4
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
01
02
03
04
05
06
07
08
09
10
11
12
図1
B6336-3 : 2000 (ISO 10791-3 : 1998)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本工作機械工業会 (JMTBA) /財
団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本
工業標準調査会の審議を経て,通商産業大臣が制定した日本工業規格である。
これによって,JIS B 6336 : 1986及びJIS B 6338 : 1985は廃止され,JIS B 6336の規格群に置き換えられ
る。
制定に当たっては,国際規格に一致した日本工業規格の作成及び日本工業規格を基礎にした国際規格原
案の提案を容易にするために,ISO 10791-3 : 1998, Test conditions for machining centers−Part 3 : Geometric
tests for machines with integral indexable or continuous universal heads (vertical Z-axis) を基礎として用いた。
JIS B 6336-3には,次に示す附属書がある。
附属書A(規定) 45゜分割形固定割出万能主軸頭
附属書B(規定) 旋回形万能主軸頭
附属書C(規定) 45゜分割形連続割出万能主軸頭
附属書D(参考) 参考文献
JIS B 6336の規格群には,次に示す部編成がある。
JIS B 6336-1 第1部:横形及び万能主軸頭をもつ機械の静的精度(水平Z軸)
JIS B 6336-2 第2部:立て形及び万能主軸頭をもつ機械の静的精度(垂直Z軸)(予定)
JIS B 6336-3 第3部:固定又は連続割出万能主軸頭をもつ機械の静的精度(垂直Z軸)
JIS B 6336-4 第4部:直進及び回転運動軸の位置決め精度
JIS B 6336-5 第5部:パレットの位置決め精度
JIS B 6336-6 第6部:送り速度,主軸速度及び補間運動の精度
JIS B 6336-7 第7部:工作精度
JIS B 6336-8 第8部:直交3平面内での輪郭運動性能の評価(予定)
JIS B 6336-9 第9部:工具交換及びパレット交換時間の評価(予定)
JIS B 6336-10 第10部:熱変形の評価(予定)
JIS B 6336-11 第11部:騒音放射の評価(予定)
JIS B 6336-12 第12部:振動シビアリティの評価(予定)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B6336-3 : 2000
(ISO 10791-3 : 1998)
マシニングセンタ−検査条件−
第3部:固定又は連続割出万能
主軸頭をもつ機械の静的精度(垂直Z軸)
Test conditions for machining centers−
Part 3 : Geometric tests for machines with integral indexable or
continuous universal heads (vertical Z−axis)
序文 この規格は,1998年に第1版として発行されたISO 10791-3, Test conditions for machining centers−Part
3 : Geometric tests for machines with integral indexable or continuous universal heads (vertical Z-
axis) を翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
マシニングセンタは,フライス削り,中ぐり,穴あけ及びねじ立てを含む複数の切削作業ができ,かつ,
加工プログラムに従って工具マガジン又は同様の格納装置から工具を取り出し,自動交換ができる数値制
御工作機械である。
この規格の目的は,比較,受渡し,保守又はその他の目的のために行う検査に関してできるだけ幅広く,
かつ,理解しやすい情報を提供することである。
この規格は,JIS B 6191の関係する箇条を参照して,横形又は立て形,若しくは種々の万能主軸頭をもち,
単独で使用するか又はフレキシブル生産システムに組み込んで使用するマシニングセンタの検査事項につ
いて規定する。この規格は,また,普通精度のはん(汎)用のマシニングセンタに対応する検査結果の許
容値又は許容できる最大値についても規定する。
構造形態,構成要素及び運動がこの規格に規定する検査事項とほとんど変わらなければ,この規格の全部
又は一部は,数値制御フライス盤及び数値制御中ぐり盤にも適用できる。
1. 適用範囲 この規格は,JIS B 6191に基づいて,固定又は連続割出万能主軸頭(垂直Z軸)をもつマ
シニングセンタ(又は数値制御フライス盤,数値制御中ぐり盤などの適用できるもの)の静的精度の検査
条件について規定する。
この規格は,基本的には6数値制御軸,すなわち,2 000mm以下の長さの3直進軸(X軸,Y軸及びZ
軸)及び3回転軸(主軸頭側にA軸又はD軸及びB軸,並びにテーブル側にCʼ軸)をもったマシニング
センタに適用する。これ以外の運動は,特別な機能であるとみなし,それに関連する検査は,この規格に
は含まない。
この規格では,附属書A,附属書B及び附属書Cにおいて,次に示す3種類の組込形万能主軸頭を考慮
している。
2
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 附属書A:45゜分割形固定割出万能主軸頭(B軸及びD軸);(例えば,ハース継ぎ手のような)機械
的な角度割出機構をもつ主軸頭。関係する検査 (AG1〜AG9) は,主軸の最終的な位置だけを検査す
る。
− 附属書B:旋回形万能主軸頭(B軸及びD軸);互いに直角な二つの数値制御旋回軸をもつ主軸頭 (BG1
〜BG7)。
− 附属書C:45゜分割形連続割出万能主軸頭(A軸及びB軸);二つの数値制御旋回軸を連続位置決め
できる主軸頭。関係する検査 (CG1〜CG7) は,二つの旋回軸の位置決め精度を除いて,主軸の最終
的な位置に関係するすべての静的精度(各平面及び各軸)について行う。この検査は,運動と固定と
ができれば,45゜分割形固定割出万能主軸頭に関係するより詳細な検討にも適用できる。
この規格は,機械の静的精度検査だけを扱い,運転試験には適用しない。運転試験は,別途行うのが望
ましい。無負荷又は仕上げ条件下で運転する機械の性能に関する検査は,この規格の他の部に含まれる。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Giude 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 10791-3 Test conditions for machining centers−Part 3 : Geometric tests for machines with
integral indexable or continuous universal heads (vertical Z−axis) (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによってこの規格の規定の一部を構成する。
これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 6191 工作機械−静的精度試験方法及び工作精度試験方法通則
