B 6361-2:2017 (ISO 11090-2:2014)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 2
4 機械各部の名称及び座標軸 ································································································· 2
4.1 スライドヘッド形 ·········································································································· 2
5 一般事項························································································································· 3
5.1 測定単位 ······················································································································ 3
5.2 JIS B 6190-1の参照 ········································································································ 3
5.3 機械の水平出し ············································································································· 3
5.4 試験の順序 ··················································································································· 4
5.5 実施する試験 ················································································································ 4
5.6 測定器 ························································································································· 4
5.7 ソフトウェア補正 ·········································································································· 4
5.8 最小許容値 ··················································································································· 4
5.9 工作精度試験 ················································································································ 4
5.10 位置決め精度試験及びJIS B 6190-2の参照 ········································································ 4
6 幾何精度試験 ··················································································································· 5
6.1 直進運動軸 ··················································································································· 5
6.2 テーブル ····················································································································· 12
6.3 ヘッド,クイル及び主軸 ································································································ 14
7 数値制御軸の位置決め精度試験 ·························································································· 17
8 工作精度試験 ·················································································································· 21
参考文献 ···························································································································· 22
B 6361-2:2017 (ISO 11090-2:2014)
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
工作機械工業会(JMTBA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業
規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業
規格である。これによって,JIS B 6361-2:1999は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 6361の規格群には,次に示す部編成がある。
JIS B 6361-1 第1部:シングルコラム形
JIS B 6361-2 第2部:門形
日本工業規格 JIS
B 6361-2:2017
(ISO 11090-2:2014)
形彫り放電加工機−精度試験−
第2部:門形
Test conditions for die sinking electro-discharge machines (die sinking EDM)
-Testing of the accuracy-
Part 2: Double-column machines (slide-head type)
序文
この規格は,2014年に第2版として発行されたISO 11090-2を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
この規格は,G1,G2,G3,G5,G14,P1,P2,P3及びP4の許容値をJIS B 6361-2:1999から変更した。
機械の軸の名称は,JIS B 6310に従って,JIS B 6361-2:1999から変更した。また,JIS B 6361-2:1999に
あったクロススライド形の機械(JIS B 6361-2:1999の3.2)は,ほとんど製造されていないために削除した。
さらに,JIS B 6361-2:1999のG10(テーブルの基準面又は基準T溝のX軸方向の真直度)及びG11(テー
ブルの基準T溝又は基準面とX軸運動との平行度)は,基準T溝を備えた機械がほとんど製造されていな
いために削除した。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
適用範囲
この規格は,JIS B 6190-1及びJIS B 6190-2に基づき,普通精度の汎用門形形彫り放電加工機(EDM)
の幾何精度,工作精度及び位置決め精度の各精度試験並びにこれらの試験に対応する許容値について規定
する。
この規格は,スライドヘッド形の門形の形彫り放電加工機に適用する。
この規格は,機械の精度試験だけを取り扱い,通常,精度試験前に実施しておく機械の運転試験(例え
ば,振動,異音,スティックスリップなど)又は特性試験(例えば,主軸回転速度,送り速度など)には
適用しない。
また,この規格は,機械各部の名称及びJIS B 6310に基づく座標軸についても規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 11090-2:2014,Test conditions for die sinking electro-discharge machines (die sinking EDM)−
