3
B 6508-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 各部の名称
備考 3.3,5.4,5.5,6.6,6.8,6.8.1,6.8.2及び8.2は示していない。
B 6508-2 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づき日本工業標準調査会の審議を経て,通商産業大臣が制定した日本工
業規格である。これによって,JIS B 6508 : 1990は廃止され,JIS B 6508-1〜JIS B 6508-5に置き換えられ
る。
今回は国際規格との整合化に重点を置き,丸のこ盤について対応国際規格のあるものについては,第2
部〜第5部として,技術的内容を変更することなく採用するとともに,第2部及び第4部については,工
作精度検査の規定項目を追加した。また,対応国際規格のないものについては,第1部としてJIS B 6508 :
1990を基に,最近の国内外の実態を踏まえつつ規定した。
丸のこ盤に関する規格は,次の5部によって構成される。
JIS B 6508-1 丸のこ盤−第1部:丸のこ盤の試験及び検査方法
JIS B 6508-2 丸のこ盤−第2部:ラジアル丸のこ盤の名称及び検査方法
JIS B 6508-3 丸のこ盤−第3部:走行丸のこ盤の名称及び検査方法
JIS B 6508-4 丸のこ盤−第4部:テーブル移動丸のこ盤の名称及び検査方法
JIS B 6508-5 丸のこ盤−第5部:ギャングリッパの名称及び検査方法
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任をもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6508-2 : 1999
木材加工機械−丸のこ盤−
第2部:ラジアル丸のこ盤の名称及び検査方法
Woodworking machines−Circular sawing machines−
Part 2 : Nomenclature and acceptance conditions of radial circular saws
序文 この規格は,1987年に第1版として発行されたISO 7957, Woodworking machines−Radial circular saws
−Nomenclature and acceptance conditionsを元に,対応する部分については対応国際規格を翻訳し,技術的
内容を変更することなく作成した日本工業規格であるが,対応国際規格には規定されていない規定項目(工
作精度検査)を日本工業規格として追加した。
なお,点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,ラジアル丸のこ盤の各部の名称を規定する。また,JIS B 6191に基づいたラ
ジアル丸のこ盤の静的精度検査及び工作精度検査を規定する。さらに,これらに対応する一般用途で適用
する許容値について規定する。
この規格は,検査の前に行われる機械の運転試験(振動,異常騒音,構成要素のスティックスリップ運
動など)及びその特性(速度,送りなど)には適用しない。
