B 6337: 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS B 6337-1993は改正され,この規格に置き換えられる。
今回の改正では,ISO 8526-1及びISO 8526-2との整合のための一部改正及び様式の変更である。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案出
願にかかわる確認について,責任はもたない。
このJIS B 6337には,次に示す附属書がある。
附属書1(規定) ねじ穴付き又はT溝付きパレット以外の上面の形状・寸法
附属書2(規定) 位置決め用テーパ穴の形状・寸法
附属書3(参考) エッジロケータの形状・寸法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6337: 1998
工作機械用パレット−形状・寸法
Workholding pallets for machine tools−Dimensions
序文 この規格は,1990年に第1版として発行されたISO 8526-1, Modular units for machine tools−
Workholding pallets−Part 1 : Workholding pallets up to 800 mm nominal size及び1990年に第1版として発行さ
れたISO 8526-2, Modular units for machine tools−Workholding pallets−Part 2 : Workholding pallets over 800
mm nominal sizeを元に,一部を除き技術的内容を変更することなく編集し,一体として作成した日本工業
規格である。
なお,この規格で,点線の下線を施してある箇所は,原国際規格にはない事項又は変更した事項である。
1. 適用範囲 この規格は,工作機械への工作物の取付け及び工作機械間の工作物の搬送に使用する,呼
び寸法320mmから2 000mmまでのパレットの形状及び寸法について規定する。
備考 この規格の対応国際規格を,次に示す。
ISO 8526-1 : 1990 Modular units for machine tools−Workholding pallets−Part 1 : Workholding
pallets up to 800 mm nominal size
ISO 8526-2 : 1990 Modular units for machine tools−Workholding pallets−Part 2 : Workholding
pallets over 800 mm nominal size
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの規格は,記載の発効年の版だけがこの規格の規定を構成するものであって,その後の改正版・
追補には適用しない。
JIS B 0205 : 1982 メートル並目ねじ
備考 この規格は,ISO 68 : 1973 ISO general purpose screw threads−Basic profileの一部に相当する。
JIS B 0405 : 1991 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