Testing of the accuracy−Part 2: Double-column machines (slide-head type)(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
B 6361-2:2017 (ISO 11090-2:2014)
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 6190-1 工作機械試験方法通則−第1部:幾何精度試験
注記 対応国際規格:ISO 230-1,Test code for machine tools−Part 1: Geometric accuracy of machines
operating under no-load or quasi-static conditions(IDT)
JIS B 6190-2 工作機械試験方法通則−第2部:数値制御による位置決め精度試験
注記 対応国際規格:ISO 230-2,Test code for machine tools−Part 2: Determination of accuracy and
repeatability of positioning of numerically controlled axes(IDT)
3
用語及び定義
3.1
放電加工機(electro-discharge machines)
絶縁流体中で,二つの導電性電極(工具電極及び工作物電極)の間で,時間的に独立し,空間的にラン
ダムに分布する放電によって除去加工を行う工作機械。ただし,放電エネルギーは制御される。
3.2
形彫り放電加工機(die sinking electro-discharge machines)
幾何形状が工作物の所望の形状に一致する工具電極を使用した放電加工によって材料を除去する工作機
械。
3.3
ワイヤ放電加工機(wire electro-discharge machines)
工作物に,単純又は複雑な断面柱状をもつ柱状形状を創成するためにワイヤ電極を使用した放電加工に
よって材料を除去する工作機械。
4
機械各部の名称及び座標軸
4.1
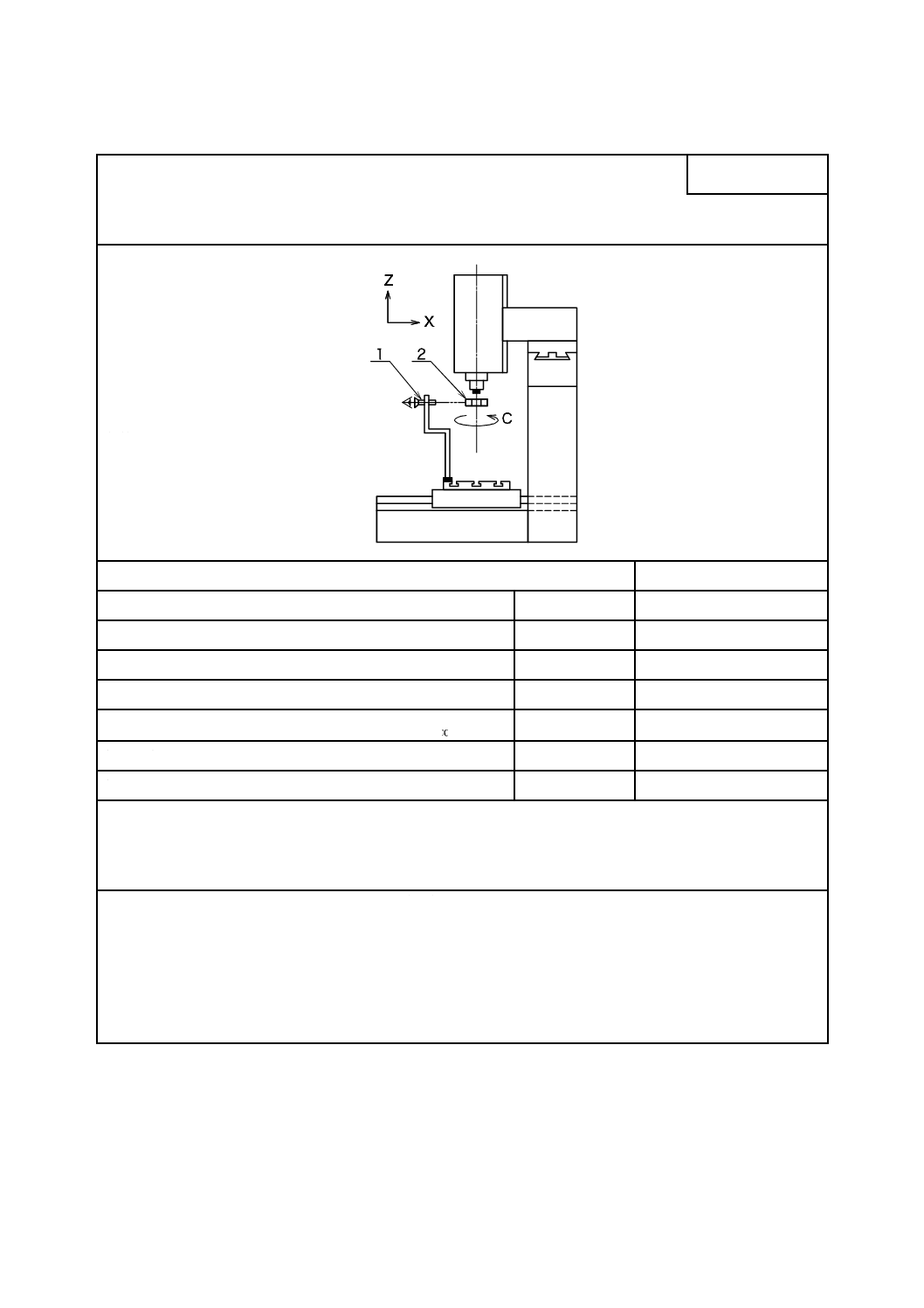
スライドヘッド形
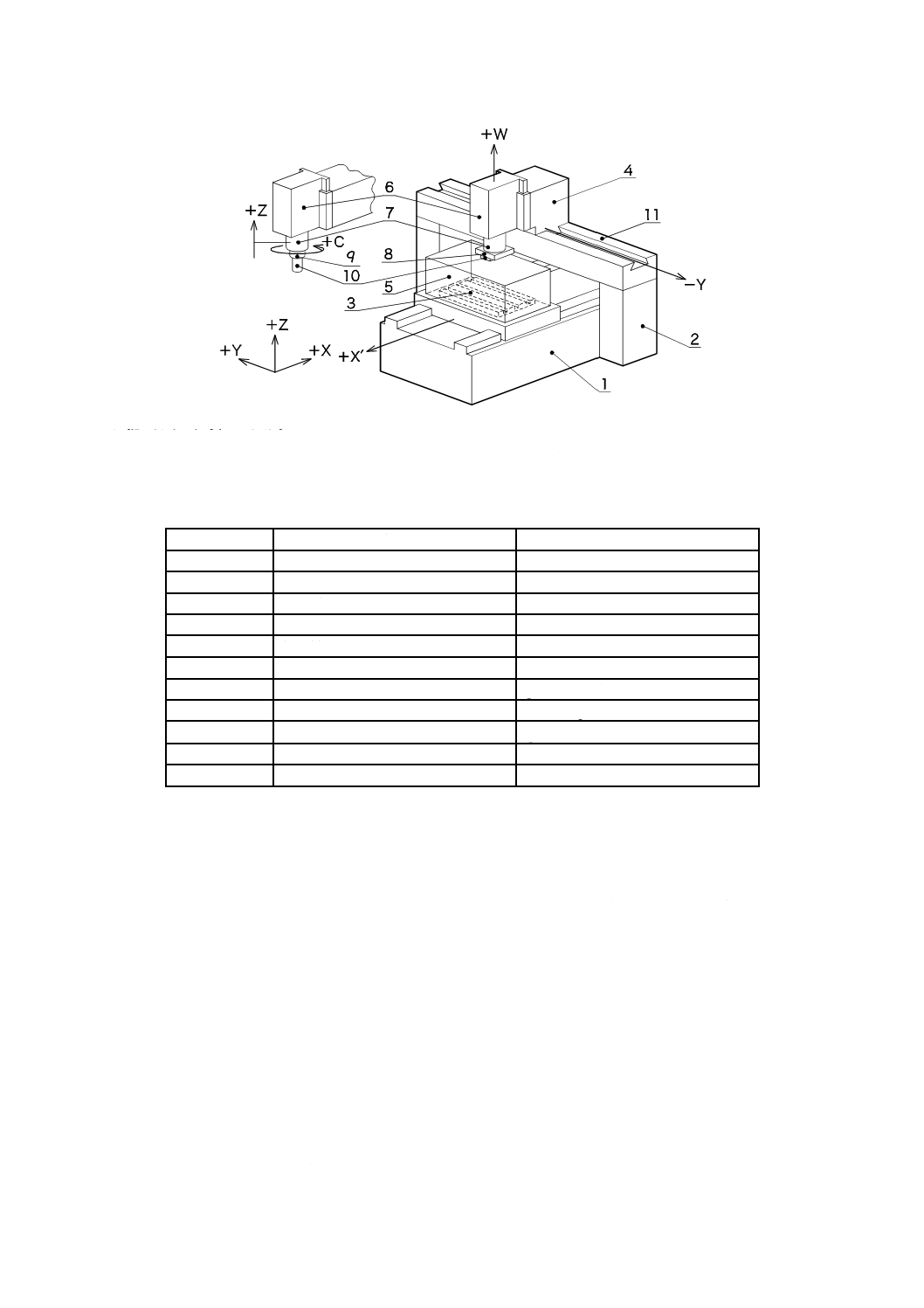
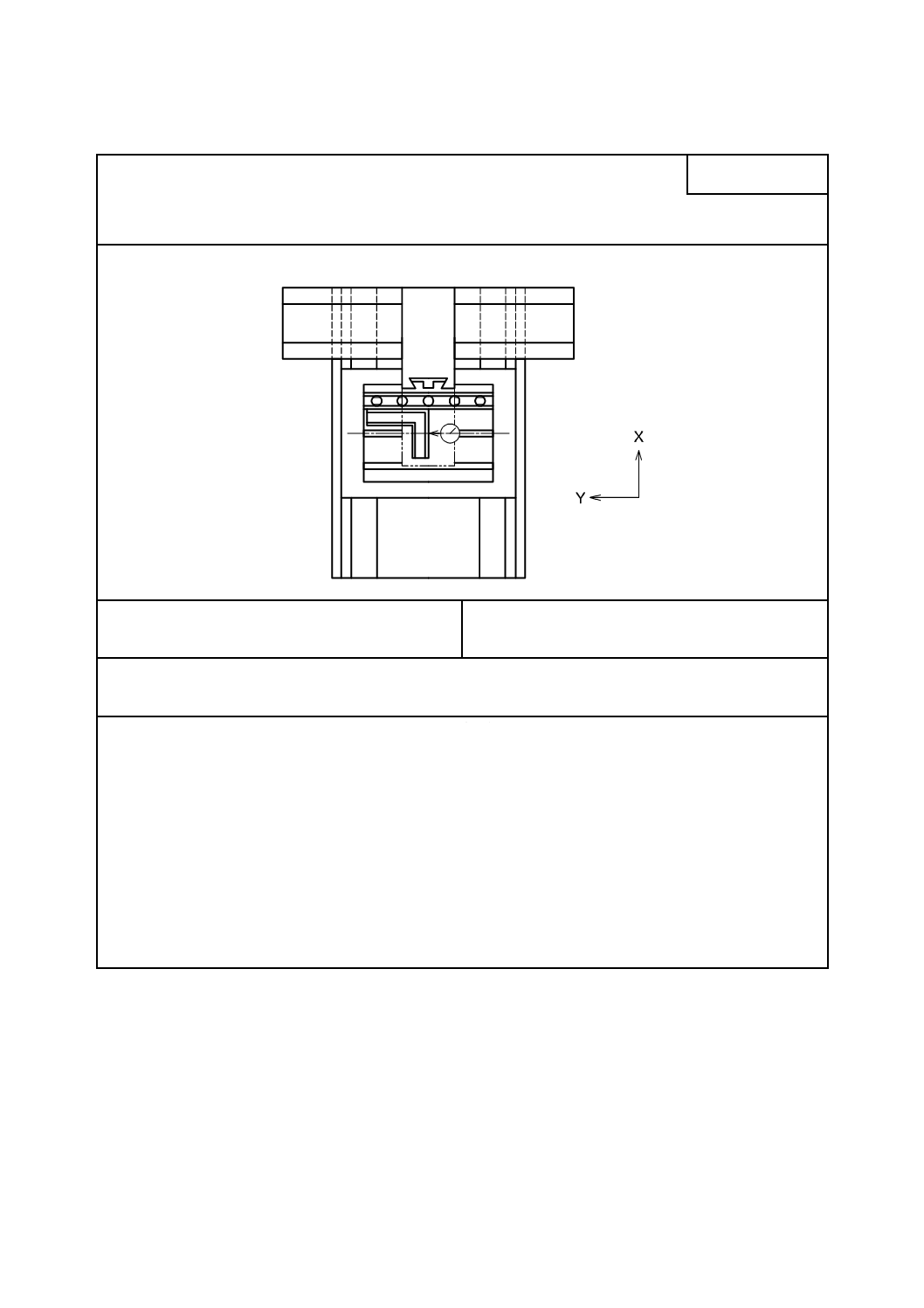
スライドヘッド形の機械各部の名称及び座標軸は,図1及び表1による。
注記 図1に示す機械の座標軸は,JIS B 6310による。ただし,X軸及びY軸は,軸の長さ及び/又
は作業者の位置に合わせて入れ替えてもよい。
3
B 6361-2:2017 (ISO 11090-2:2014)
注記 番号は,表1を参照。
図1−門形形彫り放電加工機(スライドヘッド形)
表1−機械各部の名称
番号
名称
対応英語
1
ベッド
bed
2
コラム
column
3
テーブル(Y軸)
table(Y-axis)
4
サドル(X軸)
saddle(X-axis)
5
加工槽
work tank
6
ヘッド(W軸)
head(W-axis)
7
クイル(Z軸)
quill(Z-axis)
8
電極取付板
electrode platen
9
主軸(C軸)
spindle(C-axis)
10
電極
electrode
11
ビーム
beam
5
一般事項
5.1
測定単位
この規格では,長さ,長さの偏差及び許容値は,ミリメートル(mm)で表す。全ての角度は,度(°)
で表す。角度の偏差及び許容値は,通常,長さの比(例えば,0.010/1 000)で表すが,場合によってマイ
クロラジアン(μrad)又は秒(″)を用いる。ただし,これらの間には次の関係がある。
0.010/1 000=10×10−6=10 μrad≒2″ ············································· (1)
5.2
JIS B 6190-1の参照
この規格を適用するに当たって,特に試験前の機械の据付け,主軸及びそれ以外の運動部品の暖機運転,
測定方法並びに測定器の推奨精度については,JIS B 6190-1による。
箇条6〜箇条8に規定する各試験の“測定手順”欄には,その測定に関係するJIS B 6190-1の細分箇条
を示す。各幾何精度試験(G1〜G12)には,それぞれに対応する許容値を規定している。
5.3
機械の水平出し
