2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6520-1994
仕上かんな盤−試験及び検査方法
Machines planing−Test and inspection methods
1. 適用範囲 この規格は,ベルト式の送材装置をもつ有効切削幅120 mm以上600 mm以下,最大加工
厚さ240 mm以下の仕上かんな盤(以下,かんな盤という。)の試験方法並びに静的精度及び工作精度検査
方法について規定する。
備考1. 仕上かんな盤とは,次に示すものの総称である。
(1) 一面仕上かんな盤 テーブルに固定されたかんな刃又はかんな台,及び送材装置からなり,
工作物を自動送りし,工作物の一面を仕上げ削りするかんな盤。
(2) 二面仕上かんな盤 上下又は左右のテーブルに固定されたかんな刃又はかんな台,及び送材
装置からなり,工作物を自動送りし,工作物の上面・下面又は左面・右面を仕上げ削りする
かんな盤。
(3) 直角二面仕上かんな盤 水平・垂直のテーブルに固定されたかんな刃又はかんな台,及び送
材装置からなり,工作物を自動送りし,隣接する二面を直角に仕上げ削りするかんな盤。
2. この規格の引用規格を,次に示す。
JIS B 6507 木材加工機械の安全通則
JIS B 6521 木材加工機械の騒音測定方法
JIS B 7502 外側マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7510 精密水準器
JIS B 7524 すきまゲージ
3. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,
参考として併記したものである。
2. 機能試験方法 かんな盤の機能試験は,表1による。
2
