B 6336-6:2018 (ISO 10791-6:2014)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 2
4 一般事項························································································································· 3
4.1 測定単位 ······················································································································ 3
4.2 JIS B 6190-1及びJIS B 6190-4の参照 ················································································· 3
4.3 試験の順序 ··················································································································· 3
4.4 実施する試験 ················································································································ 3
4.5 測定器 ························································································································· 3
4.6 測定方法図 ··················································································································· 3
4.7 試験していない軸の位置 ································································································· 3
4.8 ソフトウェア補正 ·········································································································· 3
5 運動試験························································································································· 3
5.1 一般 ···························································································································· 3
5.2 主軸速度及び送り速度 ···································································································· 5
5.3 直線補間運動 ················································································································ 7
5.4 円弧補間運動 ················································································································ 8
附属書A(規定)主軸頭側に回転2軸をもつ機械の運動試験························································· 9
附属書B(規定)テーブル側に回転2軸をもつ機械の運動試験 ····················································· 18
附属書C(規定)旋回主軸頭及び/又は回転テーブルをもつ機械の運動試験 ··································· 24
附属書D(参考)附属書A〜附属書Cに規定する試験の事前注意事項 ··········································· 31
参考文献 ···························································································································· 37
B 6336-6:2018 (ISO 10791-6:2014)
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
工作機械工業会(JMTBA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業
規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業
規格である。これによって,JIS B 6336-6:2000は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 6336の規格群には,次に示す部編成がある。
JIS B 6336-1 第1部:水平主軸をもつ機械の幾何精度(水平Z軸)
JIS B 6336-2 第2部:立て形及び万能主軸頭をもつ機械の静的精度(垂直Z軸)
JIS B 6336-3 第3部:固定又は連続割出万能主軸頭をもつ機械の静的精度(垂直Z軸)
JIS B 6336-4 第4部:直進及び回転運動軸の位置決め精度
JIS B 6336-5 第5部:パレットの位置決め精度
JIS B 6336-6 第6部:速度及び補間運動の精度
JIS B 6336-7 第7部:工作精度
JIS B 6336-8 第8部:直交3平面内での輪郭運動性能の評価
JIS B 6336-9 第9部:工具交換及びパレット交換時間の評価
JIS B 6336-10 第10部:熱変形試験
日本工業規格 JIS
B 6336-6:2018
(ISO 10791-6:2014)
マシニングセンタ−試験条件−
第6部:速度及び補間運動の精度
Machining centres-Test conditions-
Part 6: Accuracy of speeds and interpolations
序文
この規格は,2014年に第2版として発行されたISO 10791-6を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
この規格は,マシニングセンタの試験条件について規定している。
マシニングセンタは,フライス削り,中ぐり及びねじ立てを含む複数の機械加工ができ,かつ,加工プ
ログラムに従って工具マガジン又は同様の工具格納装置から自動で工具交換ができる数値制御工作機械で
ある。
この規格の目的は,比較,受渡し,保守又は使用者若しくは製造業者が必要と判断するその他の目的の
ために行う試験に関してできるだけ幅広く,かつ,理解しやすい情報を提供することである。
この規格は,JIS B 6190の規格群の関係する部を引用してマシニングセンタの試験条件について規定し
ている。また,この規格は,普通精度の汎用マシニングセンタに対応する測定結果の許容値又は許容でき
る最大値についても規定している。
さらに,この規格は,構造形態,構造要素及び運動がこの規格の規定と変わらなければ,他の数値制御
フライス中ぐり盤に全て又は一部を適用することができる。
三つの直進軸と二つの回転軸とをもつ5軸マシニングセンタには,主軸頭側に二つの回転軸をもつ構造
形態(附属書A参照),テーブル側に二つの回転軸をもつ構造形態(附属書B参照)及び主軸頭側及び/
又はテーブル側にそれぞれ一つの回転軸をもつ構造形態(附属書C参照)がある。
この規格の附属書は,5軸マシニングセンタの運動試験について規定する。
1
適用範囲
この規格は,JIS B 6190-1及びJIS B 6190-4を引用して,マシニングセンタの運動試験,すなわち,主
軸速度,送り速度及び2軸以上の直進軸及び/又は回転軸の同時制御によって生成される補間運動経路の
精度試験について規定する。
この規格は,直交3軸(X,Y及びZ)及び追加の回転1軸又は2軸(A,B又はC)をもつマシニング
センタに適用する。上記以外の運動は,特別な機能とみなし,それに関連する試験はこの規格には含まな
い。
この規格は,速度及び補間運動精度の試験だけを扱い,一般に別途行うのが望ましい機械の運転試験,
例えば,振動試験,騒音試験については規定しない。
構造形態,構造要素及び運動がこの規格に規定する試験と変わらなければ,受渡当事者間の協定に基づ
2
B 6336-6:2018 (ISO 10791-6:2014)
き,数値制御フライス中ぐり盤にもこの規格の全て又は一部を適用できる。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10791-6:2014,Test conditions for machining centres−Part 6: Accuracy of speeds and
interpolations(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 6190-1:2016 工作機械試験方法通則−第1部:幾何精度試験
注記 対応国際規格:ISO 230-1:2012,Test code for machine tools−Part 1: Geometric accuracy of
machines operating under no-load or quasi-static conditions(IDT)
JIS B 6190-4:2008 工作機械試験方法通則−第4部:数値制御による円運動精度試験
注記 対応国際規格:ISO 230-4:2005,Test code for machine tools−Part 4: Circular tests for numerically
controlled machine tools(IDT)
JIS B 6190-7 工作機械試験方法通則−第7部:回転軸の幾何精度試験
注記 対応国際規格:ISO 230-7:2015,Test code for machine tools−Part 7: Geometric accuracy of axes
of rotation(IDT)
JIS B 6310:2003 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
注記 対応国際規格:ISO 841:2001,Industrial automation systems and integration−Numerical control of
machines−Coordinate system and motion nomenclature(IDT)
3
用語及び定義
この規格に用いる主な用語及び定義は,JIS B 6190-1,JIS B 6190-4,JIS B 6190-7及びJIS B 6310によ
るほか,次による。
3.1
直線補間(linear interpolation)
複数の軸を同時に制御することによって,工作機械の工具側と工作物側との相対運動が直線になる補間。
3.2
円弧補間(circular interpolation)
複数の軸を同時に制御することによって,ある特定の平面内で工作機械の工具側と工作物側との相対運
動が円弧になる補間。
3.3
工具先端点制御機能(tool centre point control function)
TCP制御機能(TCP control function)
ワーク座標系において一定の工具先端点座標を保つために,回転軸の瞬間的な角度変化に応答して数値
制御工作機械の直進軸を駆動する高度なCNC制御機能。
3
B 6336-6:2018 (ISO 10791-6:2014)
4
一般事項
4.1
測定単位
この規格では,全ての長さ寸法,偏差及びその許容値は,ミリメートル(mm)で表す。角度寸法は,
度(°)で表す。角度偏差及びその許容値は,通常,長さの比(例えば,0.010/1 000)で表すが,明確化