備考 ISO 2768-1 : 1989 General tolerances−Part 1 : Tolerances for linear and angular dimensions without
individual tolerance indicationsが,この規格と一致している。
JIS B 0952 : 1987 T溝
JIS B 0953 : 1987 T溝の間隔
備考 これらの2規格は,ISO 299 : 1987 Machine tool tables−T-slots and corresponding boltsに相当す
る。
3. 呼び寸法及び主要部の名称
3.1
呼び寸法 呼び寸法は,図1に示す寸法a1で表す。
3.2
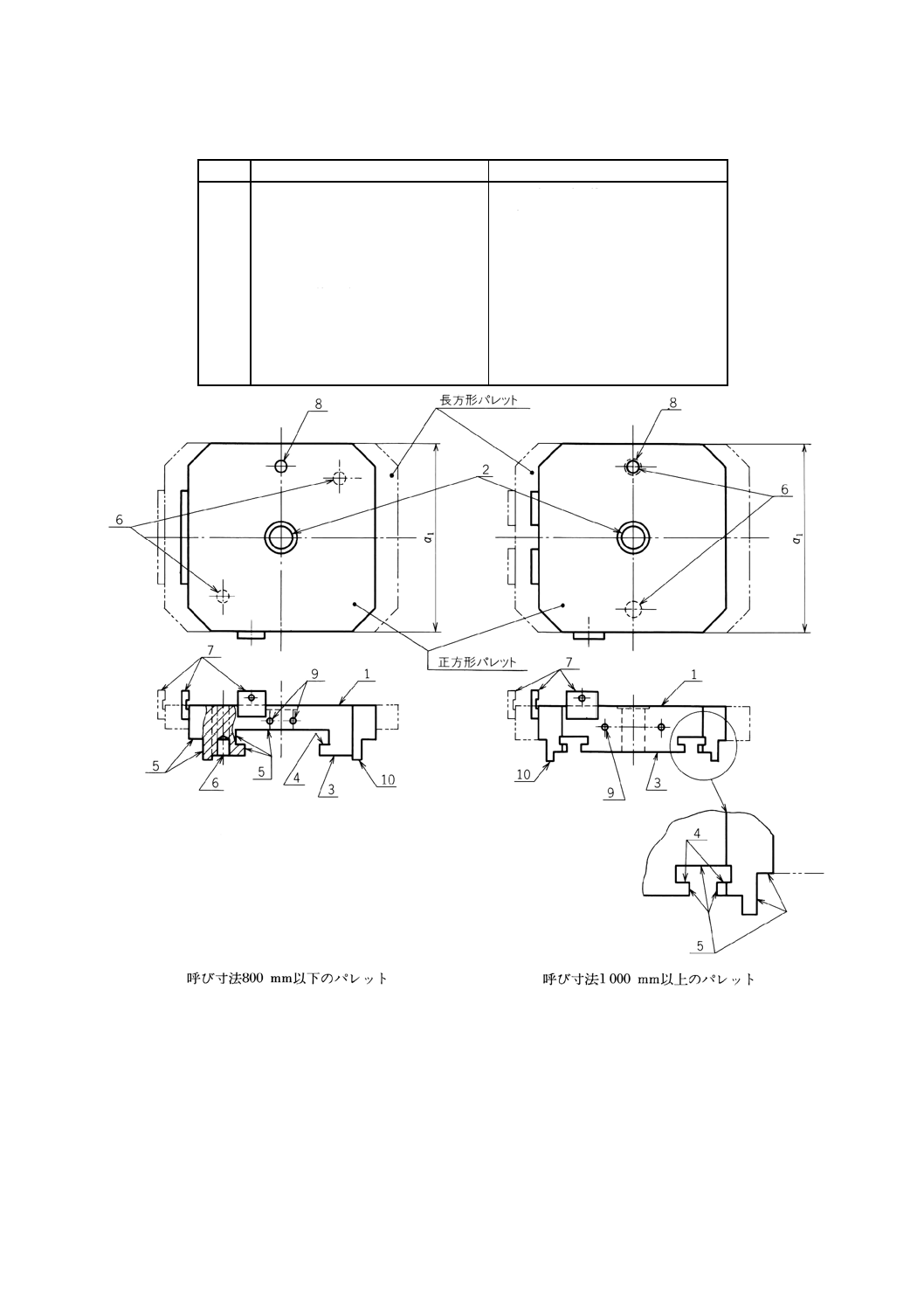
主要部の名称 この規格で使用するパレットの主要部の名称は,表1及び図1による。
2
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 主要部の名称
番号
名称
対応英語
1
パレット上面
top surface of pallet
2
パレット中心穴
center hole
3
パレット取付け基準面
location surface
4
パレット締付け面
clamping surface
5
搬送面
transportation slide surface
6
パレット位置決め穴
location hole
7
エッジロケータ(取り付ける場合) edge locator (when fitted)
8
心出し穴(設ける場合)
alignment hole (when provided)
9
搬送用フック取付け穴
fixing holes for latch mechanism
10
搬送面(定置面)
Restingsurface
図1 パレットの主要部の名称
4. 主要部の寸法 パレットの主要部の寸法は,呼び寸法800mm以下は表2に,呼び寸法1 000mm以上
は表3による。
なお,個々に公差の指示がない長さ寸法に対する公差は,JIS B 0405の中級とする。
3
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 呼び寸法800mm以下のパレットの寸法
単位 mm
寸法
呼び寸法×長さ
a1×a1
320×320
a1×a2
320×400
a1×a1
400×400
a1×a2
400×500
a1×a1
500×500
a1×a2
500×630
a1×a1
630×630
a1×a2
630×800
a1×a1
800×800
a1×a2
800×1000
b1
0 5.0
−
290
340
430
540
670
b2
0.5
0
+
272
300
380
480
600
b3
20010
+
2601.6
0
+
3401.6
0
+
4201.6
0
+
b4
0.5
0
+
160
220
300
380
C(1)
40
50
60
70
100
d1
0 5.0
−
400
500
630
800
1 000
d2
0 5.0
−
466.5
583
736
938
1 166
d3
013
.00
+
25
30
35
d4(任意)
55
d5H6(2)
50
d6H7(3)
20
25
d7
M10
M12
M16
d8(4)
11
13.5
17.5
e1
120