この規格は,受入検査を義務づけるものではない。受入検査を行う場合は,あらかじめ製造業者と使用
者との間で合意しておく必要がある。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年又は発行年を付記してあるものは,記載の年の版だけがこの規格
の規定を構成するものであって,その後の改正版・追補には適用しない。
JIS B 6191 : 1993 工作機械−静的精度試験方法及び工作精度試験方法通則
備考 ISO 230-1 : 1986 Acceptance code for machine tools−Part 1 : Geometric accuracy of machines
operating under no-load or finishing conditionsからの引用事項は,この規格の該当事項と同
等である。
ISO 7984 : 1988 Woodworking machines−Technical classification of woodworking machines and auxiliary
machines for woodworking
3. 一般事項
3.1
測定単位 この規格では,すべての寸法及び許容値はミリメートルで表す。
2
B 6508-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
JIS B 6191の準拠 この規格を使用する場合は,検査前の機械の設置状況,主軸及び他の可動部分
のウォーミングアップ,並びに測定方法について,JIS B 6191に準拠することが望ましい。
測定器具は,検査する許容差の1/3を超える測定誤差を許さないこと。
3.3
検査手順 静的精度検査の構成は,機械の組立に関係しており,検査の順序を決めるものではない。
測定器具の取付けや計測を容易にするために,検査は任意の順序で行ってもよい。
3.4
検査項目 機械を検査するときは,必ずしも,この規格にあるすべての検査を行う必要はない。
3.5
受入検査 使用者が必要とする検査項目は,使用者は製造業者との合意によって,機械を注文する
ときに明確にしなければならない。
3.6
加工方向 工作物が加工される方向の動きは原則として縦方向とする。
3.7
最小許容値 この規格に示す測定範囲と異なる測定範囲に対して許容値を決めるときは,検査に対
する最小許容値を0.01mmとする(JIS B 6191の2.311参照)。
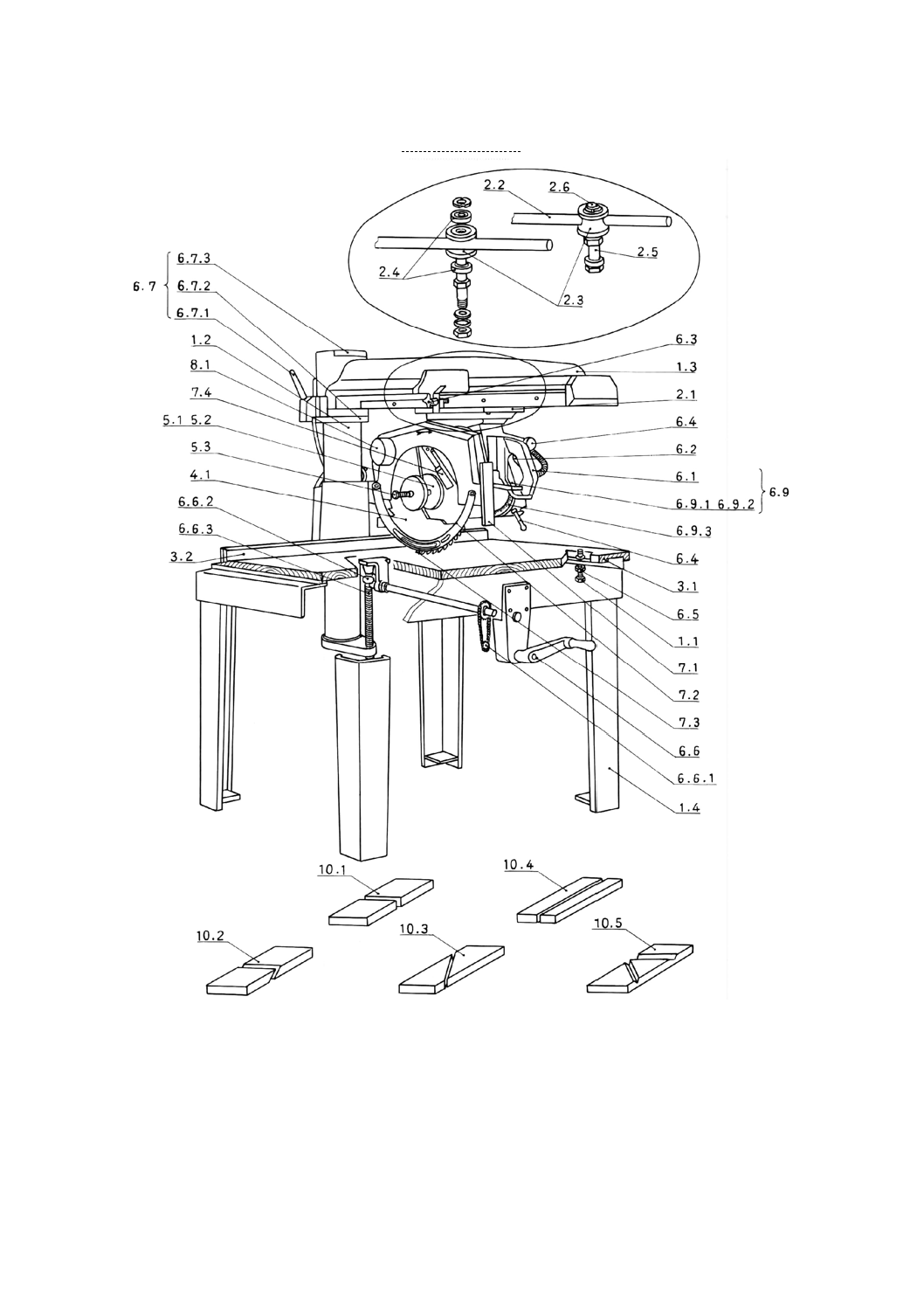
4. 各部の名称 各部の名称は,表1による。
3
B 6508-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 各部の名称
備考 3.3,5.4,5.5,6.6,6.8,6.8.1,6.8.2及び8.2は示していない。
4
B 6508-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 各部の名称(続き)
参照番号
日本語
英語(参考)
ラジアル丸のこ盤
Radial circular saws
1.