のために場合によってはマイクロラジアン(μrad)又は秒(″)を用いることがある。これらの間には,次
の関係が成り立つ。
0.010/1 000=10×10−6=10 μrad ≒ 2''
4.2
JIS B 6190-1及びJIS B 6190-4の参照
この規格を適用するに当たって,特に試験前の機械の据付け,主軸及び他の運動部品の暖機運転,測定
方法の説明,並びに測定器の推奨不確かさについてはJIS B 6190-1を,円弧補間運動試験についてはJIS B
6190-4を参照しなければならない。
4.3
試験の順序
この規格に示す試験の順序は,実際の試験の順序を決めるものではない。測定器の取付け及び試験が容
易なように試験はどのような順序で行ってもよい。
4.4
実施する試験
機械を試験するときは,必ずしもこの規格に示された全ての試験を行う必要はないか,又は可能でない
こともある。この試験が受渡しのために必要なとき,使用者は,製造業者との協定に基づいて関心のある
機械の構成要素及び/又は特性に関係する試験を選択してもよい。実施する試験は,機械を発注するとき
には明確にしておかなければならない。実施する試験の指定がなく,かつ,その試験に要する経費につい
ての協定もない状態でこの規格を受渡検査として引用するだけでは,受渡当事者相互間を拘束することに
はならない。
4.5
測定器
この規格の箇条5並びに附属書A,附属書B及び附属書Cに示す測定器は,例としてだけ示したもので
ある。同じ量が測定でき,かつ,測定不確かさが同等又はそれ以下の他の測定器を使用してもよい。
各試験において,データのサンプル点数(又はサンプリング周波数)は,報告しなければならない。
4.6
測定方法図
この規格に示す測定方法図は,簡略化のために附属書ごとに一つの構造形態だけを例示する。
4.7
試験していない軸の位置
試験していない直進軸及び/又は回転軸は,移動範囲の中央近くに置くか,又は測定に影響を及ぼす機
械の構成部品のたわみを最小にする位置に置く。
4.8
ソフトウェア補正
幾何偏差,位置決め偏差,輪郭運動偏差及び熱変形偏差を補正するソフトウェア機能が組み込まれてい
る場合には,受渡し目的でこれらの試験を行っている間にその補正機能を使用するかどうかは,工作機械
の用途を考慮して受渡当事者間の協定に基づいて決めなければならない。ソフトウェア補正を使用した場
合は,そのことを試験報告書に記載しなければならない。また,ソフトウェア補正を使用する場合は,試
験のために軸を固定してはならないことを留意しなければならない。
5
運動試験
5.1
一般
主軸速度の試験(K1)及び送り速度の試験(K2)の目的は,指令と構成部品の物理的な運動との間の
4
B 6336-6:2018 (ISO 10791-6:2014)
制御系における電気的,電子的及び機械的な接続全体の正確さを試験することである。
直線補間運動精度試験(K3)の目的は,次の二つの条件で二つの直進軸の同期運動の精度を試験するこ
とである。
− 二つの直進軸を同じ速度で運動(45°)させる。
− 二つの軸のうちの一方の軸を他方の軸よりもかなり低い速度で運動(小さな角度)させる。
円弧補間運動精度試験(K4)の目的は,一つの軸の送り速度がゼロまで減速し,次に運動の向きが逆に
なる象限切替え点を含み,円経路に沿った二つの直進軸の同期運動の精度を試験することである。この試
験を行っている間,軸の速度は変化する。
附属書A〜附属書Cは,回転軸を含む2軸以上の直進軸に関係する円弧補間運動精度試験について規定
する。
5.1.1
附属書A〜附属書Cに規定する試験
附属書Aの試験AK1では,B軸を回転させて工具先端点の軌跡の偏差を測定し,試験AK2では,C軸
を回転させてその軌跡の偏差を測定する。また,試験AK3及びAK4では,B軸とC軸との両方の同時補
間運動をさせてその軌跡の偏差を測定する。同様に,附属書A〜附属書Cは,回転1軸又は回転2軸を同
時補間して行う試験について規定する。
5.1.2
附属書A及び附属書Cに規定する代替方法
附属書Aの試験AK1,AK2及びAK4では,ワーク座標系(工作テーブルを基準にした座標系)におけ
る工具先端点の軌跡の偏差を測定する。一方,代替方法[AK1(代替),AK2(代替)及びAK4(代替)]
では,測定対象とする回転軸の半径方向,軸方向,及び接線方向における偏差を測定する。すなわち,こ
れらの代替方法は,測定対象とする回転軸上に設けた座標系における偏差を測定していることになる。試
験CK1及びCK1(代替)も同様である。
5
B 6336-6:2018 (ISO 10791-6:2014)
5.2
主軸速度及び送り速度
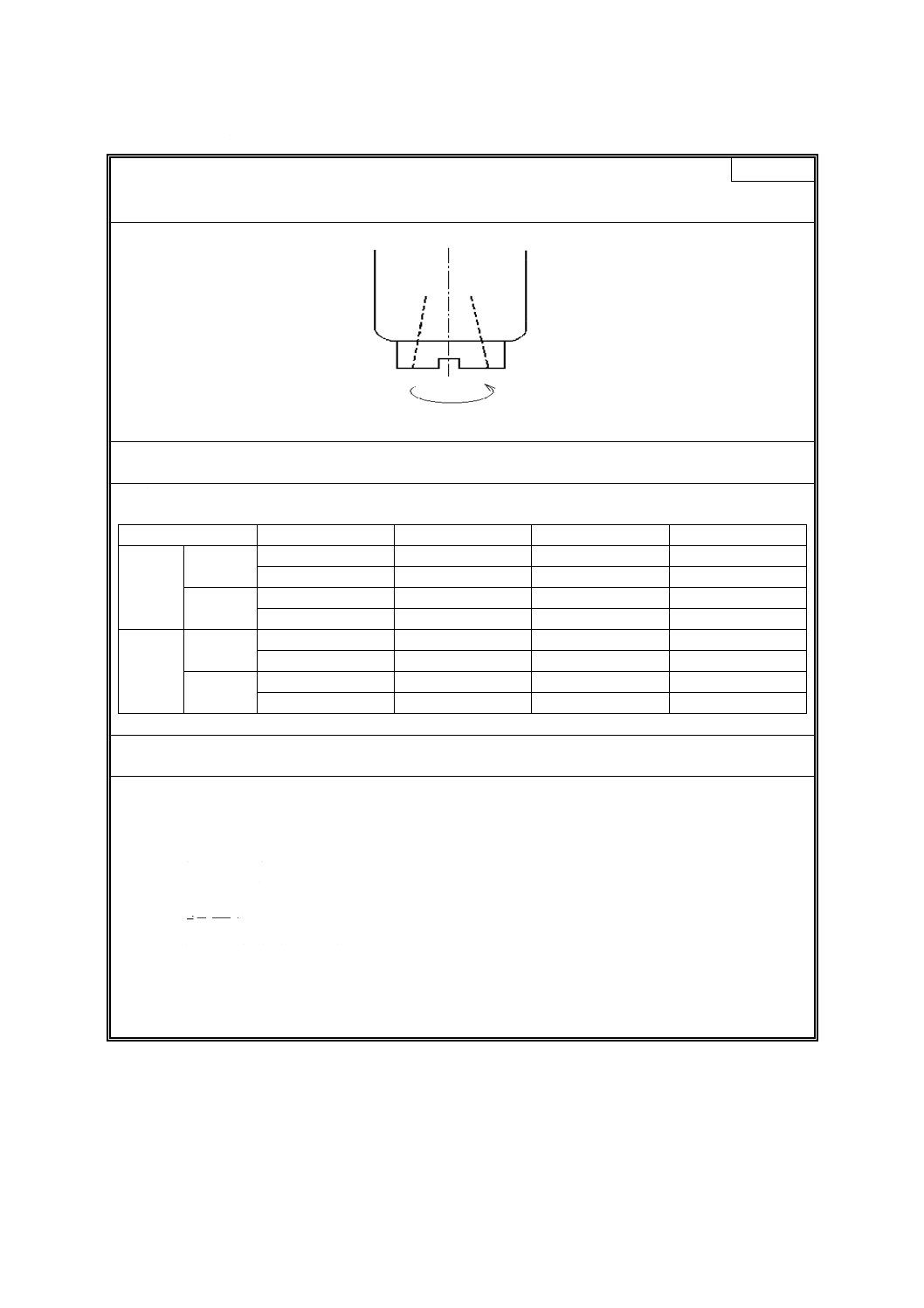
目的及び試験条件
K1
正転及び逆転させたときの各速度範囲の中間速度及び最大速度における主軸速度の偏差の試験
この試験は,可能な場合には,それぞれの速度範囲において実行しなければならない。
測定方法図
許容値
±5 %
測定値
速度範囲
回転の方向
設定値
測定値
偏差 %
中間
正転
逆転
最大
正転
逆転
中間
正転
逆転
最大
正転
逆転
測定器
回転計,ストロボスコープ,その他
測定手順
主軸にダミー工具を取り付けて行ってもよい。
瞬間的な速度を読み取ることができる場合には,5回の読みを取り,平均を計算しなければならない。読みは,
始動時及び停止時の加速度の影響を避けるために,一定速度の状態で取らなければならない。オーバライドは,
100 %に設定しなければならない。
主軸速度の偏差の計算は,次の式によらなければならない。
100
s
s
s
×
−
=
P
P
A
D
ここに,D: 偏差(%で表示)
As: 測定値
Ps: 設定値(プログラムした速度)
6
B 6336-6:2018 (ISO 10791-6:2014)
目的及び試験条件
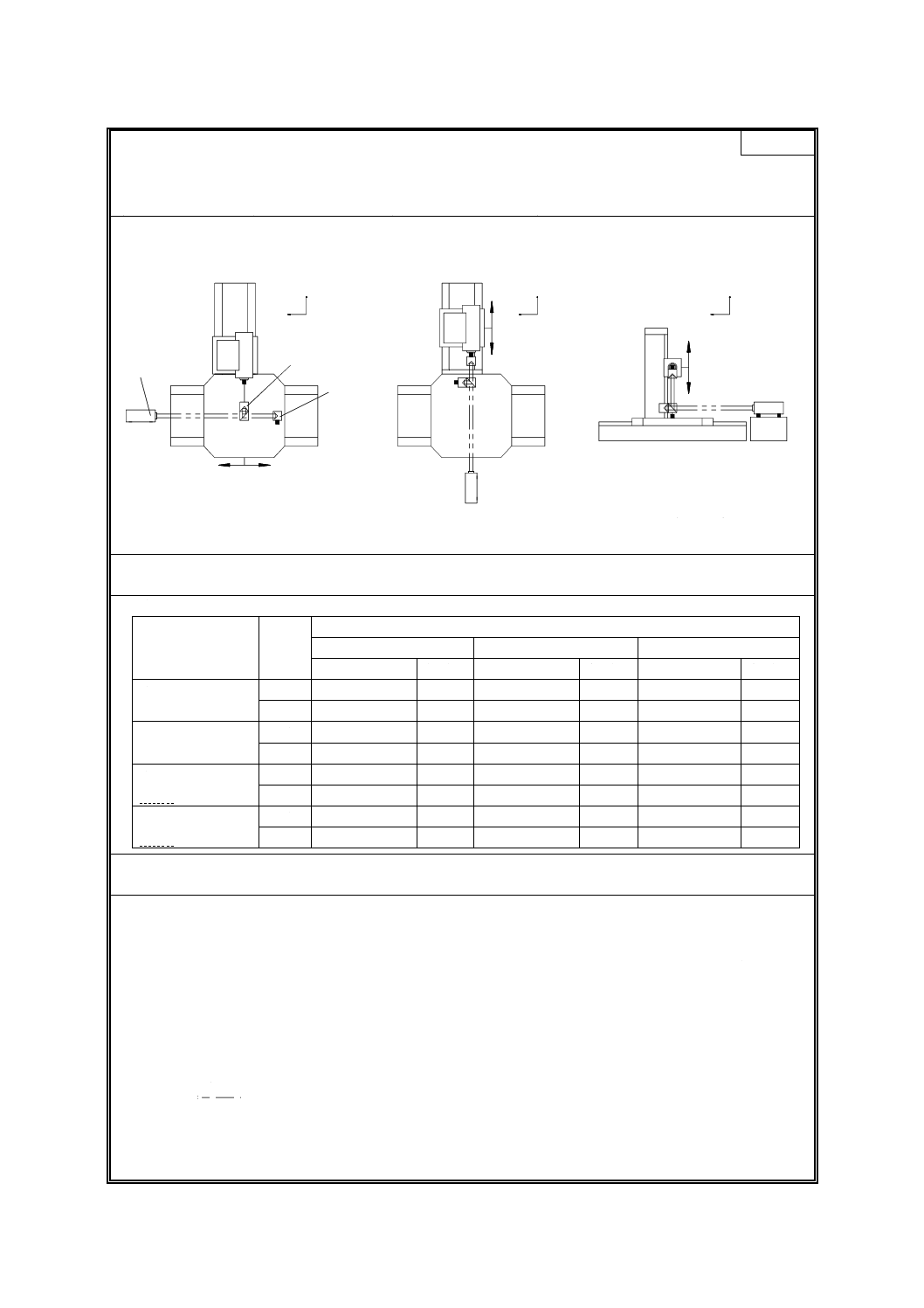
K2
全ての直進軸の正及び負方向における送り速度の精度の試験
次の送り速度で試験する。
a) 100 mm/min b) 1 000 mm/min c) 最大送り速度 d) 早送り速度
測定方法図
この測定方法図は,横形マシニングセンタにおける測定器の取付け状態を示す。立て形マシニングセンタにつ
いては,それに合わせて測定器を取り付けなければならない。
3
2
1
Z
X
Z
X
Y
X
X軸の測定
Z軸の測定
Y軸の測定
1 レーザヘッド 2 干渉計 3 反射鏡
許容値
±5 %
測定値
プログラムで設
定した送り速度
送り
方向
軸
X
Y
Z
平均送り速度
偏差%
平均送り速度
偏差%
平均送り速度
偏差%
a) 100 mm/min
正
負
b) 1 000 mm/min
正
負
c) 最大送り速度
mm/min
正
負
d) 早送り速度
mm/min
正
負
測定器
レーザ干渉計
測定手順
レーザ干渉計(位置決め精度を測定するときの設置)と対象とする運動軸とを心合わせする。軸は,指定し
た2点間で直進運動するように指令する。移動距離は,軸を加速させた後,一定の速度で移動させ,最後に減
速して停止させることのできる距離とし,その距離は,軸の移動範囲の1/2又は500 mmのいずれか短いほうと
する。全ての送り速度について移動距離は同じとする。試験は,移動の両方向(正方向及び負方向)について
実施する。速度データは,最小100 Hzで取得するのが望ましい。ただし,平滑化又は平均化処理をしてはなら
ない。オーバライドは,100 %に設定する。移動の両方向について,1回の試験で測定した全ての一定速度の値
(最小1 000個の値)を平均し,平均送り速度を算出する。
送り速度の偏差の計算は,次の式によらなければならない。
100
f
f
f
f
×
−
=
P
P
A
D
ここに,Df :偏差(%で表示)
Af :測定した平均送り速度
Pf :プログラムで設定した送り速度
7
B 6336-6:2018 (ISO 10791-6:2014)
5.3
直線補間運動
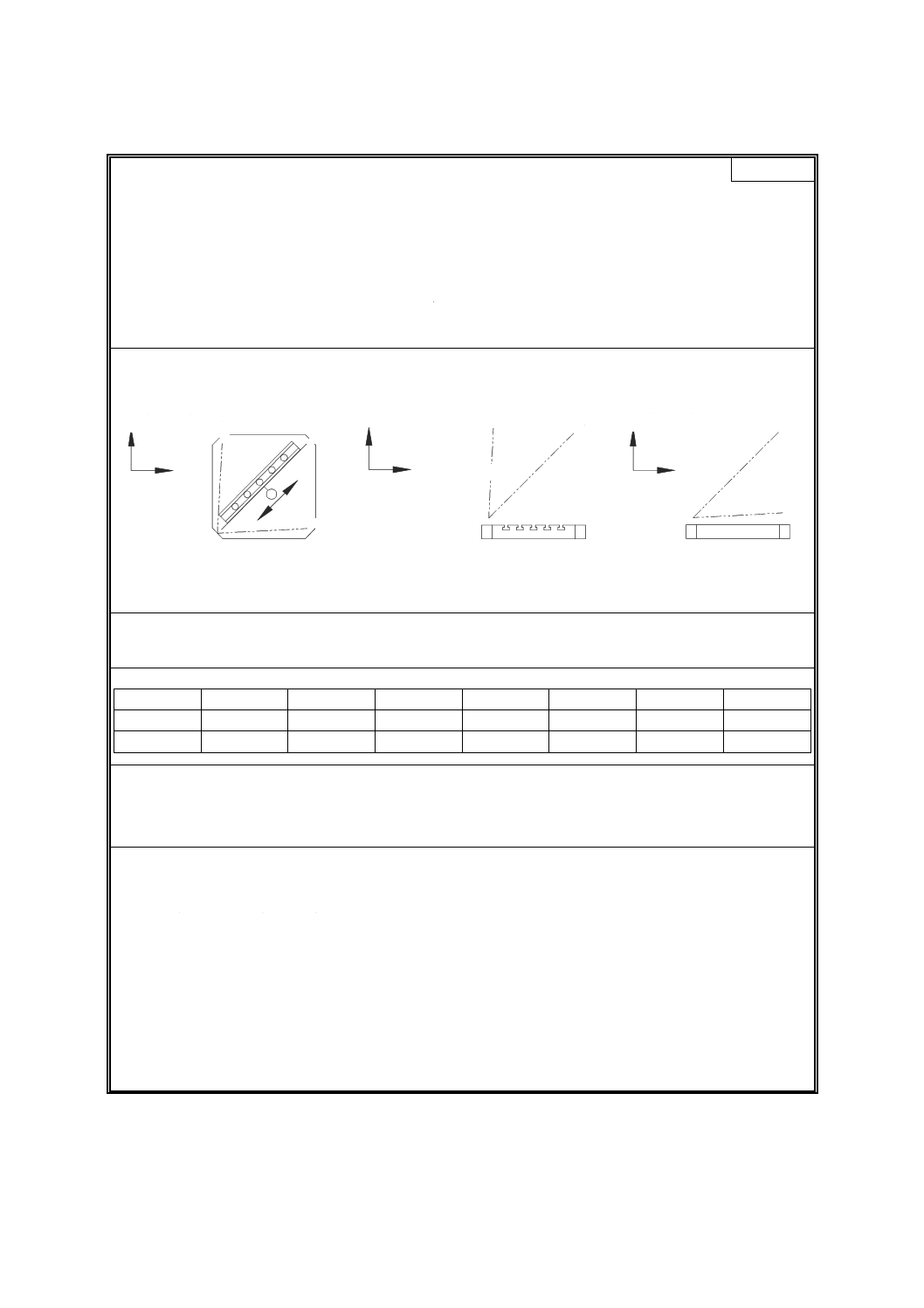
目的及び試験条件
K3
測定長さ100 mmについて直進軸の同時2軸制御による直線補間によって生成される経路の真直度誤差の試験
この経路の勾配は,次による。
横形マシニングセンタ:
a) dZ/dX=0.05 b) dZ/dX=1 c) dX/dZ=0.05 d) dY/dZ=1 e) dZ/dY=0.05 f) dY/dX=0.05 g) dY/dX=1
立て形マシニングセンタ:
a) dY/dX=0.05 b) dY/dX=1 c) dX/dY=0.05 d) dZ/dY=1 e) dY/dZ=0.05 f) dZ/dX=0.05 g) dZ/dX=1
tan−1(0.05) [=2°51'45'']の代わりに,プログラミング機能にもよるが,角度を3°としてもよい。
測定方法図
水平ZX面
垂直YZ面
X軸に平行な垂直面
注記 この測定方法図に示す座標系の軸の名称は,横形の機械に対応している。括弧で,例えば,(又はY)の
ように示す軸の名称は,立て形の機械に対応している。
許容値
測定長さ100について 0.020
測定値
a)
b)
c)
d)
e)
f)
g)
測定誤差
測定長さ
測定器
適切に(例えば,アングルバイスで)支持した直定規又はサインバー及び変位計a)
注a) 変位計は,読みが容易になるように,測定結果を図示できる記録計又はコンピュータと接続できるものを
使用することを推奨する。
測定手順
測定長さは,加工領域のほぼ中央にとらなければならない。
主軸を固定できる場合は,移動の角度及び長さを決めた後に,運動の方向にほぼ垂直に変位計を主軸に取り
付け,固定できない場合は,主軸頭に取り付ける。
直定規又はサインバーは,テーブル上にこの試験の“目的及び試験条件”に記載した方向に定置する。変位
計は,測定の開始位置で直定規に当てて,基準面に対する読みを取る。そのときのX,Y,Zの位置を記録する。
次に,測定長さの終了位置まで変位計を移動させ,直定規の基準面に対して同じ変位計の読みが得られるよう
に位置を調整する。このときのX,Y,Zの位置を記録する。この二つの位置を通る2点間をプログラム経路と
する。
次に,送り速度250 mm/minでプログラム経路に沿って両方向に軸を移動させる。移動の向きは,測定長さを
超えてから反転させる。各方向についてそれぞれ読みの最大差を記録する。
測定長さ100 mmについて最大偏差及びその方向を記録する。
Y(又はZ)
X
Z(又はY)
Y(又はZ)
c)
b)
a)
X
Z(又はY)
g)
f)
e)
d)
8
B 6336-6:2018 (ISO 10791-6:2014)
5.4
円弧補間運動
目的及び試験条件
K4
二つの直進軸の円弧補間によって生成される経路の円偏差G及び両方向円偏差G(b)の試験
円弧は,JIS B 6190-4に従って,適用できる場合には360°以上とし,次の1)〜5) のうちの一つの直径を選び,
a) 及びb) の送り速度で行う。
1) 直径20 mm
2) 直径50 mm
3) 直径100 mm
4) 直径 200 mm
5) 直径 300 mm
a) 150 mm/min
a) 250 mm/min
a) 350 mm/min
a) 500 mm/min
a) 610 mm/min
b) 630 mm/min
b) 1 000 mm/min
b) 1 400 mm/min
b) 2 000 mm/min
b) 2 440 mm/min
円偏差Gは,時計回り及び反時計回りの円弧補間運動について測定しなければならない。
この試験は,XY,YZ及びZX面内,又は他の対になる二つの直進軸(U,V,Wなど)で形成する面内で行う。
測定方法図
1 円経路
ボールバーによる方法
二次元スケールによる方法
許容値
a) Gab=0.03,
Gba=0.03
G(b)ab=0.05
b) Gab=0.05,
Gba=0.05
G(b)ab=0.09
ここに,ab=XY,YZ,ZX又は対になる二つの直進軸
測定値及び試験パラメータ
a) 送り速度=
指定経路の直径 mm
………………………
Gab=
測定器の配置位置
Gba=
− 円の中心(X/Y/Z)
……………………
G(b)ab=
− 工具レファレンスのオフセット(X/Y/Z) ………………………
b) 送り速度=
− 工作物レファレンスのオフセット
(X/Y/Z)
………………………
Gab=
データ取得パラメータ
Gba=
− 始点
………………………
G(b)ab=
− 測定点の数
………………………
ここに,ab=XY,YZ,ZX又は
− データ平滑化処理
………………………
対になる二つの直進軸
使用した補正
………………………
試験していない軸の位置
………………………
測定器
ボールバー又は二次元スケール
測定手順(JIS B 6190-1の11.3及びJIS B 6190-4参照)
