B 6336-1:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 一般事項························································································································· 2
3.1 測定単位 ······················································································································ 2
3.2 JIS B 6190-1の参照 ········································································································ 3
3.3 JIS B 6336-6の参照 ········································································································ 3
3.4 試験の順序 ··················································································································· 3
3.5 実施する試験 ················································································································ 3
3.6 許容値 ························································································································· 3
3.7 測定器 ························································································································· 3
3.8 測定方法図 ··················································································································· 4
3.9 パレット ······················································································································ 4
3.10 ソフトウェア補正 ········································································································· 4
3.11 機械の構造形態 ············································································································ 4
3.12 機械の呼び方 ··············································································································· 4
3.13 試験していない軸 ········································································································· 5
4 幾何精度試験 ··················································································································· 7
4.1 直進軸の真直度誤差 ······································································································· 7
4.2 直進軸の姿勢誤差 ········································································································· 10
4.3 直進軸間の直角度誤差 ··································································································· 13
4.4 主軸 ··························································································································· 16
附属書A(規定)回転しない水平テーブル ··············································································· 21
附属書B(規定)垂直B'軸回りに回転するテーブル ··································································· 27
附属書C(規定)垂直B'軸回りに回転し,水平A'軸回りに傾斜するテーブル ································· 36
附属書D(規定)水平A'軸回りに回転し,垂直B'軸回りに旋回するテーブル ································· 51
附属書E(参考)主軸及び回転テーブルの回転軸誤差運動 ··························································· 66
附属書F(参考)垂直B'軸回りに回転し,水平A'軸回りに傾斜するテーブルの回転軸誤差運動(附属書C
参照) ······························································································································· 70
附属書G(参考)水平A'軸回りに回転し,垂直B'軸回りに旋回するテーブルの回転軸誤差運動(附属書D
参照) ······························································································································· 76
参考文献 ···························································································································· 82
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 83
B 6336-1:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
工作機械工業会(JMTBA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業
規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業
規格である。これによって,JIS B 6336-1:2000は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 6336の規格群には,次に示す部編成がある。
JIS B 6336-1 第1部:水平主軸をもつ機械の幾何精度(水平Z軸)
JIS B 6336-2 第2部:立て形及び万能主軸頭をもつ機械の静的精度(垂直Z軸)
JIS B 6336-3 第3部:固定又は連続割出万能主軸頭をもつ機械の静的精度(垂直Z軸)
JIS B 6336-4 第4部:直進及び回転運動軸の位置決め精度
JIS B 6336-5 第5部:パレットの位置決め精度
JIS B 6336-6 第6部:速度及び補間運動の精度
JIS B 6336-7 第7部:工作精度
JIS B 6336-8 第8部:直交3平面内での輪郭運動性能の評価
JIS B 6336-9 第9部:工具交換及びパレット交換時間の評価
JIS B 6336-10 第10部:熱変形試験
日本工業規格 JIS
B 6336-1:2018
マシニングセンタ−試験条件−
第1部:水平主軸をもつ機械の幾何精度(水平Z軸)
Test conditions for machining centres-Part 1: Geometric tests for machines
with horizontal spindle (horizontal Z-axis)
序文
この規格は,2015年に第2版として発行されたISO 10791-1を基とし,技術的内容を変更して作成した
日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
マシニングセンタは,フライス削り,中ぐり及びねじ立てを含む複数の機械加工ができ,かつ,加工プ
ログラムに従って工具マガジン又は同様の工具格納装置から自動で工具交換ができる数値制御工作機械で
ある。
この規格の目的は,比較,受渡し,保守又は使用者若しくは製造業者が必要と判断するその他の目的の
ために行う試験に関して,できるだけ幅広く,かつ,理解しやすい情報を提供することである。この規格
は,JIS B 6190の規格群の関係する部を引用して,単独又はフレキシブル生産システムに組み込まれた横
形マシニングセンタの幾何精度試験について規定している。また,この規格は,普通精度の汎用マシニン
グセンタに対応する試験結果の許容値についても規定している。
さらに,この規格は,構造形態,構造要素及び運動がこの規格の規定と変わらなければ,他の数値制御
工作機械に全て又は一部を適用することができる。
この規格の第1版(以下,“旧規格”という。)にあった附属書A〜附属書Cの附属主軸頭は,マシニン
グセンタで使用されるとは限らないことから,より一般的な規格としてISO/DIS 17543-1に別途規定する。
この規格では,テーブルの平面度の試験(旧規格では,G15)は,次に示す幾つかの理由から削除した。
− テーブル上面は,通常,工作物の位置決め基準として使わない。
− テーブル上に取付具を付けた状態で機械を供給することがある。
− 機械の中には複数のパレットを取り付けることができるレシーバを備えているものがある。
− 機械の寿命期間中に行う試験について,特に大形の機械では,テーブル上面が精度測定に適さない状
態になる場合がある。
1
適用範囲
この規格は,JIS B 6190-1に基づき,水平主軸(水平Z軸)をもつマシニングセンタ(又はこの規格が
適用できる他の数値制御工作機械)の幾何精度試験について規定する。
この規格は,三つの数値制御直進軸(5 000 mm以下のX軸,3 200 mm以下のY軸,及び2 000 mm以
下のZ軸)をもつマシニングセンタに適用し,さらに,回転,傾斜及び旋回するテーブルのような運動に
2
B 6336-1:2018
も適用する。この規格に規定する以外の運動は,特別な機能とみなし,それに関係する試験はこの規格に
は含まない。
この規格は,次に示す附属書Aで固定テーブルを,附属書B,附属書C及び附属書Dで回転テーブル
を考慮している。
− 附属書A:回転しない水平テーブル
− 附属書B:垂直B'軸回りに回転するテーブル
− 附属書C:垂直B'軸回りに回転し,水平A'軸回りに傾斜するテーブル
− 附属書D:水平A'軸回りに回転し,垂直B'軸回りに旋回するテーブル