備考 ISO 230-1 : 1996, Test code for machine tools−Part 1 : Geometric accuracy of machines operating
under no-load or finishing conditionsが,この規格と一致している。
3. 一般事項
3.1
測定単位 この規格では,長さ,長さの偏差及び許容値は,mmで表す。角度は,度 (゚) で表し,
角度の偏差及び許容値は,通常,長さの比(例えば,0.00x/1 000)で表すが,マイクロラジアン (μrad) 又
は秒 (") で表してもよい。
ただし,これらの間には次の関係がある。
0.010/1 000=10μrad≒2"
3.2
JIS B 6191の参照 この規格を適用するに当たって,特に検査前の機械の据付け,主軸及び他の運
動部品の暖機運転,測定方法並びに測定器の推奨精度については,JIS B 6191を参照。
検査事項がJIS B 6191の検査方法と対応する場合には,4.及び附属書A〜Cの備考欄に示す説明を参照
する前にJIS B 6191の対応する箇条を参照する。
3.3
検査の順序 この規格に示す検査の順序は,実際の検査の順序を決めるものではない。測定器の取
付け及び検査が容易になるようにするために,検査は,どのような順序で行ってもよい。
3.4
実施する検査 機械を検査するときは,必ずしもこの規格に示されたすべての検査を行う必要はな
い。この検査が受渡しのために必要なとき,使用者は,製造業者との協定に基づいて関心のある機械の構
成要素及び/又は特性に関係する検査事項を選択してもよい。検査事項は,機械を発注するときに明確に
しなければならない。実施する検査事項の指定がなく,また,その検査に要する経費についての協定もな
い状態でこの規格をただ受取検査に引用するだけでは,受渡当事者間の拘束条件にはならない。
3
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.5
測定器 この規格の4.及び附属書A〜Cの測定器欄に示す測定器は,例としてだけ示したものであ
る。同じ量が測定でき,少なくとも同じ精度をもつ他の測定器を使用してもよい。ダイヤルゲージの目量
は,0.001mm又はそれよりも小さいものでなければならない。
3.6
測定方法図 この規格に示す図は,簡単のために一つの機械の形態だけを示す。
3.7
パレット 数個のパレットを使う機械に対しては,静的精度又は機械の軸に関係する挙動の検査(検
査事項G12〜G19)は,使用者と製造業者との協定によって指定されていない場合には,規定された位置
に固定した1個のパレットで代表させて行う。
3.8
ソフトウエアによる補正 幾何学的な偏差の補正にソフトウエアの機能が使える場合には,使用者
と製造業者との協定に基づいて,関係する検査を行うときにその補正機能を使っても,使わなくてもよい。
ソフトウエア補正を使った場合には,そのことを検査報告書に記載しなければならない。
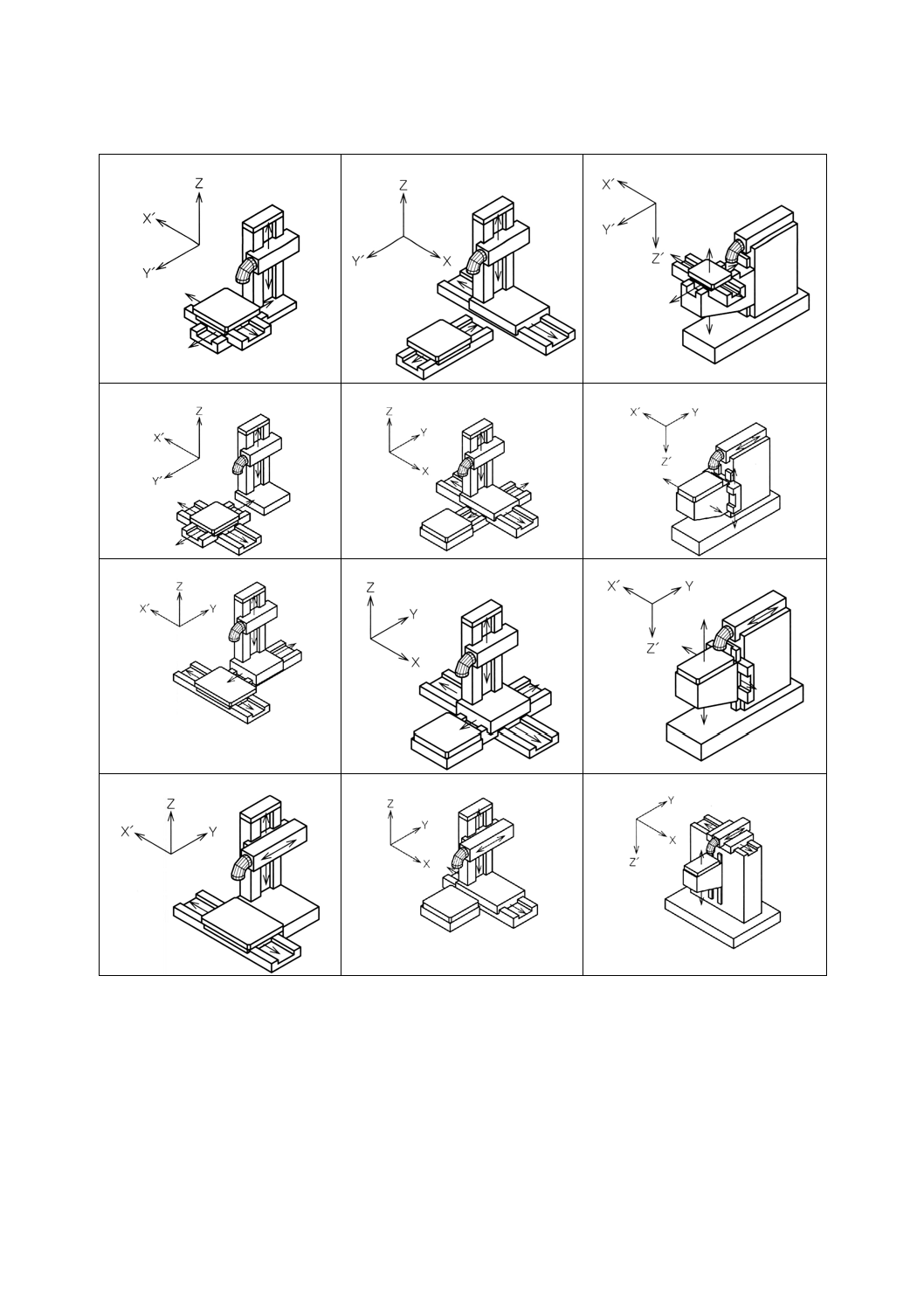
3.9
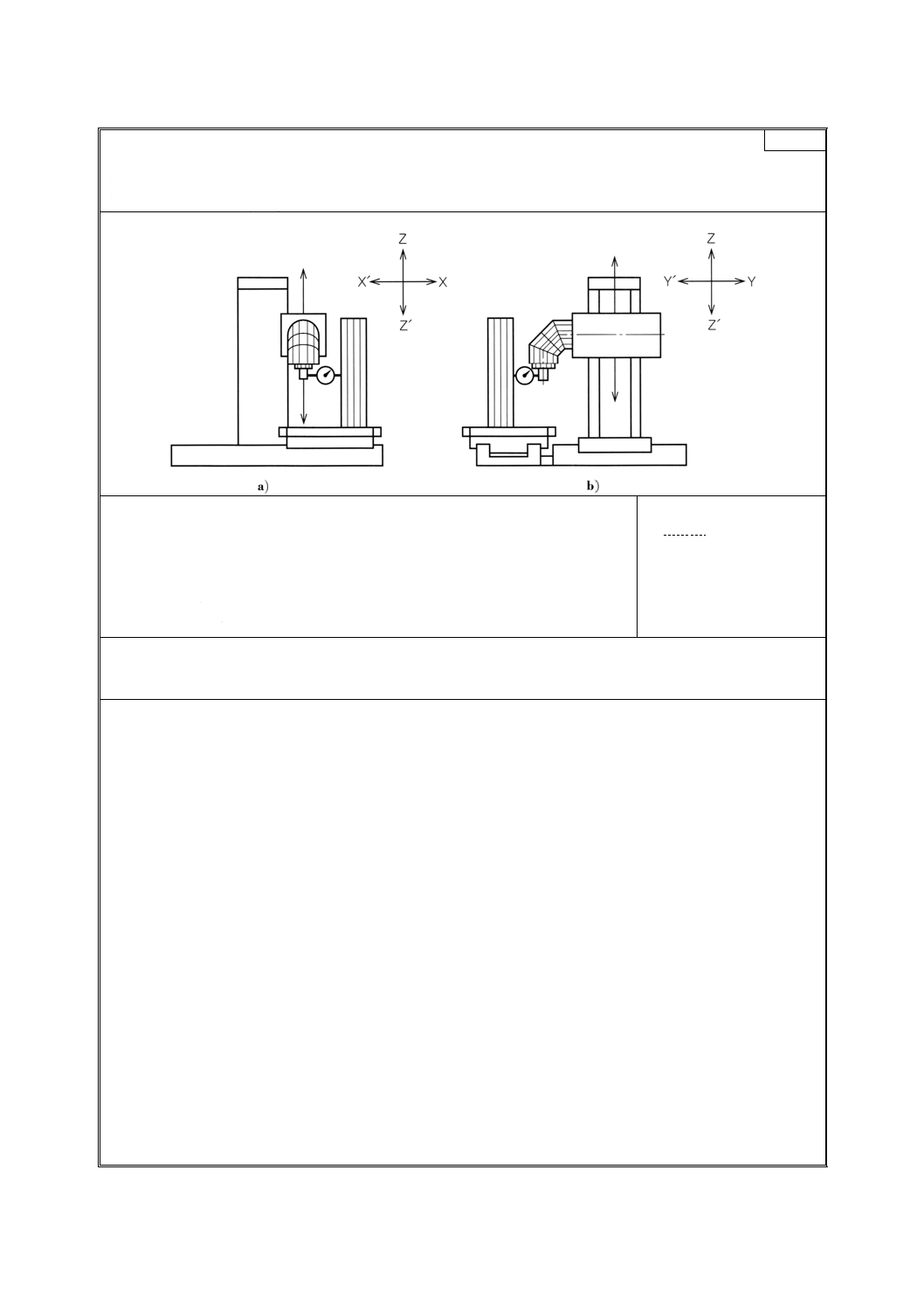
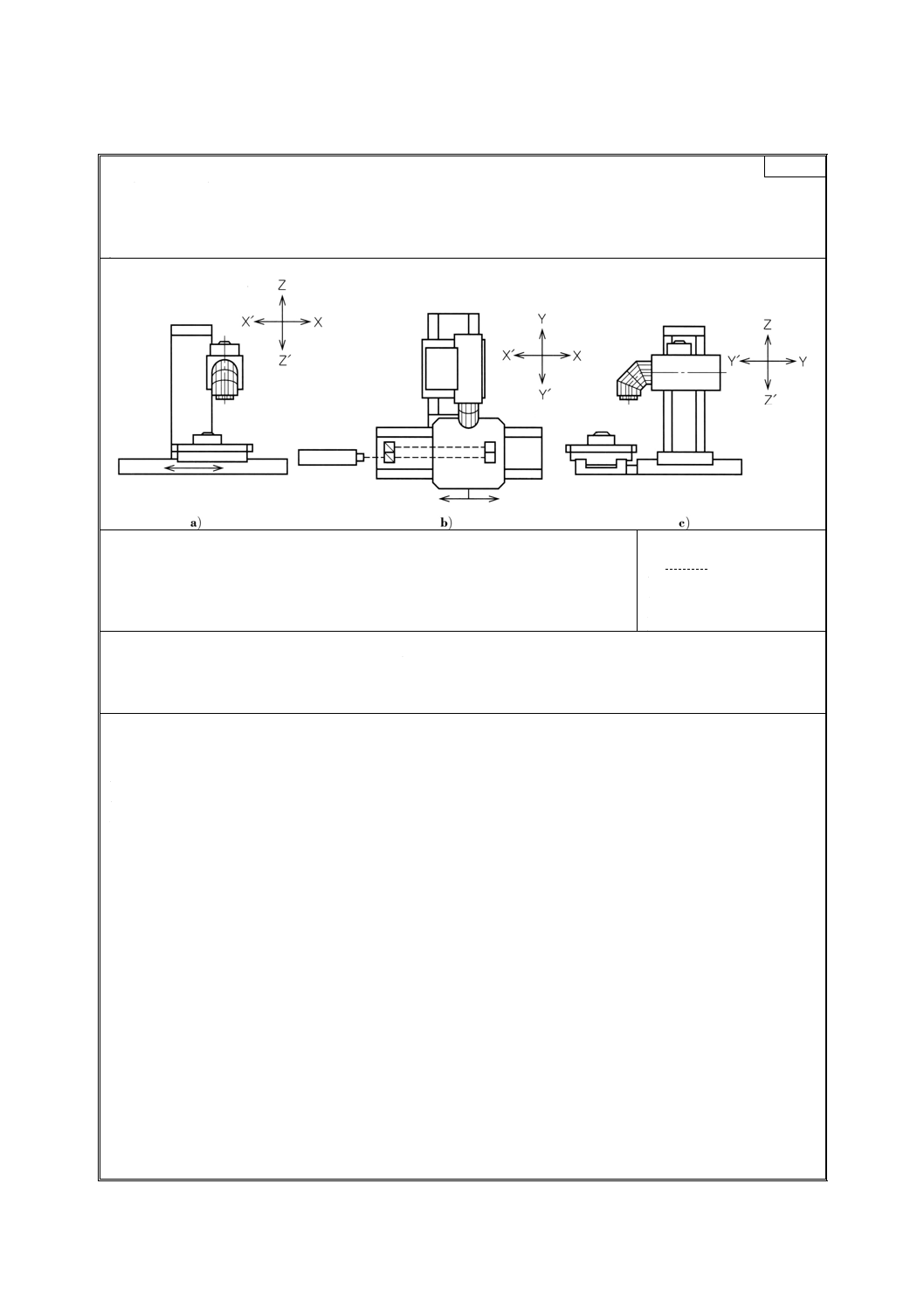
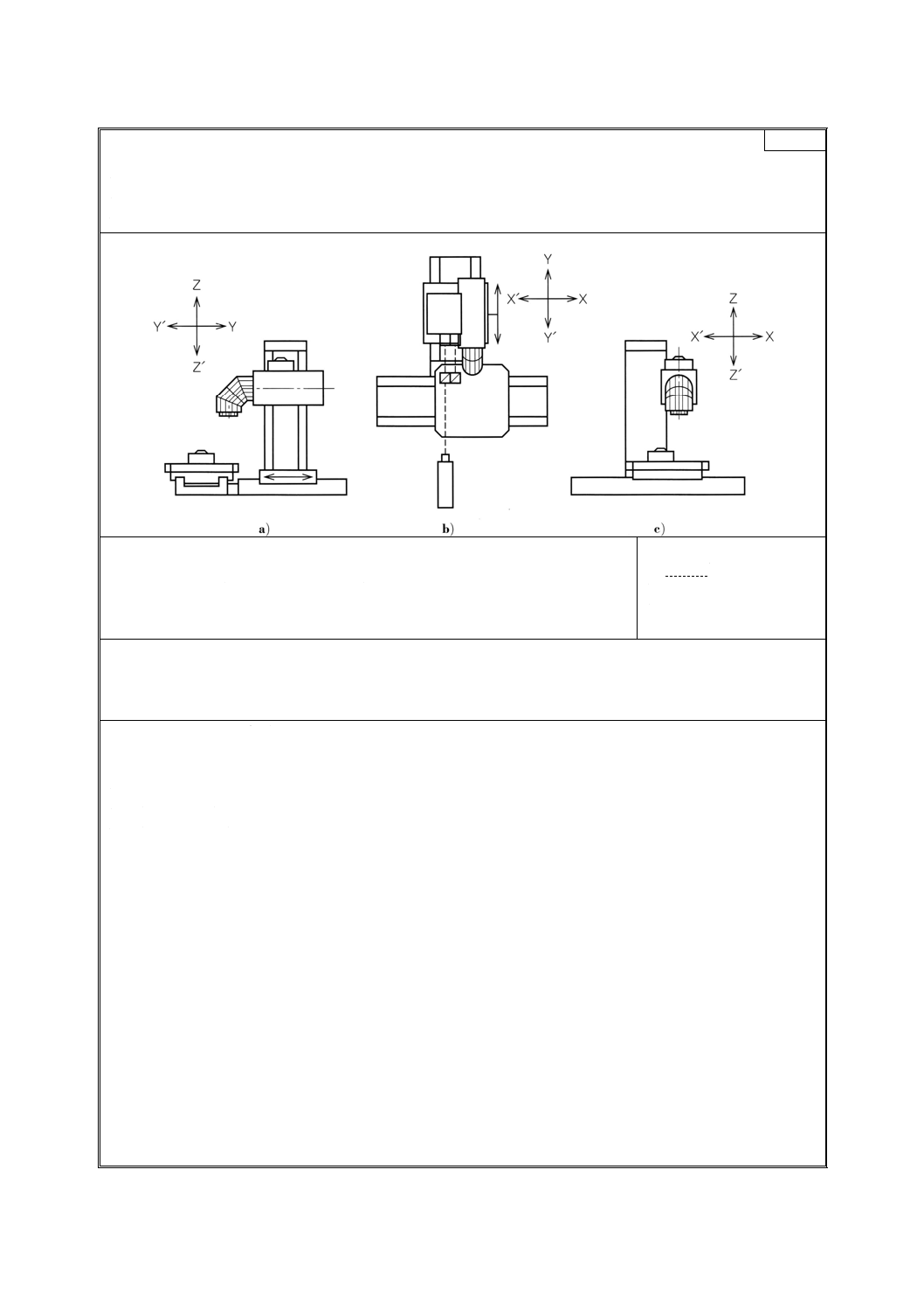
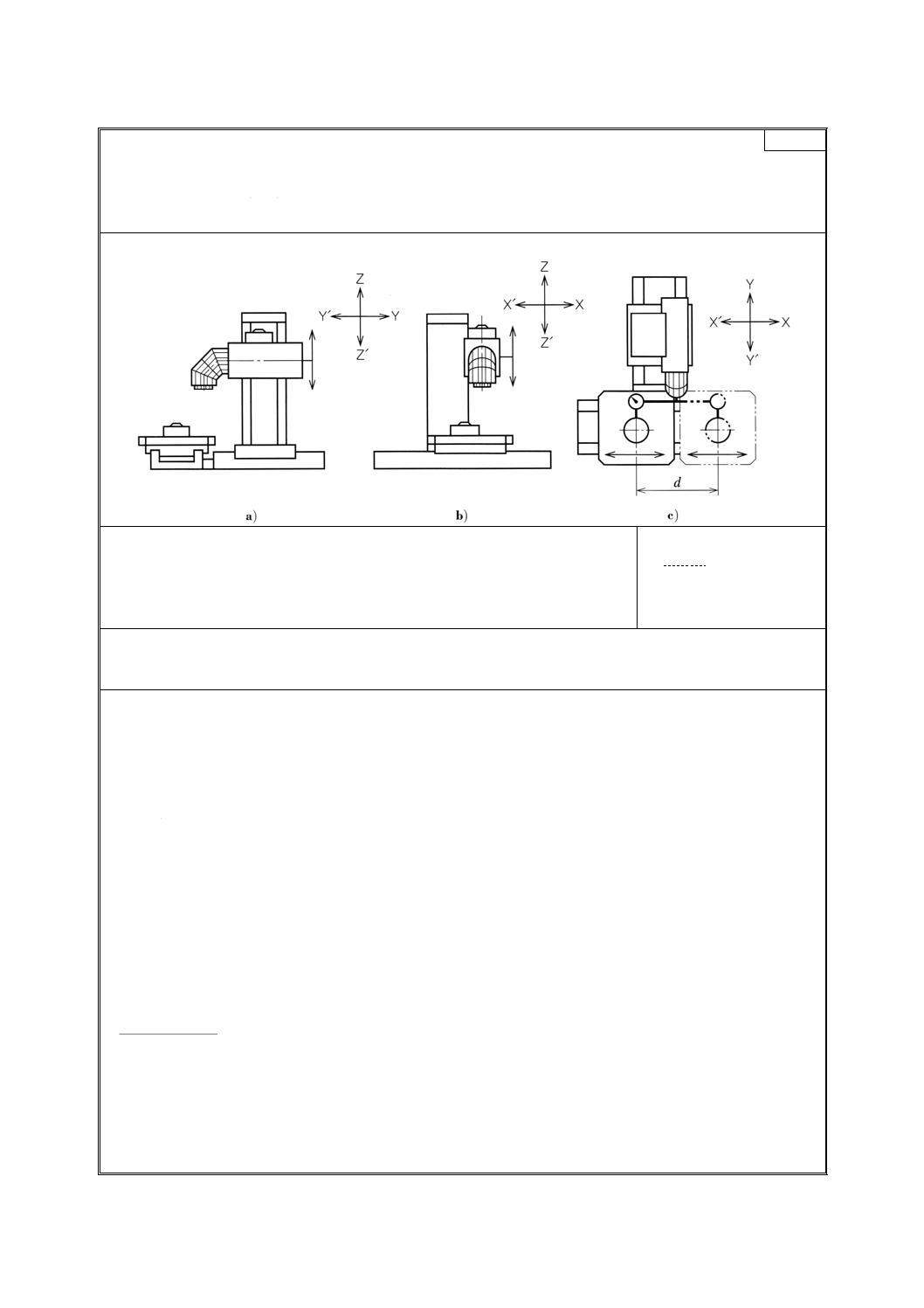
機械の構造形態 この規格に規定する機械は,その構造及び直進軸に平行に運動する部品に基づい
て12の構造形態に分類できる。図1に示すようにこの機械の構造形態は,01〜12の番号を使って表す。
その構造形態の分類は,表1に示す。
3.10 呼び マシニングセンタの構造を定義するために,呼びを短い記号で表す。この呼びは,次の四つ
の項目で,次の順序で表す。
a) マシニングセンタ
b) この規格の参照,例えば,JIS B 6336-3
c) 附属書Aに規定するA形式については,A
d) 附属書Bに規定するB形式については,B
e) 附属書Cに規定するC形式については,C
f)
図1及び表1(左欄)に示す番号
例 組込形万能主軸頭で,X軸に平行に移動するコラム,Z軸に平行に移動する主軸頭,及びY軸に
平行に移動するテーブルをもつマシニングセンタの呼びの例は,次による。
マシニングセンタ JIS B 6336-3 形式A02
3.11 最小許容値 この規格に与えられている測定長さと異なる長さで許容値を決定する場合には(JIS B
6191の2.311参照),許容値の最小値が0.005mmであることを考慮する。
4
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
01
02
03
04
05
06
07
08
09
10
11
12
図1
5
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 万能主軸頭をもつマシニングセンタの構造形態分類
X
X'
Y
Y'
Z
Z'
01
サドル上の
テーブル
テーブルサ
ドル
主軸頭
02 コラム
テーブル
主軸頭
03
サドル上の
テーブル
テーブルサ
ドル
ニー
04
テーブルサ
ドル
サドル上の
テーブル
主軸頭
05 サドル上の
コラム
コラムサド
ル
主軸頭
06
ニー
主軸頭
ニーサドル
07
テーブル
コラム
主軸頭
08 コラムサド
ル
サドル上の
コラム
主軸頭
09
ニーサドル 主軸頭
ニー
10
テーブル
スライド上
の主軸頭
主軸頭スラ
イド
11
コラム
スライド上
の主軸頭
主軸頭スラ
イド
12 主軸頭スラ
イド
スライド上
の主軸頭
ニー
参考 この規格の図1及び表1は,ISO 10791-3 : 1998とは異なるが,ISO 10791-3 :
1998/Cor.1 : 1999 (E) に基づいて軸名称及び向きを修正したものである。す
なわち,この規格では,ISO 10791-3の図1で,Z軸をY軸,Y軸をZ軸と
変更し,X軸の向きを修正した図を採用した。
6
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
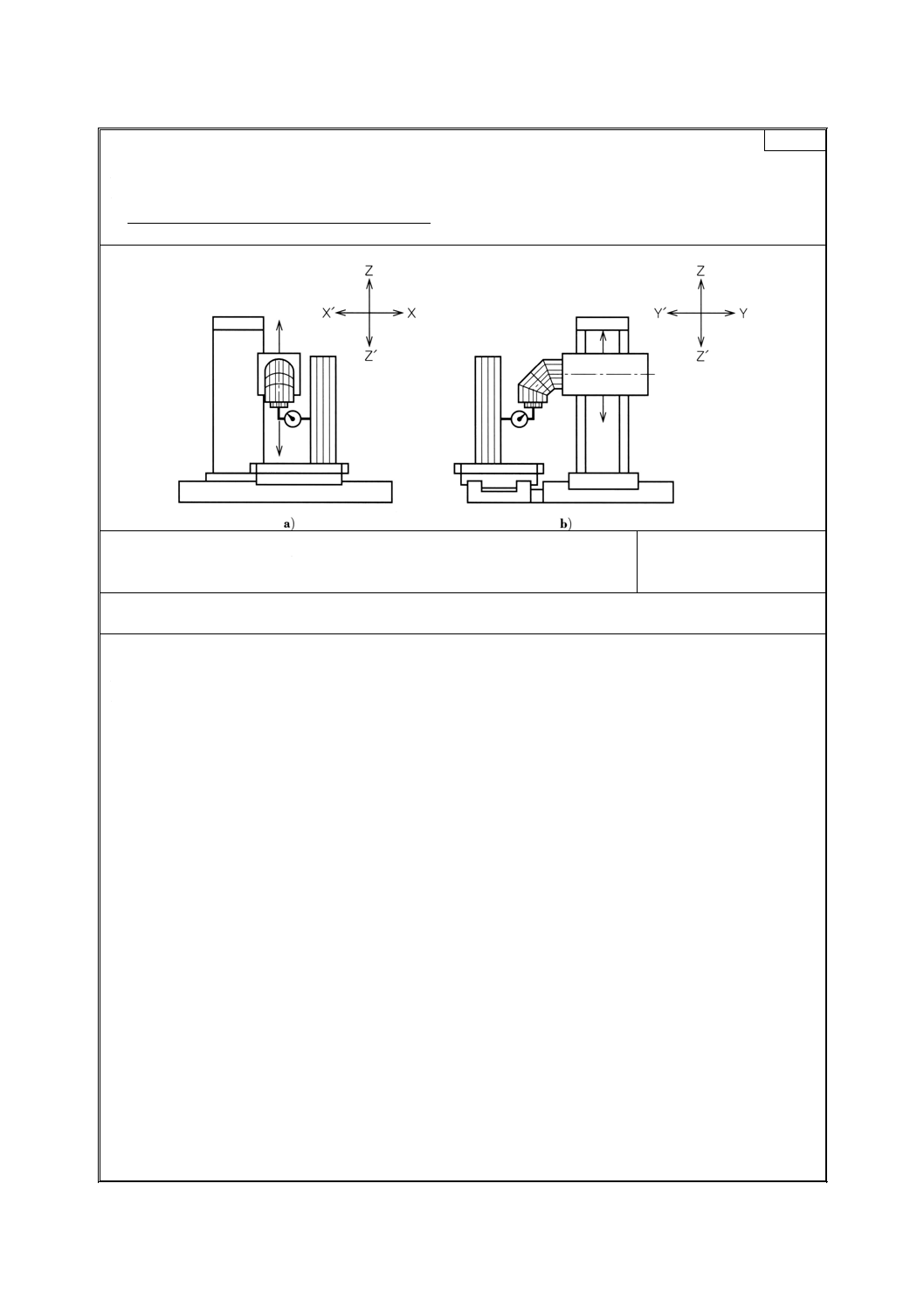
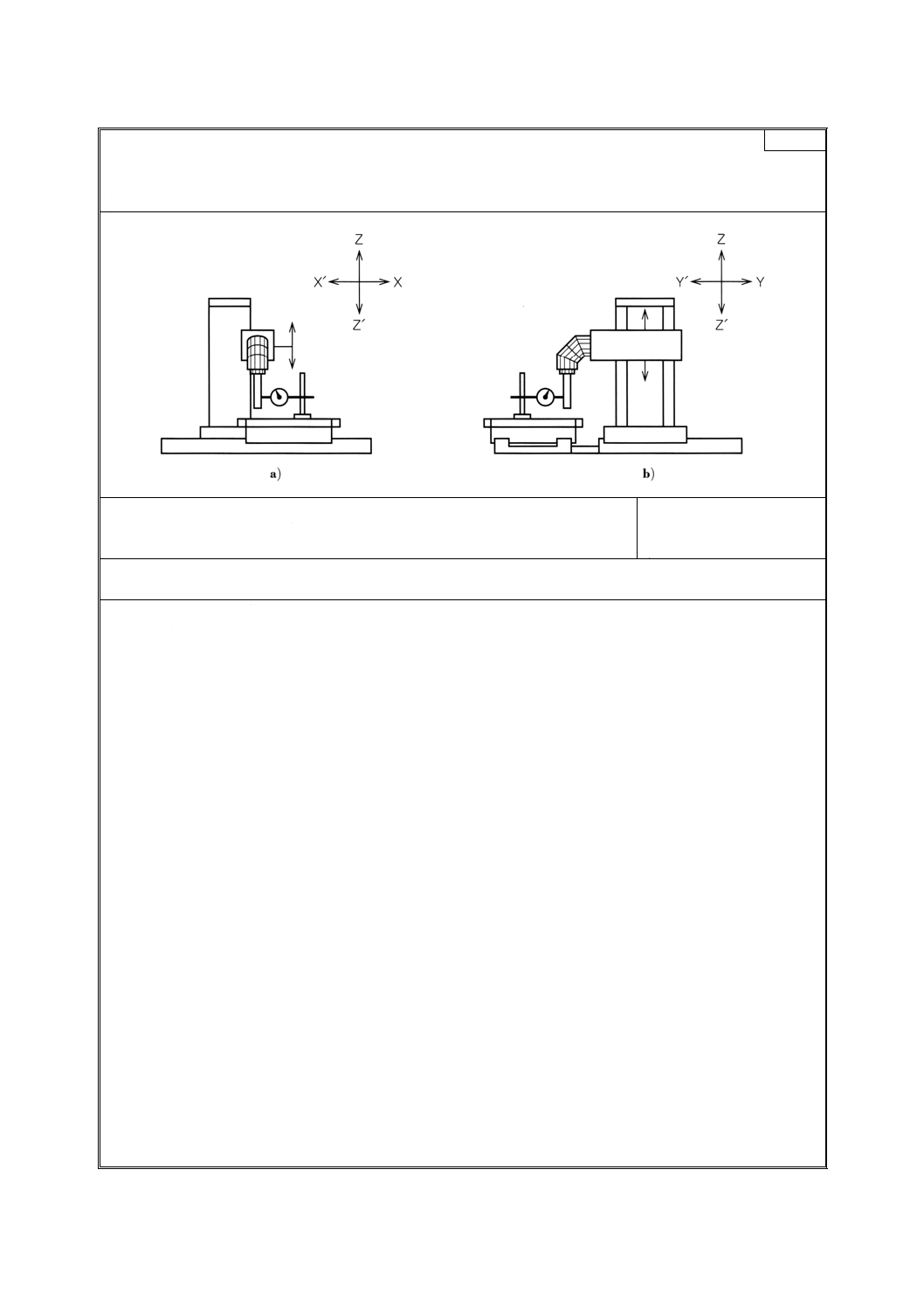
4. 静的精度検査
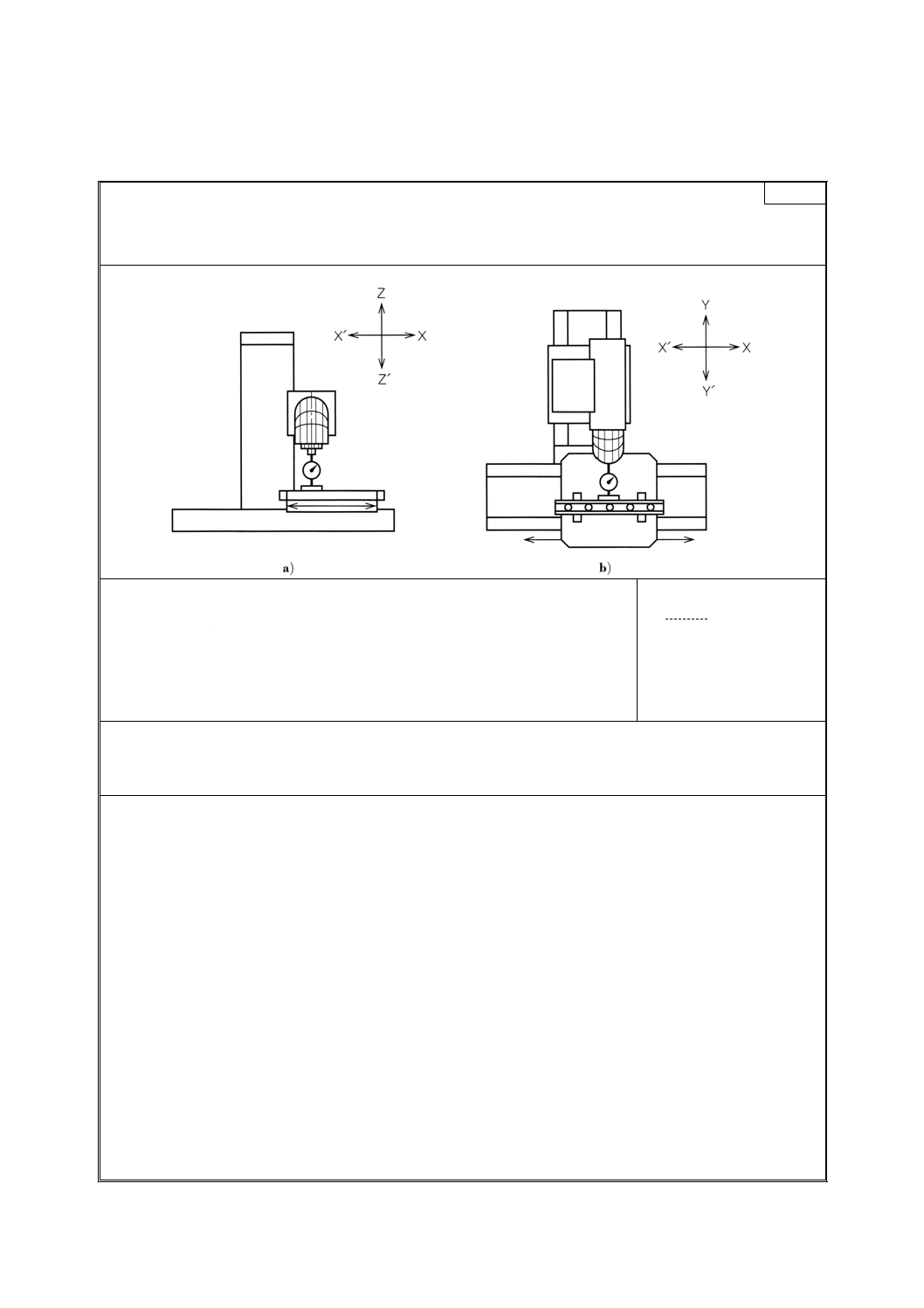
4.1
直進運動の真直度
検査事項
G1
X軸運動の真直度の検査
a) 垂直ZX平面内で (EZX)
b) 水平XY平面内で (EYX)
測定方法図
許容値
a)及びb)について
X≦500
0.010
500< X≦800
0.015
800< X≦1 250
0.020
1 250< X≦2 000
0.025
部分許容値:測定長さ300について0.007
測定値
X= について
a)
b)
測定器
a) 直定規及びダイヤルゲージ,又は光学的方法
b) 直定規及びダイヤルゲージ,測微顕微鏡及び鋼線,又は光学的方法
備考及びJIS B 6191の参照
5.211,5.23,5.231.2,5.232.1及び5.233.1
すべての構造形態について,直定規,鋼線又は真直度用反射鏡をテーブル上に定置する。主軸を固定できる場合
には,ダイヤルゲージ,測微顕微鏡又は干渉計を主軸に取り付け,主軸を固定できない場合には,主軸頭に定置す
る。
測定線は,できるだけテーブル中心線に近い位置を通す。
7