直径は,受渡当事者間の協定に基づいて上記の値と異なってもよい。その場合の送り速度は,JIS B 6190-4の
附属書Cに従って調整する。
補間運動は,4象限のうちの一つから開始する。理想的には,測定は,四つの象限切替え点以外の点から記録
を開始し,十分に象限切替え点周辺の送り運動を測定できるように記録するのが望ましい。こうすることによっ
て,反転位置を含む機械の性能を正確に取得することができる。
Z
X
Y
1
9
B 6336-6:2018 (ISO 10791-6:2014)
附属書A
(規定)
主軸頭側に回転2軸をもつ機械の運動試験
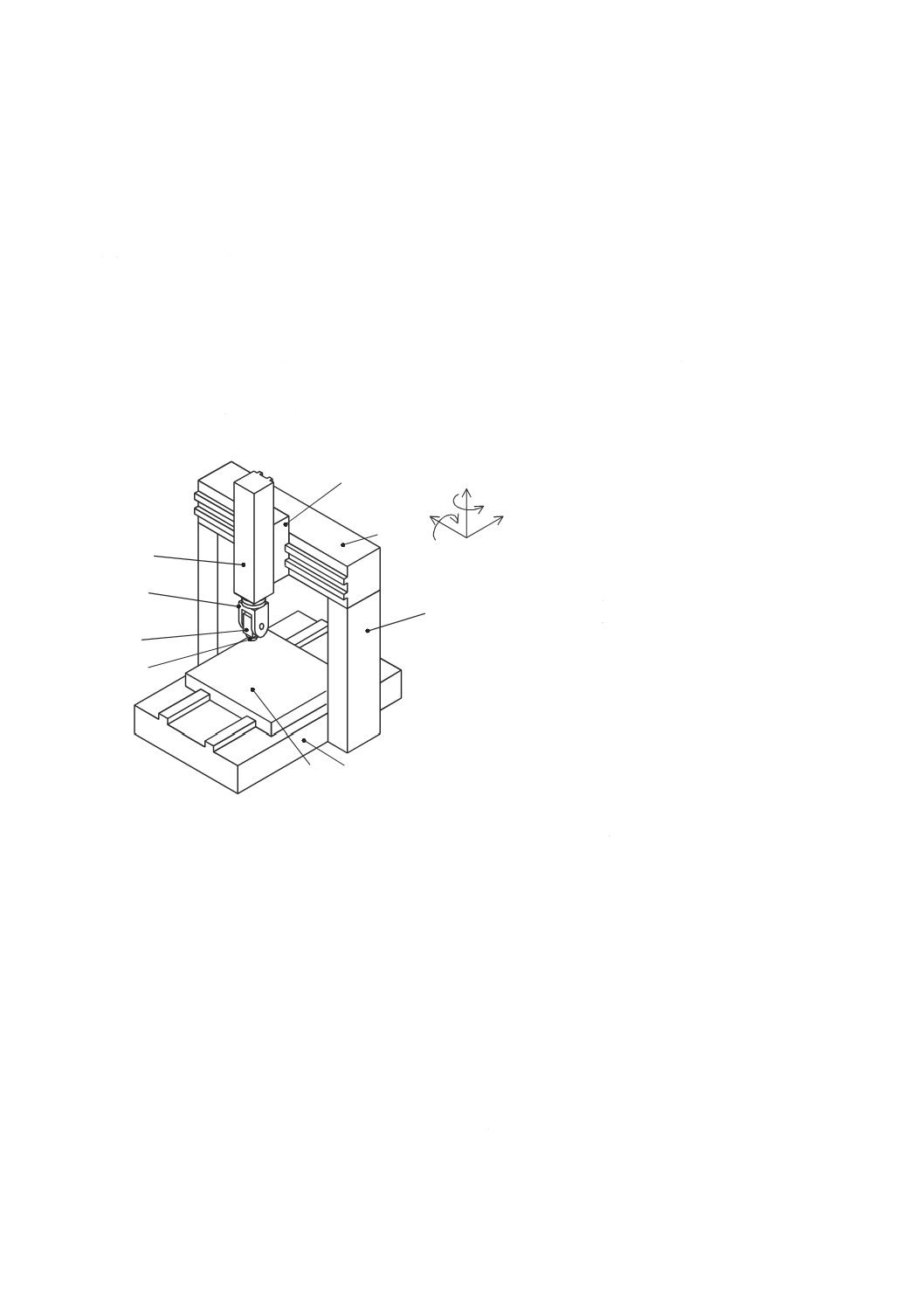
A.1 構造形態及び呼び方
この附属書に規定する機械は,直進軸と回転軸との構成に基づいて分類する。構造形態は,工作物側か
ら工具側まで,又はその逆に,運動軸を直列に接続する構造コードを用いて表記する。運動軸の名称は,
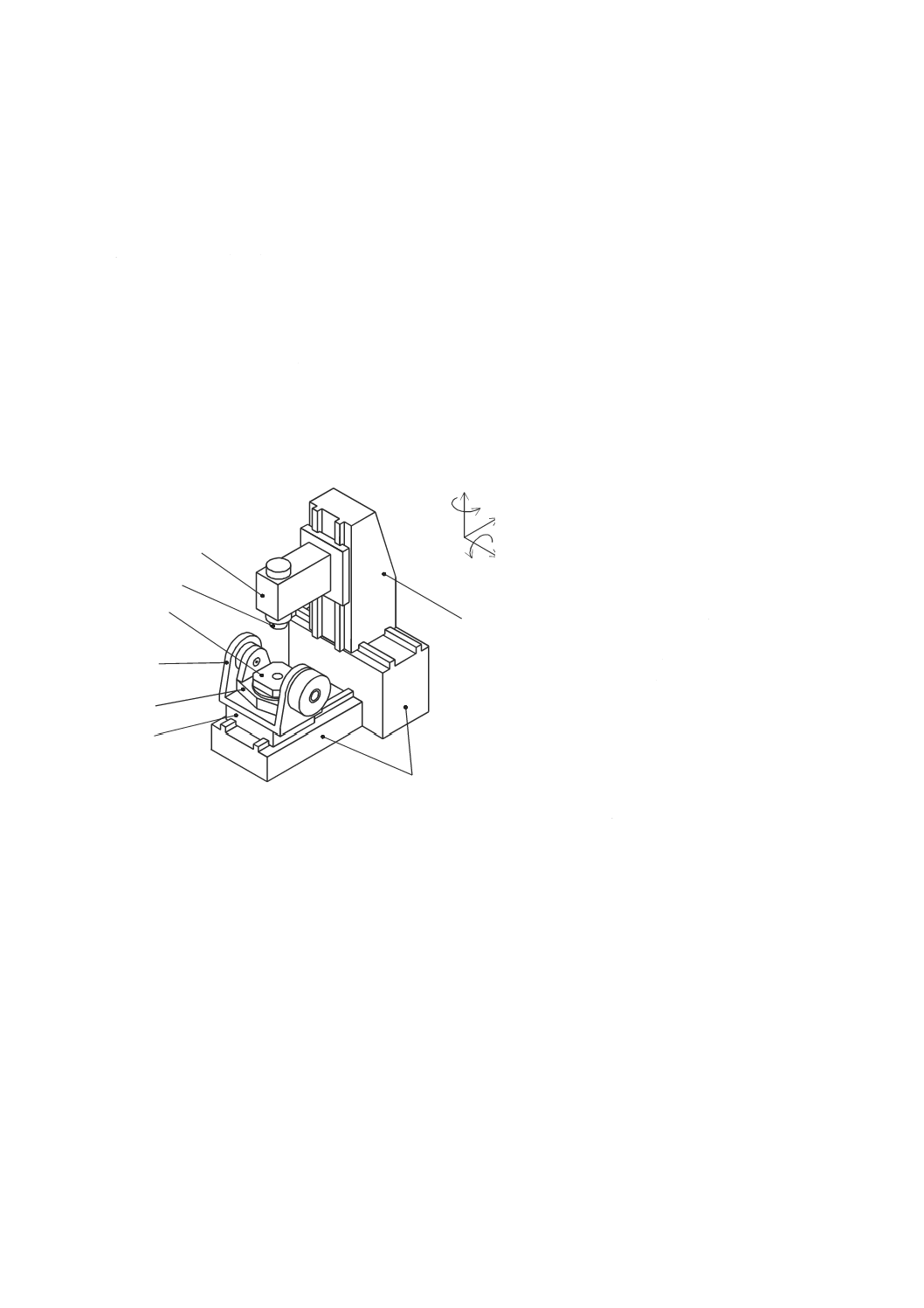
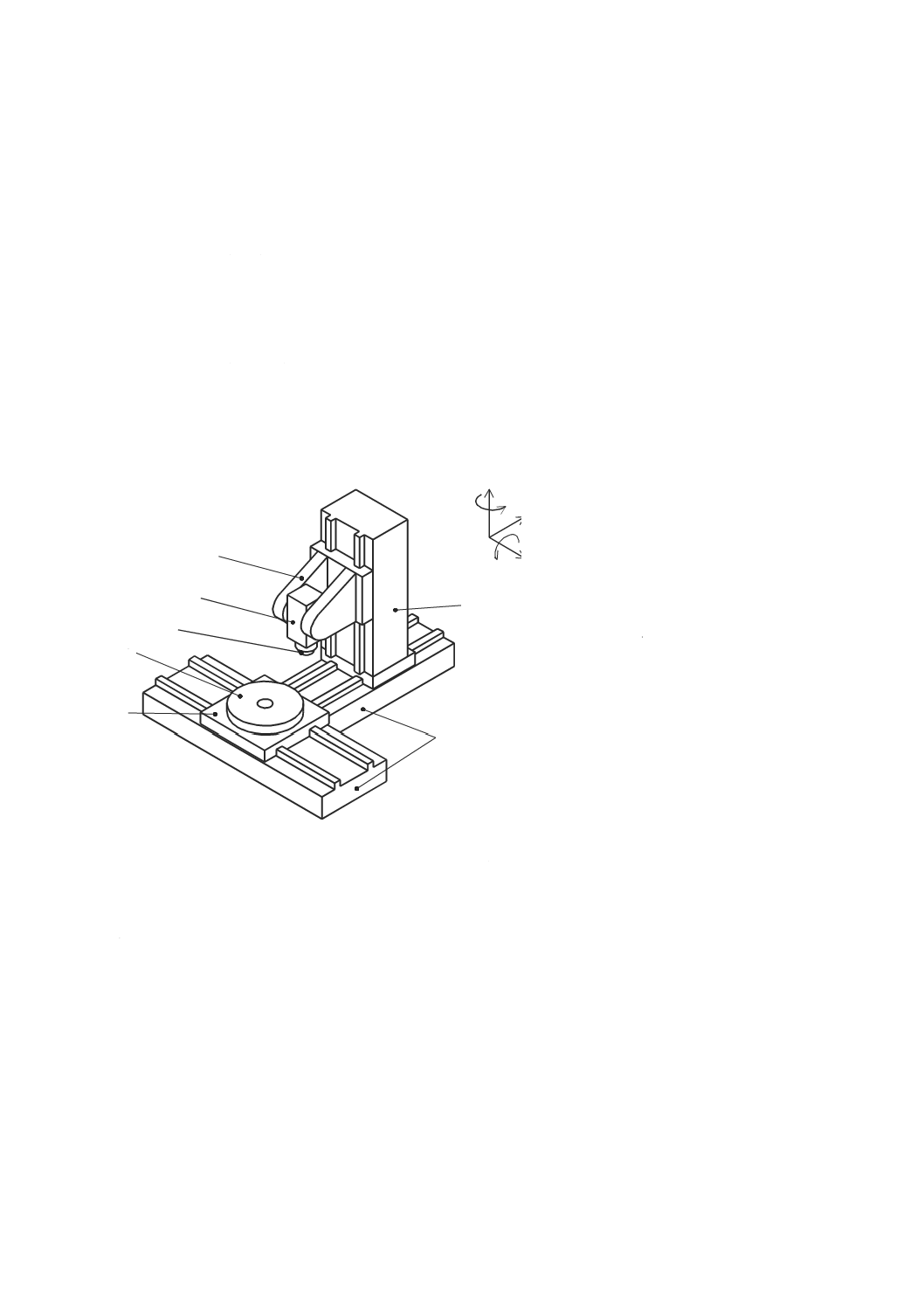
JIS B 6310による。一例として,図A.1に示す機械の構造コードは,工作物側から工具側まで運動軸を接
続すると,[w X' b Y Z C B (C1) t]のように表記することができる。この表記では,工作物側と工具側とは,
工作物を“w”,工具を“t”と名付けて区別している。また,ベッドは,“b”で表し,数値制御で角度位置
決めができない主軸は,(C1)で表す。
1
2
3
4
5
6
7
8
+X
+Y
+Z
+C
+B
9
1
テーブル(X'軸)
2
ベッド
3
コラム
4
横桁
5
ラムサドル(Y軸)
6
ラム(Z軸)
7
ヨーク(C軸)
8
傾斜主軸頭(B軸)
9
主軸[(C1)軸]
図A.1−主軸頭側に回転2軸をもつ立て形5軸マシニングセンタの例 [w X' b Y Z C B (C1) t]
さらに,マシニングセンタの構造形態を定義するために,短いコードを用いて呼び方を規定する。この
呼び方は,次の四つの項目で順番に表す。
− 5軸マシニングセンタ
− この規格に対応する国際規格の番号,例えば,ISO 10791-6
− 主軸の向き:“横形”(水平主軸)は文字H,“立て形”(垂直主軸)は文字Vで表す。
− 構造形態
例 垂直主軸形でZ軸に平行に運動する主軸頭側に回転2軸をもち,Y軸に平行に運動するラムサド
ル及びX軸に平行に運動する工作テーブルをもつ5軸マシニングセンタ(図A.1参照)の呼び方
は,次による。
5軸マシニングセンタ ISO 10791-6 V [w X' b Y Z C B (C1) t]
10
B 6336-6:2018 (ISO 10791-6:2014)
A.2 運動試験
A.2.1 一般
この附属書に規定する試験は,簡略化のために,図A.1に示す機械の構造形態を例として取り上げてい
る。この試験は,主軸頭側に連続制御のできる二つの回転軸をもつ全てのマシニングセンタの構造形態に
適用できる。
AK1,AK2及びAK4では,ワーク座標系(すなわち,テーブル上に設定した座標系)における工具先
端点の軌跡の偏差を測定する。一方で,その代替方法は,工具先端点の軌跡の偏差を試験する回転軸の半
径方向,軸方向及び接線方向(すなわち,試験する回転軸上に設定した座標系)における偏差を測定する。
この附属書は,異なる測定の感度方向で測定する代替方法についても規定する。
注記1 この附属書に規定する試験は,関係する場合には,主軸頭側に連続制御のできる回転1軸だ
けをもつマシニングセンタにも適用できる。
注記2 これらの試験は,機械が軸の同期制御を行う能力に関する情報を提供する。ただし,これら
の試験の結果から,切削による実際の工作物形状誤差を直接予測することは不可能である。
A.2.2 同時3軸制御による円弧補間運動(AK1及びAK2)
この試験の目的は,試験の開始及び終了時の始動及び停止の段階を除いて,二つの直進軸の円弧補間運
動を一定の速度で回転軸の回転と同期させたときの円弧軌跡の精度を試験することである。
A.2.3 同時5軸制御による円弧補間運動(AK3及びAK4)
この試験の目的は,テーブル上の1点と主軸上の1点との間の距離を一定に保ちながら,三つの直進軸
と二つの回転軸とを一定の速度で同時に制御したときの軌跡の精度を試験することである。
11
B 6336-6:2018 (ISO 10791-6:2014)
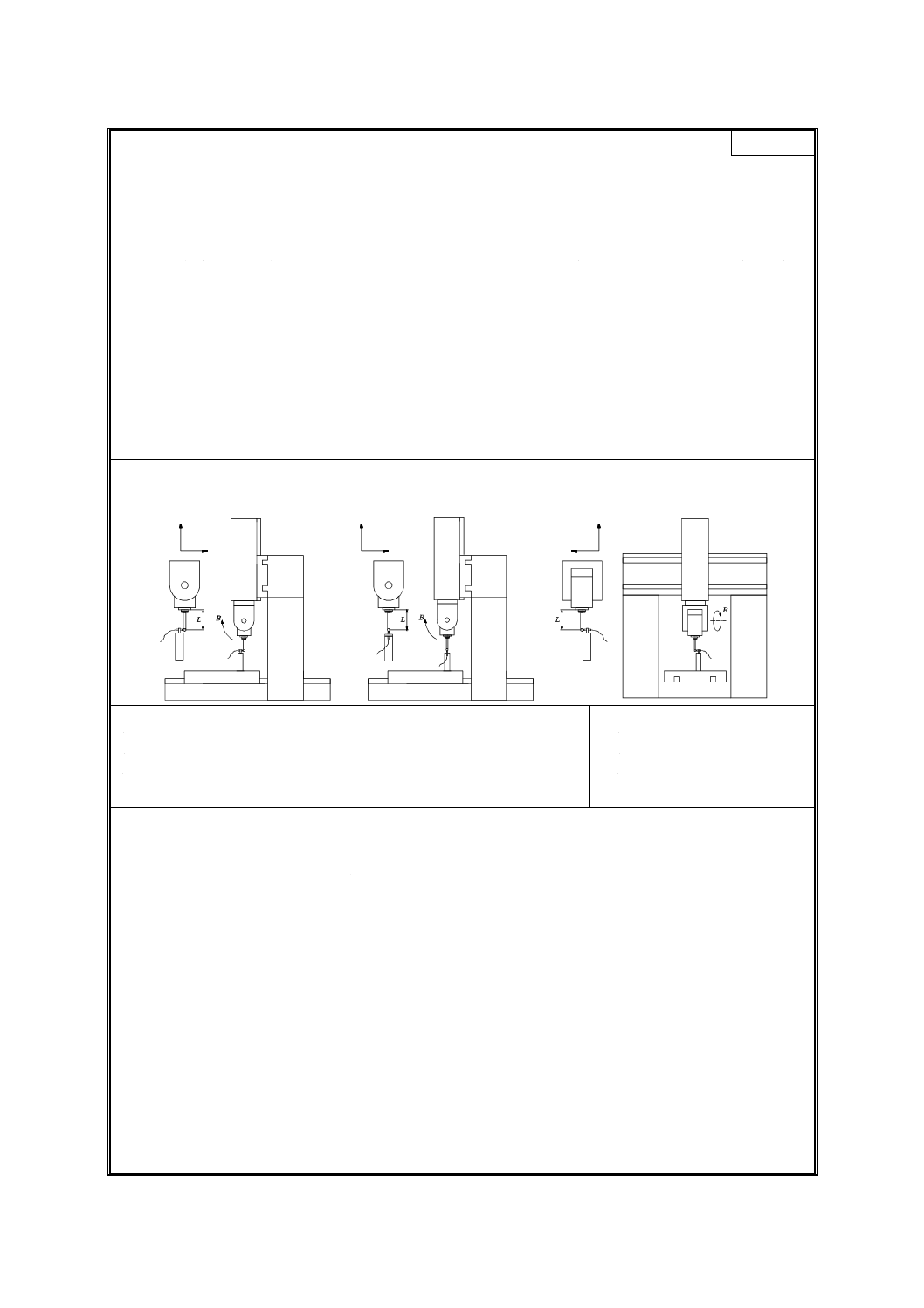
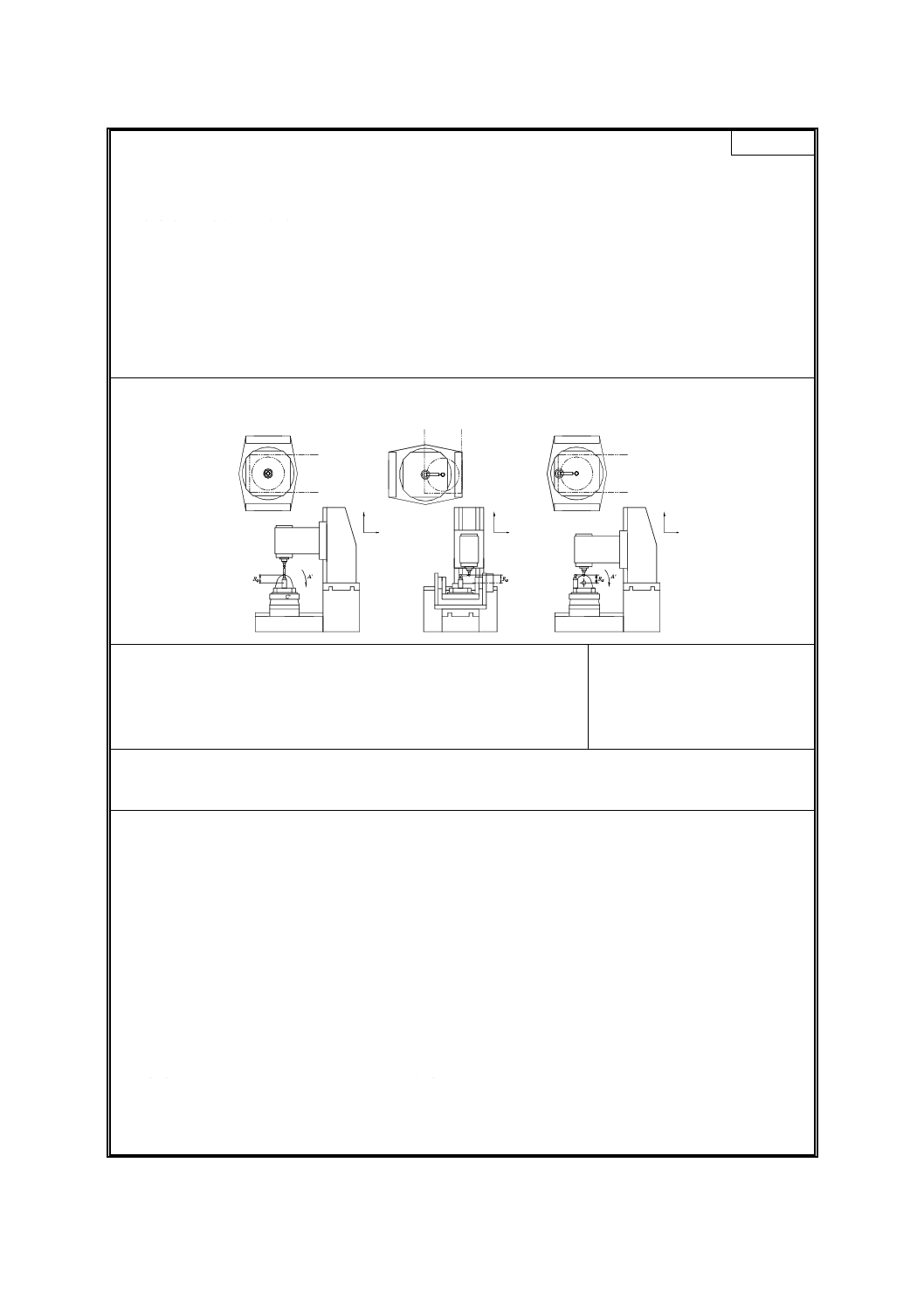
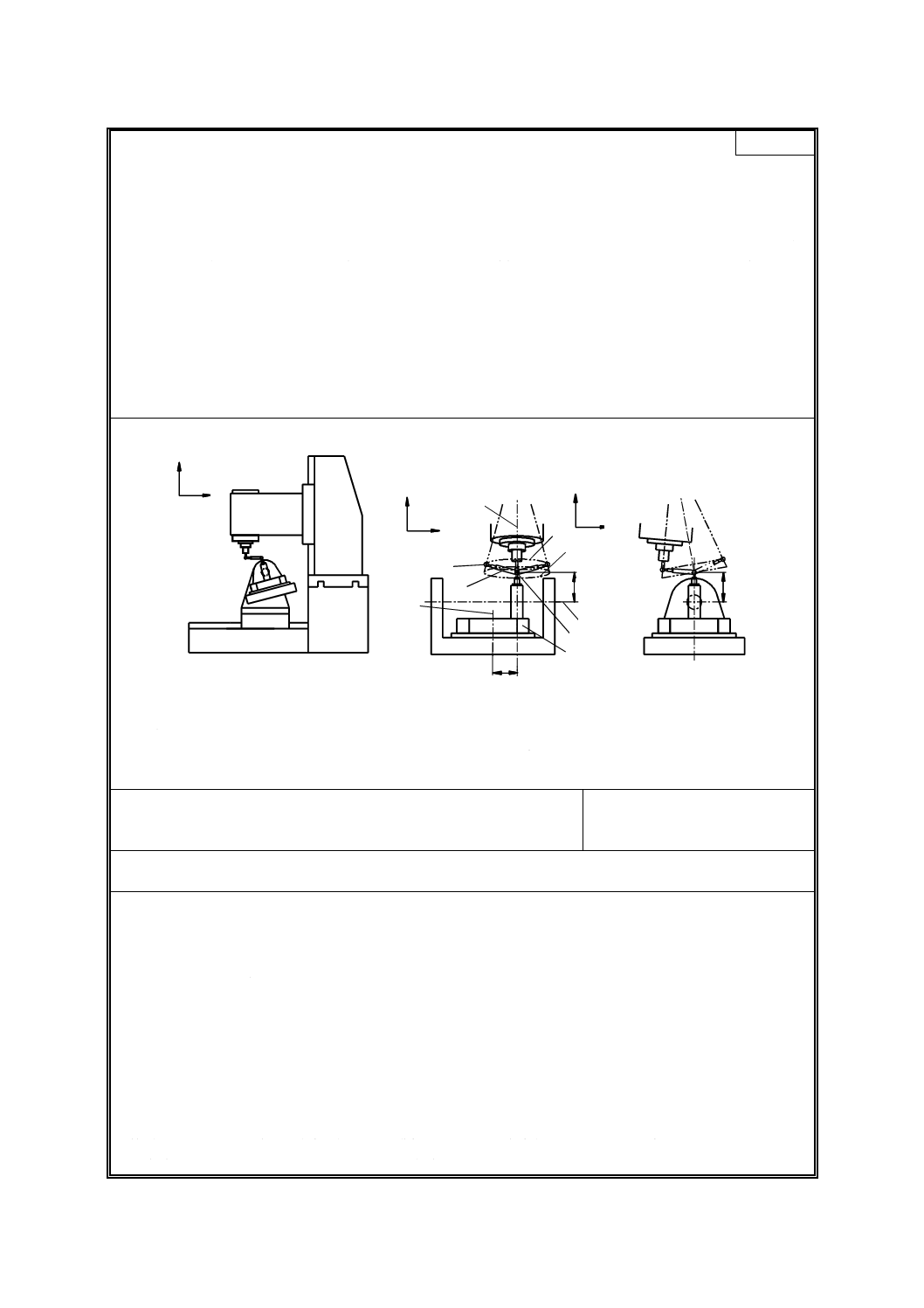
目的及び試験条件
AK1
二つの直進軸(X'及びZ軸)及び傾斜主軸頭の回転軸(B軸)の同時3軸補間運動時の工具先端点軌跡(ワー
ク座標系では,理想的には一つの固定点となる。)の偏差の試験
a) X軸方向において,Eint,X,XZB
b) Z軸方向において,Eint,Z,XZB
c) Y軸方向において,Eint,Y,XZB
主軸端(主軸ゲージ面)から基準球までのオフセットLは,150 mm程度にするのが望ましい。B軸の回転速
度は,360°/min又は受渡当事者間の協定によるのが望ましい。
B軸の回転角度は,最大範囲とするのが望ましい。ただし,その範囲は,テストバーと変位計との干渉によ
って制限を受けることがある。
測定は,B軸回転の時計回り及び反時計回りについて行わなければならない。
注記1 c) は,JIS B 6336-1,JIS B 6336-2又はJIS B 6336-3に規定する幾何精度試験のうち,回転B軸とZX
平面との直角度測定の代替試験として実施することができる。
注記2 この試験は,主軸頭側にB軸とC軸とをもつ構造形態を例としている。他の構造形態,例えば,主軸
頭側にA軸とB軸とをもつ構成にも適用できる。
注記3 直交しない回転軸をもつ機械については,取付具及び測定器の干渉に注意するのが望ましい。
測定方法図
a)
b)
c)
Z
X
Z
X
Z
Y
許容値(受渡当事者間の協定による。)
a) Eint,X,XZB(CW,CCW)
b) Eint,Z,XZB(CW,CCW)
c) Eint,Y,XZB(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
a) Eint,X,XZB(CW,CCW)
b) Eint,Z,XZB(CW,CCW)
c) Eint,Y,XZB(CW,CCW)
測定器
軸付き基準球及び平面測定子付き変位計,軸付き基準球及び三つの変位計(例えば,3Dプローブ),又はボー
ルバー
測定手順(JIS B 6190-1の11.3.5参照)
Y軸は,移動範囲の中央に置く。TCP制御機能をオンにする。B軸及びC軸を0°に移動させる。
軸付き基準球と平面測定子付き変位計とを用いる場合:
− 変位計は,主軸に取り付けた基準球に当て,主軸を回転させて振れの平均位置を見つける。
− B軸を−90°まで回転させ,基準球に対する変位計の読みをゼロにする。
− 干渉がないようにしてB軸を正の最大角度まで一定速度で回転させ,変位計の読みを記録する。
− B軸を−90°まで回転させ,変位計の読みを記録する。
− 記録した最大値と最小値との差を報告する。
主軸端から基準球までのオフセットLは,校正し,報告する。基準球の中心は,主軸の軸平均線上になけれ
ばならない。
この心ずれは,測定結果に影響する。
ボールバーの取付け及びその他の事前注意事項については,附属書D参照。
a),b) 及びc) は,テーブル上に三つの変位計(例えば,3Dプローブ)を取り付けて同時に行うことができ
る。
測定結果は,図D.5と同様に図示することを推奨する。
12
B 6336-6:2018 (ISO 10791-6:2014)
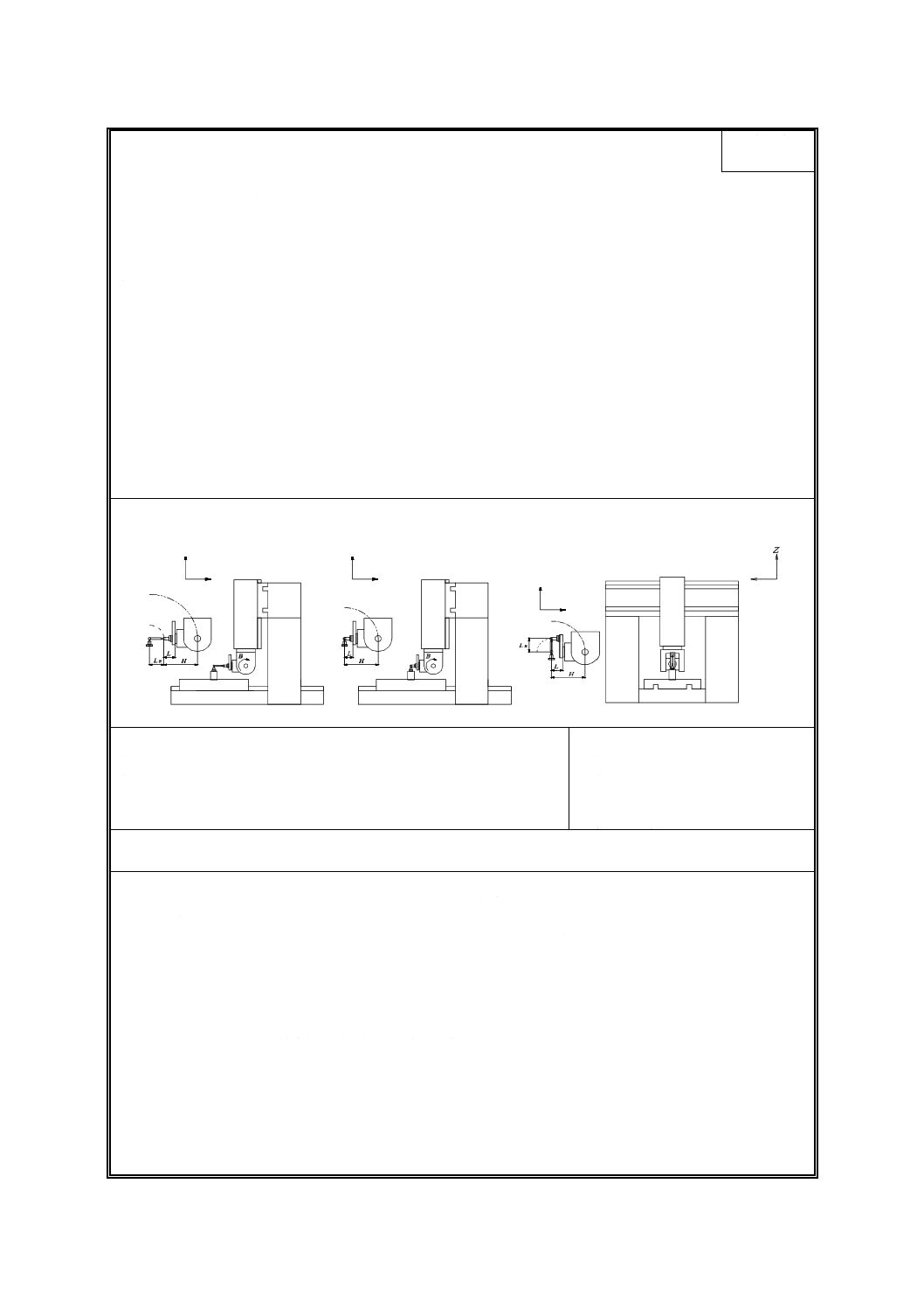
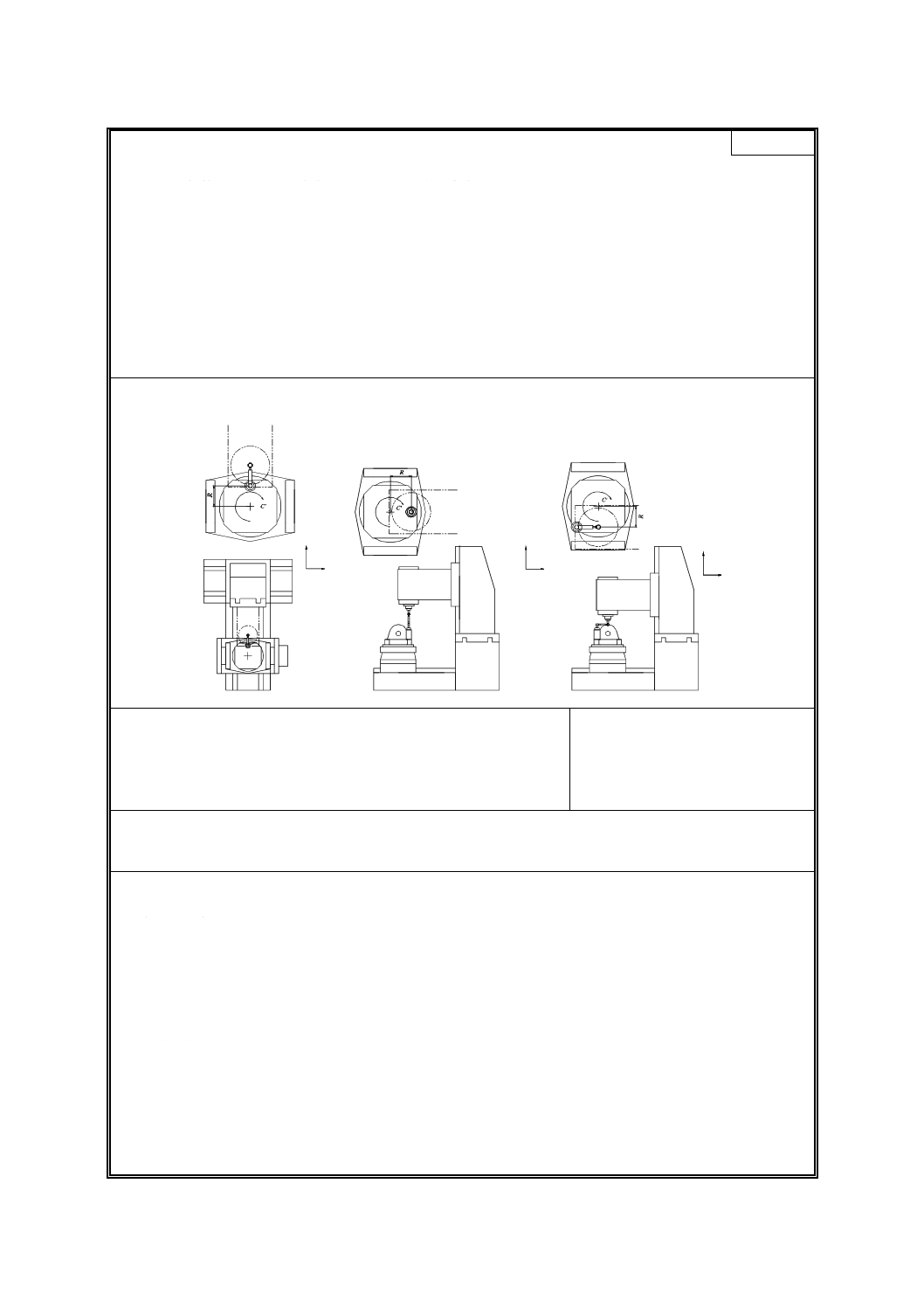
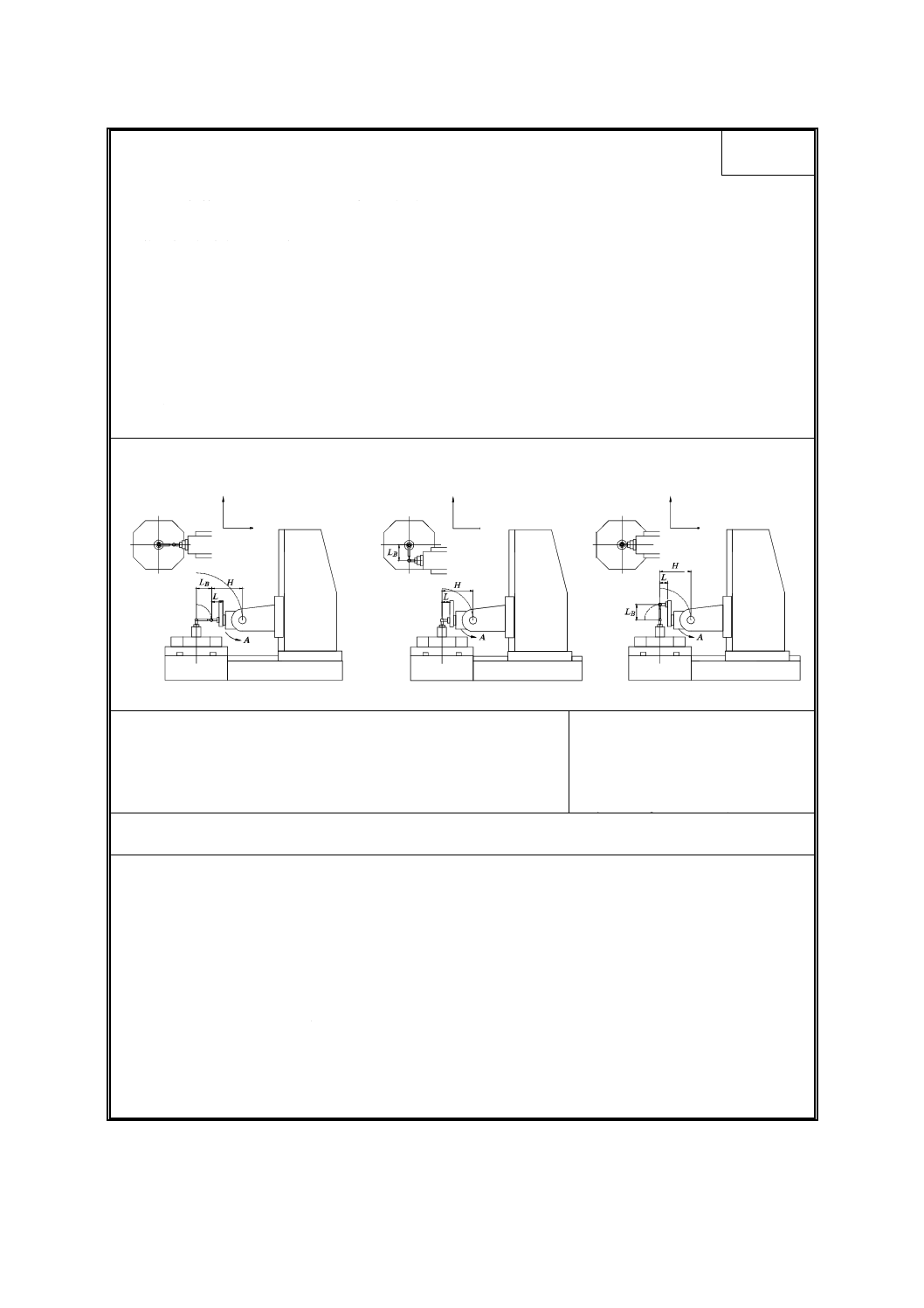
目的及び試験条件
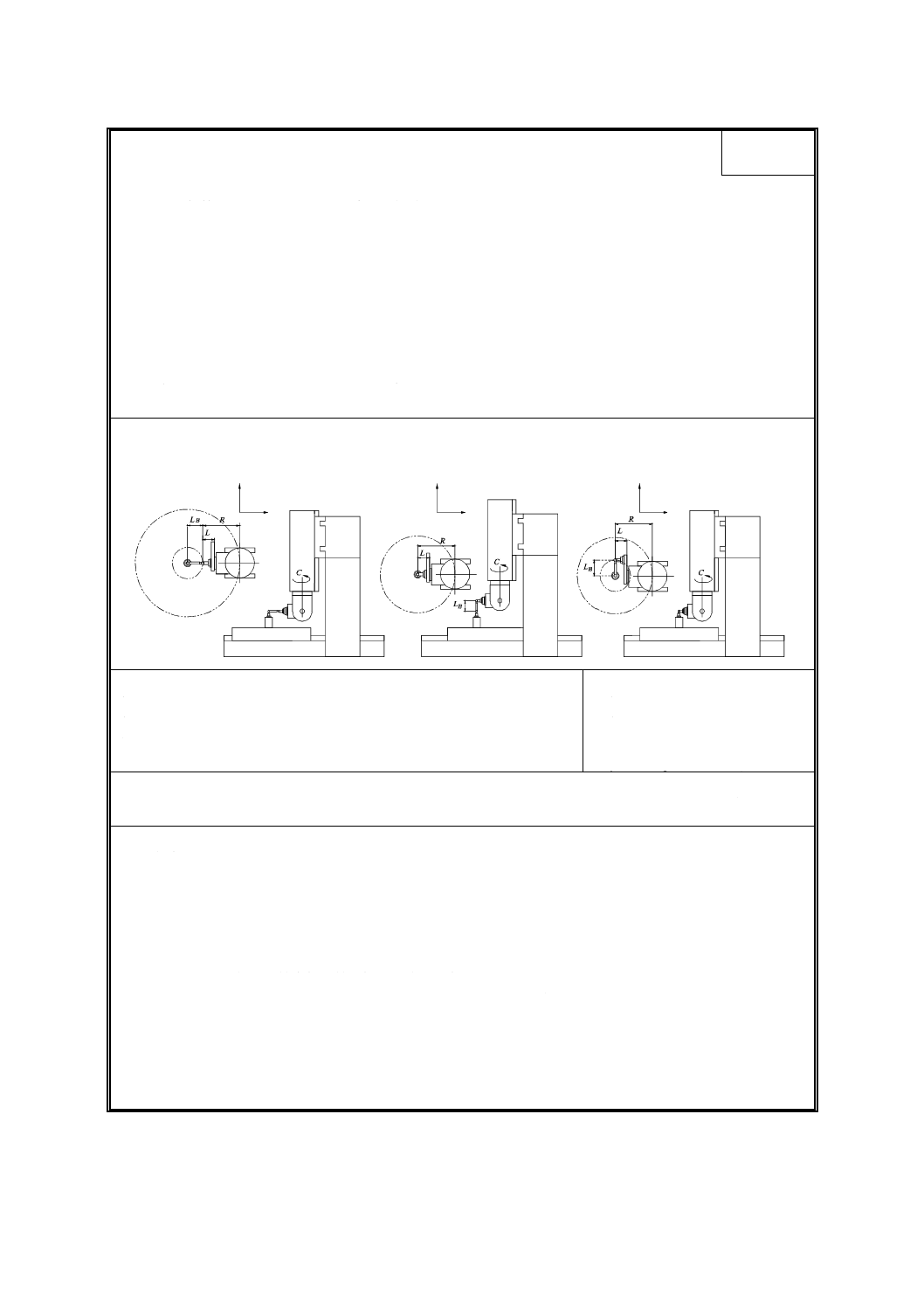
AK1
(代替方法)
二つの直進軸(X'及びZ軸)及び一つの回転軸(B軸)の同時3軸補間運動時の工具先端点軌跡[理想的には,
a) 及びc) における円経路,b) における固定点]の偏差の試験
測定の感度方向は,次による。
a) 主軸頭傾斜軸(B軸)の半径方向,Eint,radialB,XZB
b) 主軸頭傾斜軸(B軸)の軸方向,Eint,axialB,XZB (Eint,Y,XZB)
c) 主軸頭傾斜軸(B軸)の接線方向,Eint,tangentialB,XZB
ボールバーの基準長さLBは,100 mmとし,B軸の回転速度は,360°/min又は受渡当事者間の協定によるのが望ま
しい。主軸端(主軸ゲージ面)からボールバーの主軸側球までのオフセットLは,150 mm程度にするのが望ましい。
B軸の回転角度は,最大範囲とするのが望ましい。ただし,テストバーと変位計との干渉によって制限を受
けることがある。
測定は,B軸回転の時計回り及び反時計回りについて行わなければならない。
注記1 b) は,JIS B 6336-1,JIS B 6336-2又はJIS B 6336-3に規定する幾何精度試験のうち,回転B軸とZX
平面との直角度測定の代替試験として実施することができる。
注記2 この試験は,主軸頭側にB軸とC軸とをもつ構造形態を例としている。他の構造形態,例えば,主軸
頭側にA軸とB軸とをもつ構成にも適用できる。
注記3 直交しない回転軸をもつ機械については,取付具及び測定器の干渉に注意するのが望ましい。
測定方法図
a)
b)
c)
Z
X
Z
X
Y
Z
X
許容値(受渡当事者間の協定による。)
a) Eint,radialB,XZB(CW,CCW)
b) Eint,axialB,XZB(CW,CCW)
c) Eint,tangentialB,XZB(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
a) Eint,radialB,XZB(CW,CCW)
b) Eint,axialB,XZB(CW,CCW)
[Eint,Y,XZB (CW,CCW)]
c) Eint,tangentialB,XZB(CW,CCW)
測定器
ボールバー,軸付き基準球及び平面測定子付き変位計,又は軸付き基準球及び三つの変位計(例えば,3Dプローブ)
測定手順(JIS B 6190-1の11.3.5参照)
ボールバーの球の一方はテーブル上に取り付ける。a) 及びb) においては,ボールバーの主軸側球は,主軸
の軸平均線上に取り付ける。c) においては,主軸の軸平均線から距離LBの位置に取り付ける(附属書D参照)。
ボールバーの軸の向きは,B軸のa) 半径方向,b) 軸方向,及びc) 接線方向を保つようにする。
円弧補間運動は,主軸頭の傾斜軸(B軸)を回転させながらX'軸及びZ軸で行う。TCP制御機能をオンにす
る。機械座標系において,B軸の軸平均線の軌跡の半径は,a) においてはH+LB,b) 及びc) においてはHで
ある。ただし,Hは,主軸のゲージ面からB軸中心までの距離にオフセットLを加えた値である。
それぞれの試験について,補間運動の間,ボールバーの読み(長さの変化)を連続的に記録する。a),b) 及
びc) について,記録した最大値と最小値との差を報告する。
主軸端(主軸ゲージ面)から主軸側球までのオフセットLは,校正し,報告する。a) 及びc) においては,ボ
ールバーのテーブル側球は,ワーク座標系における主軸側球の軌跡の中心に心合わせをしなければならない。
この心ずれは,測定結果に影響する。
a),b) 及びc) は,軸付き基準球と三つの変位計(例えば,3Dプローブ)も用いることができる。このとき,
三つの変位計は,主軸側に取り付ける。その他の事前注意事項については,附属書D参照。
測定結果は,図D.5と同様に図示することを推奨する。
13
B 6336-6:2018 (ISO 10791-6:2014)
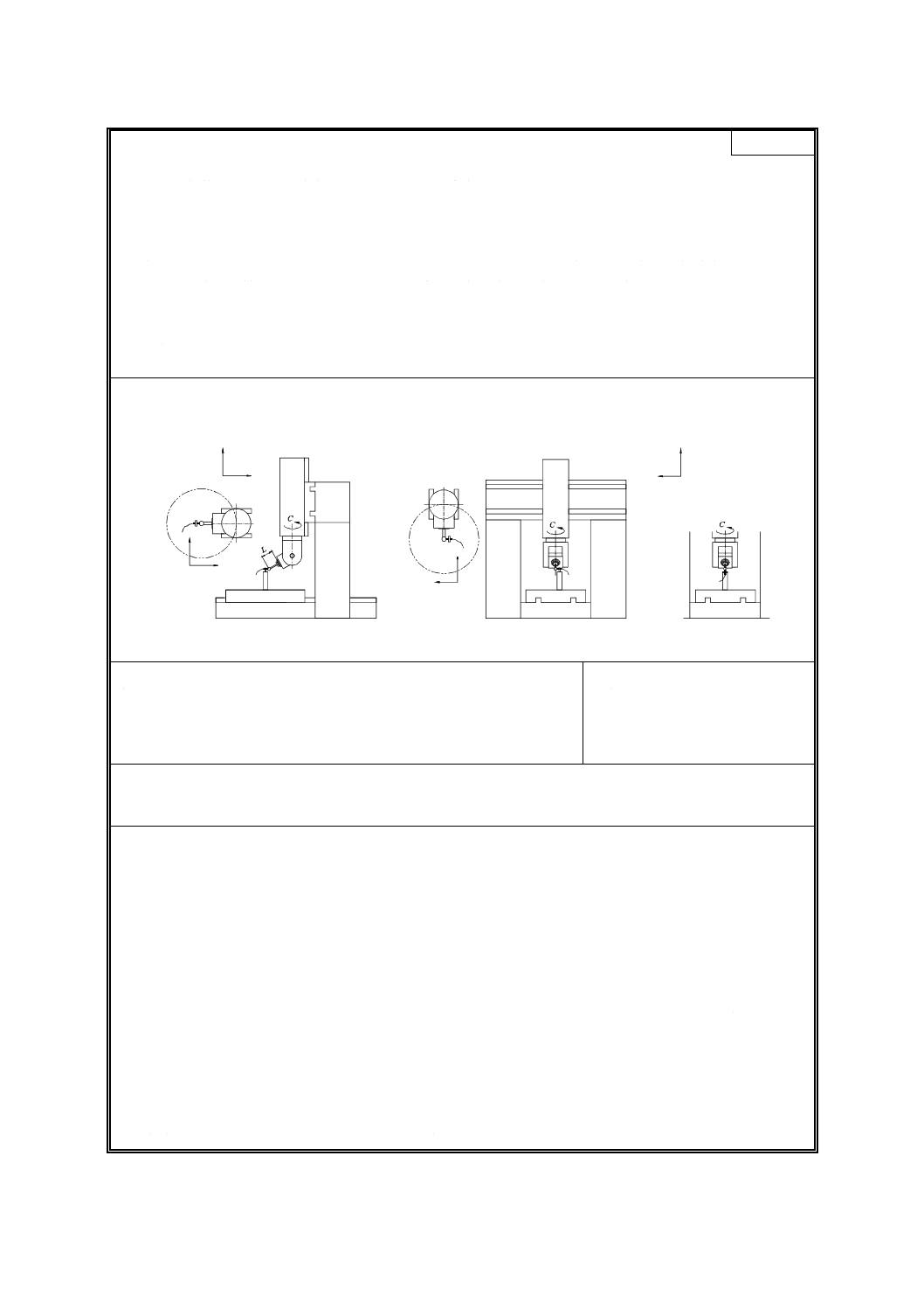
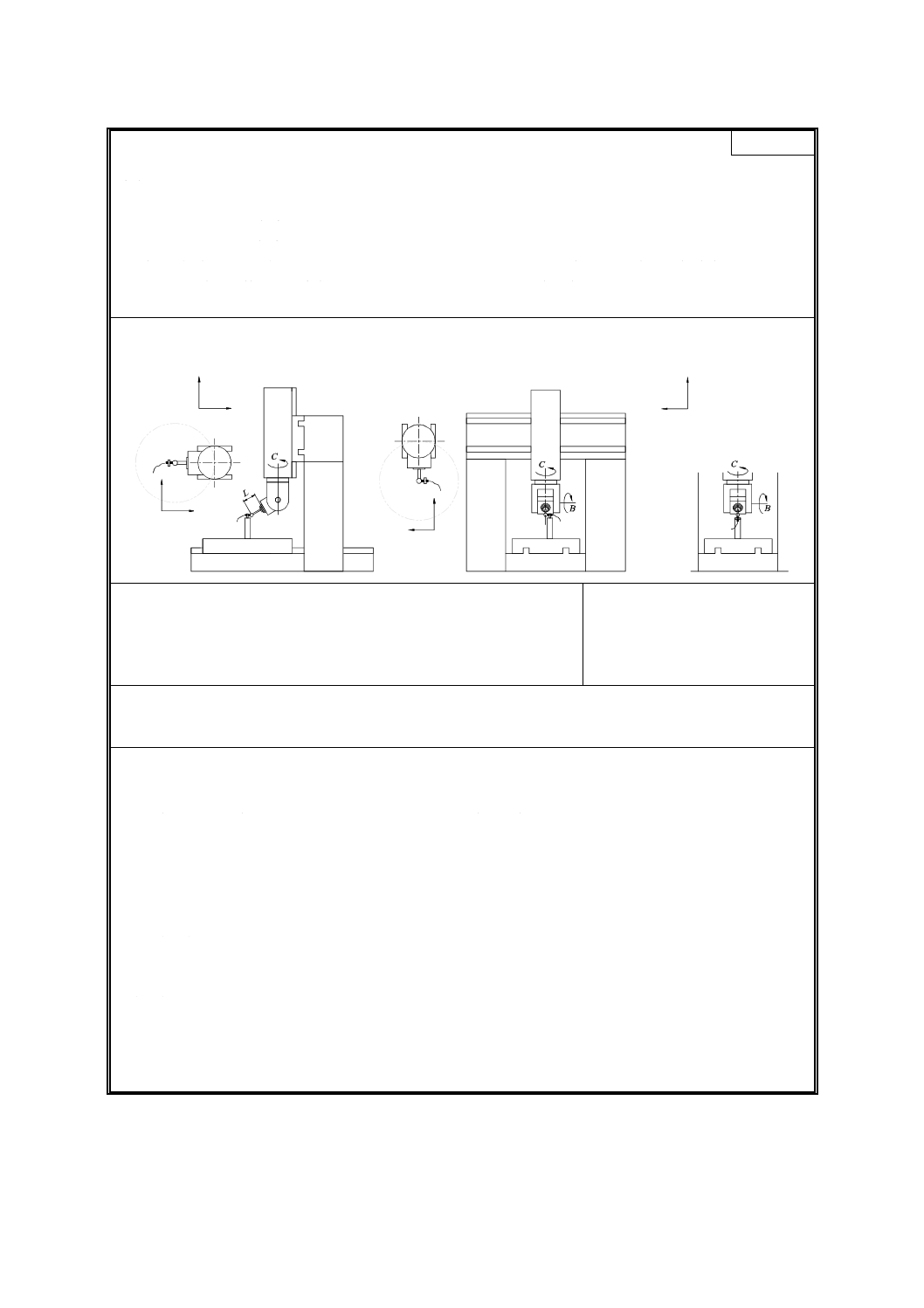
目的及び試験条件
AK2
二つの直進軸(X'及びY軸)及び一つの回転軸(C軸)の同時3軸補間運動時の工具先端点軌跡(ワーク座標
系では,理想的には一つの固定点となる。)の偏差の試験
a) X軸方向において,Eint,X,XYC
b) Y軸方向において,Eint,Y,XYC
c) Z軸方向において,Eint,Z,XYC
主軸端(主軸ゲージ面)から基準球までのオフセットLは,150 mm程度にし,C軸の回転速度は,360°/min
又は受渡当事者間の協定によるのが望ましい。C軸の回転角度は,適用できる場合は,360°以上とするのが望
ましい。