構造体
Framework
1.1
テーブル支持部
Table support
1.2
支柱
Pillar
1.3
アーム
Arm
1.4
脚
Base
2.
加工材及び/又は工具の送り
Feed of workpiece and/or tools
2.1
キャリジ
Carriage
2.2
スライドロッド
Slide rods
2.3
ローラ
Rollers
2.4
ボールベアリング
Ball bearings
2.5
ローラの偏心ピン
Eccentric pin for roller
2.6
ピン
Plain pin
3.
加工材支持,クランプ及びガイド
Workpiece support, clamp and guide
3.1
テーブル
Wooden table
3.2
当て定規
Fence
3.3
補助テーブル
Table extension
4.
工具ホルダ及び工具
Tool-holders and tools
4.1
丸のこ
Sawblade
5.
加工ヘッド及び工具駆動
Workhead and tool drives
5.1
丸のこ軸
Sawhead
5.2
カラー
Saw collars
5.3
丸のこ軸ロックねじ
Saw spindle locking screw
5.4
モータ
Motor
5.5
シャフト
Shaft
6.
加工調整部
Controls
6.1
停止/始動スイッチ
Stop/Start switch
6.2
移動ハンドル
Pull-over handle
6.3
キャリジロック
Carriage lock
6.4
ヘッド旋回ロック
Head swivel lock
6.5
テーブル調整ねじ
Table levelling screw
6.6
ヘッド昇降ハンドル:
Head vertical adjustment:
6.6.1
ヘッド昇降用スプロケット及びチェーン
Sprocket and chain reduction for 6.6
6.6.2
ヘッド昇降用駆動用直角(傘)歯車
Right angle gear drive for 6.6
6.6.3
ヘッド昇降用調整ねじ
Adjustment screw for 6.6
6.7
アーム旋回軸:
Arm pivot:
6.7.1
位置決めロックハンドル
Location finger
6.7.2
位置決めリング
Location ring
6.7.3
目盛リング
Graduated ring
6.8
ヘッド旋回部:
Head swivel:
6.8.1
位置決めロックハンドル
Location finger
6.8.2
位置決めリング
Location ring
6.8.3
目盛リング
Graduated ring
6.9
丸のこ傾斜部:
Sawblade tilt:
6.9.1
位置決めロックハンドル
Location finger
6.9.2
位置決めリング
Location ring
6.9.3
目盛リング
Graduated ring
7.
安全装置(例)
Safety devices (examples)
7.1
前面ガード
Sawguard visor
5
B 6508-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参照番号
日本語
英語(参考)
ラジアル丸のこ盤
Radial circular saws
7.2
歯の接触予防装置
Under sawguard
7.3
反発防止及び跳ね返り防止装置
Anti-kickback fingers
7.4
主軸ブレーキ
Saw spindle brake
8.
その他
Miscellaneous
8.1
排じん(塵)口
Dust extraction outlet
8.2
目盛付き定規
Graduated rule (ripping)
9.
(空白項)
(clause free)
10.
