B 6336-5 : 2000 (ISO 10791-5 : 1998)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本工作機械工業会 (JMTBA) /財
団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本
工業標準調査会の審議を経て,通商産業大臣が制定した日本工業規格である。
これによって,JIS B 6336 : 1986及びJIS B 6338 : 1985は廃止され,JIS B 6336の規格群に置き換えられ
る。
制定に当たっては,国際規格に一致した日本工業規格の作成及び日本工業規格を基礎にした国際規格原
案の提案を容易にするために,ISO 10791-5 : 1998 Test conditions for machining centers−Part 5 : Accuracy
and repeatability of positioning of work-holding palletsを基礎として用いた。
JIS B 6336-5には,次に示す附属書がある。
附属書A(参考) 参考文献
JIS B 6336の規格群には,次に示す部編成がある。
JIS B 6336-1 第1部:横形及び万能主軸頭をもつ機械の静的精度(水平Z軸)
JIS B 6336-2 第2部:立て形及び万能主軸頭をもつ機械の静的精度(垂直Z軸)(予定)
JIS B 6336-3 第3部:固定又は連続割出万能主軸頭をもつ機械の静的精度(垂直Z軸)
JIS B 6336-4 第4部:直進及び回転運動軸の位置決め精度
JIS B 6336-5 第5部:パレットの位置決め精度
JIS B 6336-6 第6部:送り速度,主軸速度及び補間運動の精度
JIS B 6336-7 第7部:工作精度
JIS B 6336-8 第8部:直交3平面内での輪郭運動性能の評価(予定)
JIS B 6336-9 第9部:工具交換及びパレット交換時間の評価(予定)
JIS B 6336-10 第10部:熱変形の評価(予定)
JIS B 6336-11 第11部:騒音放射の評価(予定)
JIS B 6336-12 第12部:振動シビアリティの評価(予定)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6336-5 : 2000
(ISO 10791-5 : 1998)
マシニングセンタ−検査条件−
第5部:パレットの位置決め精度
Test conditions for machining centers−
Part 5 : Accuracy and repeatability of positioning of work-holding pallets