125
160
200
250
e2±0.01
240
250
320
400
500
f
0.01
0.015
0.02
0.025
g
0.01
i
0.01
0.02
h1±0.5
95
115
125
150
170
h2±0.02
90
105
115
140
160
h3
0 25
.0
−
20
25
30
h4
0 25
.0
−
45
50
60
75
95
h5
0 25
.0
−
65
70
80
95
115
h6
44
49
59
74
94
h7(最小)
20
25
30
l1±0.013(5)
AP
100
150
200
300
GP
125
160
200
250
320
l2(5)(6)
AP
50
100
GP
63
80
100
126
160
m1(7)
12
14
18
m2H8
12
14
18
m3
8
n
20
23
30
t1
10
+ (最小)
20
22
30
注(1) 四隈の面は,d1寸法又はd2寸法の円弧でもよい。
(2) パレット中心穴にブシュをはめてもよい。
(3) 心出し穴d6の深さは,任意とする。
(4) パレット上面のねじ穴の逃げ寸法d8×0.5は,主にねじを保護するためのものである。切りくず(屑)の侵入を防
ぐために,ねじ穴に頭付きプラグを挿入してもよい。この場合,プラグの頭に合わせるために逃げ寸法を修正し
てもよい。ストレートプラグを使用するときには,この寸法は変えなくてもよい。
(5) AP及びGPはそれぞれ等差数列及び等比数列を表し,寸法は,このいずれかを選択する。
(6) 長方形パレットでは,外側のねじ穴間隔は,呼び間隔
の 21 にしなければならない。
(7) m1の公差は,基準T溝についてはH8,その他のT溝については,H12とする。
4
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 呼び寸法1 000mm以上のパレットの寸法
単位 mm
寸法
呼び寸法×長さ
a1×a1
1 000×1 000
a1×a2
1 000×1 250
a1×a1
1 250×1 250
a1×a2
1 250×1 600
a1×a1
1 600×1 600
a1×a2
1 600×2 000
a1×a1
2 000×2 000
a1×a2
2 000×2 500
b1
0 5.0
−
900
1 110
1 400
1 700
b2
10
+
840
1 030
1 300
1 580
b3±0.5
630
800
1 000
1 250
c(1)
125
125
200
250
d1
0 5.0
−
1 250
1 600
2 000
2 500
d2
0 5.0
−
1 458
1 886
2 332
2 916
d3H7
50
80
d4(任意)
110
d5H7(2)
100
d6H7 (8)
25
d7
M20
M24
d8(4)
22
26
d9
55
85
d10
50
80
e1
400
500
675
875
e2±0.01
800
1 000
1 350
1 750
f
0.025
0.03
0.04
g
0.02
i
0.03
0.05
0.06
h1±0.5
200
230
260
290
h2
19±0.03
220±0.03
250±0.04
280±0.04
h3±0.5
140
170
200
h4
0 5.0
−
125
155
185
215
l1±0.025(9)
400