測定は,C軸回転の時計回り及び反時計回りについて行わなければならない。
注記 c) は,JIS B 6336-1,JIS B 6336-2又はJIS B 6336-3に規定する幾何精度試験のうち,回転C軸とXY平
面との直角度測定の代替試験として実施することができる。
測定方法図
a)
b)
c)
Y
X
X
Y
Z
X
Z
Y
許容値(受渡当事者間の協定による。)
a) Eint,X,XYC(CW,CCW)
b) Eint,Y,XYC(CW,CCW)
c) Eint,Z,XYC(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
a) Eint,X,XYC(CW,CCW)
b) Eint,Y,XYC(CW,CCW)
c) Eint,Z,XYC(CW,CCW)
測定器
軸付き基準球及び平面測定子付き変位計,軸付き基準球及び三つの変位計(例えば,3Dプローブ),又はボー
ルバー
測定手順(JIS B 6190-1の11.3.5参照)
X軸とY軸とは,動きの中央に置く。TCP制御機能をオンにする。
軸付き基準球と平面測定子付き変位計とを用いる場合:
− B軸とC軸とは,0°まで回転させる。
− 変位計は,主軸に取り付けた基準球に当て主軸を回転させて振れの平均位置を見つける。
− B軸を60°,C軸を180°まで回転させ,球に対する変位計の読みをゼロにする。
− C軸を一定速度で−180°まで回転させ,変位計の読みを記録する。
− C軸を180°まで回転させ,変位計の読みを記録する。
a),b) 及びc) について,記録した最大値と最小値との差を報告する。
主軸端から基準球までのオフセットLは,校正し,報告する。基準球の中心は,主軸の軸平均線上になけれ
ばならない。
この心ずれは,測定結果に影響する。
a),b) 及びc) は,テーブル上に三つの変位計(例えば,3Dプローブ)を取り付けて同時に行うことができ
る。
ボールバーの取付け及びその他の事前注意事項については,附属書D参照。
測定結果は,図D.5と同様に図示することを推奨する。
14
B 6336-6:2018 (ISO 10791-6:2014)
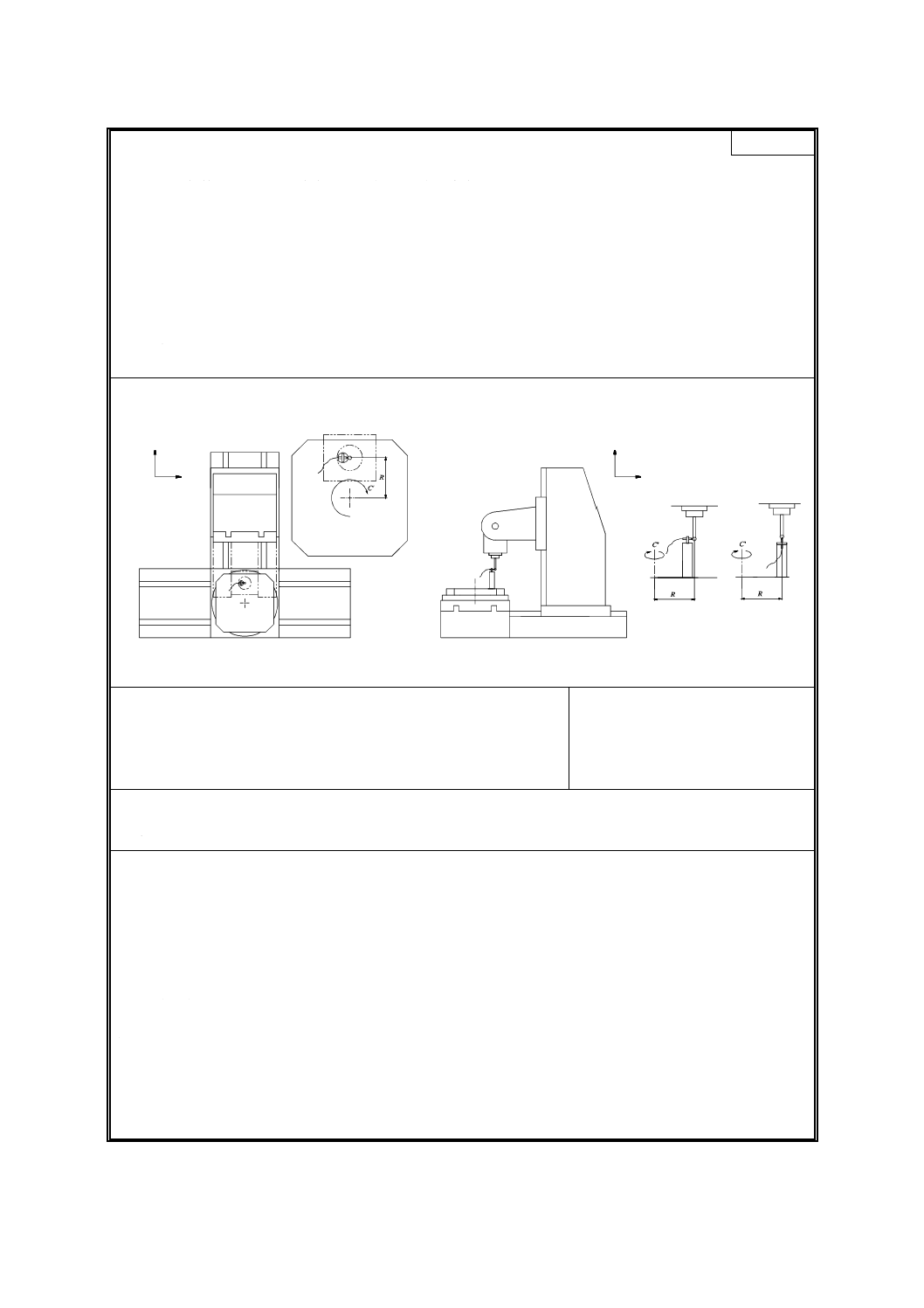
目的及び試験条件
AK2
(代替方法)
二つの直進軸(X'及びY軸)及び一つの回転軸(C軸)の同時3軸補間運動時の工具先端点軌跡[ワーク座標
系では,理想的には,a) 及びc) の場合は円経路,b) の場合は固定点となる。]の偏差の試験
測定の感度方向は,次による。
a) 回転軸(C軸)の半径方向,Eint,radialC,XYC
b) 回転軸(C軸)の軸方向,Eint,axialC,XYC(Eint,Z,XYC)
c) 回転軸(C軸)の接線方向,Eint,tangentialC,XYC
ボールバーの基準長さLBは,100 mmとし,C軸の回転速度は,360°/min又は受渡当事者間の協定によるの
が望ましい。主軸端(主軸ゲージ面)からボールバーの主軸側球までのオフセットLは,150 mm程度にするの
が望ましい。
測定は,C軸回転の時計回り及び反時計回りについて行わなければならない。
注記 b) は,JIS B 6336-1,JIS B 6336-2又はJIS B 6336-3に規定する幾何精度試験のうち,回転C軸とXY平
面との直角度測定の代替試験として実施することができる。
測定方法図
a)
b)
c)
Z
X
Z
X
Z
X
許容値(受渡当事者間の協定による。)
a) Eint,radialC,XYC(CW,CCW)
b) Eint,axialC (CW, CCW)[Eint,Z,XYC(CW,CCW)]
c) Eint,tangentialC,XYC(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
a) Eint,radialC,XYC(CW,CCW)
b) Eint,axialC(CW,CCW)
[Eint,Z,XYC(CW,CCW)]
c) Eint,tangentialC,XYC(CW,CCW)
測定器
ボールバー,軸付き基準球及び変位計,又は軸付き基準球及び三つの変位計(例えば,3Dプローブ)
測定手順(JIS B 6190-1の11.3.5参照)
a) 及びb) においては,ボールバーの主軸側球は,主軸の軸平均線上に取り付ける。c) においては,主軸の
軸平均線から距離LBの位置に取り付ける(附属書D参照)。もう一方の球は,テーブル上に取り付ける。ボー
ルバーの軸の向きは,C軸のa) 半径方向,b) 軸方向,及びc) 接線方向を保つようにする。
円弧補間運動は,傾斜主軸頭の回転軸(C軸)を回転させながら,X'軸及びY軸によって行う。TCP制御機
能をオンに設定する。
それぞれの試験について,補間運動の間,ボールバーの読み(長さの変化)を連続的に記録する。a),b) 及
びc) について,記録した最大値と最小値との差を報告する。
主軸端から主軸側球までのオフセットLは,校正し報告する。a) 及びc) においては,ボールバーのテーブル
側球は,ワーク座標系における主軸側球の軌跡の中心に心合わせをしなければならない。この心ずれは,測定
結果に影響する。
軸付き基準球と三つの変位計(例えば,3Dプローブ)とを用いてもよい。このとき,三つの変位計(例えば,
3Dプローブ)は,主軸側に取り付ける。試験手順及びその他の事前注意事項については,附属書D参照。
測定結果は,図D.5と同様に図示することを推奨する。
15
B 6336-6:2018 (ISO 10791-6:2014)
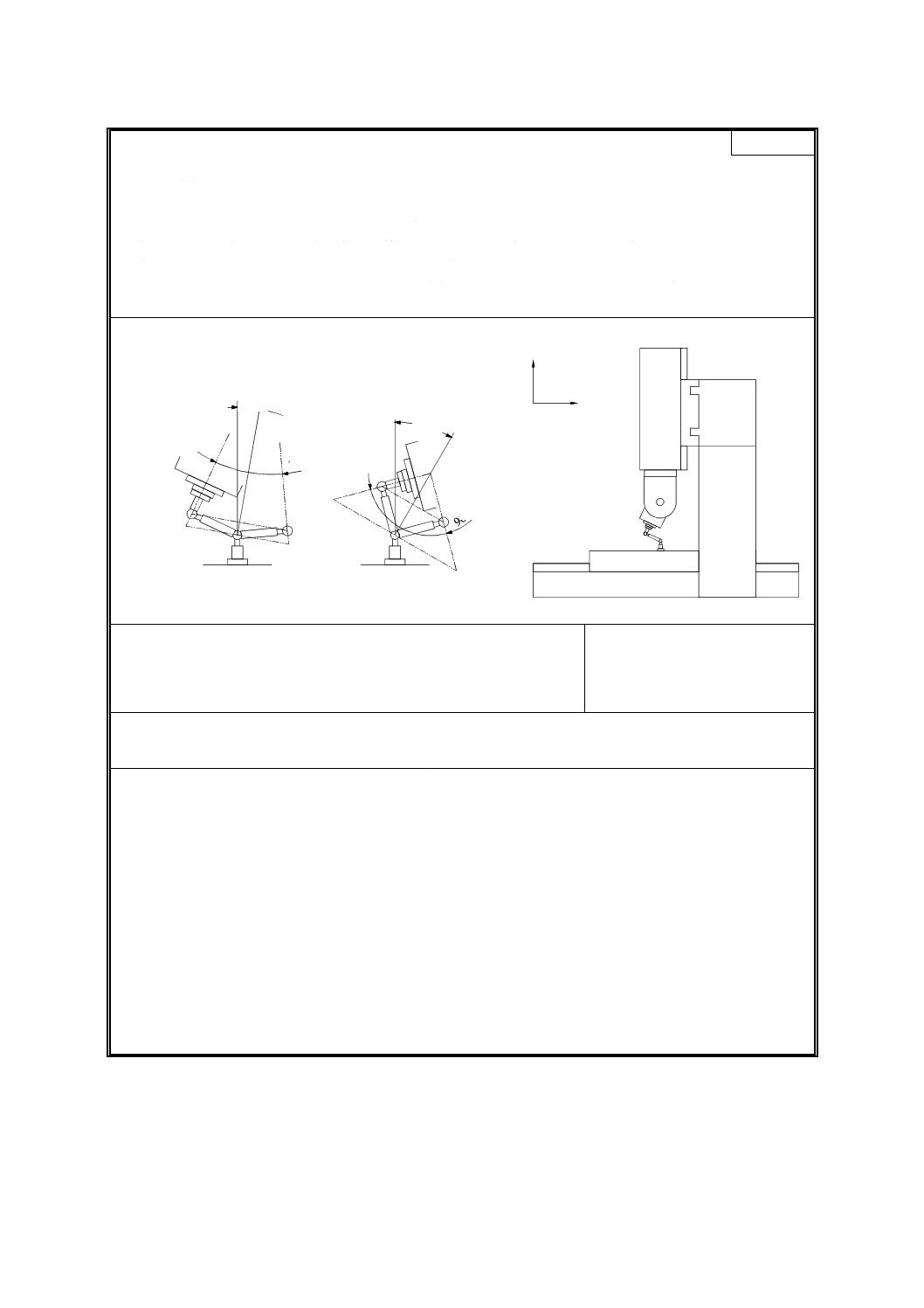
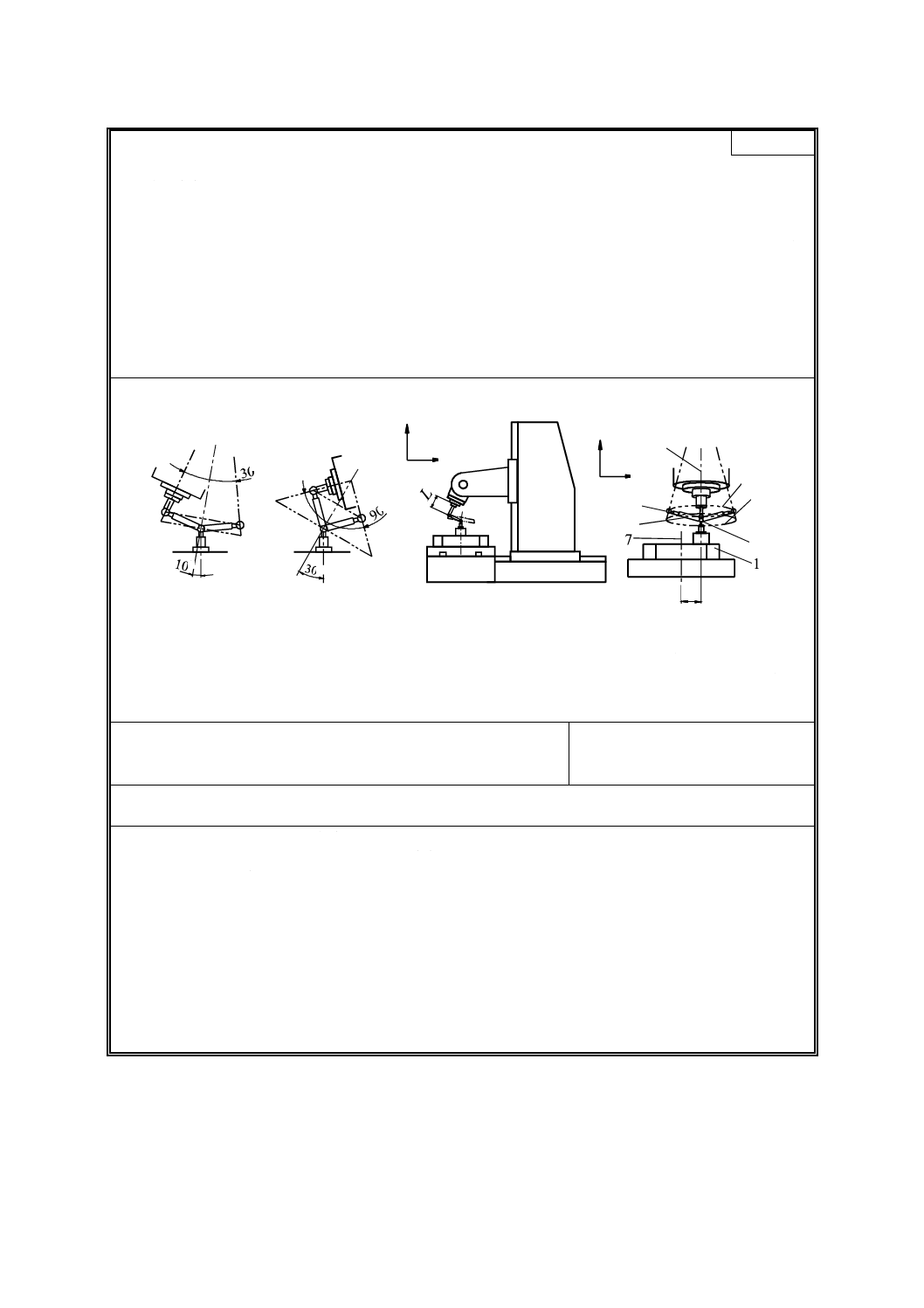
目的及び試験条件
AK3
三つの直進軸と二つの回転軸との同時5軸補間運動時の工具先端点軌跡(理想的には,円すい底面の円経路)
の偏差の試験
プログラムした円すいの中心線とZ軸とのなす角度及びプログラムした円すいの頂角は,それぞれ10°及び
30°,又は30°及び90°のいずれかでなければならない。
ボールバーの主軸側球は,主軸の軸平均線上に取り付け,心合わせをしなければならない。
ボールバーは,円すい面に垂直に取り付けなければならない。
円弧経路の直径は,約200 mmとし,送りの周速度は,1 000 mm/minとすることを推奨する。
測定は,C軸回転の時計回り及び反時計回りについて行わなければならない。
測定方法図
許容値(受渡当事者間の協定による。)
− Eint,cone30°,XYZBC(CW,CCW)又はEint,cone90°,XYZBC(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
− Eint,cone30°,XYZBC(CW,CCW)又は
− Eint,cone90°,XYZBC(CW,CCW)
測定器
ボールバー
測定手順(JIS B 6190-1の11.4及びJIS B 6190-4参照)
直径が推奨値と異なる場合には,送り速度は,JIS B 6190-4の附属書Cに従って調整する。
主軸端(主軸ゲージ面)に対する主軸側球のオフセットは,校正し,報告しなければならない。ボールバー
の主軸側球は,主軸の軸平均線上に取り付けなければならない。この心ずれは,測定結果に影響する。ボール
バーのテーブル側球は,円すいの中心線に心合わせをしなければならない(心出し方法については,図D.2参
照)。その他の事前注意事項については,附属書D参照。
各試験について,補間運動中のボールバーの読み(長さの変化)を記録する。
記録した値の最大値と最小値との差を報告する。設定した円弧経路の直径は,記録する。
簡単に利用できる場合には,各軸(三つの直進軸及び二つの回転軸)の運動範囲を報告しなければならない。
測定結果は,図D.5と同様に図示することを推奨する。
Z
XX
Z
10°
30°
30°
90°
16
B 6336-6:2018 (ISO 10791-6:2014)
目的及び試験条件
AK4
三つの直進軸及び二つの回転軸の同時5軸補間運動時の工具先端点軌跡(ワーク座標系では固定点)の偏差の
試験
a) ワーク座標系のX軸方向において,Eint,X,XYZBC
b) ワーク座標系のY軸方向において,Eint,Y,XYZBC
c) ワーク座標系のZ軸方向において,Eint,Z,XYZBC
主軸端(主軸ゲージ面)から基準球までのオフセットLは,150 mm程度とし,C軸の回転速度は,360°/min
又は受渡当事者間で協定した速度とするのが望ましい。測定は,C軸回転の時計回り及び反時計回りについて
行わなければならない。
測定方法図
a)
b)
c)
許容値(受渡当事者間の協定による。)
a) Eint,X,XYZBC (CW,CCW)
b) Eint,Y,XYZBC(CW,CCW)
c) Eint,Z,XYZBC(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
a) Eint,X,XYZBC(CW,CCW)
b) Eint,Y,XYZBC(CW,CCW)
c) Eint,Z,XYZBC(CW,CCW)
測定器
軸付き基準球及び平面測定子付き変位計,軸付き基準球及び三つの変位計(例えば,3Dプローブ),又はボー
ルバー
測定手順
B軸及びC軸は,0°まで回転させる。TCP制御機能をオンにする。
軸付き基準球及び平面測定子付き変位計を用いる場合:
− 変位計は,主軸に取り付けた基準球に当て,その主軸を回転させ,振れの平均位置を見つける。球に対す
る変位計の読みをゼロにする。
− C軸を0°から180°まで回転させ,同時にB軸を0°から90°まで回転させる。次に,続けてC軸を180°
から360°まで回転させ,その間,B軸を90°から0°まで回転させる。B軸及びC軸回転は,テストバ
ーとの干渉によって制限を受けることがある。
− 変位計の読みを記録する。
− a),b) 及びc) について,記録した最大値と最小値との差を報告する。
主軸端から基準球までのオフセットLは,校正し,報告する。基準球の中心は,主軸の軸平均線上に心合わ
せをしなければならない。この心ずれは,測定結果に影響する。
a),b) 及びc) は,テーブル上に三つの変位計(例えば,3Dプローブ)を取り付けて同時に行うことができ
る。
簡単に利用できる場合には,X軸,Y軸及びZ軸の運動範囲を報告する。
ボールバーの取付け及びその他の事前注意事項については,附属書D参照。
測定結果は,図D.5と同様に図示することを推奨する。
Y
X
X
Y
Z
X
Z
Y
17
B 6336-6:2018 (ISO 10791-6:2014)
目的及び測定条件
AK4
(代替方法)
三つの直進軸及び二つの回転軸の同時5軸補間運動時の球面経路に沿った工具先端点軌跡の偏差の試験
測定の感度方向は,次による。
a) 傾斜軸(B軸)の半径方向,Eint,radialB,XYZBC
b) 傾斜軸(B軸)の軸方向,Eint,axialB,XYZBC
c) 傾斜軸(B軸)の接線方向,Eint,tangentialB,XYZBC
ボールバーの基準長さLBは,100 mmとし,C軸の回転速度は,360°/min又は受渡当事者間の協定によるの
が望ましい。主軸端(主軸ゲージ面)からボールバーの主軸側球までのオフセットLは,150 mm程度にするの
が望ましい。
測定は,C軸回転の時計回り及び反時計回りについて行わなければならない。
測定方法図
a)
b)
c)
許容値(受渡当事者間の協定による。)
a) Eint,radialB,XYZBC(CW,CCW)
b) Eint,axialB,XYZBC(CW,CCW)
c) Eint,tangentialB,XYZBC(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
a) Eint,radialB,XYZBC(CW,CCW)
b) Eint,axialB,XYZBC(CW,CCW)
c) Eint,tangentialB,XYZBC(CW,CCW)
測定器
ボールバー,軸付き基準球及び平面測定子付き変位計,又は軸付き基準球及び三つの変位計(例えば,3Dプロ
ーブ)
測定手順(JIS B 6190-1の11.3.5参照)
ボールバーの主軸側球は,主軸の軸平均線上に取り付ける。もう一方の球は,テーブル上に取り付ける。ボ
ールバーの軸の向きは,B軸のa) 半径方向,b) 軸方向,及びc) 接線方向を保つようにする。
C軸を0°から180°まで,同時にB軸を0°から90°までそれぞれ回転させ,2球間の距離を一定に保つよ
うにX軸,Y軸及びZ軸を同時に運動させる。続けてC軸を180°から360°まで,同時にB軸を90°から0°
まで回転させ,同様に運動させる。TCP制御機能をオンにする。
それぞれの試験について,補間運動中のボールバーの読み(長さ変化)を記録する。a),b) 及びc) について,
記録した最大値と最小値との差を報告する。