B 6520-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 機能試験
番号
試験項目
試験方法
1
電気装置
運転試験の前後に,各1回絶縁状態を試験する。
2
送材装置の始動,停止
及び運転操作
適当な一つの送り速度で正転及び逆転について,始動及び停止
(制動を含む。)を繰り返し10回行い,作動の円滑さ及び確実さ
を試験する。
3
送り速度の変換操作
表示のすべての送り速度(1)について速度を変換し,操作装置の作
動の円滑さ及び指示の確実さを試験する。
4
手送りの操作
手送りハンドルによって,動きの全長にわたって作動の円滑さ及
び均一さを試験する。
また,微動手送りハンドルを数回回転し,作動の円滑さ及び均一
さを試験する。
5
送材装置の昇降及び自
動停止の操作
送材装置を昇降させ,動きの全長にわたって作動の円滑さ及び均
一さを試験する。
また,動きの両端において,自動停止装置の作動の円滑さ及び確
実さを試験する。
6
テーブルの昇降及び自
動停止の操作
テーブルを昇降させ,動きの全長にわたって作動の円滑さ及び均
一さを試験する。
また,動きの両端において,自動停止装置の作動の円滑さ及び確
実さを試験する。
7
クッション装置の作動
クッション機構の作動の円滑さ及び確実さを試験する。
8
工作物自動逆転の操作
工作物を送材装置の最低及び最高送り速度で移動し,自動逆転位
置の設定及び作動について,それぞれの円滑さ及び確実さを試験
する。
9
バイアス角の変換操作
バイアス角を変換し,操作装置の作動の円滑さ及び指示の確実さ
を試験する。
10
回転テーブルの反転操
作
回転テーブルを任意の位置で反転するよう設定して反転させ,作
動の円滑さ及び指示の確実さを試験する。
11
可動部分の作動操作