500
675
875
l2(5)
AP
100
200
GP
100
125
160
200
m1(7)
22
28
m2H8
22
m3
12
n
10
+
38
48
t1
10
+ (最小)
35
410
注(1) 四隅の面は,d1寸法又はd2寸法の円弧でもよい。
(2) パレット中心穴にブシュをはめてもよい。
(4) パレット上面のねじ穴の逃げ寸法d8×0.5は,主にねじを保護するためのものである。切りくず(屑)の侵
入を防ぐために,ねじ穴に頭付きプラグを挿入してもよい。この場合,プラグの頭に合わせるために逃げ寸
法を修正してもよい。ストレートプラグを使用するときには,この寸法は変えなくてもよい。
(5) AP及びGPはそれぞれ等差数列及び等比数列を表し,寸法は,このいずれかを選択する。
(7) m1の公差は,基準T溝についてはH8,その他のT溝についてはH12とする。
(8) d6がパレット上面の心出し穴として使用され,貫通穴でない場合には,その深さは任意とする。d6が単に逃
げ穴として使用される場合は,公差を表示しなくてもよい。
(9) l1は,心出し穴中心とパレット中心との距離。
5. パレット上面
5
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
四隅の面 パレットの四隅の面は,表2又は表3に示すc寸法のとおりに面取りする。ただし,四
隅の面は,表2及び表3に示すd1寸法又はd2寸法の円弧でもよい。
5.2
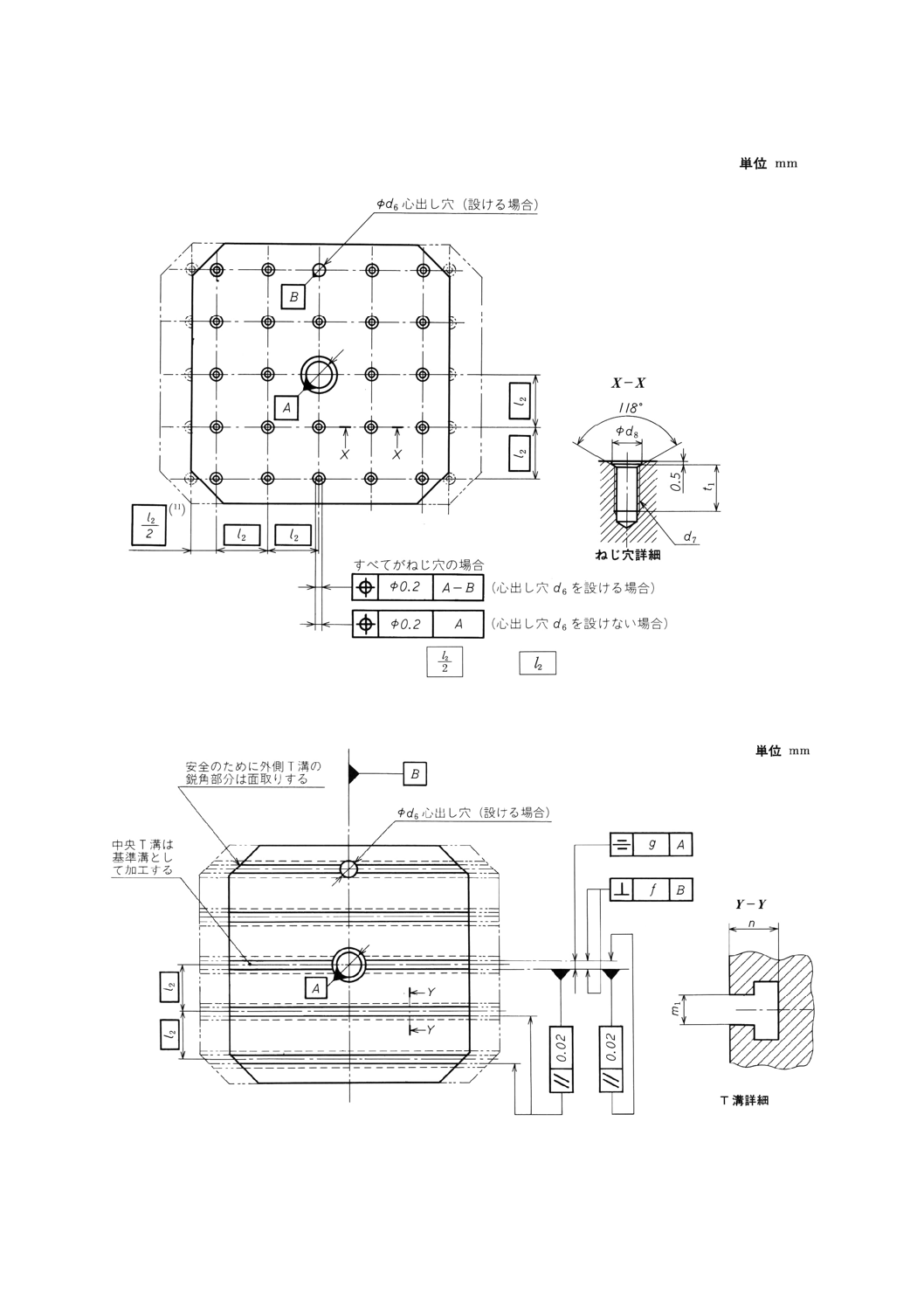
ねじ穴及びT溝 パレット上面には,ねじ穴及びT溝を設ける。ねじ穴及びT溝の間隔は,表2又
は表3による(JIS B 0953参照)。ただし,必要がなければ,ねじ穴及びT溝を設けなくてもよい。
備考 パレット上面には,放射状にT溝を設けてもよい。その形状及び寸法は,附属書1による。
5.3
パレット上面の種類 パレット上面の種類は,次の6種類とする。
1形:ねじ穴付き(図2参照)
2形:T溝付き(図3参照)
3形:T溝及び直交基準溝付き(図4参照)
4形:ねじ穴,T溝なし(附属書1図1参照)
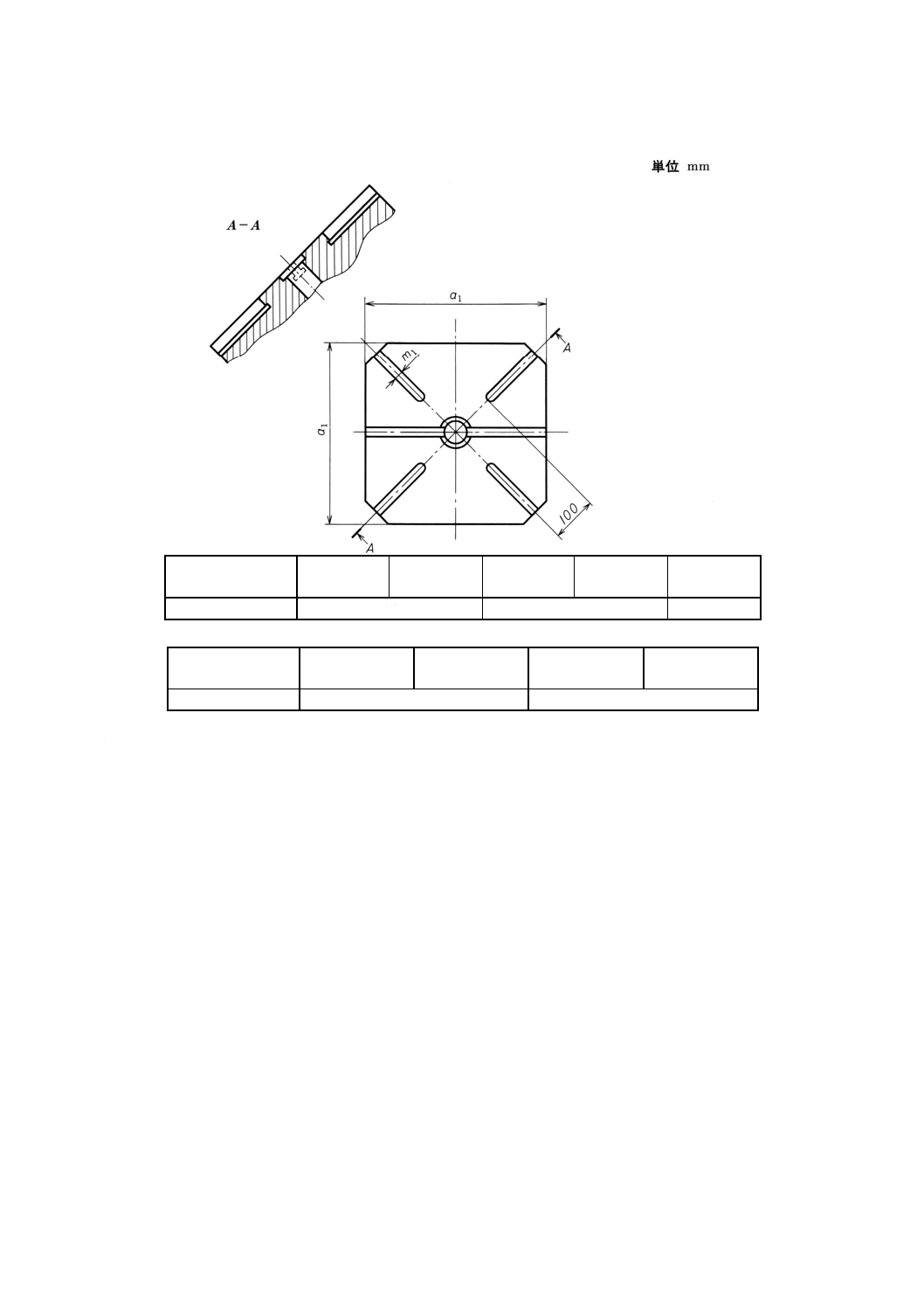
5形:放射状T溝付き(附属書1表1参照)
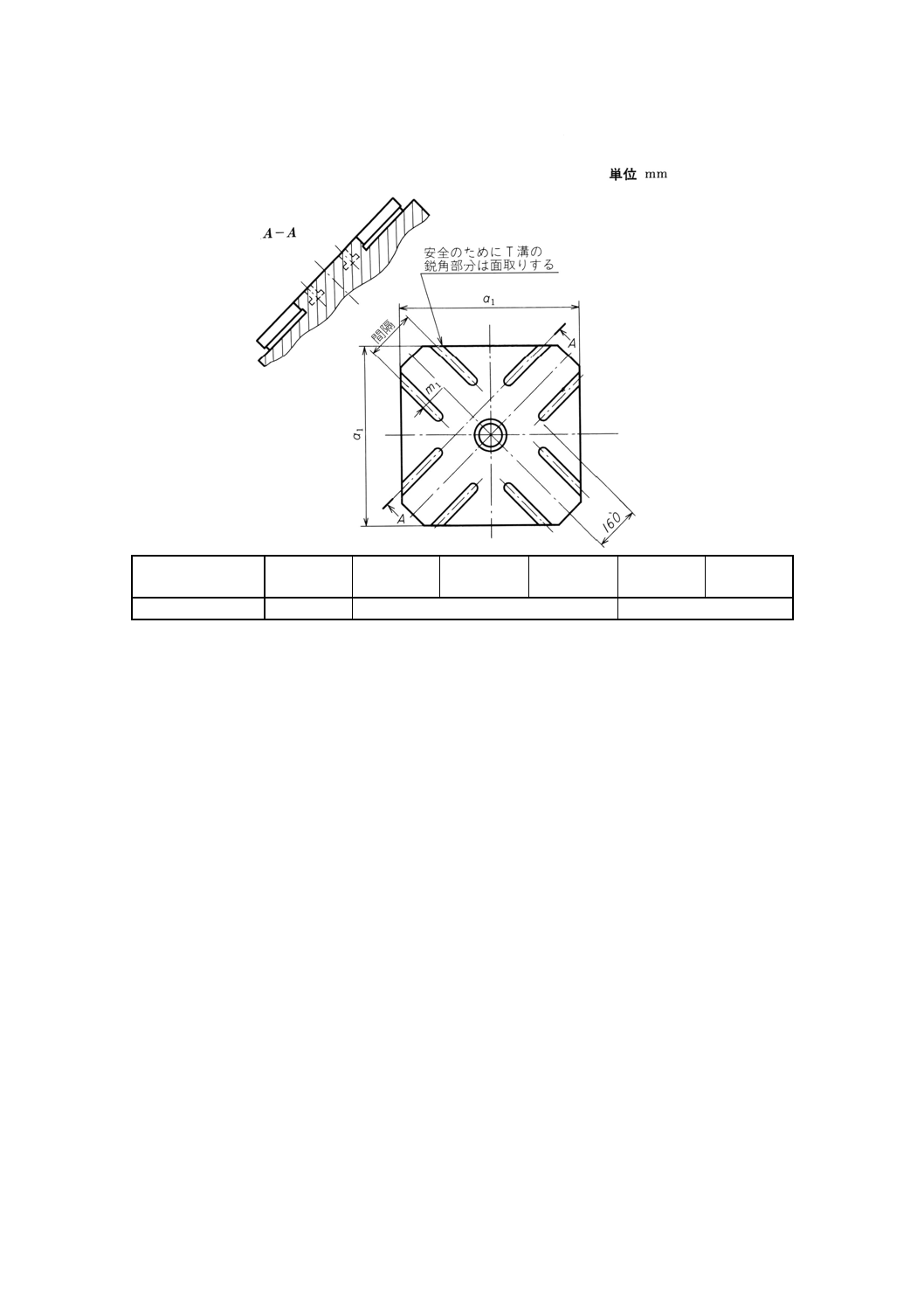
6形:放射状複列T溝付き(附属書1表2参照)
5.4
パレット中心穴 パレット中心穴は,設けなければならない。この中心穴は,パレットへの工作物
の位置決め穴,又はパレットの加工の基準穴として使用してもよい(図1参照)。図5及び図6に示す座ぐ
り穴d4を設ける場合,その深さはパレットの基準T溝又は直交基準溝よりも深くする。
5.5
心出し穴 図5及び図6に示す心出し穴4は,パレットへの工作物,取付け具の位置決め穴又はパ
レットの加工の基準穴として使用してもよい(10)。
注(10) 切りくず(屑)及び切削液の底面への侵入を防ぐための手段を講じなければならない。
6
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(11) 呼び寸法1 000mm以上のパレットでは,
を,
とする。
備考 ねじの形状及び寸法は,JIS B 0205による。
図2 パレット上面の形状 1形(ねじ穴付き)
備考 T溝の形状及び寸法は,JIS B 0952による。