この規格は,ISO 17543-1に規定する主軸頭交換形の機械については考慮していない。
この規格は,機械の幾何精度試験だけを扱い,一般に別途試験するのが望ましい機械の運転試験には適
用しない。機械の幾何精度試験以外の試験は,この規格群の他の部で扱っている。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10791-1:2015,Test conditions for machining centres−Part 1: Geometric tests for machines with
horizontal spindle (horizontal Z-axis)(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 6190-1:2016 工作機械試験方法通則−第1部:幾何精度試験
注記 対応国際規格:ISO 230-1:2012,Test code for machine tools−Part 1: Geometric accuracy of
machines operating under no-load or quasi-static conditions(IDT)
JIS B 6310:2003 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
注記 対応国際規格:ISO 841:2001,Industrial automation systems and integration−Numerical control of
machines−Coordinate system and motion nomenclature(IDT)
JIS B 6336-6:2018 マシニングセンタ−試験条件−第6部:速度及び補間運動の精度
注記 対応国際規格:ISO 10791-6:2014,Test conditions for machining centres−Part 6: Accuracy of
speeds and interpolations(IDT)
ISO 230-7,Test code for machine tools−Part 7: Geometric accuracy of axes of rotation
注記 対応日本工業規格:JIS B 6190-7 工作機械試験方法通則−第7部:回転軸の幾何精度試験
(IDT)
3
一般事項
3.1
測定単位
この規格では,全ての長さ寸法,偏差及びその許容値は,ミリメートル(mm)で表す。角度寸法は,
度(°)で表す。角度偏差及びその許容値は,通常,長さの比(例えば,0.010/1 000)で表すが,明確化
のために場合によってはマイクロラジアン(μrad)又は秒(″)を用いることがある。これらの間には,次
の関係が成り立つ。
3
B 6336-1:2018
0.010/1 000=10 μrad ≒ 2"
3.2
JIS B 6190-1の参照
この規格を適用するに当たって,特に試験前の機械の据付け,主軸及び他の運動部品の暖機運転,測定
方法の説明,並びに測定器の推奨不確かさについては,JIS B 6190-1を参照しなければならない。
当該試験がJIS B 6190-1に規定する試験方法に従っている場合には,箇条4及び附属書の“測定手順”
欄に示す説明を参照する前に,JIS B 6190-1の対応する箇条を参照。
3.3
JIS B 6336-6の参照
JIS B 6336-6の附属書A,附属書B及び附属書Cは,運動試験として同時3軸制御による円運動試験(AK1,
AK2,BK1,BK2,CK1及びCK2)について規定している。この試験は,軸付き基準球と変位計とによる
方法,又はボールバーによる方法によって行うことができる。
この運動試験は,直進軸に対する回転軸の位置及び角度の誤差を求めるためにも利用できる。
JIS B 6336-6に規定する運動試験BK2 b),及びCK2 c) は,関係する幾何誤差補正機能が全て同じ場合
には,BG5,BG6,CG6,CG7,CG8,DG6及びDG8の試験の代わりとして用いることができる。
3.4
試験の順序
この規格に示す試験の順序は,実際の試験の順序を決めるものではない。測定器の取付け及び試験が容
易なように試験はどのような順序で行ってもよい。
3.5
実施する試験
機械を試験するとき,必ずしもこの規格に示した全ての試験を行う必要がないか,又は可能でないこと
もある。この試験が受渡しのために必要なとき,使用者は,製造業者との協定に基づいて関心のある機械
の構成要素及び/又は特性に関係する試験を選択してもよい。実施する試験は,機械を発注するときに明
確にしておかなければならない。実施する試験の指定がなく,かつ,その試験に要する経費についての協
定もない状態でこの規格を受渡検査に引用するだけでは,受渡当事者相互間を拘束することにはならない。
3.6
許容値
この規格に規定する許容値(JIS B 6190-1の4.1参照)は,全て指針である。許容値を受渡検査に用いる
場合には,この規格に規定する許容値以外の値を受渡当事者間で協定することができる。必要な又は協定
した許容値は,機械を発注するときに明記しなければならない。
この規格に規定する測定長さとは異なる測定長さに対する許容値は,測定長さに比例して決める(JIS B
6190-1の4.1.2参照)。ただし,許容値の最小値が0.005 mmであることを考慮しなければならない。
3.7
測定器
この規格の箇条4及び附属書A〜附属書Gに示す測定器は,例としてだけ示したものである。同じ量が
測定でき,かつ,測定不確かさが同等又はそれ以下の他の測定器を使用してもよい。測定不確かさと許容
値との関係について記載したJIS B 6190-1の箇条5を参照しなければならない。
測定器として“ダイヤルゲージ”と記載してある場合は,該当する試験に適用できるものであれば,通
常の目盛式のダイヤルゲージだけでなく,デジタル式ダイヤルゲージ,電気マイクロメータ(LVDT),リ
ニアスケール式デジタル変位計,非接触変位計のような変位計も意味する(JIS B 6190-1の箇条4参照)。
同様に,測定器として“直定規”と記載してある場合は,花こう岩,セラミックス,鋼,鋳鉄製の直定