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
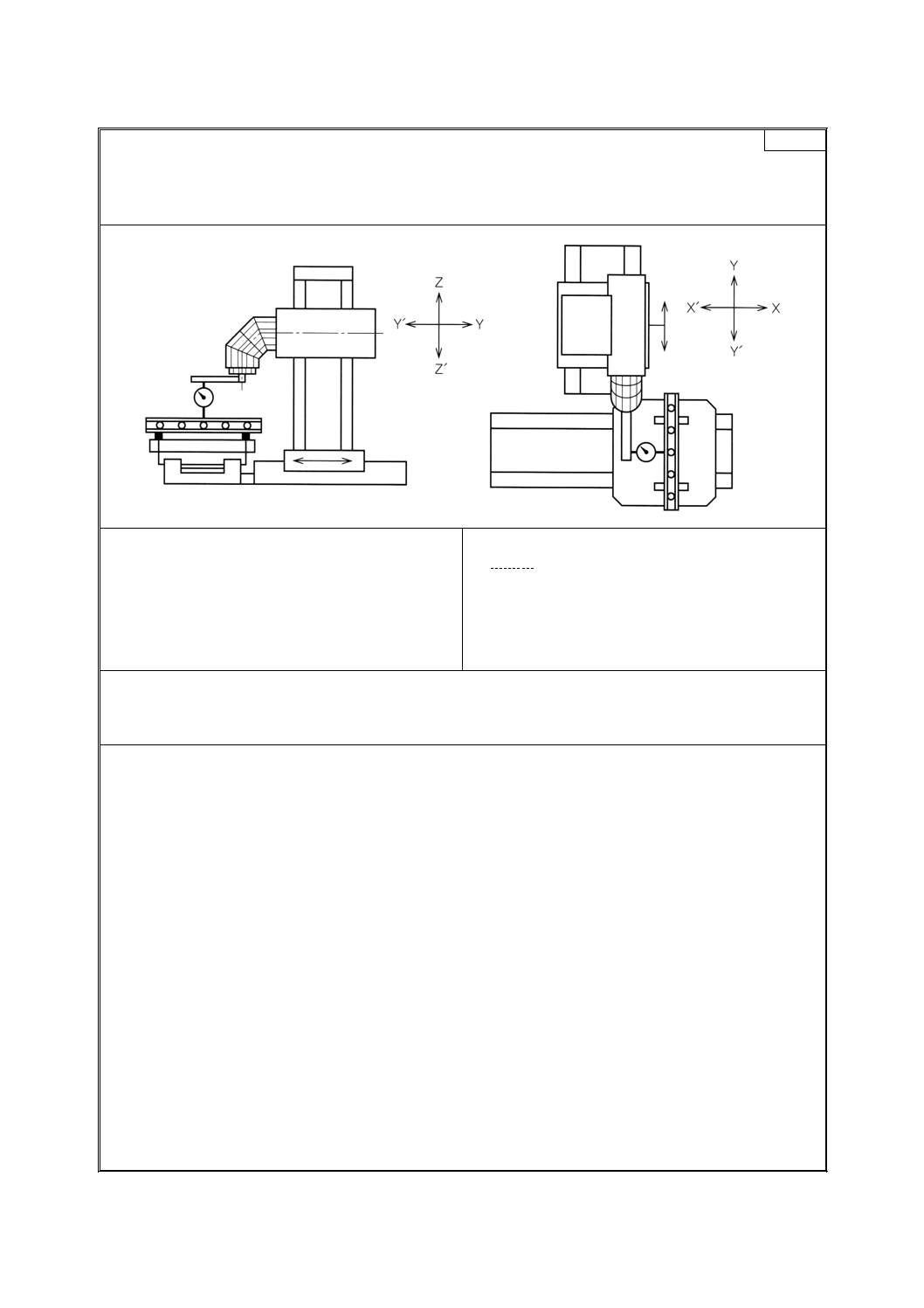
検査事項
G2
Y軸運動の真直度の検査
a) 垂直YZ平面内で (EZY)
b) 水平XY平面内で (EXY)
測定方法図
許容値
a)及びb)について
Y≦500
0.010
500< Y≦800
0.015
800< Y≦1 250
0.020
1 250< Y≦2 000
0.025
部分許容値:測定長さ300について0.007
測定値
Y= について
a)
b)
測定器
a) 直定規及びダイヤルゲージ,又は光学的方法
b) 直定規及びダイヤルゲージ,測微顕微鏡及び鋼線,又は光学的方法
備考及びJIS B 6191の参照
5.211,5.23,5.231.2,5.232.1及び5.233.1
すべての構造形態について,直定規,鋼線又は真直度用反射鏡をテーブル上に定置する。主軸を固定できる場合
には,ダイヤルゲージ,測微顕微鏡又は干渉計を主軸に取り付け,主軸を固定できない場合には,主軸頭に定置す
る。
測定線は,できるだけテーブル中心線に近い位置を通す。
8
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
G3
Z軸運動の真直度の検査
a) 垂直XZ平面内で (EXZ)
b) 水平YZ平面内で (EYZ)
測定方法図
許容値
a)及びb)について
Z ≦500
0.010
500<Z ≦800
0.015
800<Z ≦1 250
0.020
1 250<Z ≦2 000
0.025
部分許容値:測定長さ300について0.007
測定値
Z= について
a)
b)
測定器
a)及びb)について
精密水準器,直角定規及びダイヤルゲージ,測微顕微鏡及び鋼線,又は光学的方法
備考及びJIS B 6191の参照
5.211,5.23,5.231.2,5.232.1及び5.233.1
すべての構造形態について,直角定規,鋼線又は真直度用反射鏡をテーブル上に定置する。主軸を固定できる場
合には,ダイヤルゲージ,測微顕微鏡又は干渉計を主軸に取り付ける。主軸を固定できない場合には,その測定器
は,主軸頭に定置する。
9
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
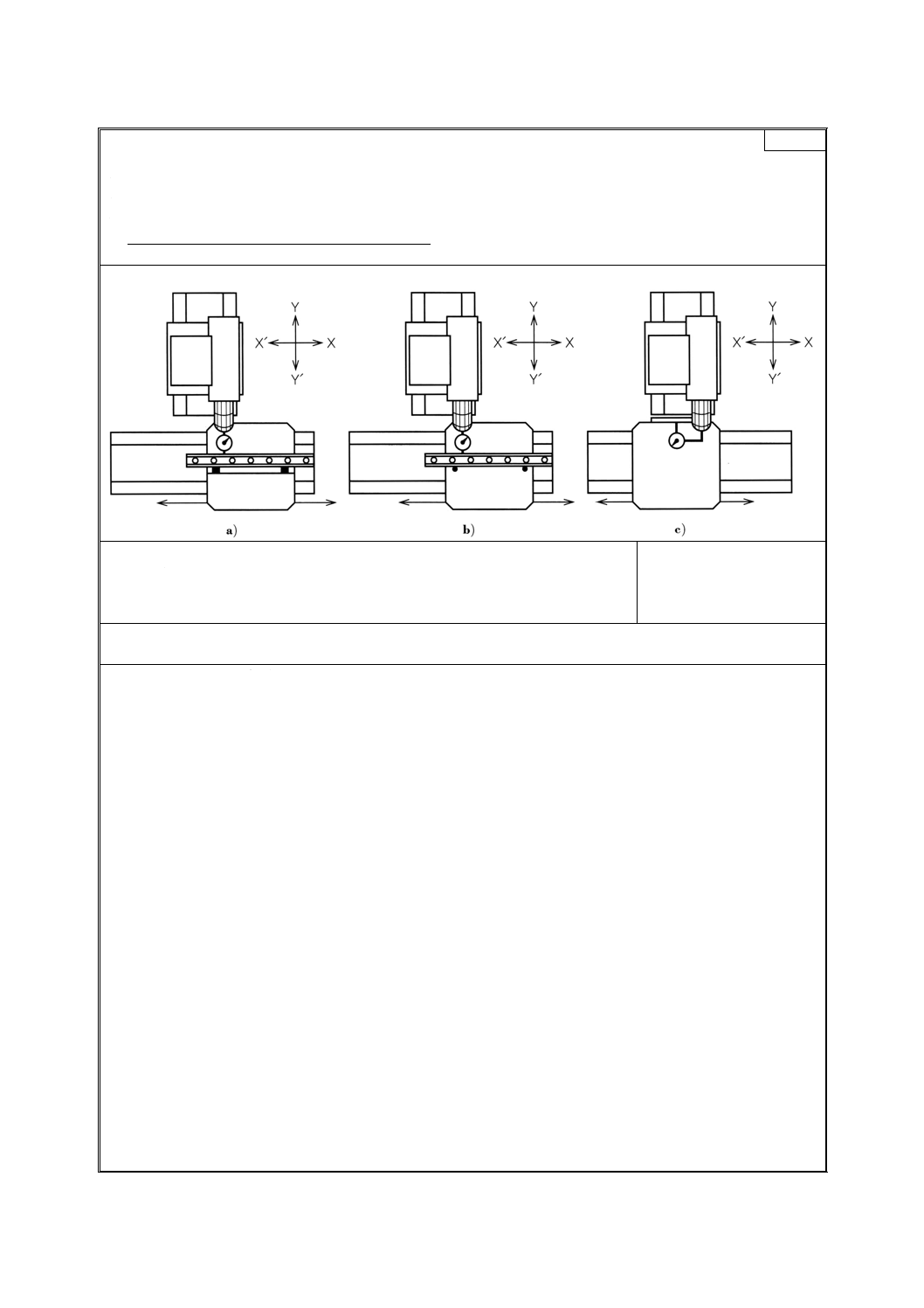
4.2
直進運動の角度偏差
検査事項
G4
X軸運動の角度偏差の検査
a) X軸運動の方向に平行な垂直XZ平面内で(ピッチ,EBX)
b) 水平XY平面内で(ヨー,ECX)
c) X軸運動の方向に直角な垂直YZ平面内で(ロール,EAX)
測定方法図
許容値
a),b)及びc)について
0.060/1 000(又は,60μrad又は12")
測定値
X= について
a)
b)
c)
測定器
a) (ピッチ,EBX)精密水準器又は光学式角度偏差測定器
b) (ヨー,ECX)光学式角度偏差測定器
c) (ロール,EAX)精密水準器
備考及びJIS B 6191の参照
5.231.3,5.232.2及び5.233.2
測定器は,運動させる部品(主軸頭又はテーブル)上に定置する。
a) (ピッチ,EBX)
b) (ヨー,ECX)
c) (ロール,EAX)
X軸運動によって主軸頭とテーブルとの両方に角度偏差が発生する場合には,二つの角度偏差の測定値の差を取
り,その値を記録しなければならない。この測定に精密水準器を使った場合には,基準とする水準器を機械の運動
しない部品(主軸頭又はテーブル)上に定置しなければならない。
測定は,運動の両方向で移動に沿って等間隔に少なくとも5点のすべての位置で行わなければならない。最大の
読みと最小の読みとの差は,許容値を超えてはならない。
10
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
G5
Y軸運動の角度偏差の検査
a) Y軸運動の方向に平行な垂直YZ平面内で(ピッチ,EAY)
b) 水平XY平面内で(ヨー,ECY)
c) Y軸運動に直角な垂直ZX平面内で(ロール,EBY)
測定方法図
許容値
a),b)及びc)について
0.060/1 000(又は,60μrad又は12")
測定値
Y= について
a)
b)
c)
測定器
a) (ピッチ,EAY)精密水準器又は光学式角度偏差測定器
b) (ヨー,ECY)光学式角度偏差測定器
c) (ロール,EBY)精密水準器
備考及びJIS B 6191の参照
5.231.3,5.232.2及び5.233.2
測定器は,運動させる部品(主軸頭又はテーブル)上に定置する。
a) (ピッチ,EAY)
b) (ヨー,ECY)
c) (ロール,EBY)
Y軸運動によって主軸頭とテーブルとの両方に角度偏差が発生する場合には,二つの角度偏差の測定値の差を取
り,その値を記録しなければならない。この測定に精密水準器を使った場合には,基準とする水準器を機械の運動
しない部品(主軸頭又はテーブル)上に定置しなければならない。
測定は,運動の両方向で移動に沿って等間隔に少なくとも5点のすべての位置で行わなければならない。最大の
読みと最小の読みとの差は,許容値を超えてはならない。
11
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
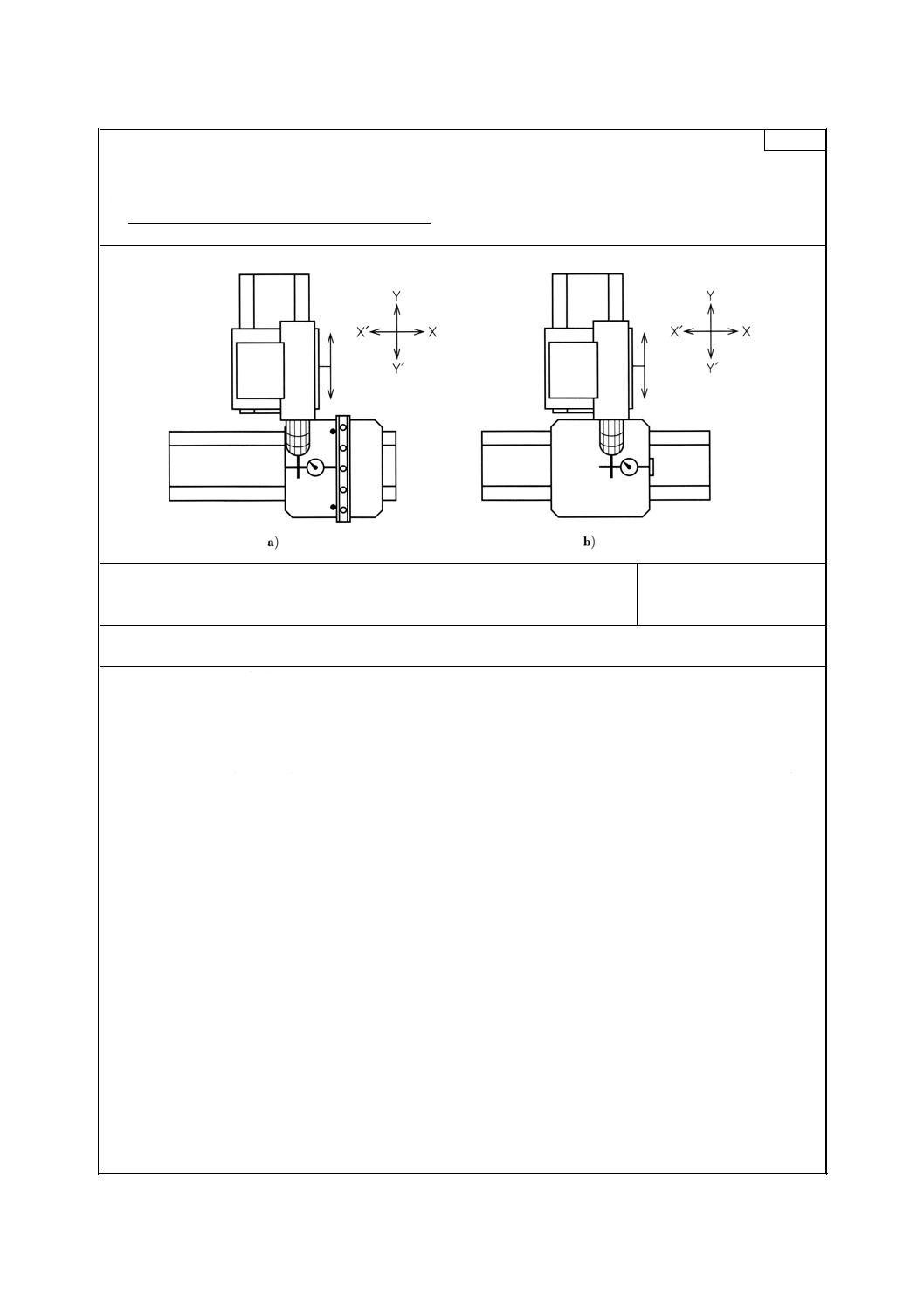
検査事項
G6
Z軸運動の角度偏差の検査
a) 垂直YZ平面内で (EAZ)
b) 垂直ZX平面内で (EBZ)
c) 水平XY平面内で(ロール,ECZ)
測定方法図
許容値
a),b)及びc)について
0.060/1 000(又は,60μrad又は12")
測定値
Z= について
a)
b)
c)
測定器
a)及びb) 精密水準器又は光学式角度偏差測定器
c) (ロール,ECZ)円筒スコヤ,精密水準器及びダイヤルゲージ,又は精密升形ブロック及びダイヤルゲージ
備考及びJIS B 6191の参照
5.231.3,5.232.2及び5.233.2
測定は,運動の両方向で,移動に沿って等間隔に少なくとも5点のすべての位置で行わなければならない。最大
の読みと最小の読みとの差は,許容値を超えてはならない。
測定器は,運動部品(主軸頭又はテーブル)上に定置する。
a) (EAZ)
b) (EBZ)
Z軸運動によって主軸頭とテーブルとの両方に角度偏差が発生する場合には,二つの角度偏差の測定値の差を取
り,その値を記録しなければならない。この測定に精密水準器を使った場合には,基準とする水準器を機械の運動
しない部品(主軸頭又はテーブル)上に定置しなければならない。
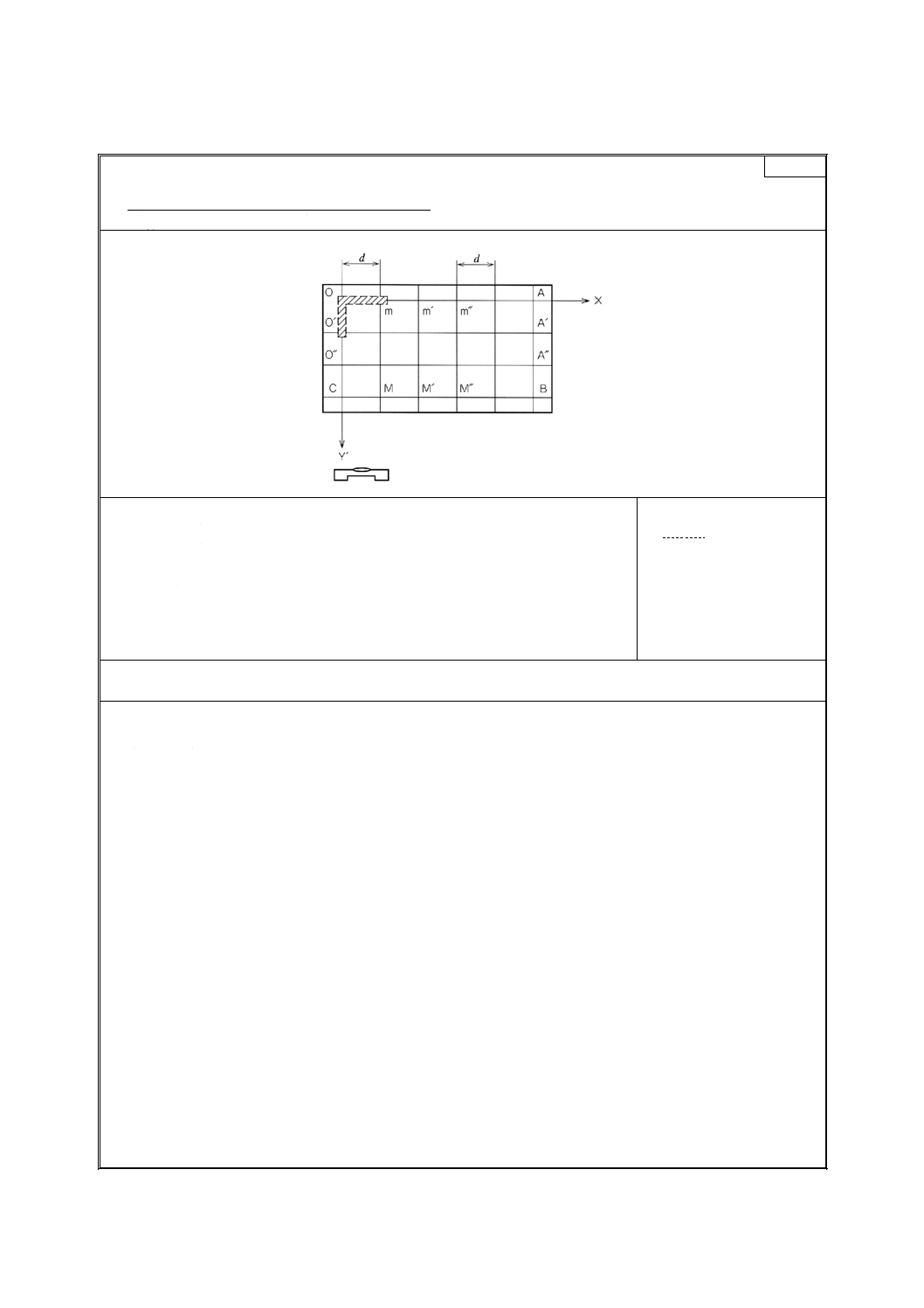
c) (ロール,ECZ)Z軸とほぼ平行に円筒スコヤをテーブル上に定置し,特殊取付具に取り付けたダイヤルゲージ
の測定子を円筒スコヤに当てる。その読みをそれぞれの高さで記録し,スコヤ上の対応する高さに印を付ける。
X軸に沿ってテーブルを移動させ,次に,ダイヤルゲージを振り回して,その測定子を同じ線上で再び円筒ス
コヤに当てる。X軸運動のロールを測定し,考慮する。ダイヤルゲージを再びゼロに合わせ,前と同じ高さで
再度測定し,記録する。それぞれの高さについて,二つの読みの差を計算する。その差の最大及び最小を選び,
次の式による値は,許容値を超えてはならない。
d
最大差−最小差
ここに,dは,二つのダイヤルゲージ間の距離である。
12
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3
二つの直進運動の直角度
