2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6451-1996
ストレートサイド形プレス−
仕様及び作業面に関する寸法
Straight-sided power presses−Characteristics and dimensions
1. 適用範囲 この規格は,加圧能力が400kNから20 000kNまでの板金成形に用いるストレートサイド
形の機械プレス及び液圧プレスの仕様並びにスライド及びボルスタの作業面に関する寸法について規定す
る。
備考1. ここでいうストレートサイド形の機械プレス並びに液圧プレスは,JIS B 0111に基づき次の分
類とする。
プレスの名称
参考
JIS B 0111による分類番号
単動クランクプレス
1002
単動クランクレスプレス
1019
単動油圧プレス
2002
2. この規格の引用規格を,次に示す。
JIS B 0111 プレス機械用語
JIS B 0403 鋳造品−寸法公差方式及び削り代方式
JIS B 0952 T溝
3. この規格の対応国際規格を,次に示す。
ISO 9188 : 1993 Machine tools−Straight-sided single-action mechanical power presses from 400 kN
up to and including 4 000 kN nominal force−Characteristics and dimensions
2. 用語の定義 この規格で用いる用語の定義は,JIS B 0111によるほか,次による。
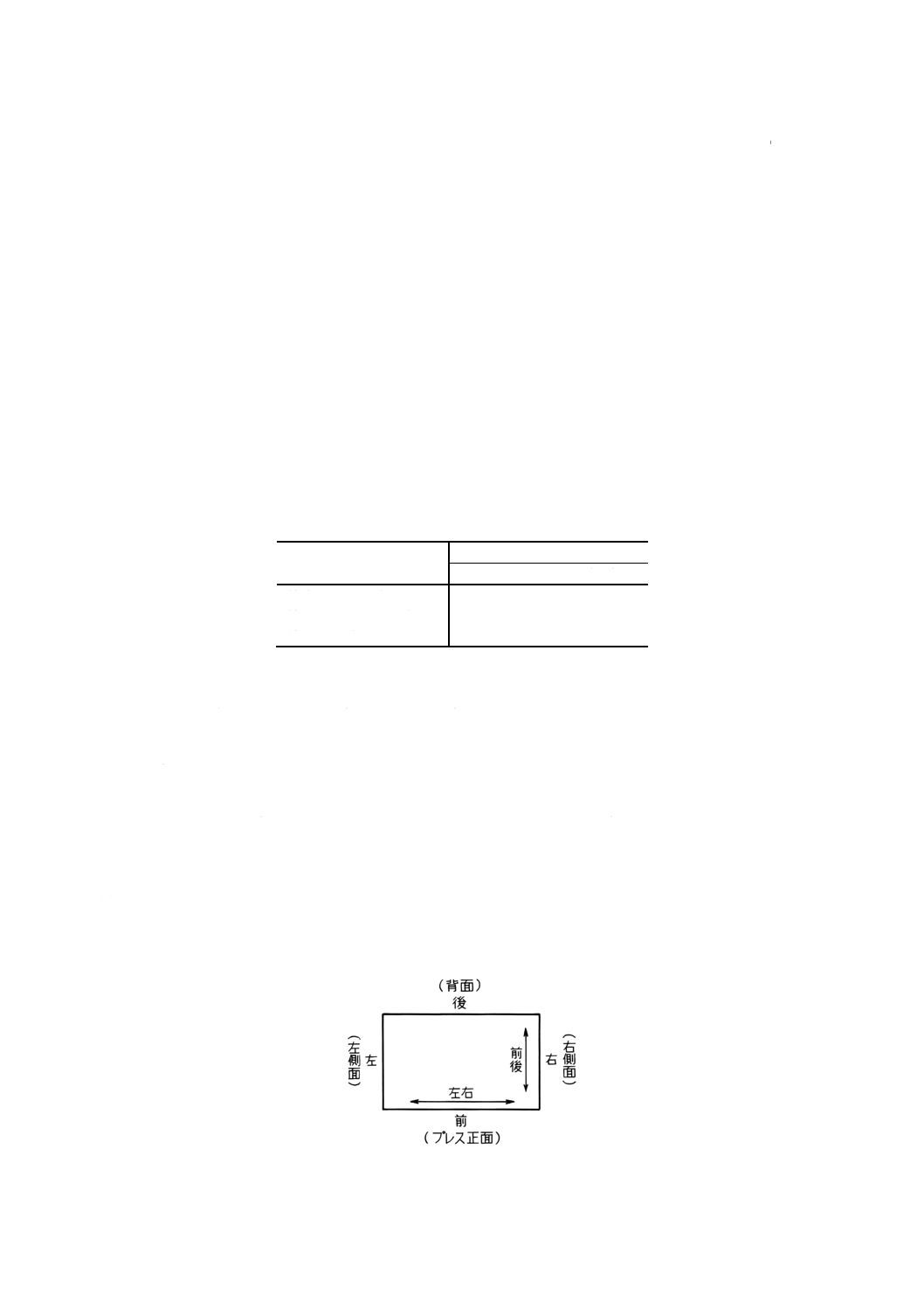
(1) 左右 プレス正面に向かって,左側面と右側面とを結ぶ方向。