序文 この規格は,1998年に第1版として発行されたISO 10791-5,Test conditions for machining centers−
Part 5 : Accuracy and repeatability of positioning of work-holding palletsを翻訳し,技術的内容及び規格票の様
式を変更することなく作成した日本工業規格である。
マシニングセンタは,フライス削り,中ぐり,穴あけ及びねじ立てを含む複数の切削作業ができ,かつ,
加工プログラムに従って工具マガジン又は同様の格納装置から工具を取り出し,自動交換ができる数値制
御工作機械である。
この規格の目的は,比較,受渡し,保守又はその他の目的のために行う検査に関してできるだけ幅広く,
かつ,理解しやすい情報を提供することである。
この規格は,JIS B 6191及びJIS B 6192の関係する箇条を参照して,横形又は立て形,若しくは種々の万
能主軸頭をもち,単独で使用するか又はフレキシブル生産システムに組み込んで使用するマシニングセン
タの検査事項について規定する。この規格は,また,普通精度のはん(汎)用のマシニングセンタに対応
する検査結果の許容値又は許容できる最大値についても規定する。
構造形態,構成要素及び運動がこの規格に規定する検査事項とほとんど変わらなければ,この規格の全部
又は一部は,数値制御プライス盤及び数値制御中ぐり盤にも適用できる。
1. 適用範囲 この規格は,JIS B 6191及びJIS B 6192に基づいて,一台のマシニングセンタで使用する
個々のパレットの位置決めの繰返し性及びパレット相互の位置決めの正確さの評価方法について規定する。
生産システムにおいては,工作物又は工作物取付具の位置の精度は,パレットとパレットレシーバとの
間のはめあわせに依存する。この規格は,一台のマシニングセンタ,すなわち,一つのパレットレシーバ
と複数のパレットとを備えたマシニングセンタに適用する。
この規格で考慮している検査の結果は,測定器を,直進運動軸の原点に対して別の機械の同じ位置に正
確に置いた場合には,全生産システムに拡張できる。しかし,実際には,それは,直進運動軸の原点が軸
の位置決めの繰返し性に影響されるので,困難であり,正確でない。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 10791-5 : 1998 Test conditions for machining centers−Part 5 : Accuracy and repeatability of