動きの全範囲に対して,その作動の円滑さ及び確実さを試験す
る。
12
かんな台の取付け及び
取外し
かんな台の取付け,取外しの円滑さ及び確実さを試験する。
13
かんな刃の取付け及び
取外し
かんな刃の取付け,取外しの円滑さ及び確実さを試験する。
14
送材ベルトの取付け及
び取外し
送材ベルトの取付け,取外し操作の円滑さ及び確実さを試験す
る。
15
安全装置
作業者に対する安全機能及び機械防護機能の確実さを試験する
(JIS B 6507参照)。
16
潤滑装置
油密,油量の適正な配分など,機能の確実さを試験する。
17
油圧装置
油密,圧力調整など,機能の確実さを試験する。
18
空気圧装置
気密,圧力調整など,機能の確実さを試験する。
19
附属装置
機能の確実さを試験する。
注(1) 無段変速の場合は,最低,中間及び最高の三つの送り速度について行う。
備考 その機能をもたないかんな盤では,表1中のこれに該当する試験項目を省略する。
3
B 6520-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 運転試験方法
3.1
無負荷運転試験 送材装置を始動させ,30〜60分間運転を継続して駆動及び従動ロールの軸受温度
が安定した後,所要電力及び騒音を測定し,表2の記録様式1に規定する各項について記録するとともに,
異常振動がないことを感触によって観察する。
なお,騒音の測定は,JIS B 6521による。
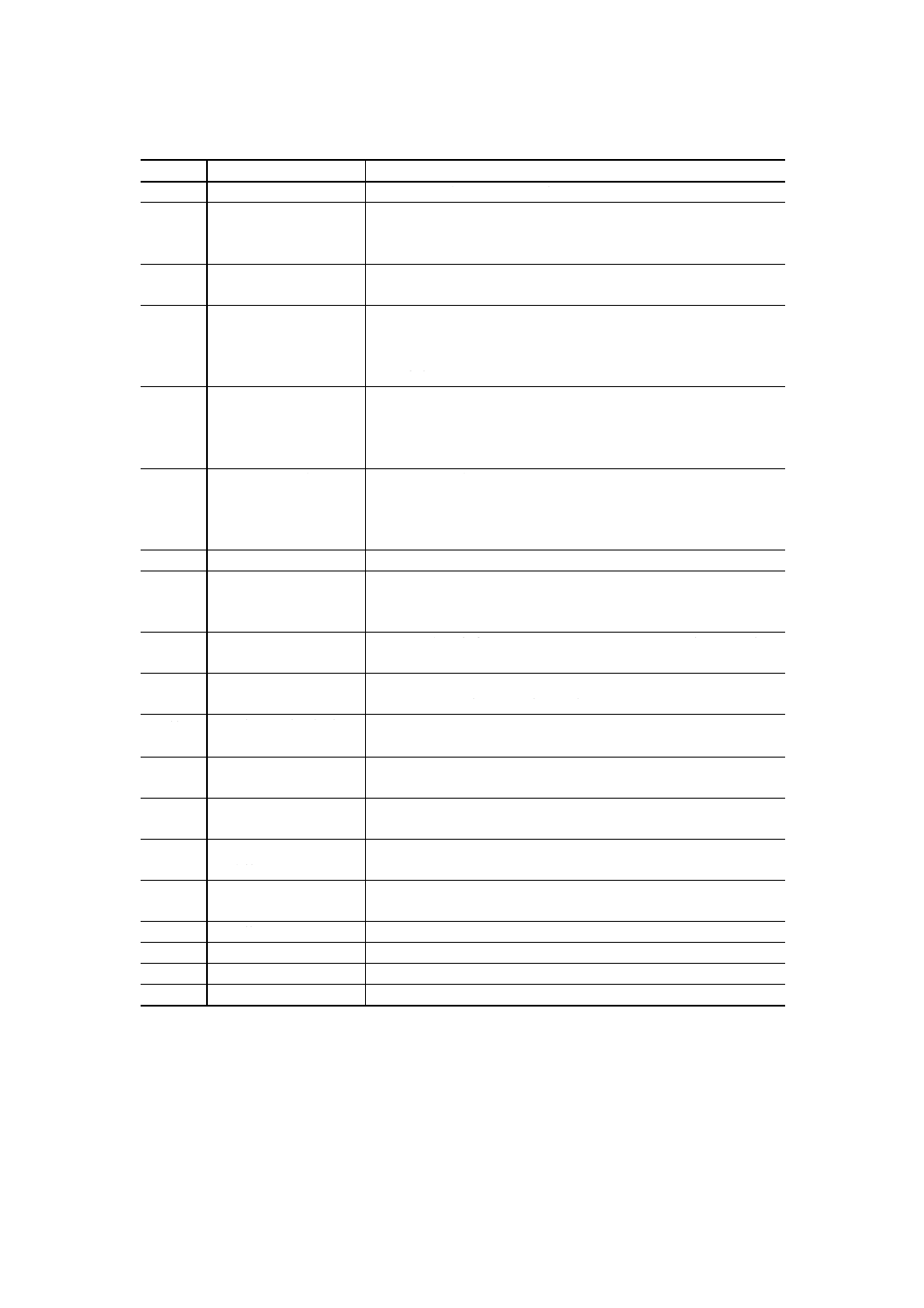
表2 記録様式1
備考1. 送材装置の送り速度の変速装置があるものは,最大送り速度を
含む少なくとも2条件の送り速度について記録する。
2. 騒音測定条件については,記事欄に記録する。
3. 送材装置が二つ以上ある場合には,すべての送材装置について