機械の試験を行う前に,機械は,製造業者の指示に従って機械の水平出しを行うのが望ましい[JIS B
6190-1の6.1.2(水平出し)を参照]。
4
B 6361-2:2017 (ISO 11090-2:2014)
5.4
試験の順序
この規格に示す各試験の順序は,実際の試験の順序を決めるものではない。測定器の取付け又は試験が
容易にできるように,試験は,どのような順序で行ってもよい。
5.5
実施する試験
機械を試験するときは,必ずしもこの規格に規定した全ての試験を行う必要がなく,また行うことがで
きない。この試験が受渡しのために必要なとき,使用者は,製造業者との協定に基づいて関心のある機械
の構成要素及び/又は特性に関係する試験を選択してもよい。実施する試験は,機械を発注するときに明
確にしなければならない。実施する試験の指定がなく,また,その試験に要する経費についての協定もな
い状態でこの規格を受取検査を引用するだけでは,受渡当事者相互間を拘束することにならない。
5.6
測定器
箇条6〜箇条8の各試験の“測定器”欄に示す測定器は,例としてだけ示したものである。同じ量が測
定でき,測定不確かさが同等又はそれ以下の他の測定器を使用してもよい。
5.7
ソフトウェア補正
幾何偏差,位置決め偏差,輪郭偏差及び/又は熱変形を組込みソフトウェア機能を使って補正できる場
合には,この試験でその補正を使用するか否かについては,受渡当事者間の協定に基づき決定しなければ
ならない。
ソフトウェア補正を使用したときは,試験報告書に使用したことを記載する。
ソフトウェア補正を使用するときは,試験のために軸を固定してはならない。
5.8
最小許容値
この規格に規定する測定長さと異なる長さで幾何精度の許容値を決定する場合は,その許容値は,比例
則を用い決めることができる[JIS B 6190-1の4.1.2(規定された測定の限界)参照]。また,許容値の最小
値は,0.005 mmとしなければならない。
5.9
工作精度試験
工作精度試験は,仕上げ条件下で行わなければならない。
5.10 位置決め精度試験及びJIS B 6190-2の参照
位置決め精度試験P1〜P4は,数値制御の放電加工機だけに適用する。
特に,環境条件,機械の暖機運転,測定方法,評価及び結果の解釈については,JIS B 6190-2による。
W軸の運動は,ヘッド位置の調整のために使用することから,W軸の位置決め精度試験は行わない。必
要があれば,Z軸の試験と同じ方法で行う。
5
B 6361-2:2017 (ISO 11090-2:2014)
6
幾何精度試験
6.1
直進運動軸
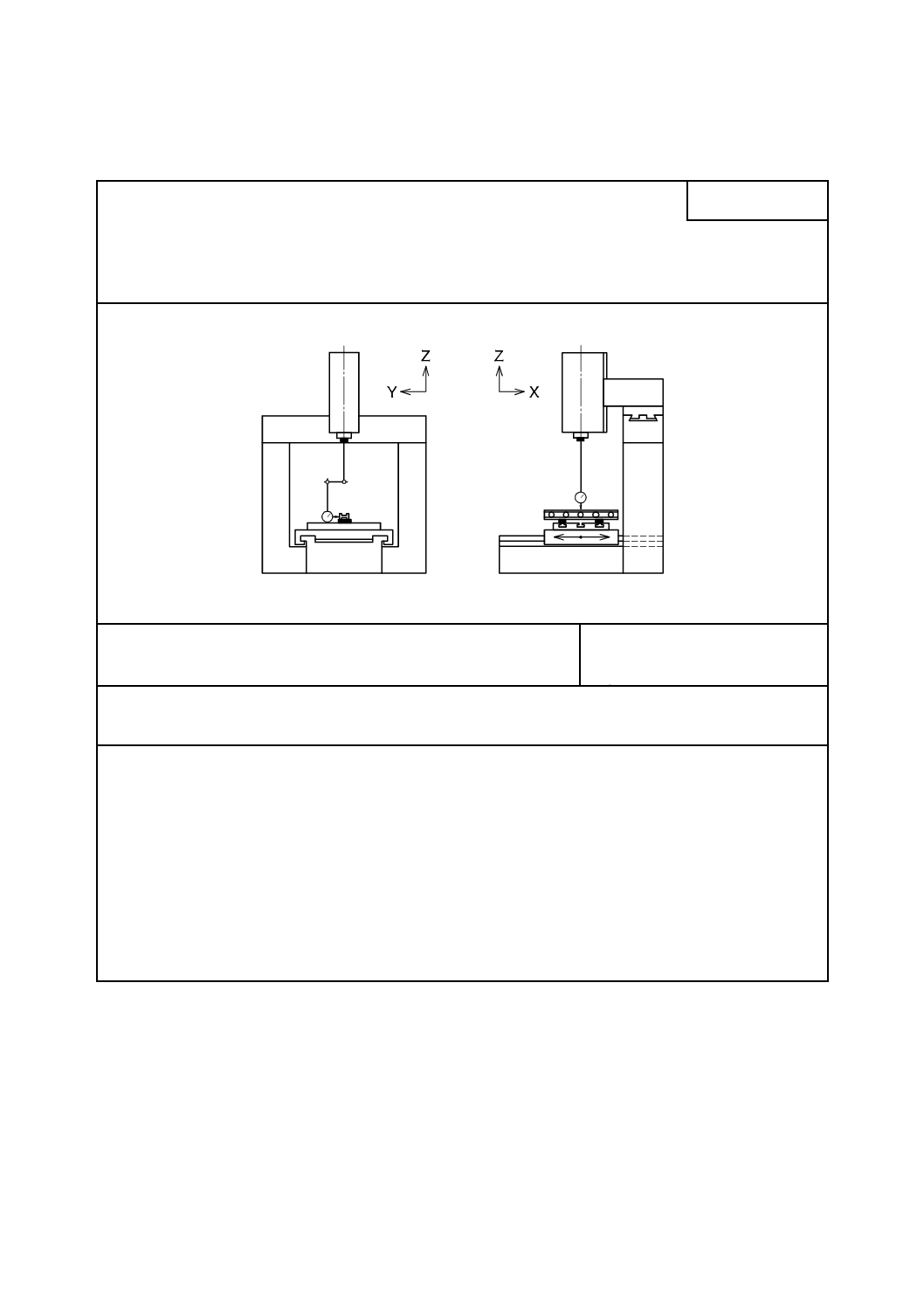
目的
G1
X軸運動の真直度誤差の試験
a) 水平XY面内で(EYX)
b) 垂直ZX面内で(EZX)
測定方法図
a)
b)
許容値
a)及びb) 測定長さ500について 0.010
測定値
a)
b)
測定器
直定規,調整ブロック及び変位計,又は光学式測定器
測定手順(JIS B 6190-1の3.4.8,8.2.2.1及び8.2.3参照)
変位計は,クイル(ヘッド)に取り付ける。
a) 直定規は,XY平面のX軸方向と平行に定置し,変位計の測定子を直定規に当てる。テーブルをX軸方向に
測定長さだけ移動させて,変位計の読みを記録する。
b) ZX面内についても,同じ方法で試験する。
6
B 6361-2:2017 (ISO 11090-2:2014)
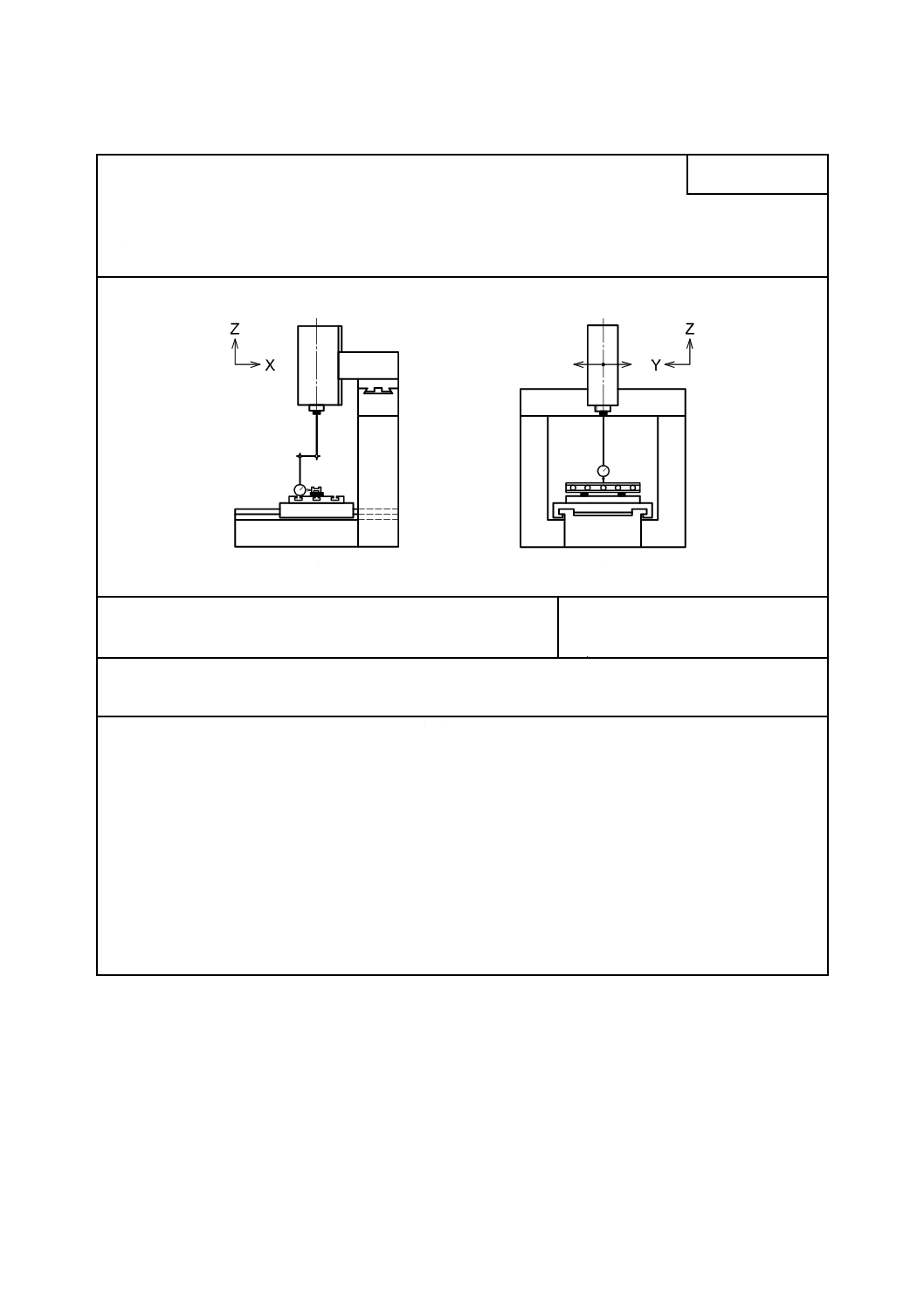
目的
G2
Y軸運動の真直度誤差の試験
a) 水平XY面内(EXY)
b) 垂直YZ面内(EZY)
測定方法図
a)
b)
許容値
a)及びb) 測定長さ500について 0.010
測定値
a)
b)
測定器
直定規,調整ブロック及び変位計,又は光学式測定器
測定手順(JIS B 6190-1の3.4.8,8.2.2.1及び8.2.3参照)
変位計は,クイル(ヘッド)に取り付ける。
a) 直定規は,XY平面のY軸方向と平行に定置し,変位計の測定子を直定規に当てる。テーブルをY軸方向に
測定長さだけ移動させて,変位計の読みを記録する。
b) YZ面内についても,同じ方法で試験する。
7
B 6361-2:2017 (ISO 11090-2:2014)
目的
G3
クイル(Z軸)運動の真直度誤差の試験
a) ZX面内(EXZ)
b) YZ面内(EYZ)
測定方法図
a)
b)
許容値
測定長さ300について 0.010
測定値
a)
b)
測定器
円筒スコヤ,定盤,調整ブロック及び変位計