規だけでなく,直角定規,円筒スコヤ,ます形ブロック,又はT溝若しくは他の基準面に適合するように
製作した直線基準をもつ特殊かつ専用の基準器も意味する。また,“直角定規”と記載してある場合も,同
様に花こう岩,セラミックス,鋼,鋳鉄製の直角定規だけでなく,円筒スコヤ,ます形ブロック,又は直
角基準をもつ特殊かつ専用の基準器を意味する。
4
B 6336-1:2018
“3Dプローブ”と記載してある場合は,基準球の中心位置の変化を測定するための三つの変位計を組み
込んだ測定器を意味する。この測定器と基準球とは,プログラムした工具経路に沿って一緒に移動する。
3.8
測定方法図
この規格に示す測定方法図は,簡略化のために一つの構造形態だけを例示する。
3.9
パレット
複数のパレットを備えた機械については,パレット固有の幾何精度試験及び機械の運動軸の幾何精度試
験(附属書A〜附属書Dに示す試験)は,受渡当事者間の協定で指定する場合を除き,代表として所定の
位置にクランプした1台のパレットだけを用いて行わなければならない。パレットの試験については,JIS
B 6336-5を参照。
3.10 ソフトウェア補正
幾何誤差を補正するソフトウェア機能が組み込まれている場合には,受渡し目的で試験を行っている間
にその補正機能を使用するかどうかは,工作機械の用途を考慮して受渡当事者間の協定に基づいて決めな
ければならない。ソフトウェア補正を使用した場合は,そのことを試験報告書に記載しなければならない。
また,ソフトウェア補正を使用する場合は,試験のために軸を固定してはならないことを留意しなければ
ならない。
3.11 機械の構造形態
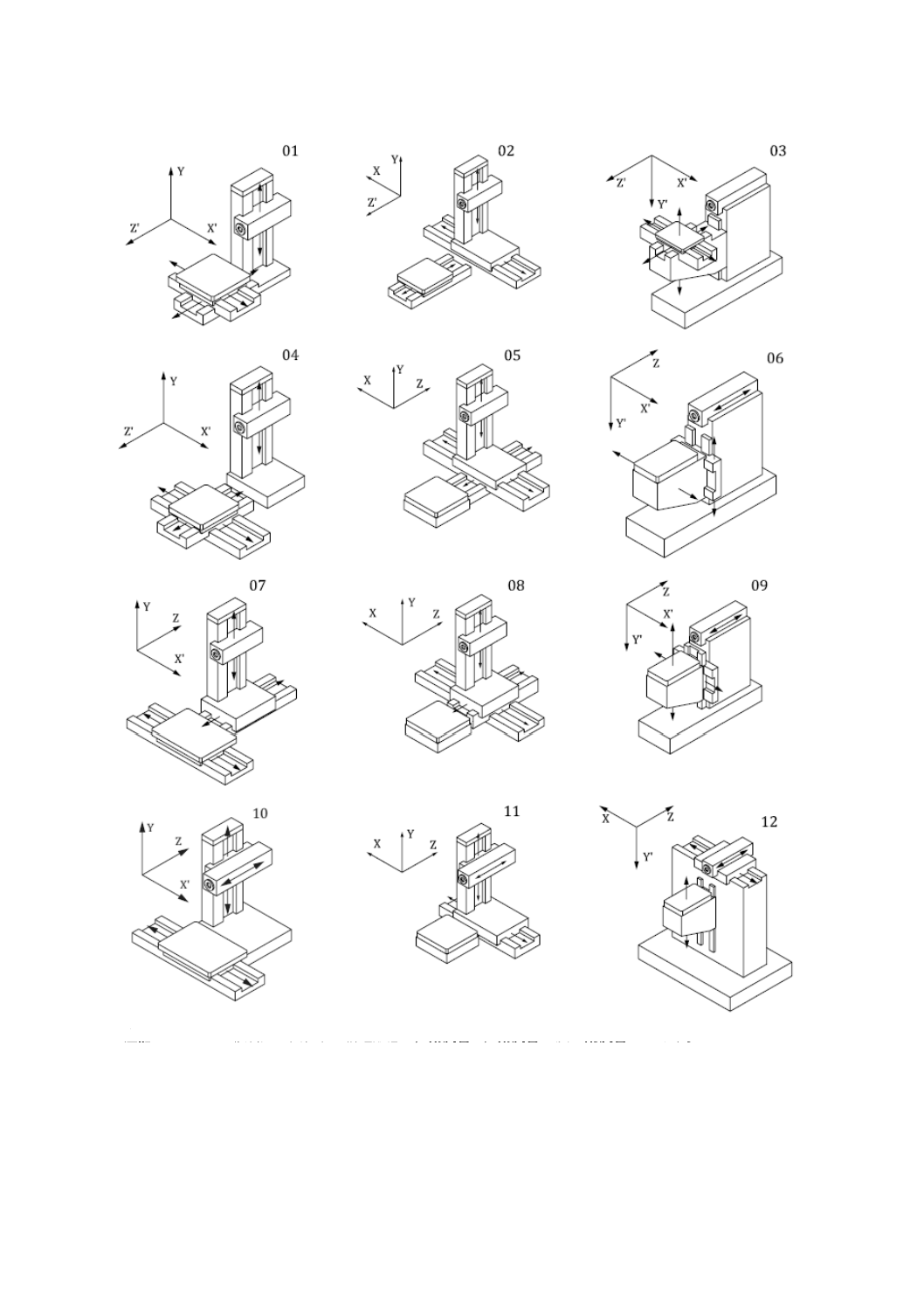
図1及び表1は,異なる構造で直進軸に平行に運動する部品をもった12通りのマシニングセンタの構造
形態を示す。この構造形態は,図1及び表1を参照して,01〜12の番号を用いて特定する。軸の向き及び
名称は,JIS B 6310を参照するのが望ましい。
3.12 機械の呼び方
機械の呼び方は,マシニングセンタの構造形態を定義するために短いコードを用いて表1のように表す。
この呼び方は,次の順序による。
− この規格に対応する国際規格の番号ISO 10791-1
− 横形を意味する“H”
− 工作物(w)から工具(t)までの直列につないだ構造及び運動部品のリスト
表1は,図1に示す機械の構造形態を参照した呼び方の例を示す。
ここに,
− 運動軸の直列結合は,角括弧の中に記載する。
− 数値制御(NC)位置決めを行わない軸は,丸括弧の中に記載する[例えば,(C)]。
− “w”,“t”及び“b”は,それぞれ工作テーブル,工具及びベッドを表す。
構造形態を表記する順序は,工作テーブルから工具,又は工具から工作テーブルのいずれでもよい。
5
B 6336-1:2018
表1−図1に示す構造形態の呼び方
01
ISO 10791-1 H [w X' Z' b Y (C) t]
02
ISO 10791-1 H [w Z' b X Y (C) t]
03
ISO 10791-1 H [w X' Z' Y' b (C) t]
04
ISO 10791-1 H [w Z' X' b Y (C) t]
05
ISO 10791-1 H [w b Z X Y (C) t]
06
ISO 10791-1 H [w X' Y' b Z (C) t]
07
ISO 10791-1 H [w X' b Z Y (C) t]
08
ISO 10791-1 H [w b X Y Z (C) t]
09
ISO 10791-1 H [w Y' X' b Z (C) t]
10
ISO 10791-1 H [w X' b Y Z (C) t]
11
ISO 10791-1 H [w b X Y Z (C) t]
12
ISO 10791-1 H [w Y' b X Z (C) t]
3.13 試験していない軸
一つの運動軸の幾何精度試験を行っているとき,試験していない他の軸の位置が測定結果に影響を及ぼ
す可能性がある。したがって,試験していない軸の位置は,工具側及びテーブル側へのオフセットと同様
に試験報告書に記載しなければならない。
6
B 6336-1:2018
注記 テーブルが傾斜又は回転する構造形態は,附属書B,附属書C及び附属書Dに示す。
図1−マシニングセンタの構造形態
7
B 6336-1:2018
4
幾何精度試験
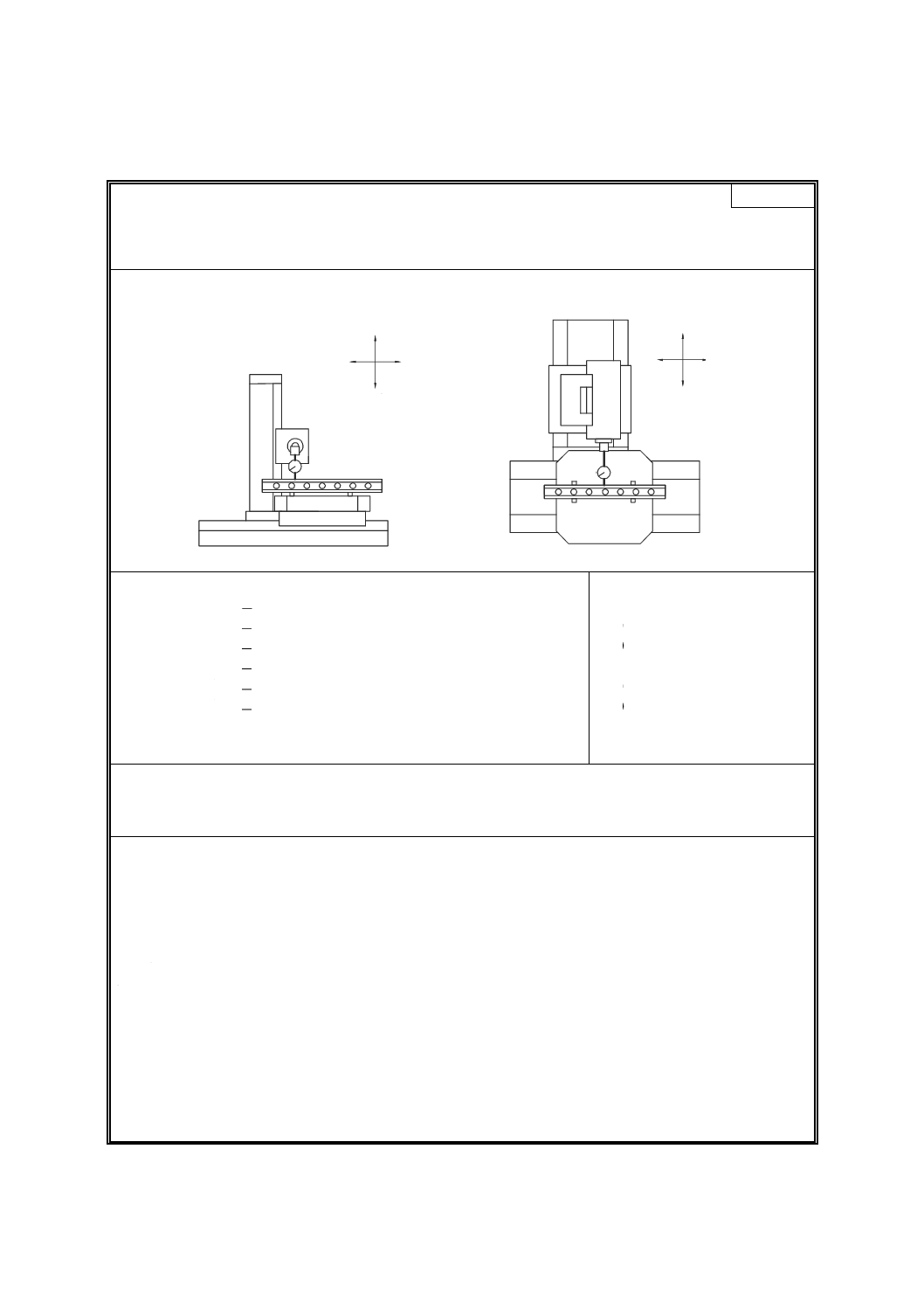
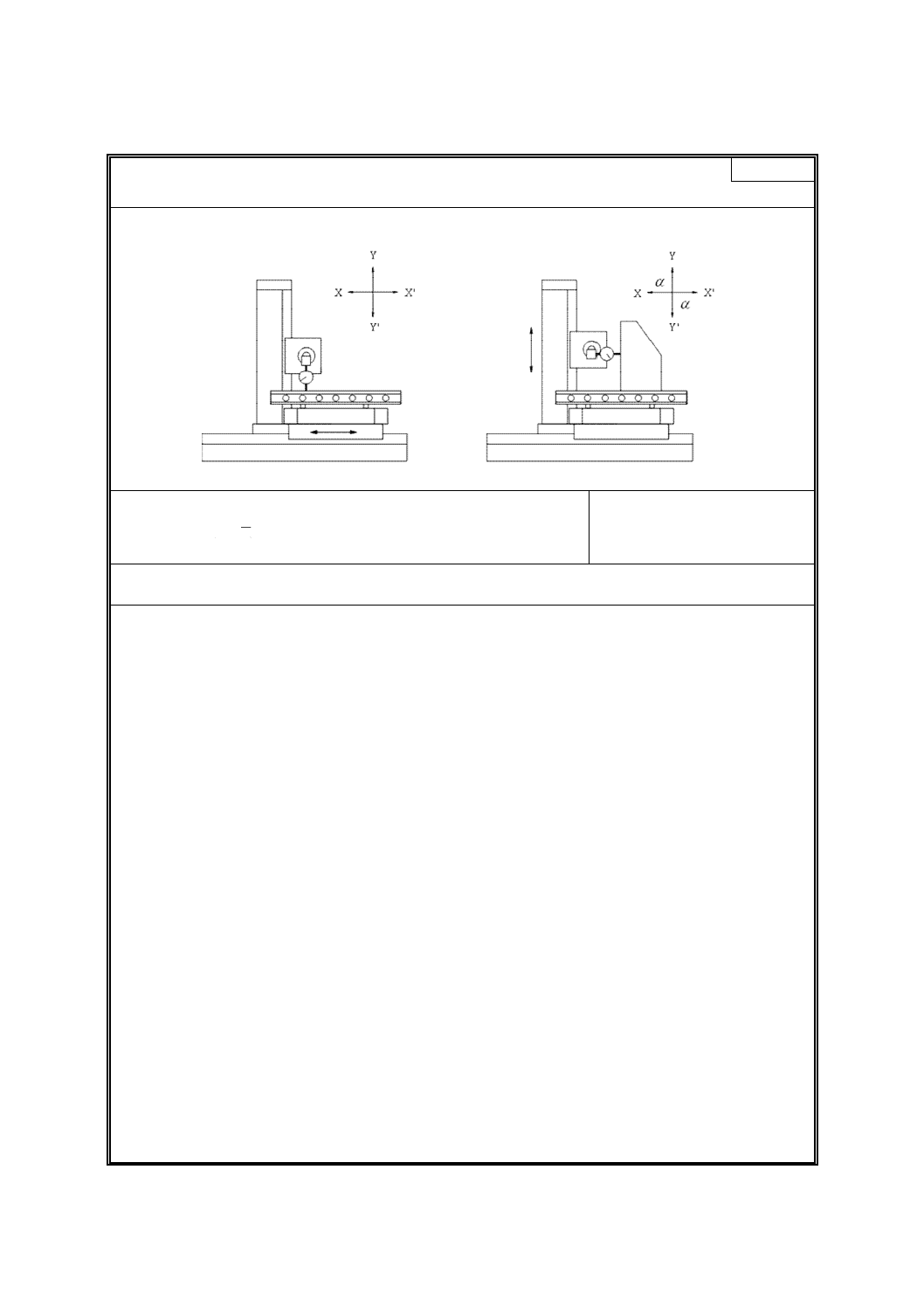
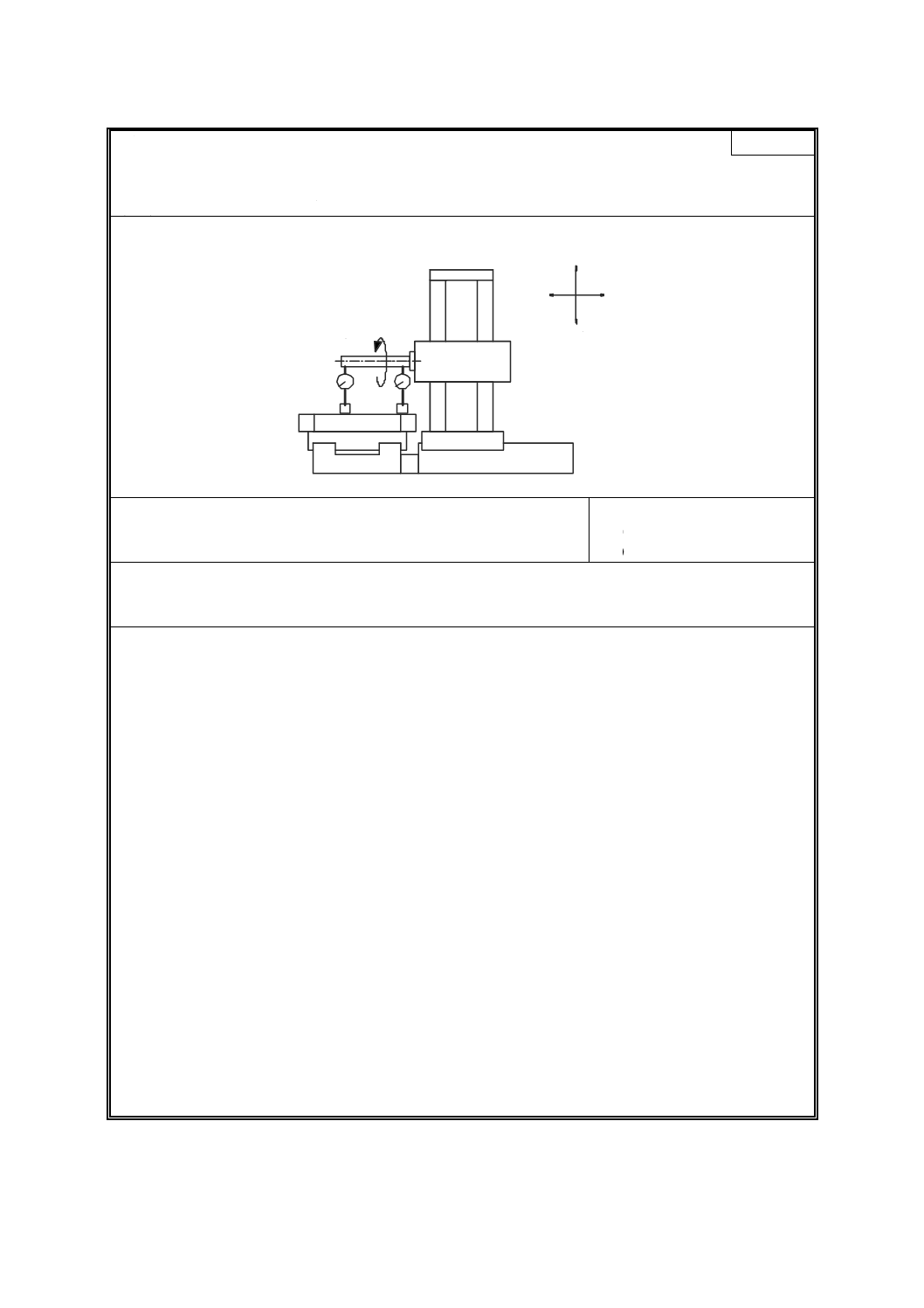
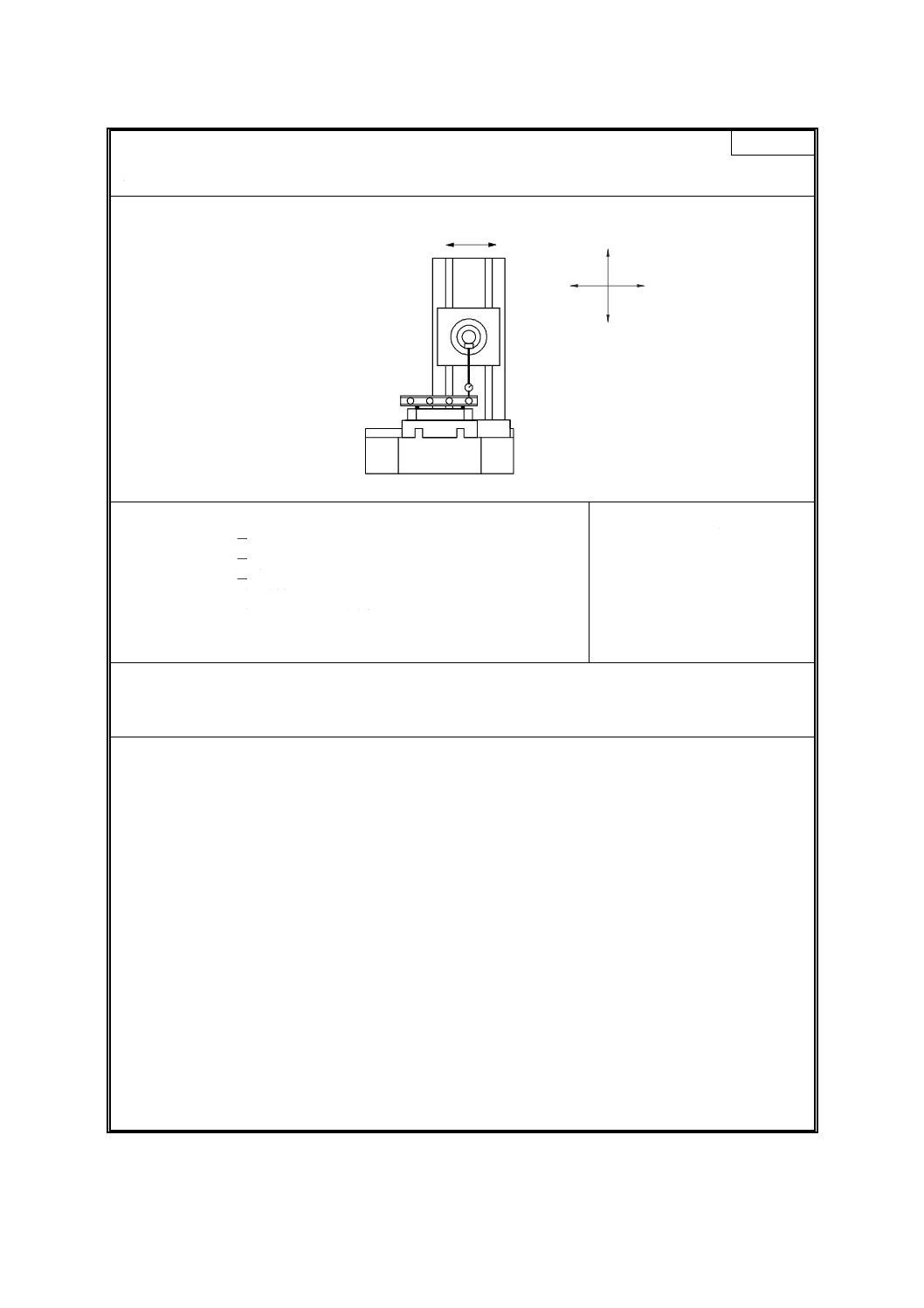
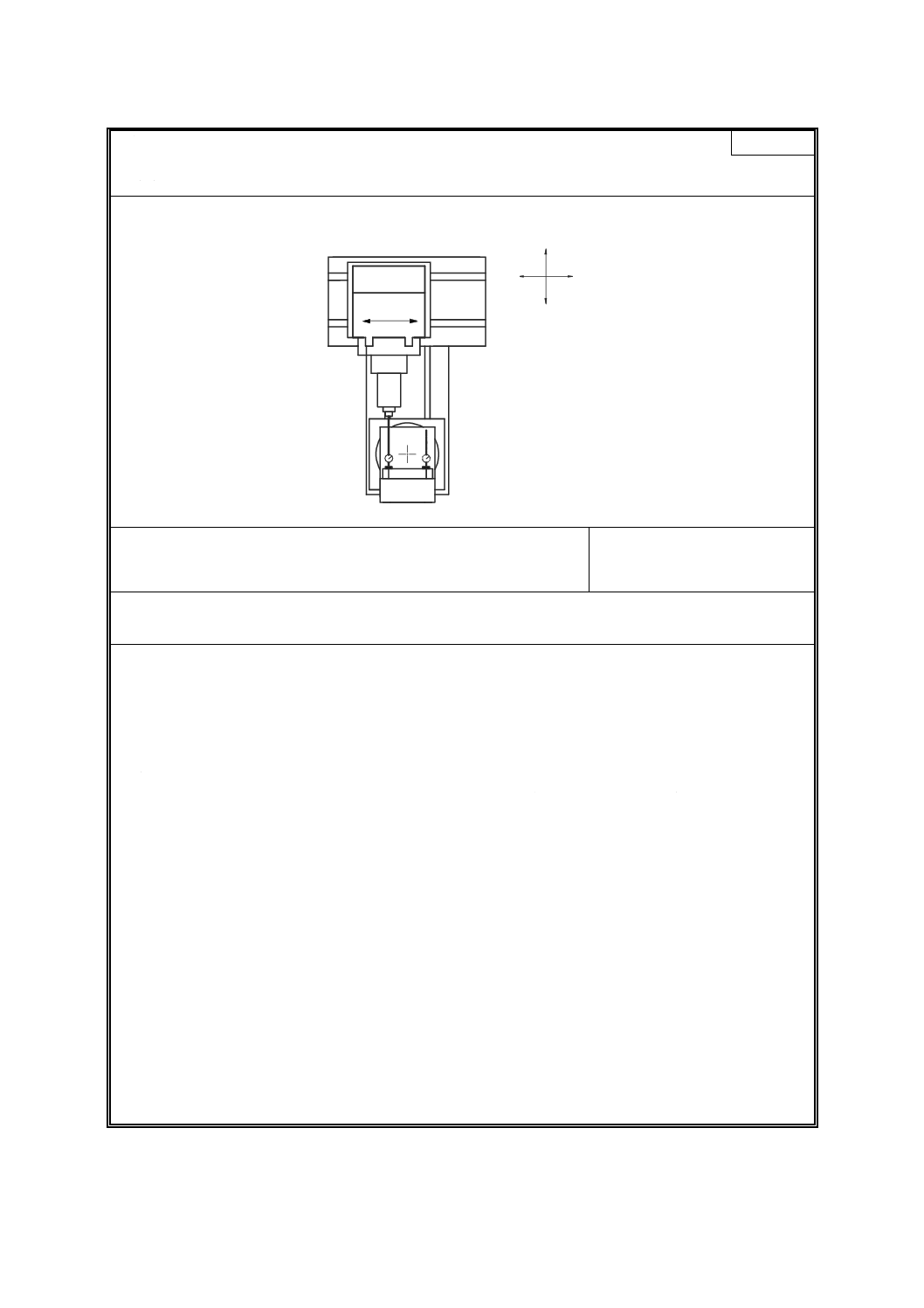
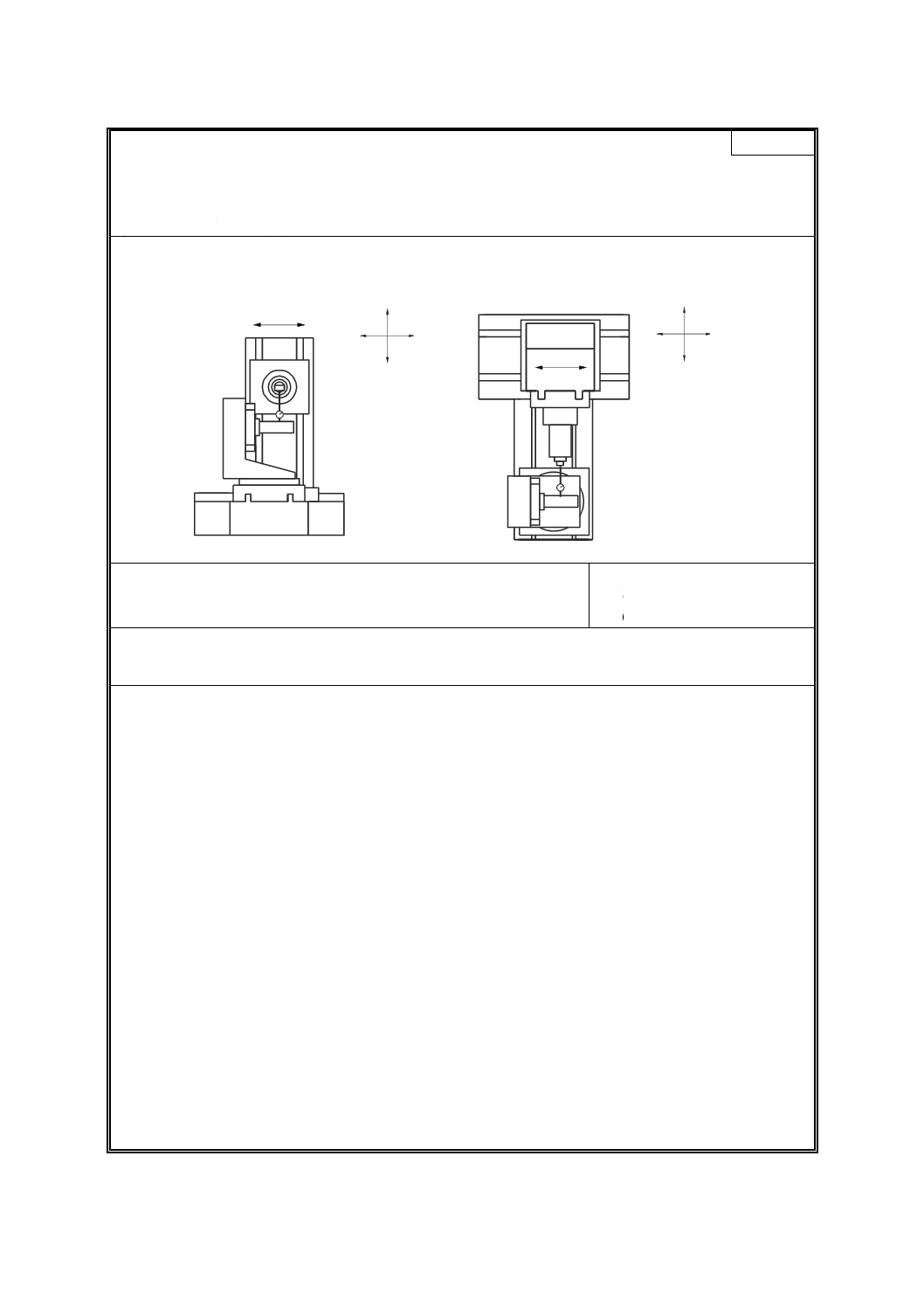
4.1
直進軸の真直度誤差
目的
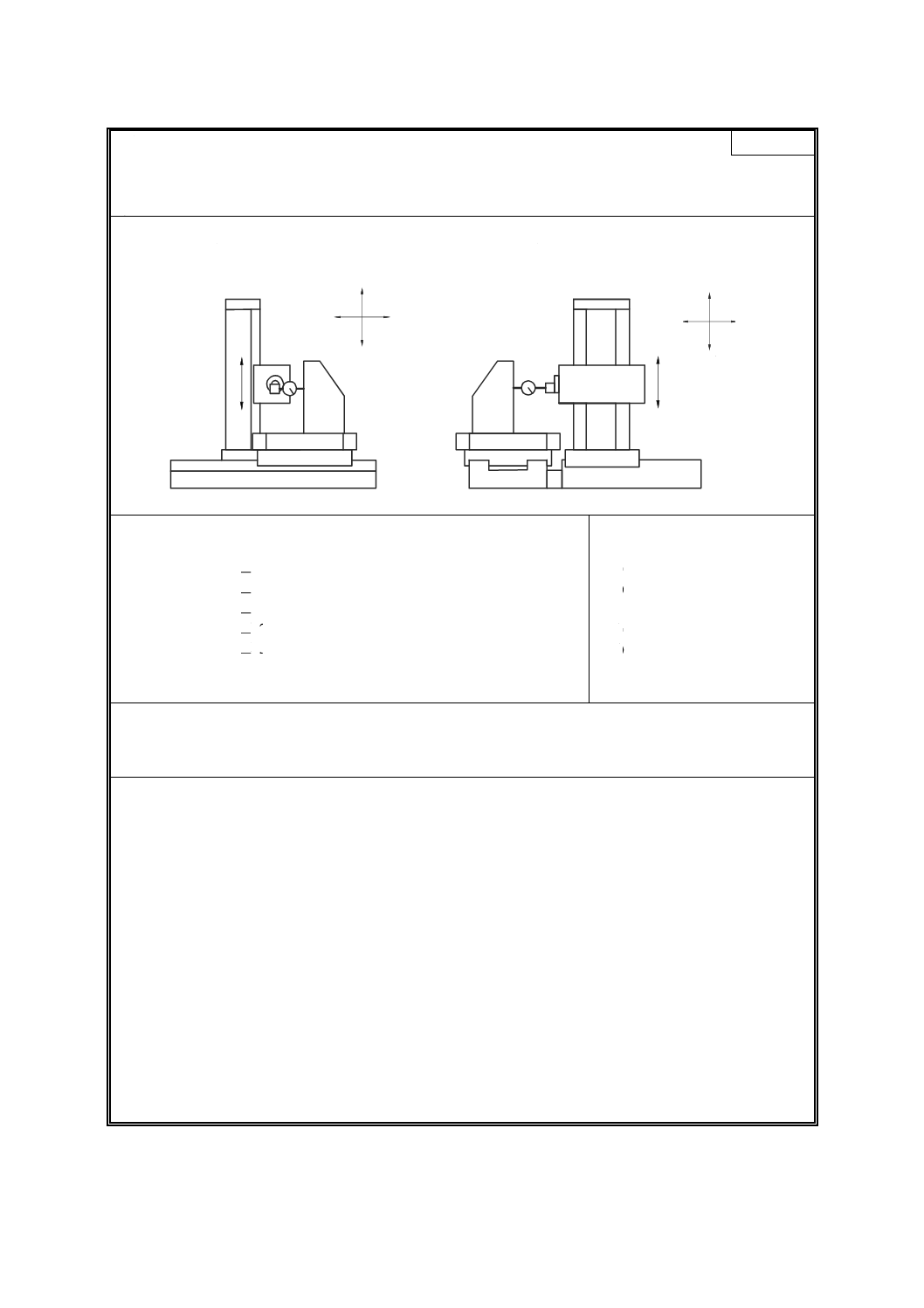
G1
X軸運動の真直度の試験
a) 垂直XY面内で(EYX)
b) 水平ZX面内で(EZX)
測定方法図
a)
b)
許容値
X ≦ 500
a) 及び b)
0.010
500 < X ≦ 800
a) 及び b)
0.015
800 < X ≦ 1 250
a) 及び b)
0.020
1 250 < X ≦ 2 000
a) 及び b)
0.025
2 000 < X ≦ 3 200
a) 0.050
b) 0.032
3 200 < X ≦ 5 000
a) 0.065
b) 0.040
部分許容値:測定長さ300について,0.007
測定値
X=...............について
a)
b)
最大部分測定値
a)
b)
測定器
a) 直定規及びダイヤルゲージ,又は光学的方法
b) 直定規及びダイヤルゲージ,鋼線及び測微顕微鏡,又は光学的方法
測定手順(JIS B 6190-1の8.2及び8.2.2参照)
全ての構造形態について,直定規,鋼線又は反射鏡は,テーブル上に定置しなければならない。主軸を固定
できる場合には,ダイヤルゲージ,測微顕微鏡又は干渉計は,主軸に取り付ける。主軸を固定できない場合に
は,それらは,機械の主軸頭に定置しなければならない。