図3 パレット上面の形状 2形(T溝付き)
7
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
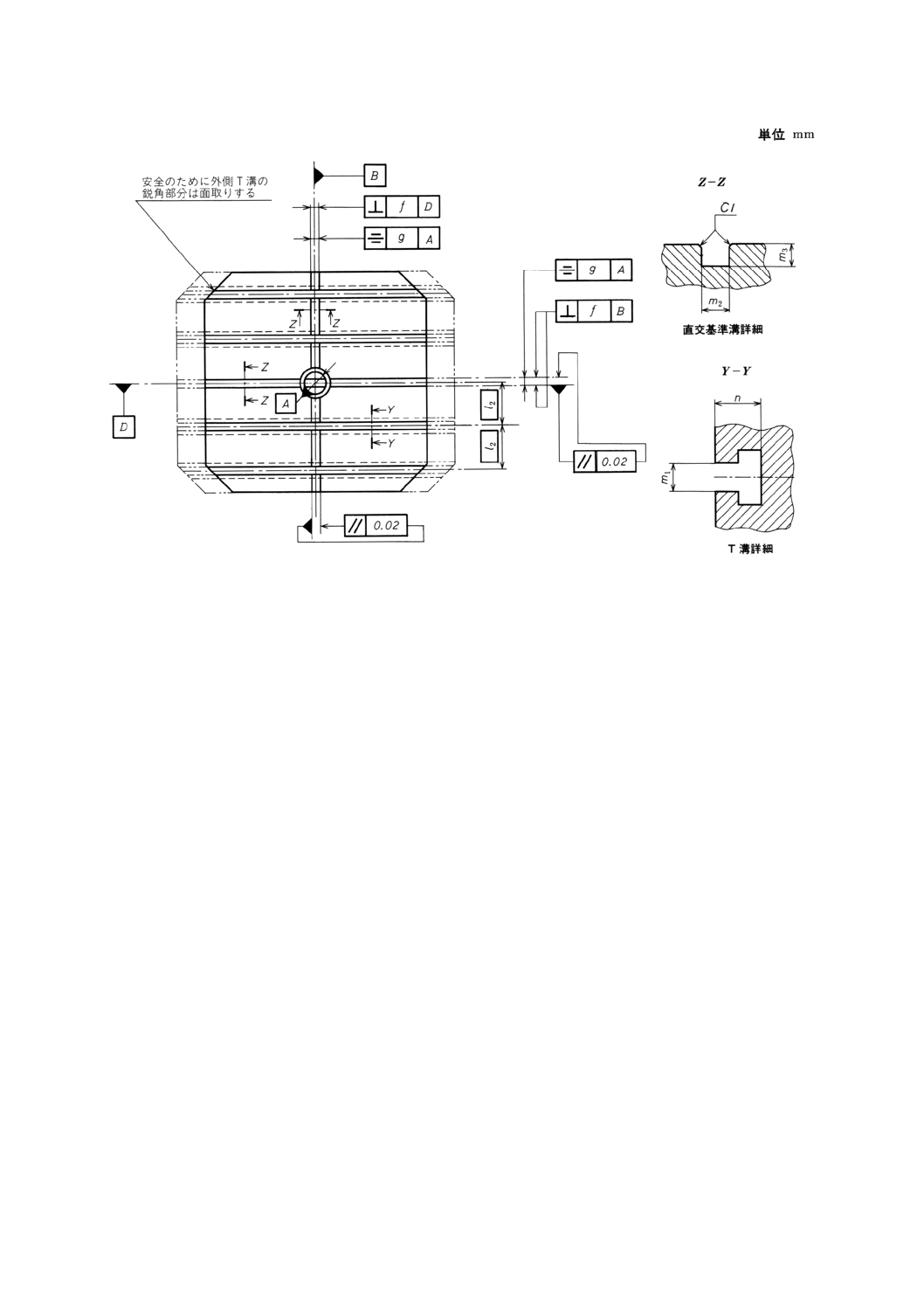
備考 T溝の形状及び寸法は,JIS B 0952による。
図4 パレット上面の形状 3形(T溝及び直交基準溝付き)
8
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
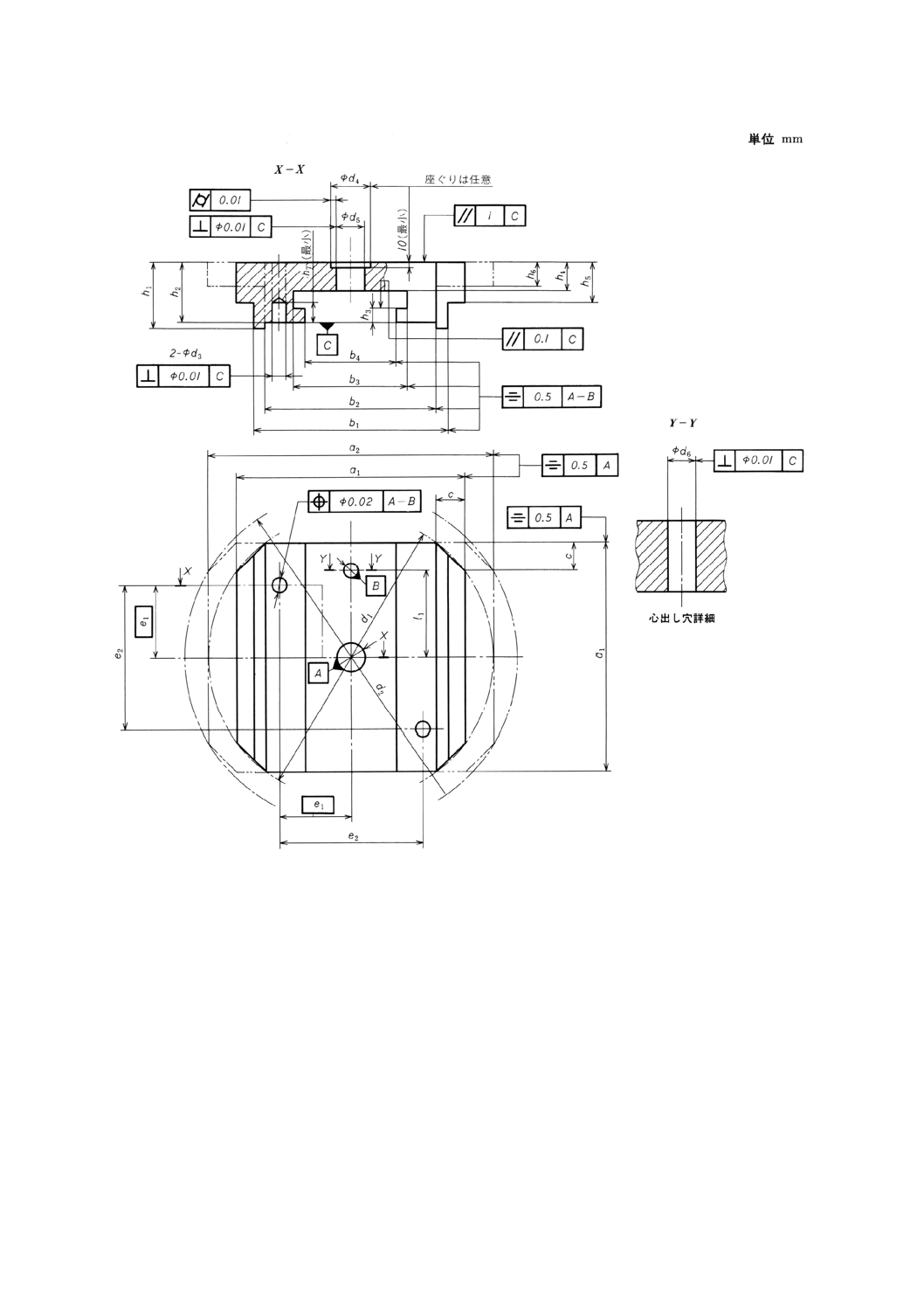
備考1. 円筒位置決め穴d3の一端に,直径の1.25倍の長さ(最小)のブシュを挿入してもよい。
2. 円筒位置決め穴d3が貫通穴の場合は,穴の中央部分にそれぞれ最大長さh2−2.5×d3の逃げを取ってもよい。
3. パレット上面は,中高であってはならない。
図5 呼び寸法800mm以下のパレットの形状及び寸法
9
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
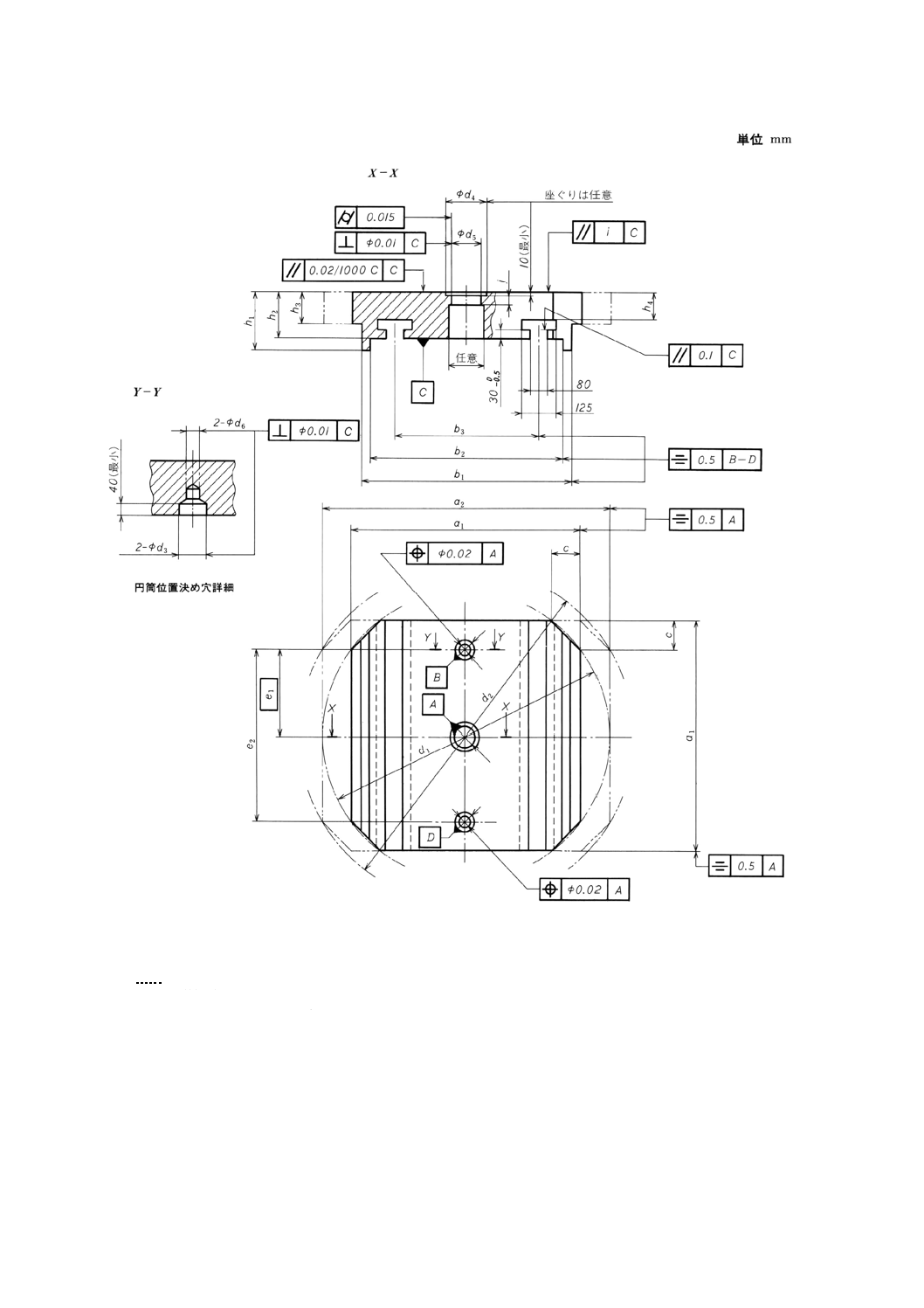
備考1. 基準穴d6の一端に,直径の1.25倍の長さ(最小)のブシュを挿入してもよい。
2. 基準穴d6が貫通穴の場合は,穴の中央部分にそれぞれ最大長さ (h2−40) −2.5×d6の逃げを取ってもよい。
3. パレット上面は,中高であってはならない。
参考 ISO 8526-2では,円筒位置決め穴d3の深さを40mmと規定しているが,40mmでは十分でないこともあるため,
40mm(最小)とした。また,寸法jは,ISO 8526-2では,50mmと規定しているが,50mmでは寸法d5の精度
を保証できないために,規定しない。
図6 呼び寸法1 000mm以上のパレットの形状及び寸法
6. 工作物の位置決め方法 工作物又は取付け具のパレット上面への取付けは,次のいずれかの方法によ
る。
10
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a形 :エッジロケータによる方法(12)(表4及び表5参照)
b形 :中心穴と心出し穴とによる方法
c形 :中心穴と基準溝とによる方法
d形 :直交基準溝による方法
e形 :呼び寸法800mm以下については,二つの工作物位置決め穴d3又はd10による方法,呼び寸法1 000mm
以上については,二つ又は三つの工作物位置決め穴d6(心出し穴)による方法(10)(13)
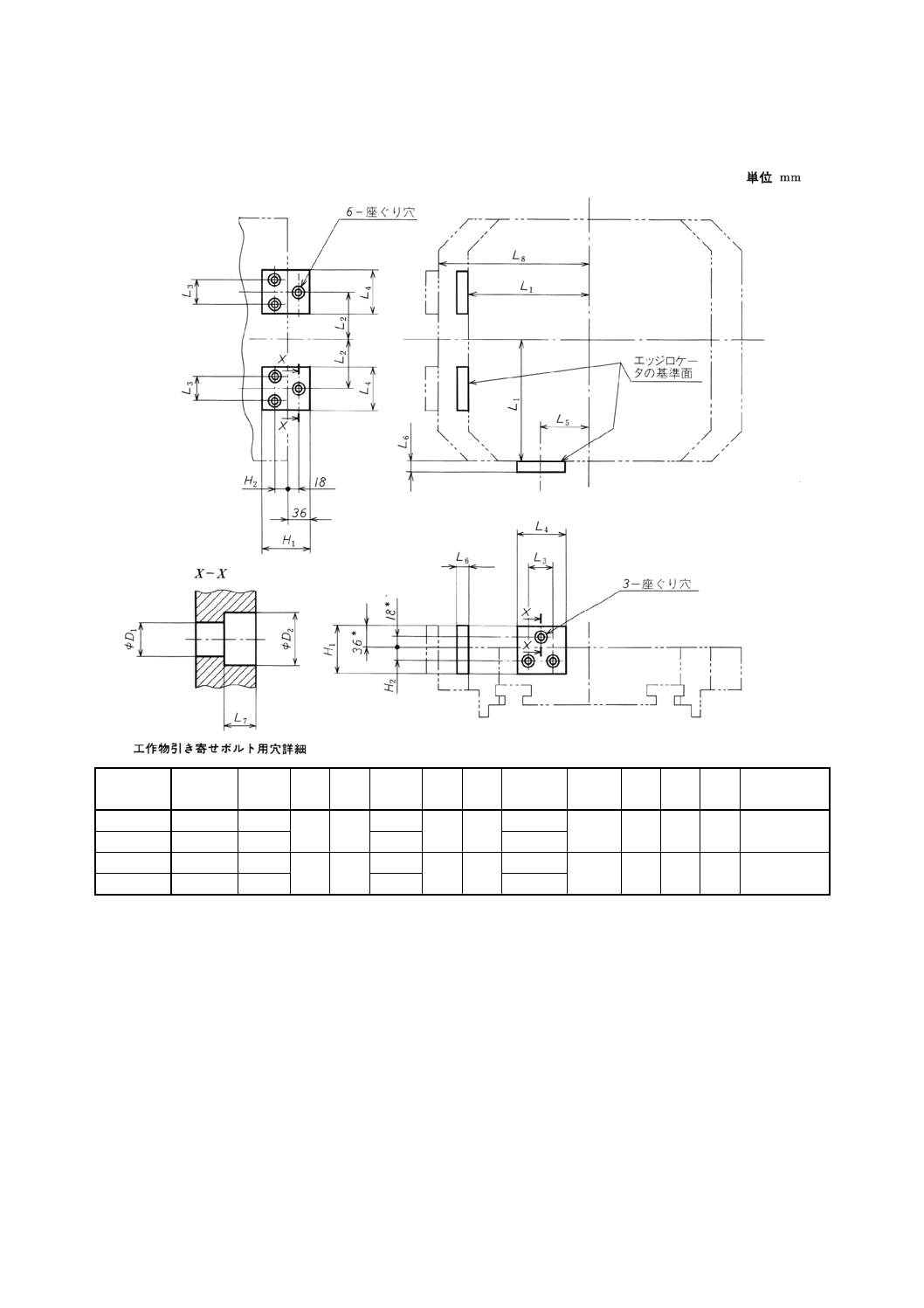
注(12) パレット上面が2形及び3形の場合のエッジロケータ取付け穴は製造業者の任意とする。工作物
引き寄せボルト用穴の位置は,表4又は表5によることが望ましい。
(13) 工作物位置決め穴の直径は,d3又はd10とし,パレット上面からパレット位置決め穴と同じ位置
に設ける。ただし,貫通穴でなくてもよい。
11
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
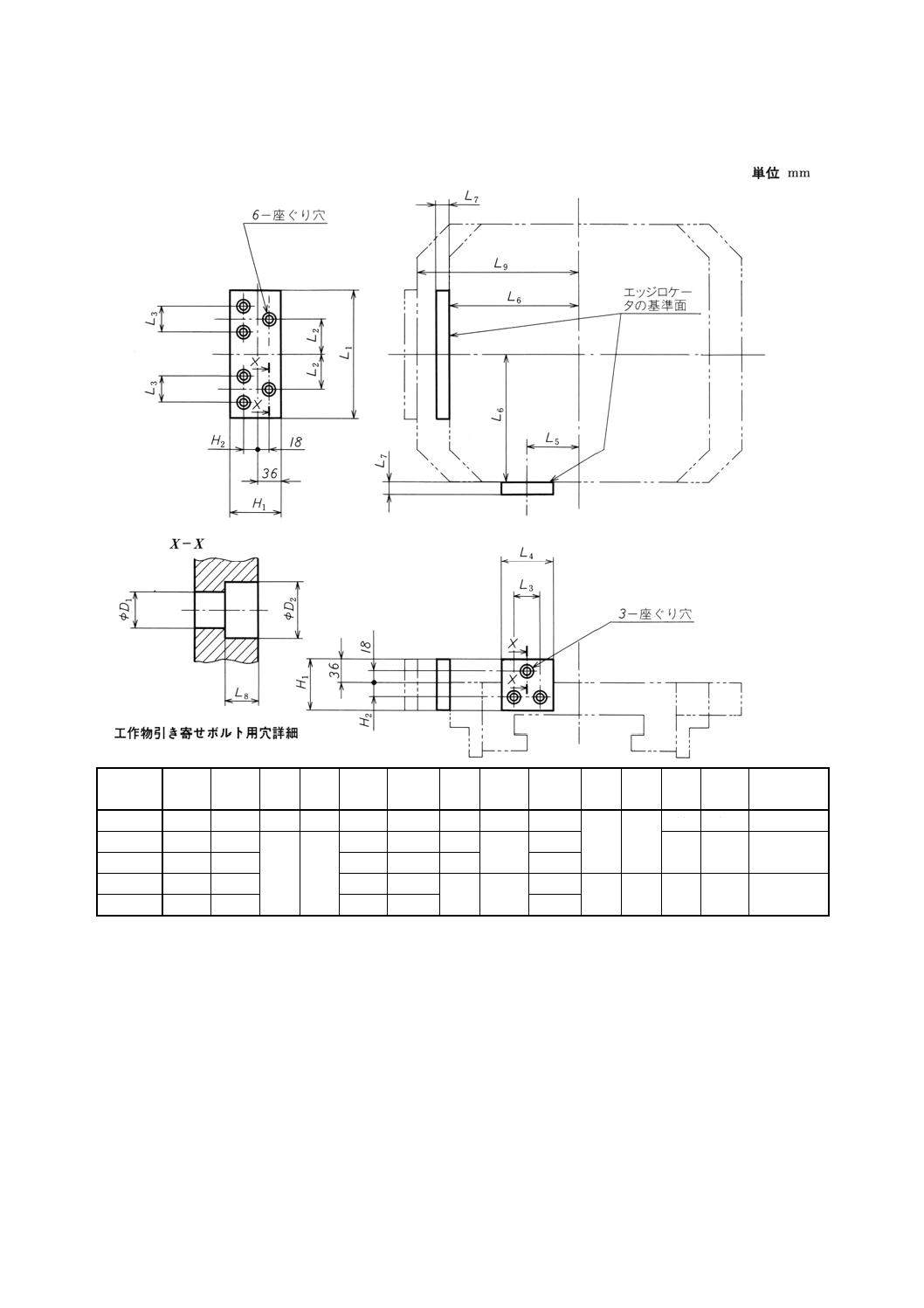
表4 呼び寸法800mm以下のパレット用エッジロケータの形状及び寸法
呼び寸法
a1
L1
L2
L3
L4
L5
L6
±0.01
L7
L8
L9