測定を行う。
3.2
負荷運転試験 試験材の切削を行い,所要電力及び騒音を測定し,表3の記録様式2に規定する各
項について記録するとともに,異常振動がないこと及び切削面の状態を感触によって観察する。
所要電力の測定は,送り速度を一定とし,切込み深さを変えるか,又は切込み深さを一定とし,送り速
度を変えて試験を行う。
なお,騒音の測定は,JIS B 6521による。
表3 記録様式2
備考1. 試験材の切削方向及び騒音測定条件については,記事欄に記録する。
2. 刃形は,図示して主要寸法を記入する。
3. 送材装置が二つ以上ある場合は,すべての送材装置について測定を行う。
4. かんな刃の名称は,機種によって変更することができる。
4
B 6520-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
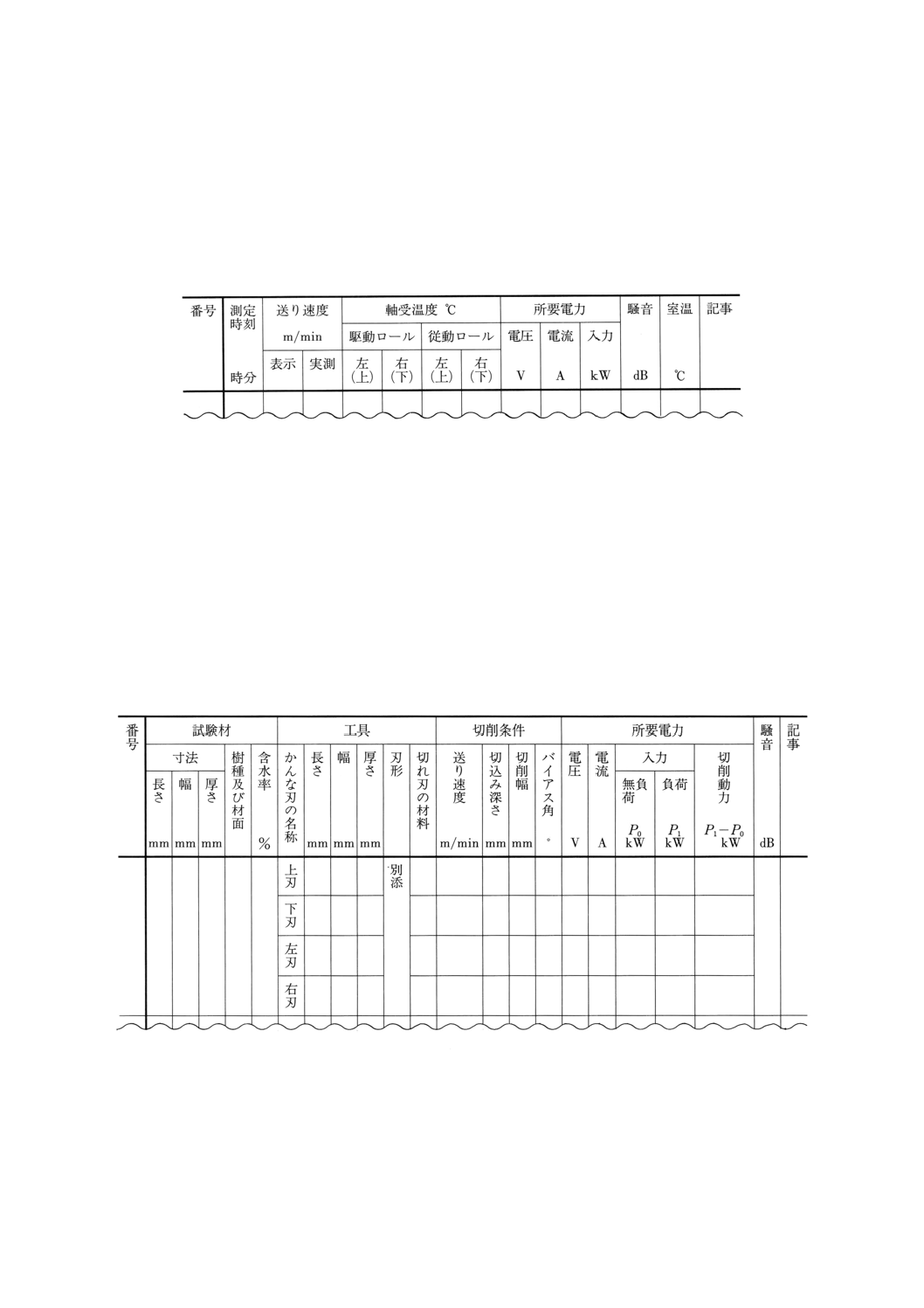
4. 剛性試験方法 かんな盤の剛性試験は,表4による。
表4 剛性試験
番号
試験項目
測定方法
測定方法図
1
かんな台の剛
性
かんな刃と刃口金を取り付けたかんな台を
水平に据え置き,定盤に固定したテストイ
ンジケータをかんな台のかんな刃先端の近
傍及び刃口金の先端に当てて,かんな台に
垂直方向に荷重 (P) を加えて,その変位を
測定する。
この測定は,中央及び左右端の3か所で行
う。
備考1. 同一設計の機械の剛性試験は,代表的な1台について行った試験結果で代表させ,他のものについては省略
してもよい。
2. 荷重 (P) は,製造業者が推奨する大きさとし,その値を記録する。
5. 静的精度検査方法 かんな盤の静的精度検査は,表5による。
5