測定線は,できるだけテーブル中心近くを通すのが望ましい。テーブル上からの基準直線の高さは,試験報
告書に記載しなければならない。
角度の測定に基づく方法(JIS B 6190-1の12.1.3参照)は,機能面の測定に限定されるので適用してはならな
い。
Y
X'
Y'
X
Z
X'
Z'
X
8
B 6336-1:2018
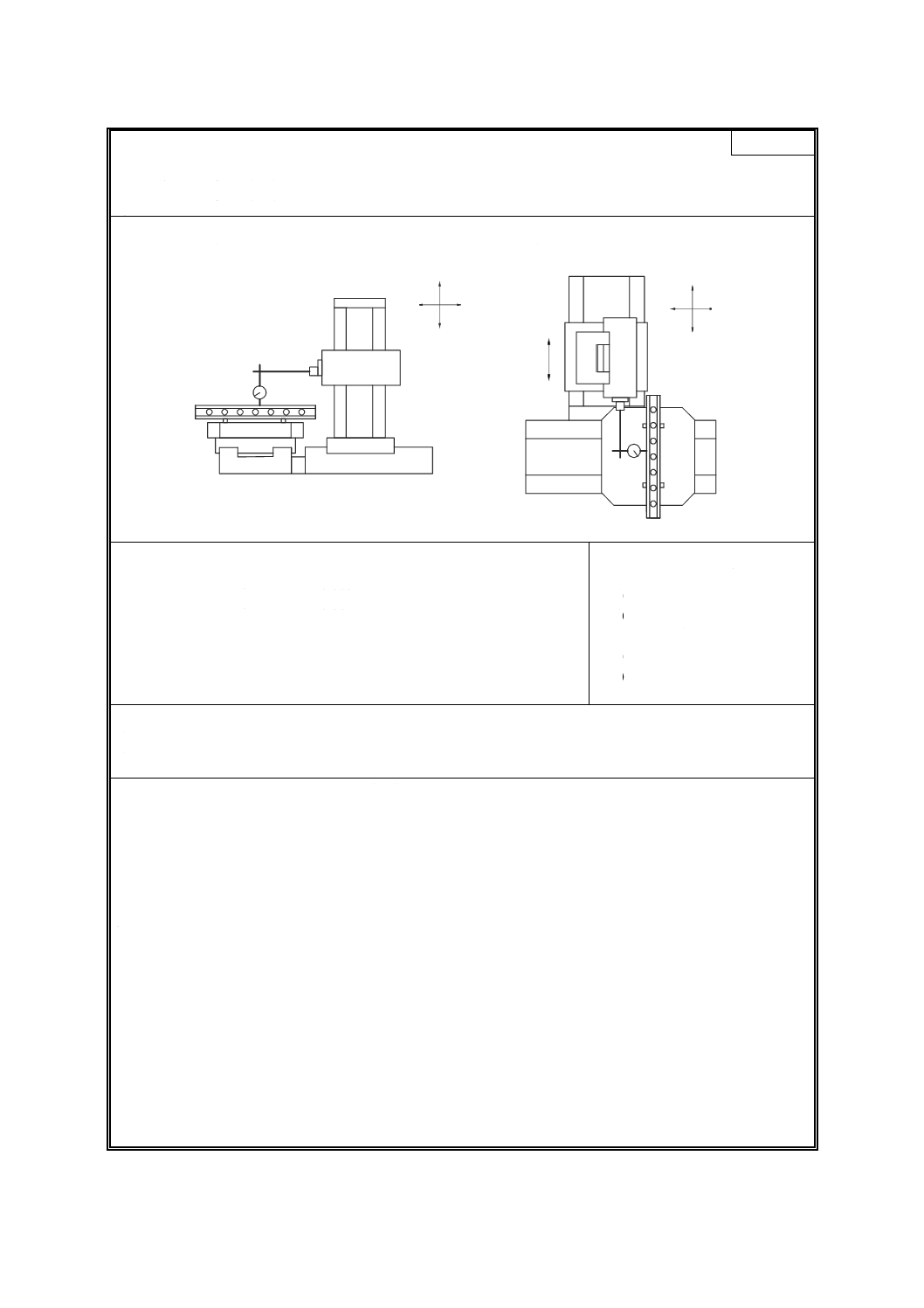
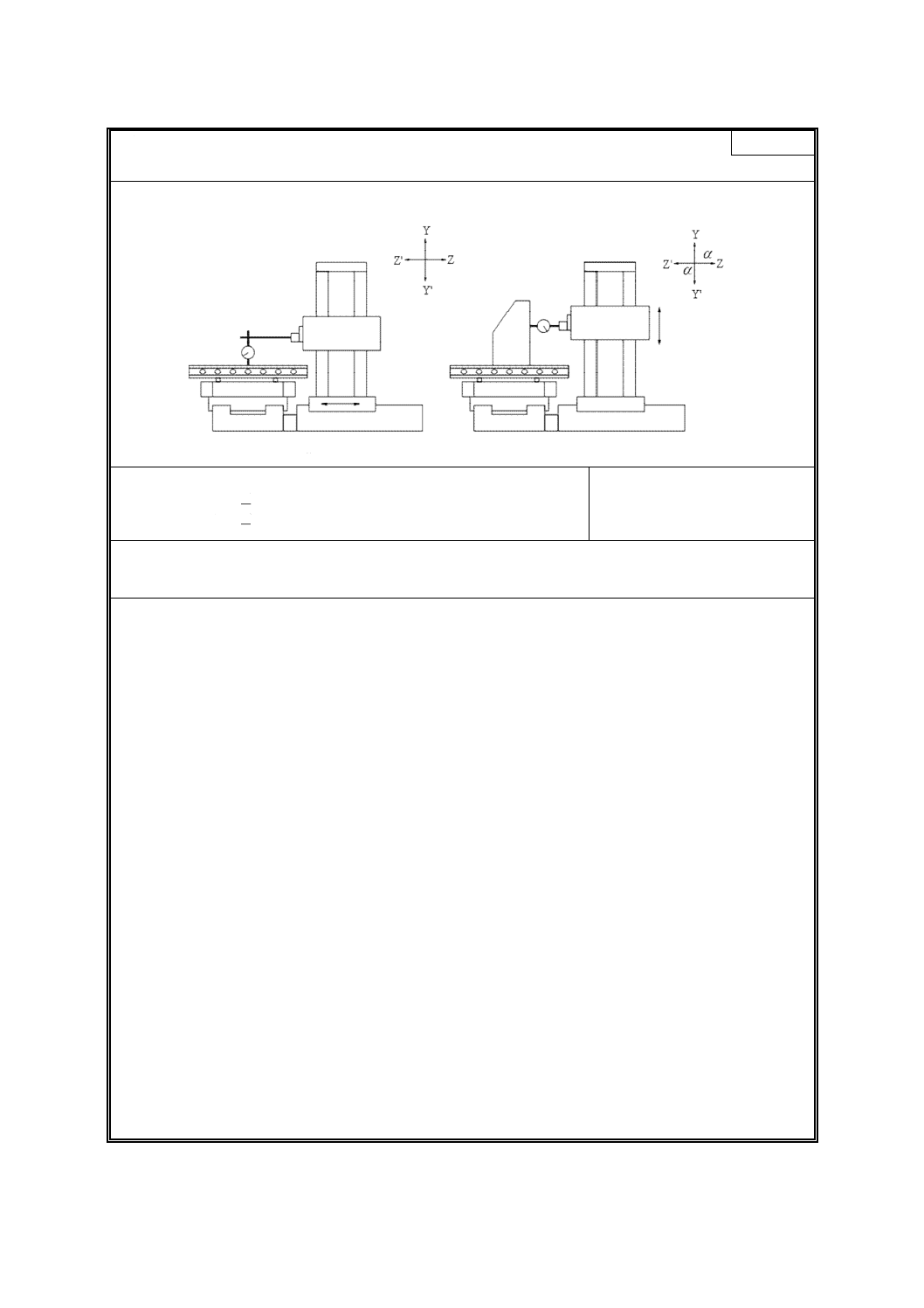
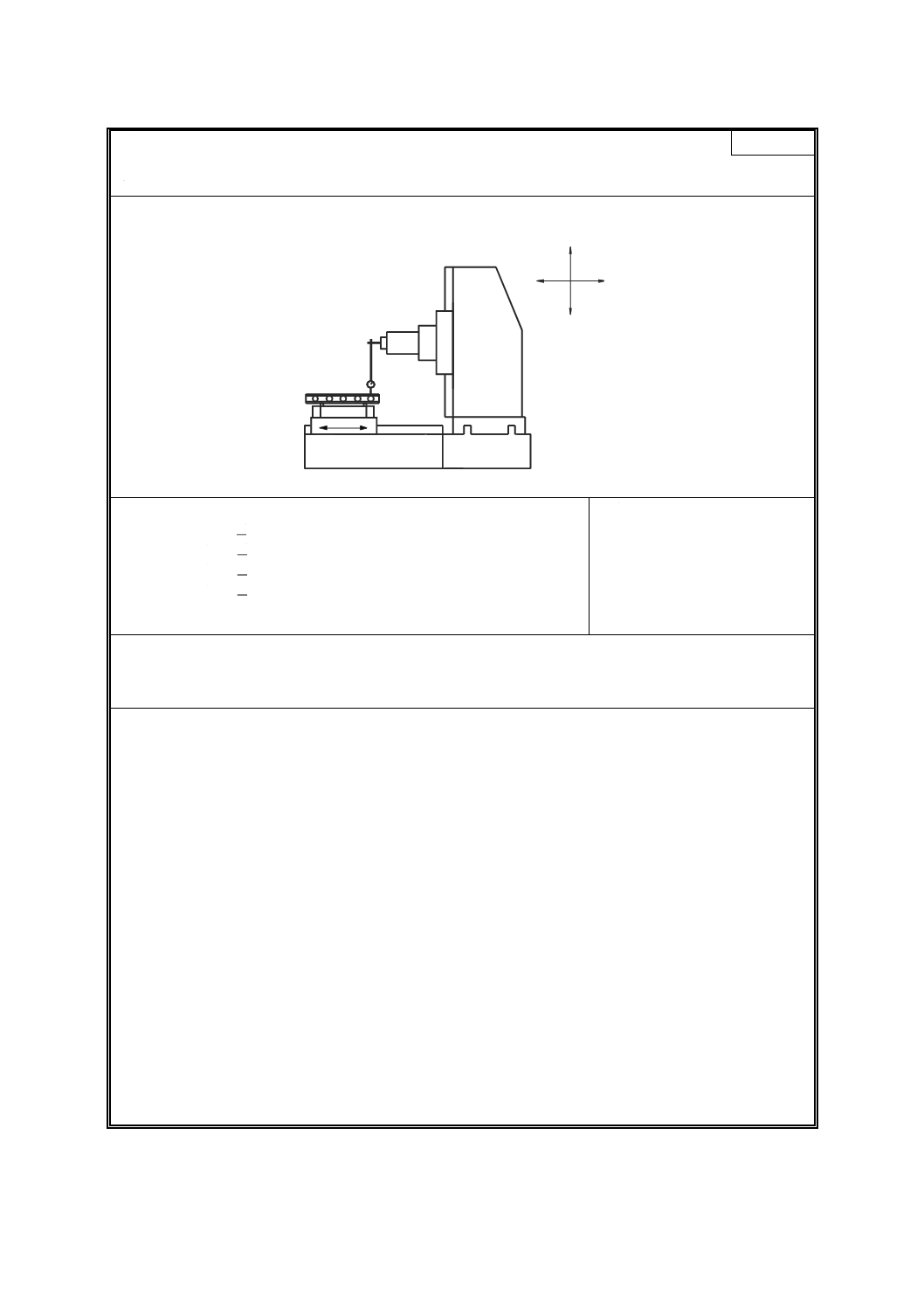
目的
G2
Z軸運動の真直度の試験
a) 垂直YZ面内で(EYZ)
b) 水平ZX面内で(EXZ)
測定方法図
a)
b)
許容値
a)及びb)について
Z ≦
500
0.010
500< Z ≦
800
0.015
800< Z ≦ 1 250
0.020
1 250< Z ≦ 2 000
0.025
部分許容値:測定長さ300 mmについて,0.007
測定値
Z=...............について
a)
b)
最大部分測定値
a)
b)
測定器
a) 直定規及びダイヤルゲージ,又は光学的方法
b) 直定規及びダイヤルゲージ,鋼線及び測微顕微鏡,又は光学的方法
測定手順(JIS B 6190-1の8.2及び8.2.2参照)
全ての構造形態について,直定規,鋼線又は反射鏡は,テーブル上に定置しなければならない。主軸を固定
できる場合には,ダイヤルゲージ,測微顕微鏡又は干渉計は,主軸に取り付ける。主軸を固定できない場合に
は,それらは,機械の主軸頭に定置しなければならない。
測定線は,できるだけテーブル中心近くを通すのが望ましい。テーブル上からの基準直線の高さは,試験報
告書に記載しなければならない。
角度の測定に基づく方法(JIS B 6190-1の12.1.3参照)は,機能面の測定に限定されるので適用してはならな
い。
Y
Z
Y'
Z'
Z
X'
Z'
X
9
B 6336-1:2018
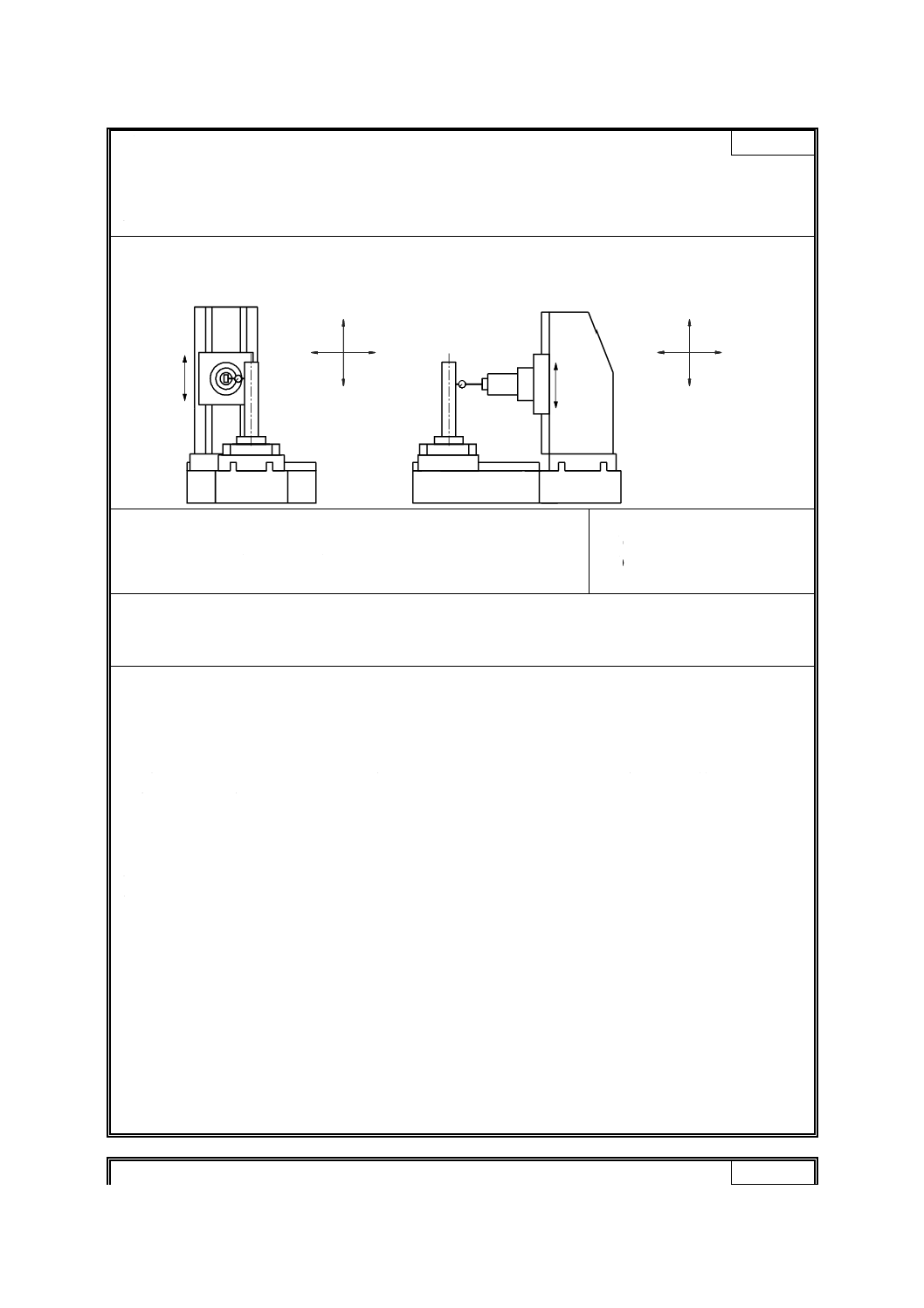
目的
G3
Y軸運動の真直度の試験
a) XY面内で(EXY)
b) YZ面内で(EZY)
測定方法図
a)
b)
許容値
a)及びb)について
Y ≦ 500
0.010
500< Y ≦ 800
0.015
800< Y ≦ 1 250
0.020
1 250< Y ≦ 2 000
0.025
2 000< Y ≦ 3 200
0.032
部分許容値:測定長さ300 mmについて,0.007
測定値
Y=...............について
a)
b)
最大部分測定値
a)
b)
測定器
a)及びb) 直角定規及びダイヤルゲージ,鋼線及び測微顕微鏡,又は光学的方法
測定手順(JIS B 6190-1の8.2及び8.2.2参照)
全ての構造形態について,直角定規,鋼線又は反射鏡は,テーブルの中央に定置しなければならない。主軸
を固定できる場合には,ダイヤルゲージ,測微顕微鏡又は干渉計は,主軸に取り付ける。主軸を固定できない
場合には,それらは,機械の主軸頭に定置しなければならない。
適用した基準直線は,試験報告書に記載しなければならない。
角度の測定に基づく方法(JIS B 6190-1の12.1.3参照)は,機能面の測定に限定されるので適用してはならな
い。
Y
Z
Y'
Z'
Y
X'
Y'
X
10
B 6336-1:2018
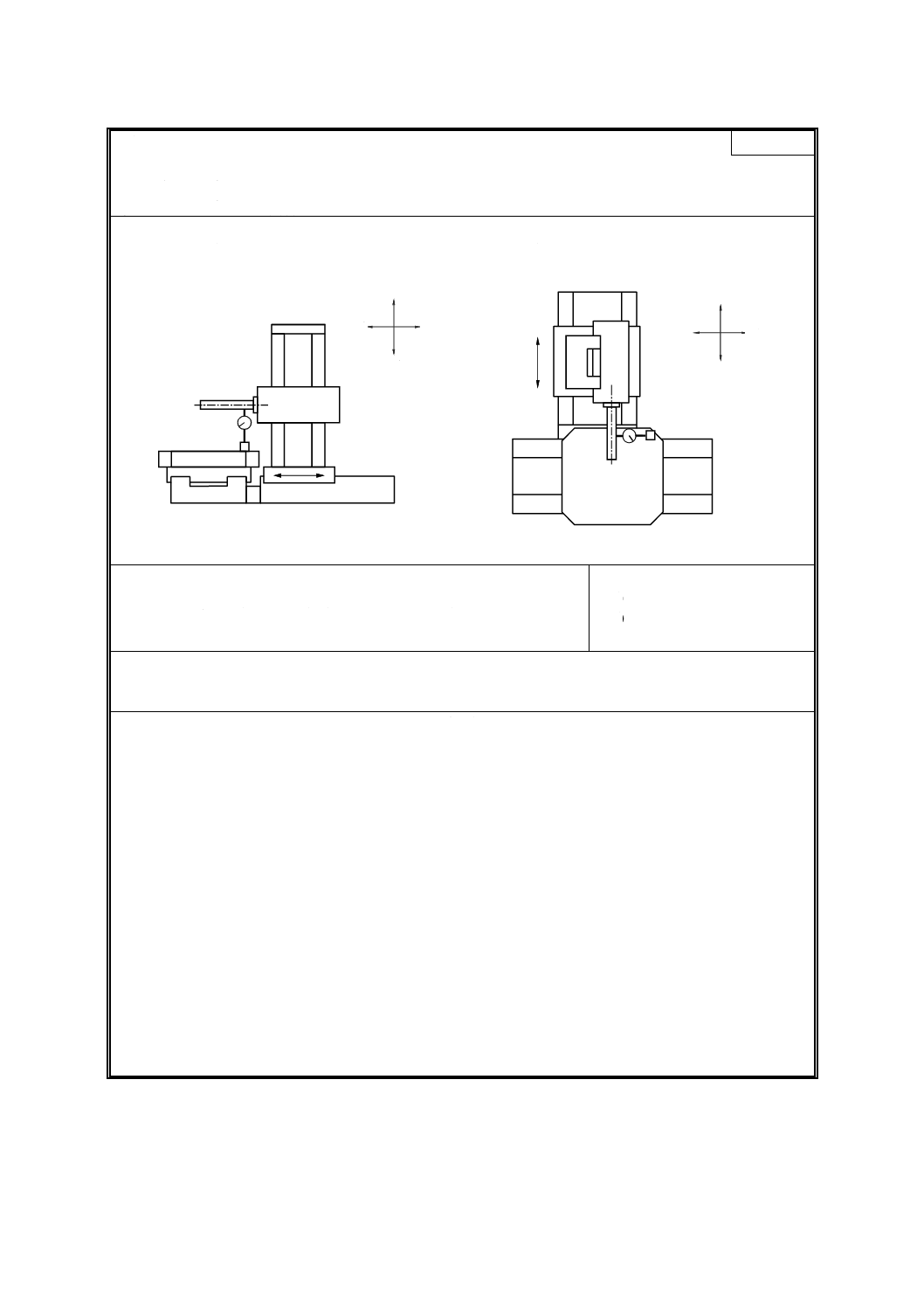
4.2
直進軸の姿勢誤差
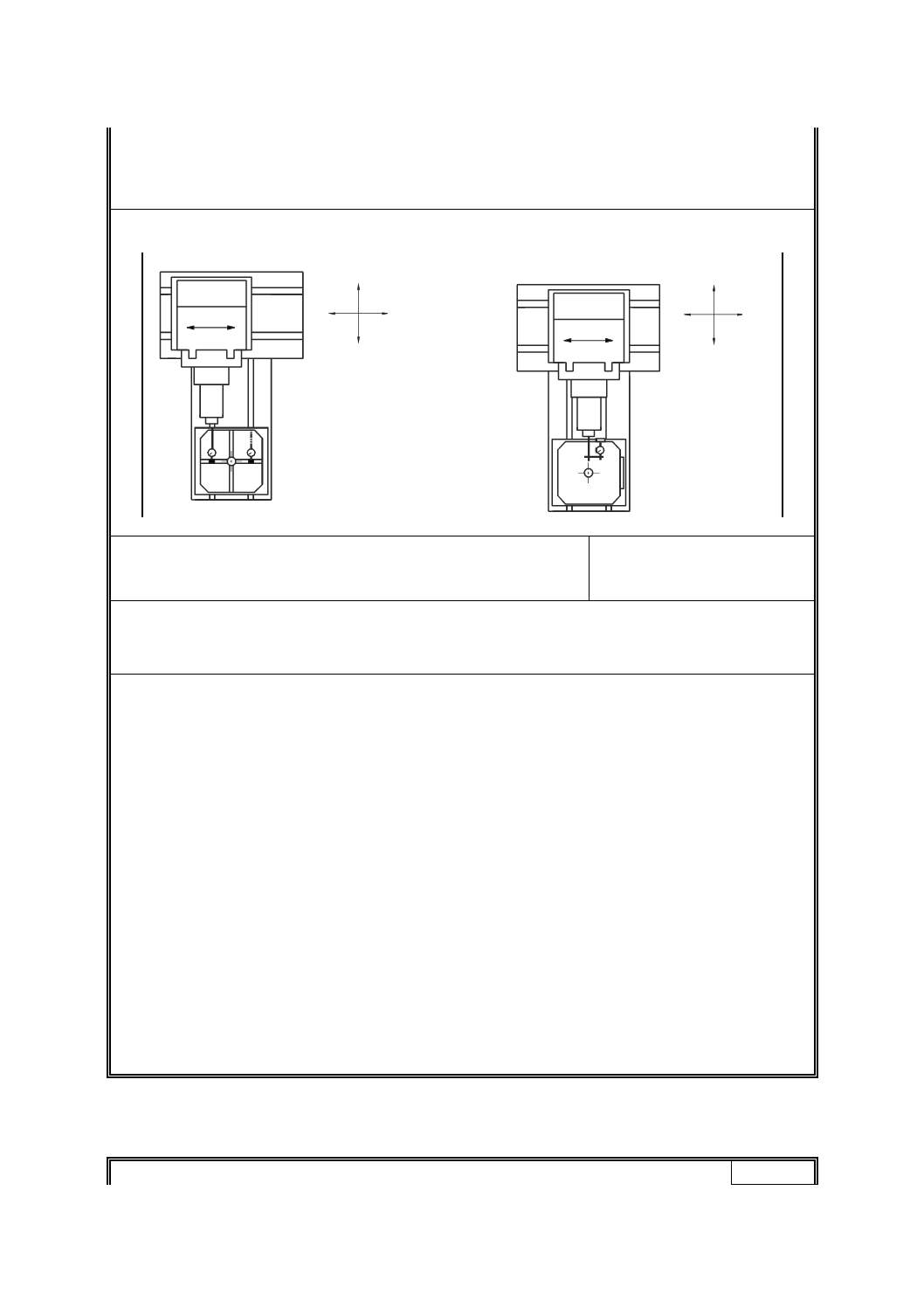
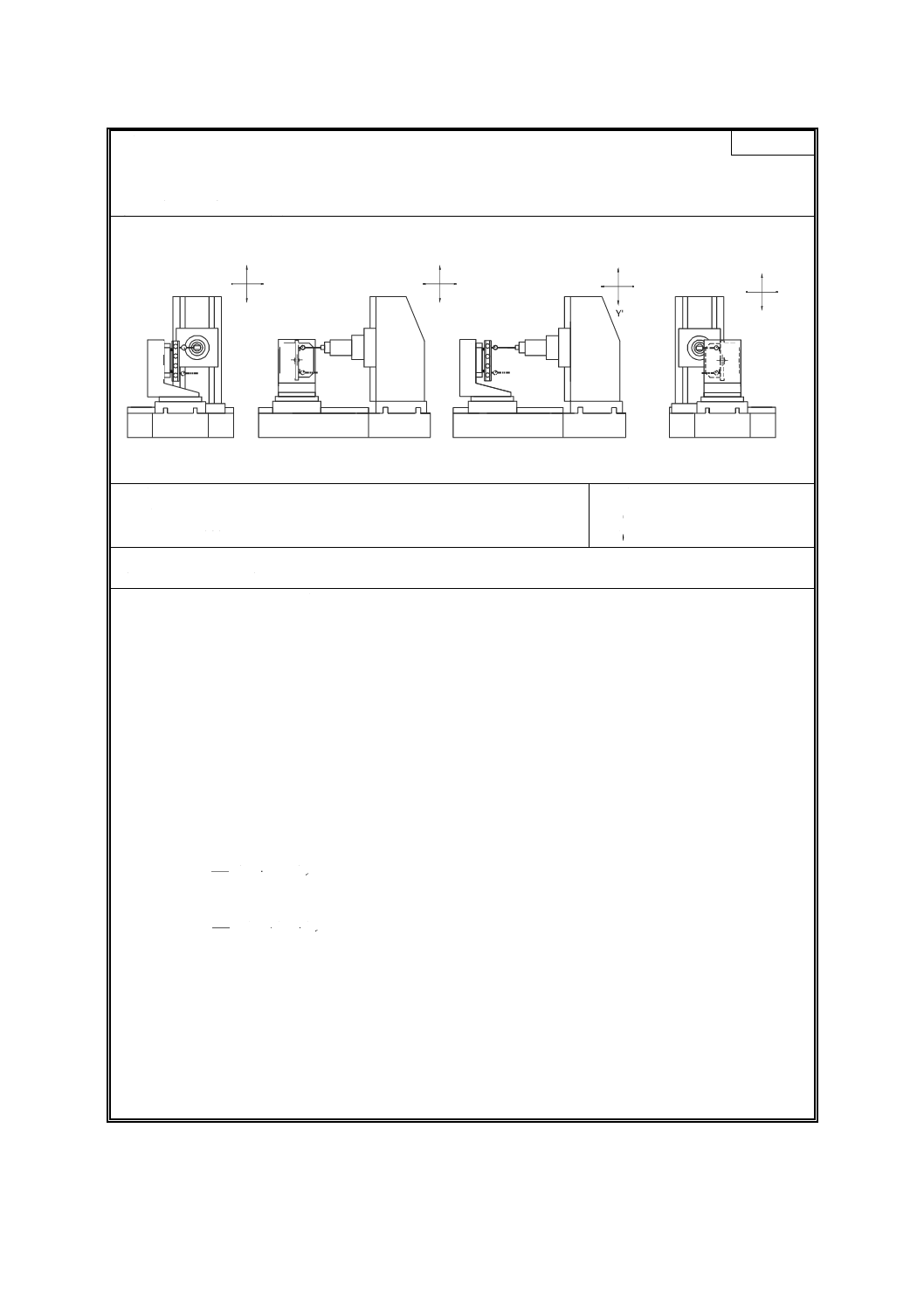
目的
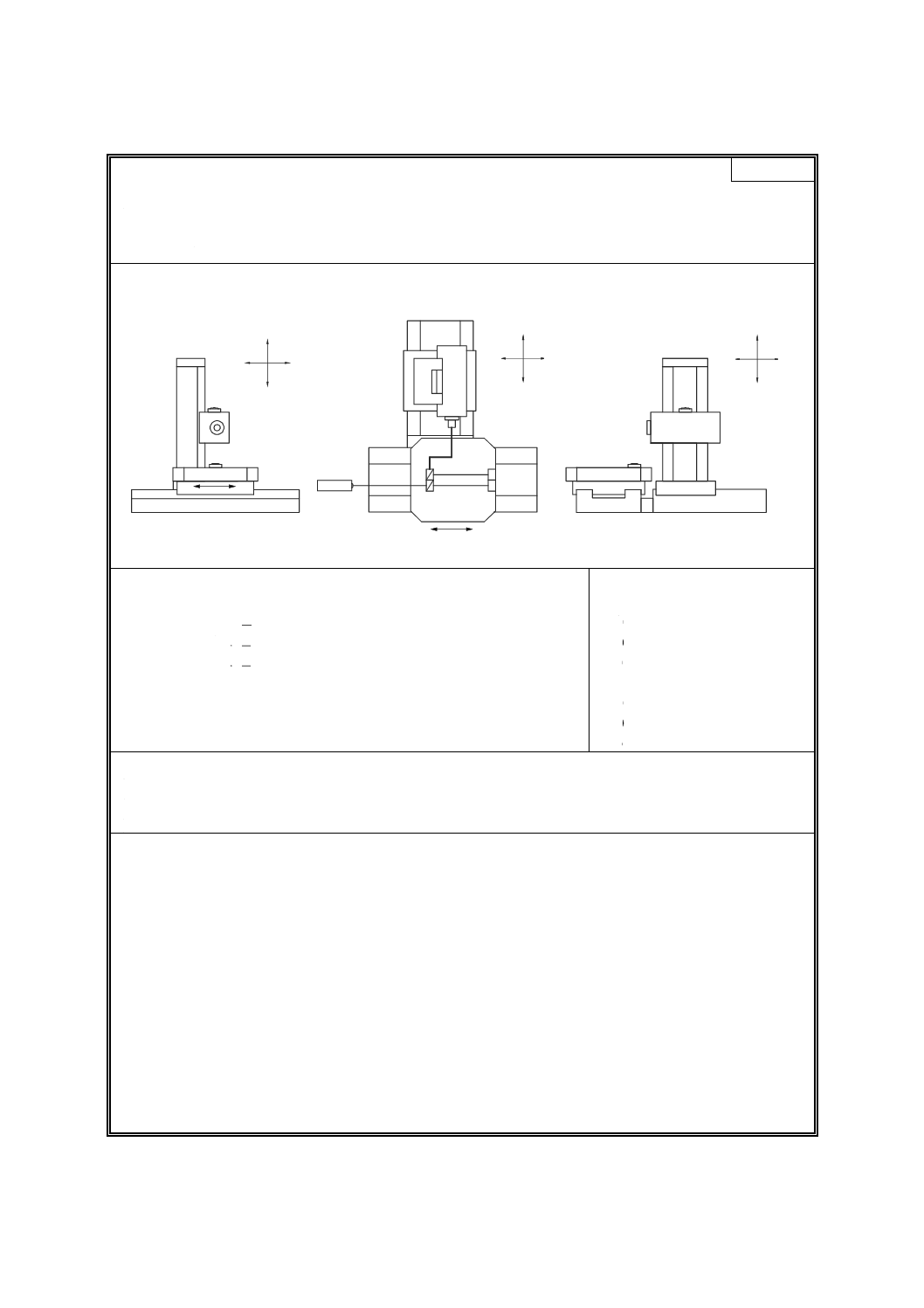
G4
X軸運動の姿勢誤差の試験
a) 主軸軸線に直角な垂直XY面内で(ピッチ ECX)
b) 水平ZX面内で(ヨー EBX)
c) 主軸軸線に平行な垂直YZ面内で(ロール EAX)
測定方法図
a)
b)
c)
許容値
a),b)及びc)について
X ≦ 2 000
0.060/1 000 又は 12″
2 000< X ≦ 3 200
0.065/1 000 又は 13″
3 200< X ≦ 5 000
0.070/1 000 又は 14″
部分許容値:測定長さ300 mmについて,0.016/1 000(16 μrad 又は 3.2″)
測定値
X=...............
a)
b)
c)
最大部分測定値
a)
b)
c)
測定器
a) (ピッチ ECX)精密水準器又は光学式角度偏差測定器
b) (ヨー EBX)光学式角度偏差測定器
c) (ロール EAX)精密水準器
測定手順(JIS B 6190-1の8.4及び8.4.2参照)
測定器は,運動部品上に定置しなければならない。
a) (ピッチ ECX)長手方向
b) (ヨー EBX)水平方向
c) (ロール EAX)横方向
測定は,移動の方向に等間隔に配置した少なくとも5か所の位置で運動の両方向から行わなければならない。
読みの最大値と最小値との差を測定値とする。
X軸運動によって主軸頭及び工作テーブルの両方に角度運動が発生するときは,二つの角度運動の測定値の
差を取り,そのことを記載しなければならない。この測定に精密水準器を使用するときは,基準とする水準器
を機械の運動しない部品(例えば,主軸頭又は工作テーブル)上に定置しなければならない。
Y
X'
Y'
X
Y
Z
Y'
Z'
Z
X'
Z'
X
11
B 6336-1:2018
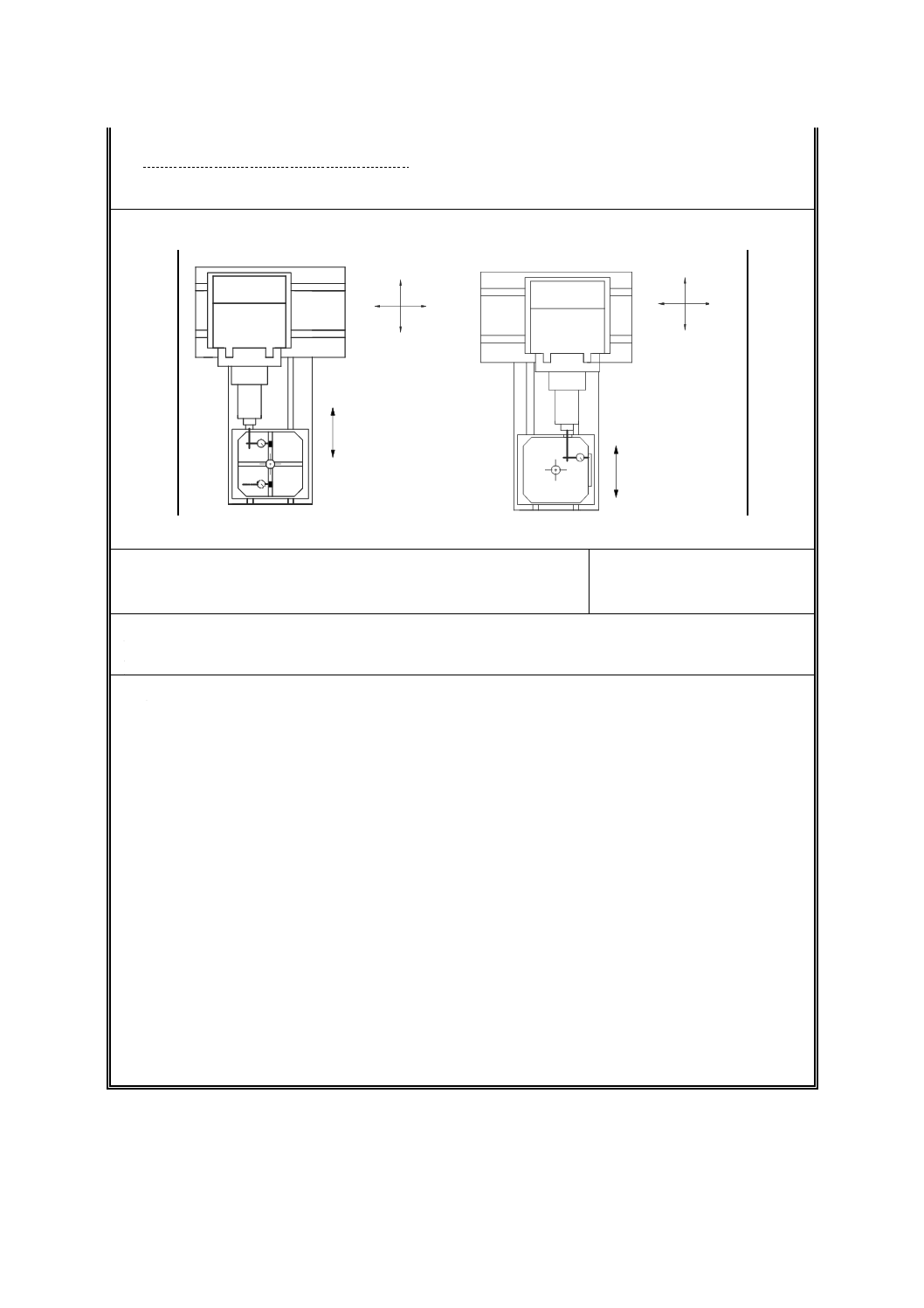
目的
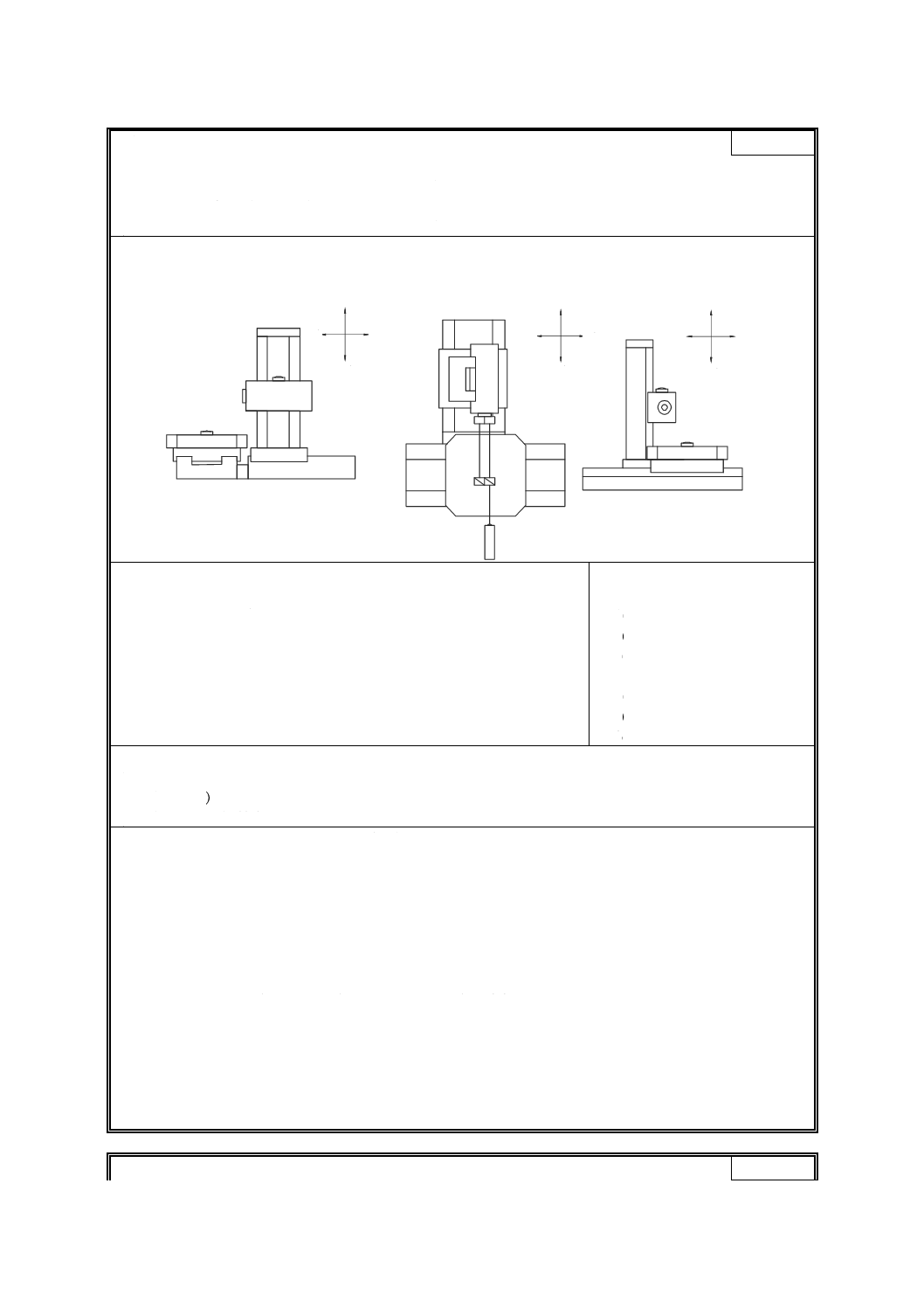
G5
Z軸運動の姿勢誤差の試験
a) 主軸軸線に平行な垂直YZ面内で(ピッチ EAZ)
b) 水平ZX面内で(ヨー EBZ)
c) 主軸軸線に直角な垂直XY面内で(ロール ECZ)
測定方法図
a)
b)
c)
許容値
a),b)及びc)について
Z ≦ 2 000
0.060/1 000 又は 12″
部分許容値:測定長さ300 mmについて,0.016/1 000(16 μrad 又は 3.2″)
測定値
Z=...............