加工の例
Examples of work
10.1
直角横びき
Square cross-cutting
10.2
傾斜横びき
Bevel cross-cutting
10.3
斜めびき
Mitre cutting
10.4
縦びき
Ripping
10.5
溝きり
Grooving
5. 検査方法及び許容値
5.1
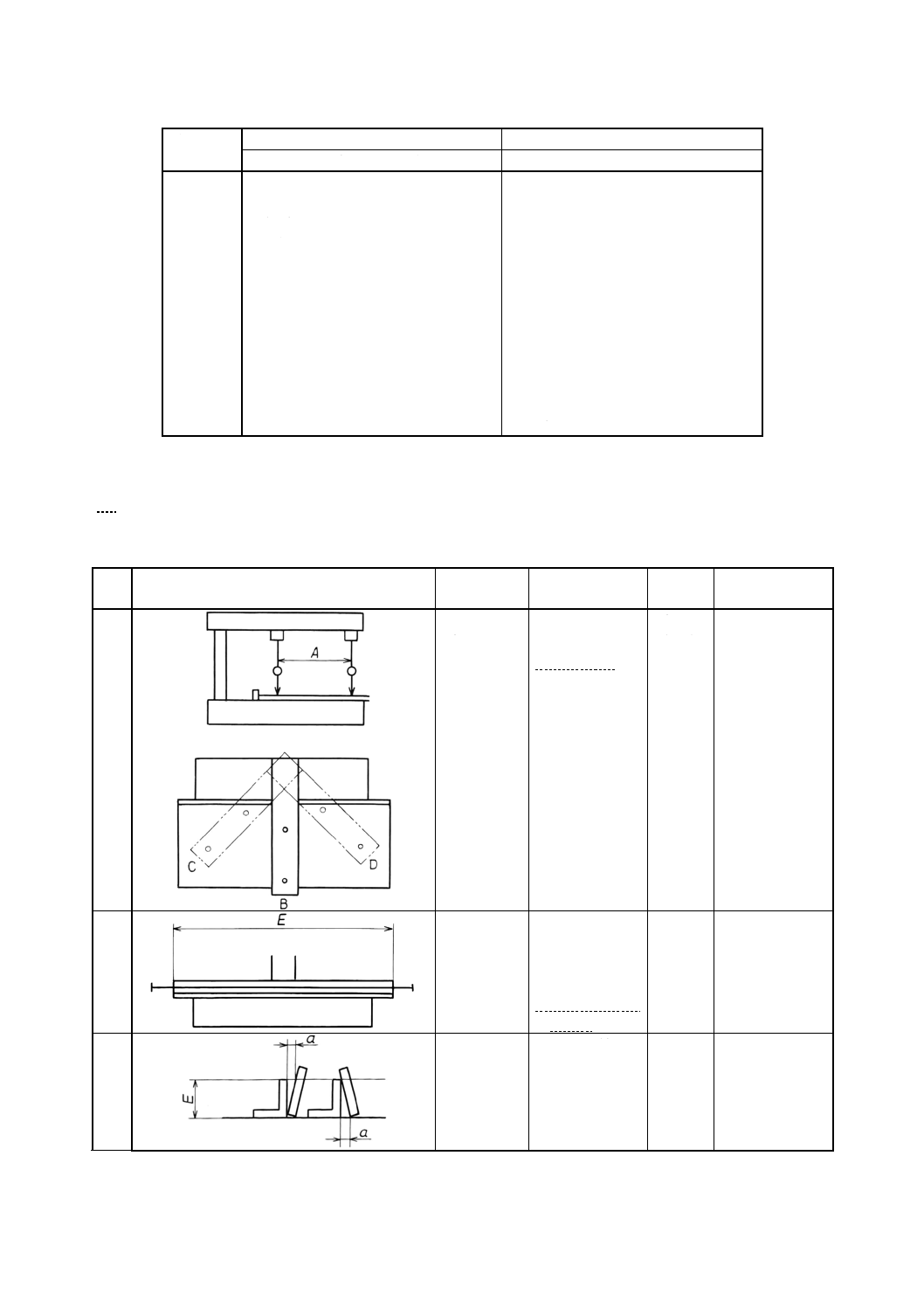
静的精度検査 静的精度検査は,表2による。
表2 静的精度検査
単位mm
番号
測定方法図
検査項目
許容値
測定器具
JIS B 6191の
参照項目及び備考
G1
アームとテー
ブルとの平行
度
A=400に対して
0.5
A:測定間隔
ダイヤル
ゲージ
5.412.2
定位置B,並びに
Bに対して左右
45°の位置であ
る位置C及び位
置Dで測定す
る。
G2
当て定規面の
縦方向の真直
度
E≦630に対して
0.2
E>630に対して
0.4
E:当て定規縦方
向長さ
直角定規
及びすき
まゲージ
5.212.1
G3
当て定規面の
テーブルに対
する真角度
E=50に対して
0.15
E:直角定規の高
さ
直角定規
及びすき
まゲージ
5.512.2
6