(2) 前後 プレス正面と背面とを結ぶ方向。
参考図1
3. 仕様及び寸法
2
B 6451-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 機械プレスの仕様は,付表1による。
(2) 液圧プレスの仕様は,付表2による。
(3) スライド作業面の寸法は,付表3による。
(4) ボルスタ作業面及びダイクッションパッドの寸法は,付表4による。
(5) ダイクッションピン穴の寸法は,付表5による。
(6) T溝の寸法は,付表6による。
付表1 機械プレスの仕様
(1) 加圧能力及びダイクッション能力
単位 kN
加圧能力 Fn
400
630
800 1 000 1 250 1 600 2 000 2 500 3 150 4 000 5 000 6 300
ダイクッション能力 Ft
80
125
160
200
250
315
400
500
630
800 1 000 1 250
加圧能力 Fn
8 000 10 000 12 500 16 000 20 000
ダイクッション能力 Ft
1 600 2 000 2 500 3 150 4 000
(2) 能力発生位置
単位 mm
能力発生位置 hn
3.5
7
12.5
25
備考 hnは,加圧能力を出すことができる下死点か
らの高さ。
3
B 6451-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表1 機械プレスの仕様(続き)
(3) 仕事量
単位 kJ
仕事量 wn
1.25
1.6
2
2.5
3.15
4
5
6.3
8
10
12.5
16
25
31.5
40
50
63
80
100
125
160
200