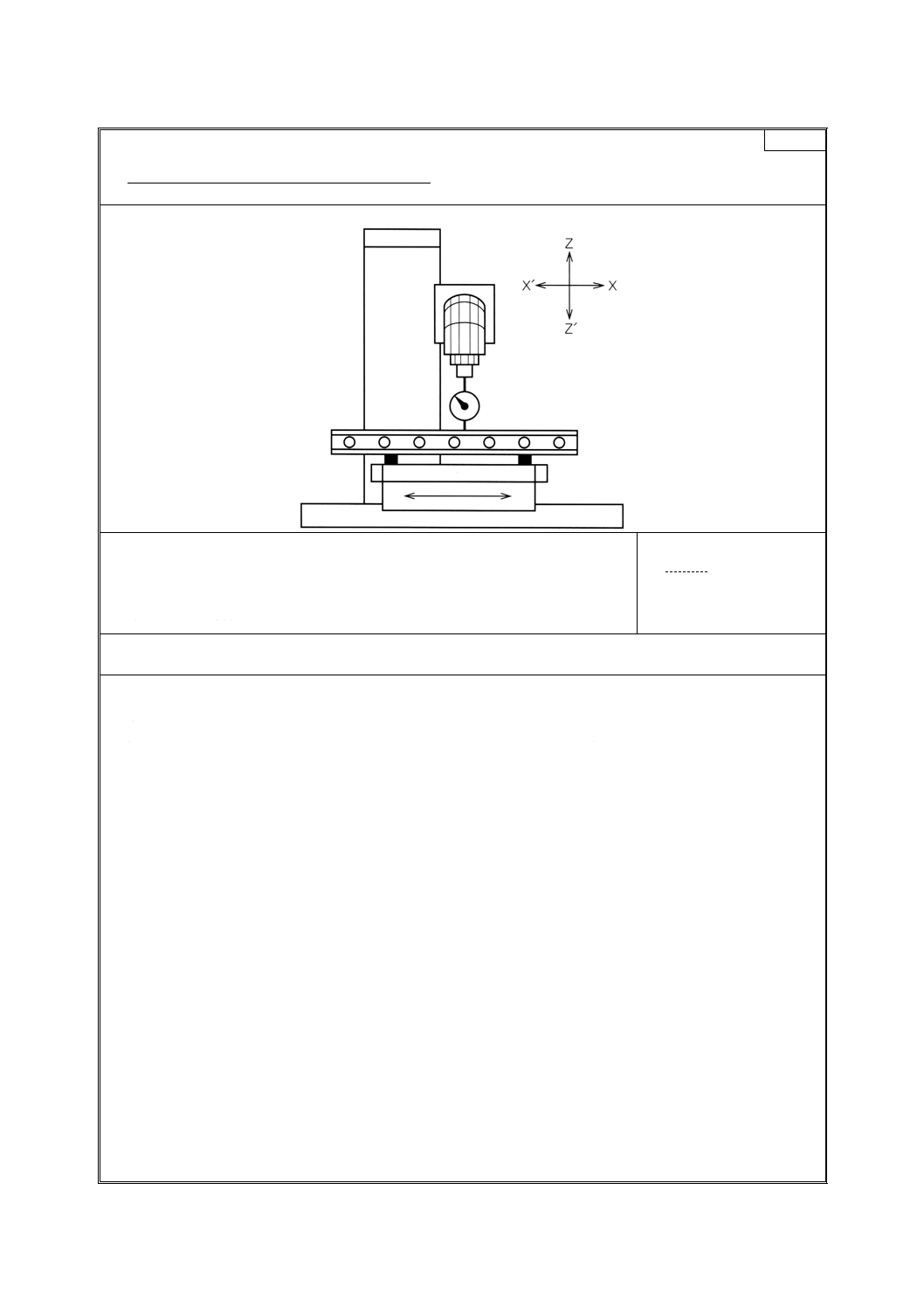
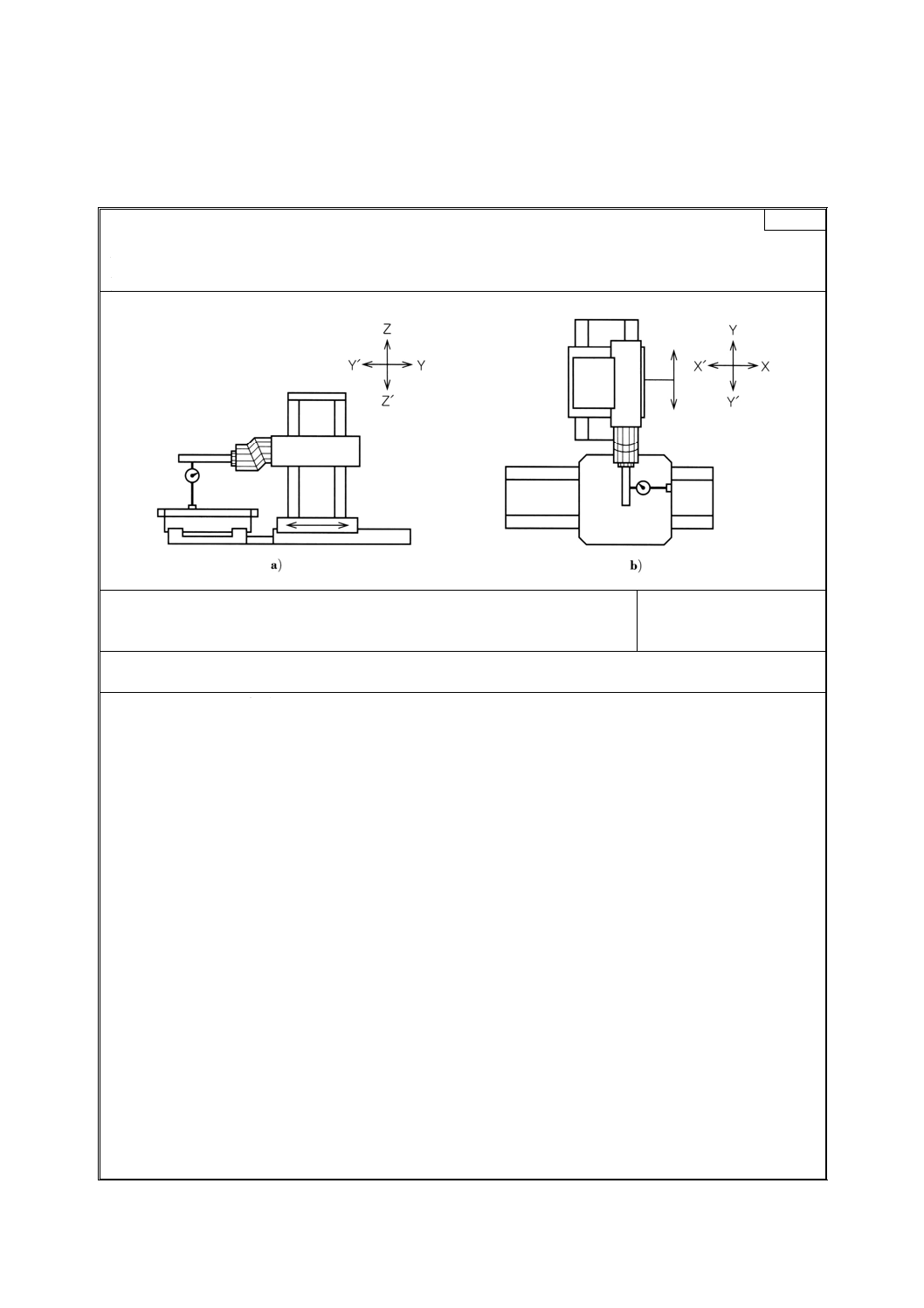
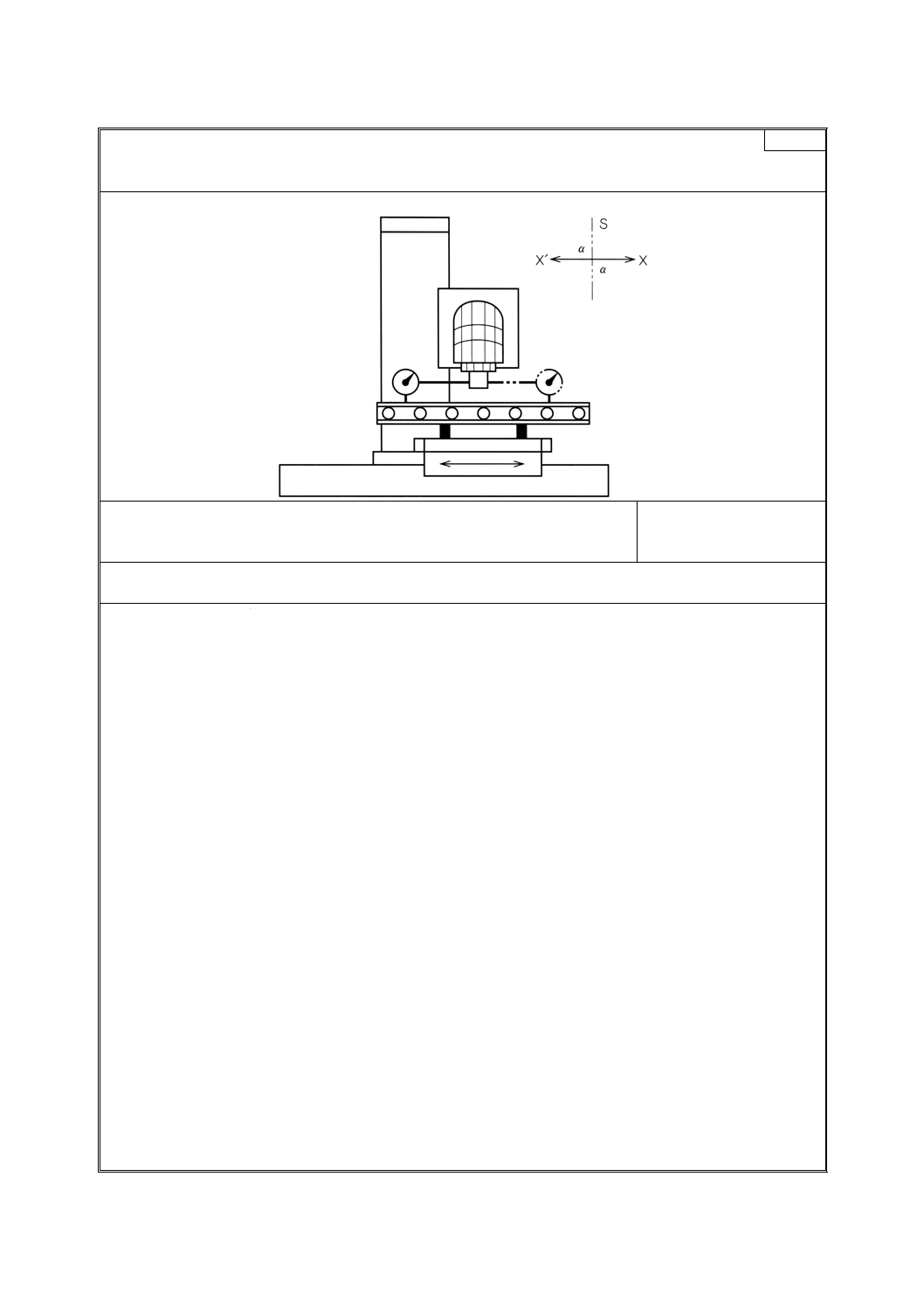
検査事項
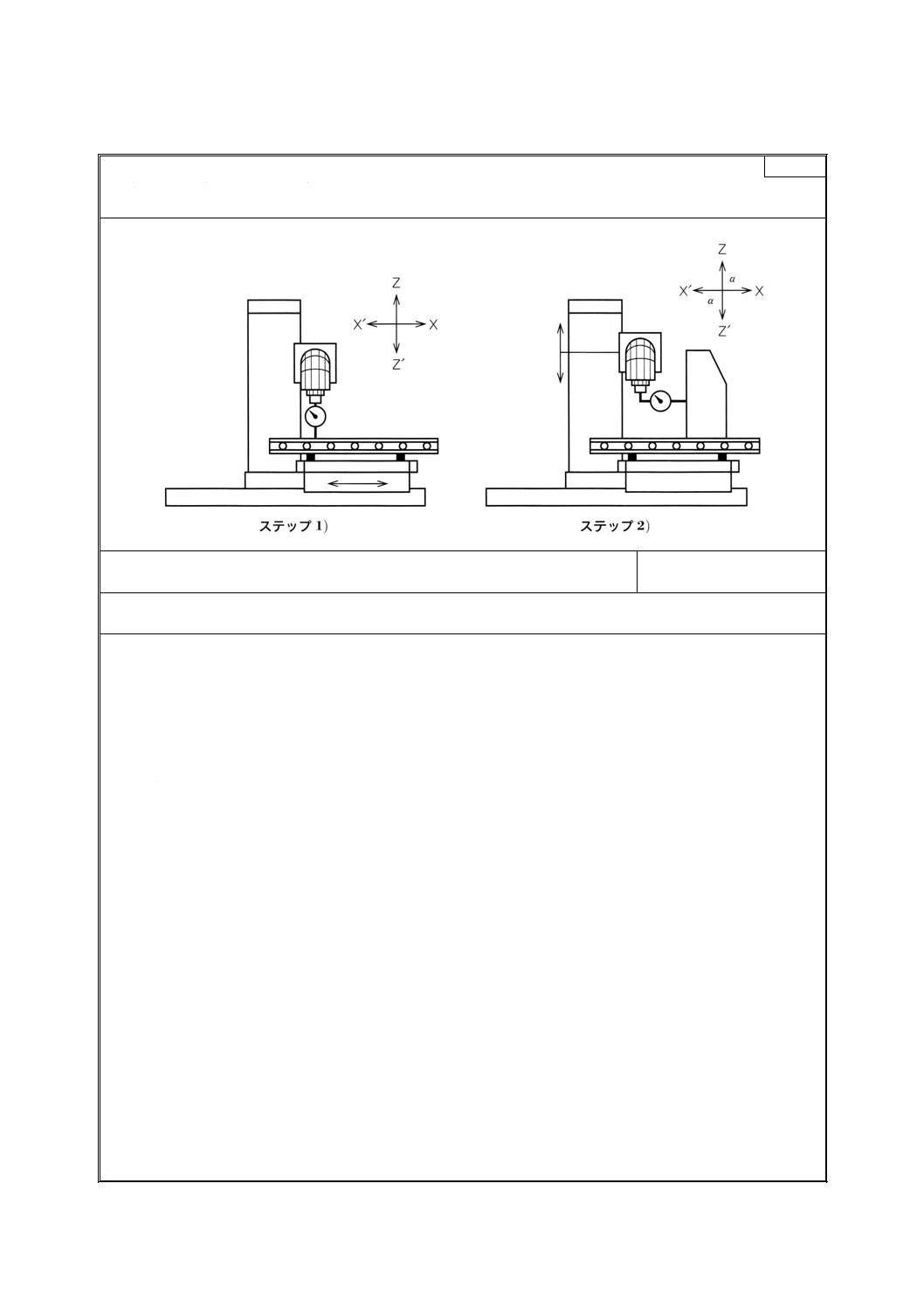
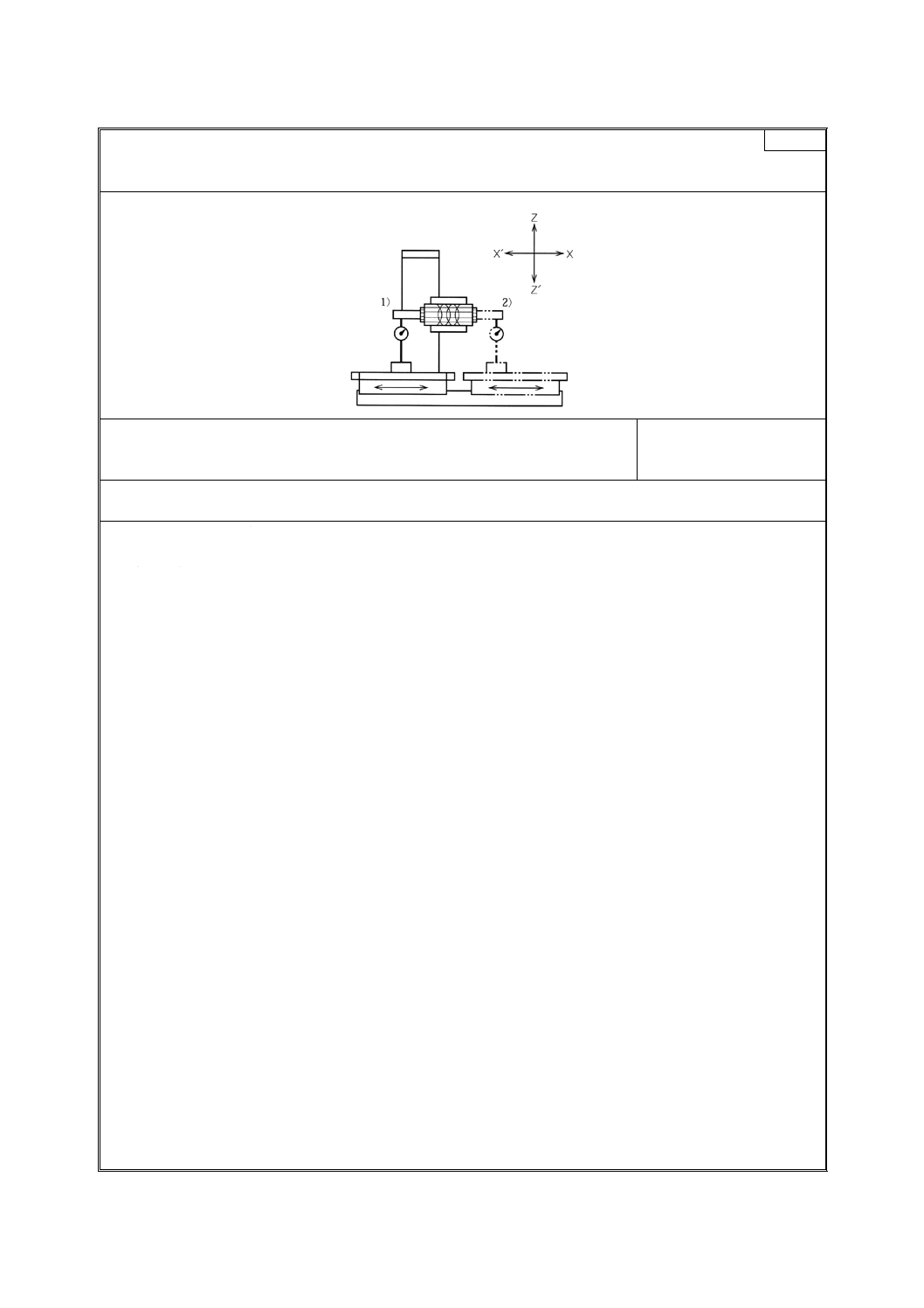
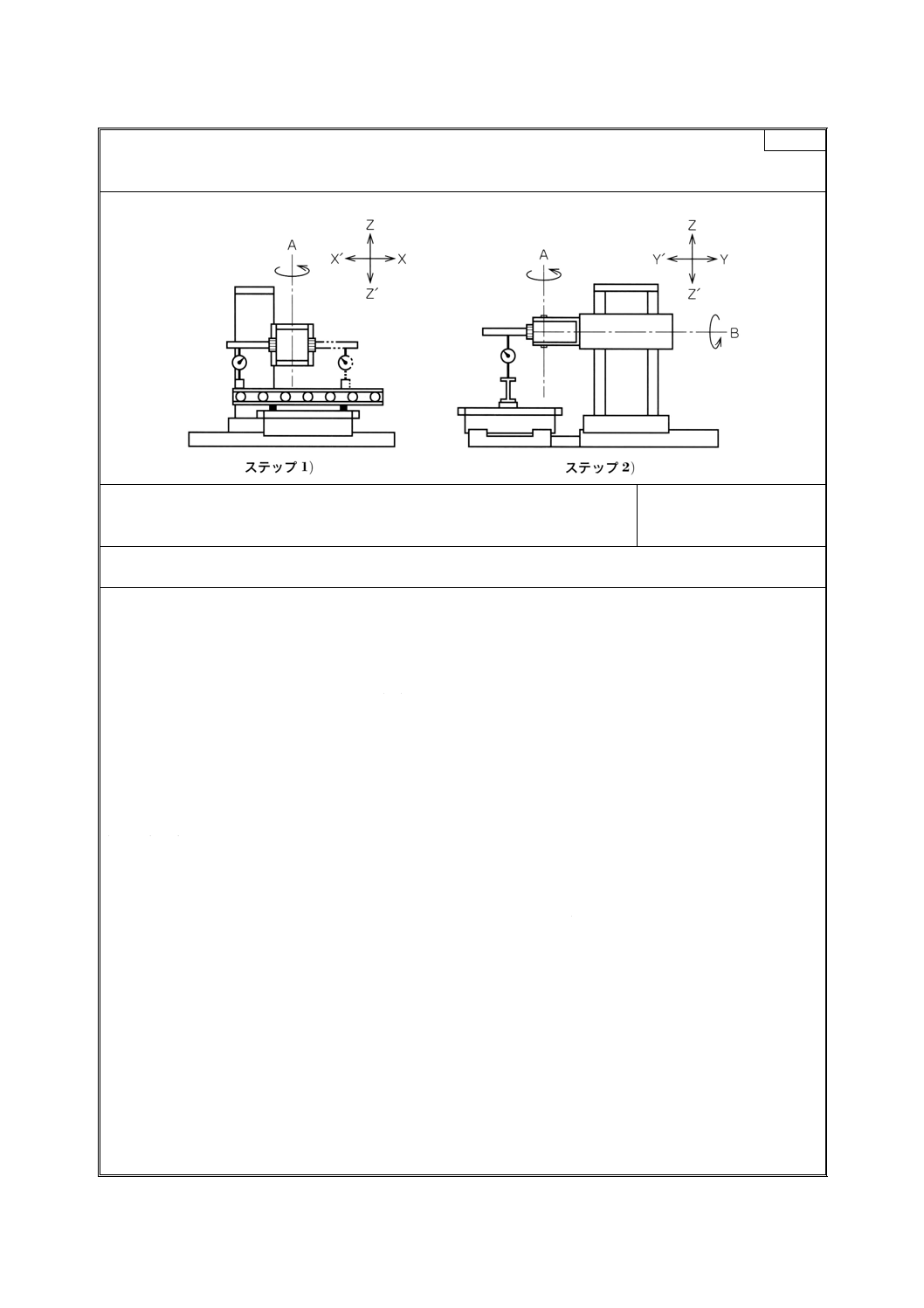
G7
Z軸運動とX軸運動との直角度の検査
測定方法図
許容値
測定長さ500について0.02
測定値
測定器
直定規又は定盤,直角定規及びダイヤルゲージ
備考及びJIS B 6191の参照
5.522.4
ステップ1):直定規又は定盤をX軸と平行に定置する。
ステップ2):次に,直定規又は定盤上に立てた直角定規を使ってZ軸を検査する。
主軸を固定できる場合には,ダイヤルゲージは主軸に取り付ける。主軸を固定できない場合には,ダイヤルゲー
ジは,主軸頭に定置する。
角度αが,90゜より小さいか,等しいか,又は90゜より大きいかを,情報として,又は補正を行うために記録し
なければならない。
13
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
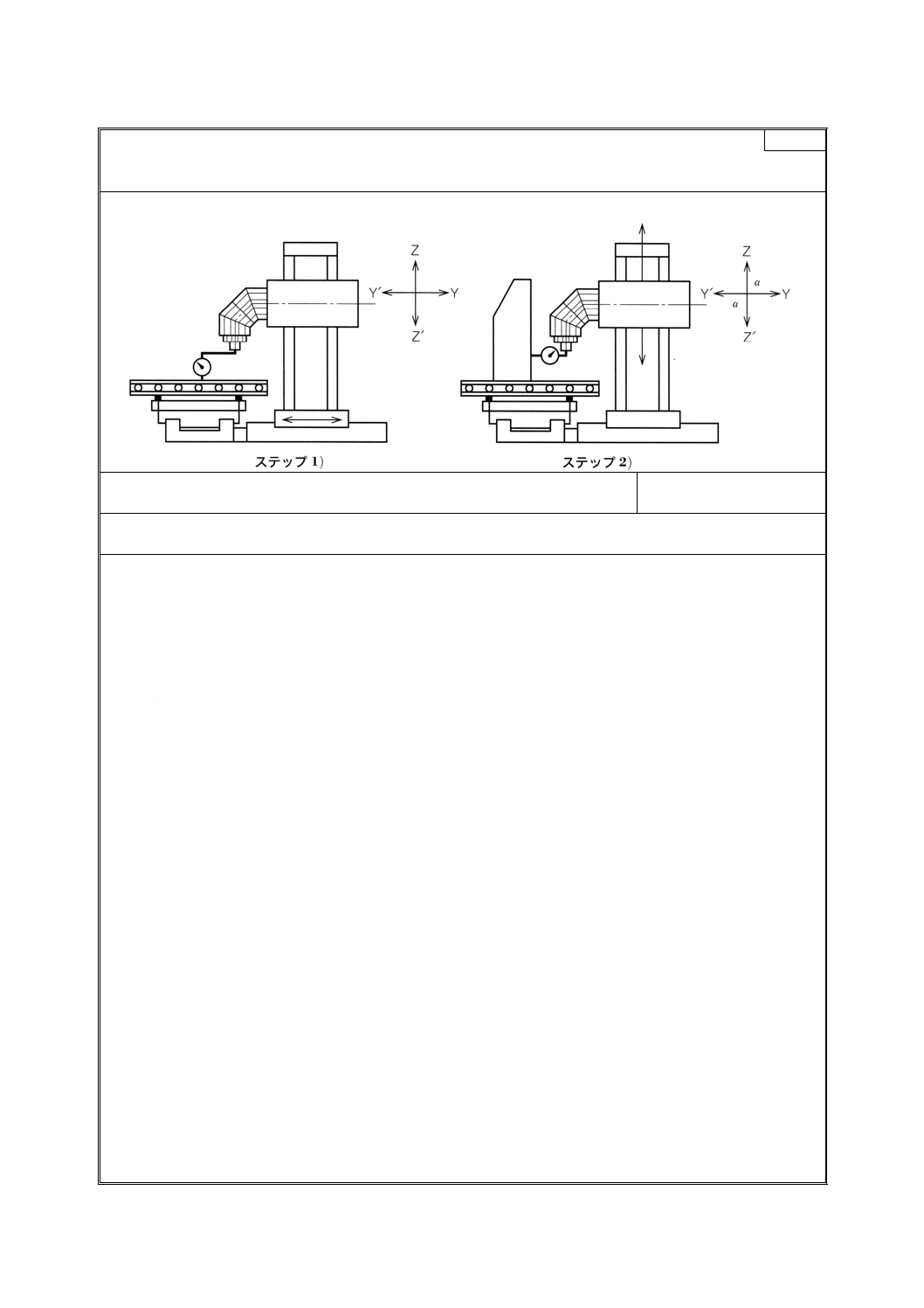
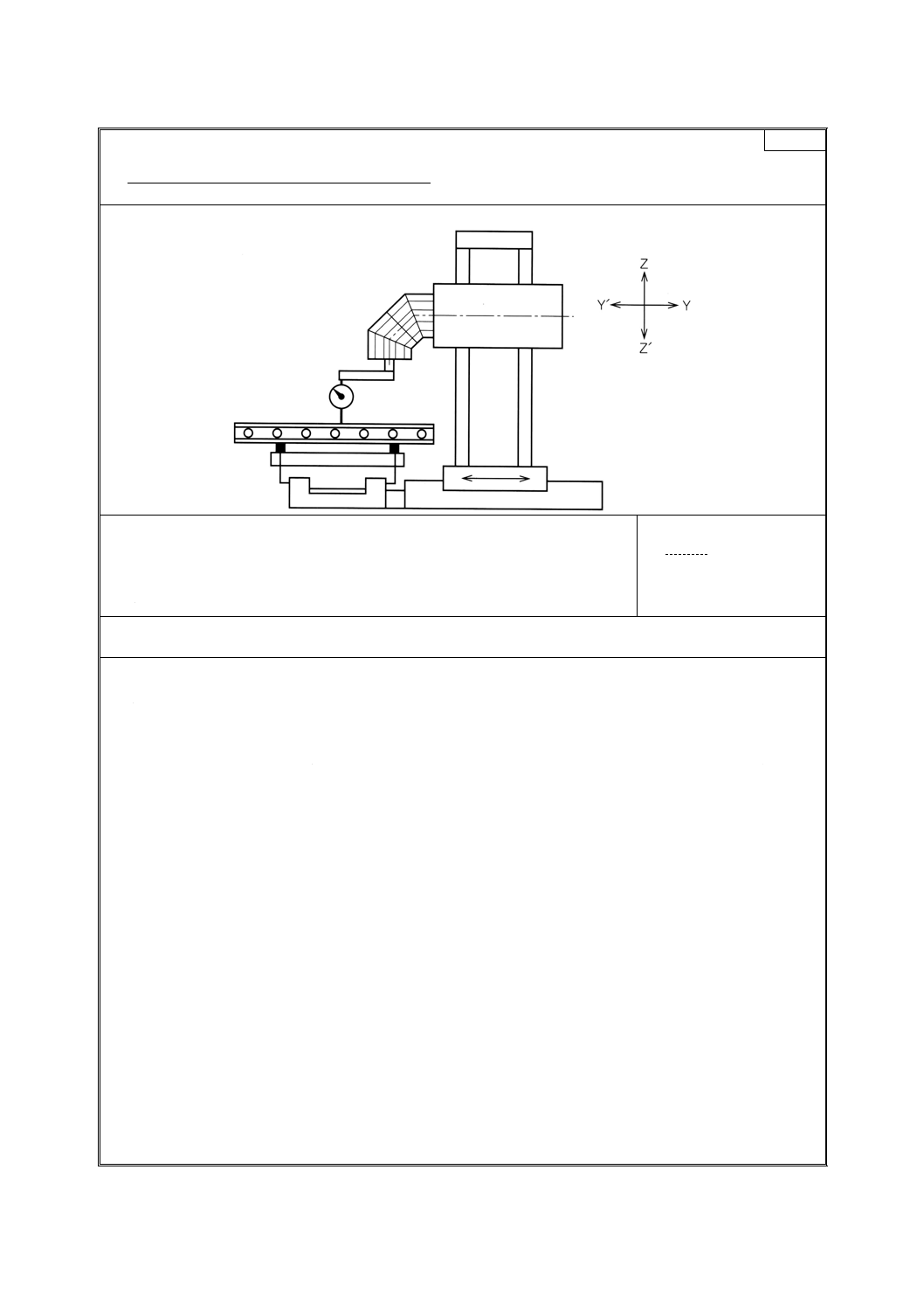
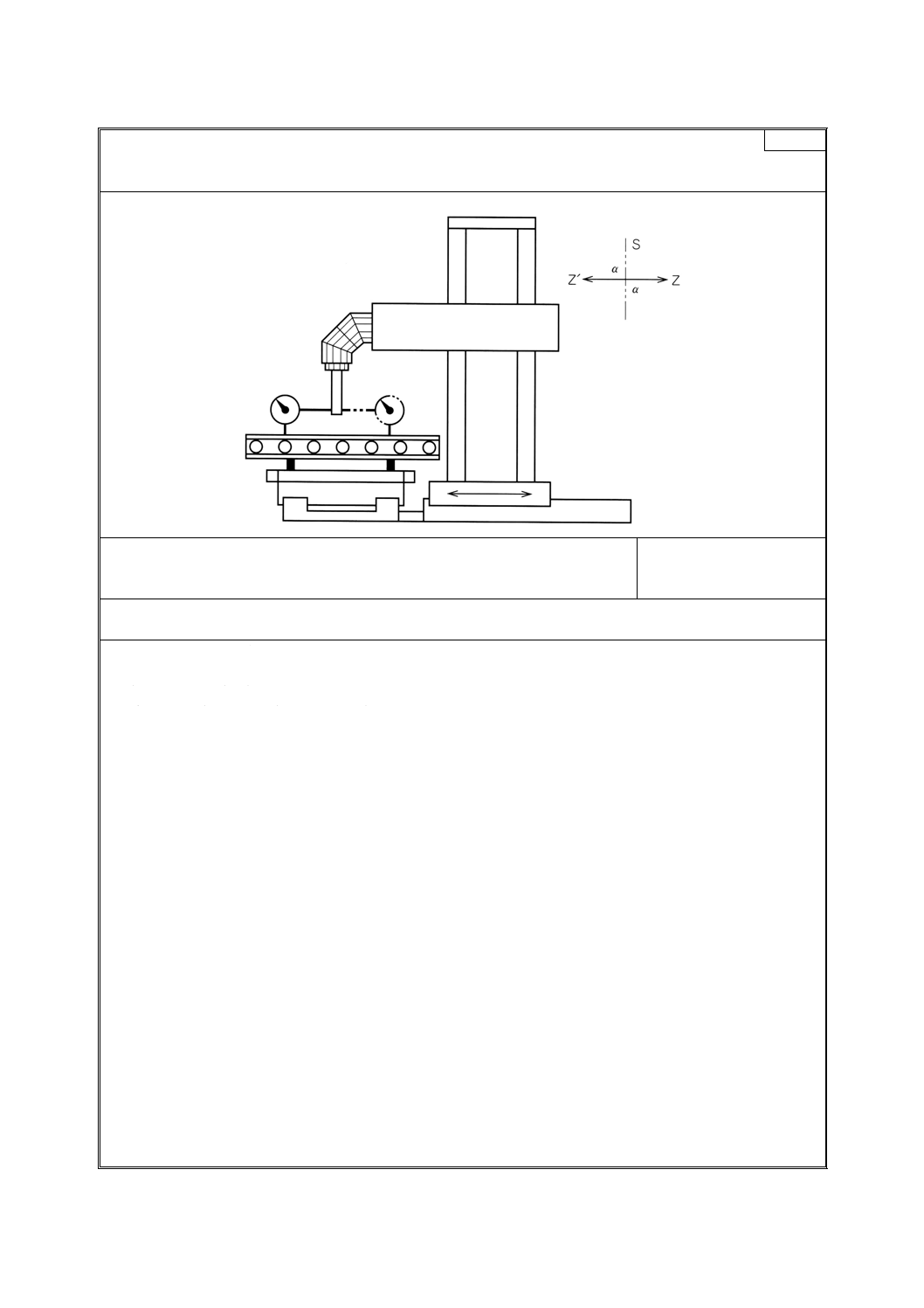
検査事項
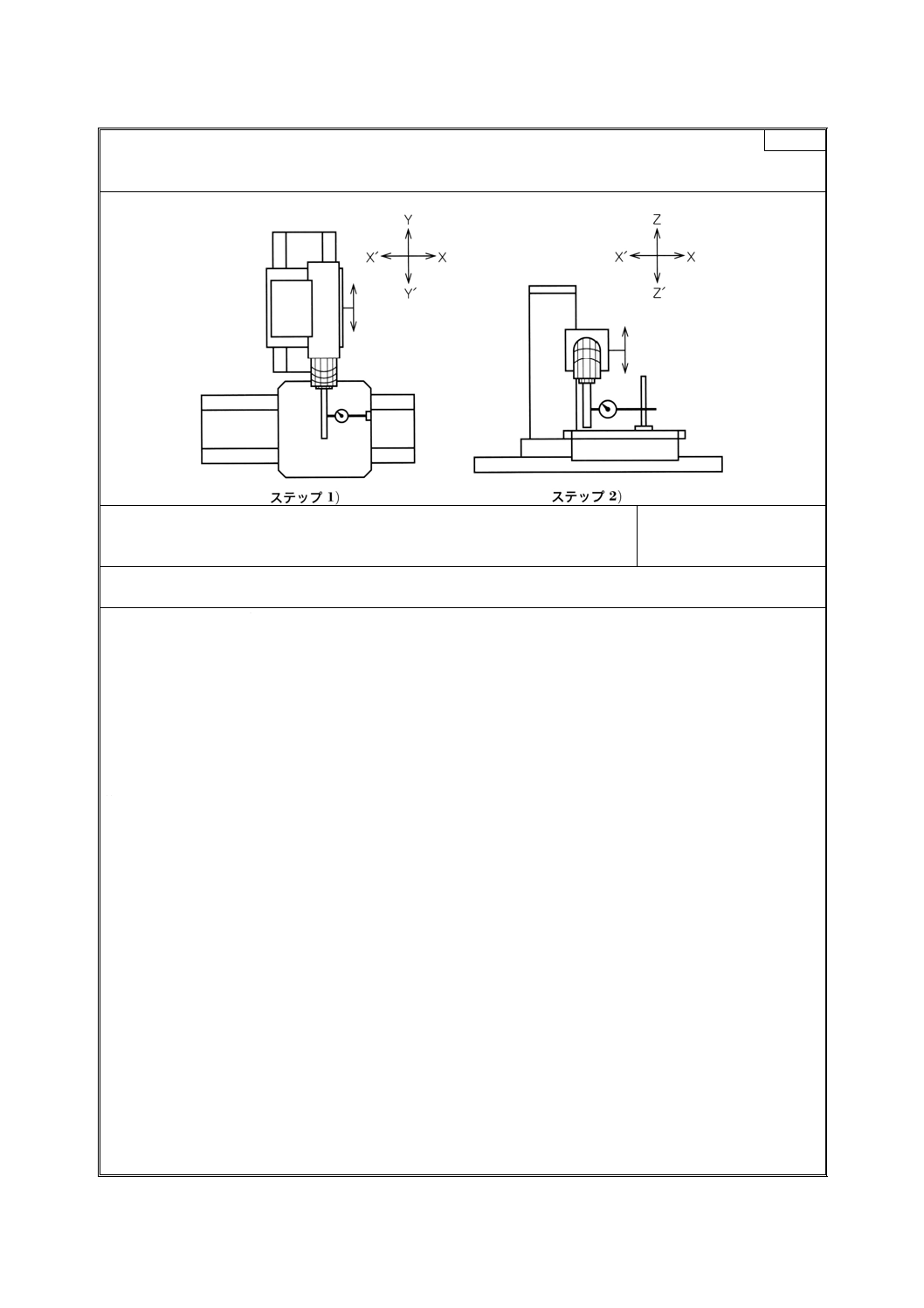
G8
Y軸運動とZ軸運動との直角度の検査
測定方法図
許容値
測定長さ500について0.02
測定値
測定器
直定規又は定盤,直角定規及びダイヤルゲージ
備考及びJIS B 6191の参照
5.522.4
ステップ1):直定規又は定盤をY軸と平行に定置する。
ステップ2):次に,直定規又は定盤上に立てた直角定規を使ってZ軸を検査する。
主軸を固定できる場合には,ダイヤルゲージは主軸に取り付ける。主軸を固定できない場合には,ダイヤルゲー
ジは,主軸頭に定置する。
角度αが,90゜より小さいか,等しいか,又は90゜より大きいかを,情報として,又は補正を行うために記録し
なければならない。
14
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
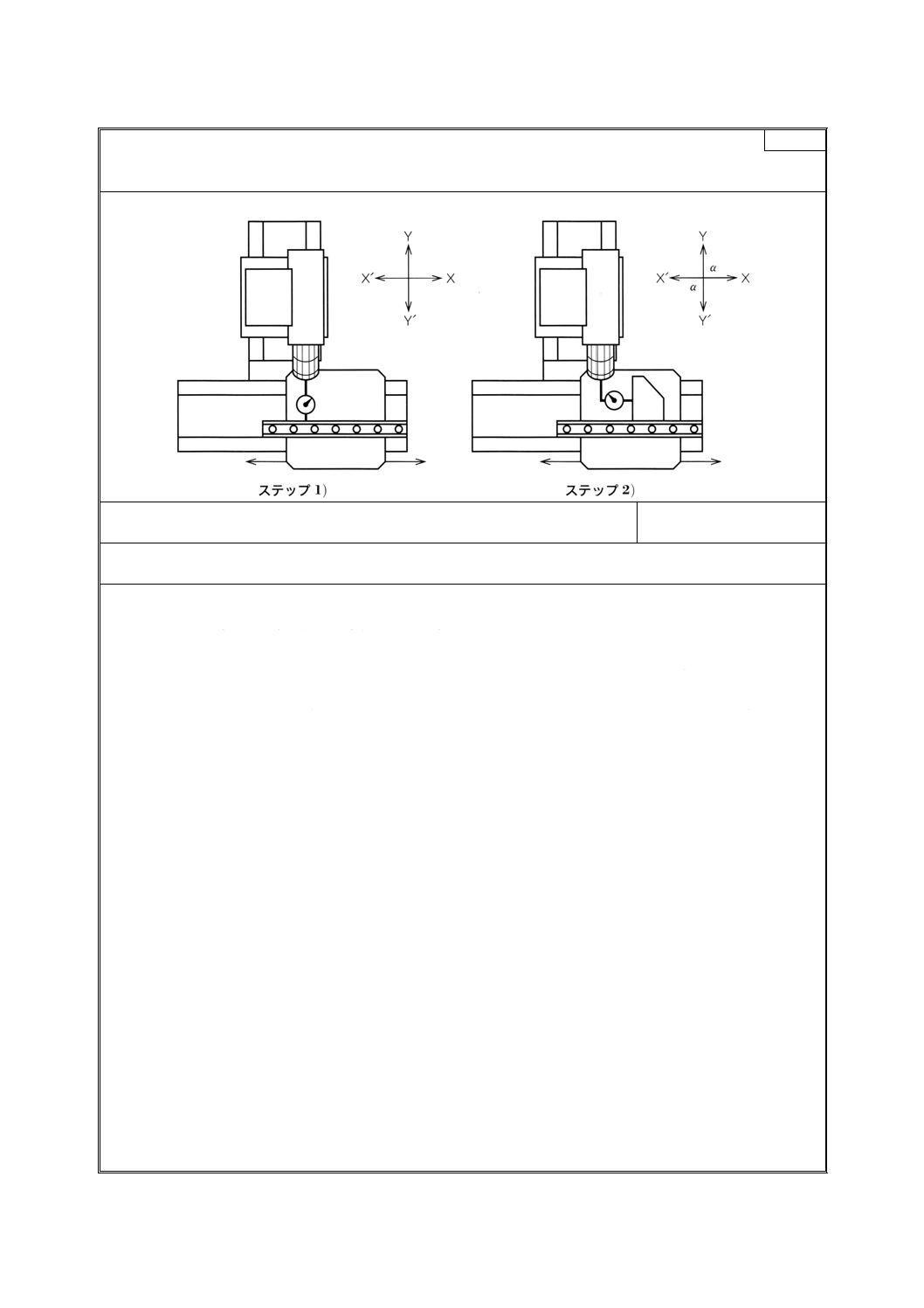
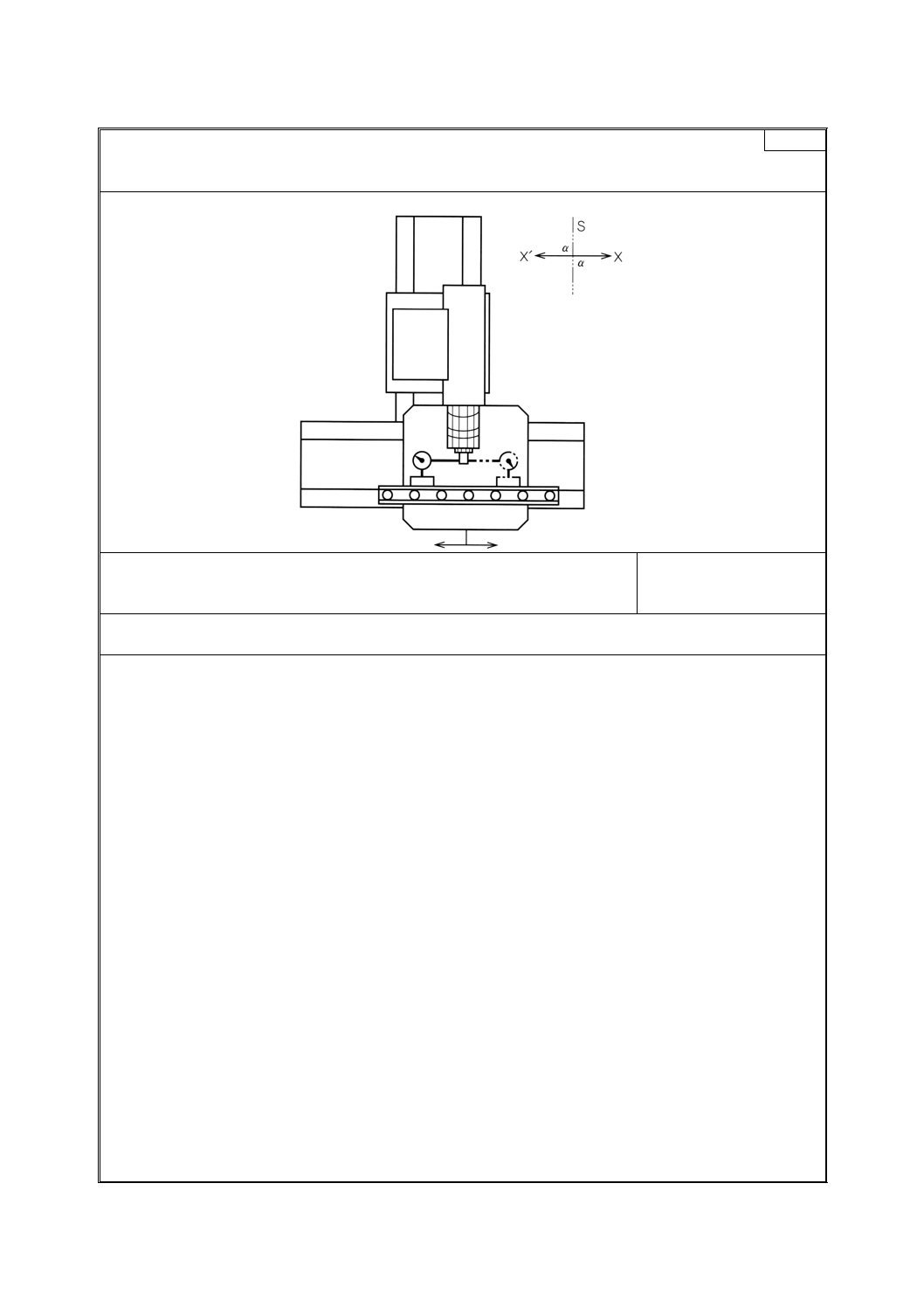
検査事項
G9
X軸運動とY軸運動との直角度の検査
測定方法図
許容値
測定長さ500について0.02
測定値
測定器
直定規,直角定規及びダイヤルゲージ
備考及びJIS B 6191の参照
5.522.4
ステップ1):直定規をX軸(又はY軸)と平行に定置する。
ステップ2):次に,直定規に直角定規の一方の面を当ててテーブル上に定置し,Y軸(又はX軸)を検査する。
この検査は,直定規を用いなくてもできる。すなわち,直角定規の一方の使用面を一つの軸と平行に置いて,も
う一方の使用面を検査する。
主軸を固定できる場合には,ダイヤルゲージは主軸に取り付ける。主軸を固定できない場合には,ダイヤルゲー
ジは,主軸頭に定置する。
角度αが,90゜より小さいか,等しいか,又は90゜より大きいかを,情報として,又は補正を行うために記録し
なければならない。
15
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4
主軸
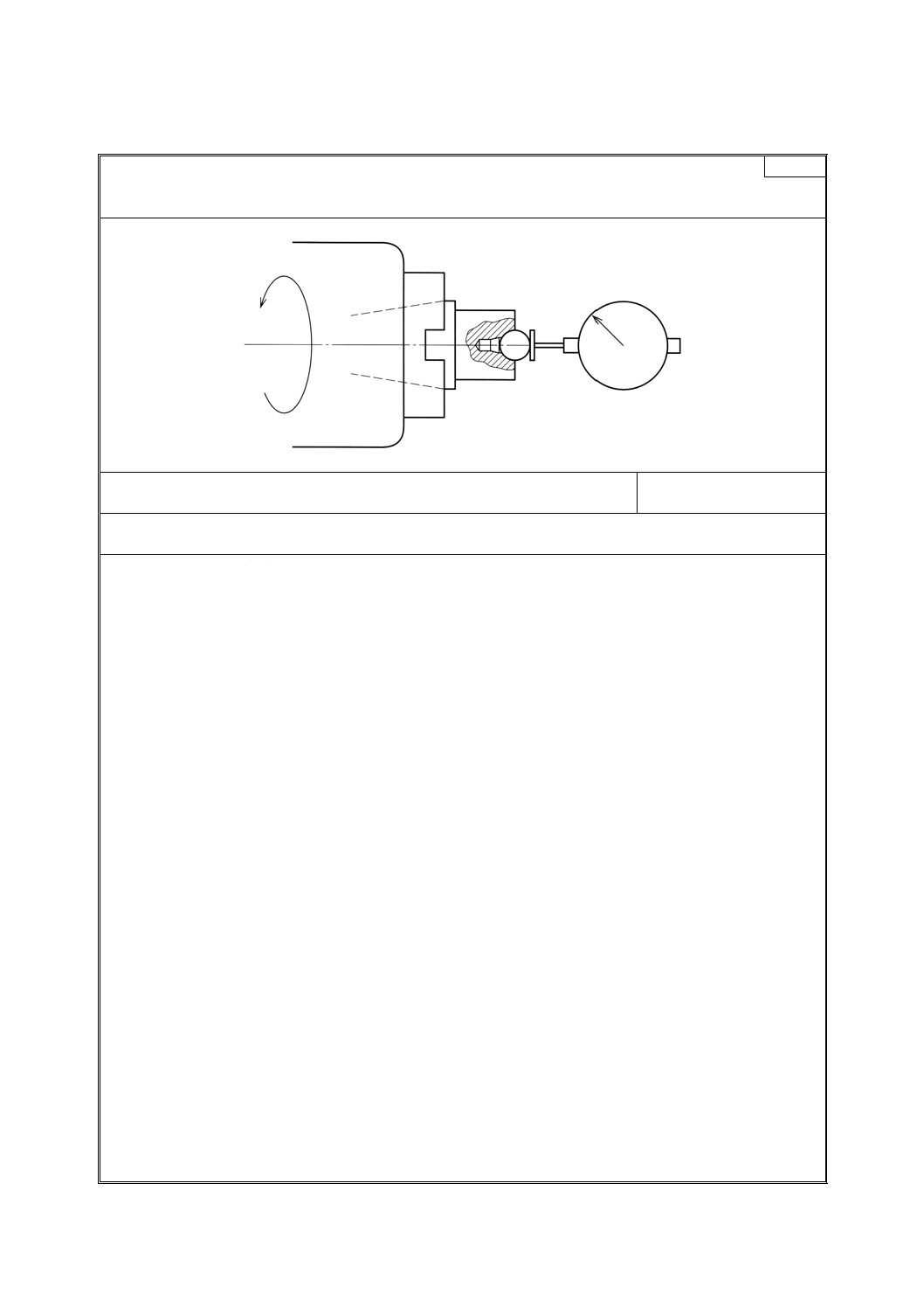
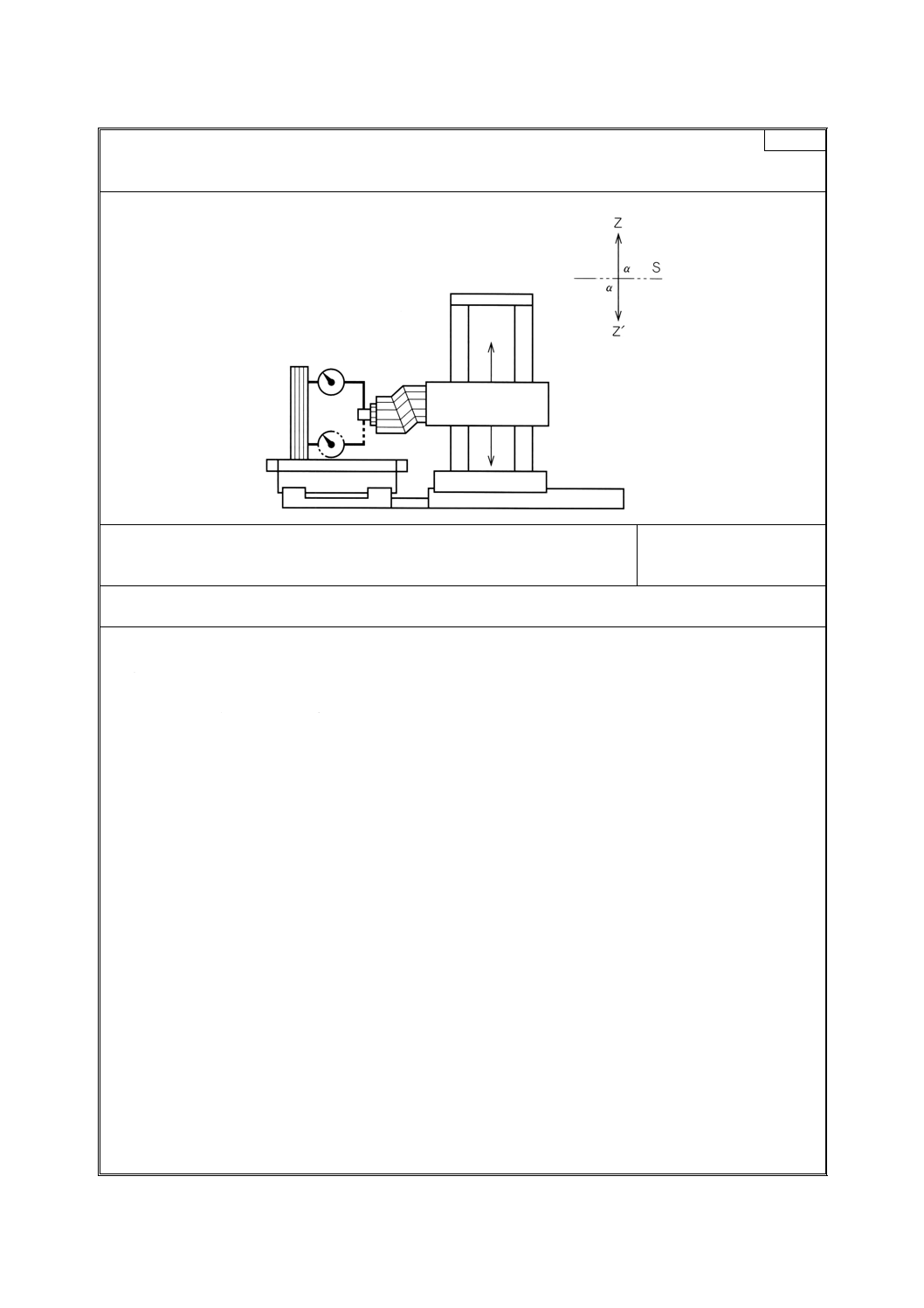
検査事項
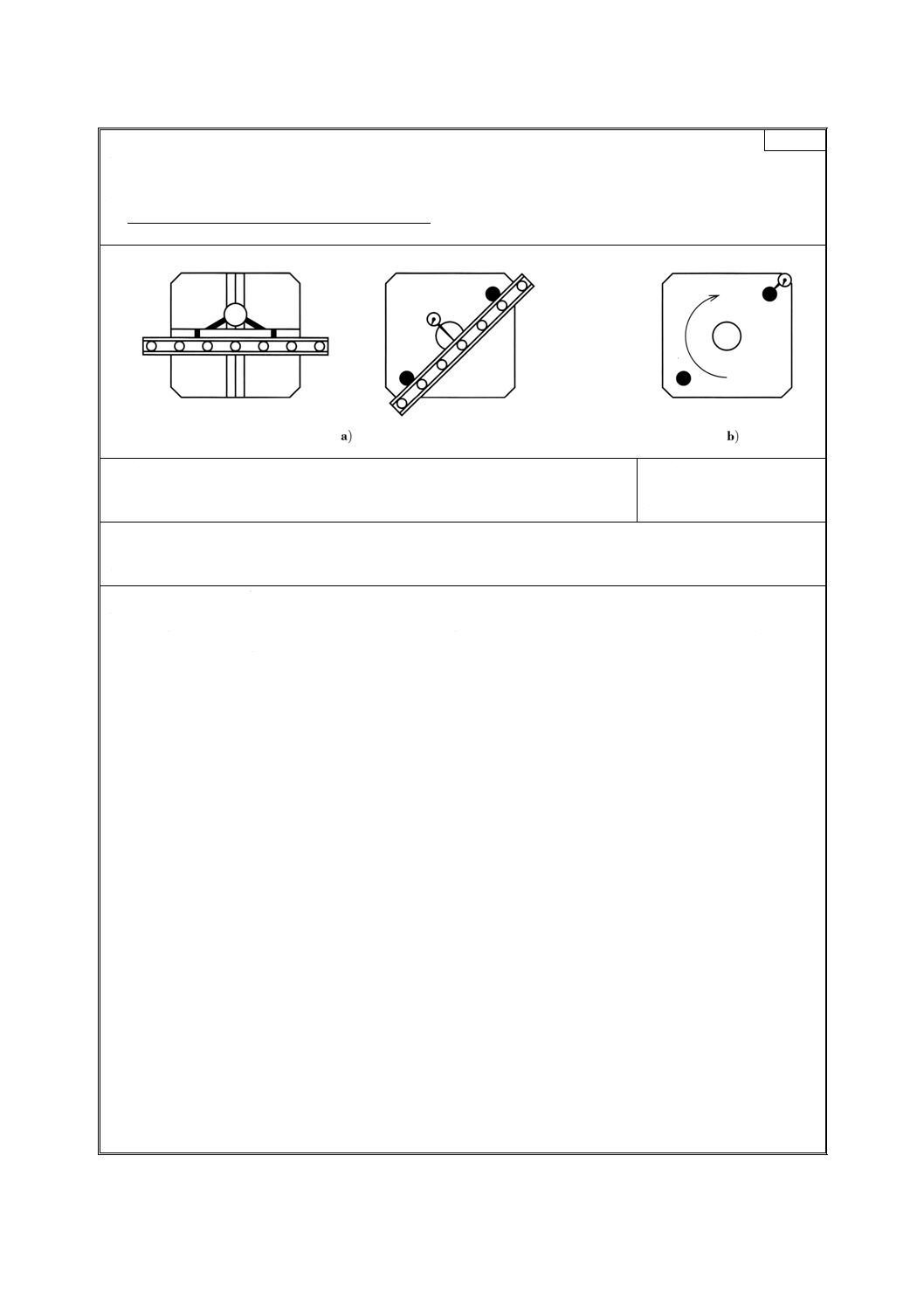
G10
主軸の軸方向の動きの検査
測定方法図
許容値
0.005
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照
5.621.1及び5.622.2
この検査は,すべての主軸について行わなければならない。
16
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
G11
主軸テーパ穴の振れの検査
a) 主軸端で
b) 主軸端から300の距離で
測定方法図
許容値
a) 0.01
b) 0.02
測定値
a)
b)
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
5.611.4及び5.612.3
この検査は,すべての主軸について行わなければならない。
この検査は,JIS B 6191の5.611.4の備考に従って,少なくとも2回転させて行わなければならない。
17
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5
テーブル又はパレット
検査事項
G12
テーブル上面の平面度の検査(1)
注(1) 組込形ロータリテーブル又は規定された位置に固定された1個のパレット
測定方法図
許容値
L ≦500
0.020
500<L ≦800
0.025
800<L ≦1 250
0.030
1 250<L ≦2 000
0.040
ここに,Lは,テーブル又はパレットの短い方の辺の長さ
テーブル上面は,中高であってはならない。
部分許容値:測定長さ300について0.012
測定値
L= について
測定器
精密水準器,又は直定規,ブロックゲージ及びダイヤルゲージ,又は光学的方法
備考及びJIS B 6191の参照
5.322,5.323及び5.324
X軸及びZ軸は,動きの中央に置く。
テーブルの平面度は,2回測定しなければならない。1回目は,固定したロータリテーブルで測定し,その後に固
定しないで(できるものについては)測定する。この2回の測定から求めた偏差は,許容値を超えてはならない。
18
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
G13
90゜ごとに割り出した4位置におけるテーブル上面とX軸運動との平行度の検査(1)
注(1) 組込形ロータリテーブル又は規定された位置に固定された1個のパレット
測定方法図
許容値
X ≦500
0.020
500<X ≦800
0.025
800<X ≦1 250
0.030
1 250<X ≦2 000
0.040
測定値
X= について
測定器
直定規,ブロックゲージ及びダイヤルゲージ
備考及びJIS B 6191の参照
5.422.1及び5.422.2
Z軸は,できれば固定する。
ダイヤルゲージの測定子は,工具の刃先位置近くで当てる。測定は,テーブル上面に平行に定置した直定規上で
行ってもよい。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤルゲ
ージは,主軸頭に定置する。
19
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
G14
90゜ごとに割り出した4位置におけるテーブル(1)上面とY軸運動との平行度の検査
注(1) 組込形ロータリテーブル又は規定された位置に固定された1個のパレット
測定方法図
許容値
Y ≦500
0.020
500<Y ≦800
0.025
800<Y ≦1 250
0.030
1 250<Y ≦2 000
0.040
測定値
Y= について