±0.01
H1
H2
D1
D2
取付けねじ
320
160
50
25
50
63
160
15
10.5
200
80
22
11
17.5
M10
400
200
55
40
80
80
200
20
13
250
14
20
M12
500
250
75
125
250
25
315
630
315
100
160
315
30
17
400
90
27
18
26
M16
800
400
135
200
400
500
12
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5 呼び寸法1 000mm以上のパレット用エッジロケータの形状及び寸法
呼び寸法
a1
L1
±0.01
L2
L3
L4
L5
L6
L7
L8
±0.01
H1
H2
D1
D2
取付けねじ
1 000
500
200
50
98
250
38
21
625
100
30
22
33
M20
1 250
625
250
315
800
1 600
800
315
55
108
400
45
25
1 000
120
35
26
36
M24
2 000
1 000
400
500
1 250
注*
36及び18は,ISO 8526-2で規定する寸法は40及び20である。
7. 底面
7.1
パレットの位置決め方法 パレットの位置決めは,次のいずれかの方法による。
a形 : パレットの二つの円筒位置決め穴(図5又は図6参照)及び機械側の二つの平行ピンによる方法
b形 : パレットの二つ又は三つのテーパ位置決め穴(附属書2参照),及び機械側の二つ又は三つのテ
ーパピンによる方法
7.2
形状及び寸法 底面の形状及び寸法は,呼び寸法800mm以下については図5及び表2に,呼び寸法
1 000mm以上については図6及び表3による。
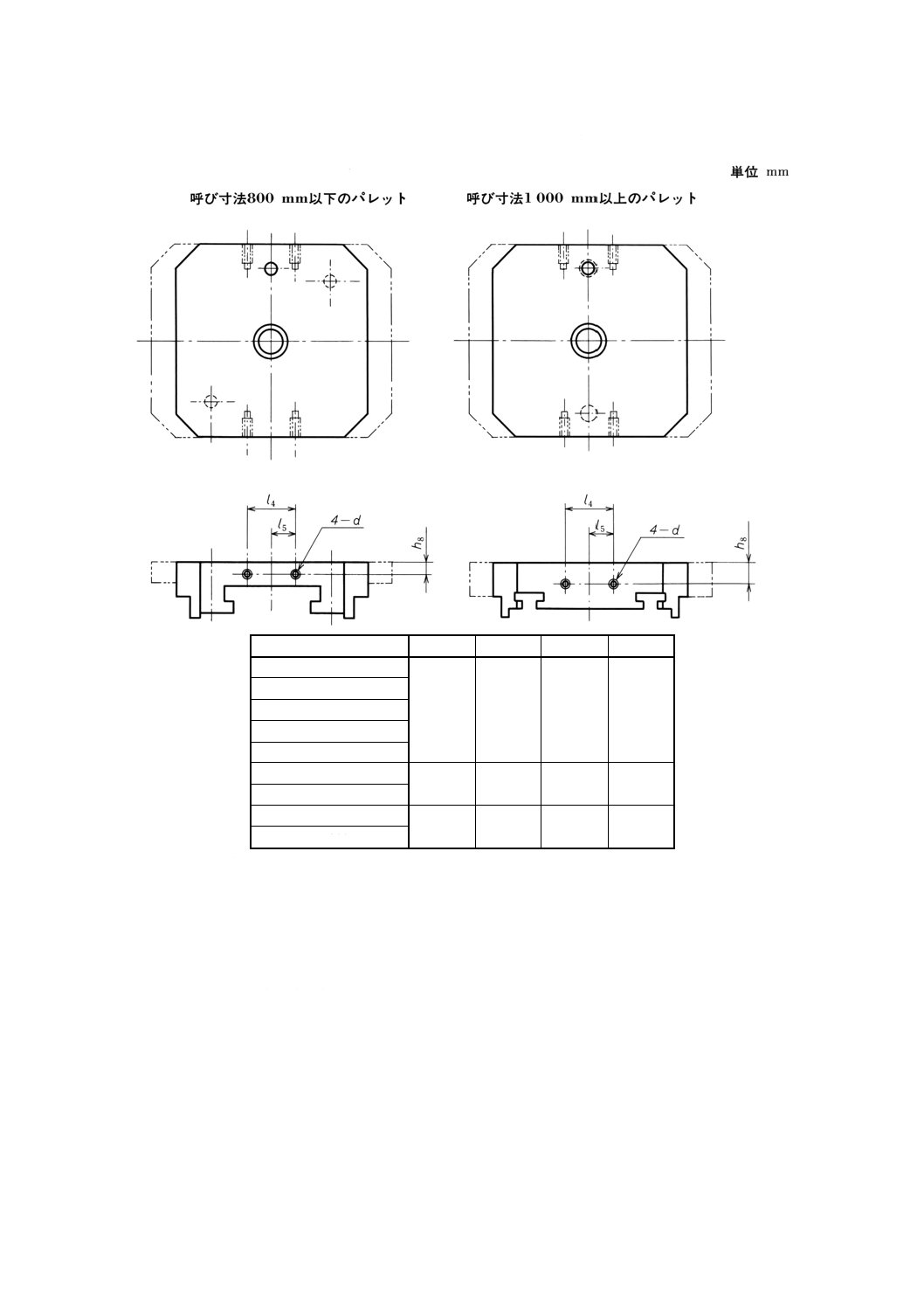
8. 搬送用フック取付け穴 搬送用フック取付け穴の寸法は,表6による。
13
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6 搬送用フック取付け穴の形状及び寸法
呼び寸法 a1
h8
l4
l5
d
320
22
50
25
M12
400
500
630
800
1 000
60
100
50
M20
1 250
1 600
90
150
75
M24
2 000
備考 ねじの形状及び寸法は,JIS B 0205による。
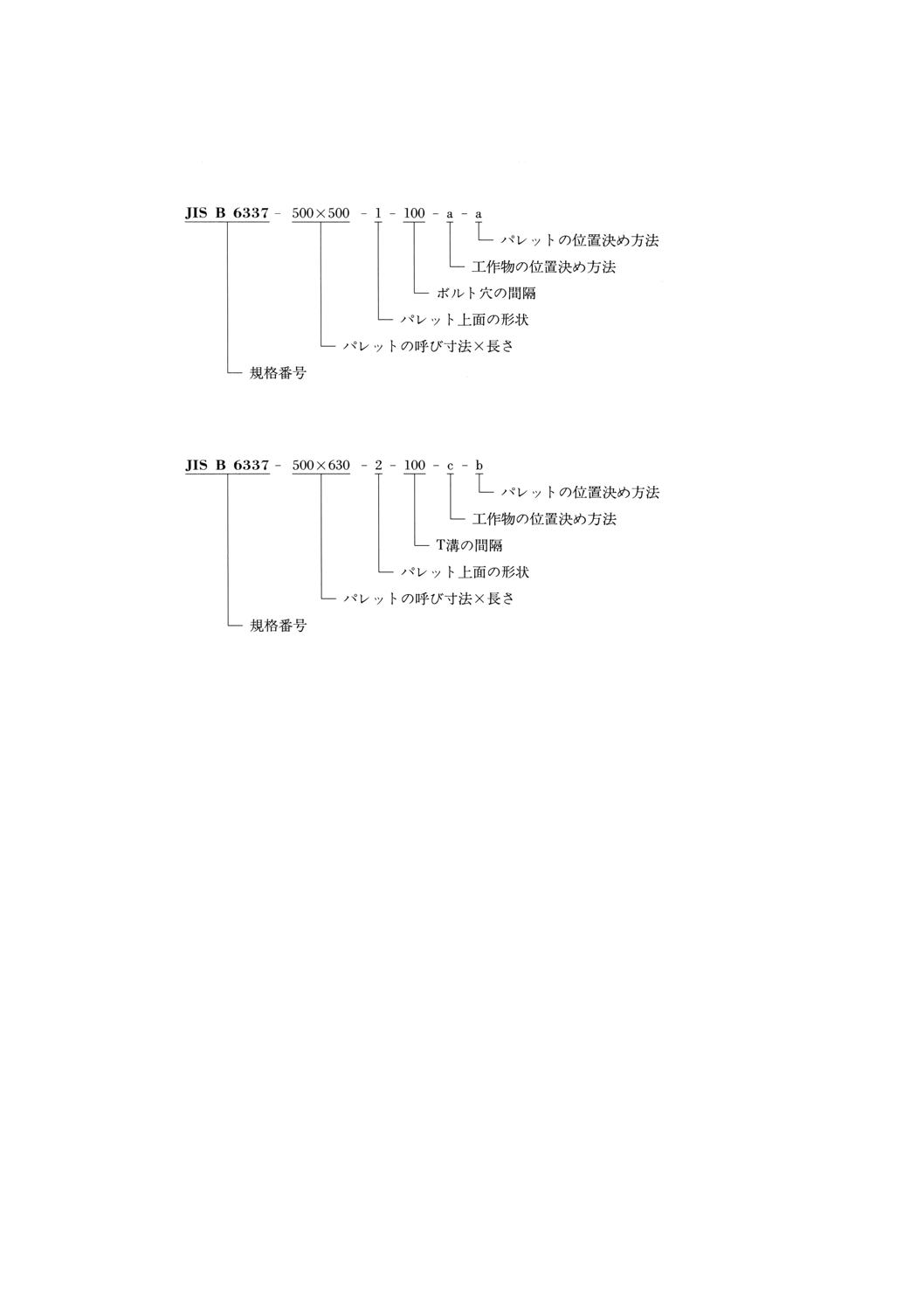
9. パレットの呼び方 パレットの呼び方は,次による。
規格番号
呼び寸法及び長さ,a1×a1又はa1×a2
パレット上面の形状(5.3参照)
ねじ穴又はT溝の間隔
工作物の位置決め方法[6.のa形からe形参照]
パレットの位置決め方法[7.1のa形及びb形参照]
14
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例1. 正方形パレットで,呼び寸法及び長さが500×500,上面が1形,ボルト穴の間隔が100mm,エ
ッジロケータaによる工作物の位置決め,及び円筒位置決め穴aによる機械側へのパレットの
位置決めの場合の呼び方は,
例2. 長方形パレットで,呼び寸法及び長さが500×630,上面が2形,T溝の間隔が100mm,中心穴と