a)
b)
c)
最大部分測定値
a)
b)
c)
測定器
a) (ピッチEAZ)精密水準器又は光学式角度偏差測定器
b) (ヨーEBZ) 光学式角度偏差測定器
c) (ロールECZ)精密水準器
測定手順(JIS B 6190-1の8.4及び8.4.2参照)
測定器は,運動部品上に定置しなければならない。
a) (ピッチEAZ)長手方向
b) (ヨーEBZ)水平方向
c) (ロールECZ)横方向
測定は,移動の方向に等間隔に配置した少なくとも5か所の位置で運動の両方向から行わなければならない。
読みの最大値と最小値との差を測定値とする。
Z軸運動によって主軸頭及び工作テーブルの両方に角度運動が発生するときは,二つの角度運動の測定値の差
を取り,そのことを記載しなければならない。この測定に精密水準器を使用するときは,基準とする水準器を
機械の運動しない部品(例えば,主軸頭又は工作テーブル)上に定置しなければならない。
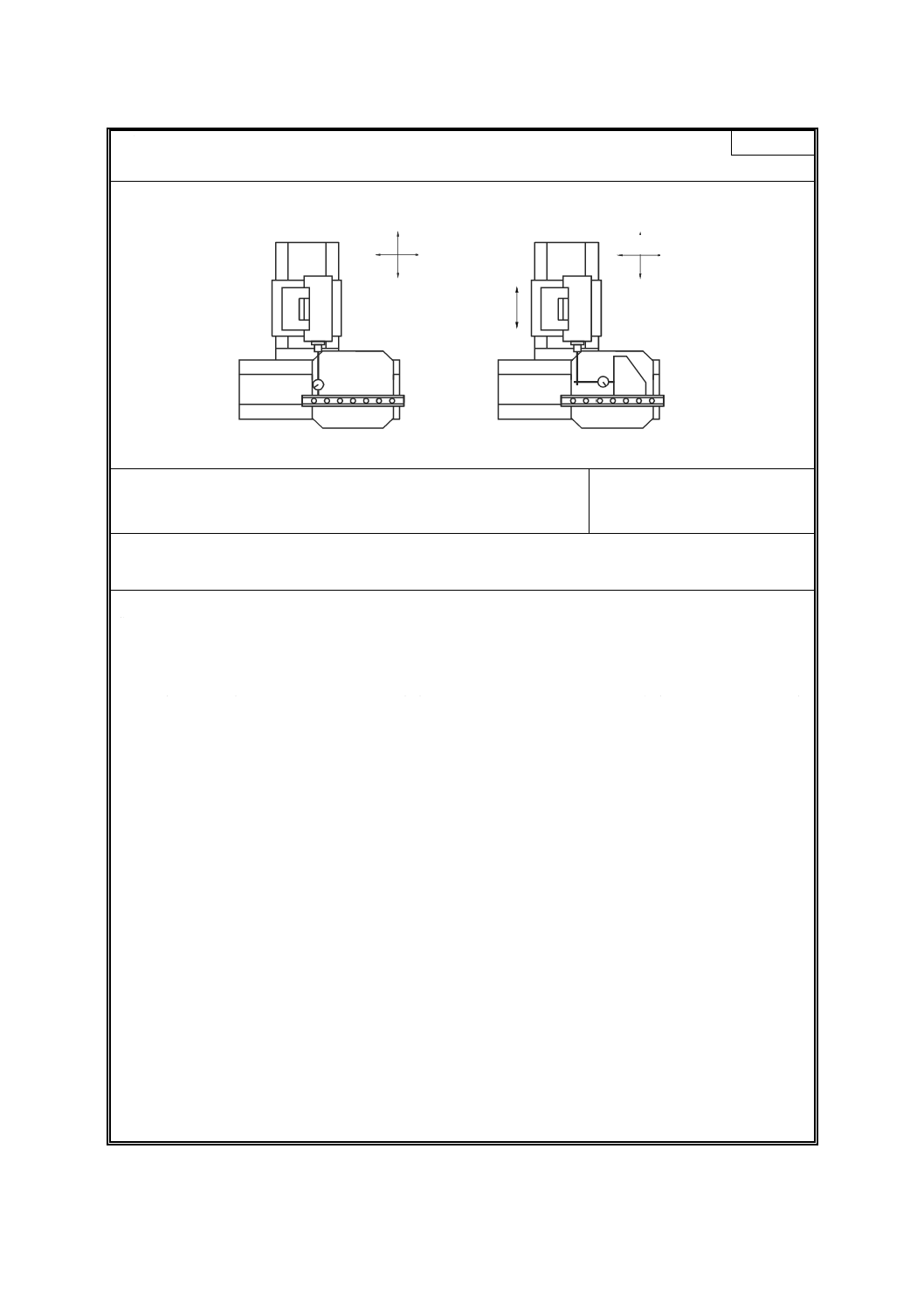
目的
G6
Y
X'
Y'
X
Y
Z
Y'
Z'
Z
X'
Z'
X
12
B 6336-1:2018
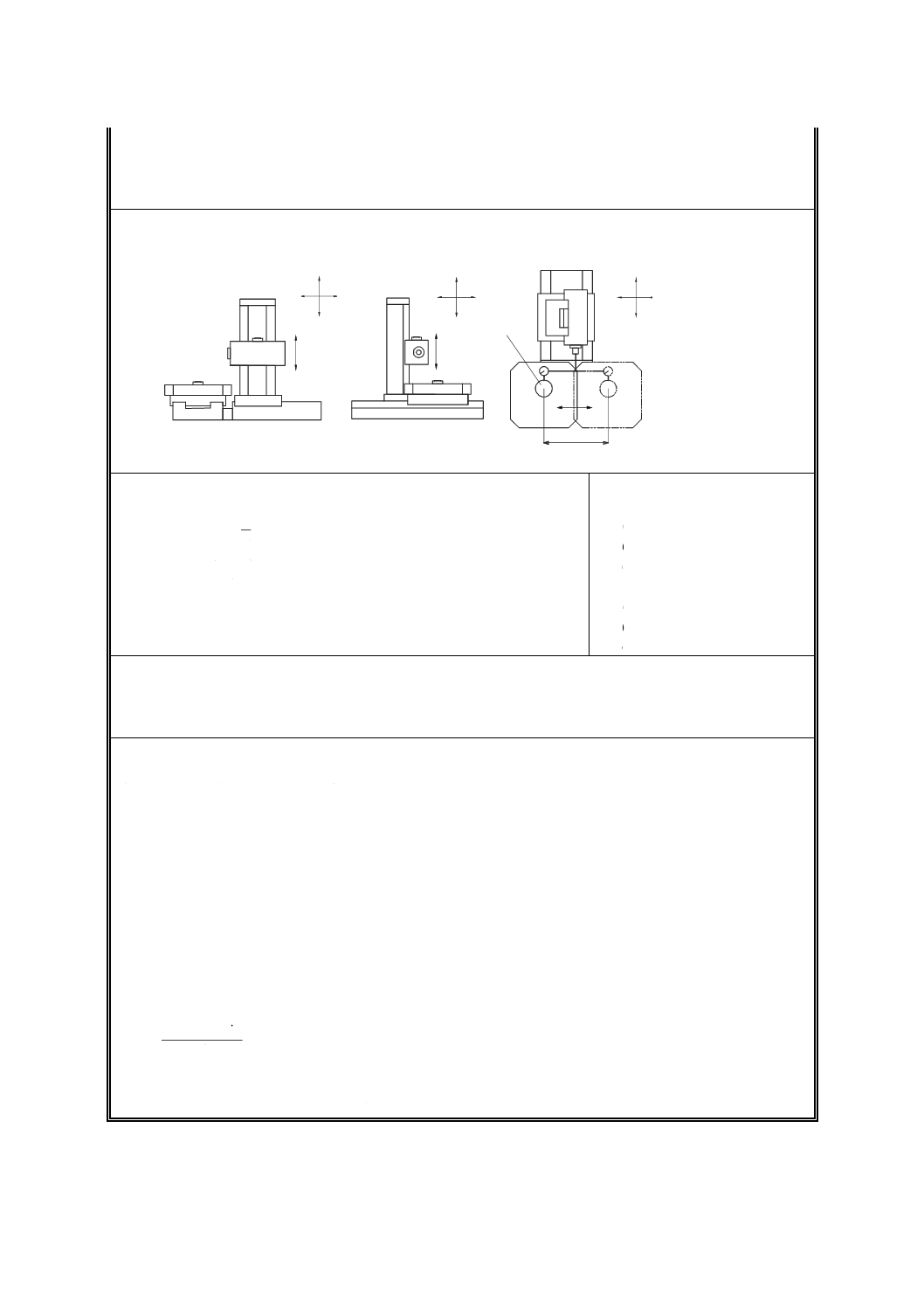
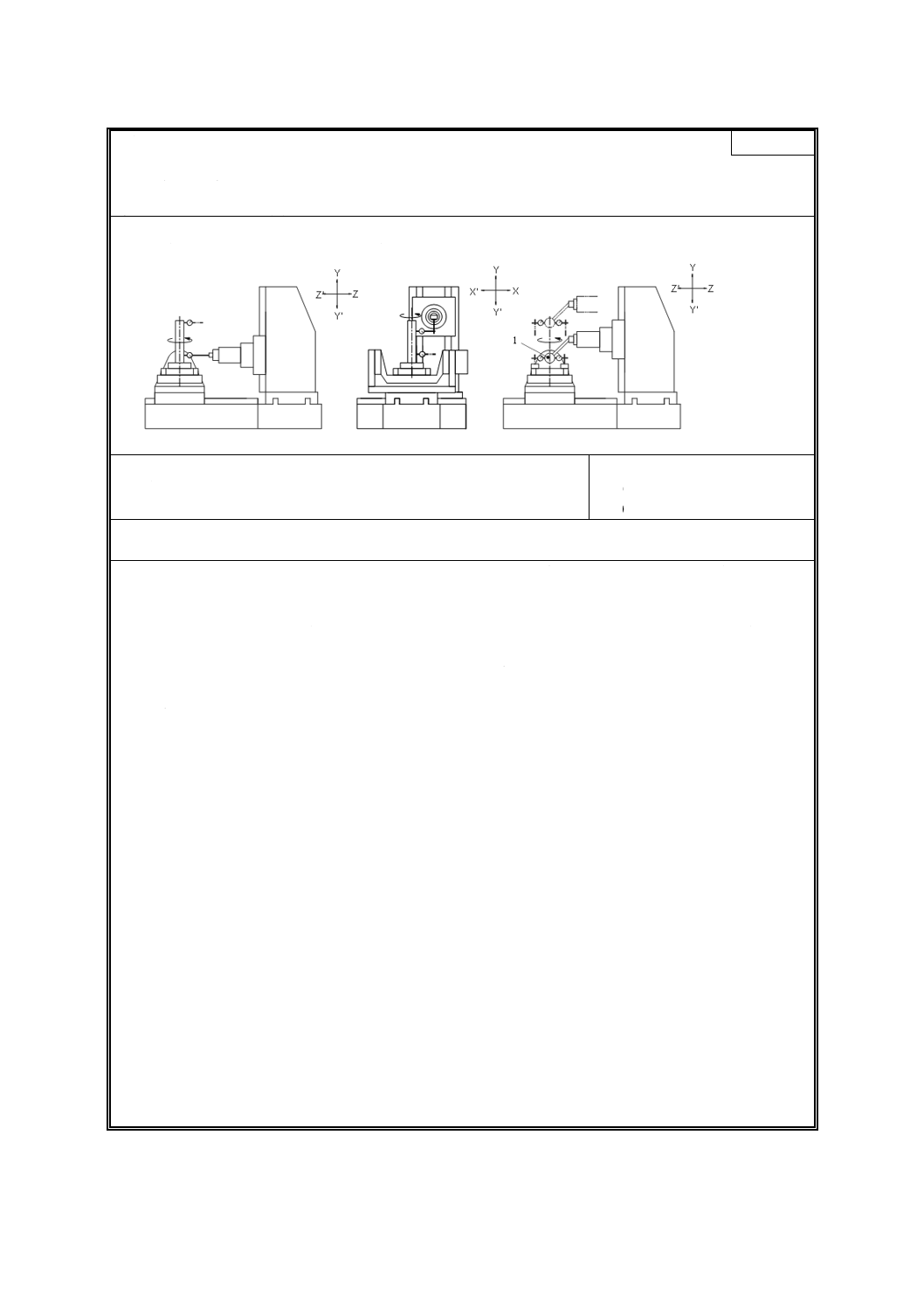
Y軸運動の姿勢誤差の試験
a) 主軸軸線に平行な垂直YZ面内で(EAY)
b) 主軸軸線に直角な垂直XY面内で(ECY)
c) 水平ZX面内で(EBY)
測定方法図
a)
b)
c)
許容値
a),b)及びc)について
Y ≦ 500
0.040/1 000 又は 8″
500< Y ≦ 1 250
0.050/1 000 又は 10″
1 250< Y ≦ 3 200
0.060/1 000 又は 12″
部分許容値:測定長さ300 mmについて,0.016/1 000(16 μrad 又は 3.2″)
測定値
Y=...............