測定器
直定規,ブロックゲージ及びダイヤルゲージ
備考及びJIS B 6191の参照
5.422.1及び5.422.2
Z軸は,できれば固定する。
ダイヤルゲージの測定子は,工具の刃先位置近くで当てる。測定は,テーブル上面に平行に定置した直定規上で
行ってもよい。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤルゲ
ージは,主軸頭に定置する。
20
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
G15
90゜ごとに割り出した4位置におけるテーブル(1)上面とZ軸運動との直角度の検査
a) 主軸軸線に直角な垂直ZX平面内で
b) 主軸軸線に平行な垂直YZ平面内で
注(1) 組込形ロータリテーブル又は規定された位置に固定された1個のパレット
測定方法図
許容値
a)及びb)について 測定長さ300について 0.015
測定値
a)
b)
測定器
定盤,直角定規又は円筒スコヤ,及びダイヤルゲージ
備考及びJIS B 6191の参照
5.522.2
a) X軸は,できれば固定する。
b) Y軸は,できれば固定する。
直角定規又は円筒スコヤは,テーブルの中心に置くのが望ましい。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤルゲ
ージは,主軸頭に定置する。
直角度の偏差は,
a)については,G7及びG13の検査
b)については,G8及びG14の検査
からそれぞれ得られる。
21
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
G16
テーブル(1)の0゜位置における次のa),b)又はc)とX軸運動との平行度の検査
a) 長手方向の基準溝又は基準T溝
b) 二つの心出し穴の中心線(長手方向にあれば)
c) 長い方のエッジロケータ
注(1) 組込形ロータリテーブル又は規定された位置に固定された1個のパレット
測定方法図
許容値
a),b)及びc)について 測定長さ300について 0.015
測定値
a)
b)
c)
測定器
ダイヤルゲージ及び必要があれば,直定規及び基準ピン
備考及びJIS B 6191の参照
5.422.1及び5.422.2
Y軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤルゲ
ージは,主軸頭に定置する。
心出し穴がある場合には,突き出た部分をもつ2本の同一直径の基準ピンを心出し穴にはめて使わなければなら
ない。直定規は,そのピンに押し当てて定置する。
22
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
G17
テーブル(1)の0゜位置における次のa)又はb)とY軸運動との平行度の検査
a) 二つの心出し穴の中心線(前後方向にあれば)
b) 短い方のエッジロケータ
注(1) 組込形ロータリテーブル又は規定された位置に固定された1個のパレット
測定方法図
許容値
a)及びb)について 測定長さ300について 0.015
測定値
a)
b)
測定器
ダイヤルゲージ及び必要があれば,直定規及び基準ピン
備考及びJIS B 6191の参照
5.422.1及び5.422.2
X軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤルゲ
ージは,主軸頭に定置する。
心出し穴がある場合には,突き出た部分をもつ2本の同一直径の基準ピンを心出し穴にはめて使わなければなら
ない。直定規は,そのピンに押し当てて定置する。
23
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
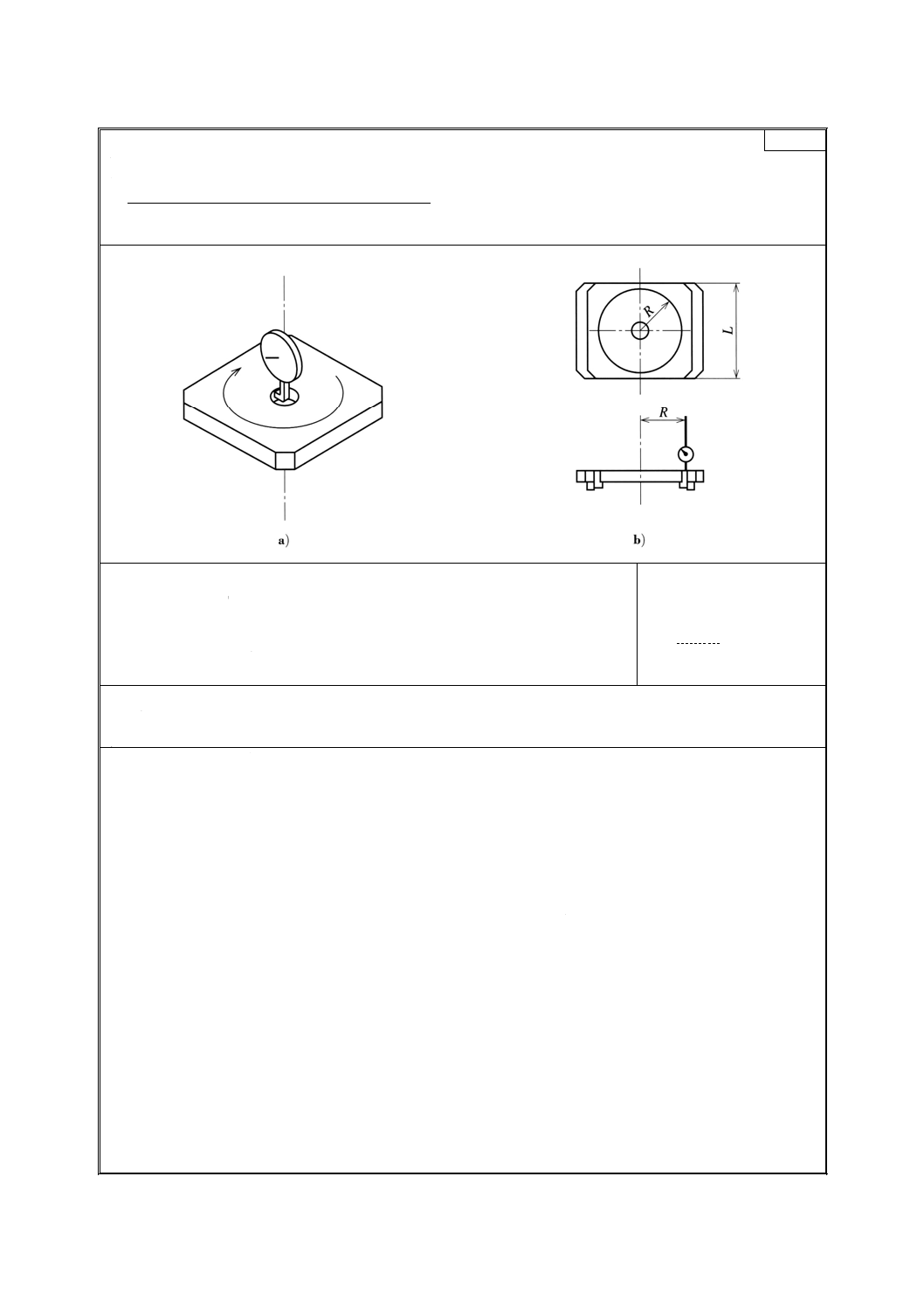
検査事項
G18
a) テーブル(1)の中心穴の振れの検査(中心穴を位置決めのために使用する場合)
b) テーブル(1)上面(2)の振れの検査
注(1) 組込形ロータリテーブル又は規定された位置に固定された1個のパレット
(2) 割出テーブルについては,少なくとも90゜ごとの4位置で検査する。
測定方法図
許容値
a) 0.025 b)
L ≦500
0.030
500<L ≦800
0.040
800<L ≦1 250
0.050
1 250<L ≦2 000
0.060
ここに,Lは,テーブル又はパレットの短い方の辺の長さ。
測定値
a)
b)
L= について
測定器
a) ダイヤルゲージ
b) ブロックゲージとダイヤルゲージ
備考及びJIS B 6191の参照
a) 5.612.3
X軸及びY軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,機械の運動しない部分に定置する。
b) 5.632
Z軸は,できれば固定する。
半径Rは,できる限り大きく取る。
これらの検査は,立て軸又は横軸の周りに回転させて,すべてのテーブルについて行わなければならない。それ
に従って軸の名称を変更する。
24
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
G19
a) 長手方向の基準T溝の中心線,心出し穴間の中心線,又は基準溝(あれば)の中心線とテーブルの回転軸との
交差度の検査
b) 心出し穴とテーブル(1)の回転軸との等距離度の検査
注(1) 組込形ロータリテーブル又は規定された位置に固定された1個のパレット
測定方法図
許容値
a)及びb)について 0.030
測定値
a)
b)
測定器
a) 直定規,ブロックゲージ又は基準ピン,及びダイヤルゲージ
b) 基準ピン及びダイヤルゲージ
備考及びJIS B 6191の参照
a) 機械の運動しない部分に定置したダイヤルゲージを直定規に当ててゼロに合わせる。次に直定規を取り除き,
テーブルを180゜回転させる。次に,直定規を再びブロックゲージのもう一方の側面又は基準ピンに押し当てて
置く。そのときのダイヤルゲージの読みが許容値を超えてはならない。
b) 心出し穴がある場合には,突き出た部分をもつ2本の同一直径の基準ピンを心出し穴にはめてブロックゲージ
の代わりに使わなければならない。
これらの検査は,立て軸又は横軸の周りに回転させて,すべてのテーブルについて行わなければならない。それ
に従って軸の名称を変更する。
25
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 45゜分割形固定割出万能主軸頭
検査事項
AG1
主軸軸線とY軸運動との平行度の検査
a) 垂直YZ平面内で
b) 水平XY平面内で
測定方法図
許容値
a)及びb)について 測定長さ300について 0.025
測定値
a)
b)
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
5.412.1及び5.422.3
X軸は,動きの中央に置くが望ましい。
a)について,Z軸は,できれば固定する。
b)について,X軸は,できれば固定する。
26
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
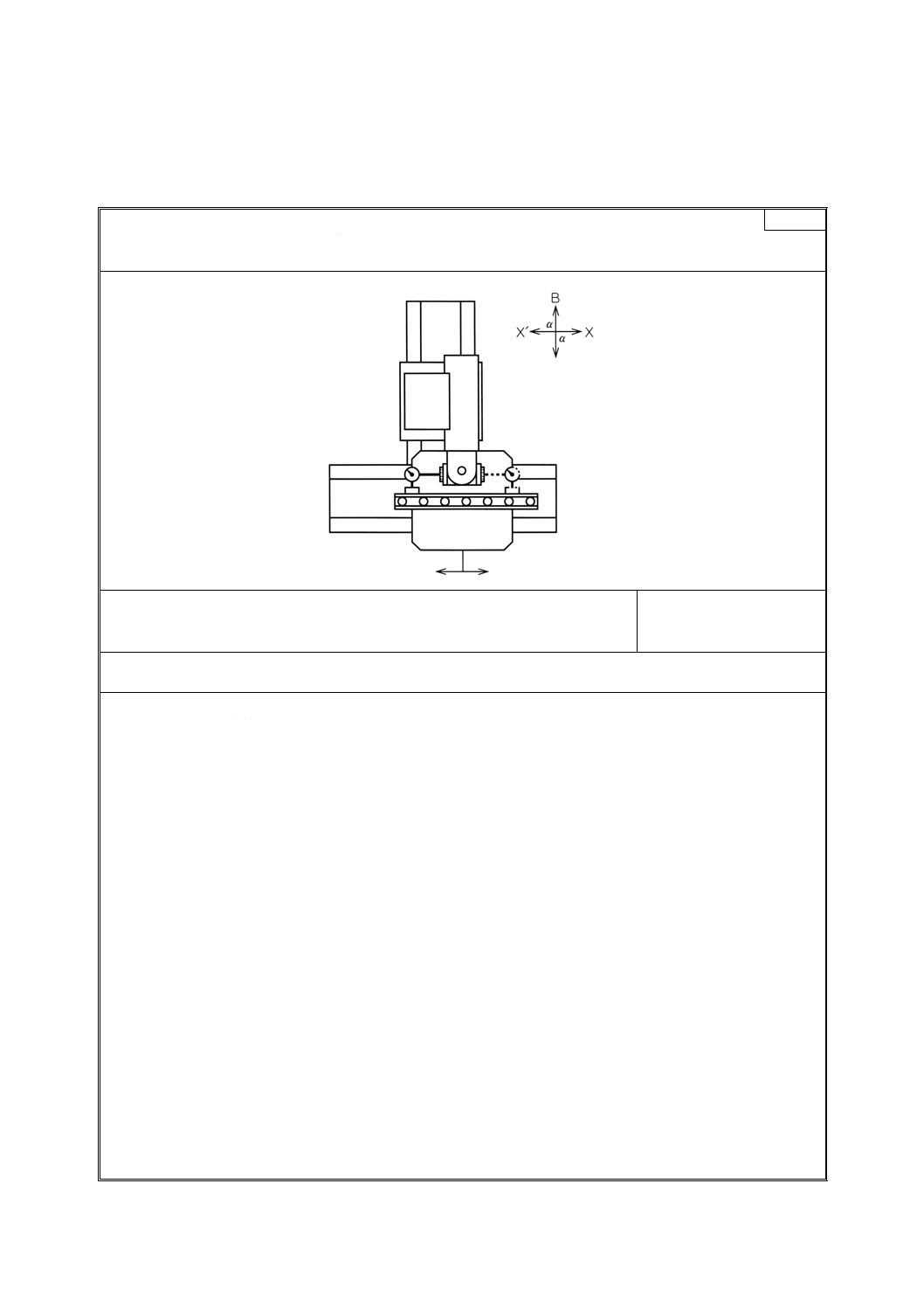
AG2
Y軸方向に平行な位置にある主軸軸線とX軸運動との直角度の検査
測定方法図
許容値
0.025/300
測定値
測定器
直定規,特殊取付具及びダイヤルゲージ
備考及びJIS B 6191の参照
5.512.1及び5.512.42
Y軸は,できれば固定する。
直定規は,X軸と平行に定置する。
この直角度の偏差は,G9及びAG1 b)からも求めることができる。