B 6520-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
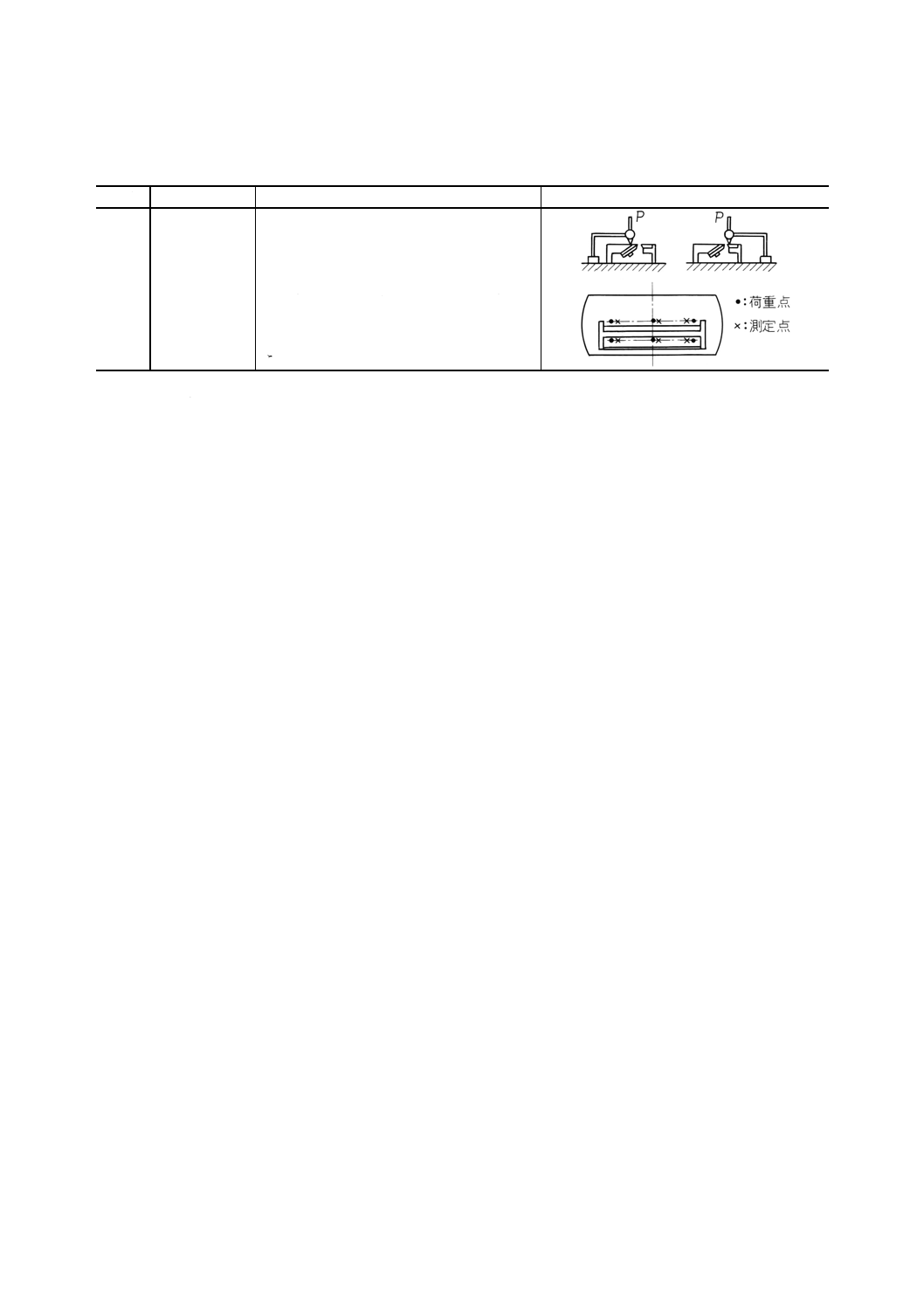
表5 静的精度検査
単位 mm
番号
検査項目
測定方法
測定方法図
許容値
1
テーブル上面の真直
度(2)
テーブル上面の対角線上,縦
方向及び横方向に直定規を
置き,すきまをすきまゲージ
で測定し,その最大値を測定
値とする(3)。
500について
0.1
中低であっ
てはならな
い
2
回転テーブル上面の
真直度
回転テーブル上面の溝と平
行方向2か所及び直角方向の
中央部1か所に直定規を置
き,すきまをすきまゲージで
測定し,その最大値を測定値
とする(3)。
500について
0.05
3
回転テーブ
ルとテーブ
ルの平行度
回転テー
ブル基準
回転テーブル上面にテスト
インジケータを置き,これを
隣接するテーブルの上面に
当てて,回転テーブルを回転
し,回転中におけるテストイ
ンジケータの読みの最大差
を測定値とする。
0.04
テーブル
基準
テーブル上面にテストイン
ジケータを置き(4),これを回
転テーブル上面に当てて,回
転テーブルを回転し,回転中
のテストインジケータの読
み(5)の最大差を測定値とす
る。
0.04
6
B 6520-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
番号
検査項目
測定方法
測定方法図
許容値
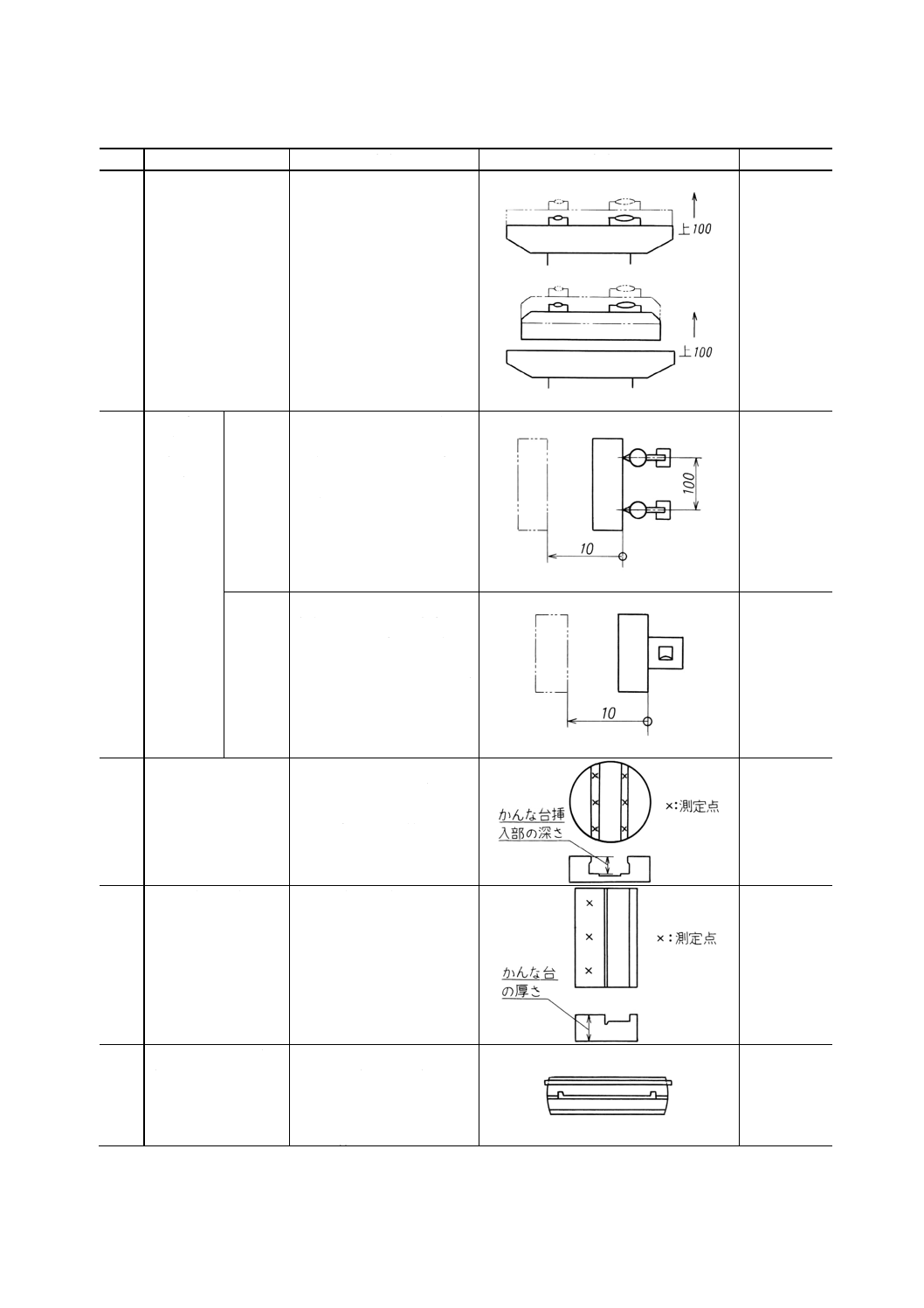
4
テーブル又は送材装
置上下運動の平行度
テーブル又は送材装置に送
材方向と平行及び直角に精
密平形水準器を置き,下降位
置から約100 mm上昇させ,
その間における精密水準器
の読みの最大差を測定値と
する。
0.10/m
5