250
315
400
500
630
800
1 000
備考 wnは,一工程で使用できる仕事量
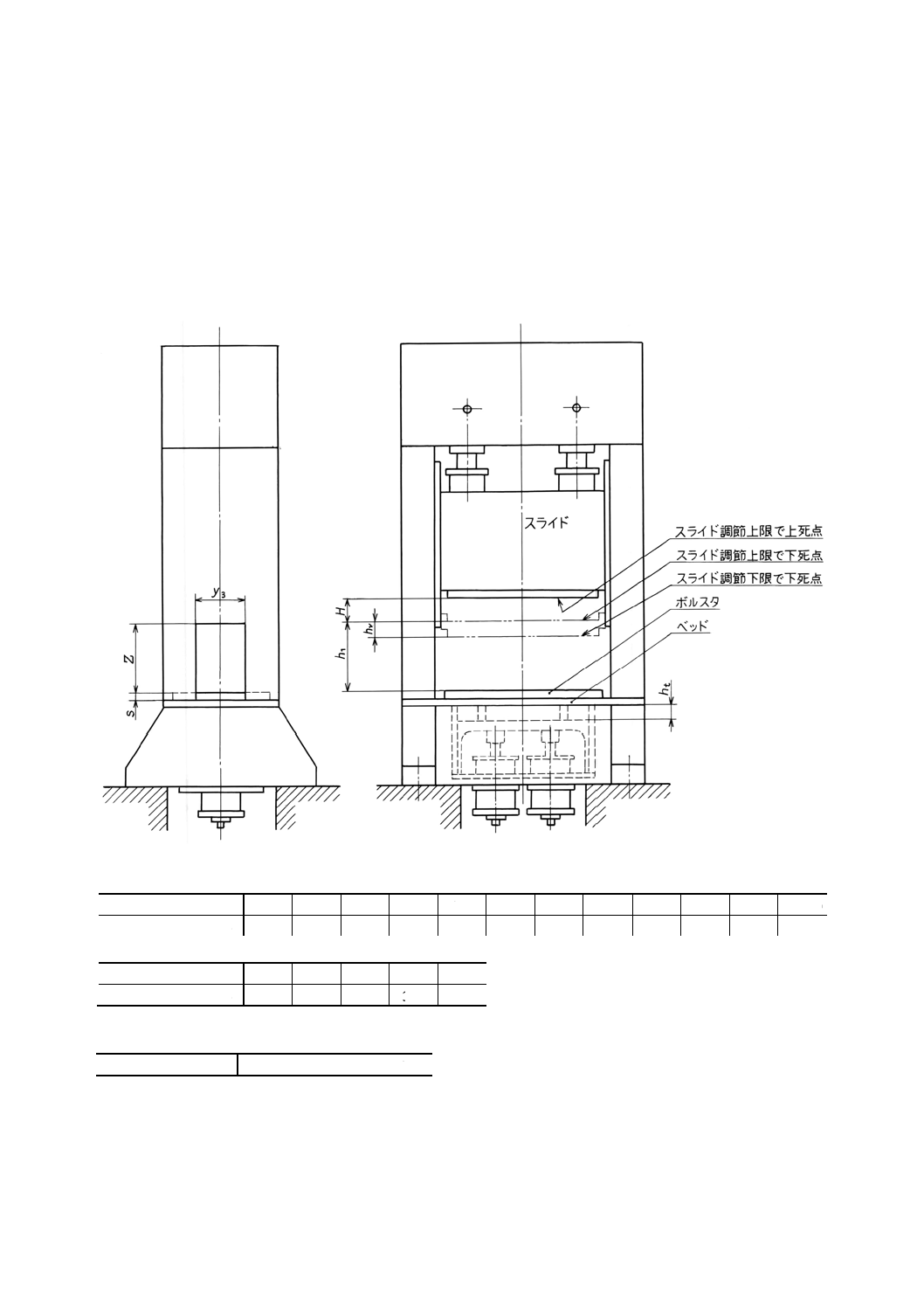
(4) ダイハイト,スライド調節量,スライドのストローク長さ及びダイクッションのストローク長さ
単位 mm
ダイハイト h1
250
300
400
500
600
700
800
900
1 000 1 100 1 200
1 300
1 400 1 500
スライド調節量 hv
25
50
75
100
125
150
175
200
スライドの
ストローク長さ H
80
100
125
160
200
250
315
400
450
500
630
800
1 000
ダイクッションの
ストローク長さ ht
40
63
100
125
160
200
250
315
備考1. h1は,スライド下死点,スライド調節上限の位置におけるスライド下面からボルスタ上面までの距離。スラ
イドのストローク長さが可変のときは,最大ストローク長さのときの値とする。
2. ダイクッションのストローク長さhtは,スライドのストローク長さHの12以下の値(おおむね13)を選択す
る。
(5) ボルスタの厚さ
単位 mm
ボルスタの厚さ S
75
100
125
150
175
200
225
250
275
300
(6) サイドオープニングの寸法
単位 mm
サイドオープニング
の前後寸法 y3
250
315
400
550
700
850
1 000
1 150
1 300
1 600
サイドオープニング
の高さ Z
Z≦h1−hv
4
B 6451-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表2 液圧プレスの仕様