角度αが,90゜より小さいか,等しいか,又は90゜より大きいかを,情報として,又は補正を行うために記録し
なければならない。
27
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
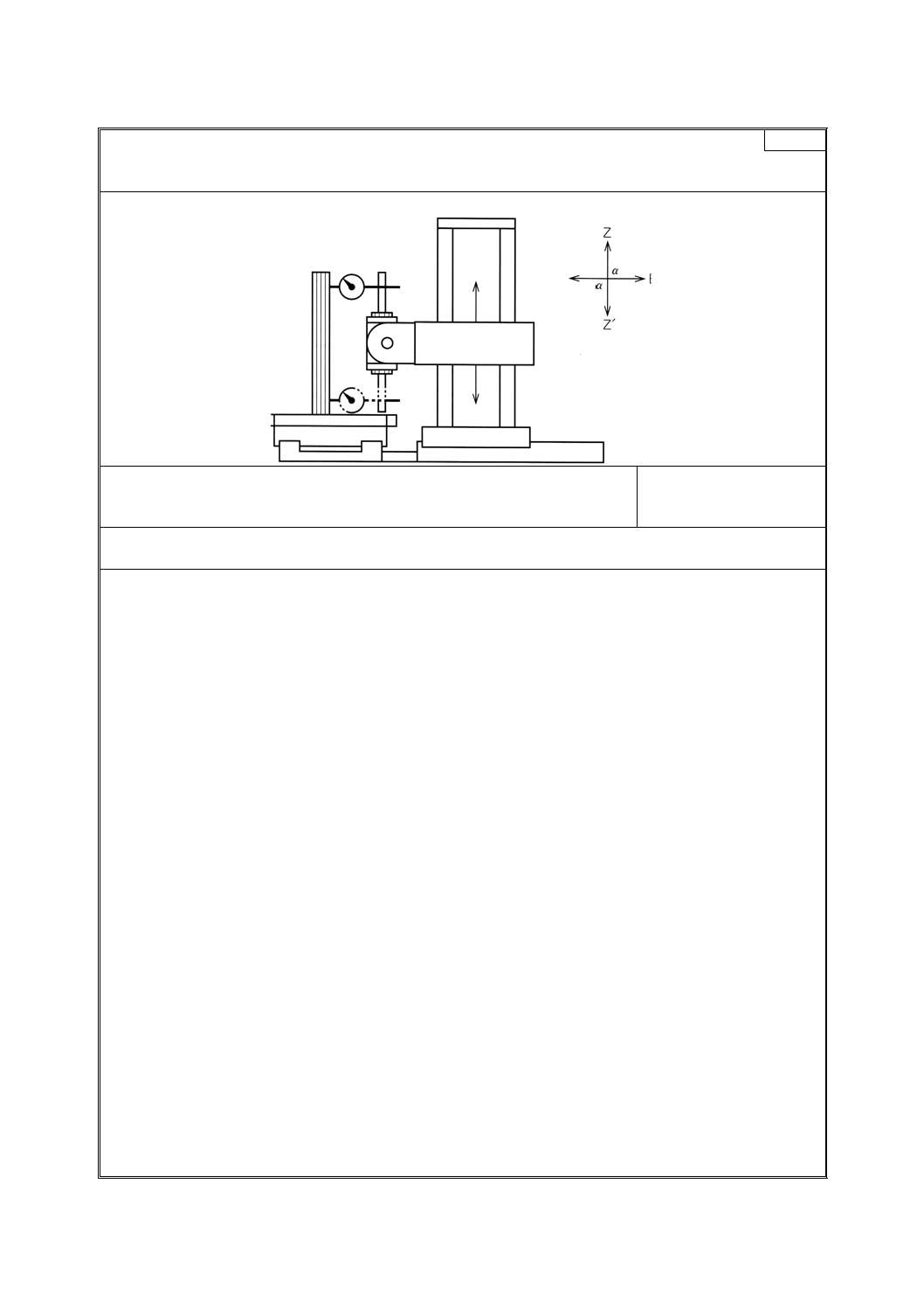
AG3
Y軸方向に水平な位置にある主軸軸線とZ軸運動との直角度の検査
測定方法図
許容値
0.025/300
測定値
測定器
直角定規,特殊取付具及びダイヤルゲージ
備考及びJIS B 6191の参照
5.512.1,5.512.32及び5.512.42
Y軸は,できれば固定する。
直角定規の使用面は,Z軸と平行に定置するのが望ましい。直角定規をZ軸と平行に定置しない場合は,平行度
の狂いが測定値に含まれることを考慮しなければならない。
この直角度の偏差は,G8及びAG1 a)からも求めることができる。
角度αが,90゜より小さいか,等しいか,又は90゜より大きいかを,情報として,又は補正を行うために記録し
なければならない。
28
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
AG4
垂直位置にある主軸軸線とZ軸運動との平行度の検査
a) 垂直ZX平面内で
b) 垂直YZ平面内で
測定方法図
許容値
a)及びb)について 測定長さ300について 0.025
測定値
a)
b)
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
5.412.1及び5.422.3
X軸は,動きの中央に置くのが望ましい。
a)について,X軸は,できれば固定する。
b)について,Y軸は,できれば固定する。
29
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
AG5
垂直位置にある主軸軸線とX軸運動との直角度の検査
測定方法図
許容値
0.025/300
測定値
測定器
直定規,特殊取付具及びダイヤルゲージ
備考及びJIS B 6191の参照
5.512.1及び5.512.42
Z軸は,できれば固定する。
直定規は,X軸と平行に定置しなければならない。
この直角度の偏差は,G7及びAG4 a)からも求めることができる。
角度αが,90゜より小さいか,等しいか,又は90゜より大きいかを,情報として,又は補正を行うために記録し
なければならない。
30
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
AG6
垂直位置にある主軸軸線とY軸運動との直角度の検査
測定方法図
許容値
0.025/300
測定値
測定器
直定規,特殊取付具及びダイヤルゲージ
備考及びJIS B 6191の参照
5.512.1及び5.512.42
Z軸は,できれば固定する。
直定規は,Y軸と平行に定置しなければならない。
この直角度の偏差は,G8及びAG4 b)からも求めることができる。
角度αが,90゜より小さいか,等しいか,又は90゜より大きいかを,情報として,又は補正を行うために記録し
なければならない。
31
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
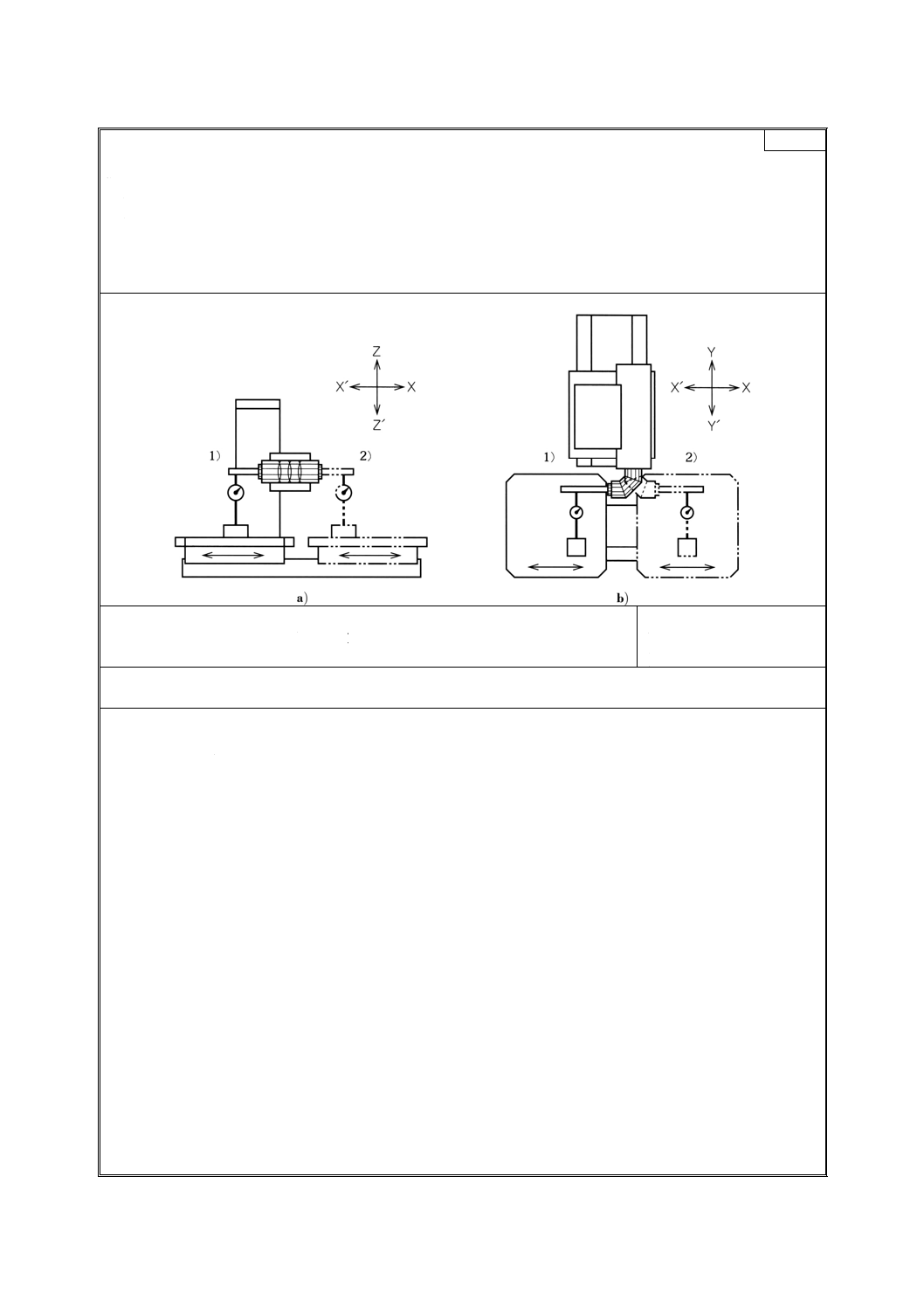
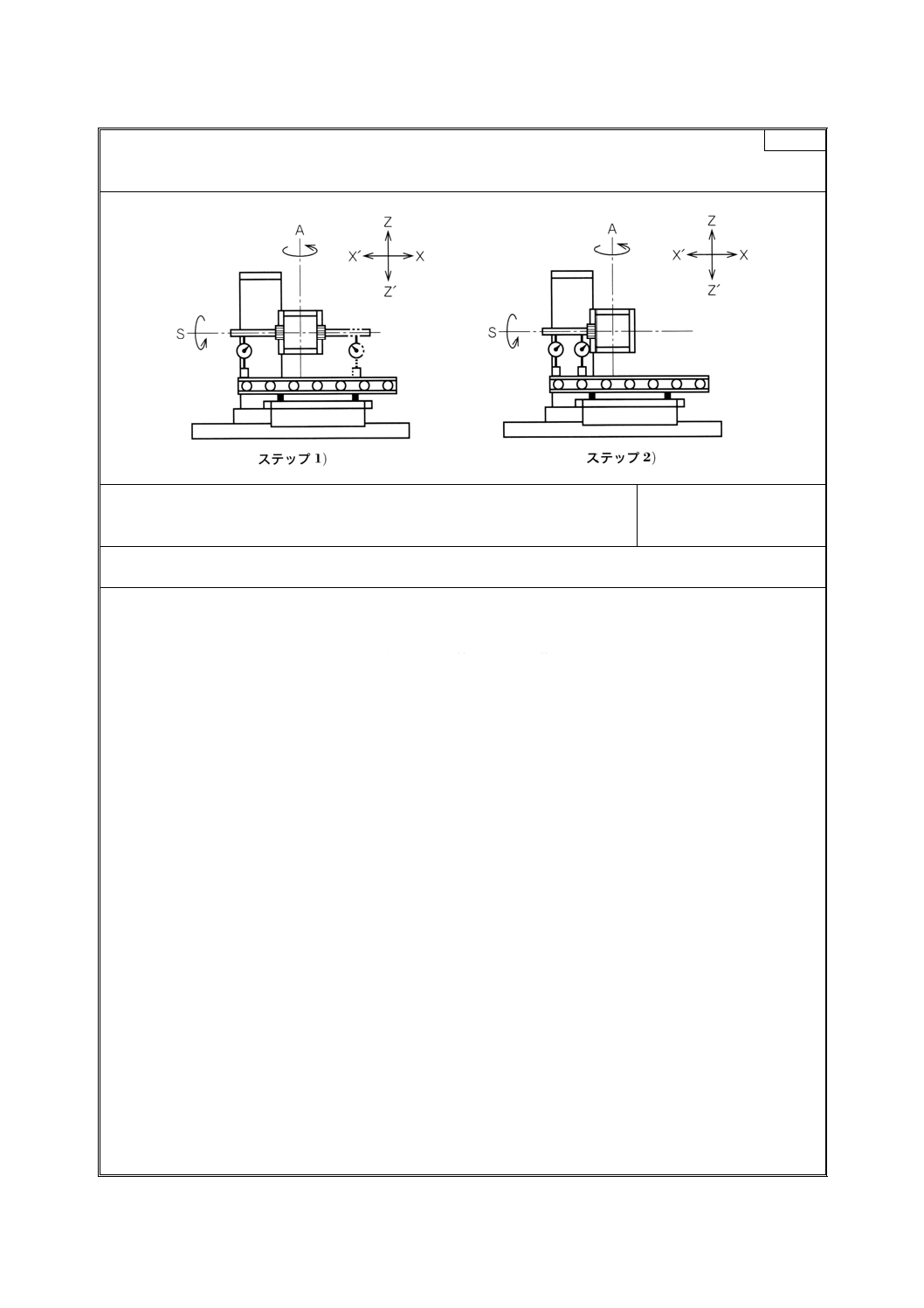
検査事項
AG7
X軸方向に平行な二つの水平位置とX軸運動との平行度の検査
1) 左側の位置にある主軸
a) 垂直ZX平面内で
b) 水平XY平面内で
2) 右側の位置にある主軸
a) 垂直ZX平面内で
b) 水平XY平面内で
測定方法図
許容値
a)及びb)について 300について 0.025
測定値
a)
b)
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
5.412.1及び5.422.3
a)について,Z軸は,できれば固定する。
b)について,Y軸は,できれば固定する。
32
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
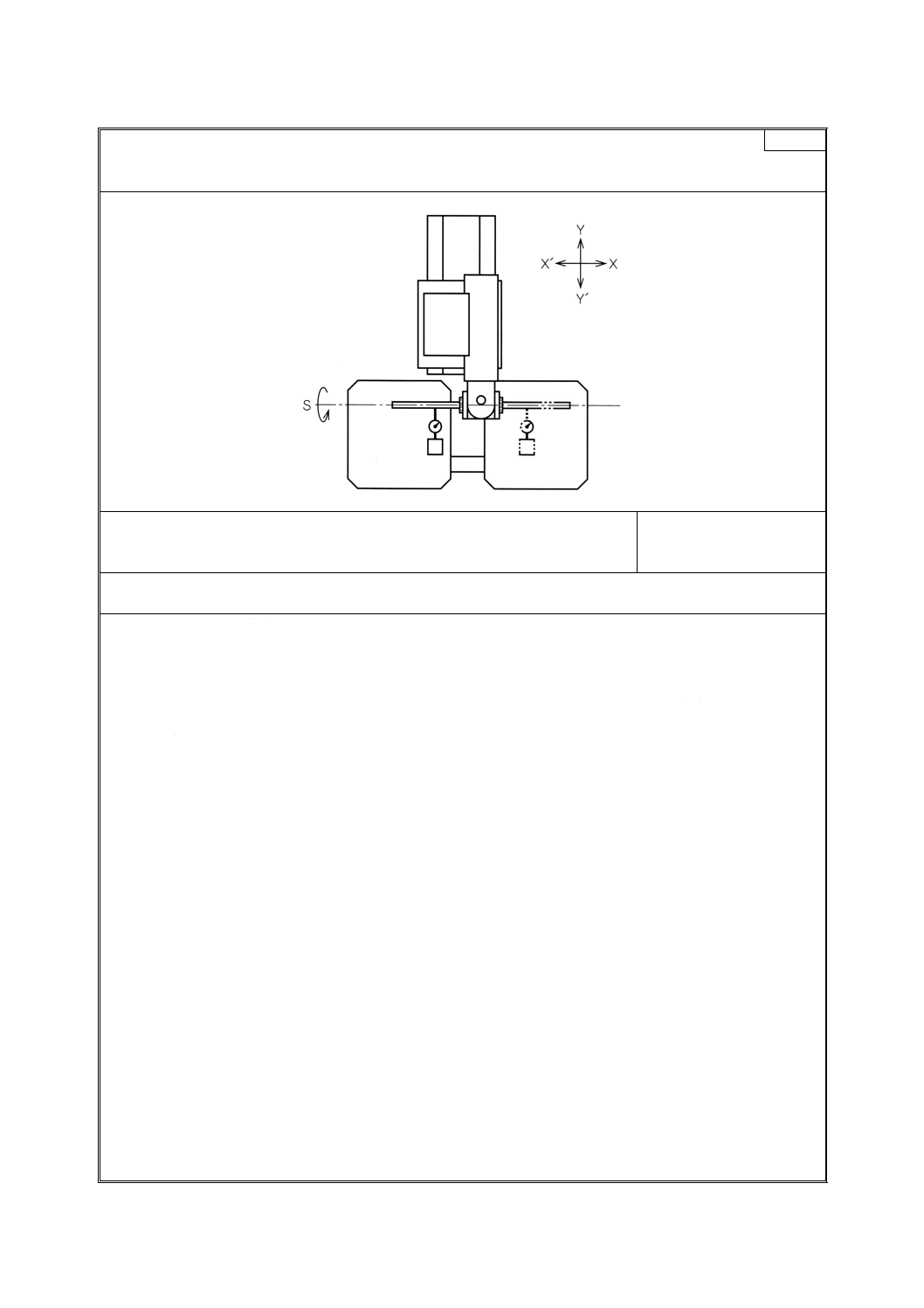
検査事項
AG8
X軸方向に平行な二つの水平位置における主軸高さの差の検査
(回転B軸と主軸軸線Sとの交差度)
測定方法図
許容値
0.03
測定値
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
この偏差は,平行度の偏差を無視しているので,主軸端だけでの読みを取ることによって,AG7の1)a)及び2)a)
の測定から求められる。
33
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
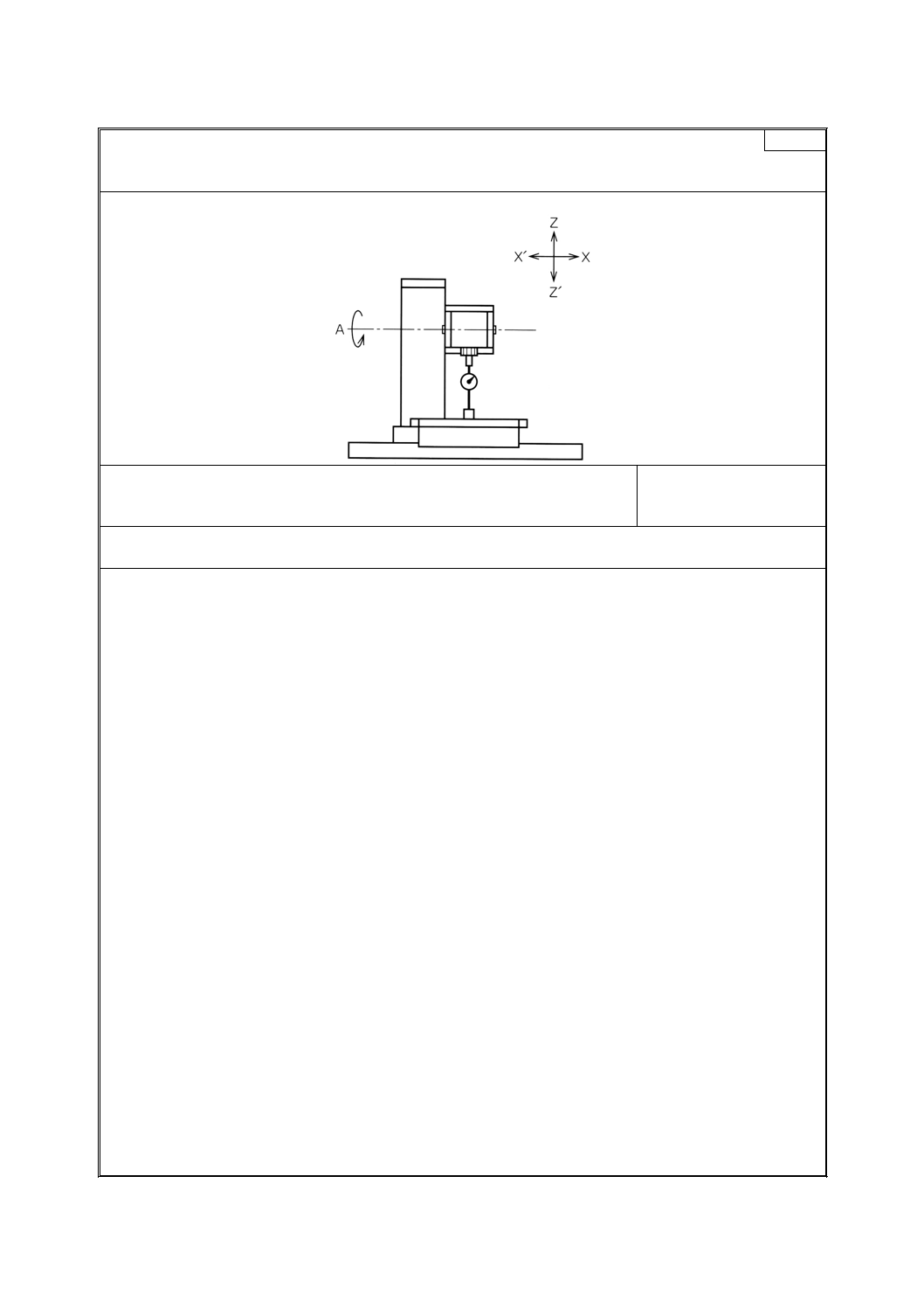
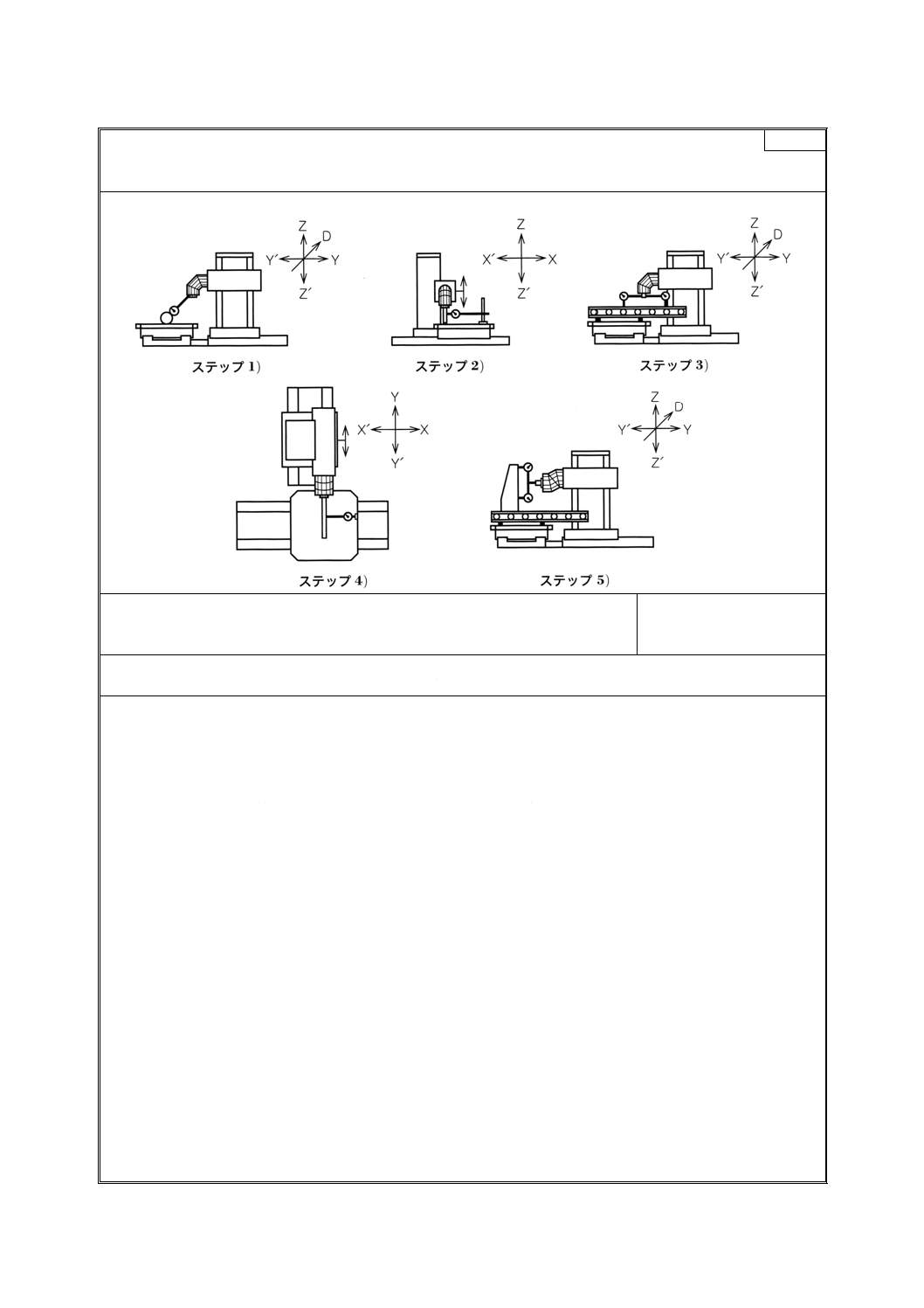
検査事項
AG9
主軸軸線Sと45゜位置にあるD軸とが同一平面内にあることの検査
測定方法図
許容値
0.020
測定値
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
X軸は,できれば固定する。
ステップ1): Y軸に平行な水平位置に主軸を位置させる。できるだけ主軸端近くでテストバーにダイヤルゲージ
を当ててゼロ合わせする。ダイヤルゲージは,テーブル上に固定する。
ステップ2): ダイヤルゲージとの干渉を避けるために,Y軸及びZ軸だけに沿って主軸頭を移動させて遠ざけ
る。垂直位置に主軸軸線をもってくるためにD軸を回転させ,再びY軸及びZ軸を移動させてダ
イヤルゲージと接触させる。
ステップ2)における運動が終了したときの読みの1/2は,許容値を超えてはならない。
この検査の偏差は,X軸を移動させることなく,しかもダイヤルゲージを再設定することなく,AG1 b)の検査の
後にAG4 a)の検査を行うことによって測定できる。
34
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(規定) 旋回形万能主軸頭
検査事項
BG1
ヨークのB軸とX軸運動との直角度の検査
測定方法図
許容値
0.025/500
測定値
測定器
直定規及びダイヤルゲージ
備考及びJIS B 6191の参照
5.512.1,5.512.32及び5.512.42
Y軸は,できれば固定する。
直定規は,X軸に平行に定置する。
ダイヤルゲージは,Y軸に直角に主軸をもってくる場合には,ヨーク本体又は主軸頭に固定してもよい。
角度αが,90゜より小さいか,等しいか,又は90゜より大きいかを,情報として,又は補正を行うために記録し
なければならない。
35
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
BG2
ヨークのB軸とZ軸運動との直角度の検査
測定方法図
許容値
0.025/500
測定値
測定器
直角定規及びダイヤルゲージ
備考及びJIS B 6191の参照
5.512.1,5.512.32及び5.512.42
Y軸は,できれば固定する。
直角定規は,Z軸と平行に定置する。
ダイヤルゲージは,Y軸に直角に主軸をもってくる場合には,ヨーク本体又は主軸頭に固定してもよい。
角度αが,90゜より小さいか,等しいか,又は90゜より大きいかを,情報として,又は補正を行うために記録し
なければならない。
36