テーブル又
は送材装置
左右運動の
平行度
前後方向 定置したテストインジケー
タをテーブル又は送材装置
の前後に当てて,テーブル又
は送材装置を,移動範囲の3
か所において10 mmずつ移
動させ,テストインジケータ
の読みの最大差を記録し,そ
の最大値を測定値とする(6)。
0.03
上下方向 テーブル又は送材装置に精
密角形水準器を垂直方向に
当てて,テーブル又は送材装
置を,移動範囲の3か所にお
いて10 mmずつ移動させ,精
密角形水準器の読みの最大
差を測定値とする。
0.15/m
6
かんな台挿入部の深
さ
テーブル又は回転テーブル
上面からかんな台挿入部の
深さをデプスゲージで両側6
か所測定し,その最大差を測
定値とする。
0.04
7
かんな台の厚さ
かんな台の厚さをマイクロ
メータで3か所測定し,その
最大差を測定値とする。
0.04
8
かんな台上面の真直
度
かんな台上面の刃物取付け
溝と平行方向に直定規を置
き,すきまをすきまゲージで
測定し,その最大値を測定値
とする(3)。
500について
0.03
7
B 6520-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
番号
検査項目
測定方法
測定方法図
許容値
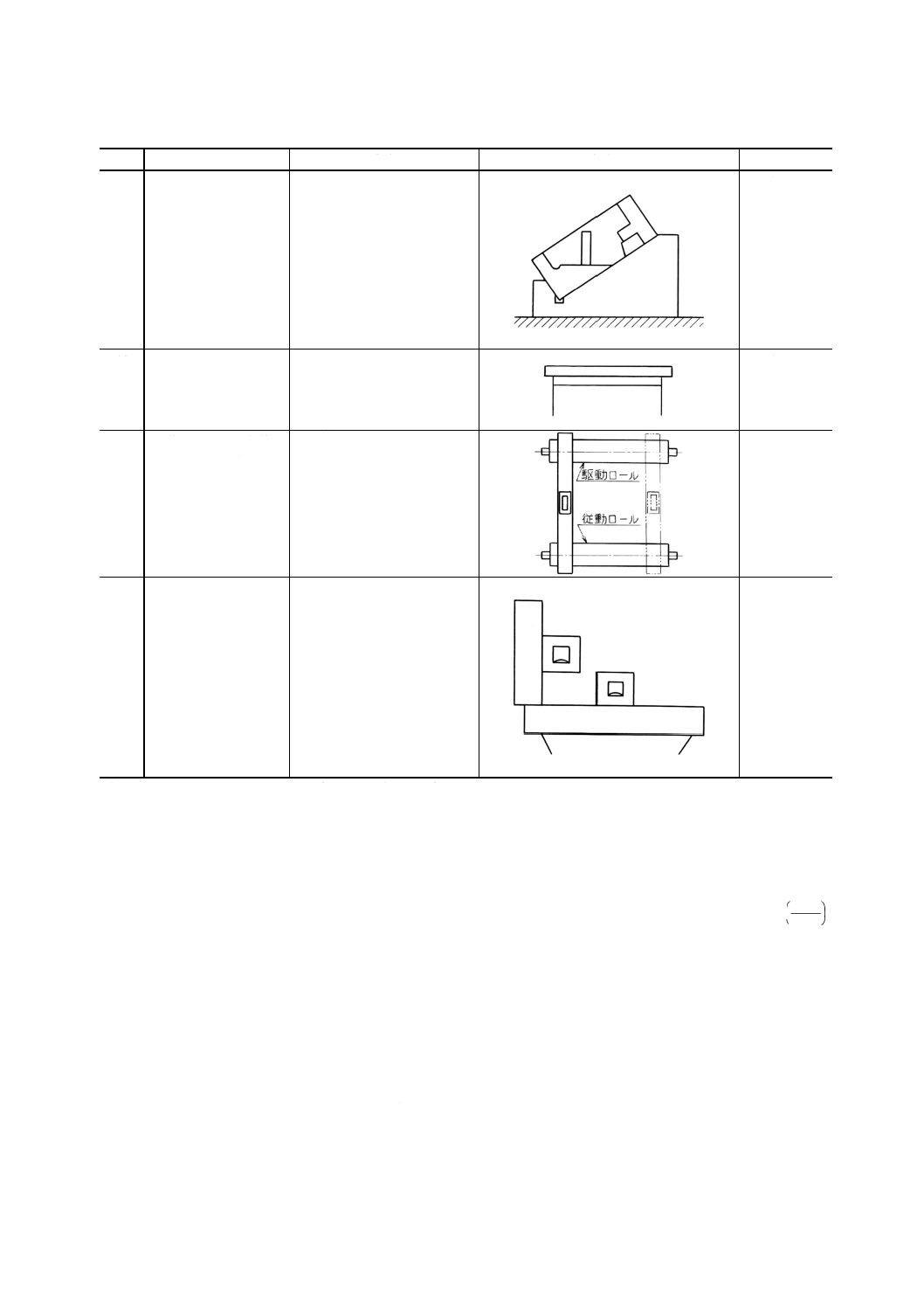
9
かんな刃取付面の真
直度
かんな刃取付面上の長手方
向にテストバー(7)を置き,す
きまをすきまゲージで測定
し,その最大値を測定値とす
る(3)。
500について
0.03(8)
10
刃口の真直度
刃口の上面に直定規を置き,
すきまをすきまゲージで測
定し,その最大値を測定値と
する(3)。
500について
0.03
11
駆動ロールと従動ロ
ールとの平行度
駆動ロールと従動ロールと