(1) 加圧能力及びダイクッション能力
単位 kN
加圧能力 Fn
400
630
800 1 000 1 250 1 600 2 000 2 500 3 150 4 000 5 000 6 300
ダイクッション能力 Ft
125
200
250
315
400
500
630
800 1 000 1 250 1 600 2 000
加圧能力 Fn
8 000 10 000 12 500 16 000 20 000
ダイクッション能力 Ft
2 500 3 150 4 000 5 000 6 300
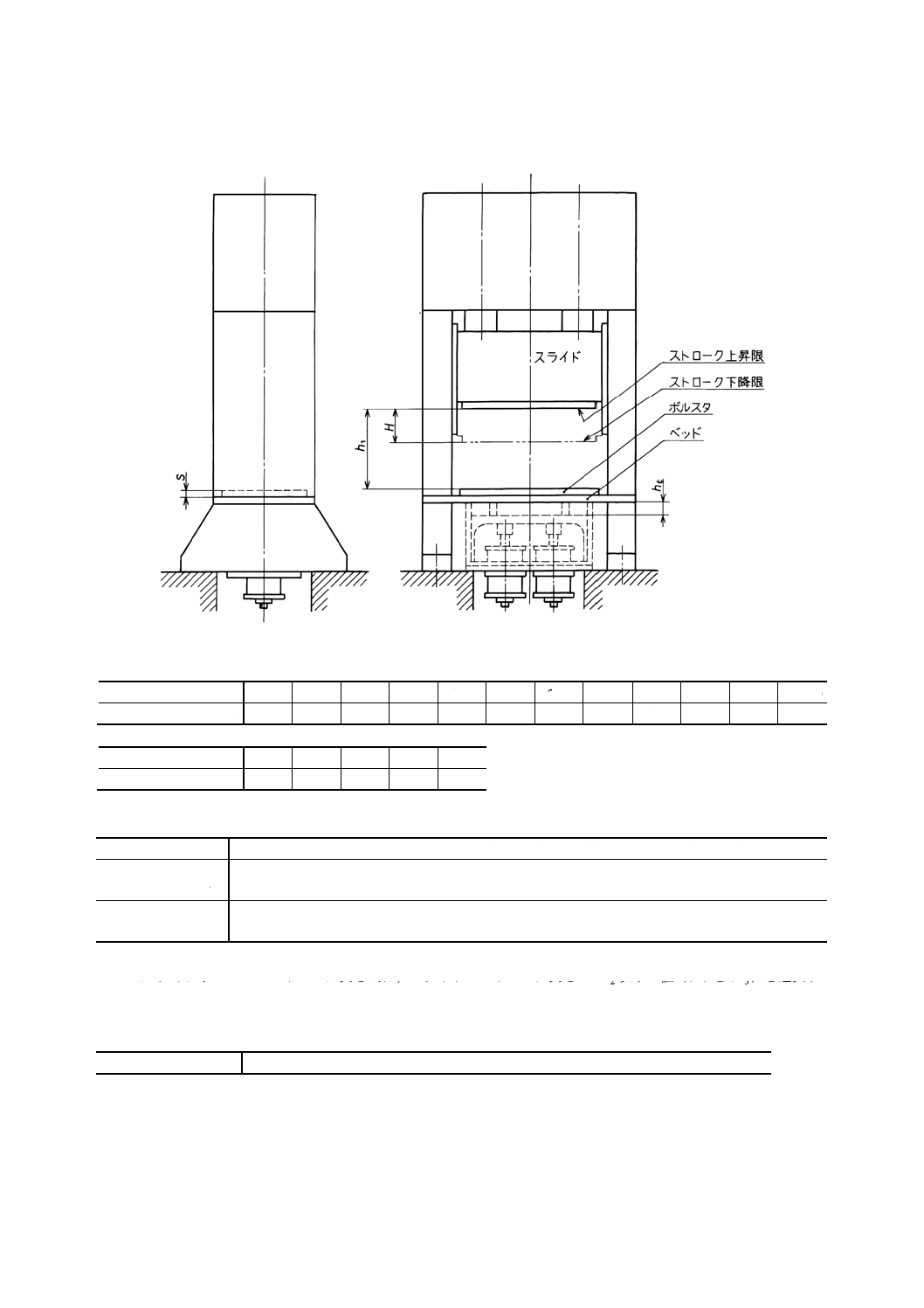
(2) デーライト,スライドのストローク長さ及びダイクッションのストローク長さ
単位 mm
デーライト h1
500
600
700
800
900
1 000
1 200
1 400
1 500
1 600
1 800
2 000
スライドの
ストローク長さ H
300
400
500
600
700
800
1 000
1 200
1 400
1 500
ダイクッションの
ストローク長さ ht
100
125
160
200
250
315
400
500
備考1. h1は,ストローク上昇限の位置におけるスライド下面からボルスタ上面までの距離である。
2. ダイクッションのストローク長さhtは,スライドのストローク長さHの12以下の値(おおむね13)を選択す
る。
(3) ボルスタの厚さ
単位 mm
ボルスタの厚さ s
75
100
125
150
175
200
225
250
275
300
備考 300mmを超える厚さのボルスタが必要なときは,25mm飛びの値とする。
5