基準溝cとによる工作物の位置決め,及びテーパ位置決め穴bによる機械側へのパレットの位
置決めの場合の呼び方は,
15
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) ねじ穴付き又はT溝付きパレット以外の
上面の形状・寸法
1. 適用範囲 この附属書1(規定)は,ねじ穴付き又はT溝付きパレット以外の上面の形状及び寸法に
ついて規定する。
2. 形状・寸法
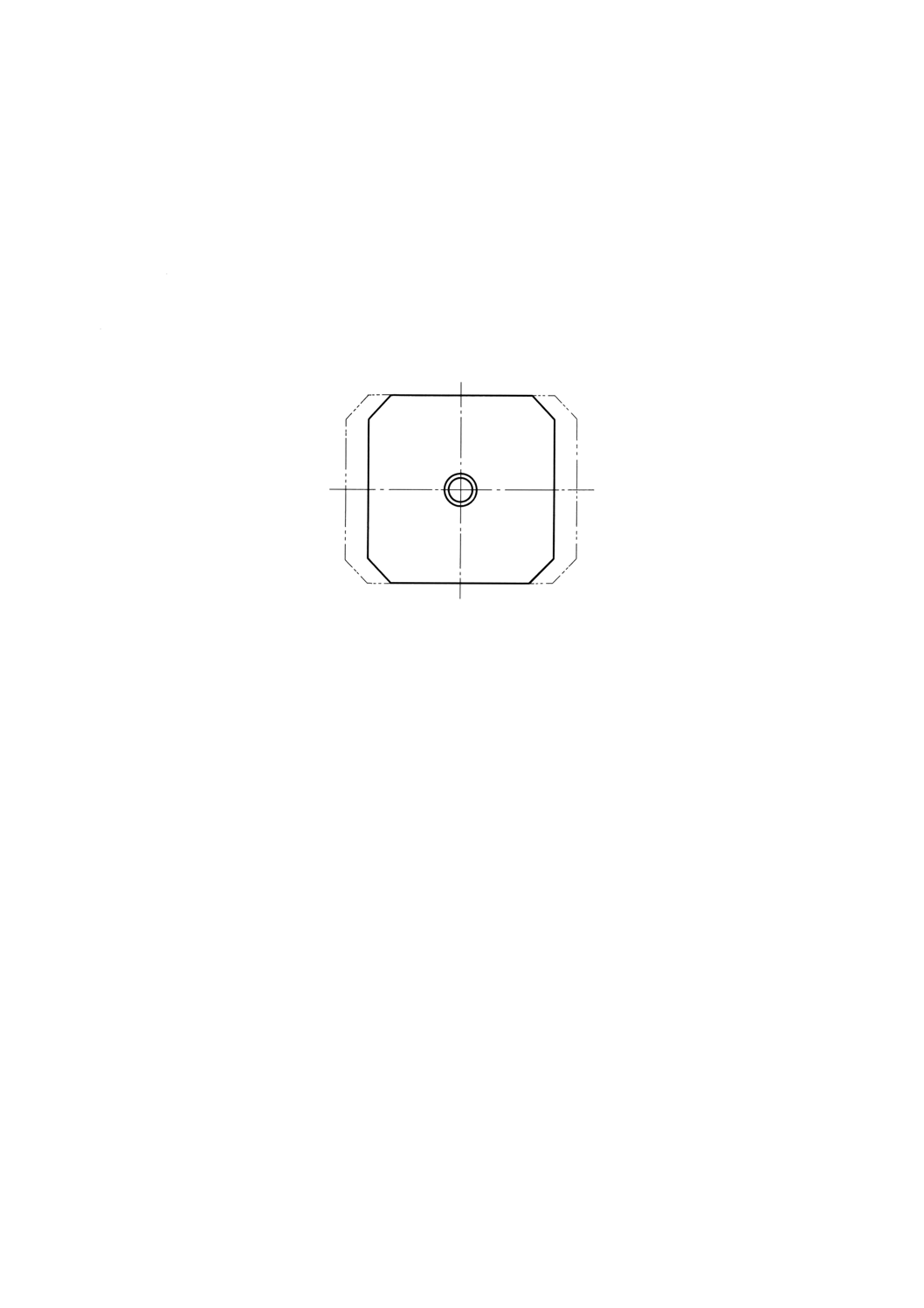
a) 4形(ねじ穴,T溝なし) 4形上面の形状は,附属書1図1による。
附属書1図1 4形上面の形状
b) 5形(放射状T溝付き) 5形上面の形状及び寸法は,附属書1表1による。
16
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表1 5形上面の形状及び寸法
呼び寸法及び長さ
a1×a1
320×320
400×400
500×500
630×630
800×800
T溝の幅 m1
14
18(参考)
22(参考)
呼び寸法及び長さ
a1×a1
1 000×1 000
1 250×1 250
1 600×1 600
2 000×2 000
T溝の幅 m1
22
28
備考 T溝の形状は,JIS B 0952による。
c) 6形(放射状複列T溝付き) 6形上面の形状及び寸法は,附属書1表2による。
17
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表2 6形上面の形状及び寸法
呼び寸法及び長さ
a1×a1
630×630
800×800
1 000×1 000 1 250×1 250 1 600×1 600 2 000×2 000
T溝の幅 m1
18
22
28
備考 T溝の形状及び間隔は,JIS B 0952及びJIS B 0953による。
18
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定) 位置決め用テーパ穴の形状・寸法
1. 適用範囲 この附属書2(規定)は,機械側へのパレットの位置決めを,円筒位置決め穴の代わりに
テーパ位置決め穴で行う場合の,テーパ穴の形状及び寸法について規定する。
2. 形状・寸法
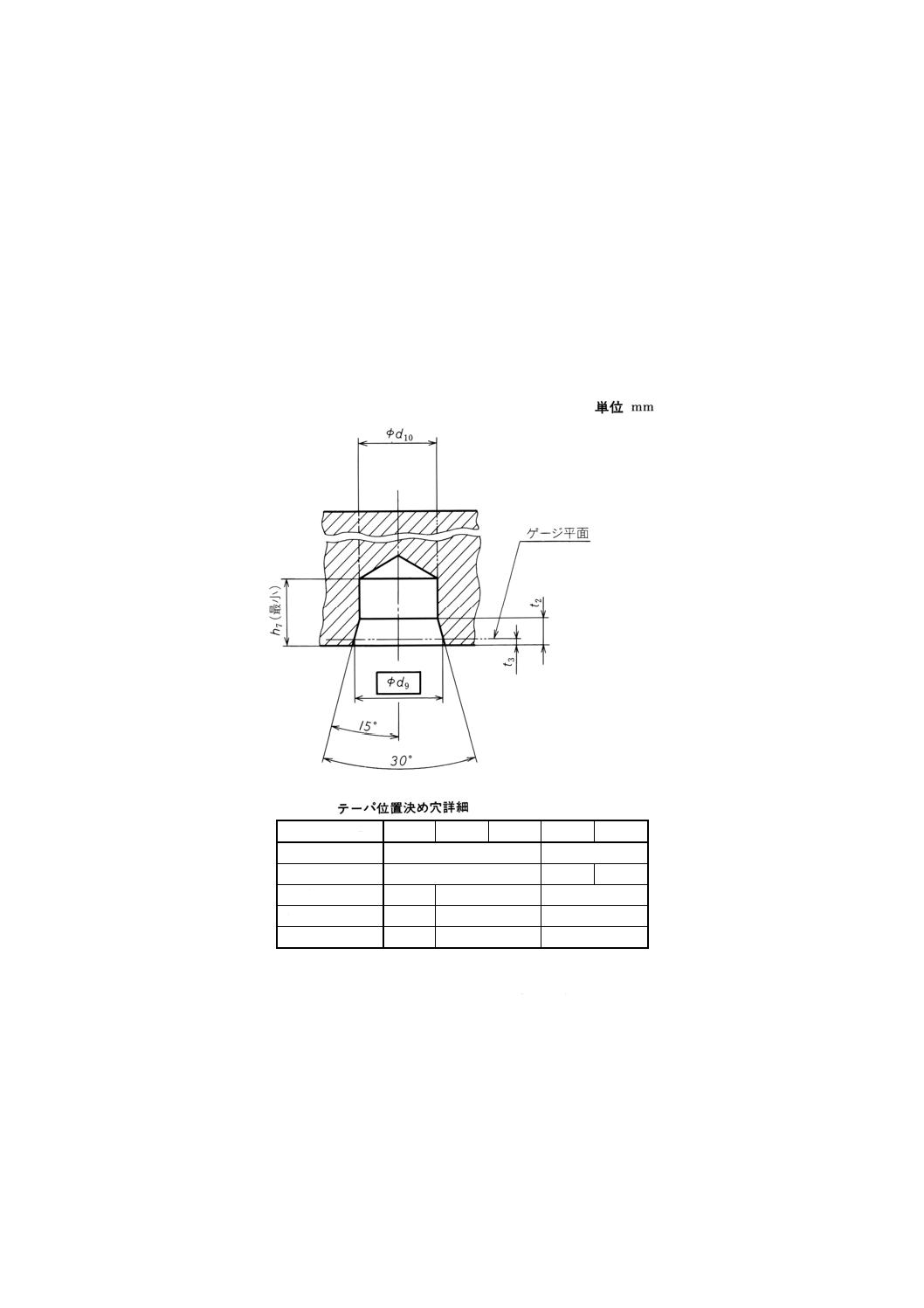
a) 呼び寸法800mm以下のパレット 呼び寸法800mm以下のパレットの位置決めに使用するテーパ位置
決め穴の形状及び寸法は,附属書2表1による。
附属書2表1 テーパ位置決め穴の形状及び寸法(パレットの呼び寸法800mm以下の場合)
呼び寸法 a1
320
400
500
630
800
d9
29
40
d10
25
30
35
h7(最小)
20
25
30
t2
8
10
12
t3
0.54
2.54
2.67
備考1. テーパ位置決め穴の位置は,円筒位置決め穴の位
置と同じである。
2. t3,15°及び30°の公差は,製造業者が決める。
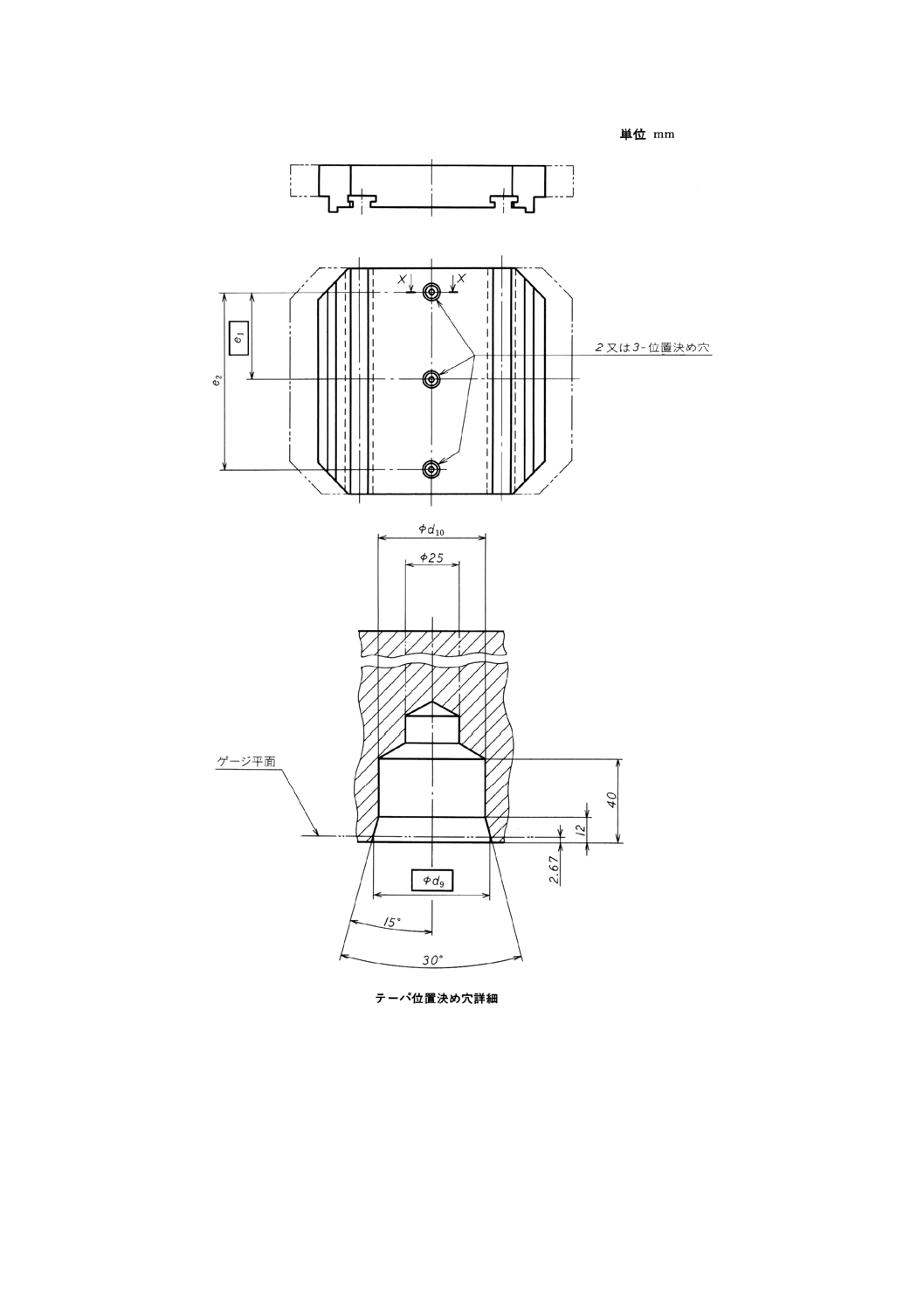
b) 呼び寸法1 000mm以上のパレット 呼び寸法1 000mm以上のパレットの位置決めに使用するテーパ
位置決め穴の形状及び寸法は,附属書2図1による。
19
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 t3,15°及び30°の公差は,製造業者が決める。