a)
b)
c)
最大部分測定値
a)
b)
c)
測定器
a)及びb) 精密水準器又は光学式角度偏差測定器
c) (ロール EBY)円筒スコヤ,精密水準器及びダイヤルゲージ,ます形ブロック及びダイヤルゲージ,又は
掃引式アライメントレーザ
測定手順(JIS B 6190-1の8.4及び8.4.2参照)
測定は,移動の方向に等間隔に配置した少なくとも5か所の位置で運動の両方向から行わなければならない。
読みの最大値と最小値との差を測定値とする。
a)(EAY)及びb)(ECY)について,測定器は,運動部品上に定置しなければならない。Y軸運動によって主軸
頭及び工作テーブルの両方に角度運動が発生するときは,二つの角度運動の測定値の差を取り,そのことを記
載しなければならない。この測定に精密水準器を使用するときは,基準とする水準器を機械の運動しない部品
(例えば,主軸頭又は工作テーブル)上に定置しなければならない。
c)(EBY)について,円筒スコヤ(又はます形ブロック)を用いる場合は,テーブル上に円筒スコヤをY軸にほ
ぼ平行に定置し,特殊アームに取り付けたダイヤルゲージの測定子を円筒スコヤに当てる。読みを記録し,円
筒スコヤの対応する高さ位置に印を付ける。次に,X軸を移動させ,ダイヤルゲージの再び測定子が円筒スコ
ヤの同じ点に当たるように主軸頭の反対側にダイヤルゲージを移動させる。X軸運動の姿勢誤差(ロール)も
測定し,考慮しなければならない(精密ます形ブロックを使用する場合は,X軸運動は必要ない。)。ダイヤル
ゲージを再びゼロにして,同じ高さ位置で新たに測定し,記録する。各測定高で二つの読みの差Δを求める。
各測定高さにおける読みの差Δの最大値Δmaxと最小値Δminとの差から次の式で求めた値を測定値とする。
d
min
max∆
−
∆
ここに,dは,ダイヤルゲージの二つの位置の間の距離である。
掃引式アライメントレーザを使用する場合,掃引面は,機械のXY平面にほぼ平行でなければならない。測定
手順は,上記と同様である。ただし,ダイヤルゲージを光検出器と置き換え,X軸運動を必要としない。
Y
X'
Y'
X
Y
Z
Y'
Z'
Z
X'
Z'
X
d
1
1 円筒スコヤ
13
B 6336-1:2018
4.3
直進軸間の直角度誤差
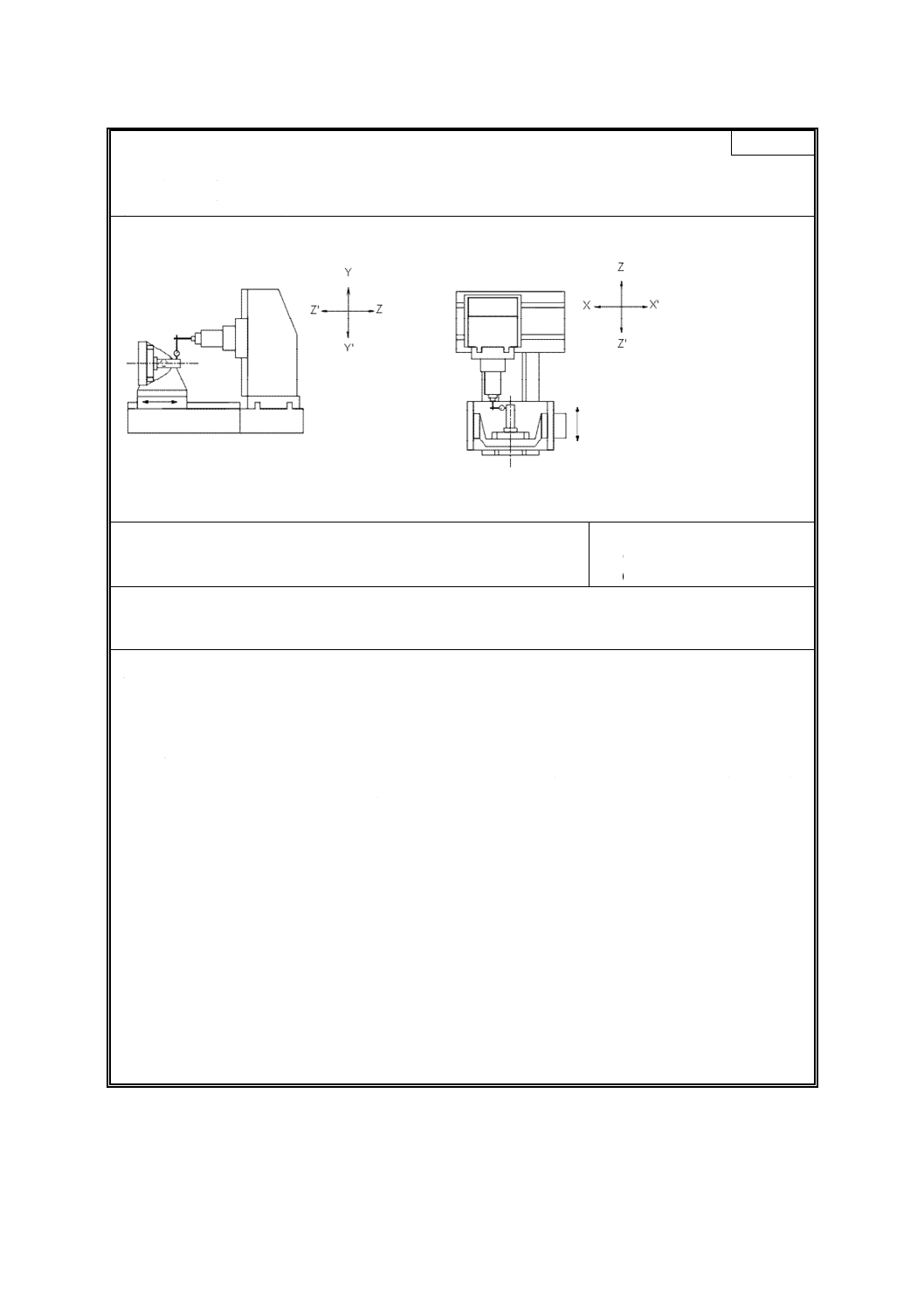
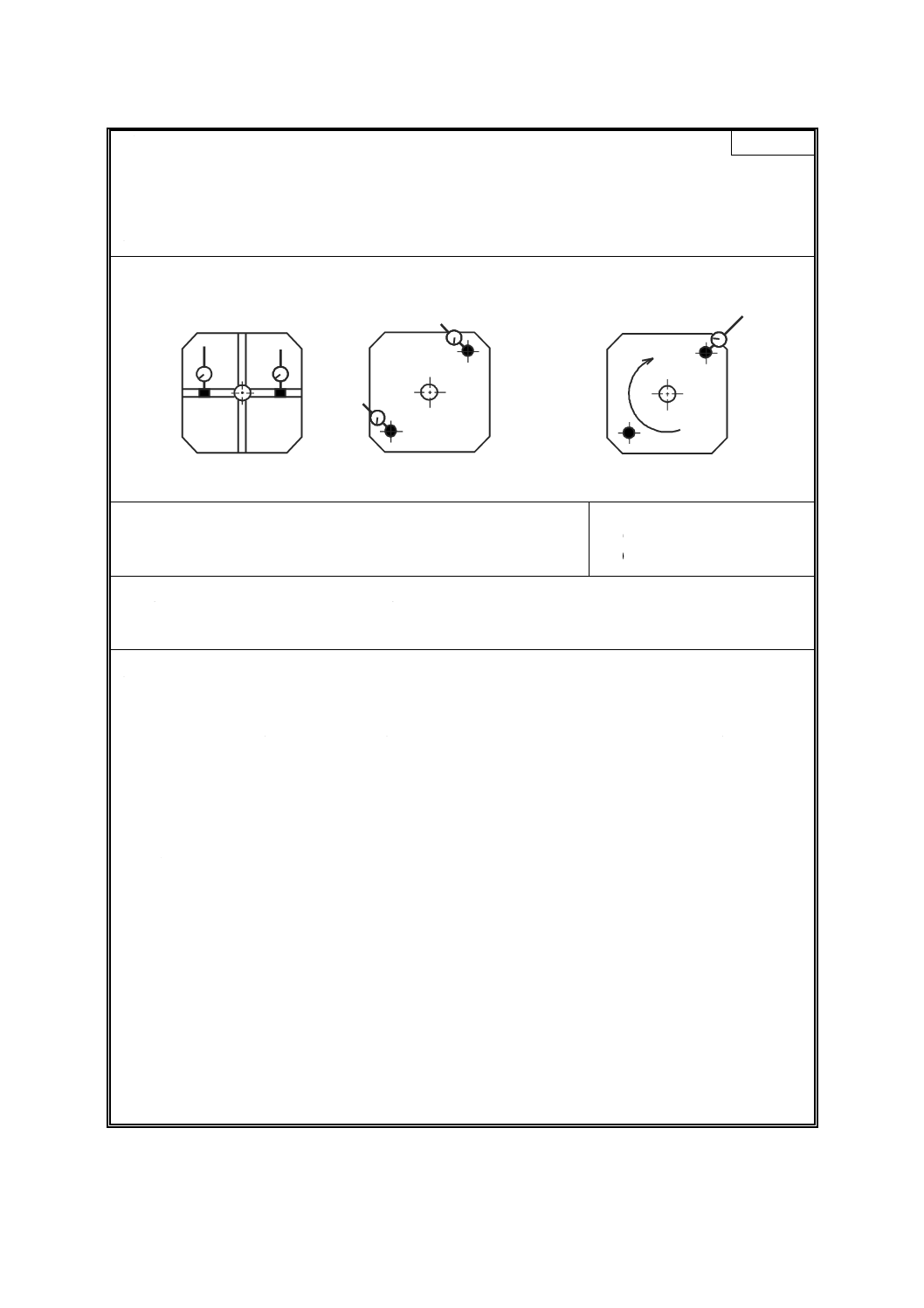
目的
G7
X軸運動とY軸運動との直角度誤差[EC(0X)Y]の試験
測定方法図
1)
2)
許容値
Y ≦ 2 000
0.040/1 000 又は 8″
2 000< Y ≦ 3 200
0.050/1 000 又は 10″
測定値
Y=...............
測定器
直定規又は精密定盤,直角定規及びダイヤルゲージ
測定手順(JIS B 6190-1の10.3及び10.3.2参照)
1) 直定規又は精密定盤は,X軸に平行に定置しなければならない。そうしない場合は,測定値に平行度の狂い
を考慮しなければならない。
2) Y軸は,直定規又は精密定盤の上に定置した直角定規を用いて測定しなければならない。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは主軸頭に定置しなければならない。
角度αの値が,90°より小さいか,等しいか,又は大きいかを記録しなければならない。
14
B 6336-1:2018
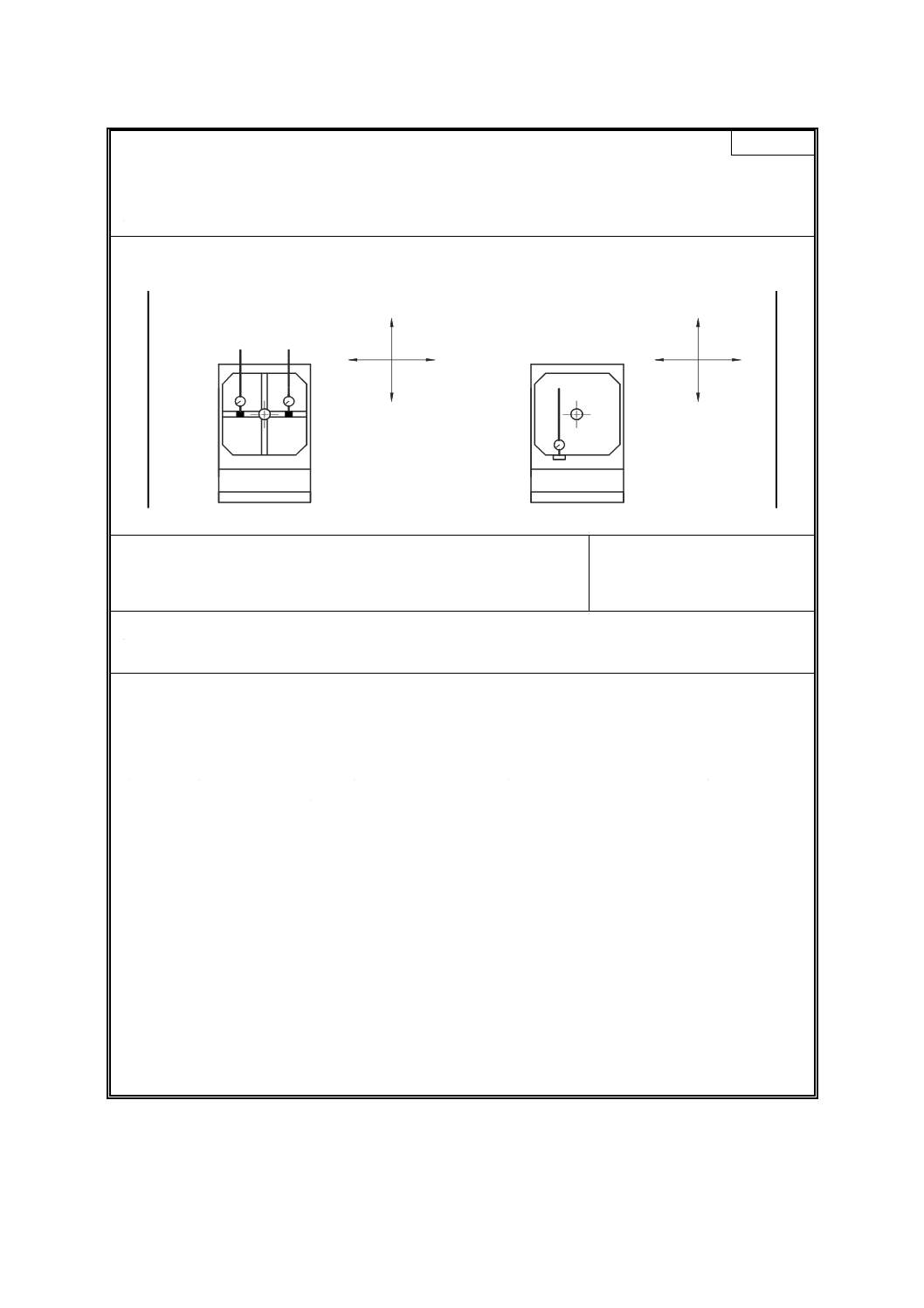
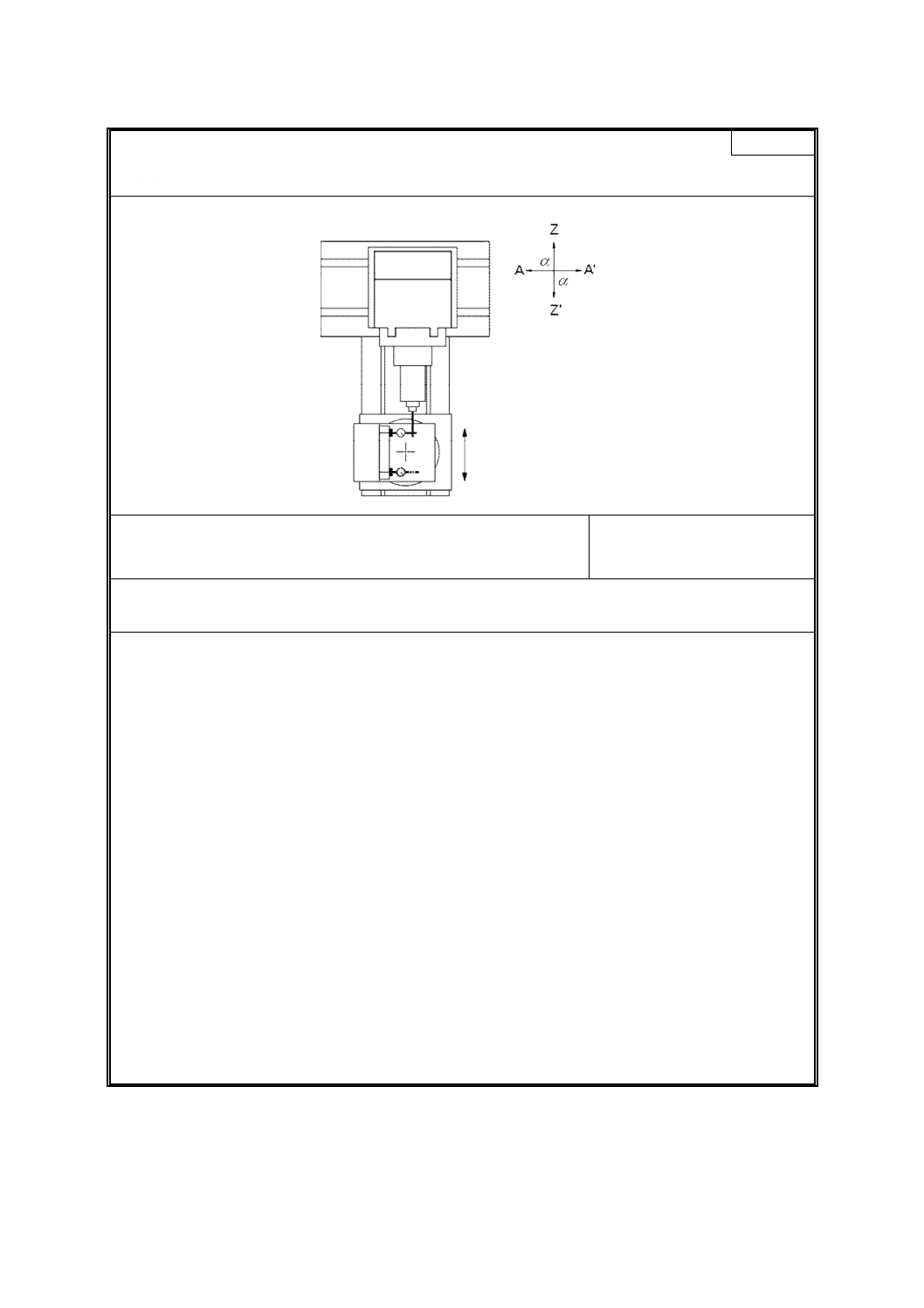
目的
G8
Z軸運動とY軸運動との直角度誤差[EA(0Z)Y]の試験
測定方法図
1)
2)
許容値
Y ≦ 2 000
0.040/1 000 又は 8″
2 000< Y ≦ 3 200
0.050/1 000 又は 10″
測定値
Y=...............
