3
B 6339-1:2011 (ISO 7388-1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
切れ刃
2
テーパとフランジとの境目
注a) 右勝手バイトの切れ刃位置
b) 製造業者の裁量(丸み付け又は面取り)による(R面取り又はC面取り)。
c) 製造業者の裁量による。
d) 縮尺比 2:1
e) 中高であってはならない。
f) 深さ 0.4
図1−A形及びU形ツールシャンク
B 6339-1:2011 (ISO 7388-1:2007)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 形状及び寸法 ··················································································································· 2
3.1 一般 ···························································································································· 2
3.2 A形及びU形ツールシャンク ··························································································· 2
3.3 AD形及びUD形ツールシャンク ······················································································· 4
3.4 AF形及びUF形ツールシャンク ······················································································· 5
3.5 データチップ付加用シャンク ··························································································· 6
4 材料及び熱処理に関する情報 ······························································································ 6
5 呼び方···························································································································· 6
B 6339-1:2011 (ISO 7388-1:2007)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本工作機器工業会(JMAA)及び
財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS B 6339:1998は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 6339の規格群には,次に示す部編成がある。
JIS B 6339-1 第1部:A,AD,AF,U,UD及びUF形ツールシャンクの形状・寸法
JIS B 6339-2 第2部:J,JD及びJF形ツールシャンクの形状・寸法
JIS B 6339-3 第3部:AC,AD,AF,UC,UD,UF,JD及びJF形ツールシャンク用プルスタッドの
形状・寸法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
B 6339-1:2011
(ISO 7388-1:2007)
自動工具交換用7/24テーパシャンク−
第1部:A,AD,AF,U,UD及びUF形
ツールシャンクの形状・寸法
Tool shanks with 7/24 taper for automatic tool changers-Part 1: Dimensions
and designation of shanks of forms A, AD, AF, U, UD and UF
序文
この規格は,2007年に第2版として発行されたISO 7388-1を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
この規格は,クーラント供給用孔及びデータチップについても考慮している。
1
適用範囲
この規格は,工具マガジンから主軸に,かつ,主軸から工具マガジンに工具を受け渡すための自動工具
交換装置付きマシニングセンタで使用する自動工具交換用A,AD,AF,U,UD及びUF形の7/24テーパ
をもつツールシャンクの形状・寸法について規定する。これらのツールシャンクは,ISO 9270-1に規定す
る主軸端に適合する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7388-1:2007,Tool shanks with 7/24 taper for automatic tool changers−Part 1: Dimensions and
designation of shanks of forms A, AD, AF, U, UD and UF(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0024 製図−公差表示方式の基本原則