測定手順(JIS B 6190-1の3.4.8,8.2.2.1及び8.2.3参照)
定盤は,テーブル上面に定置する。
変位計は,クイルに取り付ける。
a) 円筒スコヤは,ZX平面のZ軸方向と平行に置き,変位計の測定子は,X軸に平行に円筒スコヤに当てる。ク
イルをZ軸方向に測定長さだけ移動させて,変位計の読みを記録する。
b) YZ面内についても,同じ方法で試験する。
8
B 6361-2:2017 (ISO 11090-2:2014)
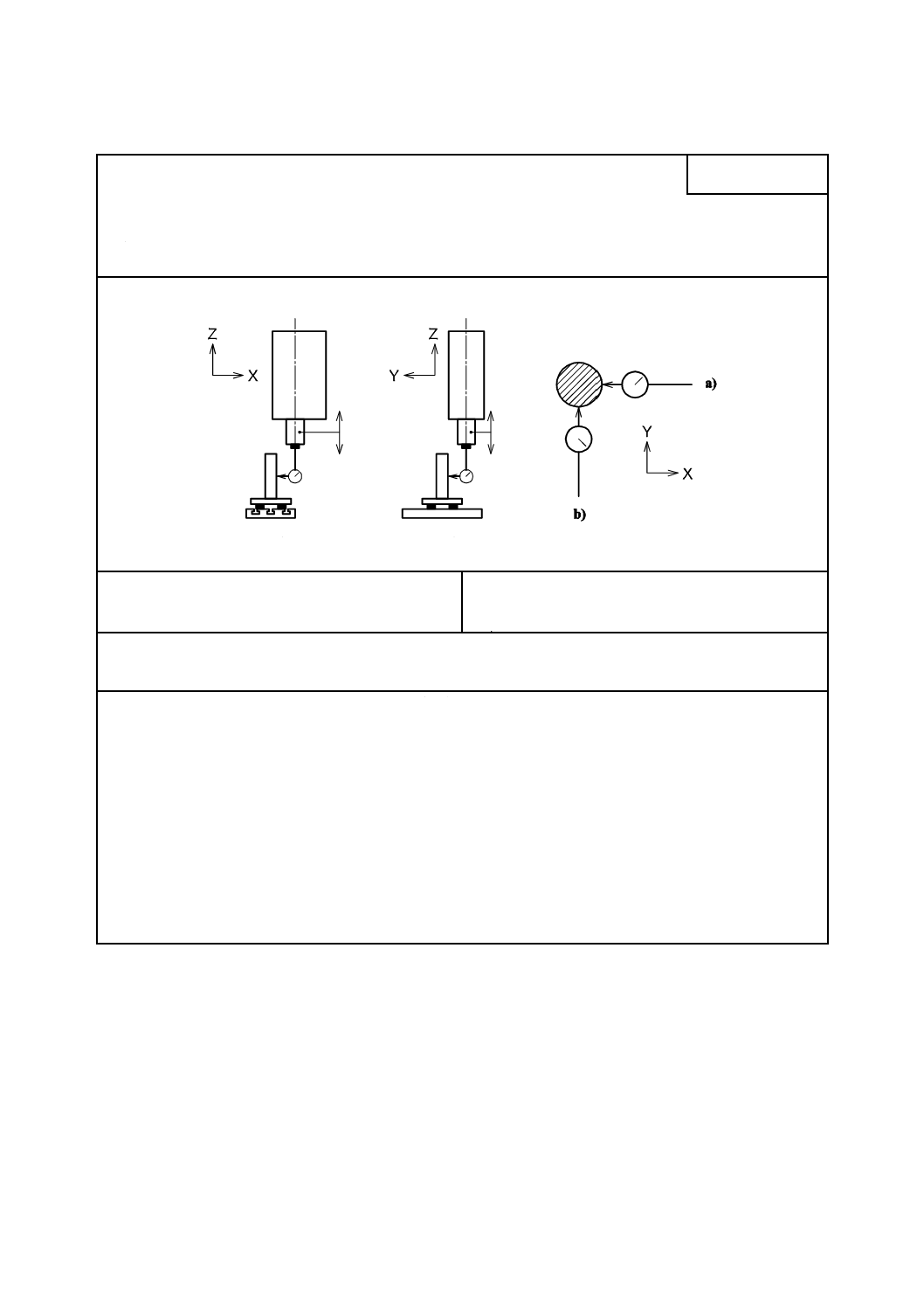
目的
G4
Y軸運動とX軸運動との直角度誤差[EC(0Y)X]の試験
測定方法図
許容値
0.040 / 1 000(0.020 / 500)
測定値
測定器
直定規,直角定規及び変位計,又は光学式測定器
測定手順(JIS B 6190-1の3.4.8,3.6.7,8.2.2.1及び8.2.3参照)
直定規は,Y軸運動と平行になるようにテーブル上に定置し,直角定規を直定規の使用面に当てる。
変位計は,クイル(ヘッド)に取り付け,変位計の測定子を直角定規のもう一つの使用面に当てる。X軸を測定
長さだけ移動させて,数箇所で変位計の読みを記録する。読みの軌跡の基準直線の傾きが直角度誤差であり,記録
する。
直角定規だけを用いて測定することも可能である。
その場合には,直角定規の長いほうの使用面をY軸運動に平行に定置し,X軸運動と短いほうの使用面との平行
度を測定する。
9
B 6361-2:2017 (ISO 11090-2:2014)
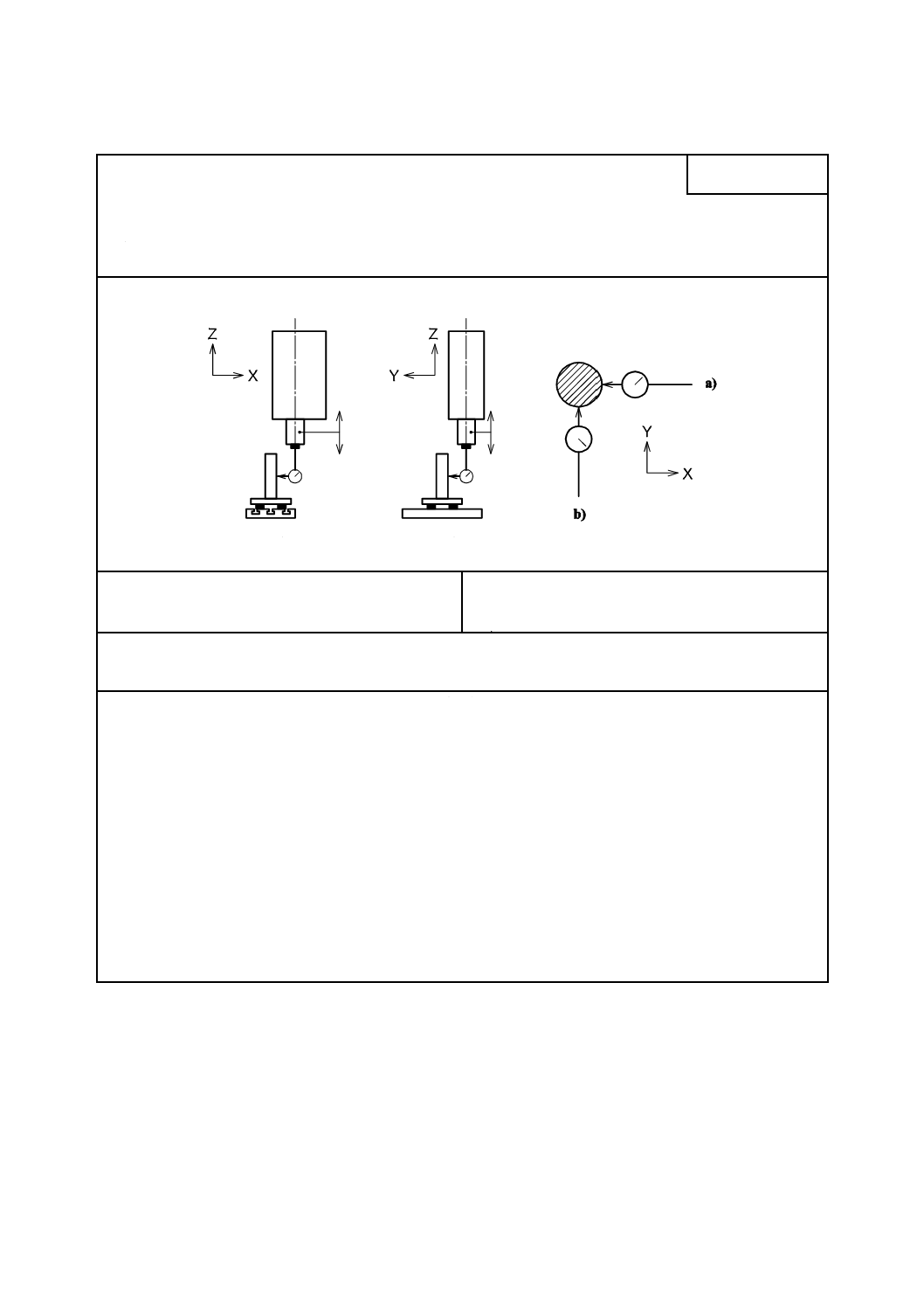
目的
G5
次のa)又はb)の運動とクイル(Z軸)の垂直方向運動との直角度誤差の試験
a) X軸運動[EB(0X)Z]
b) Y軸運動[EA(0Y)Z]
測定方法図
a)
b)
許容値
a)及びb)
0.050 / 1 000(0.015 / 300)
測定値
a)
b)
測定器
円筒スコヤ,定盤,調整ブロック及びダイヤルゲージ,又は光学式測定器
測定手順(JIS B 6190-1の3.6.7,10.3.2.2及び10.3.2.5参照)
定盤は,調整ブロックを介してテーブル上面に定置し,その上面がX軸及びY軸の両方向に平行になるように調
整する。円筒スコヤは,その定盤上に定置する。
変位計は,クイルに取り付ける。
a) 変位計の測定子は,円筒スコヤにX軸方向に平行に当て,クイルをZ軸方向に測定長さだけ移動させて,数
箇所で水準器の読みを記録する。読みの軌跡の基準直線の傾きが直角度誤差であり,記録する。
b) Y軸方向についても,同じ方法で試験する。
10
B 6361-2:2017 (ISO 11090-2:2014)
目的
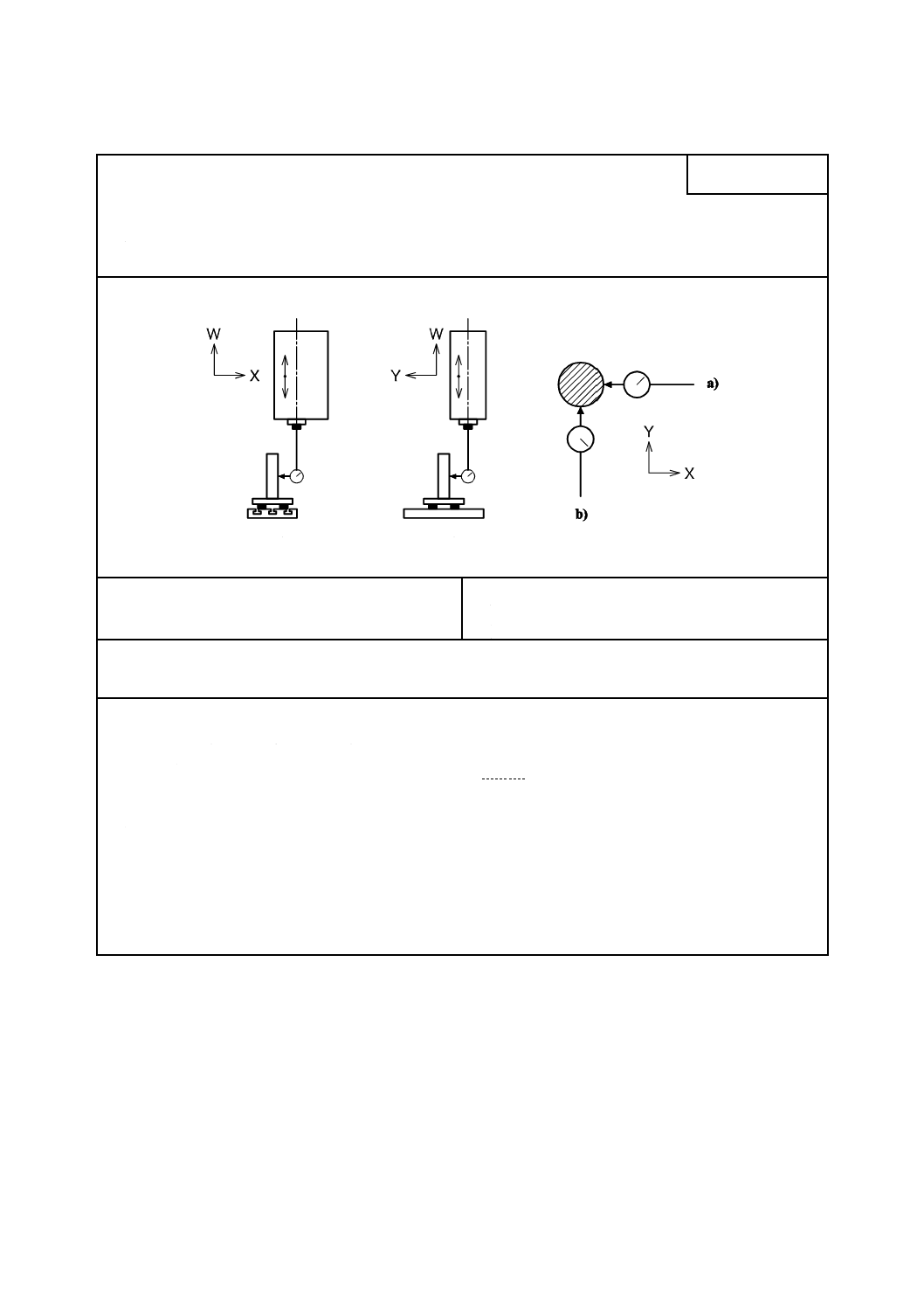
G6
次のa)又はb)の運動とヘッド(W軸)の垂直方向運動との直角度誤差の試験
a) X軸運動[EB(0X)W]
b) Y軸運動[EA(0Y)W]
測定方法図
a)
b)
許容値
a)及びb)
0.040 / 1 000(0.020 / 500)
測定値
a)
b)
測定器
円筒スコヤ,定盤,調整ブロック及び変位計,又は光学式測定器
測定手順(JIS B 6190-1の3.6.7,10.3.2.2及び10.3.2.5参照)
定盤は,調整ブロックを介してテーブル上面に定置し,その上面がX軸及びY軸の両方向に平行になるように調
整する。円筒スコヤは,その定盤上に定置する。変位計は,クイルに取り付ける。
a) 変位計の測定子は,円筒スコヤにX軸方向に平行に当て,ヘッドをW軸方向に測定長さだけ移動させて,数
箇所で変位計の読みを記録する。読みの軌跡の基準直線の傾きが直角度誤差であり,記録する。
b) Y軸方向についても,同じ方法で試験する。
11
B 6361-2:2017 (ISO 11090-2:2014)
目的
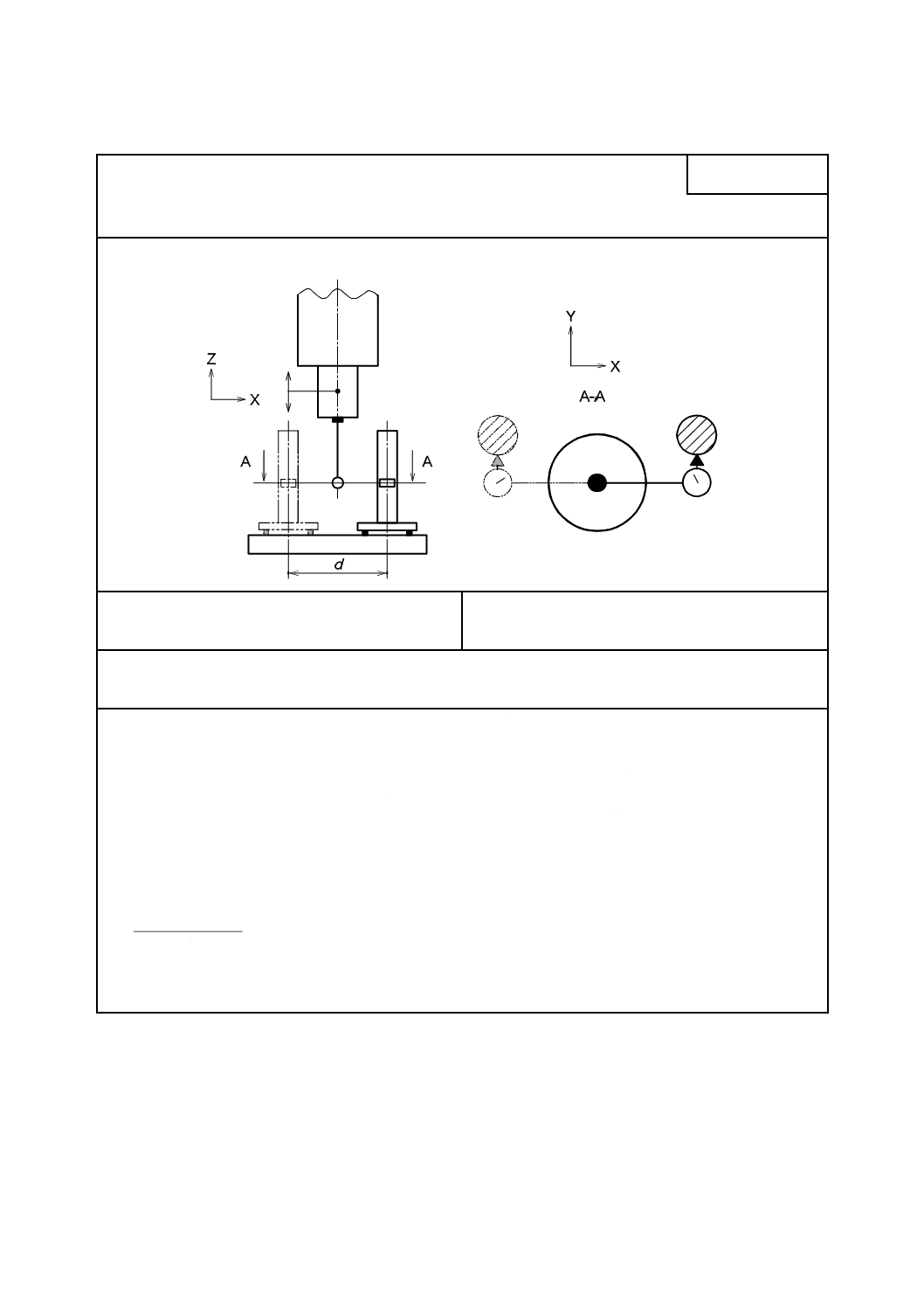
G7
XY面内におけるZ軸運動(クイル)[又はW軸運動(ヘッド)]の角度偏差(ロール,ECZ又はECW)の試験
測定方法図
許容値
0.060 / 1 000(0.012 / 200)
測定値
測定器
円筒スコヤ,定盤,調整ブロック及び変位計
測定手順(JIS B 6190-1の3.4.16,8.4.2.1,8.4.2.2及び8.4.3参照)
定盤は,テーブル上に定置する。円筒スコヤは,Z軸にほぼ平行になるように定盤上に定置する。特殊アームは,
クイルに取り付ける。特殊アームに取り付けた変位計の測定子は,Y軸方向から円筒スコヤに当てる。Z軸を移動
