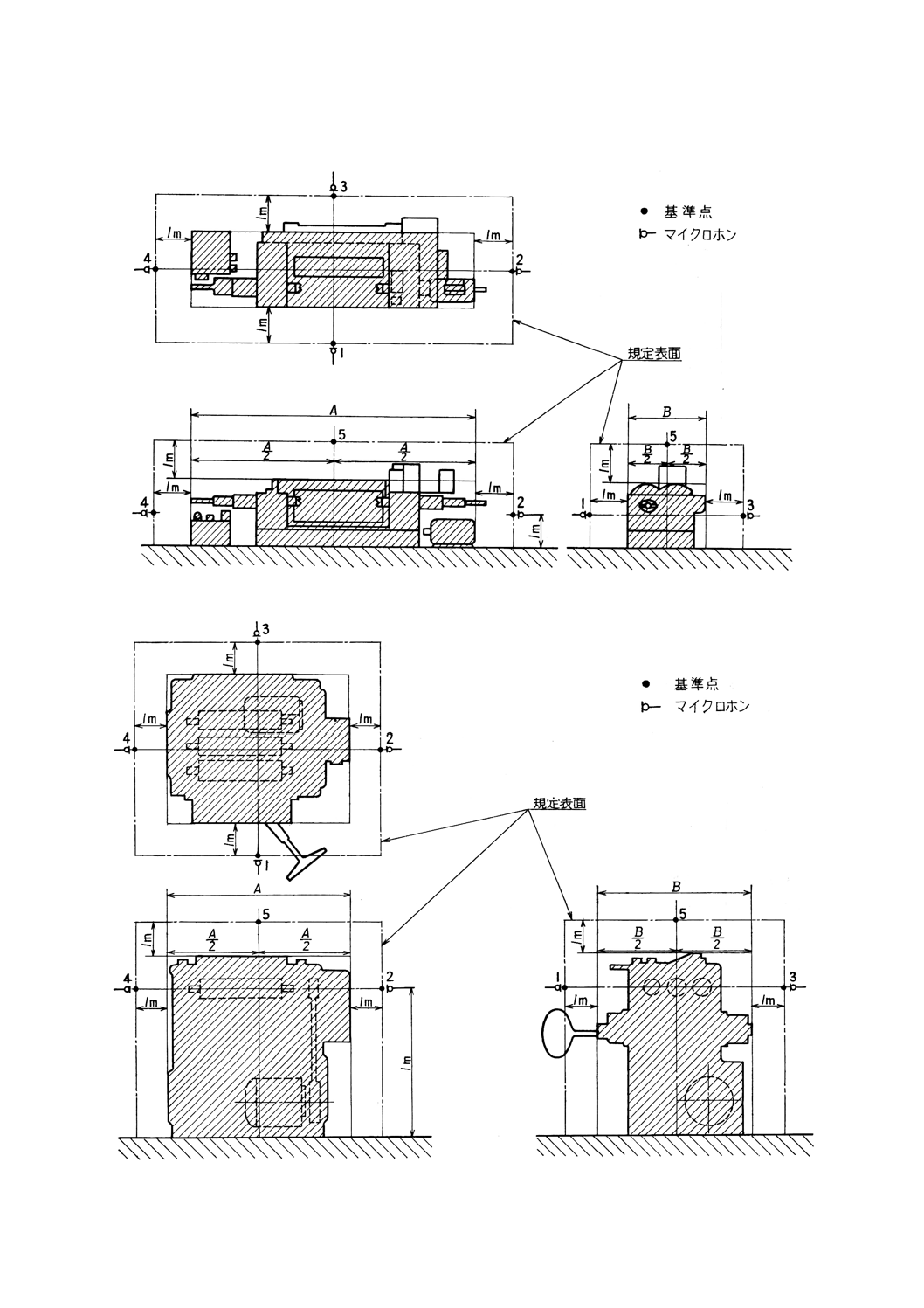
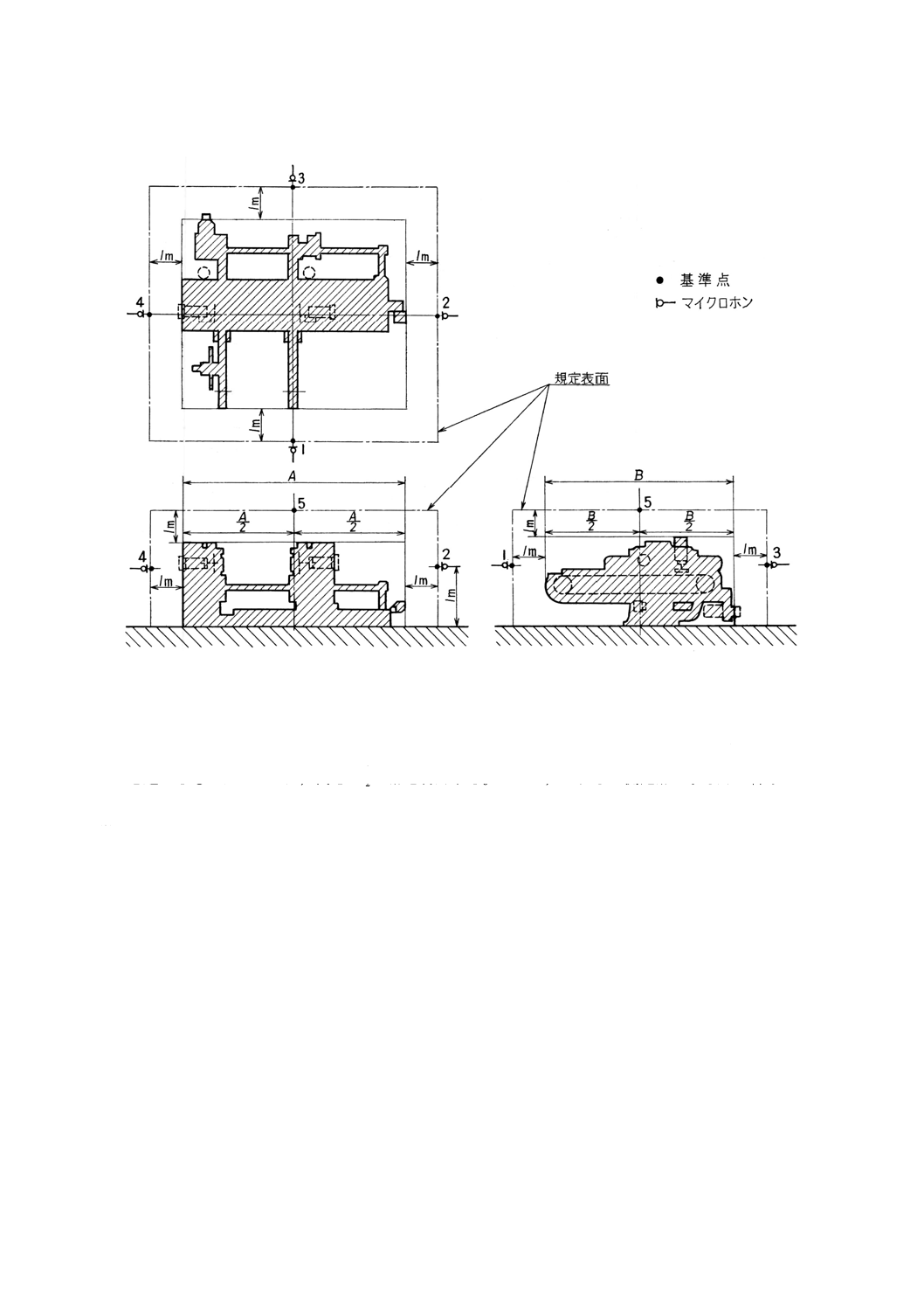
規定表面 規定表面は,機械本体表面(2)から1mの位置に設定する。図1〜4に代表例を示す。
注(2) 機械の騒音レベルに対してそれほど影響を与えるとは思われない機械表面の個々の突起物を無
視して,機械本体表面の形を簡単化して考える。
2
B 6521 - 1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 テーブル帯のこ盤
3
B 6521 - 1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 ベニヤレース
図3 自動−面かんな盤
4
B 6521 - 1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 ダブルサイザ
3.2
測定点の位置 及び 数
3.2.1
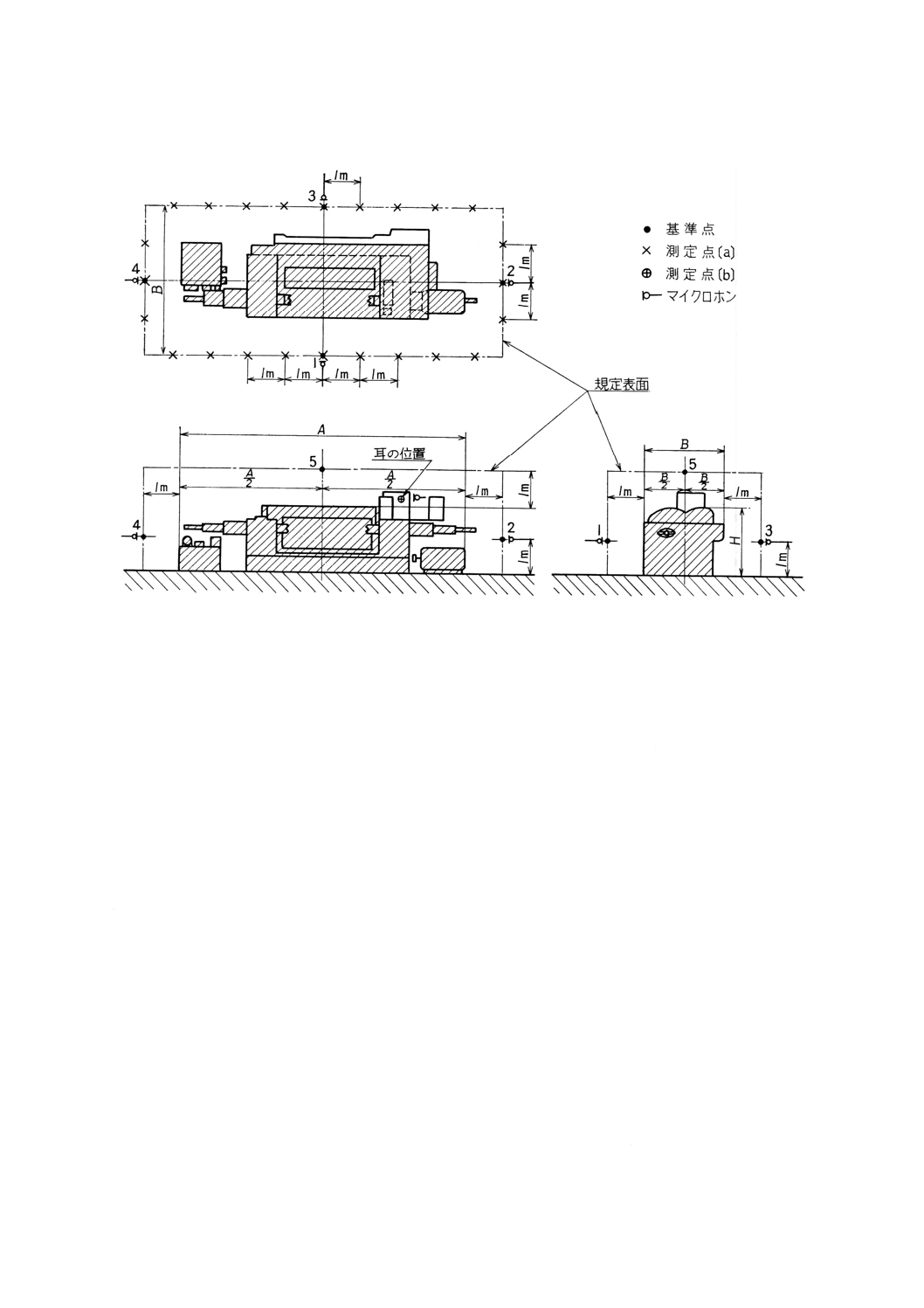