附属書2図1 テーパ位置決め穴の形状及び寸法(パレットの呼び寸法1 000mm以上の場合)
20
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
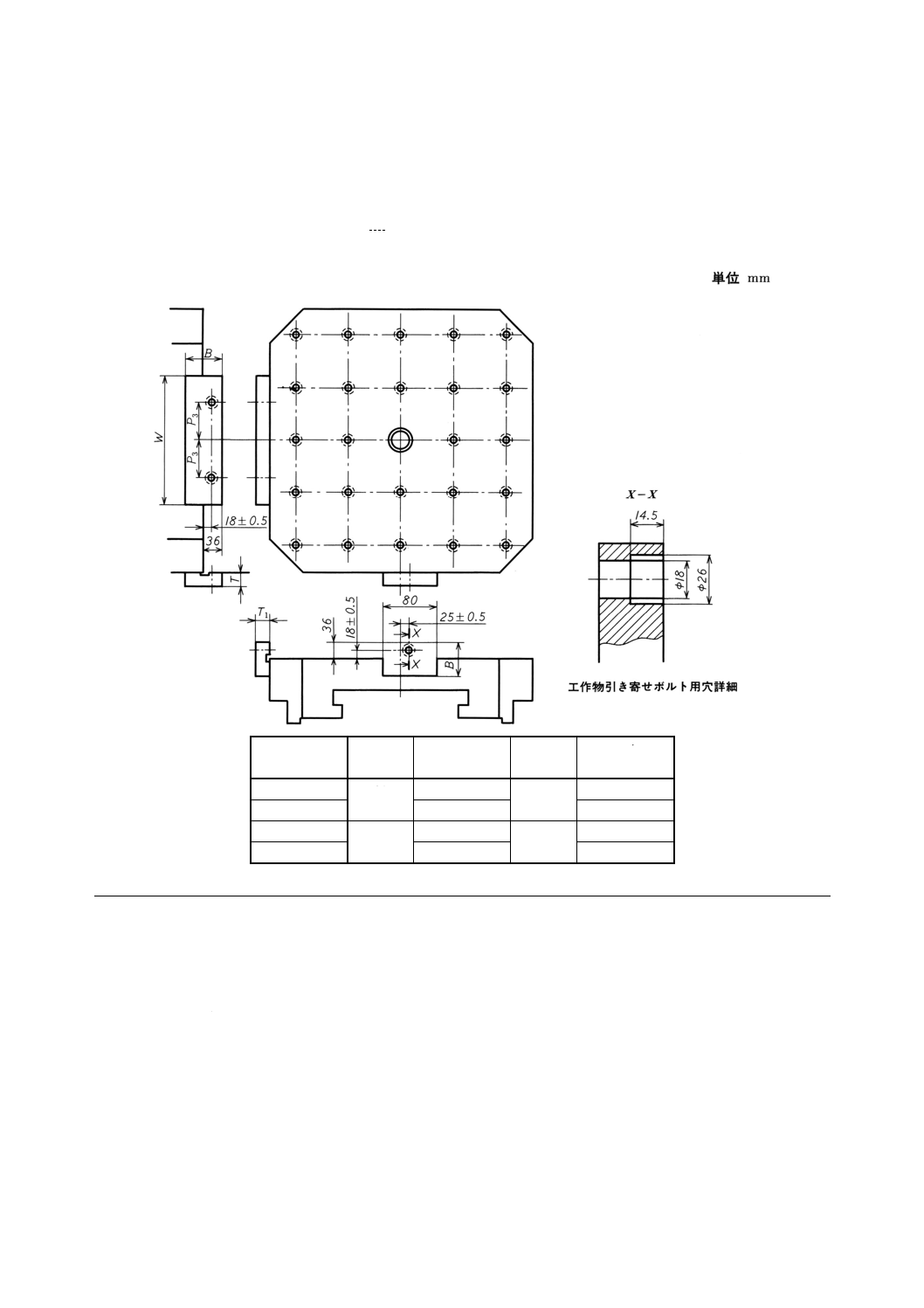
附属書3(参考) エッジロケータの形状・寸法
序文 この附属書3(参考)は,旧JIS B 6337-1980(マシニングセンタ用パレットの形状・寸法)による
エッジロケータの形状及び寸法を示すものであって,規定の一部ではない。
呼び寸法
a1
B
P3±0.5
T
W
400
80
55
25
200
500
75
250
630
90
100
30
315
800
135
400
関連規格 JIS B 0021 製品の幾何特性仕様 (GPS) −幾何公差表示方式−形式,姿勢,位置及び振れの公
差表示方式
JIS B 0401-1 寸法公差及びはめあいの方式−第1部:公差,寸法差及びはめあいの基礎
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の
表
21
B 6337: 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
整合化推進委員会 構成表
氏名
所属
(主査)
鈴 木 義 光
株式会社牧野フライス製作所貿易安全保障管理室
八 神 敏 夫
オークマ株式会社設計部
山 内 政 行
大阪機工株式会社品質保証部
赤 羽 仁 史
豊田工機株式会社技術部
高 鷲 民 生
三菱電機株式会社メカトロ技術部
伊 沢 元 雄
三井精機工業株式会社資材部
西 條 徳 行
三菱重工業株式会社工作機械・射出成形機部
髙 橋 朗
日立精機株式会社技術本部電装部
溝 口 清 久
ヤマザキマザック株式会社開発設計事業部
槙 山 和 臣
東芝機械株式会社工作機械事業本部
西 田 修 三
社団法人日本工作機械工業会
光 岡 豊 一
高度ポリテクセンタ
吉 田 嘉太郎
千葉大学工学部
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
(事務局)
田 仁 哲
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
和久田 基 美
社団法人日本工作機械工業会
方針検討分科会 構成表
氏名
所属
(主査)
西 田 修 三
社団法人日本工作機械工業会
鈴 木 義 光
株式会社牧野フライス製作所貿易安全保障管理室
光 岡 豊 一
高度ポリテクセンタ
吉 田 嘉太郎
千葉大学工学部
井 上 洋 一
日立精機株式会社ISO推進室
髙 橋 豊
(研究員)
武 野 仲 勝
(研究員)
(事務局)
田 仁 哲
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
和久田 基 美
社団法人日本工作機械工業会
機械関係WG 構成表
氏名
所属
(主査)
吉 田 嘉太郎
千葉大学工学部
西 田 修 三
社団法人日本工作機械工業会
入 江 龍 夫
日立精機株式会社技術本部設計部
鈴 木 政 治
株式会社牧野フライス製作所開発第三グループ
江 草 友 良
NTT株式会社生産統括部
高 橋 豊
(研究員)
武 野 仲 勝
(研究員)
(事務局)
大 槻 文 芳
社団法人日本工作機械工業会