B 6451-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
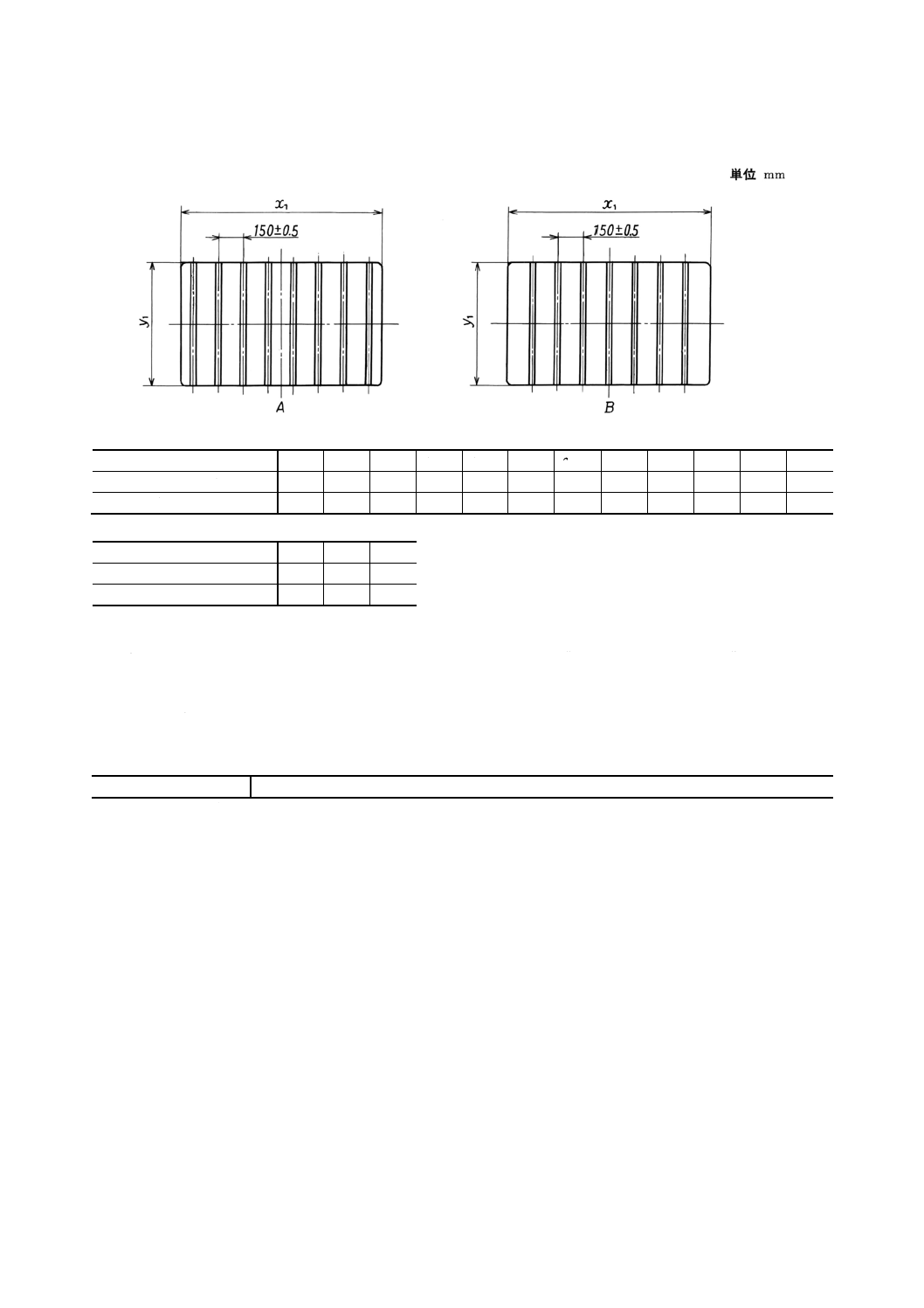
付表3 スライド作業面の寸法
(1) スライド作業面の左右寸法
スライドの左右寸法 x1 mm
630
800 1 000 1 300 1 600 1 900 2 200 2 500 2 800 3 100 3 500 4 000
T溝の左右列数 A
4
4
6
8
10
12
14
16
18
20
22
26
T溝の左右列数 B
3
5
5
7
9
11
13
15
17
19
23
25
スライドの左右寸法 x1 mm
4 500 5 000 5 500
T溝の左右列数 A
30
32
36
T溝の左右列数 B
29
33
35
備考1. スライドの左右寸法許容差は,JIS B 0403の附属書1に規定する並級による。
2. T溝の左右列数は,A又はBのいずれかを選択して使用する。
3. スライド中心からT溝中心までの寸法許容差は,x1が2 000mm未満は±0.7mm,4 000mm未満は±1.0mm,4
000mm以上は±1.5mmとする。
4. T溝は,ピッチ150のときの左右列数としているが,x1が2 000mm以上のときはピッチを300にした列数と
してもよい。
(2) スライド作業面の前後寸法
単位 mm
スライドの前後寸法 y1
500
630
800
1 000 1 150 1 300 1 450 1 600 1 750 1 900 2 200 2 500
備考 スライドの前後寸法許容差は,JIS B 0403の附属書1に規定する並級による。
6