させて測定高さを変え,それぞれの高さで円筒スコヤの読みを取り,その位置を印する。
X軸に沿って円筒スコヤを距離dだけ移動させて,測定子が円筒スコヤの同じ線上で再び当たるように,クイル
(ヘッド)のもう一方の側に変位計を取り付け直す。変位計の読みを,再びゼロに合わせ,先に読み取った高さで
読みを取り,記録する。
測定高さごとに二つの読みの差を求め,その差の最大値と最小値とを選んで角度誤差を次の式から算出し,記録
する。
d
最小値)
(最大値−
ここに,dは,変位計の二つの測定位置間の距離である。
X軸運動のロール偏差を測定し,その影響を考慮しなければならない。
12
B 6361-2:2017 (ISO 11090-2:2014)
6.2
テーブル
目的
G8
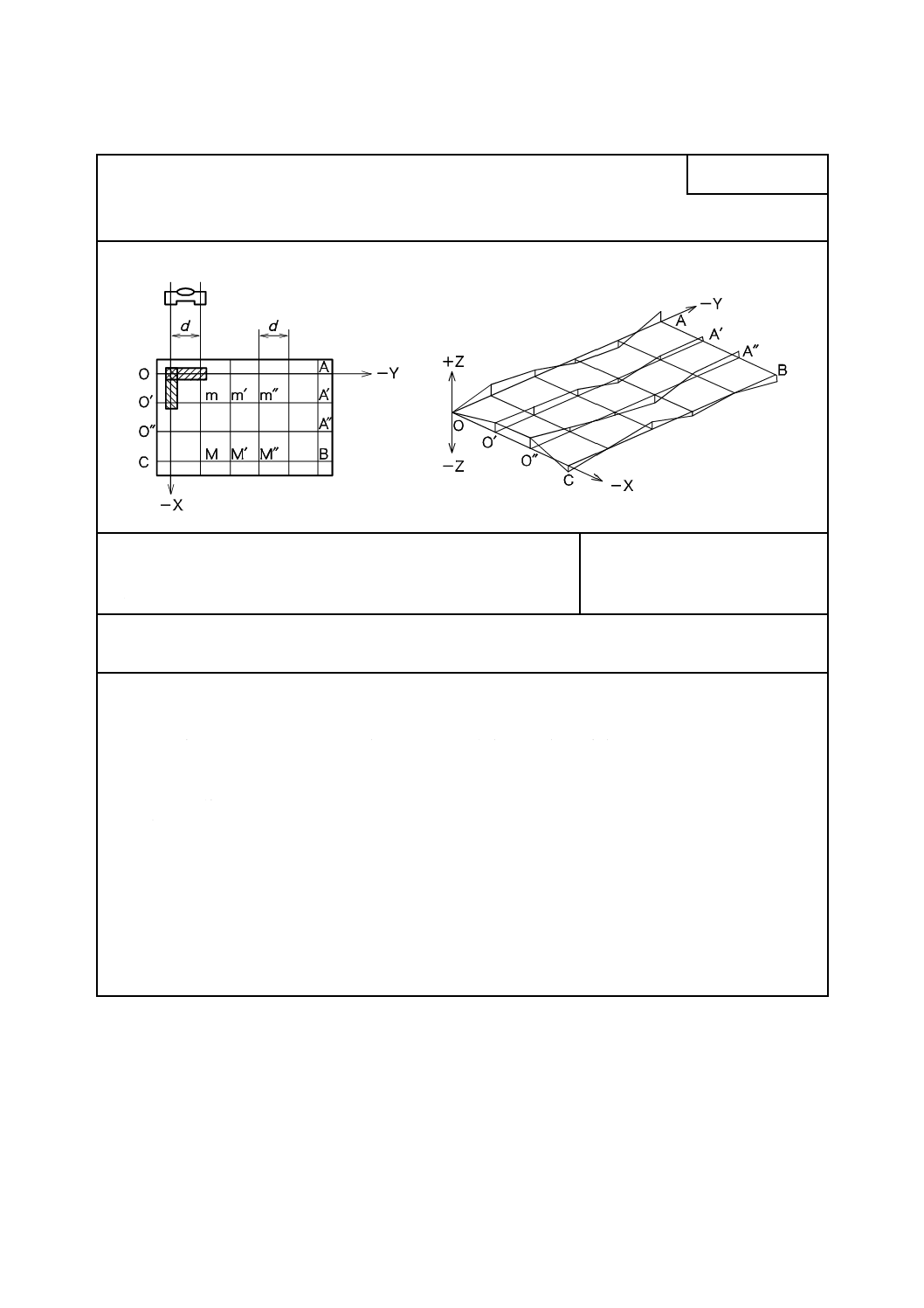
テーブル上面の平面度の試験
測定方法図
許容値
測定長さ1 000まで 0.03
長さが1 000増すごとに 0.01を加える。
注記 測定長さは,O-X又はO-Yの長いほうの長さを示す。
測定値
測定器
精密水準器,直定規及び変位計,又は光学式若しくはその他の測定器
測定手順(JIS B 6190-1の12.2.4.2及び12.2.5参照)
テーブルは,X軸運動及びY軸運動の中央に置く。テーブル上に精密水準器を置き,その長さdに対応させて順
次X及びY方向に移動させて,水準器の読みを記録する。各方向の角度の測定方法は,JIS B 6190-1の12.1.3によ
る。
測定は,O,O',…Cを始点とし,X軸方向にそれぞれ線OA,線O'A',…,線CBについて行い,Y軸方向は,
Oを始点として線OCについて行わなければならない。
平面度誤差は,JIS B 6190-1の12.2.4.2に従って求め,記録する。
13
B 6361-2:2017 (ISO 11090-2:2014)
目的
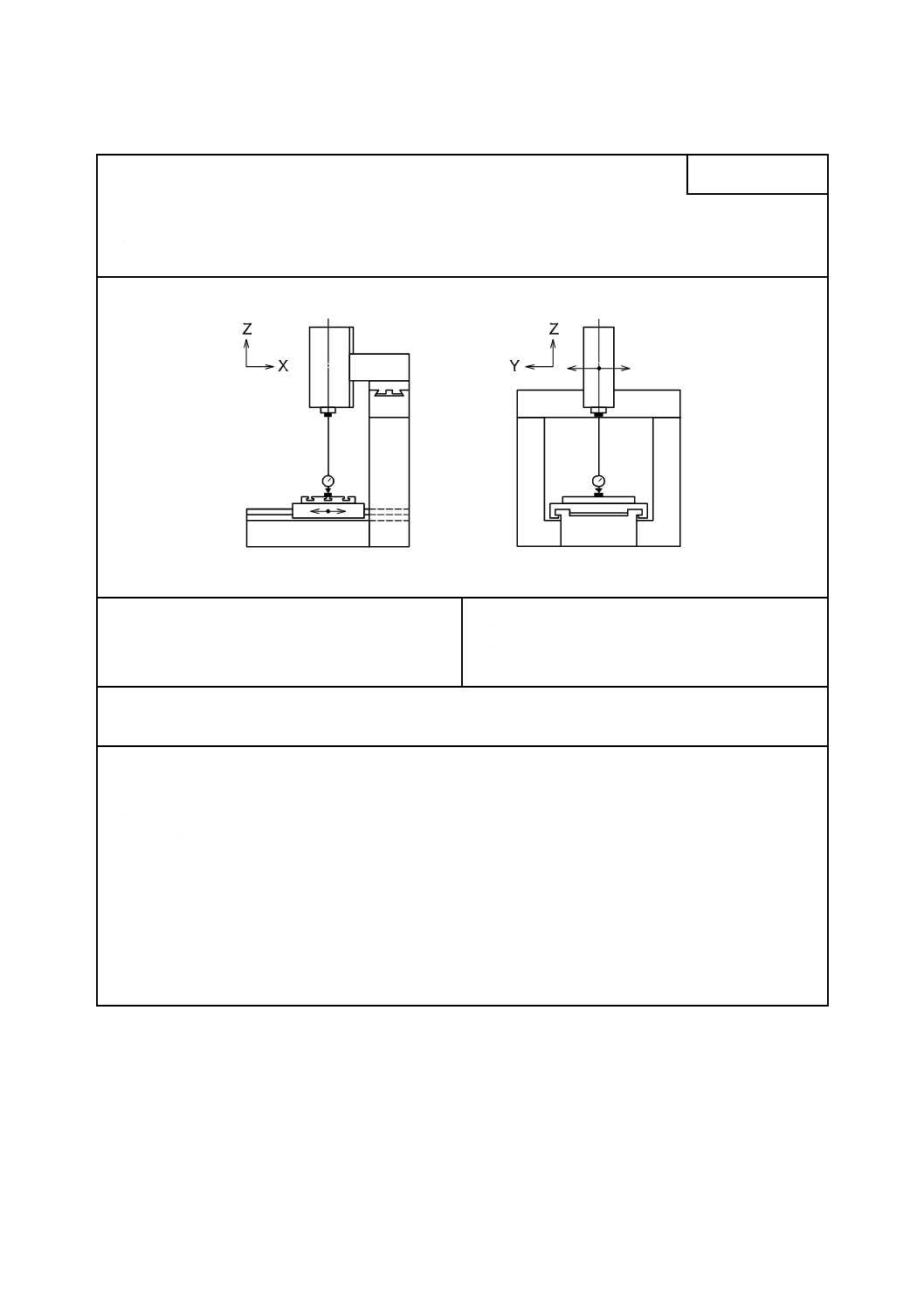
G9
次のa)又はb)の運動とテーブル上面(Table)との平行度誤差の試験
a) X軸運動[EB(0X)Table]
b) Y軸運動[EA(0Y)Table]
測定方法図
a)
b)
許容値
a)及びb) 測定長さ500について 0.02
最大許容値 0.05
測定値
a)
b)
測定器
変位計及び直定規
測定手順(JIS B 6190-1の3.6.5及び12.3.2.5参照)
変位計は,クイル(ヘッド)に取り付ける。
a) 変位計の測定子は,テーブル上面に当てる。テーブルをX軸方向に測定長さだけ移動させて,変位計の読み
を記録する。
b) Y軸方向についても,同じ方法で試験する。
測定は,可能な場合には,X軸方向及びY軸方向のテーブルのほぼ中心線に沿って行わなければならない。
例えば,T溝によってテーブル上面の直接測定が困難な場合は,テーブル上に設置した直定規を使用してもよい
(JIS B 6190-1の12.3.2.5.2を参照)。
14
B 6361-2:2017 (ISO 11090-2:2014)
6.3
ヘッド,クイル及び主軸
目的
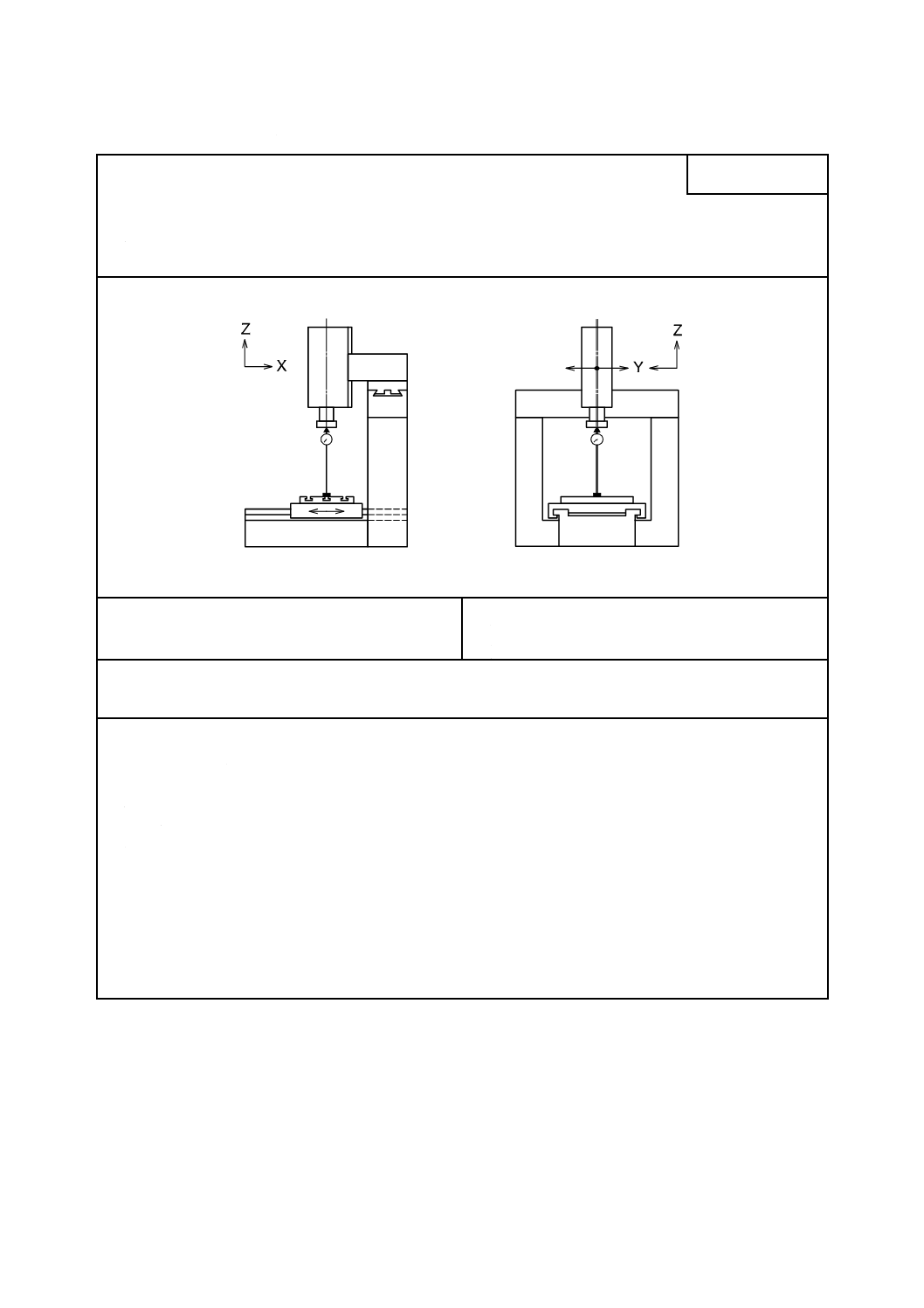
G10
次のa)又はb)の運動と電極取付板の電極取付面(Platen)との平行度誤差の試験
a) X軸運動[EB(0X)Platen]
b) Y軸運動[EA(0Y)Platen]
測定方法図
a)
b)
許容値
a)及びb) 測定長さ500について 0.03
測定値
a)
b)
測定器
変位計
測定手順(JIS B 6190-1の3.6.5及び12.3.2.5.2参照)
変位計は,テーブル上に定置する。
変位計の測定子は,電極取付板の電極取付面に当てる。
a) X軸を測定長さだけ移動させて,数箇所で変位計の読みを記録する。読みの最大差が,平行度誤差であり,
記録する。
b) Y軸方向についても,同じ方法で試験する。
15
B 6361-2:2017 (ISO 11090-2:2014)
目的
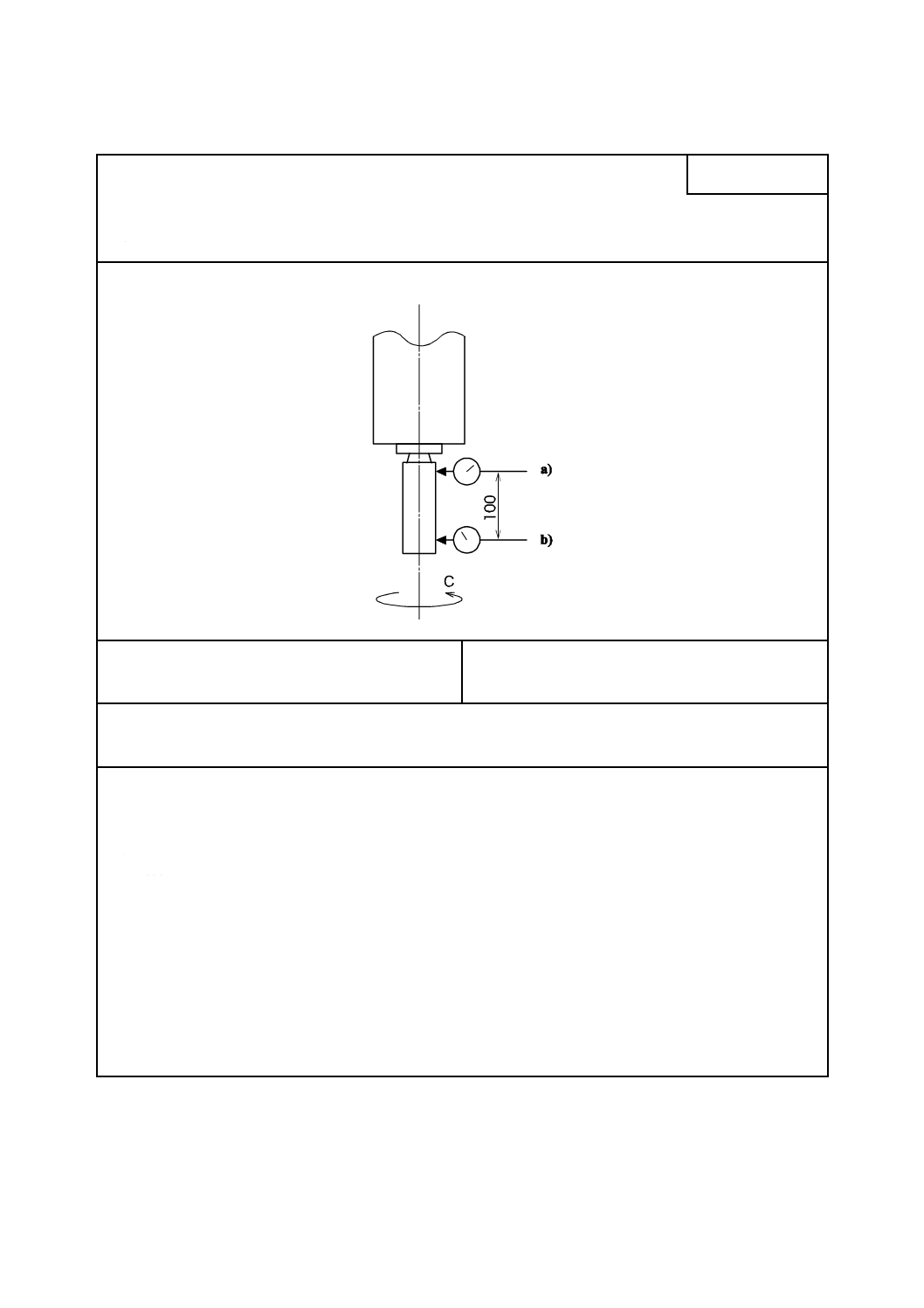
G11
主軸の振れ(半径振れ)の試験
a) テストバーの口元近くで
b) 100の距離で
測定方法図
許容値
a) 0.005
b) 0.01
測定値
a)
b)
測定器
テストバー及び変位計
測定手順(JIS B 6190-1の3.9.7及び12.5.3参照)
テストバーは,主軸にはめる。
変位計は,機械のテーブル上に取り付ける。
a) 変位計の測定子は,テストバーの口元近くに当て,主軸を回転させて変位計の読みを記録する。
b) 100 mm離れた位置で,同じ方法で試験する。