positioning of work-holding pallets (IDT)
2
B 6336-5 : 2000 (ISO 10791-5 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 6191 工作機械−静的精度試験方法及び工作精度試験方法通則
備考 ISO 230-1 : 1996,Test code for machine tools−Part 1 : Geometric accuracy of machines operating
under no-load or finishing conditionsが,この規格と一致している。
JIS B 6192 工作機械−数値制御による位置決め精度試験方法通則
備考 ISO 230-2 : 1997,Test code for machine tools−Part 2 : Determination of accuracy and repeatability
of positioning numerically controlled axesが,この規格と一致している。
JIS B 6337 工業機械用パレット−形状・寸法
備考 ISO 8526-1 : 1990,Modular units for machine tools−Workholding pallets−Part 1 : Workholding
pallets up to 800 mm nominal size及びISO 8526-2 : 1990,Modular units for machine tools−
Workholding pallets−Part 1: Workholding pallets of nominal size greater than 800 mmからの
引用事項は,この規格の該当事項と同等である。
3. 一般事項
3.1
測定単位 この規格では,長さ,長さの偏差及び許容値は,mmで表す。角度は,度 (゚) で表し,
角度の偏差及び許容値は,通常,長さの比(例えば,0.00x/1 000)で表すが,マイクロラジアン (μrad) 又
は秒 (″) で表してもよい。ただし,これらの間には次の関係がある。
0.010/1 000=10μrad≒2″
3.2
JIS B 6191及びJIS B 6192の参照 この規格を適用するに当たって,特に環境条件,機械の暖機運
転,測定方法及び結果の表示については,JIS B 6191及びJIS B 6192を参照。
3.3
軸の記号 この規格では,一般化して表現するために,文字記号を用いる。その文字記号及び意味
は,次による。
− M及びNは,機械の水平軸に対応し,パレットを近づける方向と関係させて,横形マシニングセンタ