B 6451-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
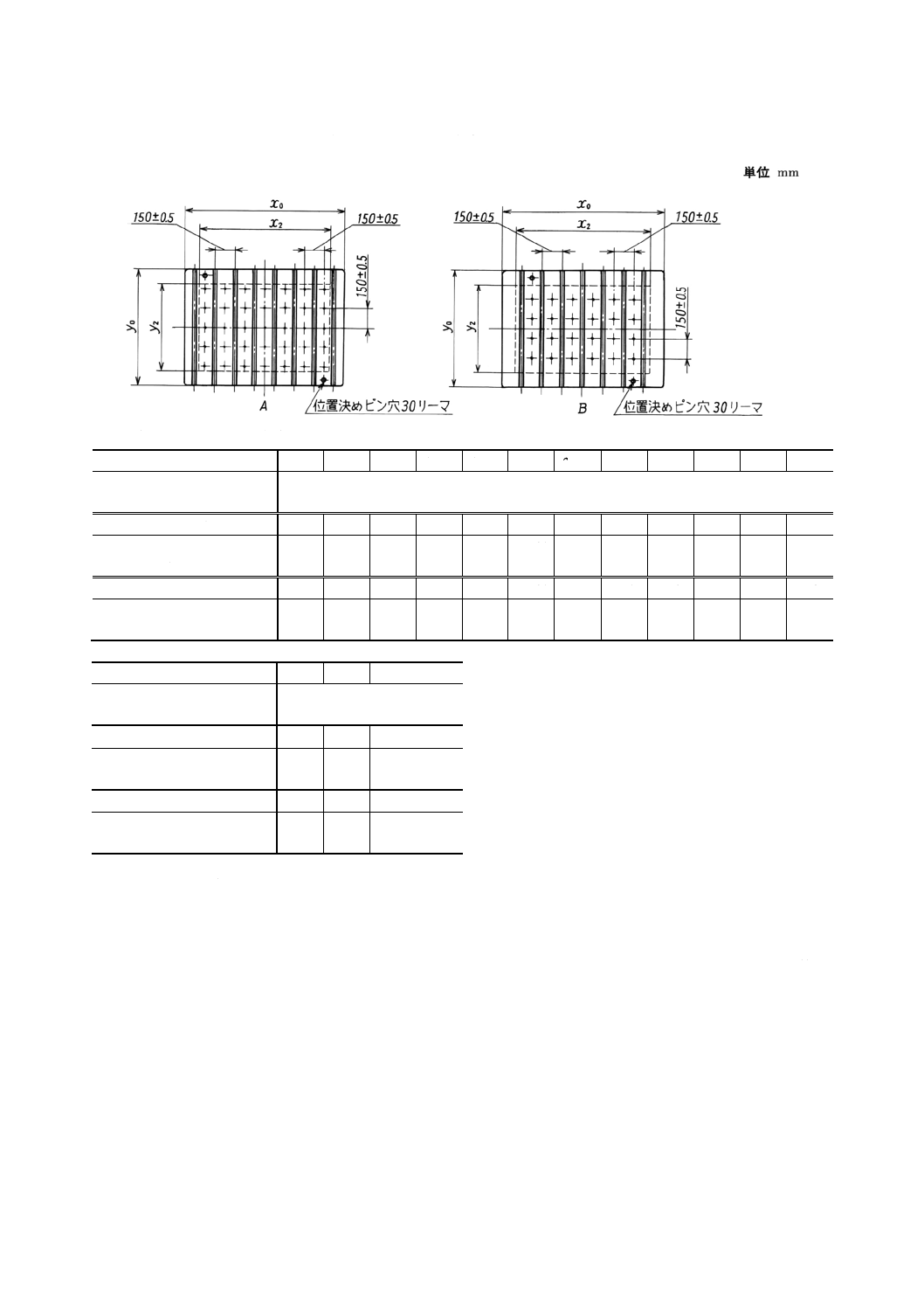
付表4 ボルスタ作業面及びダイクッションパッドの寸法
(1) ボルスタ作業面及びダイクッションパッドの左右寸法
ボルスタの左右寸法 x0 mm
630
800 1 000 1 300 1 600 1 900 2 200 2 500 2 800 3 100 3 500 4 000
ダイクッションパッドの
左右寸法 x2 mm
x2= (n1−1) ×150+50
T溝の左右列数 A
4
4
6
8
10
12
14
16
18
20
22
26
ダイクッションピン穴の
左右列数 A n1
5
7
9
11
13
15
17
19
21
25
T溝の左右列数 B
3
5
5
7
9
11
13
15
17
19
23
25
ダイクッションピン穴の
左右列数 B n1
4
6
8
10
12
14
16
18
20
24
ボルスタの左右寸法 x0 mm
4 500 5 000 5 500
ダイクッションパッドの
左右寸法 x2 mm
x2= (n1−1) ×150+50
T溝の左右列数 A
30
32
36
ダイクッションピン穴の
左右列数 A n1
27
31
35
T溝の左右列数 B
29
33
35
ダイクッションピン穴の
左右列数 B n1
28
30
34
備考1. ボルスタの左右寸法許容差は,JIS B 0403の付属書1に規定する並級による。
2. T溝及びダイクッションピン穴の左右列数は,A又はBのいずれかを選択して使用する。
3. ボルスタ中心からT溝中心までの寸法許容差は,x0が2 000mm未満は±0.7mm,4 000mm未満は±1.0mm,4