主軸端(主軸ゲージ面)から主軸側球までのオフセットLは,校正し,報告する。主軸側球の中心は,主軸
の軸平均線上に取らなければならない。この心ずれは,測定結果に影響する。
三つの変位計(例えば,3Dプローブ)を主軸側に取り付けることができる場合には,軸付き基準球と三つの
変位計(例えば,3Dプローブ)とを用いることができる。試験手順及びその他の注意事項については,附属書
D参照。
簡単に利用できる場合には,X軸,Y軸及びZ軸の運動範囲を報告する。
測定結果は,図D.5と同様に図示することを推奨する。
Z
Y
Z
Z
X
Y
18
B 6336-6:2018 (ISO 10791-6:2014)
附属書B
(規定)
テーブル側に回転2軸をもつ機械の運動試験
B.1
構造形態及び呼び方
この附属書に規定する機械は,直進軸と回転軸との構成に基づいて分類する。構造形態は,工作物側か
ら工具側まで,又はその逆に,運動軸を直列に接続する構造コードを用いて表記する。運動軸の名称は,
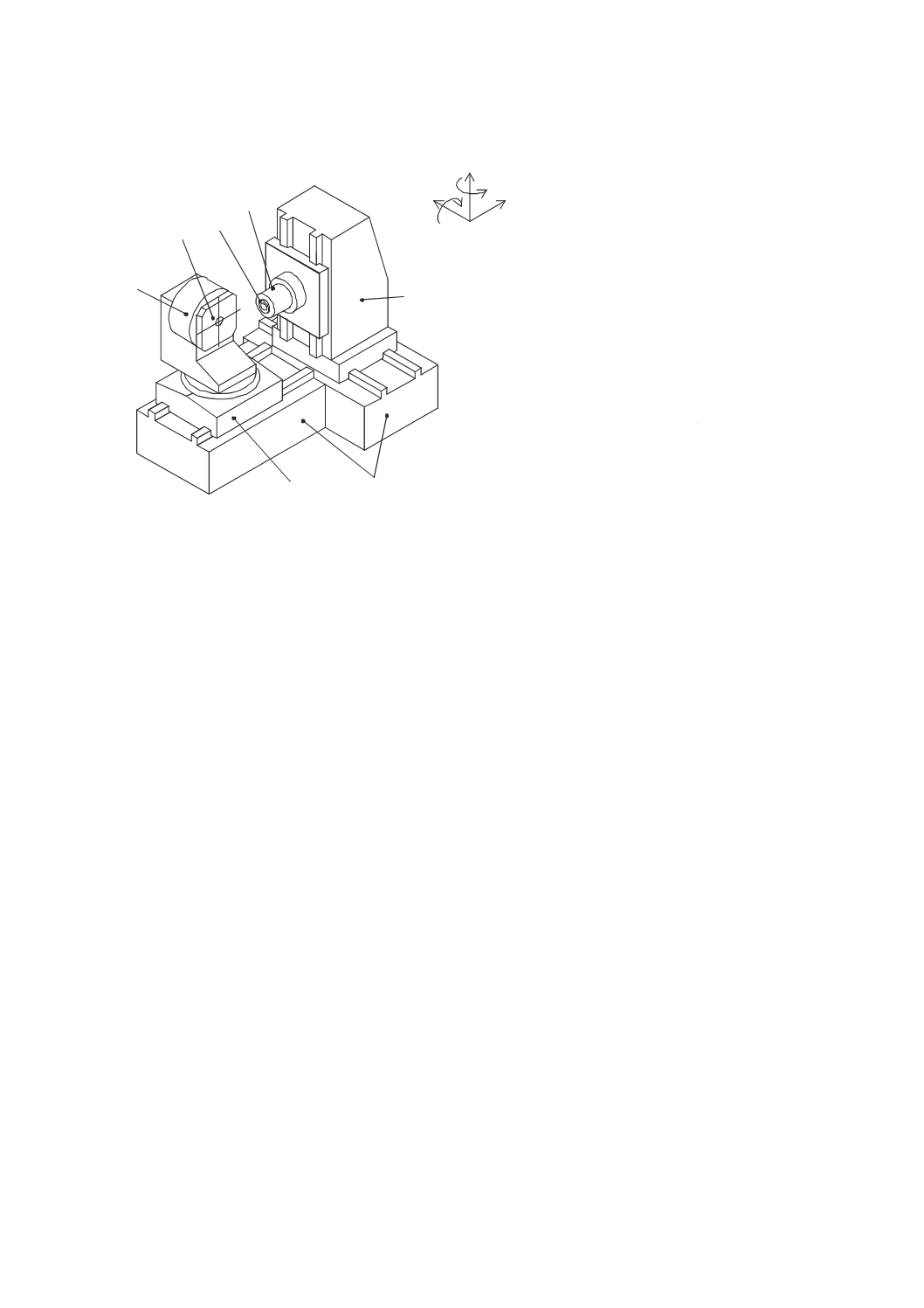
JIS B 6310による。一例として,図B.1に示す機械の構造コードは,工作物側から工具側まで運動軸を接
続すると,[w C' A' Y' b X Z (C1) t]のように記載することができる。この表記では,工作物側と工具側と
は,工作物を“w”,工具を“t”と名付けることによって区別している。また,ベッドは,“b”で表し,数
値制御で角度位置決めできない主軸は,(C1)で表す。
+Y
1
2
3
4
7
6
5
+X
+Z
+C
+A
8
1
回転テーブル(C'軸)
2
揺りかご(A'軸)
3
トラニオン
4
テーブルサドル(Y'軸)
5
ベッド
6
コラム(X軸)
7
主軸頭(Z軸)
8
主軸[(C1)軸]
図B.1−テーブル側に回転2軸をもつ立て形5軸マシニングセンタの例 [w C' A' Y' b X Z (C1) t]
さらに,マシニングセンタの構造形態を定義するために,短いコードを用いて呼び方を規定する。この
呼び方は,次の四つの項目で順番に表す。
− 5軸マシニングセンタ
− この規格に対応する国際規格の番号,例えば,ISO 10791-6
− 主軸の向き:“横形”(水平主軸)は文字H,“立て形”(垂直主軸)は文字Vで表す。
− 構造形態
例1 垂直主軸形で,Y'軸に平行に運動する傾斜回転テーブル,X軸に平行に運動するコラム及びZ
軸に平行に運動する主軸頭スライドをもつ5軸マシニングセンタ(図B.1参照)の呼び方は,
次による。
5軸マシニングセンタ ISO 10791-6 V [w C' A' Y' b X Z (C1) t]
19
B 6336-6:2018 (ISO 10791-6:2014)
+Z
+X
+Y
+A
+B
1
2
6
5
4
3
7
1
回転テーブル(A'軸)
2
旋回台(B'軸)
3
テーブルサドル(Z'軸)
4
ベッド
5
コラム(X軸)
6
主軸頭(Y軸)
7
主軸[(C1)軸]
図B.2−垂直B'軸回りに旋回し,水平A'軸回りに回転する回転テーブル(A'軸)をもつ
横形5軸マシニングセンタの例 [w A' B' Z' b X Y (C1) t]
例2 水平主軸及び垂直B'軸回りに旋回し,水平A'軸回りに回転する回転テーブルをもつマシニング
センタ(図B.2参照)の呼び方は,次による。
5軸マシニングセンタ ISO 10791-6 H [w A' B' Z' b X Y (C1) t]
B.2
運動試験
B.2.1 一般
この附属書に規定する試験は,簡略化のために,図B.1に示す機械の構造形態を例として取り上げてい
る。この試験は,工作物側に二つの回転軸をもつ全てのマシニングセンタの構造形態に適用できる。
注記1 この附属書に規定する試験は,関係する場合には,テーブルサドル上に搭載され,かつ,直
交3軸の一つに平行な軸回りで連続制御のできる旋回台,及びその旋回台に搭載され,かつ,
垂直面内で残りの直交2軸の一つの軸回りでテーブル側に連続制御のできる回転1軸をもつ
構造形態のマシニングセンタにも適用できる(テーブルオンテーブル形,図B.2参照)。
注記2 この附属書に規定する試験は,基本的には,どの直進軸とも平行でない軸平均線(例えば,
直進軸から45°傾いた回転軸)をもつ5軸マシニングセンタにも適用できる。
B.2.2 同時3軸制御による円弧補間運動(BK1及びBK2)
この試験の目的は,試験の開始及び終了時の始動及び停止の段階を除いて,二つの直進軸の円弧補間運
動を一定の速度で,回転軸の回転と同期させたときの円弧軌跡の精度を試験することである。
B.2.3 同時5軸制御による円弧補間運動(BK3及びBK4)
この試験の目的は,テーブル上の1点と主軸上の1点との間の距離を一定に保ちながら,三つの直進軸
と二つの回転軸とを一定の速度で同時に制御したときの軌跡の精度を試験することである。
20
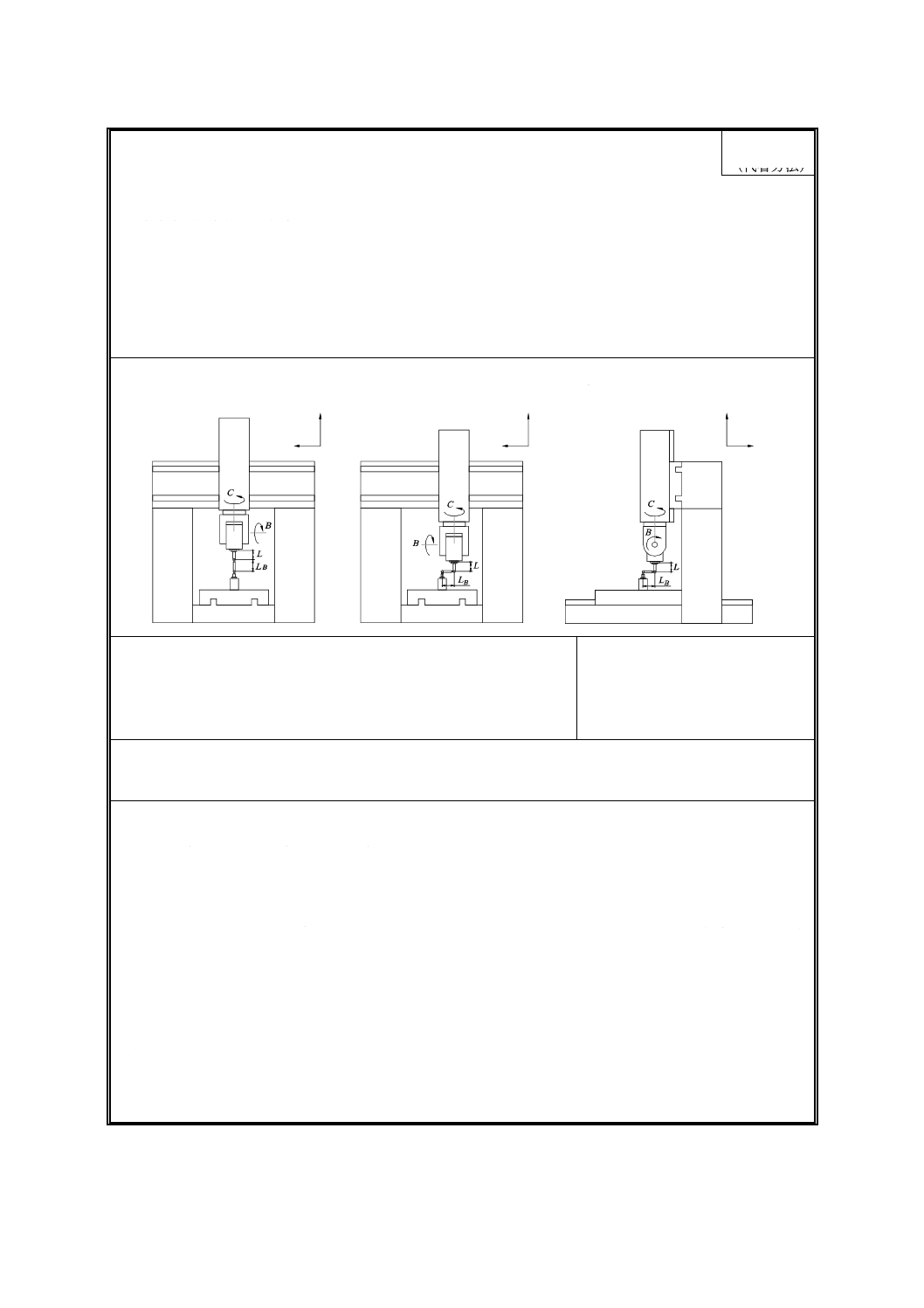
B 6336-6:2018 (ISO 10791-6:2014)
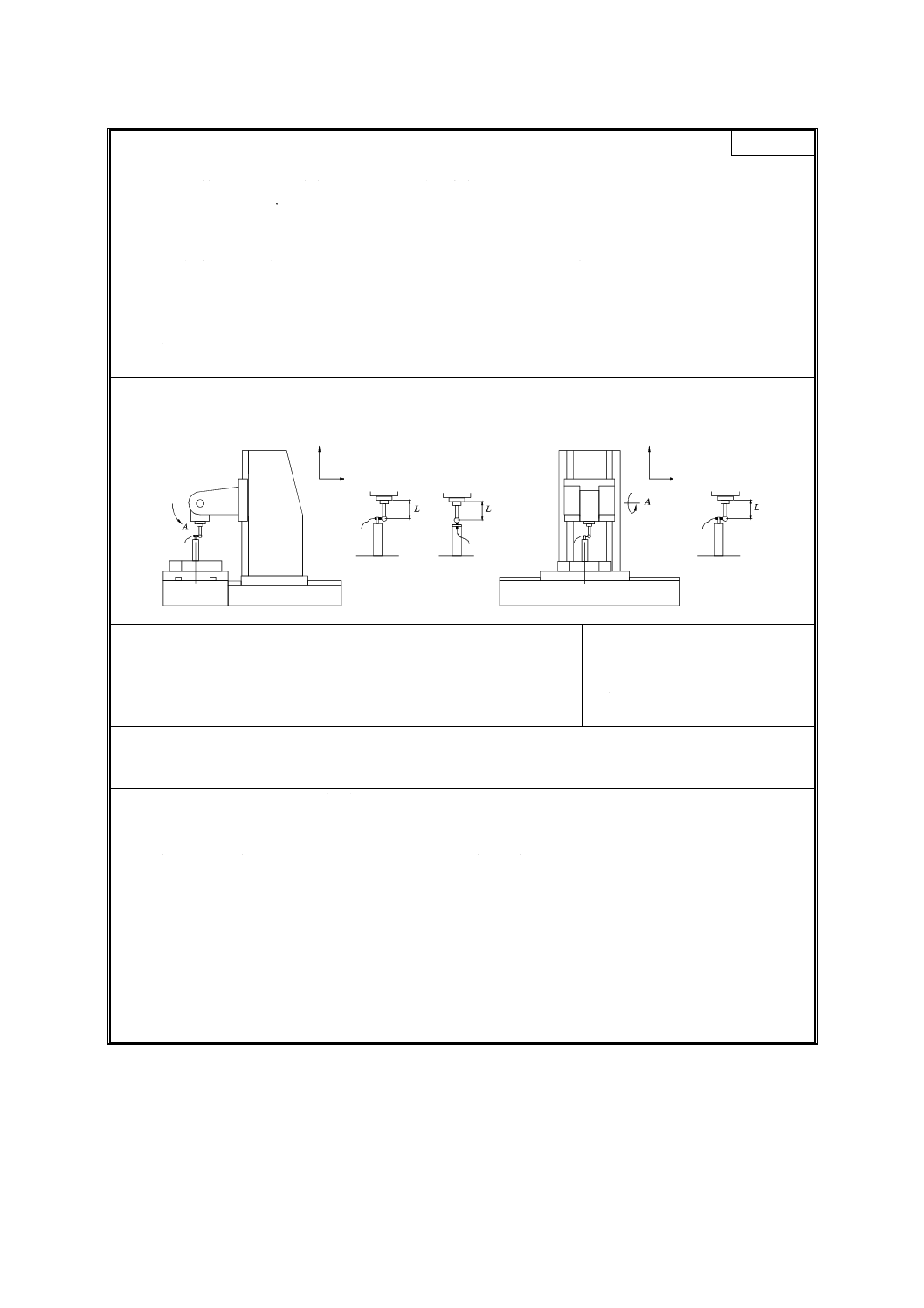
目的及び試験条件
BK1
二つの直進軸(Y'及びZ軸)及び一つの回転軸(A'軸)の同時3軸補間運動時の工具先端点の軌跡(ワーク座
標系では,理想的には一つの固定点となる。)の偏差の試験
測定の感度方向は,次による。
a) 傾斜軸(A'軸)の半径方向,Eint,radialA,YZA
b) 傾斜軸(A'軸)の軸方向,Eint,axialA,YZA
c) 傾斜軸(A'軸)の接線方向,Eint,tangentialA,YZA
A'軸の回転速度は,360°/min又は受渡当事者間の協定によるのが望ましい。
A'軸の回転角度は,180°以上(又は干渉によって制限を受ける最大範囲)とするのが望ましい。
測定は,A'軸の回転の時計回り及び反時計回りについて行わなければならない。
注記 b) は,JIS B 6336-1,JIS B 6336-2又はJIS B 6336-3に規定する幾何精度試験のうち,回転A'軸とYZ平
面との直角度測定の代替試験として実施することができる。
測定方法図
a)
b)
c)
Z
Y
Z
X
Z
Y
許容値(受渡当事者間の協定による。)
a) Eint,radialA,YZA(CW,CCW)
b) Eint,axialA,YZA(CW,CCW)
c) Eint,tangentialA,YZA(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
a) Eint,radialA,YZA(CW,CCW)
b) Eint,axialA,YZA(CW,CCW)
c) Eint,tangentialA,YZA(CW,CCW)
測定器
軸付き基準球及び平面測定子付き変位計,軸付き基準球及び三つの変位計(例えば,3Dプローブ),又はボー
ルバー
測定手順(JIS B 6190-1の11.3.5参照)
A'軸及びC'軸を0°に移動させる。TCP制御機能をオンにする。
軸付き基準球と平面測定子付き変位計とを用いる場合:
− 変位計は,テストバーに取り付けた基準球に当て,その球の主軸を回転させ,振れの平均位置を見つける。
− A'軸を90°まで回転させ,変位計の読みをゼロにする。
− A'軸を−90°まで一定速度で回転させ,変位計の読みを記録する。
− A軸を90°まで回転させ,変位計の読みを記録する。
− a),b) 及びc) について,記録した最大値と最小値との差を報告する。
A'軸中心から球までのオフセットRaは,報告する。テストバーに取り付けた球の中心は,主軸の軸平均線上
になければならない。この心ずれは,測定結果に影響する。
ボールバーの取付け及びその他の事前注意事項については,附属書D参照。
a),b) 及びc) は,テーブル上に変位計又は三つの変位計(例えば,3Dプローブ)を取り付けて同時に行う
ことができる。
測定結果は,図D.5と同様に図示することを推奨する。
この試験を,球と変位計とを使って行う場合には,変位計は,テーブル上に取り付ける。変位計を支持する
取付具は,測定中(回転テーブルの向きが変わると)重力の影響を受けることから,測定結果に及ぼす影響を
最小にするように十分な剛性がなければならない。
21
B 6336-6:2018 (ISO 10791-6:2014)
目的及び試験条件
BK2
二つの直進軸(X及びY'軸)及び一つの回転軸(C軸)の同時3軸補間運動時の工具先端点軌跡(ワーク座標
系では,理想的には一つの固定点となる。)の偏差の試験
測定の感度方向は,次による。
a) 回転軸(C'軸)の半径方向,Eint,radialC,XYC
b) 回転軸(C'軸)の軸方向,Eint,axialC,XYC(Eint,Z,XYC)
c) 回転軸(C'軸)の接線方向,Eint,tangentialC,XYC
C'軸の回転速度は,360°/min又は受渡当事者間の協定によるのが望ましい。
C'軸の回転角度は,適用できる場合には,360°以上が望ましい。
測定は,C'軸回転の時計回り及び反時計回りについて行わなければならない。
注記 b) は,JIS B 6336-1,JIS B 6336-2又はJIS B 6336-3に規定する幾何精度試験のうち,回転C'軸とXY平
面との直角度測定の代替試験として実施することができる。
測定方法図
a)
b)
c)
Z
Y
Z
Y
Z
Y
Y
X
許容値(受渡当事者間の協定による。)
a) Eint,radialC,XYC(CW,CCW)
b) Eint,axialC,XYC(CW,CCW)
c) Eint,tangentialC,XYC(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
a) Eint,radialC,XYC(CW,CCW)
b) Eint,axialC,XYC(CW,CCW)
c) Eint,tangentialC,XYC(CW,CCW)
測定器
軸付き基準球及び平面測定子付き変位計,軸付き基準球又は三つの変位計(例えば,3Dプローブ),又はボー
ルバー
測定手順(JIS B 6190-1の11.3.5参照)
X軸をC'軸の軸平均線まで移動させ,Y軸を回転テーブル中心からRの位置に移動させる。
A軸及びC'軸を0°まで移動させる。TCP制御機能をオンに設定する。
軸付き基準球と平面測定子付き変位計とを用いる場合:
− 変位計をテストバーに取り付けた球に当て,主軸を回転させ,振れの平均位置を見つける。
− C'軸を180°まで移動させる。変位計をゼロにする。
− C'軸を一定速度で−180°まで回転させ,変位計の読みを連続的に記録する。
− C'軸を180°まで回転させ,変位計の読みを記録する。
− a),b) 及びc) について,記録した最大値と最小値との差を報告する。
C'軸中心から球までのオフセットRは,記録する。テストバーに取り付けた球の中心は,主軸の軸平均線上に
なければならない。この中心のずれは,測定結果に影響を及ぼす。
a),b) 及びc) は,テーブル上に三つの変位計(例えば,3Dプローブ)を取り付けて同時に行うことができ
る。
ボールバーの取付け及びその他の事前注意事項については,附属書D参照。
測定結果は,図D.5と同様に図示することを推奨する。
22
B 6336-6:2018 (ISO 10791-6:2014)
目的及び試験条件
BK3
三つの直進軸と二つの回転軸との同時5軸補間運動時の工具先端点軌跡(理想的には,円すい底面の円経路)
の偏差試験
プログラムした円すい底面とテーブル上面とのなす角度及びプログラムした円すいの頂角は,それぞれ10°
及び30°,又は30°及び90°のいずれかでなければならない。
ボールバーのテーブル側球は,C'軸の軸平均線から,(最小でも)テーブル直径の10 %オフセットした位置(オ
フセット距離d)に取り付けなければならない。ただし,直進軸の移動範囲によって制限を受ける場合がある。
円すいの中心線は,Xw軸方向にオフセット距離d離した位置でXw軸回りに傾けなければならない(測定方法
図参照)。
ボールバーは,円すい面に垂直に取り付けなければならない。
円弧経路の直径は,約200 mm,送り周速度は,1 000 mm/minとすることを推奨する。
測定は,C'軸回転の時計回り及び反時計回りについて行わなければならない。
注記 円すい底面の傾き角30°,頂角90°の場合には,円すい底面の傾き角10°,頂角30°の場合よりも大
きなA'軸及びZ軸の移動範囲が必要である。
測定方法図
Y
Z
Zw
Xw
Zw
Yw
6
8
5
1
2
3
4
7
da
d
9
da
ワーク座標系における軌跡
1 回転テーブル
4
ボールバー
7
C'軸の軸平均線
2 テーブル側球
5
主軸側球の軌跡
8
プログラムした円すいの中心線
3 主軸側球
6
仮想の円すい底面の軌跡
9
A'軸の軸平均線
許容値(受渡当事者間の協定による。)
Eint,cone30°,XYZAC(CW,CCW)又はEint,cone90°,XYZAC(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