の場合には,X及びZ(又はZ及びX)と置き換え,立て形マシニングセンタの場合には,X及びY
(又はY及びX)に置き換える。
− Pは,立て軸に対応し,横形マシニングセンタの場合にはYと,立て形マシニングセンタの場合には
Zと置き換える。
− Rは,パレットの回転軸に対応し,横形マシニングセンタの場合にはBと,立て形マシニングセンタ
の場合にはCと置き換える。
− iは,パレットの番号(i個目のパレット)
− jは,パレットを交換した回数(j回目の交換)
− kは,個々の軸M,N,P及びRを表すために式中で用いる文字記号
3.4
実施する検査 機械を検査するときは,必ずしもこの規格に示されたすべての検査を行う必要はな
い。この検査が受渡しのために必要なとき,使用者は,製造業者との協定に基づいて関心のある機械の構
成要素及び/又は特性に関係する検査事項を選択してもよい。検査事項は,機械を発注するときに明確に
しなければならない。実施する検査事項の指定がなく,また,その検査に要する経費についての協定もな
い状態でこの規格をただ受取検査に引用するだけでは,受渡当事者間の拘束条件にはならない。
3
B 6336-5 : 2000 (ISO 10791-5 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.5
測定器 この規格に示す測定器は,例としてだけ示したものである。同じ量が測定でき,同等以上
の精度をもつ他の測定器を使用してもよい。ダイヤルゲージの目量は,0.001mm,又はそれよりも小さい
ものでなければならない。
4. パレット位置決めの繰返し性
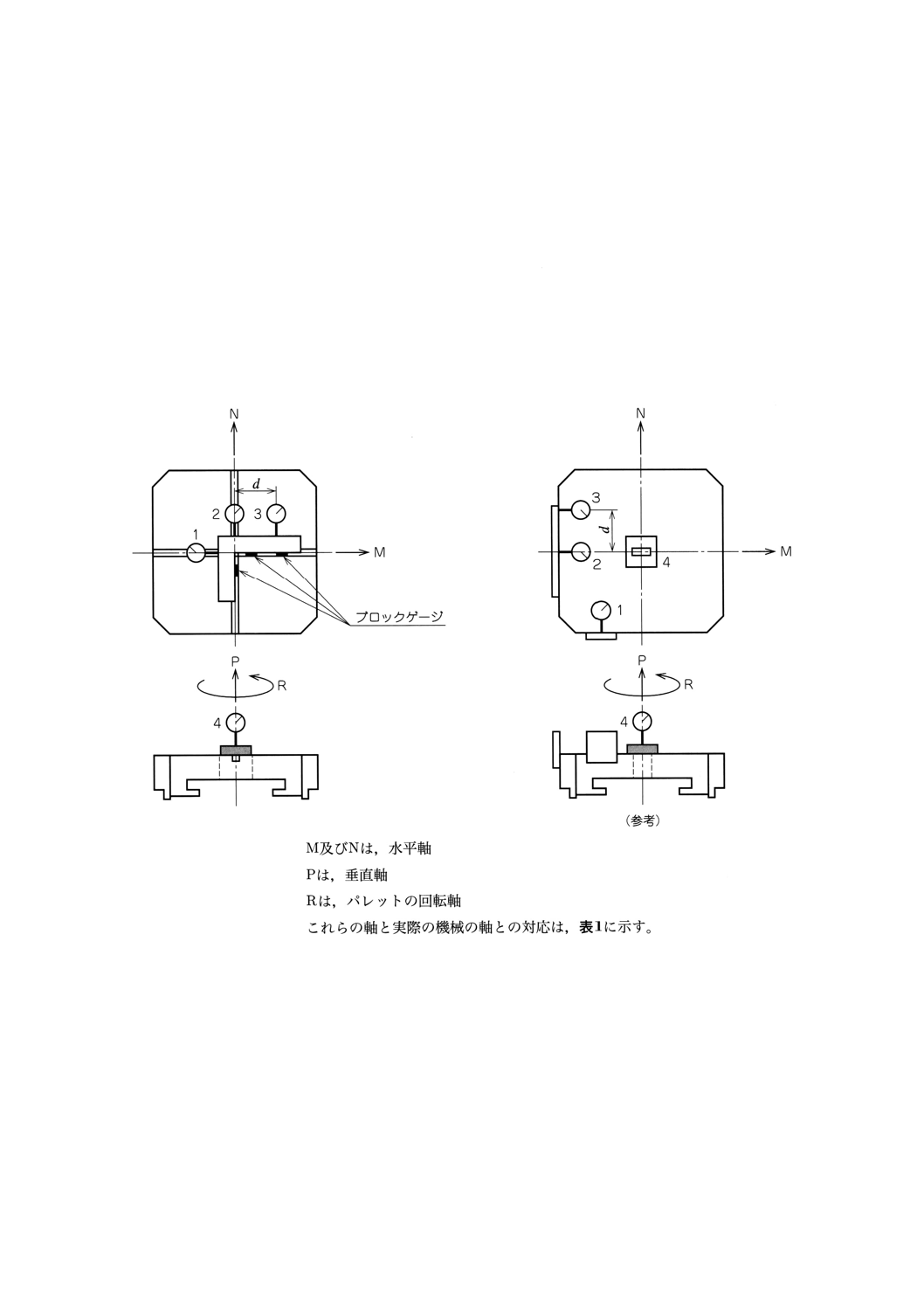
4.1
測定器の配置 直角定規は,パレットの基準溝に入れたブロックゲージに当ててパレット上面に定
置し,ダイヤルゲージは,図1に示すように当てる。工作物又は工作物取付具を取り付けるときに使用す
るパレットの基準(例えば,JIS B 6337に規定する位置決め穴又はエッジロケータ)が異なる場合には,
基準溝と比較し,同じ位置に正確に測定器を配置することが重要である。測定器1,2及び4は,できるだ
けパレットの中心線に近い位置で当てるのが望ましい。
図1
4.2
測定手順 軸を固定できる場合には,軸は固定する。特殊取付具,直角定規又は他の適切な器具は,
パレット上面に定置する。これらの工作物取付具用の位置決め基準は,各パレット上面の同じ位置及び同
じ向きに正確に直角定規を定置することを保証するために使用する。
ダイヤルゲージは,干渉することなくパレットの取付け及び取外しの動きができるような位置に固定す