000mm以上は±1.5mmとする。
4. ボルスタ中心からダイクッションピン穴の中心までの寸法許容差は,±0.7mmとする。
5. T溝は,ピッチ150のときの左右列数としているが,x0が2 000mm以上のときはピッチを300にした列数と
してもよい。
7
B 6451-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) ボルスタ作業面及びダイクッションパッドの前後寸法
ボルスタの前後寸法 y0 mm
500
630
800 1 000 1 150 1 300 1 450 1 600 1 750 1 900 2 200 2 500
ダイクッションパッドの
前後寸法 y2 mm
y2= (n2−1) ×150+50
ダイクッションピン穴の
前後列数 A n2
5
5
7
7
9
9
11
13
15
ダイクッションピン穴の
前後列数 B n2
4
6
6
8
8
10
10
12
14
備考1. ボルスタの前後寸法許容差は,JIS B 0403の附属書1に規定する並級による。
2. ダイクッションピン穴の前後列数は,A又はBのいずれかを選択して使用する。
3. ボルスタ中心からダイクッションピン穴の中心までの寸法許容差は,±0.7mmとする。
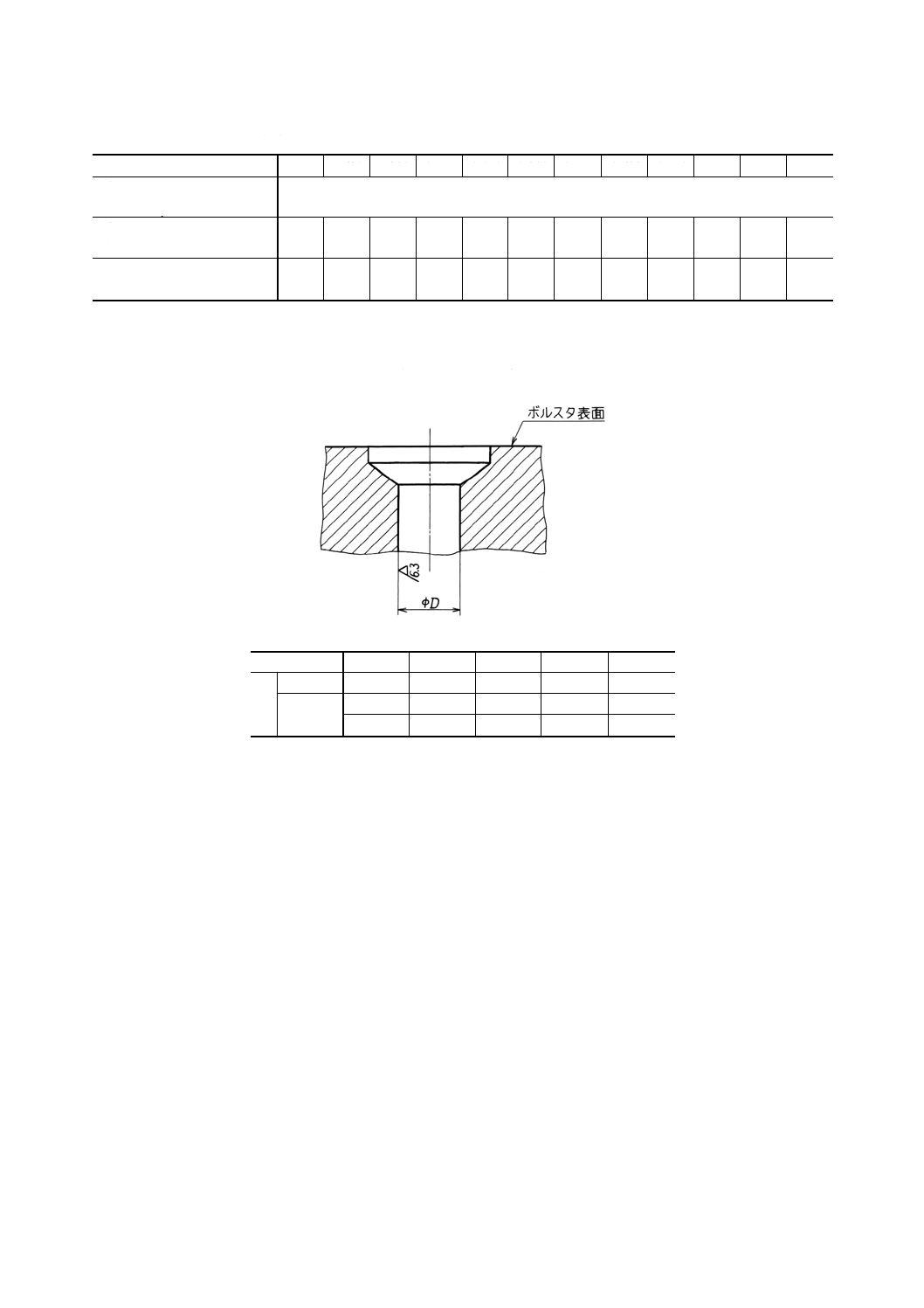
付表5 ダイクッションピン穴の寸法
単位 mm
呼び寸法
30
32
35
410
50
D 基準寸法
30
32
35
40
50
許容差
+0.4
+0.5
+0.5
+0.5
+0.5
+0.2
+0.3
+0.3
+0.3
+0.3
8
B 6451-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