Eint,cone30°,XYZAC(CW,CCW)又は
Eint,cone90°,XYZAC(CW,CCW)
測定器
ボールバー
測定手順(JIS B 6190-1の11.4及びJIS B 6190-4参照)
直径が上記の推奨値と異なる場合には,送り速度は,JIS B 6190-4の附属書Cに従って調整する。
ボールバーのテーブル側球は,A'軸の中心線よりも高い位置に取り付ける。テーブル側球からA'軸の軸平均
線までのオフセットdaは,報告する。
各試験について,補間運動中のボールバーの読み(長さの変化)を記録する。
記録した最大値と最小値との差を報告する。
設定した円弧経路の直径及びオフセットdは,記録する。
主軸端(主軸ゲージ面)から主軸側球までのオフセットは,校正する。ボールバーの主軸側球は,主軸の軸
平均線上に心合わせをしなければならない。この心ずれは,測定結果に影響する。その他の事前注意事項につ
いては,附属書D参照。
回転テーブル上のボールバーの磁気式ソケットを保持する取付具は,測定中(回転テーブルの向きが変わると)
重力の変化を受けることから,測定結果に及ぼす影響を最小にするように十分な剛性がなければならない。
簡単に利用できる場合は,各軸(三つの直進軸及び二つの回転軸)の運動範囲を報告する。
測定結果は,図D.5と同様に図示することを推奨する。
23
B 6336-6:2018 (ISO 10791-6:2014)
目的及び試験条件
BK4
三つの直進軸及び二つの回転軸の同時5軸補間運動時の工具先端点軌跡(ワーク座標系では固定点)の偏差の
試験
a) ワーク座標系のX軸方向において,Eint,X,XYZAC
b) ワーク座標系のY軸方向において,Eint,Y,XYZAC
c) ワーク座標系のZ軸方向において,Eint,Z,XYZAC
主軸端(主軸ゲージ面)から基準球までのオフセットLは,150 mm程度とし,C'軸の回転速度は,360°/min
又は受渡当事者間で協定した速度とするのが望ましい。
測定は,C'軸回転の時計回り及び反時計回りについて行わなければならない。
測定方法図
a)
b)
c)
許容値(受渡当事者間の協定による。)
a) Eint,X,XYZAC(CW,CCW)
b) Eint,Y,XYZAC(CW,CCW)
c) Eint,Z,XYZAC(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
a) Eint,X,XYZAC(CW,CCW)
b) Eint,Y,XYZAC(CW,CCW)
c) Eint,Z,XYZAC(CW,CCW)
測定器
軸付き基準球及び平面測定子付き変位計,軸付き基準球及び三つの変位計(例えば,3Dプローブ),又はボールバー
測定手順
A'軸及びC'軸は,0°に移動させる。Y軸は,回転テーブルC'軸の軸平均線から距離Rc離れた位置に移動させ,
Z軸は,A'軸の軸平均線から距離Ra離れた位置に移動させる。TCP制御機能をオンに設定する。
軸付き基準球及び平面測定子付き変位計を用いる場合:
− 変位計は,基準球に当てて主軸を回転させ,振れの平均位置を見つける。球に対する変位計の読みをゼロ
にする。
− C'軸を0°から180°まで回転させ,同時にA'軸を0°から90°まで回転させる。続けてC軸を180°か
ら360°まで回転させ,その間A'軸を90°から0°まで回転させる。A'軸及びC'軸の回転は,テストバー
との干渉によって制限を受けることがある。
− 変位計の読みを記録する。
− a),b) 及びc) について,記録した最大値と最小値との差を報告する。
Ra及びRcは,報告する。基準球の中心は,主軸の軸平均線上に心合わせをしなければならない。この心ずれ
は,測定結果に影響する。
a),b) 及びc) は,テーブル上に三つの変位計(例えば,3Dプローブ)を取り付けて同時に行うことができ
る。
ボールバーの取付け及びその他の事前注意事項については,附属書D参照。
簡単に利用できる場合は,X軸,Y軸及びZ軸の運動範囲を報告する。
測定結果は,図D.5と同様に図示することを推奨する。
基準球と変位計とを使ってこの測定を行う場合は,変位計又は三つの変位計(例えば,3Dプローブ)は,テ
ーブル上に取り付ける。変位計を保持する取付具は,測定中(回転テーブルの向きが変わると)重力の変化を
受けることから,測定結果に及ぼす影響を最小にするように十分な剛性がなければならない。
Y
Z
Y
X
24
B 6336-6:2018 (ISO 10791-6:2014)
附属書C
(規定)
旋回主軸頭及び/又は回転テーブルをもつ機械の運動試験
C.1 構造形態及び呼び方
この附属書に規定する機械は,直進軸と回転軸との構成に基づいて分類する。構造形態は,工作物側か
ら工具側まで,又はその逆に,運動軸を直列に接続する構造コードを用いて表記する。運動軸の名称は,
JIS B 6310による。一例として,図C.1に示す機械の構造コードは,工作物側から工具側まで運動軸を接
続すると,[w C' X' b Y Z A (C1) t]のように記載することができる。この表記では,工作物側と工具側とは,
工作物を“w”,工具を“t”と名付けることによって区別している。また,ベッドは,“b”で表し,数値制
御で角度位置決めできない主軸は,(C1)で表す。
1
2
3
4
5
6
+Y
+X
+Z
+C
+A
7
図C.1−旋回主軸頭と回転テーブルとをもつ立て形の5軸マシニングセンタの例
[w C' X' b Y Z A (C1) t]
さらに,マシニングセンタの構造形態を定義するために,短いコードとして呼び方を規定する。この呼
び方は,次の四つの項目で順番に表す。
− 5軸マシニングセンタ
− この規格に対応する国際規格の番号,例えば,ISO 10791-6
− 主軸の向き:“横形”(水平主軸)は文字H,“立て形”(垂直主軸)は文字Vで表す。
− 構造形態
例 垂直主軸形でX'軸に平行に運動する回転テーブル(C'軸),Y軸に平行に運動するコラム及びZ
軸に平行に運動する旋回主軸頭(A軸)を搭載したヨークサドルをもつ5軸マシニングセンタ(図
C.1参照)の呼び方は,次による。
5軸マシニングセンタ ISO 10791-6 V [w C' X' b Y Z A (C1) t]
1 回転テーブル(C'軸)
2 テーブルサドル(X'軸)
3 ベッド
4 コラム(Y軸)
5 ヨーク(Z軸)
6 旋回主軸頭(A軸)
7 主軸[(C1)軸]
25
B 6336-6:2018 (ISO 10791-6:2014)
C.2 運動試験
C.2.1 一般
この附属書に規定する試験は,簡略化のために,図C.1に示す機械の構造形態を例として取り上げてい
る。この試験は,連続制御のできる旋回主軸頭及び/又は回転テーブルをもつ全てのマシニングセンタの
構造形態に適用できる。
注記 この附属書に規定する試験は,関係する場合には,テーブル側に連続制御のできる回転1軸を
もつマシニングセンタにも適用できる。
C.2.2 同時3軸制御による円弧補間運動(CK1及びCK2)
この試験の目的は,試験の開始及び終了時の始動及び停止の段階を除いて,二つの直進軸の円弧補間運
動を一定の速度で,回転軸の回転と同期させたときの円弧軌跡の精度を試験することである。
C.2.3 同時5軸制御による円弧補間運動(CK3及びCK4)
この試験の目的は,テーブル上の1点と主軸上の1点との間の距離を一定に保ちながら,三つの直進軸
と二つの回転軸とを一定の速度で同時に制御したときの軌跡の精度を試験することである。
26
B 6336-6:2018 (ISO 10791-6:2014)
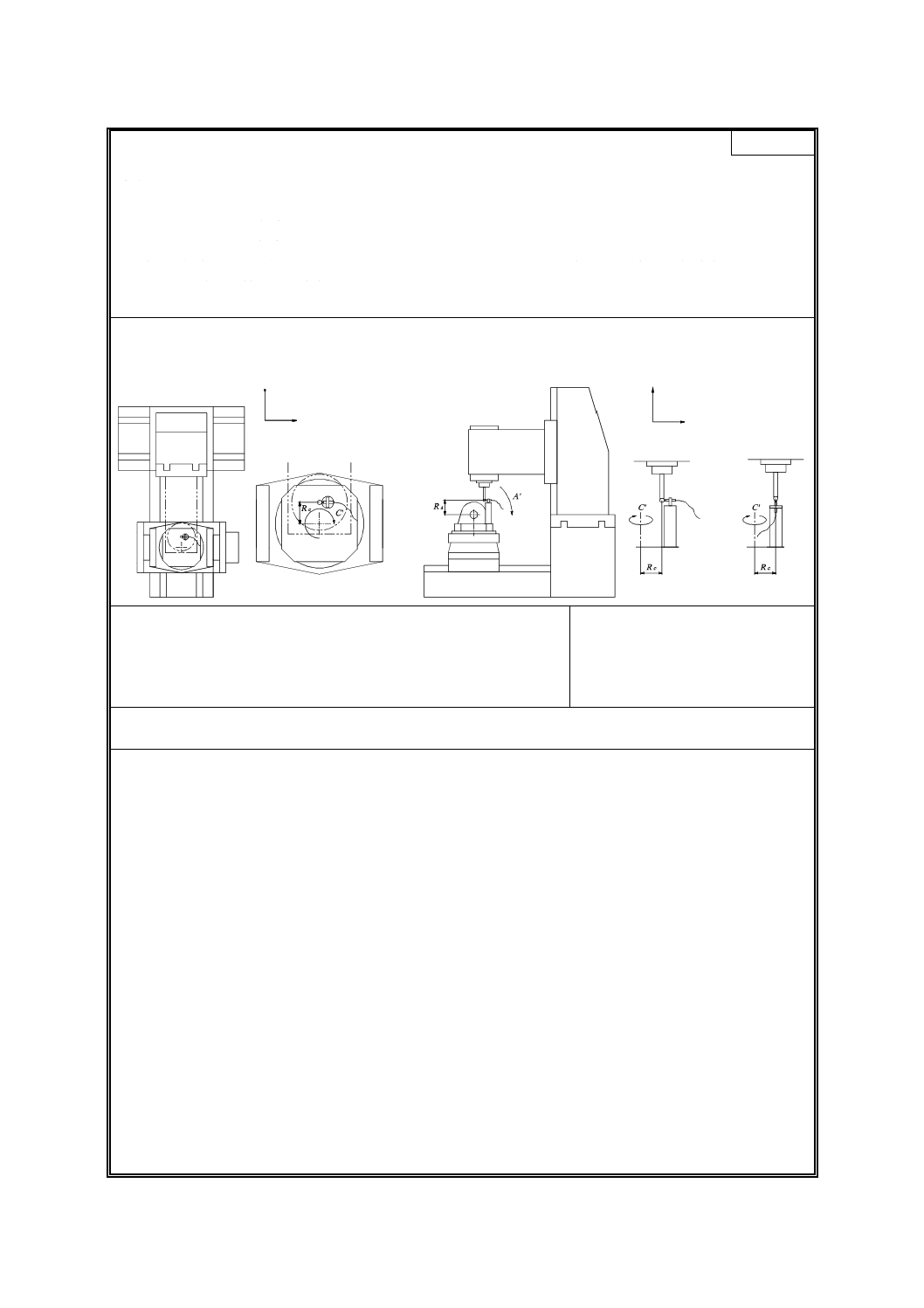
目的及び試験条件
CK1
二つの直進軸(Y及びZ軸)及び一つの回転軸(A軸)の同時3軸補間運動時の工具先端点軌跡(ワーク座標
系では,理想的には一つの固定点となる。)の偏差の試験
a) Y軸方向に平行に,Eint, Y, YZA
b) Z軸方向に平行に,Eint,Z,YZA
c) X軸方向に平行に,Eint, X,YZA
主軸端(主軸ゲージ面)から基準球までのオフセットLは,150 mm程度にするのが望ましい。
A軸の回転速度は,360°/min又は受渡当事者間の協定によるのが望ましい。
A軸の回転角度は,干渉によって制限を受ける最大範囲とするのが望ましい。
試験は,A軸回転の時計回り及び反時計回りについて行わなければならない。
注記 c) は,JIS B 6336-1,JIS B 6336-2又はJIS B 6336-3に規定する幾何精度試験のうち,回転A軸とYZ平
面との直角度測定の代替試験として実施することができる。
測定方法図
a)
b)
c)
Y
Z
Z
X
許容値(受渡当事者間の協定による。)
a) Eint,Y,YZA(CW,CCW)
b) Eint,Z,YZA(CW,CCW)
c) Eint,X,YZA(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
a) Eint,Y,YZA(CW,CCW)
b) Eint,Z,YZA(CW,CCW)
c) Eint,X,YZA(CW,CCW)
測定器
軸付き基準球及び平面測定子付き変位計,軸付き基準球及び三つの変位計(例えば,3Dプローブ),又はボー
ルバー
測定手順(JIS B 6190-1の11.3.5参照)
X軸は,移動範囲の中央に置く。TCP制御機能をオンにする。A軸を0°に移動させる。
軸付き基準球と平面測定子付き変位計とを用いる場合:
− 変位計は,主軸に取り付けた基準球に当て,その主軸を回転させ,振れの平均位置を見つける。基準球に
対する変位計の読みをゼロにする。
− A軸を−90°まで回転させ,変位計の読みを記録する。
− A軸を0°まで回転させ,変位計の読みを記録する。
− 記録した最大値と最小値との差を報告する。
主軸端から基準球までのオフセットLは,校正し,報告する。基準球の中心は,主軸の軸平均線上になけれ
ばならない。この心ずれは,測定結果に影響する。
ボールバーの取付け及びその他の事前注意事項については,附属書D参照。
測定結果は,図D.5と同様に図示することを推奨する。
27
B 6336-6:2018 (ISO 10791-6:2014)
目的及び試験条件
CK1
(代替方法)
二つの直進軸(Y及びZ軸)及び一つの回転軸(A軸)の同時3軸補間運動時の工具先端点軌跡[ワーク座標
系では,理想的には,a) 及びc) の場合は円経路,b) の場合は固定点となる。]の偏差の試験
測定の感度方向は,次による。
a) 旋回軸(A軸)の半径方向,Eint,radialA,YZA
b) 旋回軸(A軸)の軸方向,Eint,axialA,YZB(Eint,X,YZA)
c) 旋回軸(A軸)の接線方向,Eint,tangentialA,YZA
ボールバーの主軸側球から主軸端(主軸ゲージ面)までのオフセットLは,150 mm程度にするのが望ましい。
ボールバーの基準長さLBは,100 mmとし,A軸の回転速度は,360°/min又は受渡当事者間の協定によるの
が望ましい。
A軸の回転角度は,最大範囲とするのが望ましい。ただし,干渉によって制限を受けることがある。
測定は,A軸回転の時計回り及び反時計回りについて行わなければならない。
注記 b) は,JIS B 6336-1,JIS B 6336-2又はJIS B 6336-3に規定する幾何精度試験のうち,回転A軸とYZ平
面との直角度測定の代替試験として実施することができる。
測定方法図
a)
b)
c)
Z
Y
Z
Y
Z
Y
許容値(受渡当事者間の協定による。)
a) Eint,radialA,YZA(CW,CCW)
b) Eint,axialA,YZA(CW,CCW)[Eint,X,YZA(CW,CCW)]
c) Eint,tangentialA,YZA(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
a) Eint,radialA,YZA(CW,CCW)
b) Eint,axialA,YZA(CW,CCW)
[Eint,X,YZA(CW,CCW)]
c) Eint,tangentialA,YZA(CW,CCW)
測定器
ボールバー,又は軸付き基準球及び三つの変位計(例えば,3Dプローブ)
測定手順(JIS B 6190-1の11.3.5参照)
主軸側球は,主軸の軸平均線上に取り付ける。ボールバーの軸の向きは,A軸のa) 半径方向,b) 軸方向,及
びc) 接線方向を保つようにする。
Y軸及びZ軸に円弧補間運動を行わせ,同時に主軸頭の旋回軸(A軸)を回転させる。TCP制御機能をオン
にする。
それぞれの試験について,補間運動の間,ボールバーの読み(長さの変化)を連続的に記録する。a),b)及び
c) について,記録した最大値と最小値との差を報告する。
ボールバーの基準長さLB及び主軸端から主軸側球までのオフセットLは,校正し,報告する。a) 及びc) に