注記 対応国際規格:ISO 8015,Technical drawings−Fundamental tolerancing principle(IDT)
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
注記 対応国際規格:ISO 2768-1,General tolerances−Part 1: Tolerances for linear and angular
dimensions without individual tolerance indications(IDT)
JIS B 0419 普通公差−第2部:個々に公差の指示がない形体に対する幾何公差
注記 対応国際規格:ISO 2768-2,General tolerances−Part 2: Geometrical tolerances for features without
2
B 6339-1:2011 (ISO 7388-1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
individual tolerance indications(IDT)
3
形状及び寸法
3.1
一般
この規格の全ての寸法及び公差は,JIS B 0024に従い,ミリメートルで表す。この規格で規定していな
い公差は,JIS B 0405に規定する公差等級“m”及びJIS B 0419に規定する公差等級“K”とする。
3.2
A形及びU形ツールシャンク
図1及び表1による。
3
B 6339-1:2011 (ISO 7388-1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
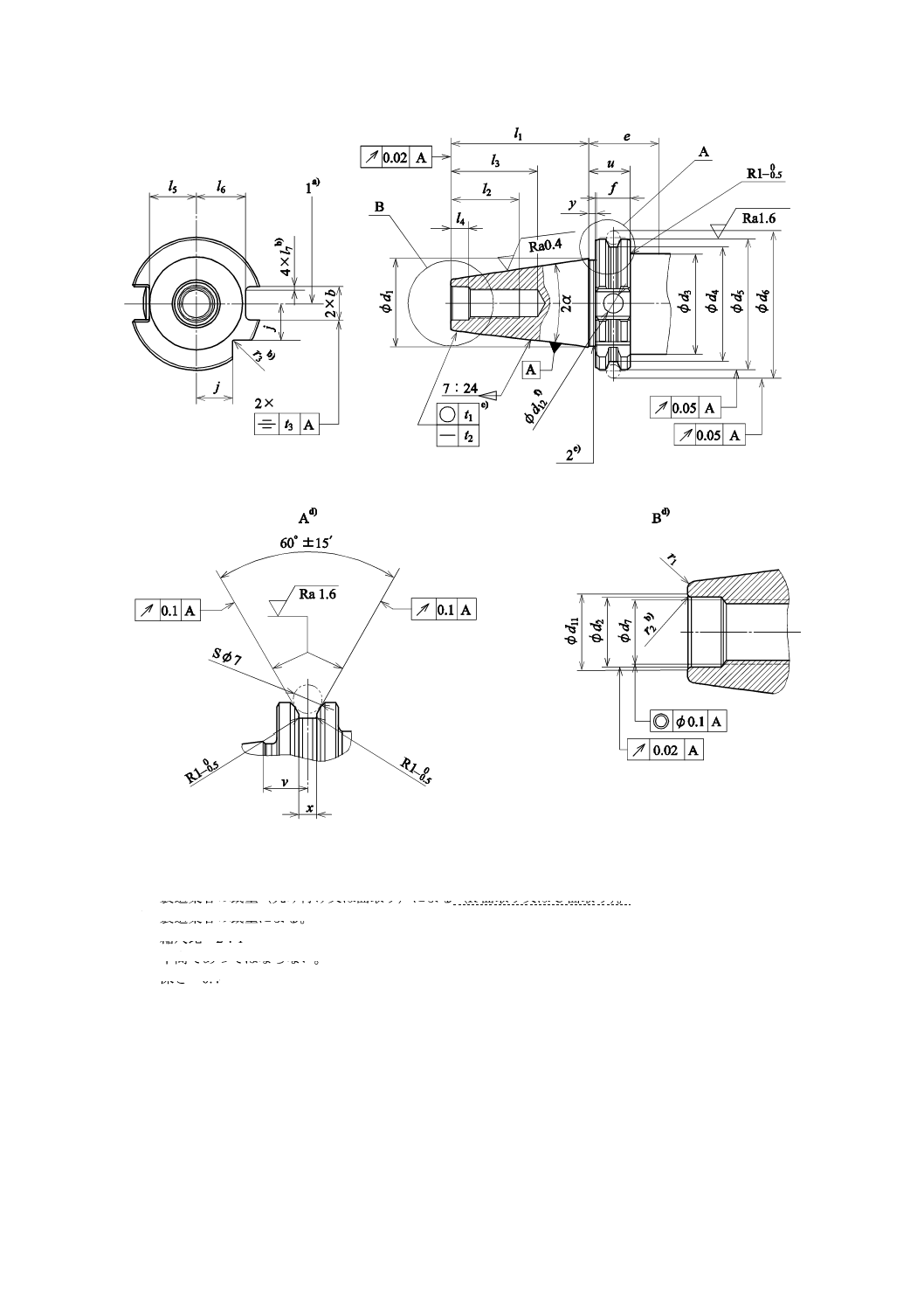
1
切れ刃
2
テーパとフランジとの境目
注a) 右勝手バイトの切れ刃位置
b) 製造業者の裁量(丸み付け又は面取り)による(R面取り又はC面取り)。
c) 製造業者の裁量による。
d) 縮尺比 2:1
e) 中高であってはならない。
f) 深さ 0.4
図1−A形及びU形ツールシャンク
4
B 6339-1:2011 (ISO 7388-1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−A形及びU形ツールシャンクの寸法
寸法
シャンク番号
30
40
45
50
60
形状
A
U
A
U
A
U
A
U
A
U
b0.2
0
+
16.1
19.3
25.7
d1a)
31.75
44.45
57.15
69.85
107.95
d2 H7
13
17
21
25
32
d3
45
31.75
50
44.45
63
57.15
80
69.95
130