にまたがせた直定規の上に
精密水準器を置き,両ロール
の両端における精密平形水
準器の読みの差を測定値と
する。
0.30/m
12
かんな台上面相互の
直角度
相互に直角をなすテーブル
上面にそれぞれ数箇所に精
密角形水準器を当てて,相互
の読みの最大差を測定値と
する。
0.15/m
注(2) この測定は,スライドテーブル及び回転テーブルを取り付けない状態で行う。
(3) 測定距離が基準より小さい場合には,測定の許容値の数値を距離に比例させて換算する。この場合,特に指定
がない限り,換算した許容値の数値が0.005mm未満の場合には,0.005mmとする。
(4) テストインジケータは,有効切削幅の中央に置く。
(5) テストインジケータの読みは,回転テーブルのかんな台挿入部を避けて行う。
(6) テストインジケータは,前後の間隔が100mmになるよう定置する。
(7) テストバーの大きさについては検査に支障がない大きさとし,その真直度の許容値については,0.001+
000
200
L
mmとする。ただし,Lはテストバーの長さを表す。
(8) 中低であることが望ましい。
備考1. その機能をもたないかんな盤では,表5中のこれに該当する検査項目を省略する。
2. すきまゲージは,JIS B 7524による。
3. テストインジケータは,JIS B 7503による。
4. 精密水準器は,JIS B 7510による。
5. マイクロメータは,JIS B 7502による。
6. 工作精度検査方法 かんな盤の工作精度検査は,表6による。
8
B 6520-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6 工作精度検査
単位 mm
番号
検査項目
測定方法
測定方法図
許容値