おいては,ボールバーのテーブル側球は,ワーク座標系における主軸側球の軌跡の中心に心合わせをしなけれ
ばならない(この心合わせの方法は,図D.2参照)。この心ずれは,測定結果に影響する。
主軸側に三つの変位計(例えば,3Dプローブ)を取り付けることができる場合には,この測定に使用するこ
とができる。試験手順及びその他の事前注意事項については,附属書D参照。
測定結果は,図D.5と同様に図示することを推奨する。
28
B 6336-6:2018 (ISO 10791-6:2014)
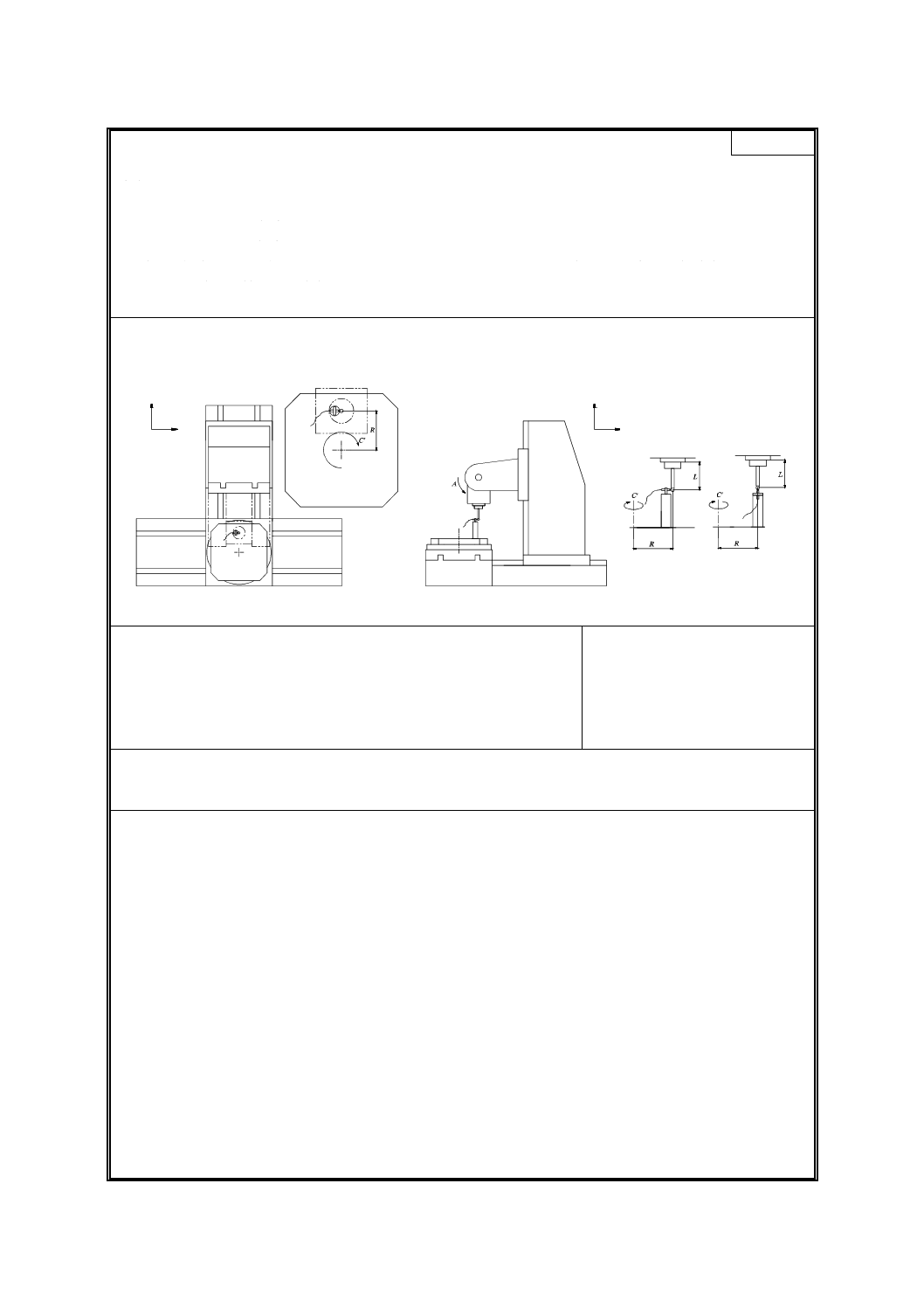
目的及び試験条件
CK2
二つの直進軸(X'及びY軸)及び一つの回転軸(C'軸)の同時3軸補間運動時の工具先端点軌跡(ワーク座標
系では,理想的には一つの固定点となる。)の偏差の試験
測定の感度方向は,次による。
a) 回転軸(C'軸)の接線方向,Eint,tangentialC,XYC
b) 回転軸(C'軸)の半径方向,Eint,radialC,XYC
c) 回転軸(C'軸)の軸方向,Eint,axialC,XYC(Eint,Z,XYC)
C'軸の回転速度は,360°/min又は受渡当事者間の協定によるのが望ましい。
C'軸の回転角度は,適用できる場合には,360°以上が望ましい。
測定は,C'軸回転の時計回り及び反時計回りについて行わなければならない。
注記 c) は,JIS B 6336-1,JIS B 6336-2又はJIS B 6336-3に規定する幾何精度試験のうち,回転C'軸とXY平
面との直角度測定の代替試験として実施することができる。
測定方法図
a)
b)
c)
許容値(受渡当事者間の協定による。)
a) Eint,tangentialC,XYC(CW,CCW)
b) Eint,radialC,XYC(CW,CCW)
c) Eint,axialC,XYC(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
a) Eint,tangentialC,XYC(CW,CCW)
b) Eint,radialC,XYC(CW,CCW)
c) Eint,axialC,XYC(CW,CCW)
測定器
軸付き基準球及び平面測定子付き変位計,軸付き基準球及び三つの変位計(例えば,3Dプローブ),又はボー
ルバー
測定手順(JIS B 6190-1の11.3.5参照)
X'軸は,回転テーブルの回転中心まで移動させ,Y軸は,C'軸の軸平均線から距離Rまで移動させる。A軸と
C'軸とを0°まで移動させる。TCP制御機能はオンにセットする。
軸付き基準球と平面測定子付き変位計とを用いる場合:
− 変位計は,基準球に当てて,その主軸を回転させ,振れの平均位置を見つける。変位計の読みを記録する。
− C'軸を360°回転させ,変位計の読みを連続的に記録する。
− C'軸を0°まで回転させ,変位計の読みを記録する。
− a),b) 及びc) について,記録した最大値と最小値との差を報告する。
距離Rは,報告する。基準球の中心は主軸の軸平均線上になければならない。この心ずれは,測定結果に影
響する。
a),b) 及びc) は,テーブル上に三つの変位計(例えば,3Dプローブ)を取り付けて同時に行うことができ
る。
試験手順及びその他の事前注意事項については,附属書D参照。
測定結果は,図D.5と同様に図示することを推奨する。
Y
Z
X
Y
29
B 6336-6:2018 (ISO 10791-6:2014)
目的及び試験条件
CK3
三つの直進軸と二つの回転軸との同時5軸補間運動時の工具先端点軌跡(理想的には,円すい底面の円経路)
の偏差の試験
プログラムした円すい底面とテーブル上面とのなす角度及びプログラムした円すいの頂角は,それぞれ10°
及び30°,又は30°及び90°のいずれかでなければならない。
ボールバーのテーブル側球は,C'軸の軸平均線から(最小でも)テーブル直径の10 %オフセットした位置(オ
フセット距離d)に取り付けなければならない。ただし,直線軸の移動範囲の制限を受ける場合がある。
円すいの中心線は,Xw軸方向にオフセット距離d離した位置でXw軸回りに傾けなければならない(測定方
法図参照)。
ボールバーは,円すい面に垂直に取り付けなければならない。
円弧経路の直径は,約200 mmとし,送りの周速度は,1 000 mm/minとすることを推奨する。
測定は,C'軸回転の時計回り及び反時計回りについて行わなければならない。
測定方法図
1 回転テーブル
4
ボールバー
7
C'軸の軸平均線
2 テーブル側球
5
主軸側球の軌跡
8
プログラムした円すいの中心線
3 主軸側球
6
仮想の円すい底面の軌跡
許容値(受渡当事者間の協定による。)
Eint,cone30°, XYZAC(CW,CCW)又はEint,cone90°, XYZAC(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)について報告する。
測定値
Eint,cone30°, XYZAC(CW,CCW)又は
Eint,cone90°, XYZAC(CW,CCW)
測定器
ボールバー
測定手順(JIS B 6190-1の11.4及びJIS B 6190-4参照)
直径が上記の推奨値と異なる場合には,送り速度は,JIS B 6190-4の附属書Cに従って調整する。
各試験について,補間運動中のボールバーの読み(長さの変化)を記録する。
記録した最大値と最小値との差を報告する。
設定した円弧経路の直径及びオフセットdは,記録する。主軸端(主軸ゲージ面)からボールバーの主軸側
球までのオフセットLは,校正し,報告する。ボールバーの主軸側球は,主軸の軸平均線上に心合わせをしな
ければならない。この心ずれは,測定結果に影響する。その他の事前注意事項については,附属書D参照。
簡単に利用できる場合は,各軸(三つの直進軸及び二つの回転軸)の運動範囲を報告する。
測定結果は,図D.5と同様に図示することを推奨する。
12
3
47
6
8
5
o
o
o
o
Zw
Yw
Z
Y
d
XW
30
B 6336-6:2018 (ISO 10791-6:2014)
目的及び試験条件
CK4
三つの直進軸及び二つの回転軸の同時5軸補間運動時の工具先端点軌跡(ワーク座標系では固定点)の偏差の
試験
a) ワーク座標系のX軸方向において,Eint,X,XYZAC
b) ワーク座標系のY軸方向において,Eint,Y,XYZAC
c) ワーク座標系のZ軸方向において,Eint,Z,XYZAC
主軸端(主軸ゲージ面)から基準球までのオフセットLは,150 mm程度とし,C'軸の回転速度は,360°/min
又は受渡当事者間で協定した速度とするのが望ましい。
測定は,C'軸回転の時計回り及び反時計回りについて行わなければならない。
測定方法図
a)
b)
c)
許容値(受渡当事者間の協定による。)
a) Eint,X,XYZAC(CW,CCW)
b) Eint,Y,XYZAC(CW,CCW)
c) Eint,Z,XYZAC(CW,CCW)
測定値は,時計回り(CW)及び反時計回り(CCW)についてそれぞれ報
告する。
測定値
a) Eint,X,XYZAC(CW,CCW)
b) Eint,Y,XYZAC(CW,CCW)
c) Eint,Z,XYZAC(CW,CCW)
測定器
軸付き基準球及び平面測定子付き変位計,軸付き基準球及び三つの変位計(例えば,3Dプローブ),又はボー
ルバー
測定手順
A軸及びC'軸は,0°まで回転させる。Y軸は,回転テーブルのC'軸の軸平均線から距離R離れた位置に移動
させる。TCP制御機能をオンにする。
軸付き基準球と平面測定子付き変位計とを用いる場合:
− 変位計は,基準球に当てて,その主軸を回転させ,振れの平均位置を見つける。球に対する変位計の読み
をゼロにする。
− C'軸を0°から180°まで回転させ,同時にB軸を0°から−90°まで回転させる。続けてC'軸を180°
から360°まで回転させ,その間にA軸を−90°から0°まで回転させる。C'軸の回転は,テストバーと
の干渉によって制限を受けることがある。
− 変位計の読みを記録する。
− a),b) 及びc) について,記録した最大値と最小値との差を報告する。
距離R及び主軸端(主軸ゲージ面)から基準球までのオフセットLは,校正し,報告する。基準球の中心は,
主軸の軸平均線上に心合わせをしなければならない。この心ずれは,測定結果に影響する。
a),b) 及びc) は,テーブル上に三つの変位計(例えば,3Dプローブ)を取り付けて同時に行うことができ
る。
簡単に利用できる場合は,各軸(三つの直進軸及び二つの回転軸)の運動範囲を報告する。
ボールバーの取付け及びその他の事前注意事項については,附属書D参照。
測定結果は,図D.5と同様に図示することを推奨する。
Y
Z
X
Y

31
B 6336-6:2018 (ISO 10791-6:2014)
附属書D
(参考)
附属書A〜附属書Cに規定する試験の事前注意事項
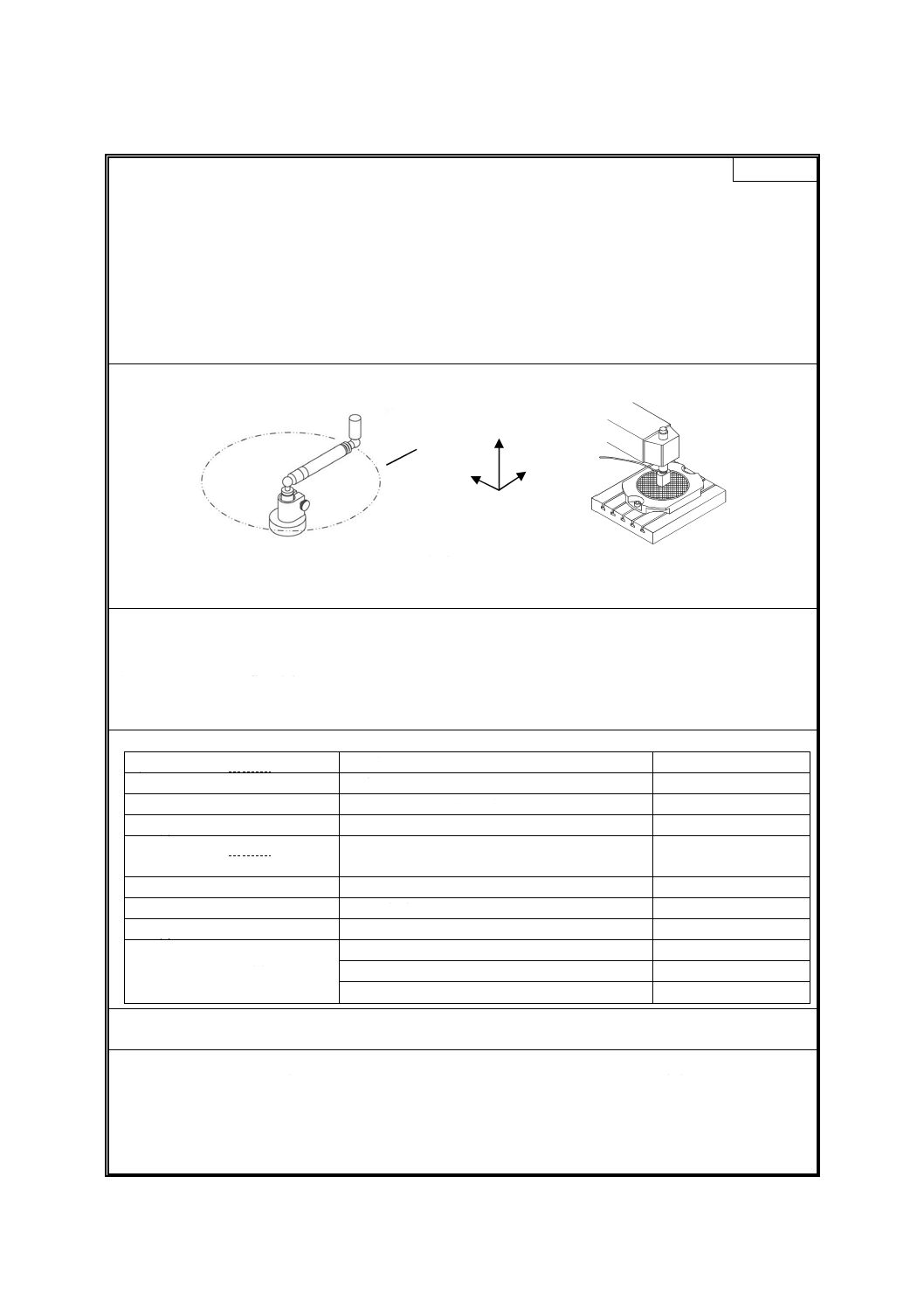
D.1 一般
附属書A〜附属書Cにおいて使用するa) 軸付き基準球及び平面測定子付き変位計,b) 軸付き基準球及
び三つの変位計(例えば,3Dプローブ),並びにc) ボールバーによる測定結果は,測定器の配置の影響を
受けることがある。この附属書は,測定器の配置誤差の影響を最小にするための試験手順に対する事前注
意事項について記載する。
D.2 ボールバーを用いた試験
D.2.1 基準球の心合わせ
附属書A〜附属書Cに示す全ての試験は,AK1(代替方法),AK2(代替方法)及びCK1(代替方法)
を除き,ボールバーの主軸側球は,主軸の軸平均線と心合わせをする。この心ずれは,測定結果に影響す
る。
この心合わせは,球の位置を調整するための取付具を主軸側に取り付けて行うことができる。そのよう
な取付具の例については,図D.1を参照。
その代わりに,テーブル側の回転軸の試験(すなわち,附属書Bの全ての試験及びCK2)は,主軸の軸
平均線に対する基準球の中心位置を測定し,その影響を,機械座標系の原点を移動させて補正することも
できる。基準球の中心位置は,変位計を使って主軸回転の半径方向の振れを測定することによって測定で
きる。
ボールバーのテーブル側球は,それぞれの試験において指定された測定の感度方向にボールバーの軸が
向く位置に配置する。附属書A〜附属書Cにおける全ての試験において,AK1(代替方法),AK2(代替
方法)及びCK1(代替方法)を除き,ボールバーのテーブル側球は,精密に配置しなくてもよい。それは
測定結果に影響しない(2次のオーダの影響)。
図D.1−主軸側球の心合わせ用取付具の例
AK1(代替方法),AK2(代替方法)及びCK1(代替方法)においては,ボールバーのテーブル側球を
ワーク座標系における主軸側球の軌跡の中心に心合わせする。テーブル側球をテーブル上に取り付けたと
き,機械座標系におけるその球の位置は,変位計及び工具長測定器[図D.2のa-1)及びa-2)参照]又はボ
1
磁気式ソケット
2
磁気式ホルダ
3
ねじ
4
チャックするためのシャンク
4
2
1
3
32
B 6336-6:2018 (ISO 10791-6:2014)
ールバー[図D.2 b) 参照]を用いて測定する。例えば,テーブル側球のZ位置は,次のように校正できる
[図D.2 a-2)]。まず,テーブル側球からテーブル上面までのZ方向の距離は,主軸に取り付けた変位計を
用いて測定する。次に,主軸側球を主軸に取り付け,そのZ位置をテーブル上に定置した工具長測定器を
用いて校正する。工具長測定器の高さ(主軸側球からテーブル上面までの距離)が事前に校正されている
と,テーブル側球の主軸側球に対するZ位置を計算できる。
なお,これらの試験においては,ボールバーの主軸側球の位置は,この試験結果に影響しない(2次の
オーダの影響)。
図D.2−テーブル側球の位置の測定
D.2.2 プログラミング
AK1,AK2,AK4,BK1,BK2,BK4,CK1,CK2及びCK4に規定する試験は,ボールバーによる方
法又は軸付き基準球と変位計とによる方法のどちらの方法を用いても実施できる。
回転軸は,それぞれの試験で指定するように駆動する。直進軸は,測定中のボールバーの軸が各試験に
指定された方向を保つようにプログラムする。
例えば,AK1のX方向の測定においては,X及びZの軌跡は,ボールバーが常にX方向に向くように
して求める。AK1,AK2,AK4及びCK1(すなわち,機械座標系のX,Y及びZ方向の測定)において
は,直進軸の指令軌跡は,軸付き基準球と変位計とによる場合と同じである。AK1のX方向におけるボー
ルバーの取付け例は,図D.3を参照。
b) ボールバーを用いたX,Z位置の測定方法
(代替方法)
+Z
+X
+Z
+X
2
a-1) X,Y位置の測定
a-2) Z位置の測定
1
テーブル側球
2
変位計
3
テーブル
4
工具長測定器
5