107.95
d3(公差)
最大
0.15
0.15
+
−
最大
0.15
0.15
+
−
最大
0.15
0.15
+
−
最大
0.15
0.15
+
−
最大
0.15
0.15
+
−
d4
0
0.5
−
44.3
39.15
56.25
75.25
91.25
147.7
132.8
d5
0
0.1
−
50
46.05
63.55
82.55
97.5
98.5
155
139.75
d6±0.05
59.3
54.85
72.3
91.35
107.25
108.25
164.75
149.5
d7 6H
M12
M16
M20
M24
M30
d11(最大)
14.5
19
23.5
28
36
d12
−
9.52
−
9.52
−
9.52
−
9.52
−
9.52
e(最小)
35
38
f b)
15.9
j00.3
−
15
−
18.5
−
24
−
30
−
49
−
l1
0
0.3
−
47.8
68.4
82.7
101.75
161.9
l2(最小)
24
32
40
47
59
l3(最小)
33.5
42.5
52.5
61.5
76
l4
0.5
0
+
5.5
8.2
10
11.5
14
l5
16.3
22.7
29.1
35.5
54.5
l5(公差)
0
0.3
−
0
0.4
−
l6
18.8
25
31.3
37.7
59.3
56.8
l6(公差)
0
0.3
−
0
0.4
−
l7
0
0.5
−
1.6
2
r1
0.6
1.2
2
2.5
3.5
r1(公差)
0
0.3
−
0
0.5
−
r2c)
0
0.5
−
0.8
1
1.2
1.5
2
r3
0
0.5
−
1.6
2
t1
0.001
0.002
0.003
t2
0.002
0.003
0.004
t3
0.12
0.2
u00.1
−
19.1
v±0.1
11.1
x0.15
0
+
3.75
y±0.1
3.2
α
8°17′50″
α(公差)
″4
0
+
注a) ゲージ面における基本直径
b) 参考値
c) 穴入り口は,R面取り又はC面取りとするが,直径d11を超えてはならない。
3.3
AD形及びUD形ツールシャンク
A形及びU形を補完するものとして,図2に示すように,例えば,中心にクーラント供給用貫通孔を設
けてもよい。この形状を,AD形(A形に設ける場合)及びUD形(U形に設ける場合)と呼ぶ。貫通孔
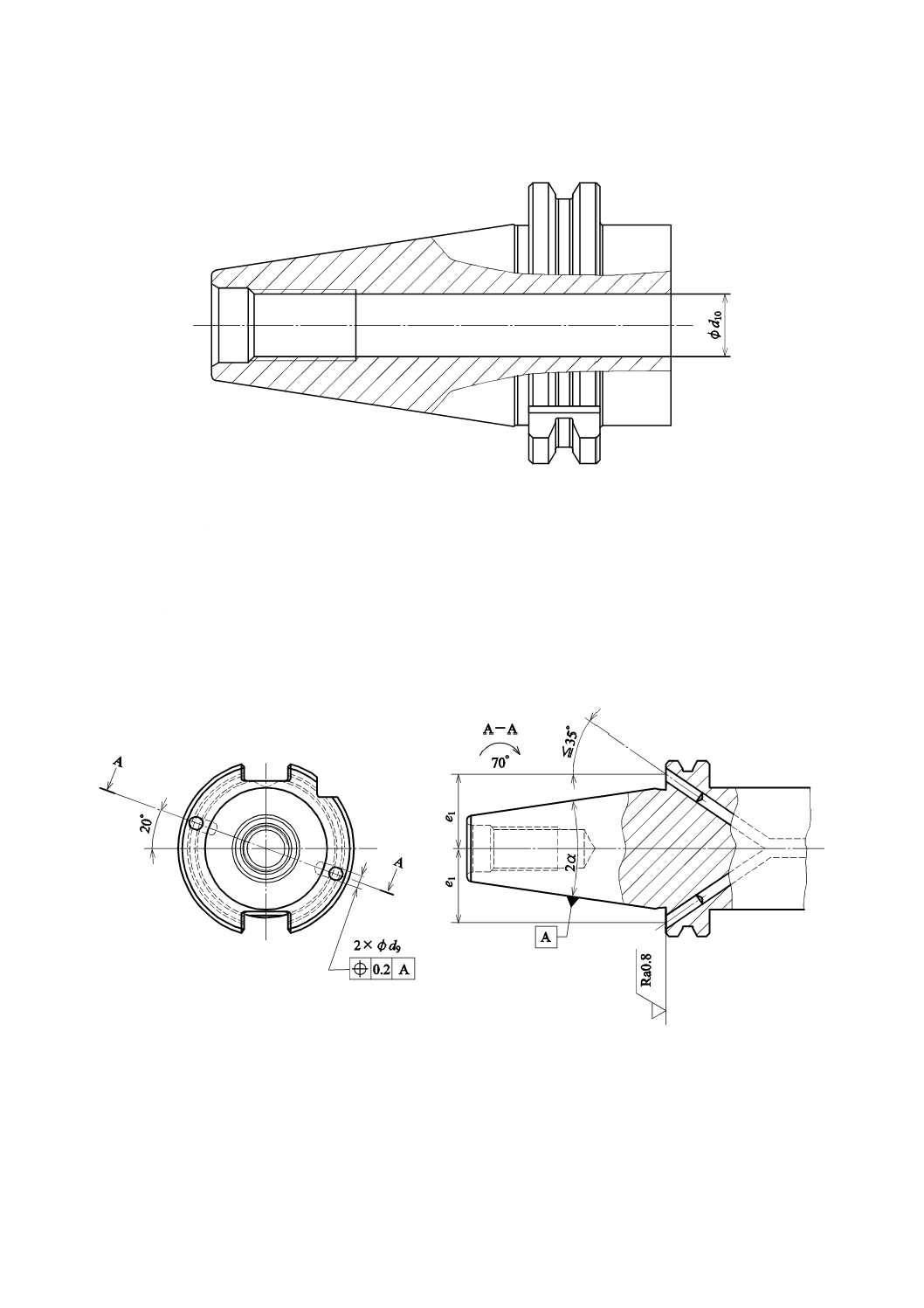
5
B 6339-1:2011 (ISO 7388-1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の直径d10は,プルスタッドをはめるめねじの内径以下でなければならない。
図2−AD形及びUD形ツールシャンク
3.4