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
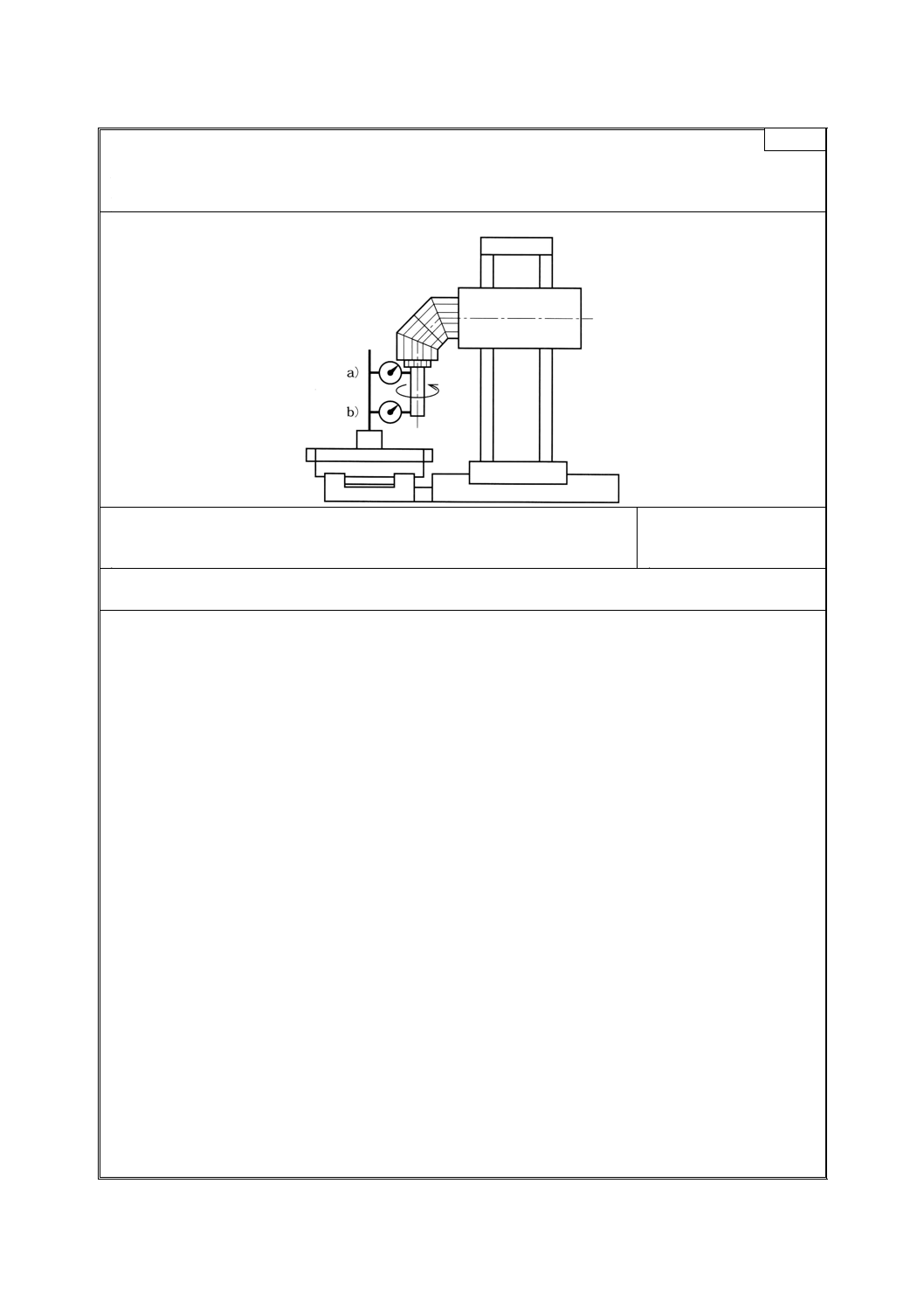
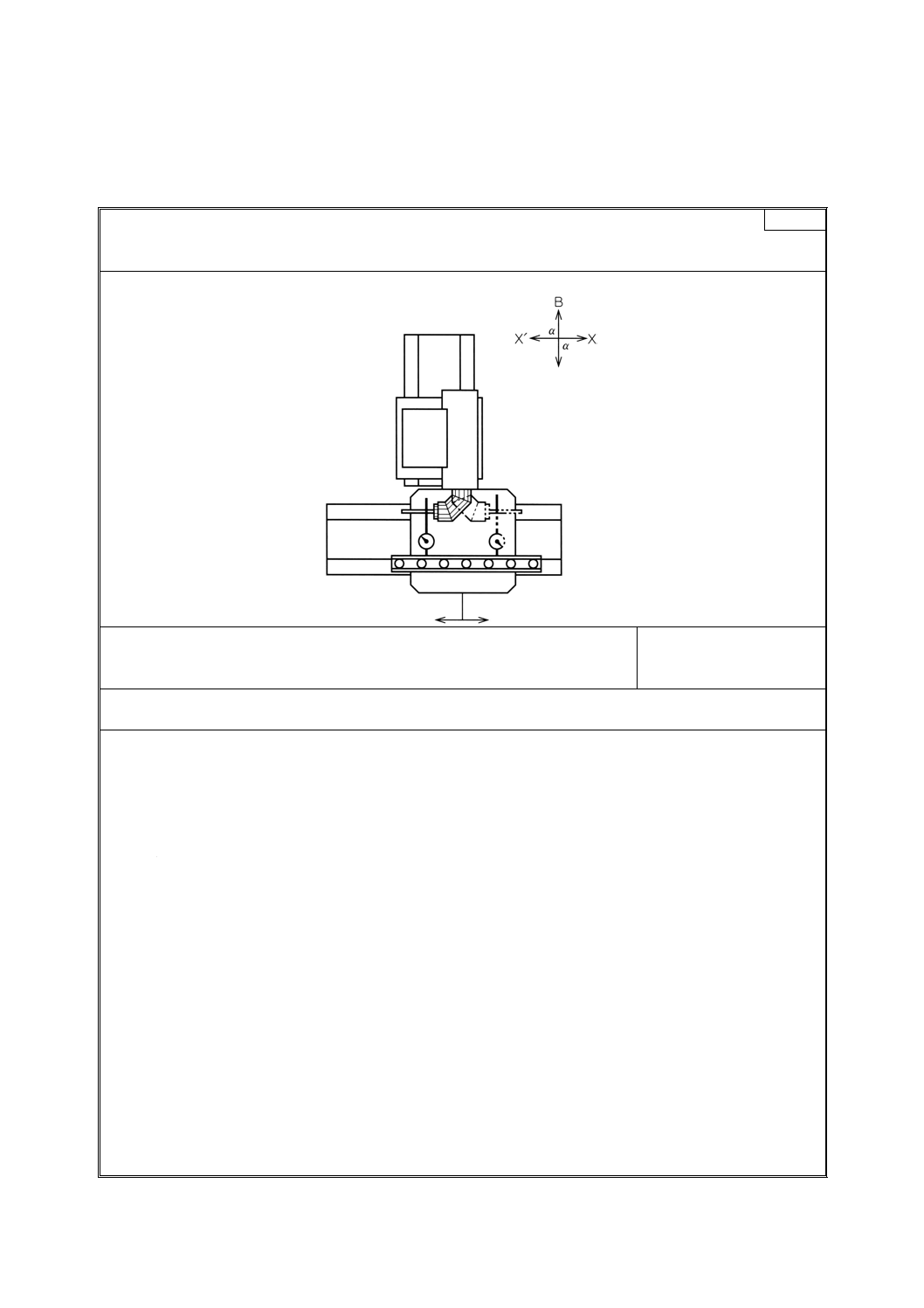
検査事項
BG3
主軸頭のA軸とヨークのB軸との直角度の検査
測定方法図
許容値
0.035/500
測定値
測定器
直定規又は定盤,テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
Z軸は,できれば固定する。
直定規は,X軸に平行に定置する。
ステップ1): 右の位置及び左の位置にある主軸での二つのダイヤルゲージの読みが,等しくなるまで,ヨーク
(B軸)の角度位置を合わせる(A軸は,X軸と直角である。)。次にダイヤルゲージのゼロ合わせ
を行い,テストバー上の接触点を印する。
ステップ2): Y方向(YZ面内で)に平行な水平位置に主軸をもってくるために,主軸頭(A軸)を90゜回し,
測定子が再び印した点でテストバーと接触するまでY軸(及び直定規上のダイヤルゲージ)を移
動させ,読みを取る。
ステップ3): ヨーク(B軸)を180゜回転させ,調整のためにステップ1)及び測定のためにステップ2)を繰り返
す。
ダイヤルゲージと主軸頭の回転A軸との距離で割ったステップ2)における二つの読みの差の1/2は,許容値を超
えてはならない。
備考: ステップ2)における二つの読みの合計の1/2,すなわち,平均値を,ダイヤルゲージと主軸頭回転のA軸と
の間の距離で除した値は,垂直YZ平面内におけるB軸とY軸との間の平行度偏差となる。これは,G8及
びBG2を組み合わせたものに対応する。BG4で測定される主軸軸線SとA軸との直角度の偏差は,調整の
ためのステップ1)の間でダイヤルゲージのゼロ合わせを行うことによって,無視できる。
37
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
BG4
主軸軸線Sと主軸頭のA軸との直角度の検査
測定方法図
許容値
0.040/500
測定値
測定器
直定規又は定盤,テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
Z軸は,できれば固定する。
直定規は,X軸に平行に定置する。
ステップ1): BG3のステップ1)において行われた調整をそのまま使う。
ステップ2): 主軸の任意の二つの水平位置における垂直ZX平面内での主軸軸線Sの平行度の偏差を測定する。
この偏差は,主軸軸線SとA軸との直角度の偏差に等しい。
38
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
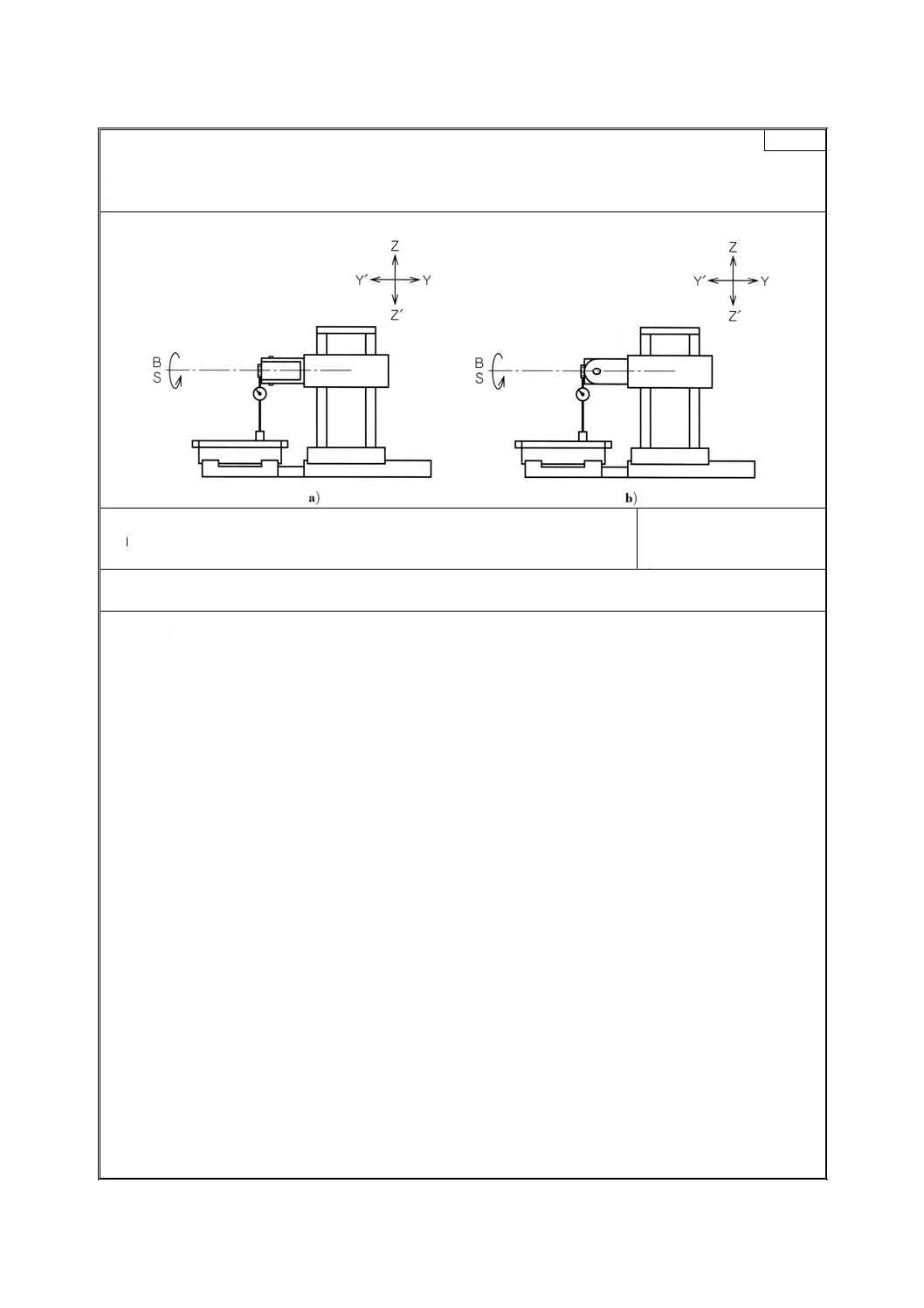
検査事項
BG5
主軸軸線Sと主軸頭のA軸とが同一平面内にあることの検査
測定方法図
許容値
0.020
測定値
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
Y軸は,できれば固定する。
主軸頭を一方向に干渉しないように回し,テストバーが水平XY平面内でX軸に平行になるまでA軸を回す。
ダイヤルゲージの読みをゼロに合わせ,テーブル上に固定する。
ダイヤルゲージとの干渉を避けるために,X軸及びZ軸だけに沿って移動させて主軸頭を遠ざける。A軸を180゜
回転させて,再びX軸及びZ軸を移動させてダイヤルゲージとテストバーとを接触させる。
ダイヤルゲージを再設定することなく,テストバーがその一方の側で再びX軸に平行になるまで,A軸を合わせ
る。
最後の読みの1/2は,許容値を超えてはならない。
39
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
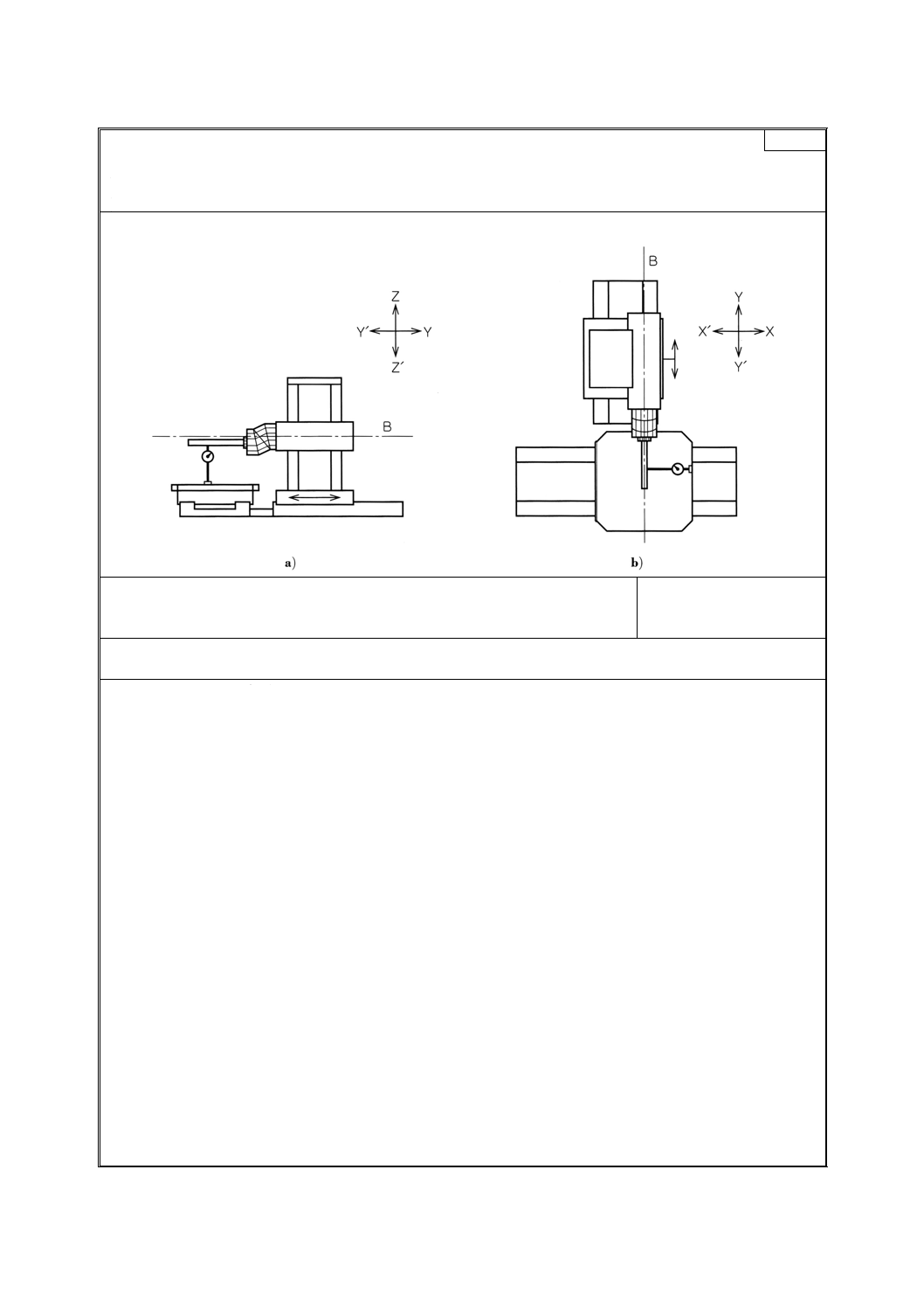
検査事項
BG6
ヨークのB軸とY方向に平行な水平位置にある主軸軸線Sとの一致の程度の検査
a) A軸及びB軸を含むAB平面内で
b) AB面に直角な平面内で
測定方法図
許容値
a) 0.020
b) 0.030
測定値
a)
b)
測定器
ダイヤルゲージ,又はテストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
主軸軸線SとB軸との平行度の偏差を最小にするように主軸頭の回転A軸を合わせる。測定子は,主軸の外面又
は内面,若しくは主軸端近くのテストバーに接触させなければならない。B軸を90゜ごとに4回回す。
二つの平面a)及びb)内での読みの1/2と許容値とを比較する。
A軸に直角な平面内での測定b)は,BG5で検査した主軸軸線SとA軸との間の距離及びBG7で検査するA軸と
B軸との間の距離を含む。
この検査については,S軸及びB軸の両方がY軸に平行であるのが望ましい。
40
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
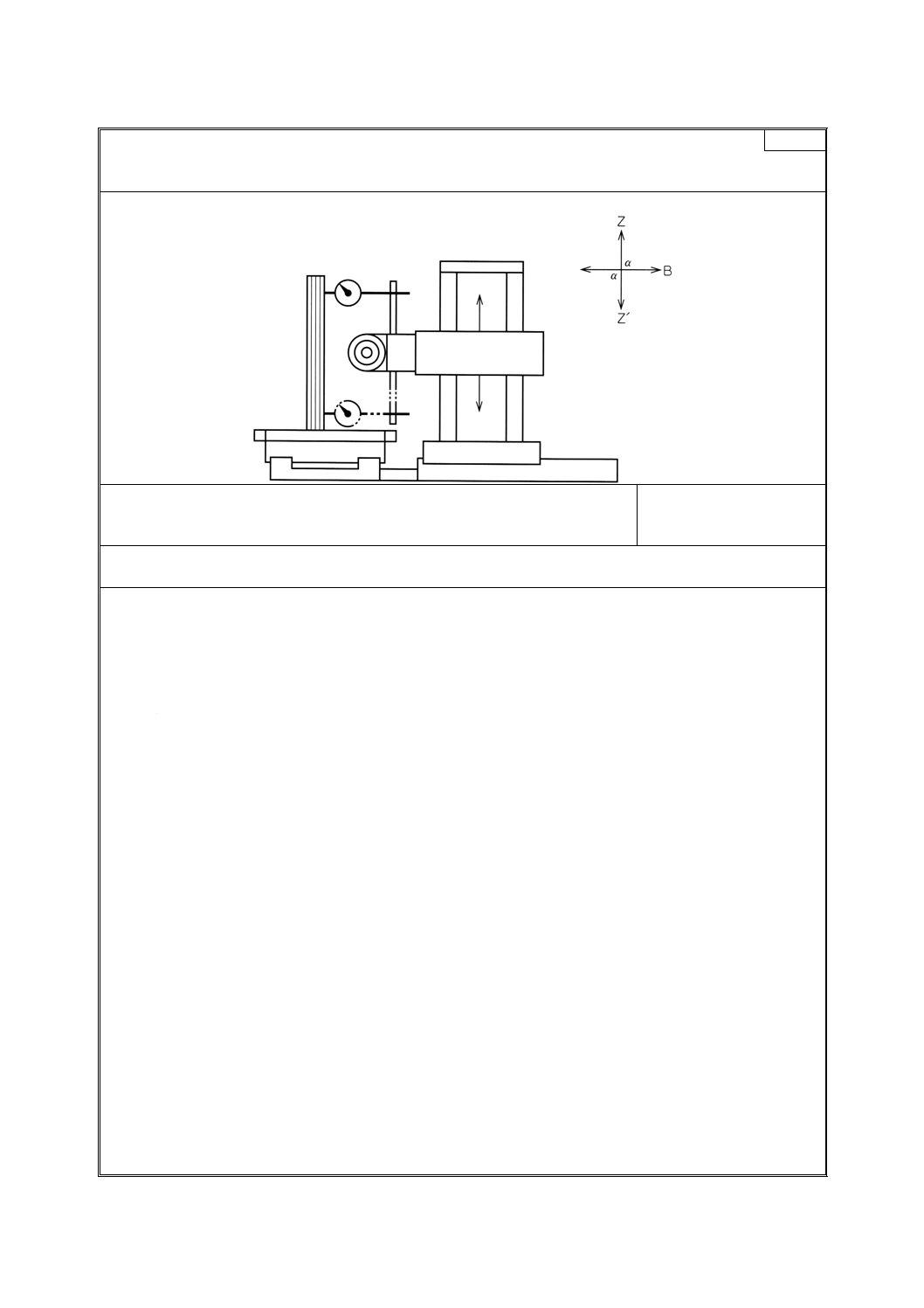
検査事項
BG7
主軸頭のA軸とヨークのB軸とが同一平面内にあることの検査
測定方法図
許容値
0.020
測定値
測定器
ダイヤルゲージ及び定盤
備考及びJIS B 6191の参照
Z軸は,できれば固定する。
定盤は,XY平面と平行に定置しなければならない。
主軸を固定できる場合には,ダイヤルゲージは,主軸に固定する。
主軸が定盤に直角になるようにA軸とB軸とを合わせる。ダイヤルゲージの読みをゼロに合わせる。
A軸とB軸とを両方とも180゜回転させ,新しく読みを取る。
この新しい読みの1/2は,許容値を超えてはならない。
41
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(規定) 45゜分割形連続割出万能主軸頭
検査事項
CG1
主軸頭ベースのB軸とX軸運動との直角度の検査
測定方法図
許容値
0.035/500
測定値
測定器
直定規及びダイヤルゲージ
備考及びJIS B 6191の参照
5.512.1及び5.512.42
Y軸は,できれば固定する。
直定規は,X軸と平行に定置する。
ダイヤルゲージは,Y軸に直角に主軸をもってくる場合には,主軸頭ベースに固定してもよい。
角度αが,90゜より小さいか,等しいか,又は90゜より大きいかを,情報として,又は補正を行うために記録し
なければならない。
42
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
CG2
主軸頭ベースのB軸とZ軸運動との直角度の検査
測定方法図
許容値
0.035/500
測定値
測定器
直角定規及びダイヤルゲージ
備考及びJIS B 6191の参照
5.512.1,5.512.32及び5.512.42
Y軸は,できれば固定する。
直角定規は,Z軸と平行に定置する。
ダイヤルゲージは,Y軸に直角に主軸をもってくる場合には,主軸頭ベースに固定してもよい。
角度αが,90゜より小さいか,等しいか,又は90゜より大きいかを,情報として,又は補正を行うために記録し
なければならない。
43
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
CG3
主軸頭ベースのB軸とY軸運動との平行度の検査
a) 垂直YZ平面内で
b) 水平XY平面内で
測定方法図
許容値
a)及びb)について 測定長さ300について 0.020
測定値
a)
b)
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
5.412.1及び5.422.3