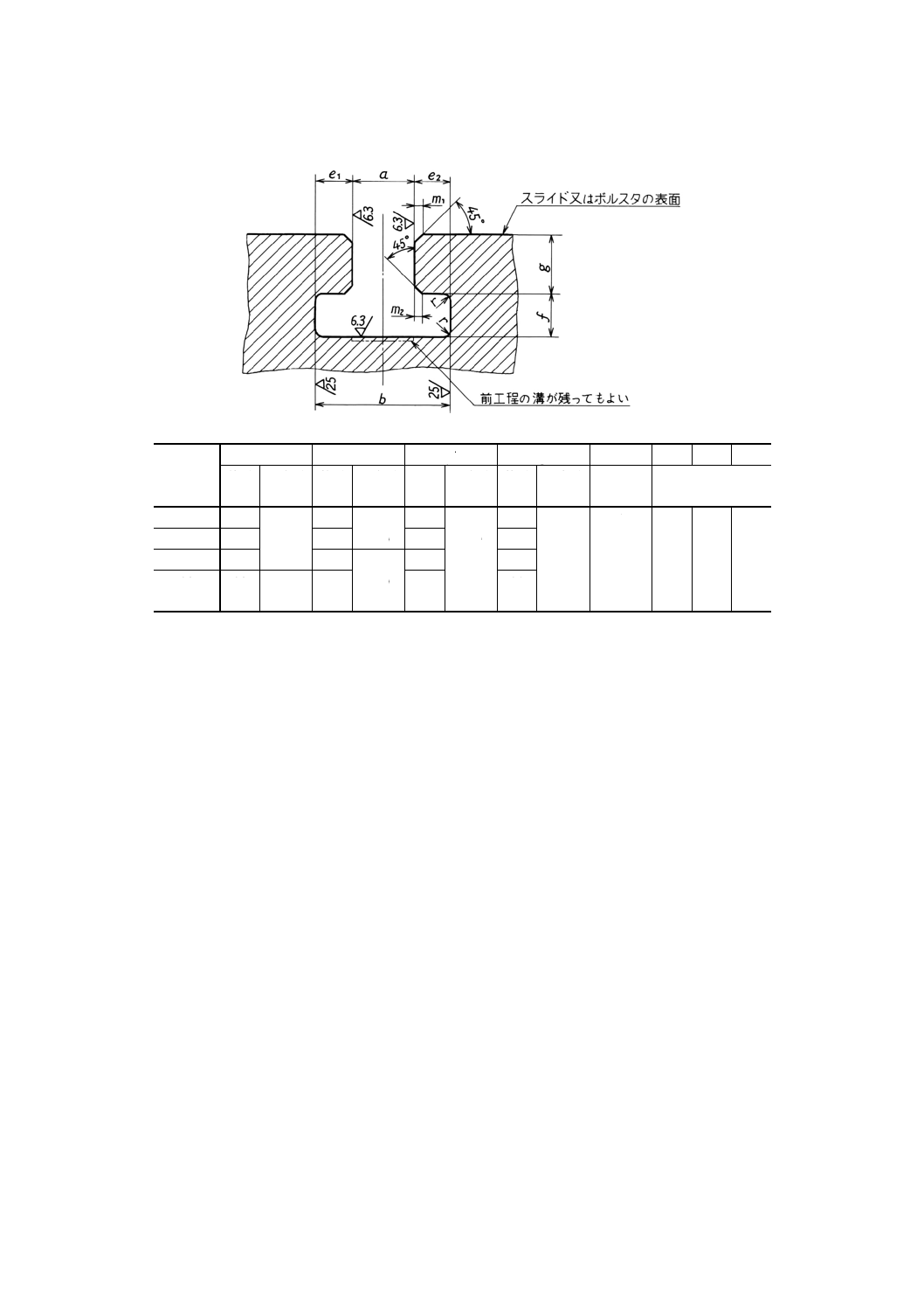
付表6 T溝の寸法
単位 mm
呼び寸法
a
b
f
g
|e1−e2| m1
m2
r
基準
寸法
許容差 基準
寸法
許容差 基準
寸法
許容差 基準
寸法
許容差 許容値
参考
22
22
+0.52
0
37
+3
0
16
+2
0
22
0
−2
1
1.6
0.8
1
24
24
42
18
24
28
28
46
+4
0
20
28
32
32
+0.62
0
53
22
31
備考 T溝の基準寸法及び許容差は,JIS B 0952の3級による。
9
B 6451-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
西 村 尚
東京都立大学工学部
○ 初鹿野 寛 一
工業技術院機械技術研究所
竹田原 昇 司
通商産業省機械情報産業局
山 村 修 蔵
工業技術院標準部
梅 崎 重 夫
労働省産業安全研究所
○ 上 野 國 光
株式会社小松製作所
○ 板 東 英 明
アイダエンジニアリング株式会社
○ 遠 藤 仁
株式会社アミノ
○ 北 沢 一 俊
川崎油工株式会社
○ 大 塚 繁 三
株式会社小島鉄工所
○ 高 山 幸 夫
日立造船株式会社
黒 田 武 夫
社団法人日本鍛圧機械工業会
中 島 次 登
社団法人日本金属プレス工業協会
杉 本 渉
株式会社エイジ
○ 清 水 宏 祐
株式会社久永製作所
○ 西 山 武 男
本田技研工業株式会社
関 山 定 男
日産自動車株式会社
上 田 一 雄
三菱電機株式会社
○ 鈴 木 勲 夫
富士電気株式会社
(事務局)
佐 藤 武 久
社団法人日本鍛圧機械工業会
備考 ○印は,分科会委員の併任を示す。