る。ダイヤルゲージの測定子と直角定規とが干渉しないようにするために,その測定子と直角定規との間
にブロックゲージを入れて読み取る。
ダイヤルゲージは,1番目のパレットの最初の位置決めのときだけにゼロに合わせる。各パレットは,
4
B 6336-5 : 2000 (ISO 10791-5 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ダイヤルゲージを再設定することなく,取付け及び取外しを5回行い,各ダイヤルゲージの5回の読みを
記録する。それぞれの向きにおける偏差aは,4.3に示すように個々の読みから求める。
備考 偏差aRは,また,工作物取付具用の位置決め基準に対して同じ向きで各パレットに反射鏡を正
確に定置できれば,オートコリメータを使って測定してもよい。
4.3
個々の読みから偏差を求める式 ダイヤルゲージの読みを一般的な形としてaで表し,各軸に平行
に(又は各軸の周りで)求めたパレットの位置の繰返し性をWで表すと,必要な偏差は,個々の偏差から
次の式によって求めることができる。
aM=a1
aN=a2(添字2は,パレットの回転軸に最も近いダイヤルゲージを示す。)
aP=a4
d
a
a
aR
3
2−
=
Wik=(ajmax)ik−(ajmin)ik
ここに,
iは,パレットの番号(i個目のパレット)
jは,パレットを交換した回数(j回目の交換)
kは,M,N,P及びR(例えば,X,Y,Z及びB又はC)
4.4
許容値
L≦500についてWX,Y,Z=0.008
500<L≦800についてWX,Y,Z=0.010
800<L≦1 250についてWX,Y,Z=0.013
1 250<L≦2 000についてWX,Y,Z=0.016
任意のLについてWR=0.013/1000
ここに,Lは,パレットの短い方の辺の長さ
4.5
測定器 ダイヤルゲージ,ブロックゲージ,直角定規又は特殊取付具,若しくは同等の測定ができ
る他の測定器。
4.6
JIS B 6192の参照 JIS B 6192に反するが,繰返し性は,4S(標準不確かさの推定値の4倍)として
表さないで,この規格では,簡単のために,読みの最大値と最小値との差Wで表す。
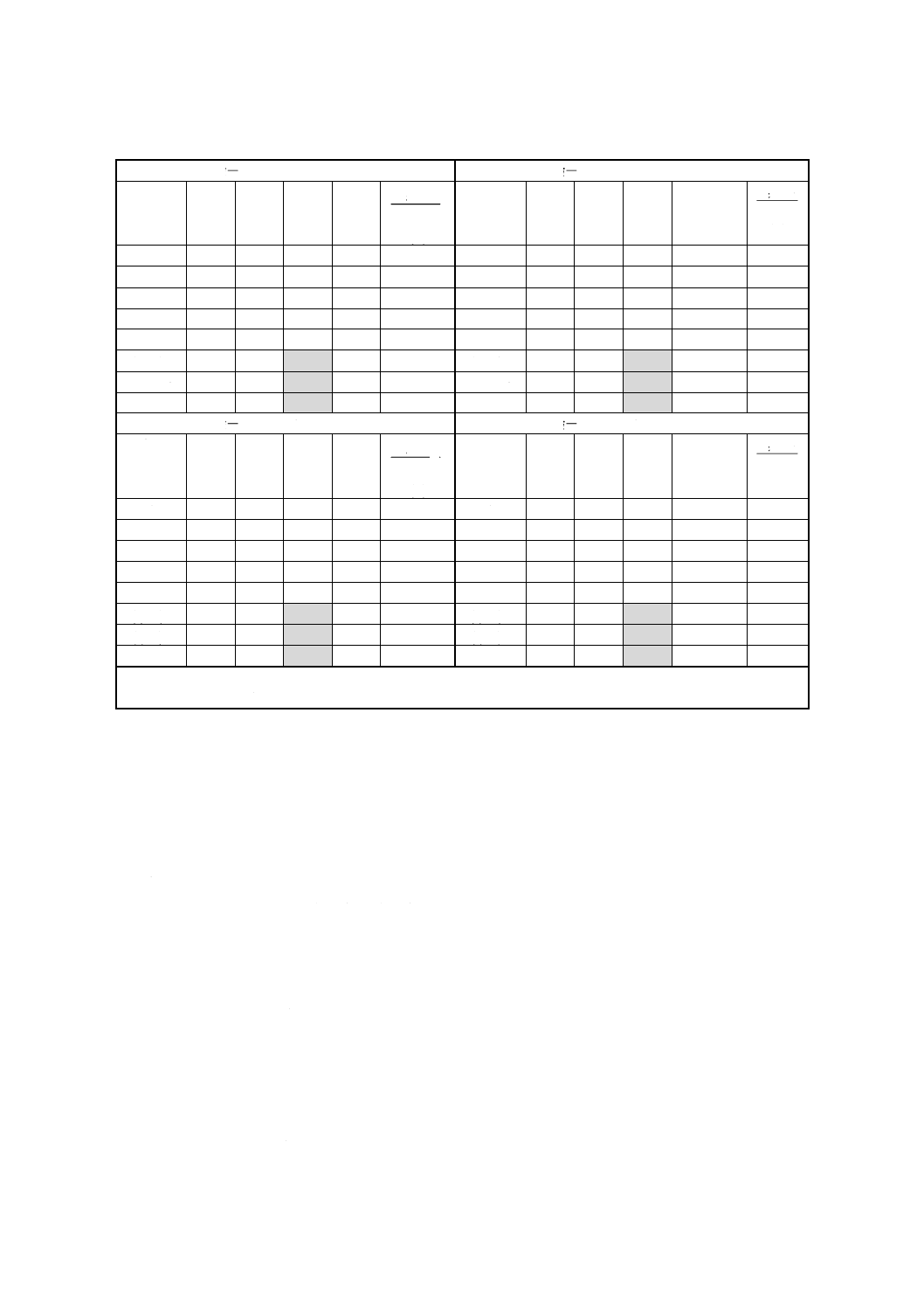
4.7
測定値 表1は,個々の読みの記録様式及び必要とする偏差の求め方の例を示す。この表の第1行
から,実際にX,Y,Z,B及びCのどの軸が,図1及び3.3に示した軸M,N,P及びRと対応するかを
識別することができる。
5
B 6336-5 : 2000 (ISO 10791-5 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 個々のパレットの位置決めの繰返し性