測定点の位置 測定点の位置は,次の(1)による〔a〕点及び(2)による〔b〕点とする。
(1) 測定点〔a〕は,規定表面上で図1〜4に例示した4個の基準点(基準点5を除く)を基準に1m間隔
に選び,その位置は図5に例示する。基準点の床上高さは1mとし,床面からの機械本体の高さが4m
を超えるものについては,高さの21の点を付加する。ただし,これらの測定点のうち加工材などのた
め,その位置が得られないものについては,規定表面上その高さでずらしてもよい。
(2) 測定点〔b〕は,作業者の標準位置で耳の高さ(原則として床上1.5m)とする。その位置は図5に例
示する。
3.2.2
測定点の数 測定点〔a〕の数は,機械の大きさ,対称性などによって異なるが,少なくとも基準
点1〜4の4点では測定する。測定点〔b〕の数は,当該機械における作業者の数とする。
5
B 6521 - 1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 測定点〔a〕及び〔b〕の位置の例
4. 測定場所
4.1
測定は,床 及び 地面以外は,原則としてできるだけ反射のない平たんな場所 若しくは 無響室又
は次の条件を満足する試験場所で行う。
試験場所の条件 壁や他の物体の表面から規定表面までの距離が2m以上ある場所であること。この
場合は,試験場所の状態(室内寸法,機械の寸法,位置 及び すえ付,その他の物
体の配置状態など)を図示する。
4.2
測定場所は,測定周波数範囲内で測定値と暗騒音との差が10dB(3)以上なければならない。
注(3) やむを得ずレベル差が6〜9dBのときは,暗騒音の補正を行う。補正値は−1dBとする。
5. 運転条件
5.1
機械は正常な整備を行って運転する。
5.2
補助装置は正規に装備した状態で試験し,その状態は各機種についてそれぞれ別に定める。
5.3
試験は無負荷運転試験 及び 負荷運転試験とし,その条件は各機種についてそれぞれ別に定める。
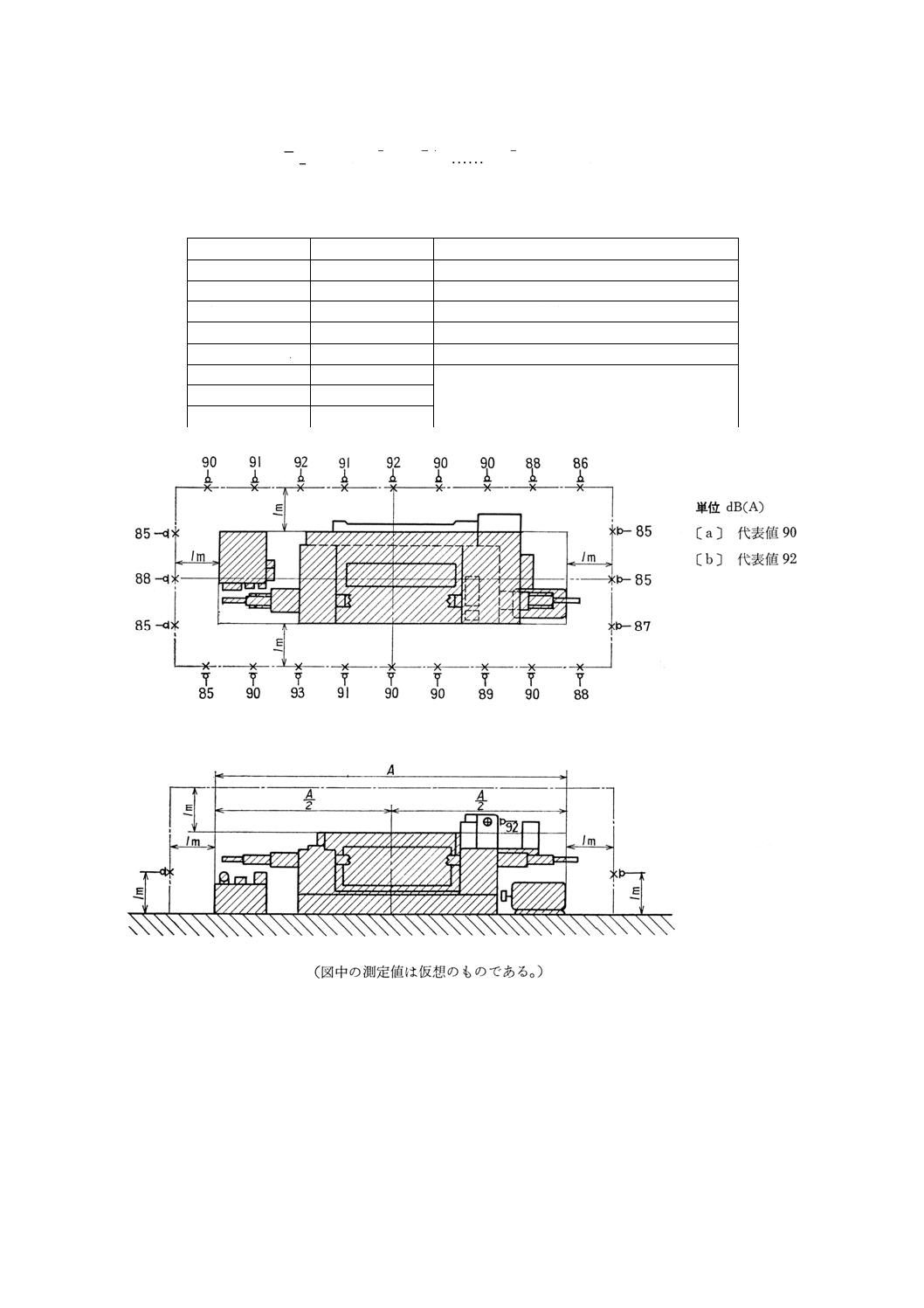
6. 測定結果の表示 測定結果は,3.2.1の(1)の場合は,図6に示すように測定値を測定位置とともに表示
し,測定値のエネルギー平均値(4)を代表値とする。ただし,測定値相互の差が5dB以内の場合は,算術平