この検査は,B軸が少なくとも180゜回転する場合だけに適用する。
X軸は,動きの中央に置く。
a)について,Z軸は,できれば固定する。
b)について,X軸は,できれば固定する。
Y方向に平行な水平位置において主軸をオリエンテーションし,垂直YZ平面内及び水平XY平面内の両方におい
て,Y軸と主軸との平行度を測定する。
主軸頭ベース(B軸)を180゜回転させ,再び二つの平面内で平行度を測定する。
両方の平面内で,180゜回す前と後とで読み取った二つの偏差の平均値は,許容値を超えてはならない。
44
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
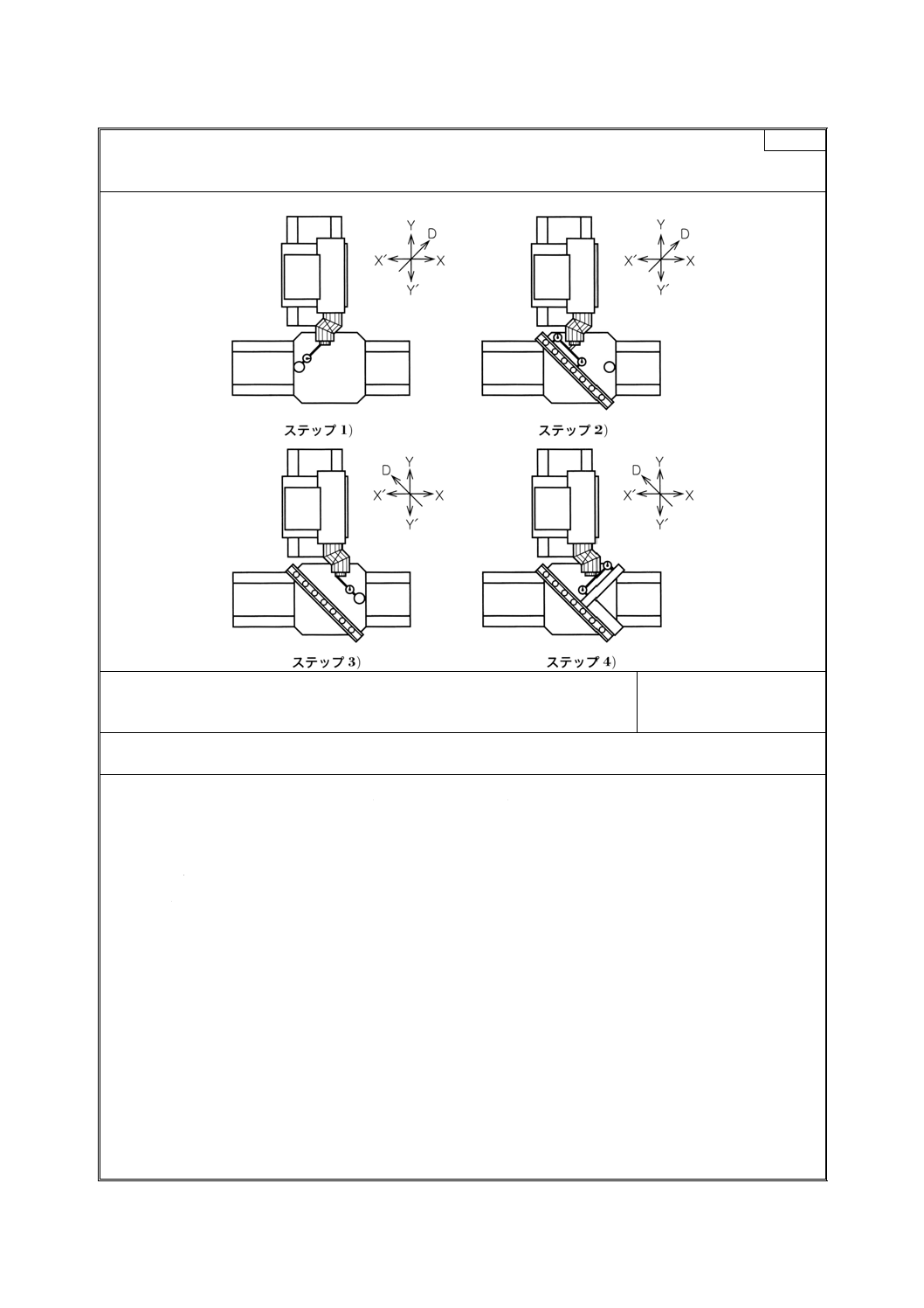
検査事項
CG4
主軸軸線Sと主軸頭のD軸とのなす45゜の角度の正確さの検査
測定方法図
許容値
0.020/300
測定値
測定器
テストバー,直定規,直角定規,円筒スコヤ及びダイヤルゲージ
備考及びJIS B 6191の参照
ステップ1): X軸に平行に定置した円筒スコヤを使って,ダイヤルゲージを取り付けている主軸頭(D軸)を
180゜回転させ,垂直位置において主軸頭(D軸)を調整する。その後,主軸頭ベースは,固定す
る。
ステップ2): ZX平面内で主軸軸線がZ軸に平行になるように垂直位置で主軸頭(D軸)を調整する。
ステップ3): 主軸軸線とY軸に平行に定置した直定規との直角度を測定する。読みとその向きとを記録する(例
えば,正の向き=開き,及び負の向き=閉じ)。
ステップ4): 次に,水平XY平面内で主軸軸線がY軸に平行になるように水平位置で主軸頭(D軸)を調整す
る。
ステップ5): 主軸軸線と直定規上に定置した直角定規との直角度を測定する。読みとその向きとを記録する。
ステップ3)とステップ5)とで測定した偏差の差の1/2は,許容値を超えてはならない(これは,二つの偏差の和
の1/2と混同してはならない。これは全く違った意味になる。)。
45
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
CG5
主軸頭のD軸と主軸頭ベースのB軸とのなす45゜の角度の正確さの検査
測定方法図
許容値
0.020/300
測定値
測定器
直定規,直角定規,円筒スコヤ及びダイヤルゲージ
備考及びJIS B 6191の参照
ステップ1): Y軸に平行に定置した円筒スコヤを使って,ダイヤルゲージを取り付けている主軸頭(D軸)を
180゜回転させ,一方の側面の位置において主軸頭ベース(B軸)を調整する。主軸頭ベースは,
固定する。
ステップ2): テーブル上に置いた直定規をD軸に直角に定置する。
ステップ3): ステップ1)と同じ手順で,もう一方の側面の位置で主軸頭ベースを調整する。
ステップ4): D軸と直定規上に定置した直角定規との直角度を測定する。
測定した偏差の1/2は,許容値を超えてはならない。
46
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
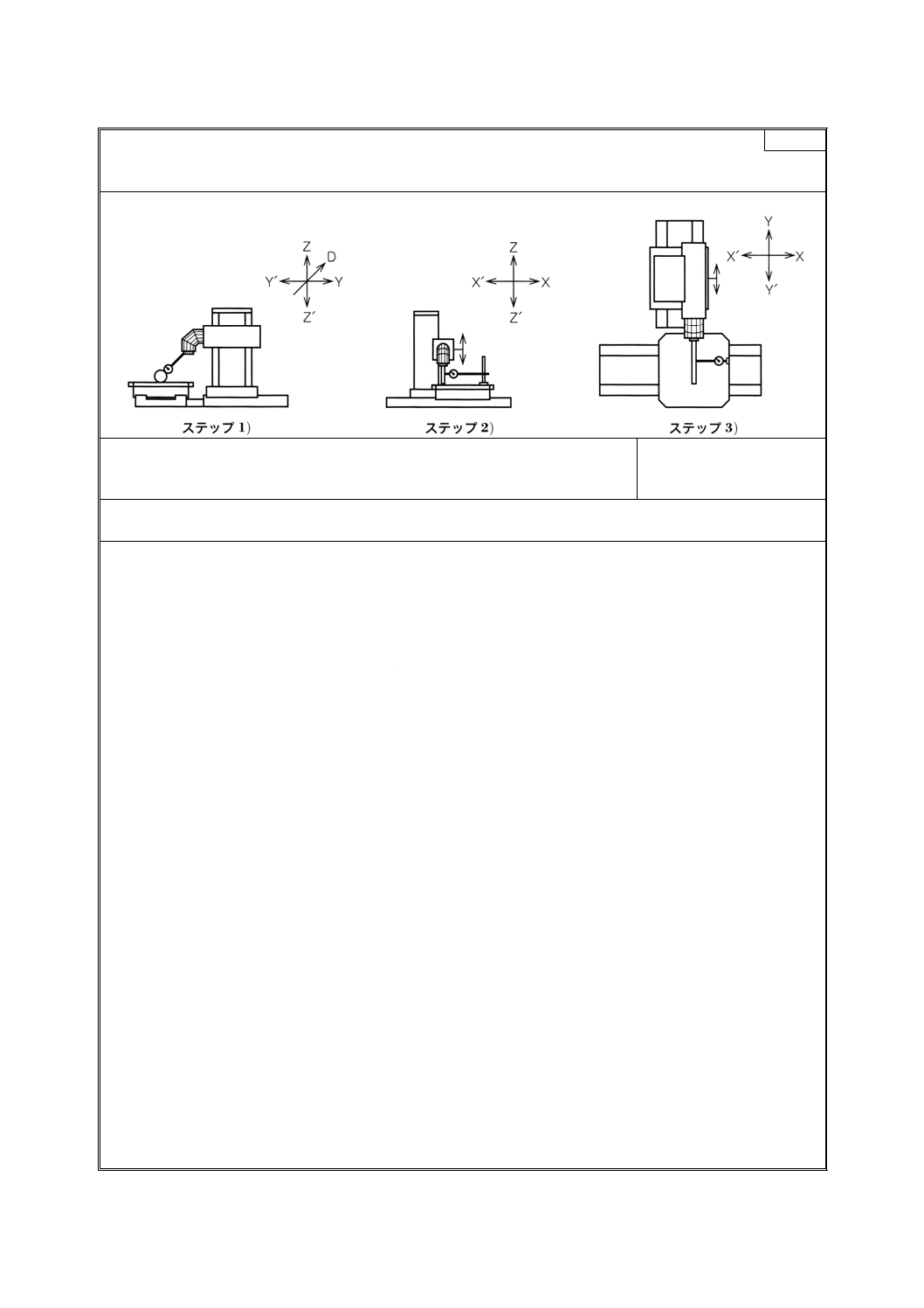
検査事項
CG6
主軸軸線Sと主軸頭のD軸とが同一平面内にあることの検査
測定方法図
許容値
0.020
測定値
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
X軸は,できれば固定する。
ステップ1): CG4のステップ1)のように主軸頭ベース(B軸)を調整する。
ステップ2): CG4のステップ2)のように主軸頭(D軸)を調整する。ダイヤルゲージの読みをゼロとする。
ステップ3): CG4のステップ4)のように,ダイヤルゲージを再設定することなく,かつ,Y軸及びZ軸だけを
移動させて,主軸頭(D軸)を調整する。
ステップ3)における調整が終わったとき,ダイヤルゲージの読みの1/2は,許容値を超えてはならない。
47
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
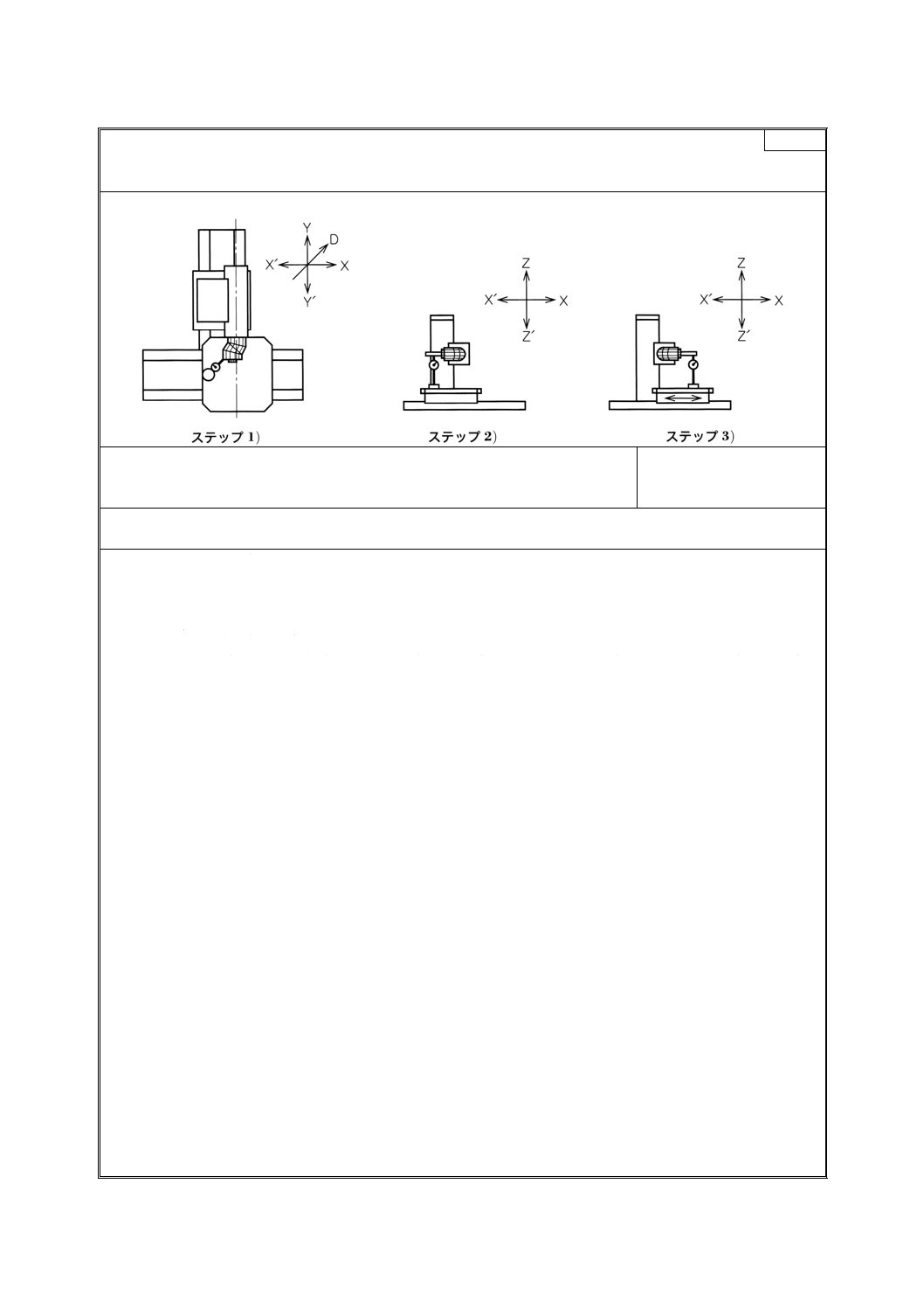
検査事項
CG7
主軸頭のD軸と主軸頭ベースのB軸とが同一平面内にあることの検査
測定方法図
許容値
0.020
測定値
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
Z軸は,できれば固定する。
ステップ1): CG5のステップ1)のように主軸頭ベース(B軸)を調整する。
ステップ2): 主軸軸線が垂直ZX平面内のX軸に平行になるように主軸頭(D軸)を調整する。ダイヤルゲー
ジの読みをゼロにする。
ステップ3): 主軸頭ベース(B軸)を180゜回転させ,ダイヤルゲージを再設定することなく,X軸及びY軸だ
けを移動させて,再び主軸がもう一方の側でX軸に平行になるように主軸頭ベースを調整する。
ダイヤルゲージの読みの1/2は,この検査の偏差とCG6の偏差との代数和と等しい。
48
B6336-3 : 2000 (ISO 10791-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(参考) 参考文献
[1] JIS B 6310 : 1998 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
備考 ISO/DIS 841 : 1994, Industrial automation systems−Physical device control−Coordinate system and
motion nomenclatureからの引用事項は,この規格の該当事項と同等である。
[2] JIS B 6337;工作機械用パレット−形状・寸法
備考 ISO 8526-1 : 1990, Modular units for machine tools−Workholding pallets−Part 1 : Workholding
pallets up to 800 mm nominal size及びISO 8526-2 : 1990, Modular units for machine tools−
Workholding pallets−Part 2 : Workholding pallets of nominal size greater than 800 mmからの引用事
項は,この規格の該当事項と同等である。
原案作成委員会 構成表
氏名
所属
(委員長)
清 水 伸 二
上智大学
青 山 藤詞郎
慶應義塾大学
堤 正 臣
東京農工大学
竹 森 謙 三
株式会社荏原製作所
澤 江 政 信
富士電機株式会社
遠 藤 治 彦
石川島播磨重工業株式会社
江 草 友 良
株式会社クレオ
磯 部 章
住友重機械工業株式会社
岩 脇 晃
トヨタ自動車株式会社
鈴 木 治 男
株式会社オギハラ
窪 野 和 夫
エンシュウ株式会社
大 類 恒 夫
日立精機株式会社
横 田 純 一
日立ビアメカニクス株式会社
浅 野 英 仁
株式会社池貝
吉 野 光 男
倉敷機械株式会社
内 海 敬 三
株式会社牧野フライス製作所
峯 岸 和 美
三井精機工業株式会社
岡 本 洋 一
株式会社森精機製作所
古 橋 静 児
オークマ株式会社
山 内 政 行
大阪機工株式会社
吉 田 博 通
東芝機械株式会社
神 谷 洋 治
豊田工機株式会社
北 山 稔
ヤマザキマザック株式会社
橋 本 進
財団法人日本規格協会
(事務局)
櫻 庭 肇
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
米 谷 理 史
社団法人日本工作機械工業会