B 6508-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
番号
測定方法図
検査項目
許容値
測定器具
JIS B 6191の
参照項目及び備考
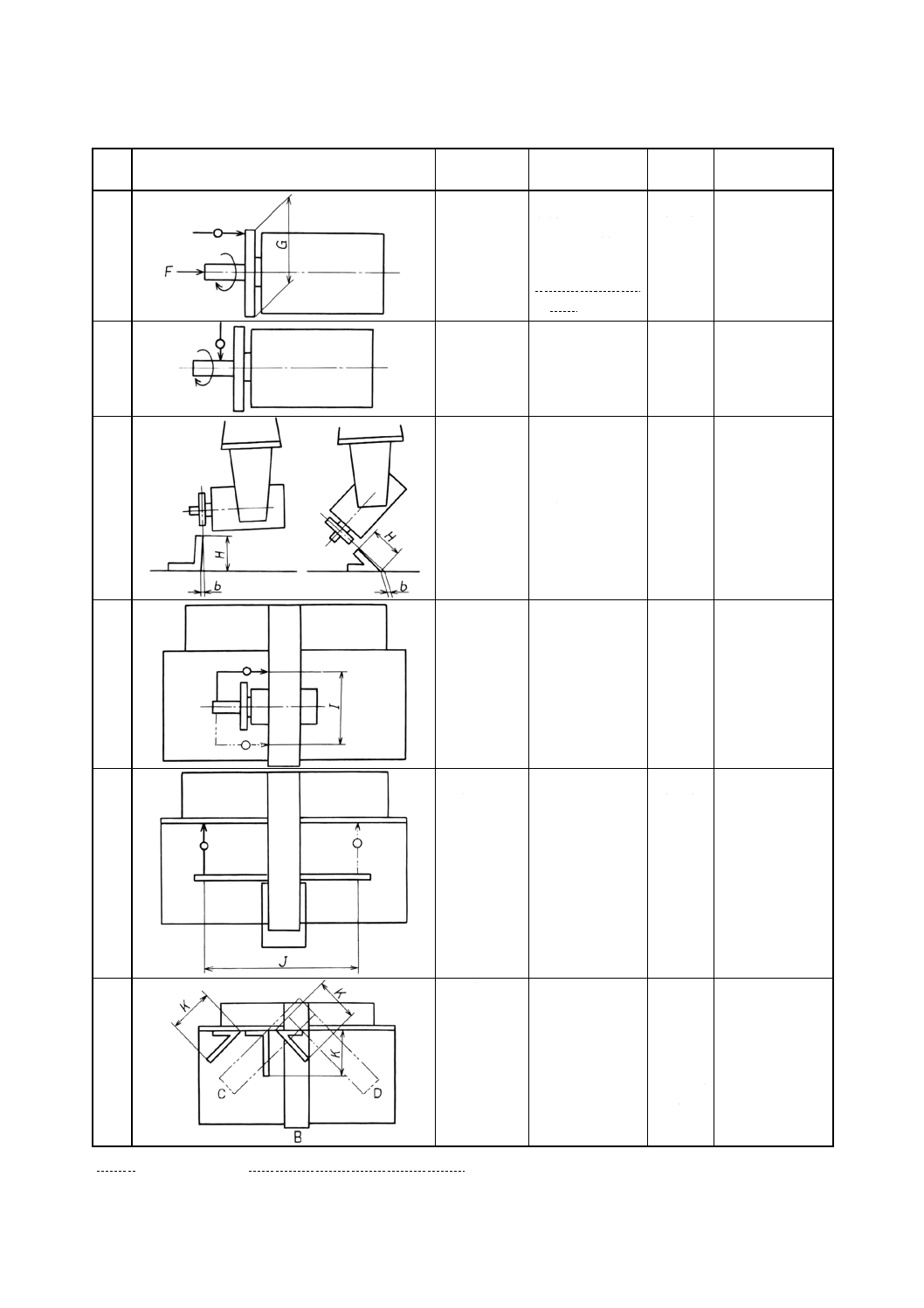
G4
固定フランジ
面の動き
G≦100に対して
0.03
G>100に対して
0.05
G:固定フランジ
直径
ダイヤル
ゲージ
5.632
製造業者が設定し
た力Fを丸のこ軸
の軸方向にかける
G5
丸のこ軸の振
れ
0.03
ダイヤル
ゲージ
5.612.2
G6
のこ身面とテ
ーブル上面と
の直角度及び
45°傾斜角
H=100に対して
0.3
H:直角定規又は
角度定規の高
さ
直角定
規,角度
定規,テ
ストディ
スク及び
すきまゲ
ージ
5.512.2
G7
丸のこ軸中心
線とスライド
ロッドとの直
角度
I=400に対して
0.1
I:振回し直径
ダイヤル
ゲージ
5.512.4
G8
のこ身面と当
て定規との平
行度
J=400に対して
0.25
J:測定間隔
ダイヤル
ゲージ及
びテスト
ディスク
5.412.2
丸のこ軸は90°
回転して,縦び
き方向に設定
G9
のこ身面と当
て定規面との
直角度及び