16
B 6361-2:2017 (ISO 11090-2:2014)
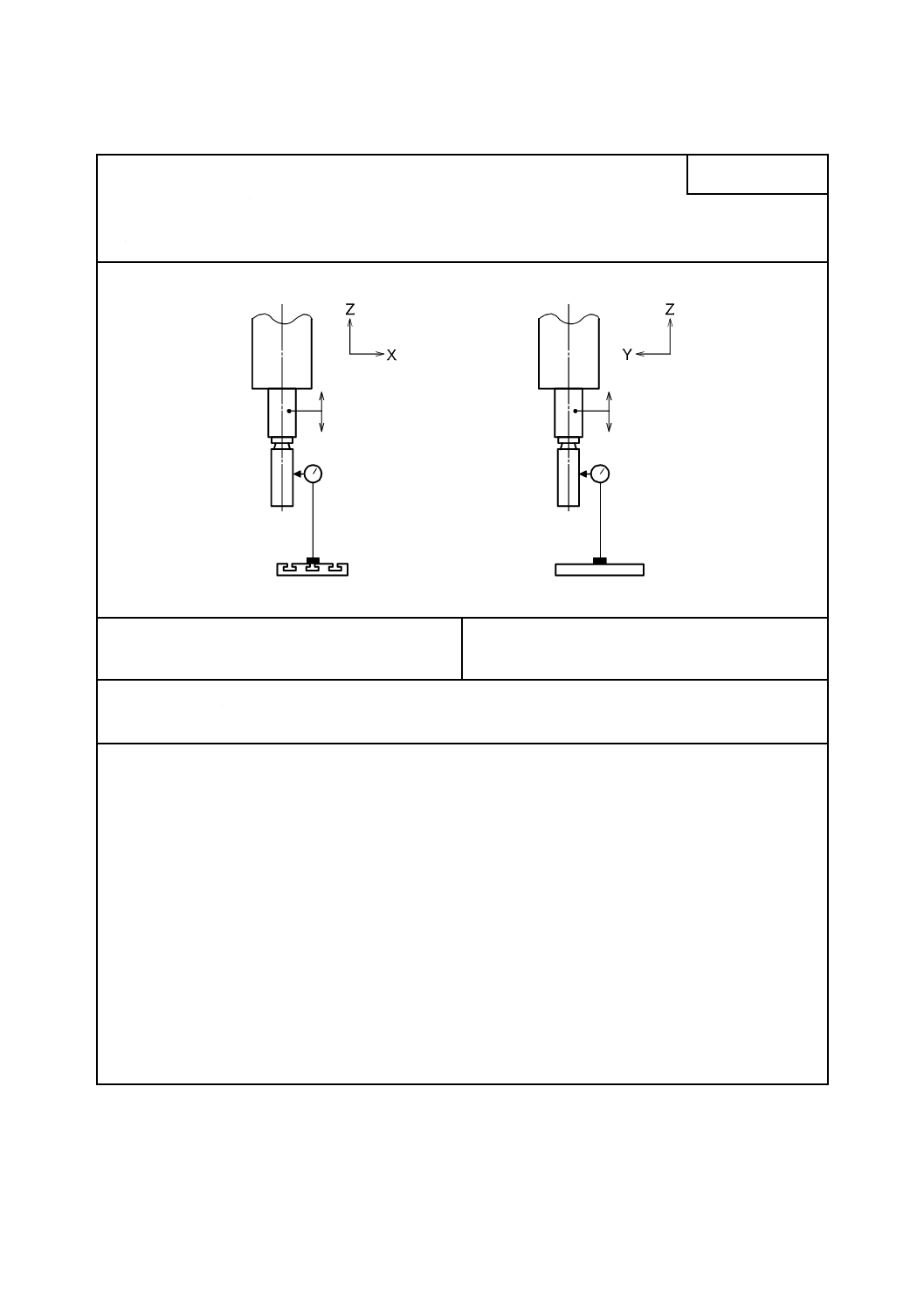
目的
G12
Z軸運動と主軸中心線(C)との平行度誤差の試験
a) ZX面内[EB(0Z)C]
b) YZ面内[EA(0Z)C]
測定方法図
a)
b)
許容値
a)及びb) 0.1 / 1 000(0.01 / 100)
測定値
a)
b)
測定器
テストバー及び変位計
測定手順(JIS B 6190-1の3.6.4及び10.1.4.3参照)
変位計は,テーブル上に取り付ける。
a) 変位計の測定子は,ZX面内でテストバーに当て,主軸を回転させて主軸の振れの平均位置を見つける。クイ
ルをZ軸方向に移動させて,数箇所で変位計の読みを記録する。読みの軌跡の基準直線の傾きが,平行度誤
差であり,記録する。
b) YZ面内についても,同じ方法で試験する。
17
B 6361-2:2017 (ISO 11090-2:2014)
7
数値制御軸の位置決め精度試験
この試験を実施するときには,特に環境条件,機械の暖機運転,測定方法,評価方法及び結果の表示方
法は,JIS B 6190-2による。
W軸運動は,ヘッド位置を調整するために使用することから,W軸の位置決め精度試験は行わない。必
要な場合は,Z軸の試験と同様に行わなければならない。
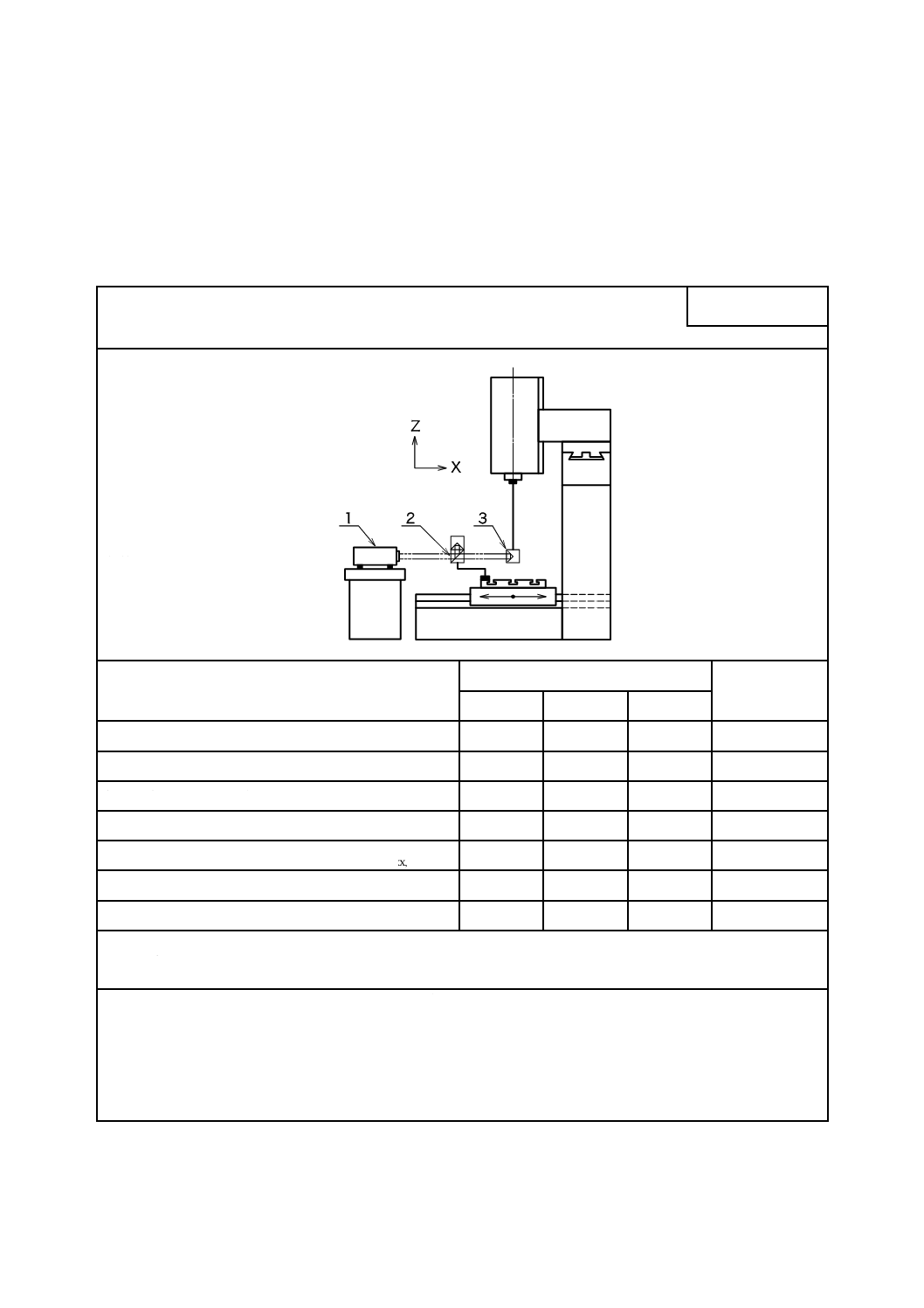
目的
P1
X軸運動の位置決め精度(EXX)の試験
測定方法図
記号
1
レーザヘッド
2
干渉計
3
反射鏡
許容値
測定長さ
測定値
≦500
≦1 000
≦2 000
軸の両方向位置決めの正確さ
EXX, A
0.012
0.016
0.020
軸の一方向位置決めの繰返し性
EXX,R↑及びEXX,R↓
0.005
0.008
0.010
軸の両方向位置決めの繰返し性
EXX,R
0.010
0.012
0.016
軸の反転誤差
EXX,B
0.008
0.010
0.013
軸の平均反転誤差
E
B
XX,
0.004
0.005
0.006
軸の両方向位置決めの系統誤差
EXX,E
0.010
0.012
0.016
軸の平均両方向位置決め誤差
EXX,M
0.006
0.008
0.010
測定器
レーザ干渉計又はリニアスケール
測定手順(JIS B 6190-1の8.3及びJIS B 6190-2参照)
リニアスケール又はレーザ干渉計の光軸は,試験する軸と平行に置かなければならない。
位置決めは,通常,早送り速度で行うが,受渡当事者間の協定によって任意の送り速度で行ってもよい。
18
B 6361-2:2017 (ISO 11090-2:2014)
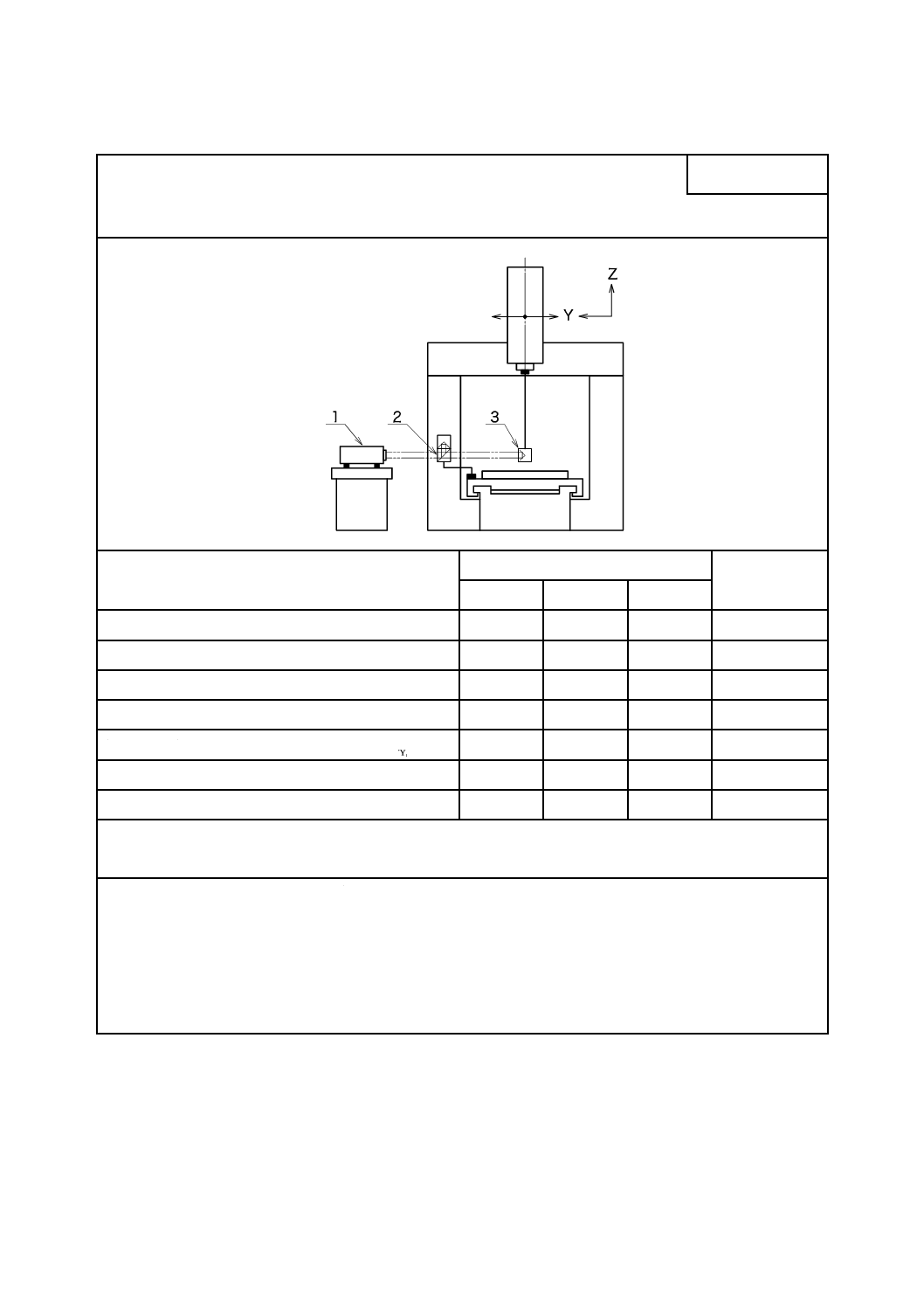
目的
P2
Y軸運動の位置決め精度(EYY)の試験
測定方法図
記号
1
レーザヘッド
2
干渉計
3
反射鏡
許容値
測定長さ
測定値
≦500
≦1 000
≦2 000
軸の両方向位置決めの正確さ
EYY,A
0.012
0.016
0.020
軸の一方向位置決めの繰返し性
EYY,R↑及びEYY,R↓
0.005
0.008
0.010
軸の両方向位置決めの繰返し性
EYY,R
0.010
0.012
0.016
軸の反転値誤差
EYY,B
0.008
0.010
0.013
軸の平均反転誤差
E
B
YY,
0.004
0.005
0.006
軸の両方向位置決めの系統誤差
EYY,E
0.010
0.012
0.016
軸の平均両方向位置決め誤差
EYY,M
0.006
0.008
0.010
測定器
レーザ干渉計,又はリニアスケール
測定手順(JIS B 6190-1の8.3及びJIS B 6190-2参照)
リニアスケール又はレーザ干渉計の光軸は,試験する軸と平行に置かなければならない。
位置決めは,通常,早送り速度で行うが,受渡当事者間の協定によって任意の送り速度で行ってもよい。
19
B 6361-2:2017 (ISO 11090-2:2014)
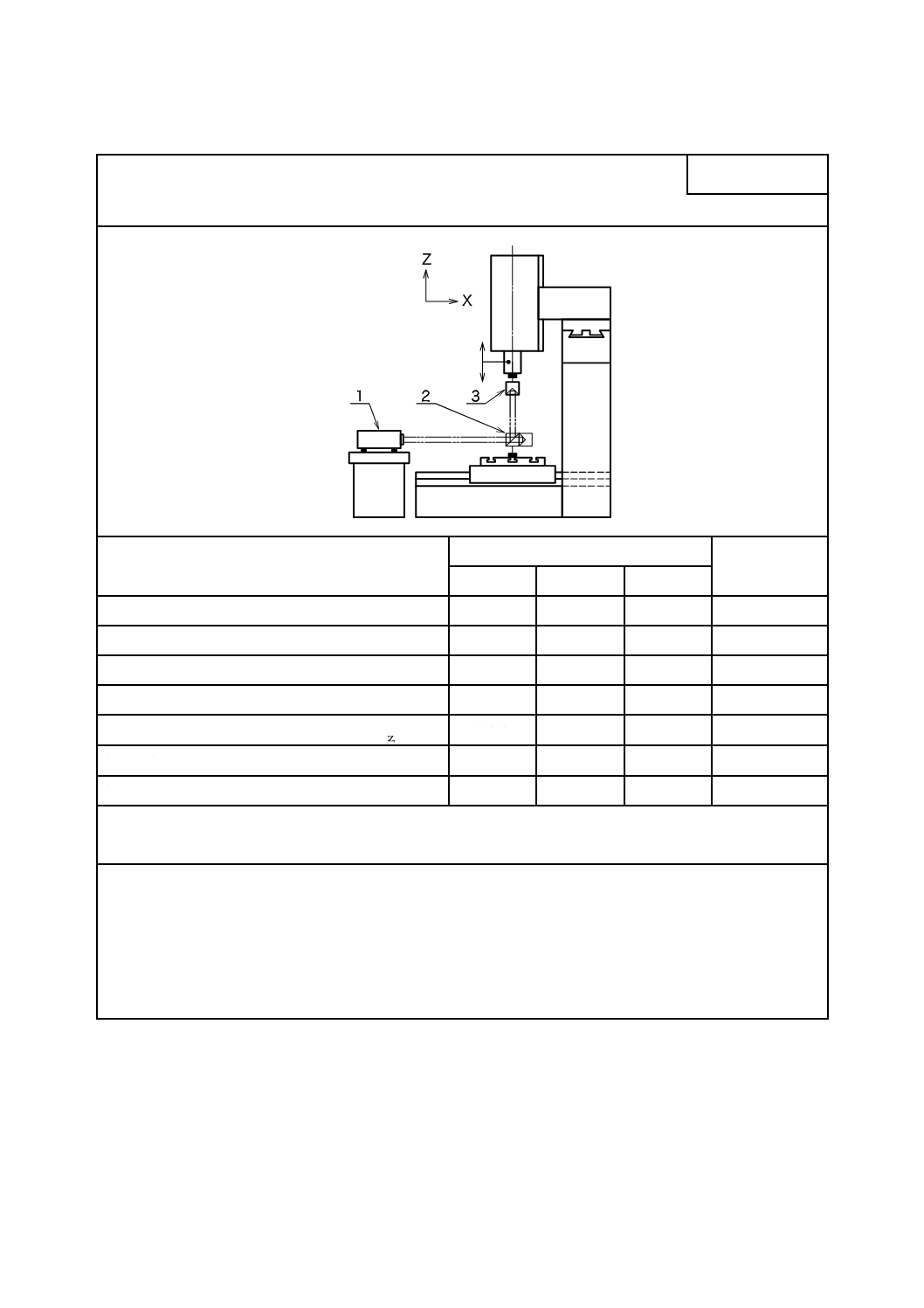
目的
P3
Z軸運動の位置決め精度(EZZ)の試験
測定方法図
記号
1
レーザヘッド
2
干渉計
3
反射鏡
許容値
測定長さ
測定値
≦250
≦500
≦1 000
軸の両方向位置決めの正確さ
EZZ,A
0.010
0.012
0.016
軸の一方向位置決めの繰返し性
EZZ,R↑及びEZZ,R↓
0.004
0.005
0.008
軸の両方向位置決めの繰返し性
EZZ,R