均値でもよい。3.2.1の(2)の場合は,測定値のうちの最高のものを代表値とする。
また,機械の名称,形式,番号,製造業者名,測定日時,測定場所,運転条件,測定器名称,測定者な
どを付記する。
注(4) エネルギー平均値とは,騒音レベル測定値をL1,L2……Ln〔dB (A)〕とするとき
6
B 6521 - 1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
n
L
n
L
L
L
10
10
10
10
10
log
10
)
10
10
10
(
log
10
2
1
−
+
+
+
=
〔dB (A)〕
で表される騒音レベルをいう。nは測定点の数とする。
図6 測定結果の表示の一例
機 械 名 称
運転条件(回転数,送り速度など)
機械形式番号
測定器
製 造 業 者
測定者
製 造 年 月
測定日・時・気象条件
設 置 状 況
測定場所
工 具
測定方法
供 試 材
補 助 装 置
7
B 6521 - 1978
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工作機械部会 木工機械専門委員会 構成表
氏名
所属
(委員会長)
林 大九郎
東京農業大学
杉 原 彦 一
京都大学農学部
福 井 尚
名古屋大学農学部
野 原 石 松
労働省労働基準局安全衛生部
野 田 茂
職業訓練大学校
鈴 木 寧
農林省林業試験場
若曾根 和 之
工業技術院標準部
鈴 木 直 道
通商産業省械械情報産業局
岡 本 純 三
工業技術院機械技術研究所
谷 尻 正 三
株式会社中国機械製作所
長 尾 英 雄
株式会社筒井工業製作所
上 杉 正
株式会社ウロコ製作所
福 田 良 平
株式会社菊川鉄工所
佐 塚 省 吾
鈴木帯鋸機械製造株式会社
内 藤 義 雄
株式会社太平製作所
谷 野 八 郎
庄田鉄工株式会社
児 玉 実
木材加工技術コンサルタント
佐 藤 正 徳
株式会社佐藤製材所
広 瀬 清
野田合板株式会社
池 谷 一 好
日本楽器製造株式会社
河 野 勝 彦
社団法人全国家具工業連合会
村 上 勝
社団法人全国木工機械工業会
(事務局)
渡 辺 武 夫
工業技術院標準部機械規格課
津 金 秀 幸
工業技術院標準部機械規格課