パレット番号 i= d=
パレット番号 i= d=
交換
回数j
a1
(M)
a2
(N)
a3
a4
(P)
d
a
a
3
2−
(R)
交換
回数j
a1
(M)
a2
(N)
a3
a4
(P)
d
a
a
3
2−
(R)
1
1
2
2
3
3
4
4
5
5
(ajmax) k
(ajmax) k
(ajmin) k
(ajmin) k
Wk
Wk
パレット番号 i= d=
パレット番号 i= d=
交換
回数j
a1
(M)
a2
(N)
a3
a4
(P)
d
a
a
3
2−
(R)
交換
回数j
a1
(M)
a2
(N)
a3
a4
(P)
d
a
a
3
2−
(R)
1
1
2
2
3
3
4
4
5
5
(ajmax) k
(ajmax) k
(ajmin) k
(ajmin) k
Wk
Wk
備考 M,N,P,Rの代わりに、横形マシニングセンタにおいては,X,Z,Y,Bを使用し,立て形マシニン
グセンタの場合には,X,Y,Z,Cを使用する。
5. パレットレシーバに対するパレット相互の位置決めの正確さ
5.1
測定器の配置 この検査の結果は,4.の測定で読み取った値を使用するので,測定器の配置は,図1
を参照するのが望ましい。
5.2
個々の読みから偏差を求める式 ダイヤルゲージの読みを一般的な形としてaで表し,各軸に平行
に(又は各軸の周りに)パレットの位置の正確さをAで表すと,必要な偏差は,個々の読みから次の式に
よって求めることができる。
Ak=(aijmax) k−(aijmin) k
この式の右辺の第1項及び第2項のそれぞれのi及びjは,一般に互いに異なる。実際には,この式に
おけるaの最大値と最小値とが同じ綱目のパレットのものであれば,特定の軸kに対して次の式が成り立
つ。
Ak=Wik
5.3
許容値
L≦500についてAX,Y,Z=0.016
500<L≦800についてAX,Y,Z=0.020
800<L≦1 250についてAX,Y,Z=0.025
1 250<L≦2 000についてAX,Y,Z=0.032
任意のLについてAR=0.025/1000
6
B 6336-5 : 2000 (ISO 10791-5 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,Lは,パレットの短い方の辺の長さ
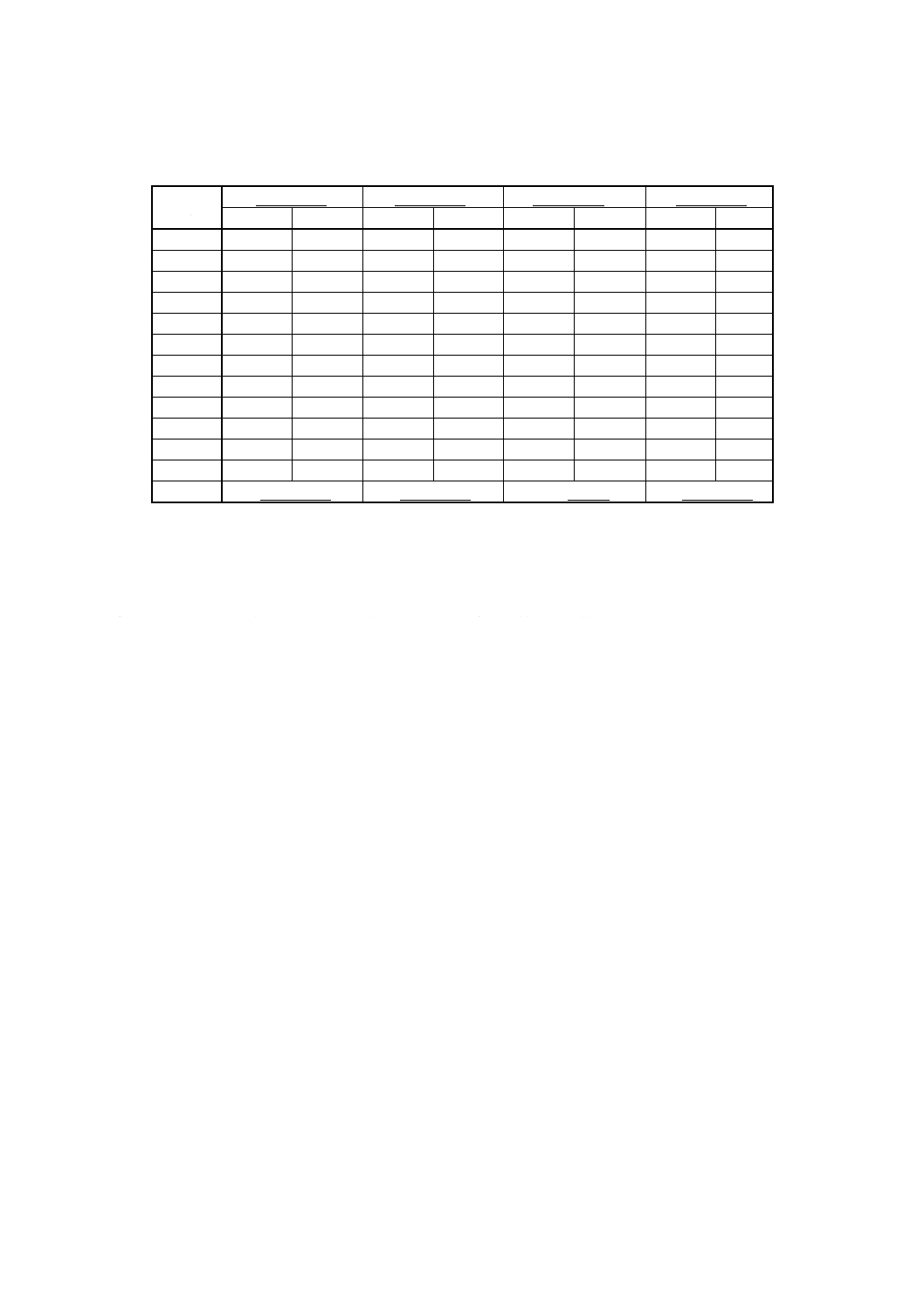
表2 パレット相互の位置決めの正確さ
M=
N=
P=
R=
I
aijMmax
aijMmin
aijNmax
aijNmin
aijPmax
aijPmin
aijRmax
aijRmin
1
2
3
4
5