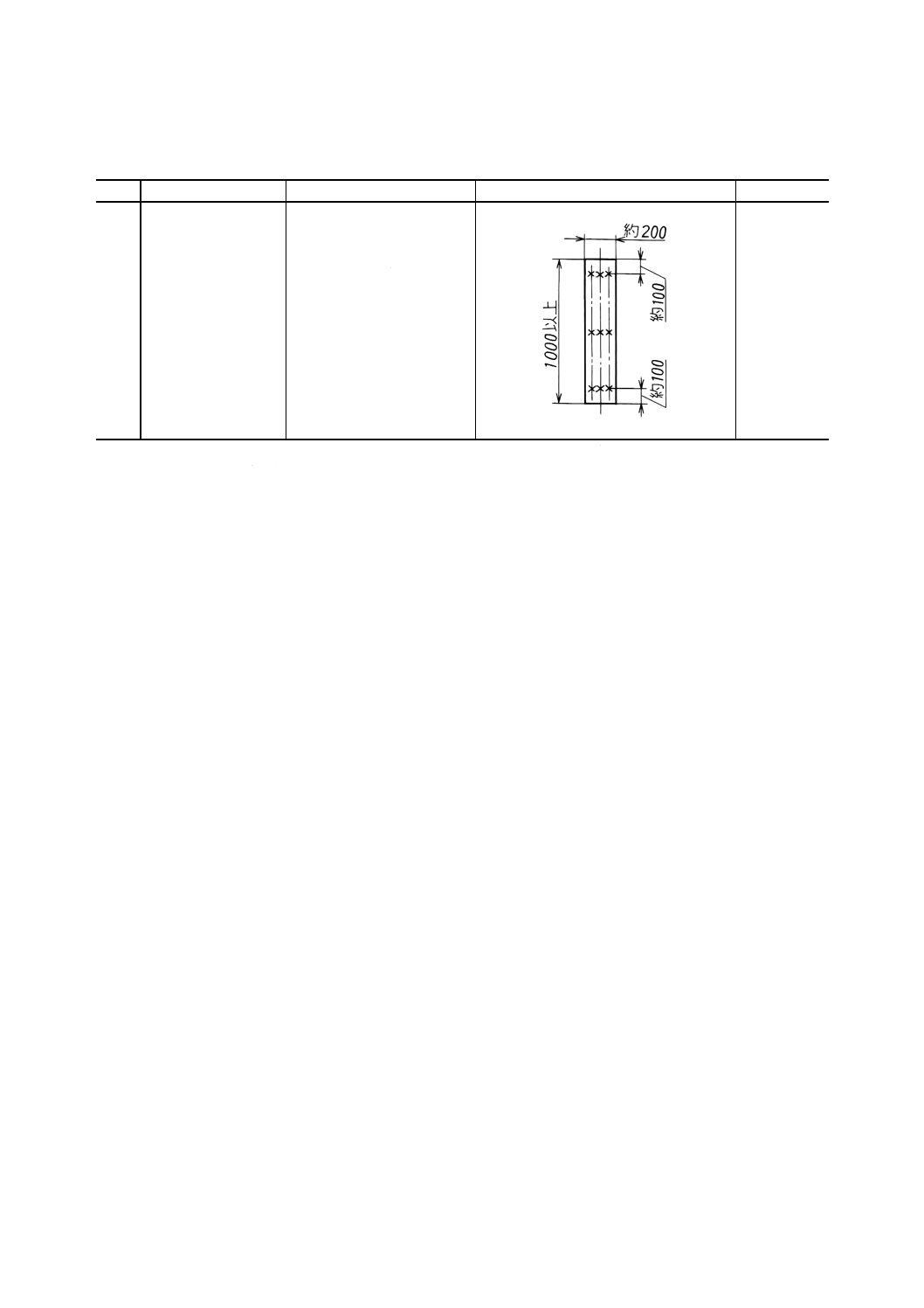
1
切りくずの厚さむら
試験材(9)のひら面を同じ位
置で2度切削した後,それ
ぞれ切りくずの図に示す周
辺9か所の厚さを外側マイ
クロメータで測定し,それ
ぞれの最大差を求め,その
最大値を測定値とする(10)。
0.03
注(9) 試験材は乾燥材とし,その大きさは幅約200mm,長さ1 000mm以上,厚さ10mm以上のフリッチ材とする。
また,切りくず厚さは,0.1mmとする。
(10) 有効切削幅が200mmを超えるかんな盤では,全切削幅にわたるように試験材を左右に移動して測定する。
ただし,有効切削幅が200mm以下のかんな盤では,試験材の幅は当該かんな盤の有効切削幅とする。
備考 試験材は,あらかじめ必要な前加工をする。
また,切りくず厚さの測定に先立って2回以上の予備切削を行う。
9
B 6520-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 6520 制定原案作成委員会 構成表
氏名
所属
(委員長)
福 井 尚
東京農業大学農学部
木 下 敍 幸
農林水産省林野庁森林総合研究所木材利用部
河 野 博 文
通商産業省機械情報産業局産業機械課
桐 山 和 臣
工業技術院標準部機械規格課
黒 木 勝 也
財団法人日本規格協会技術・検査部
中 村 朝之助
株式会社東立
新 井 茂 雄
マルゼン家具工業株式会社
佐 藤 久
社団法人全国家具工業連合会
相 川 敏 正
株式会社相川製作所
高 橋 鑛
アミテック株式会社技術部
盛 口 碩
株式会社日立工機原町設計部
植 田 千 秋
株式会社丸仲鐵工所
村 上 勝
社団法人全国木工機械工業会
(事務局)
雨 宮 礼 一
社団法人全国木工機械工業会
佐久間 章 雄
社団法人全国木工機械工業会