AF形及びUF形ツールシャンク
A形及びU形を補完するものとして,図3及び表2に示すように,フランジの背面からクーラントを内
部に供給する孔を2個設けることができる。この形状を,AF形(A形に設ける場合)及びUF形(U形に
設ける場合)と呼ぶ。
AF形及びUF形については,ほかに接続孔が必要な場合には,5 MPa以下の作動圧力に耐えるようにシ
ールしなければならない。その設計は,製造業者の裁量で行う。
図3−AF形及びUF形ツールシャンク
6
B 6339-1:2011 (ISO 7388-1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−AF形及びUF形ツールシャンクの追加寸法
シャンク番号
d9(最大)
e1
30
4
21
40
4
27
45
5
35
50
6
42
60
8
66
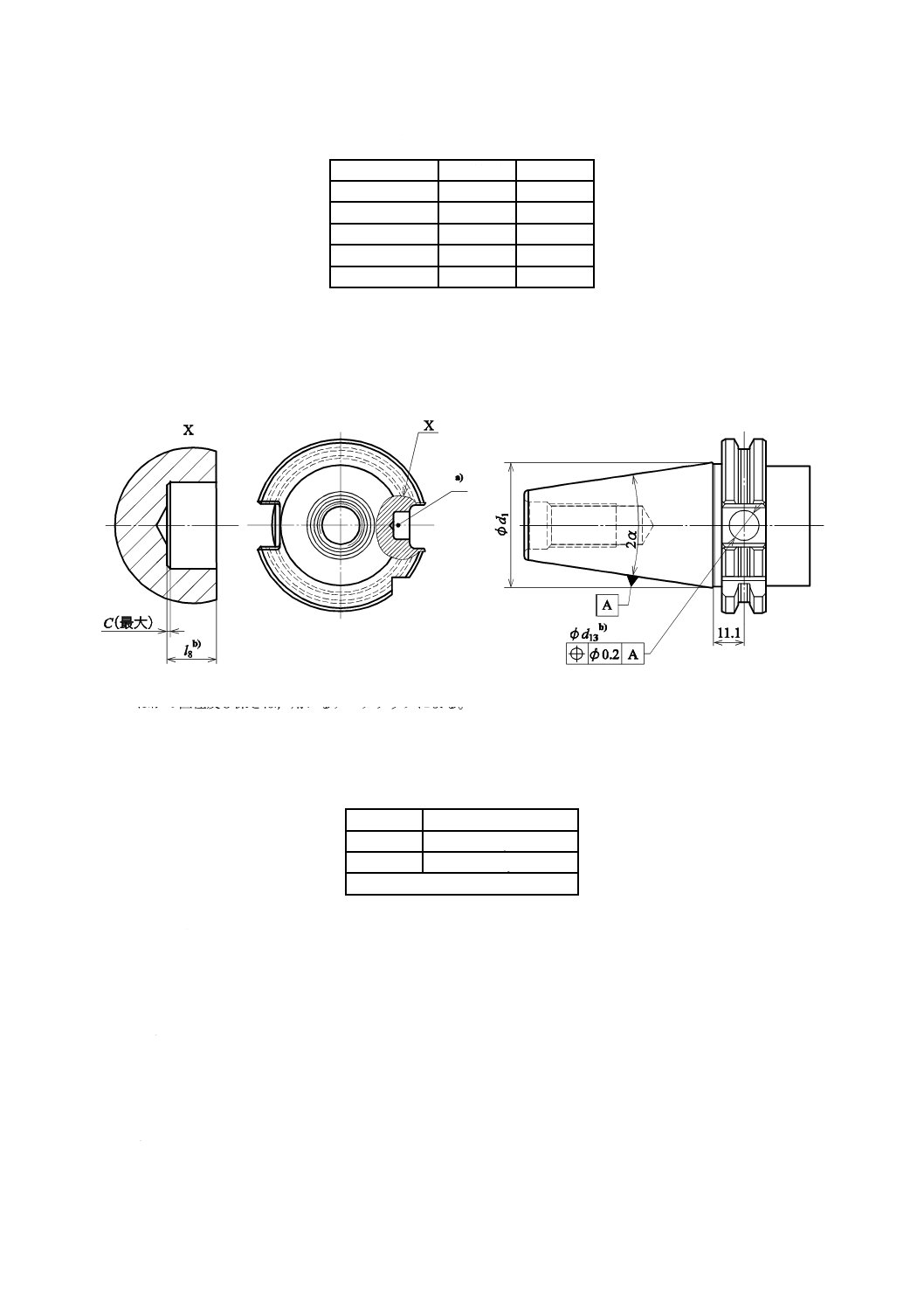
3.5
データチップ付加用シャンク
3.2〜3.4に規定する六つの形式に対して,データチップを付加することができる。形状及び寸法は,図4
及び表3による。
注a) データチップの取付け位置:右勝手バイトの切れ刃位置と同じ。
b) ほかの直径及び深さは,用いるデータチップによる。
図4−データチップ取付け位置
表3−データチップを取り付けるための補足寸法
C(最大)
0.3×45°又はR 0.3 a)
d13
10
0.09
0
+
l8
4.6
0.2
0
+
注a) 製造業者の裁量による。
4
材料及び熱処理に関する情報
7/24テーパをもつツールシャンクは,強度,硬さ及び表面硬化層深さ(中まで焼入れができない場合)
を考慮して,熱処理をするのが望ましい。耐久性及び摩耗に関する条件についても考慮する。
5
呼び方
この規格による7/24テーパをもつツールシャンクは,次のように呼ぶ。
a) ツールシャンク
b) この規格の番号,例えば,JIS B 6339-1
c) ダッシュ
7
B 6339-1:2011 (ISO 7388-1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) A,U,AD,UD,AF又はUF形
e) シャンク番号
f)
データチップを付けられる設計の場合には,ダッシュ及び文字D
例 データチップの取付け穴をもったA形でシャンク番号40番のJIS B 6339-1に適合した7/24テ
ーパのツールシャンクの呼び方
ツールシャンク JIS B 6339-1−A40−D
参考文献
ISO 9270-1,7/24 taper spindle noses for automatic tool changers−Part 1: Dimensions and designation of spindle
noses of forms S and SF