6
7
8
9
10
aMmax
aMmin
aNmax
aNmin
aPmax
aPmin
aRmax
aRmin
AM=
AN=
Ap=
AR=
5.4
測定器 ダイヤルゲージ,ブロックゲージ,直角定規又は特殊取付具,若しくは同等の測定ができ
る他の測定器。
5.5
JIS B 6192の参照 JIS B 6192に反するが,位置決めの正確さは,この規格では統計的な手法によっ
て求めるのではなく,簡単のために一群のパレットの読みの最大値と最小値との差で表す。
5.6
測定値 表2は,個々の読みの記録様式及び必要とする偏差の求め方の例を示す。この表の第1行
から,実際に軸X,Y,Z,B及びCのどの軸が,図1及び3.3に示した軸M,N,P及びRに対応するか
を識別することができる。
7
B 6336-5 : 2000 (ISO 10791-5 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) 参考文献
[1] JIS B 6310 : 1998 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
備考 ISO/DIS 841 : 1994,Industrial automation systems−Physical device control−Coordinate system
and motion nomenclatureからの引用事項は,この規格の該当事項と同等である。
原案作成委員会構成表
氏名
所属
(委員長)
清 水 伸 二
上智大学
青 山 藤詞郎
慶應義塾大学
堤 正 臣
東京農工大学
竹 森 謙 三
株式会社荏原製作所
澤 江 政 信
富士電機株式会社
遠 藤 治 彦
石川島播磨重工業株式会社
江 草 友 良
株式会社クレオ
磯 部 章
住友重機械工業株式会社
岩 脇 晃
トヨタ自動車株式会社
鈴 木 治 男
株式会社オギハラ
窪 野 和 夫
エンシュウ株式会社
大 類 恒 夫
日立精機株式会社
横 田 純 一
日立ビアメカニクス株式会社
浅 野 英 仁
株式会社池貝
吉 野 光 男
倉敷機械株式会社
内 海 敬 三
株式会社牧野フライス製作所
峯 岸 和 美
三井精機工業株式会社
岡 本 洋 一
株式会社森精機製作所
古 橋 静 児
オークマ株式会社
山 内 政 行
大阪機工株式会社
吉 田 博 通
東芝機械株式会社
神 谷 洋 治
豊田工機株式会社
北 山 稔
ヤマザキマザック株式会社
橋 本 進
財団法人日本規格協会
(事務局)
櫻 庭 肇
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
米 谷 理 史
社団法人日本工作機械工業会