主軸側球
6
ボールバー
1
1
4
3
5
6
33
B 6336-6:2018 (ISO 10791-6:2014)
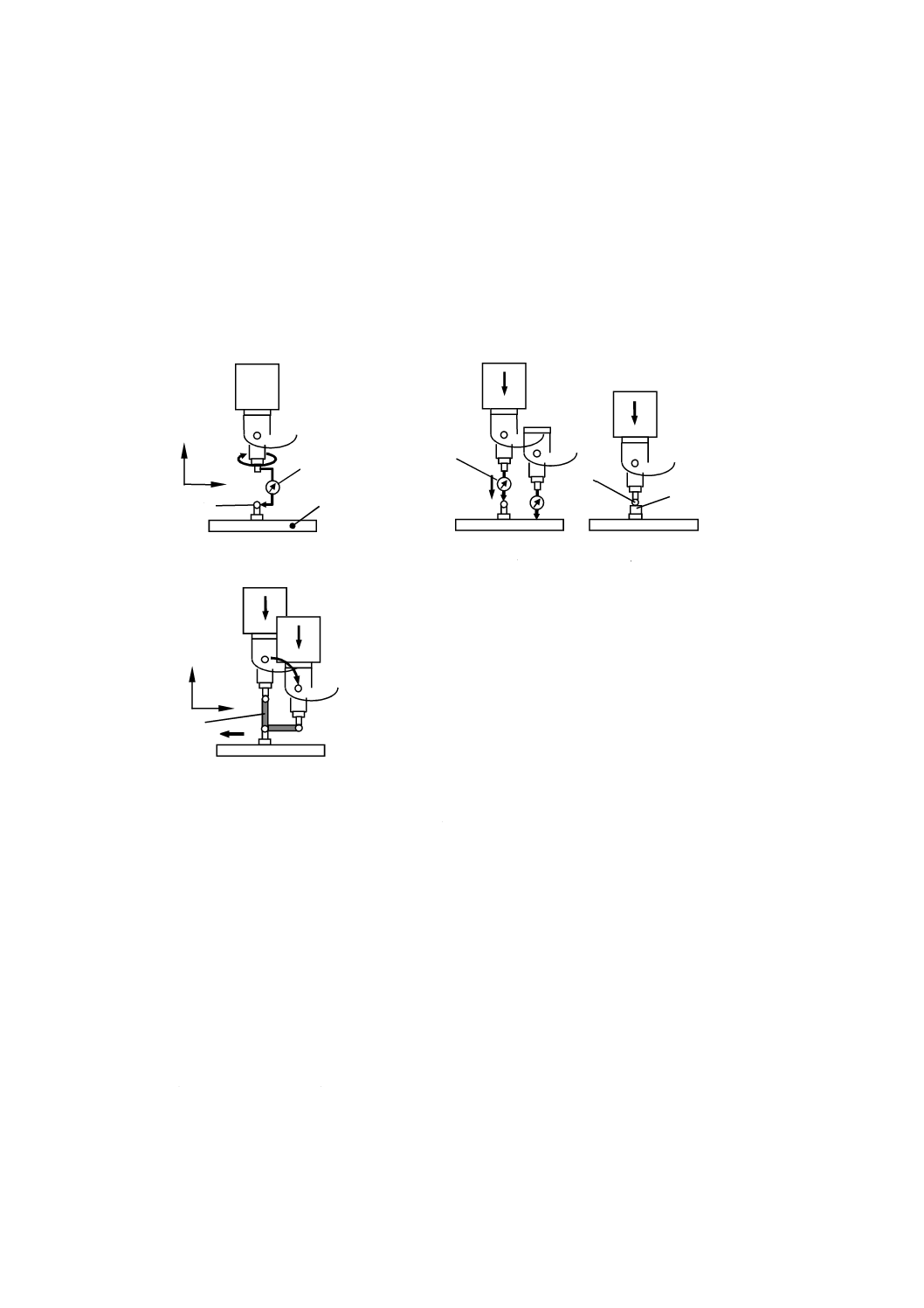
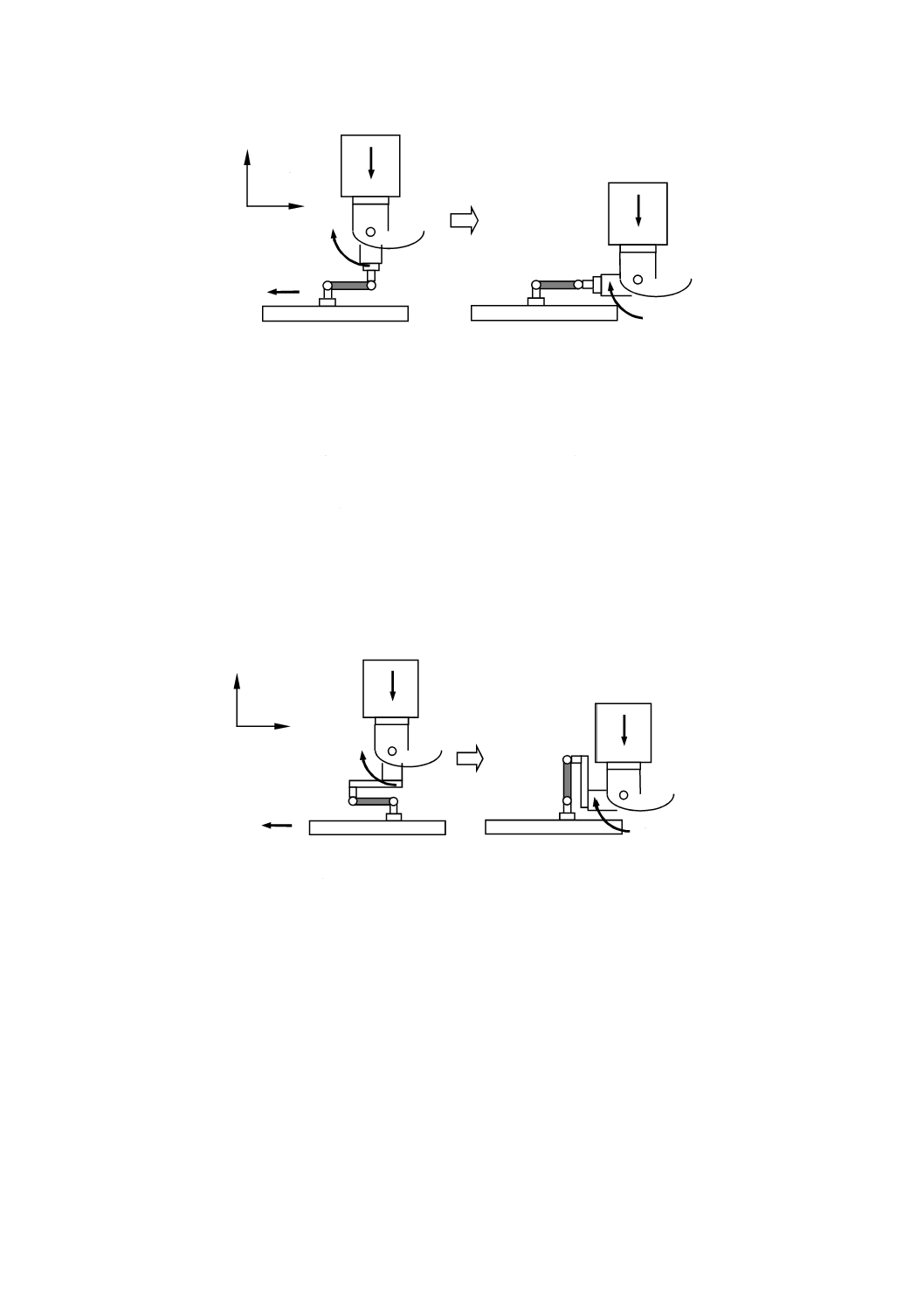
図D.3−ボールバーによるAK1のX方向の測定
AK1(代替方法),AK2(代替方法)及びCK1(代替方法)においては,ボールバーのテーブル側球(す
なわち,試験しようとする回転軸のない側)は,AK1,AK2及びCK1の試験と同じ位置に球を配置する。
例えば,AK1(代替方法)の接線方向の測定c) においては,テーブル側球は,円弧軌跡の中心に配置す
る。
例えば,AK1(代替方法)の接線方向の測定c) においては(図D.4参照),テーブル側球は,円弧軌跡
の中心(すなわち,主軸の軸平均線)に配置する。主軸の軸平均線から離れた位置に主軸側球を配置する
ためには,図D.4に示すような取付具が必要になる。この配置であれば,旋回軸(B軸)接線方向の誤差
をテーブル側球の位置で測定できる。したがって,AK1(代替方法)の測定は,AK1の測定と運動学的に
等価であるとみなすことができる。BK1及びBK2でも,ボールバーは同様に配置する。
図D.4−ボールバーによるAK1(代替方法)の接線方向測定
プログラミングが便利なようにTCP制御機能をオンに設定する。TCP制御機能は,プログラムした回転
軸の運動に対する直進軸の運動を自動的に同期させることができる。
附属書A〜附属書Cの全ての試験において,機械座標系における直進軸の送り速度及び移動範囲は,基
準球の中心から回転軸までの距離によって変化する。その距離が大きくなると,回転軸の角度誤差運動及
び回転軸と直進軸との直角度誤差に対する感度は,(直進軸の誤差運動及び直進軸間の直角度誤差に対す
る感度と同様に)増加する。
D.2.3 試験手順
附属書A〜附属書Cにおける全ての試験において,ボールバーの基準長さLBは,既知であるのが望ま
しく,主軸端(主軸ゲージ面)から主軸側球までのオフセットは,校正するのが望ましい。この校正は,
+Z
+X
+B
+B
+Z
+X
+B
+B
34
B 6336-6:2018 (ISO 10791-6:2014)
工具長測定器を使って行う。まず,あらかじめ校正した長さ[主軸端(主軸ゲージ面)から工具先端まで
の距離]の基準工具を主軸に取り付ける。次に,基準球を主軸に取り付け,同じ設定でそのZ位置を測定
する。主軸端(ゲージ面)から基準球までのオフセットは,測定したZ位置との差,基準工具の校正した
長さ及びあらかじめ校正した基準球の半径から算出する。
附属書A〜附属書Cの全ての試験において,試験中の回転軸の時計回り及び反時計回りの二つの経路を
続けて測定する。
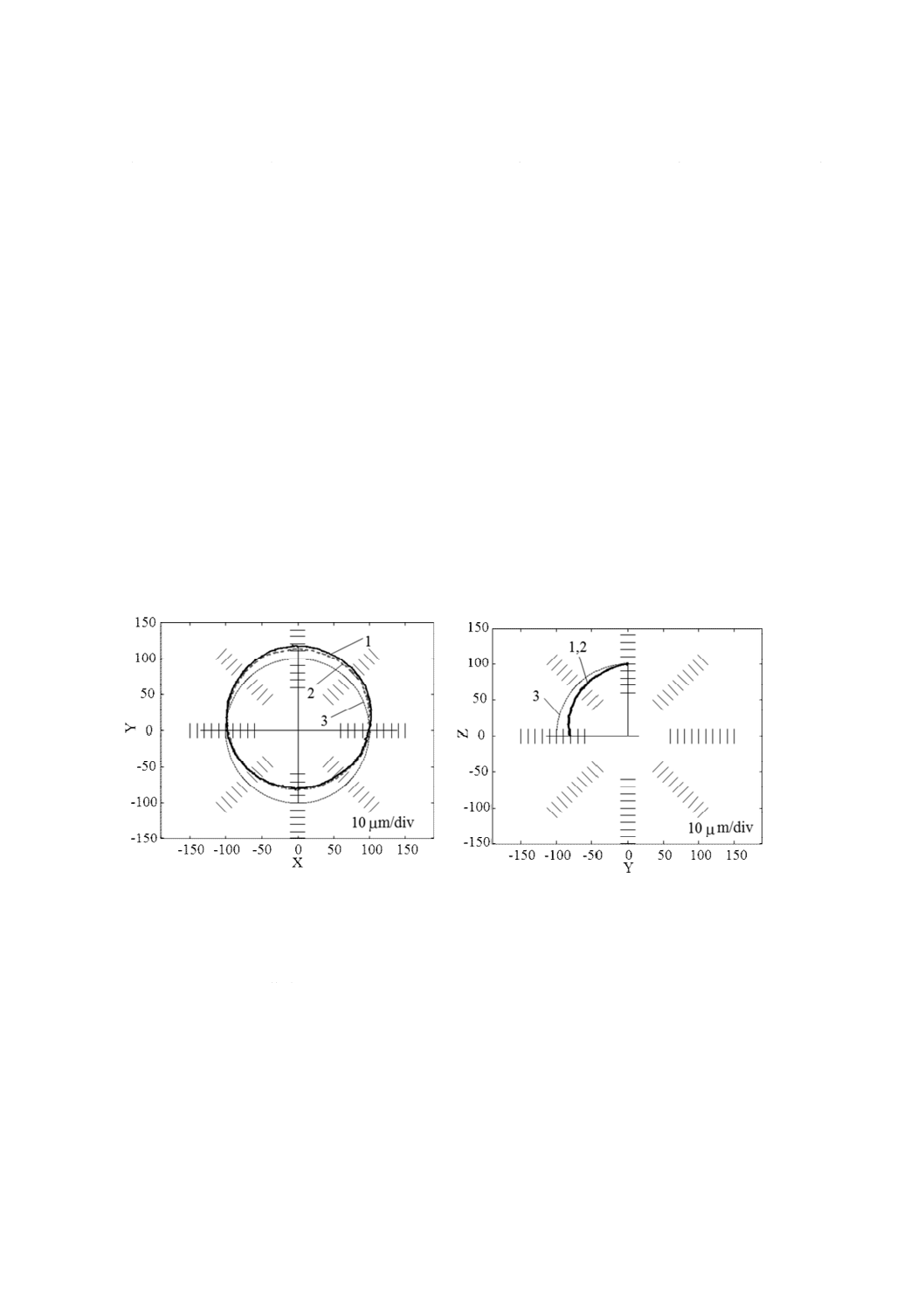
D.2.4 結果の表示
評価においては,運動方向反転位置並びに始点及び終点でのピーク値を含む実際の経路に対応する全て
の測定データを使用する。
測定結果は,JIS B 6190-4に規定する円運動試験と同様の極座標線図として測定した変位を表示するの
が望ましい。偏差は,試験している回転軸の設定した角度位置に関係付けて描く。例えば,BK2において,
運動の開始/終了の段階を除いて,角速度が一定であると仮定してC軸の角度位置と一緒に描く。5軸の
運動に対する結果の表示については,C軸の角度位置を,偏差の角度位置の基準としてとる。
幾つかの円運動試験用の市販ソフトウェアは,円偏差を評価するために初期設定で自動的に中心補正を
行うものがある。その機能をオフにしてボールバーの読み(長さ変化)を評価する。可能な場合には,ボ
ールバーの読みは,測定の開始点でゼロにリセットする。
試験の結果は,記録した最大値と最小値との差を報告する。
a) BK2(C軸半径方向)
b) BK1(A軸半径方向)
1
測定した変位(時計回り)
X
X 位置(mm)
2
測定した変位(反時計回り)
Y
Y 位置(mm)
3
基準円
Z
Z 位置(mm)
図D.5−BK1及びBK2のデータ表示例
D.3 軸付き基準球と変位計又は三つの変位計(例えば,3Dプローブ)とを用いた試験
D.3.1 基準球の心合わせ
軸付き基準球は,工具側又はテーブル側に取り付けることができる。しかし,AK1(代替方法),AK2
(代替方法)及びCK1(代替方法)を除く全ての試験では,軸付き基準球は主軸側に取り付ける必要があ
35
B 6336-6:2018 (ISO 10791-6:2014)
る。基準球の中心は,主軸の軸平均線に心合わせをする。主軸端(主軸ゲージ面)から基準球までのオフ
セットは,校正する。
AK1(代替方法),AK2(代替方法)及びCK1(代替方法)を除く全ての試験において,工具側に軸付
き基準球を取り付ける場合は,ワーク座標系におけるX,Y及びZ方向における誤差運動を測定する。AK1
(代替方法),AK2(代替方法)及びCK1(代替方法)においては,測定の感度方向は,回転軸の半径方
向,軸方向,及び接線方向である。これら二つの測定結果は,座標変換を行うことによって互いに幾何学
的に変換することは可能である。
市販されている三つの変位計(例えば,3Dプローブ)は,軸付き基準球を主軸側(検出器はテーブル)
又はテーブル側(検出器は主軸)に取り付けることができる。AK1(代替方法),AK2(代替方法)及び
CK1(代替方法)の試験を実施する場合は,基準球をテーブル側に取り付ける。基準球の位置は,D.2.1
に記載する方法と同様にワーク座標系における円弧軌跡の中心に心合わせをする。
注記 軸付き基準球と変位計とによる方法及び軸付き基準球と三つの変位計(例えば,3Dプローブ)
とによる方法の試験手順は,オフセット,直径及び速度が同じであれば,ボールバーによる試
験手順と同様に用いることができる(D.2.2参照)。三つの変位計(例えば,3Dプローブ)を傾
斜軸上(例えば,BK1)に取り付ける場合には,取付具の剛性は,重力によって引き起こされ
る変形を十分に小さくするようにするのが望ましい。
D.3.2 試験手順
軸付き基準球を主軸に取り付ける場合の一般的な試験手順は,次による。各試験事項に規定するように
基準球を位置決めする。軸付き基準球に変位計を当て,主軸を回転させ,振れの平均位置を見つける。変
位計の読みをゼロにする。次に,補間運動を開始し,変位計の読みを記録する。
附属書A〜附属書Cの全ての試験において,試験中の回転軸の時計回り及び反時計回りの二つの経路を
続けて測定する。
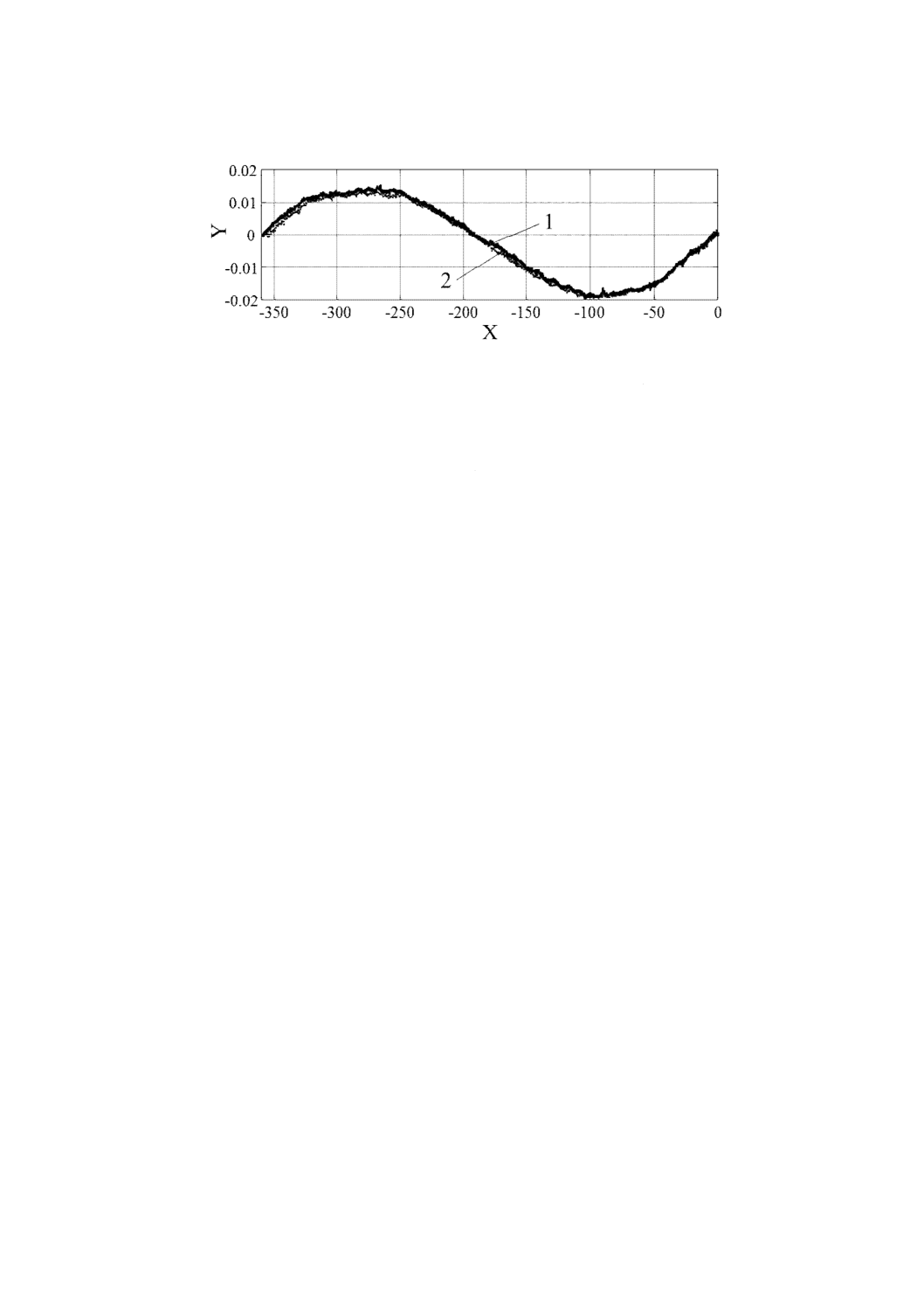
D.3.3 結果の表示
評価においては,運動方向反転位置並びに始点及び終点でのピーク値を含む実際の経路に対応する全て
の測定データを使用する。
測定結果は,JIS B 6190-4に規定する円運動試験と同様の極座標線図として測定した変位を表示するの
が望ましい。極座標線図として表示できない場合は,試験している回転軸の角度位置とともに図D.6に例
を示すように方眼紙に描いてもよい。5軸運動の結果の表示については,C軸の角度位置を,偏差の角度
位置の基準としてとる。
試験の結果は,記録した最大値と最小値との差を報告する。
36
B 6336-6:2018 (ISO 10791-6:2014)
1 時計回り
2 反時計回り
X C軸の角度位置(°)
Y 変位(mm)
図D.6−BK2のデータ表示の例
37
B 6336-6:2018 (ISO 10791-6:2014)
参考文献
[1] TSUTSUMI,M. and SAITO,A., Identification and compensation of particular deviations of 5-axis machining
centres, International Journal of Machine Tools and Manufacture, Vol. 43, pp.771-780, 2003
[2] TSUTSUMI, M. and SAITO, A., Identification of angular and positional deviations inherent to 5-axis machining
centres with a tilting-rotary table by simultaneous four-axis control movements, International Journal of
Machine Tools and Manufacture, Vol. 44, pp.1333-1342, 2004
[3] DASSANAYAKE, K. M. M., YAMAMOTO, K., and TSUTSUMI, M., A methodology for identifying inherent deviations in
universal spindle head type multi-axis machines by simultaneous five-axis control motions, Proceedings of
International Mechanical Engineering Congress and Exposition, IMECE2006-13440, pp.1-10, 2006
[4] TSUTSUMI, M., YUMIZA, D., UTSUMI, K., and SATO, R., Evaluation of synchronous motion in five-axis machining
centres with a tilting rotary table, Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.1,
No. 1, pp. 24-35, 2007
[5] DASSANAYAKE, K. M. M., TSUTSUMI, M. and SAITO, A., A strategy for identifying static deviations in universal
spindle head type multi-axis machining centres, International Journal of Machine Tools and Manufacture, Vol.
46, pp.1097-1106, 2006
[6] WEIKERT, S., and KNAPP, W., R-test: A new device for accuracy measurements on five axis machine tools, Annals
of CIRP, Vol. 53, No.1, pp.429-432, (2004).
[7] BRINGMANN, B., BESUCHET, J. P. and ROHR, L., Systematic evaluation of calibration methods, CIRP Annals−
Manufacturing Technology, Vol. 57, pp.529-532, 2008
[8] MATANO, M. and IHARA, Y., Ball bar measurement of five-axis conical movement, Laser Metrology and Machine
Performance VIII, Bedford, pp.34-43, 2007
[9] BRINGMANN, B., and KNAPP, W., Model-based Chase-the-Ball Calibration of a 5-Axes Machining Center, Annals
of the CIRP, Vol. 55, No.1, pp.531-534, 2006
[10] BRINGMANN, B., Improving geometric calibration methods for multi-axes machining centers by examining error
interdependencies effects, Fortschritts-Berichte VDI, Reihe 2, Fertigungstechnik, Nr. 664, Zürcher Schriften zur
Produktionstechnik, Diss. ETH No. 17266, VDI-Verlag GmbH, Düsseldorf, 2007
[11] FLORUSSEN, G.H.J., and SPAAN, H.A.M., Static R-test: allocating the centerline of rotary axes of machine tools,
Laser metrology and machine performance VIII, Bedford., pp.196-202, (2007)