0.008
0.010
0.012
軸の反転誤差
EZZ,B
0.006
0.008
0.010
軸の平均反転誤差
E
B
ZZ,
0.003
0.004
0.005
軸の両方向位置決めの系統誤差
EZZ,E
0.008
0.010
0.012
軸の平均両方向位置決め誤差
EZZ,M
0.005
0.006
0.008
測定器
レーザ干渉計又はリニアスケール
測定手順(JIS B 6190-1の8.3及びJIS B 6190-2参照)
リニアスケール又はレーザ干渉計の光軸は,試験する軸と平行に置かなければならない。
位置決めは,通常,早送り速度で行うが,受渡当事者間の協定によって任意の送り速度で行ってもよい。
20
B 6361-2:2017 (ISO 11090-2:2014)
目的
P4
C軸運動の位置決め精度(ECC)の試験
測定方法図
記号
1
オートコリメータ
2
多面鏡
許容値(秒)
測定値(秒)
軸の両方向位置決めの正確さ
ECC,A
80
軸の一方向位置決めの繰返し性
ECC,R↑及びECC,R↓
40
軸の両方向位置決めの繰返し性
ECC,R
55
軸の反転誤差
ECC,B
40
軸の平均反転誤差
E
B
,
CC
20
軸の両方向位置決めの系統誤差
ECC,E
65
軸の平均両方向位置決め誤差
ECC,M
40
測定器
オートコリメータ及び多面鏡,ロータリエンコーダ,又はレーザ干渉計及び割出テーブル
測定手順(JIS B 6190-1の9.2及びJIS B 6190-2参照)
測定は,少なくとも4か所で行う。例えば,0°,90°,180°及び270°。
オートコリメータと多面鏡とを測定に使用する場合には,測定位置の数は,多面鏡の面の数によって決まる。
測定角度が一定の多面鏡を用いて回転軸の測定を行う場合は,報告しなければならない。
21
B 6361-2:2017 (ISO 11090-2:2014)
8
工作精度試験
目的
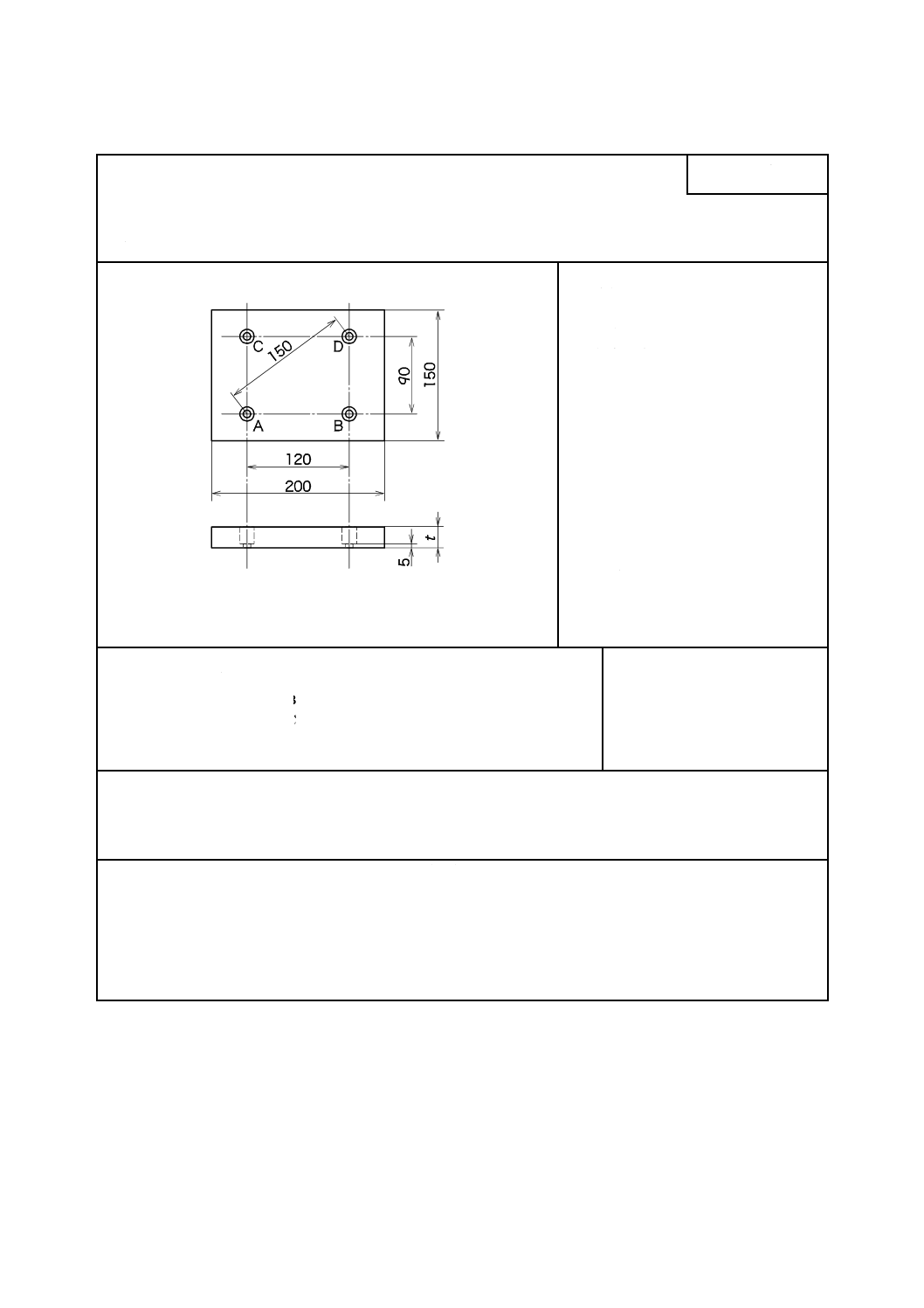
M1
仕上げ加工による加工穴のピッチ精度及び直径差の試験
a) ピッチ精度
b) X軸方向及びY軸方向で測定した直径差
測定方法図
加工形状
穴直径 φ10〜φ12
穴ピッチ 120×90
穴深さ 5
半径方向除去量 0.5
(あらかじめ加工する穴の直径は,仕
上げ直径φ10に対しφ9でよい。)
工作物
鋼 200×150
推奨する厚さ(t)は,25であるが,5
でもよい。tが5を超えるときは裏座ぐり
加工が必要である。
電極
銅の円筒棒
加工条件
仕上げ面粗さが2 μm Ra以下であるよ
うな仕上げ条件。
電極は,回転させてはならない。
許容値
a) 穴間隔の精度 AC,BD
90±0.02
CD,AB
120±0.02
AD,BC
150±0.03
b) X軸方向及びY軸方向で測定した直径の差
0.02
測定値
a)
b)
測定器
a) 三次元測定機,又は光学式測定機
b) 内径測定装置,ピン及びマイクロメータ
測定手順(JIS B 6190-1の附属書B及びJIS B 0021参照)
あらかじめあける穴の加工は,テーブル上に工作物を取り付ける前後のいずれかで行ってよいが,半径方向の除
去量が一定であることが望ましい。
22
B 6361-2:2017 (ISO 11090-2:2014)
参考文献
[1] JIS B 6310:2003 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
注記 対応国際規格:ISO 841:2001,Industrial automation systems and integration−Numerical control of
machines−Coordinate system and motion nomenclature(IDT)
[2] JIS B 0021 製品の幾何特性仕様(GPS)−幾何公差表示方式−形状,姿勢,位置及び振れの公差表示
方式
注記 対応国際規格:ISO 1101:2012,Geometrical product specifications (GPS)−Geometrical tolerancing
−Tolerances of form, orientation, location and run-out
[3] ISO/TR 230-111),Test code for machine tools−Part 11: Measuring instruments and their application to
machine tool geometry tests
注1) 審議中。