45°傾斜角
K=400に対して
0.15
K:直角定規又は
角度定規の高
さ
直角定
規,角度
定規,テ
ストディ
スク及び
すきまゲ
ージ
5.512.2
定位置B,並び
にBに対して左
右45°の位置で
ある位置C及び
位置Dで測定す
る。
5.2
工作精度検査 工作精度検査は,表3による。
7
B 6508-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
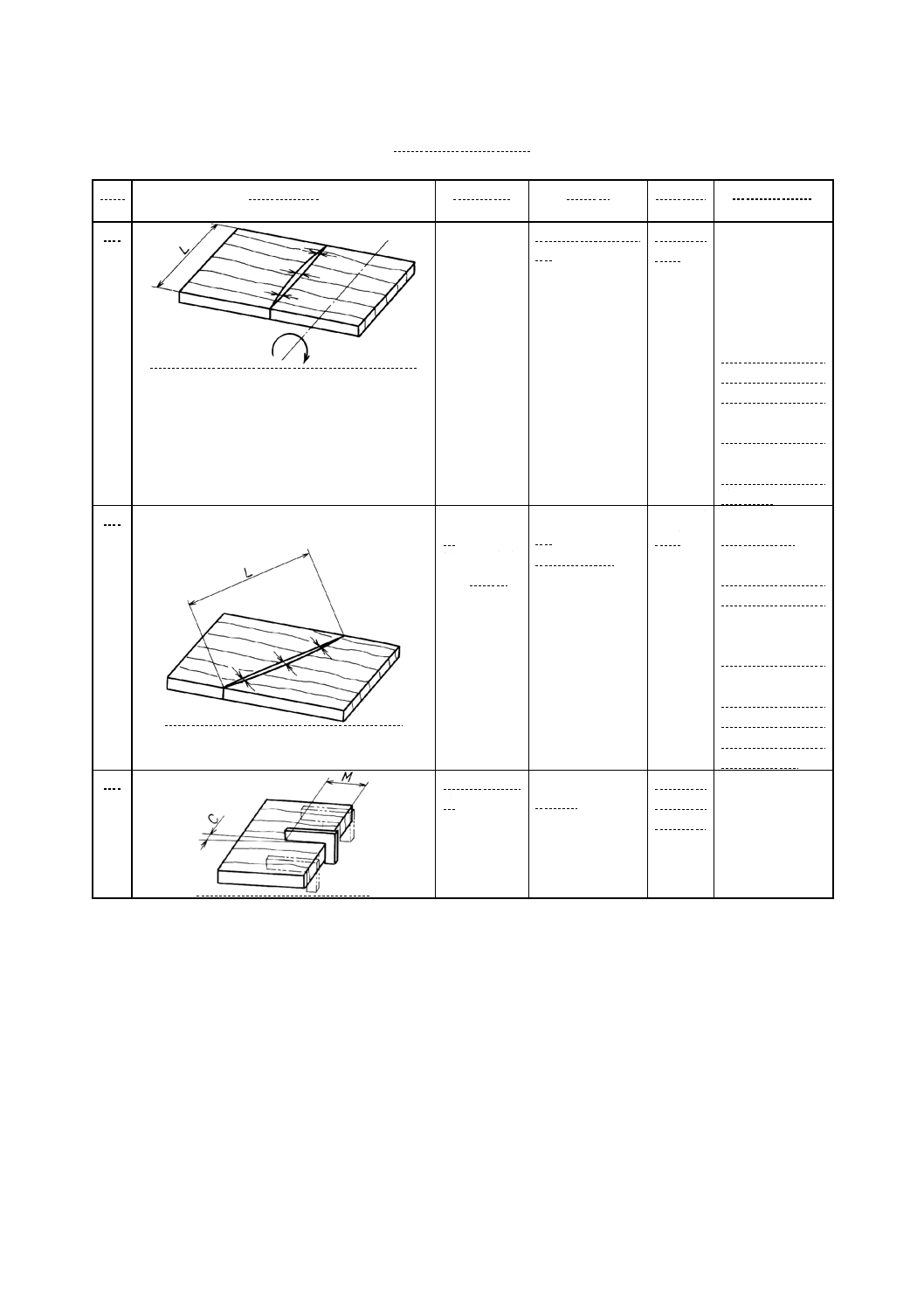
表3 工作精度検査
単位mm
番号
測定方法図
検査項目
許容値
測定器具
JIS B 6191の
参照項目及び備考
P1
切削面の真直
度
a) 横びき
L=500に対して
0.1
L:切削長さ
すきまゲ
ージ
4.1及び4.2
2枚の試験材
長さ10から15
2枚の試験材を重
ね合わせて移動テ
ーブルにより切削
し,一方の材を
180°回転して同
じ切削面を突き合
わせ,そのすきま
をすきまゲージで
測定する。
中凹の切削面で測
定する。
P2
切削面の真直
度
b) 45°傾斜
角びき
L=300に対して
0.1
L:切削長さ
すきまゲ
ージ
4.1及び4.2
2枚の試験材
厚さ10から15
2枚の試験材を重
ね合わせて45°
傾斜角びきし,一
方の材を180°旋
回して同じ切削面
を突き合わせ,そ
のすきまをすきま
ゲージで測定す
る。中凹の切削面
で測定する。
P3
切削面の直角
度
a) 垂直面内
M=150に対し
て0.05
M:測定長さ
直角定規
及びすき
まゲージ
4.1及び4.2
P1の試験材
8
B 6508-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
木工機械関係JIS原案作成委員会 構成表(敬称略)
氏名
所属
(委員長)
喜多山 繁
東京農工大学農学部
中 嶋 誠
通商産業省機械情報産業局
本 間 清
通商産業省工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会技術部
青 木 恒太郎
株式会社コスガ
森 章
社団法人全国家具工業連合会
尾 崎 亮 二
有限会社オザキ建装
青 島 清 一
青島建具工業株式会社
桑 原 幸 夫
株式会社桑原製作所
川 島 正 行
株式会社平安コーポレーション
大 杉 朝 保
庄田鉄工株式会社
村 上 勝
社団法人全国木工機械工業会
(事務局)
佐久間 章 雄
社団法人全国木工機械工業会