測定器
直定規又は精密定盤,直角定規及びダイヤルゲージ
測定手順(JIS B 6190-1の10.3及び10.3.2参照)
1) 直定規又は精密定盤は,Z軸に平行に定置しなければならない。そうしない場合は,測定値に平行度の狂い
を考慮しなければならない。
2) Y軸は,直定規又は精密定盤の上に定置した直角定規を用いて測定しなければならない。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
角度αの値が,90°より小さいか,等しいか,又は大きいかを記録しなければならない。
15
B 6336-1:2018
目的
G9
X軸運動とZ軸運動との直角度誤差[EB(0X)Z又はEB(0Z)X]の試験
測定方法図
1)
2)
許容値
0.040/1 000
測定値
測定器
直定規,直角定規及びダイヤルゲージ
測定手順(JIS B 6190-1の10.3及び10.3.2参照)
1) 直定規は,EB(0X)ZについてはX軸に平行に定置し,EB(0Z)XについてはZ軸に平行に定置しなければならな
い。そうしない場合は,測定値に平行度の狂いを考慮しなければならない。
2) Z(又はX)軸は,直定規の一方の側に当ててテーブル上に定置した直角定規を用いて測定しなければなら
ない。
この試験は,直定規を用いなくても同様に実施することができる。すなわち,直角定規の使用面を一つの軸
に平行にして,もう一つの使用面を使用してもう一方の軸を測定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
テーブル上面からの高さは,試験報告書に記録しなければならない。
角度αの値が,90°より小さいか,等しいか,又は大きいかを記録しなければならない。
Z
X'
Z'
X
Z
X'
Z'
X
a
a
16
B 6336-1:2018
4.4
主軸
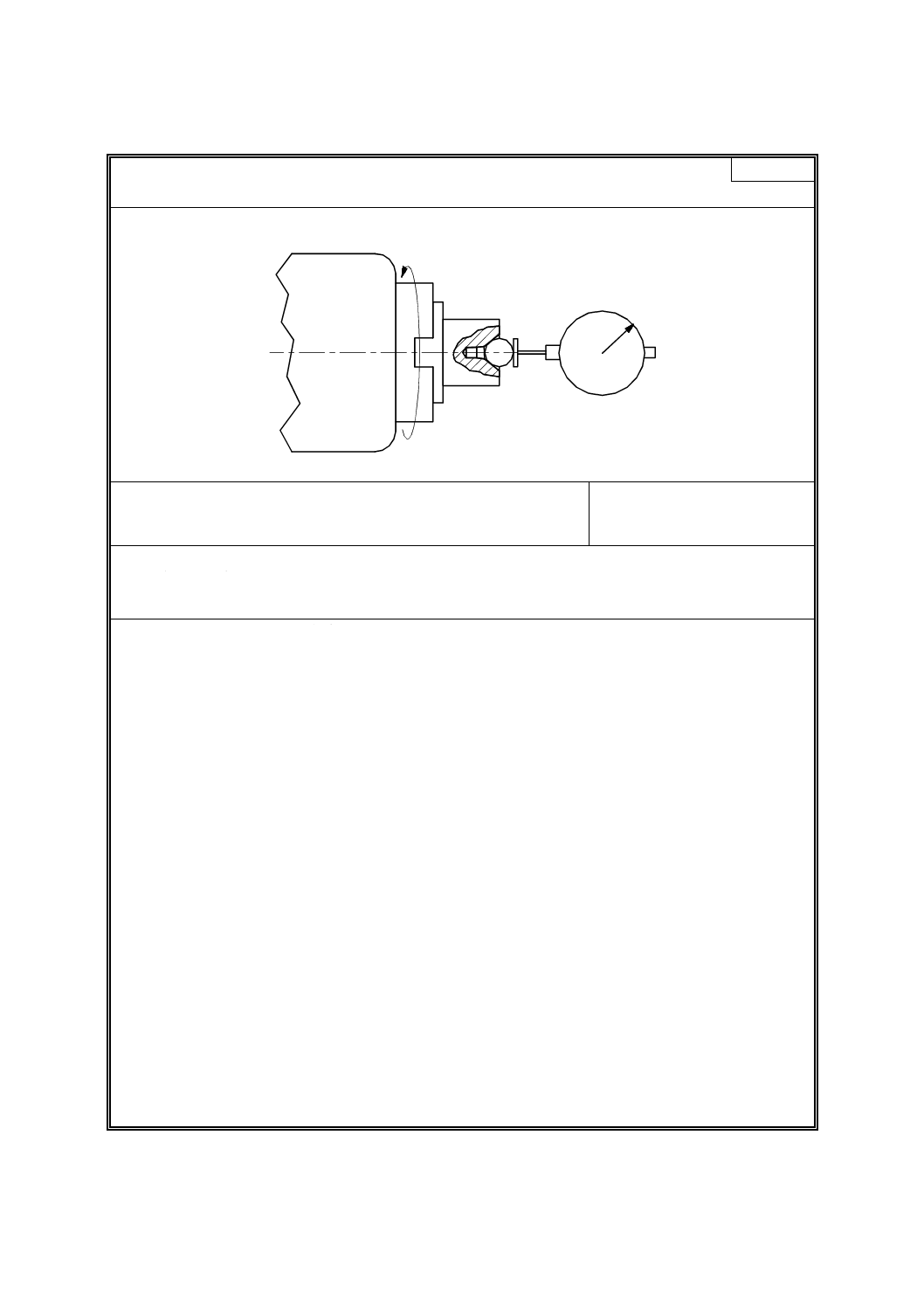
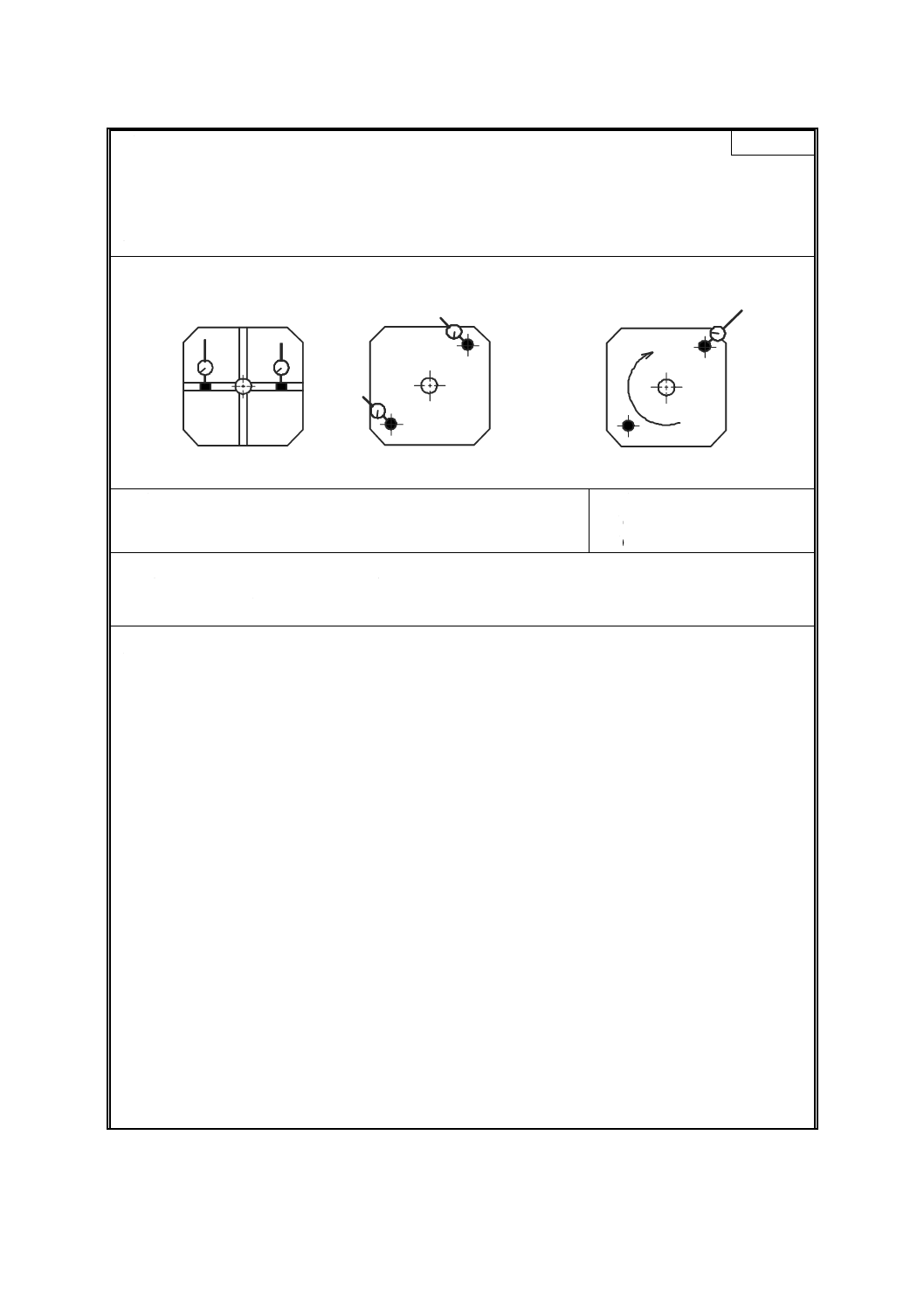
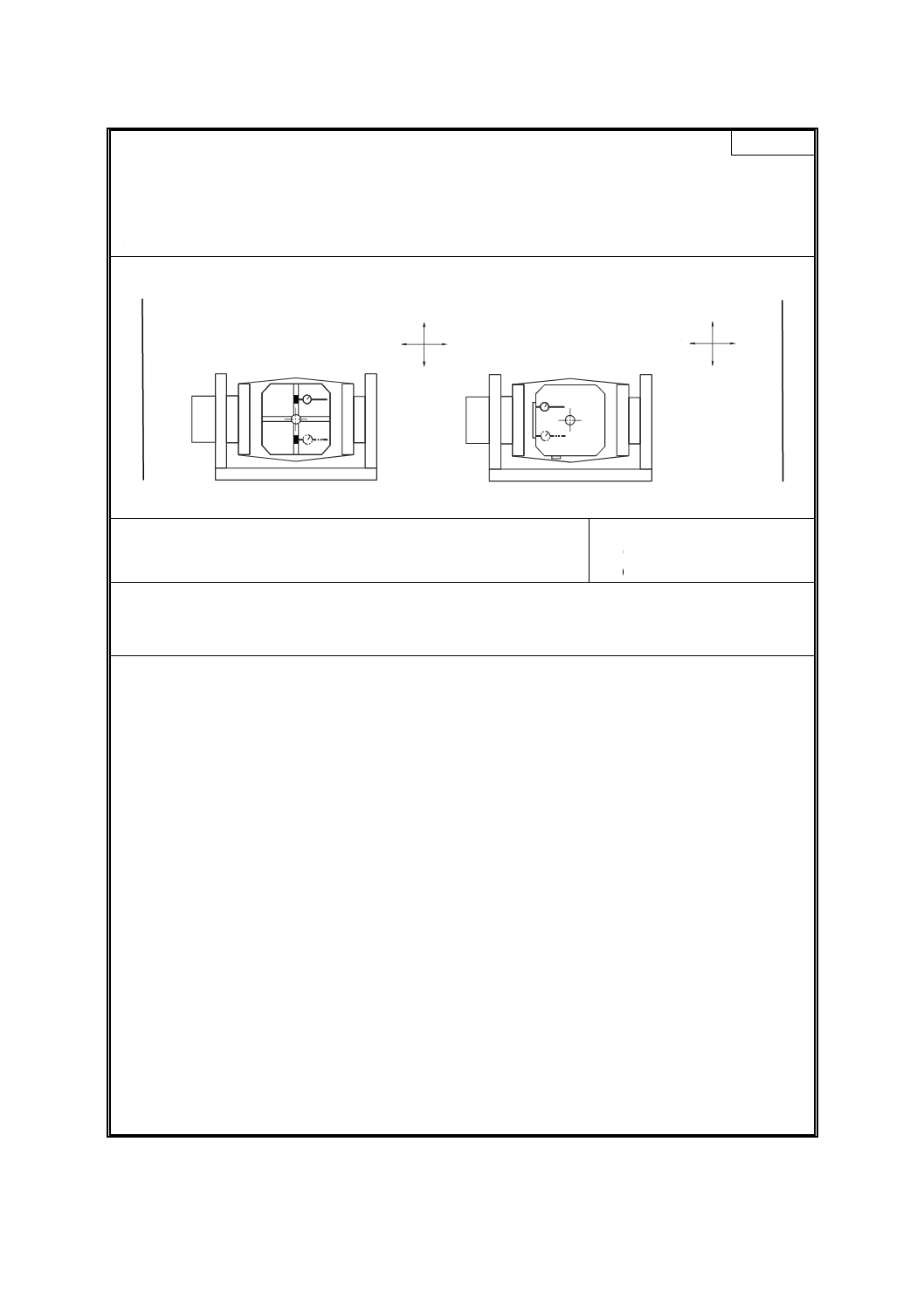
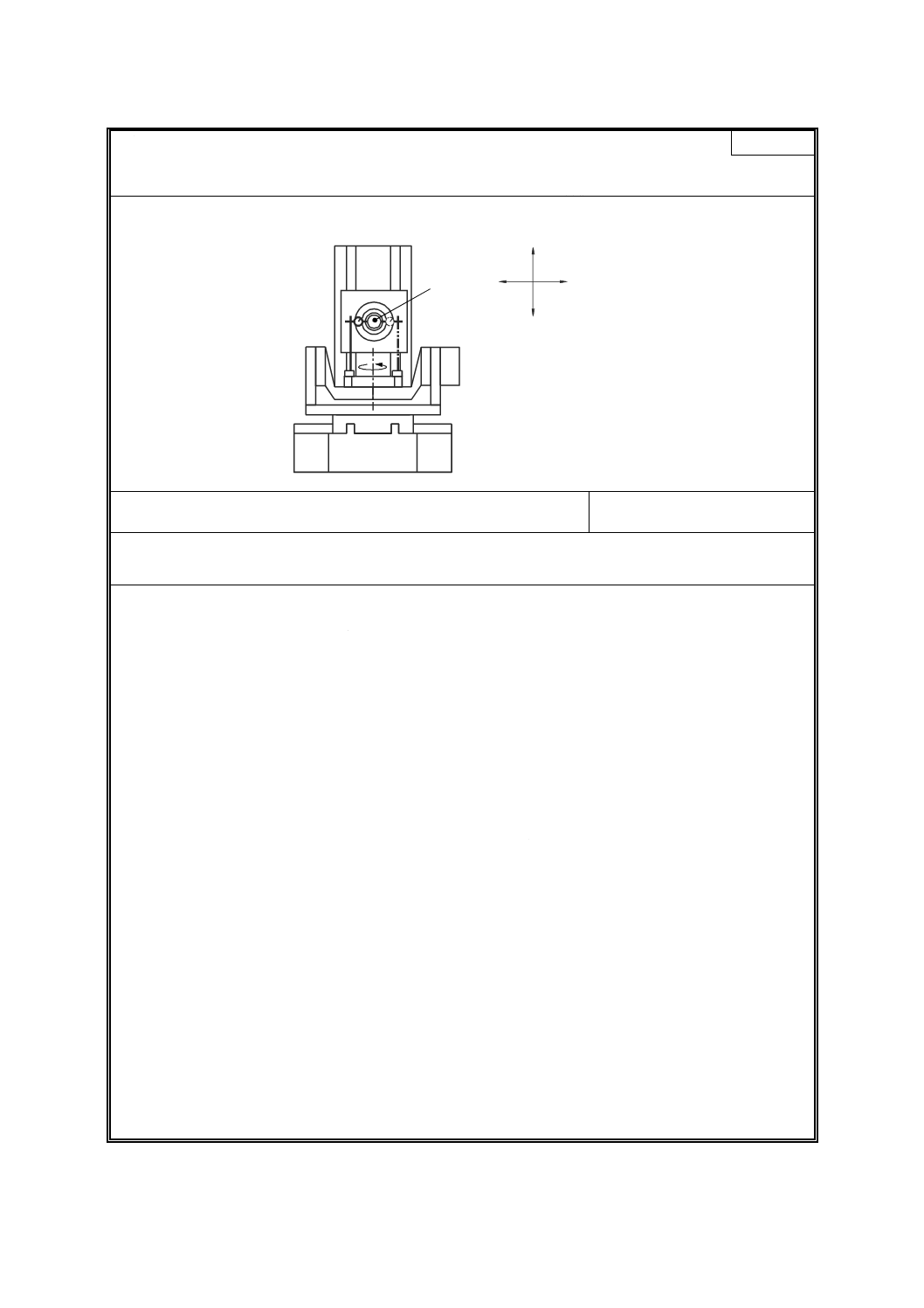
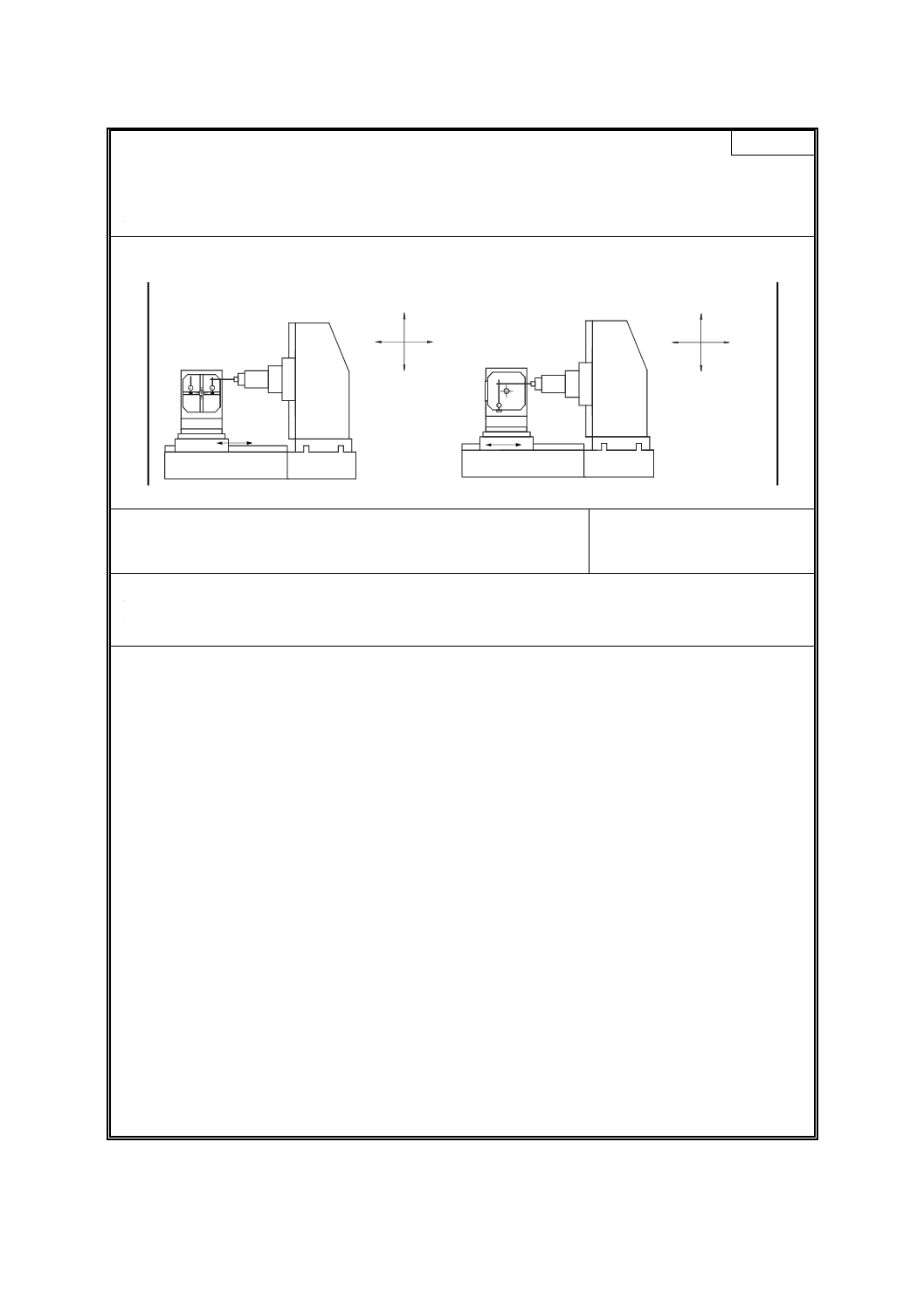
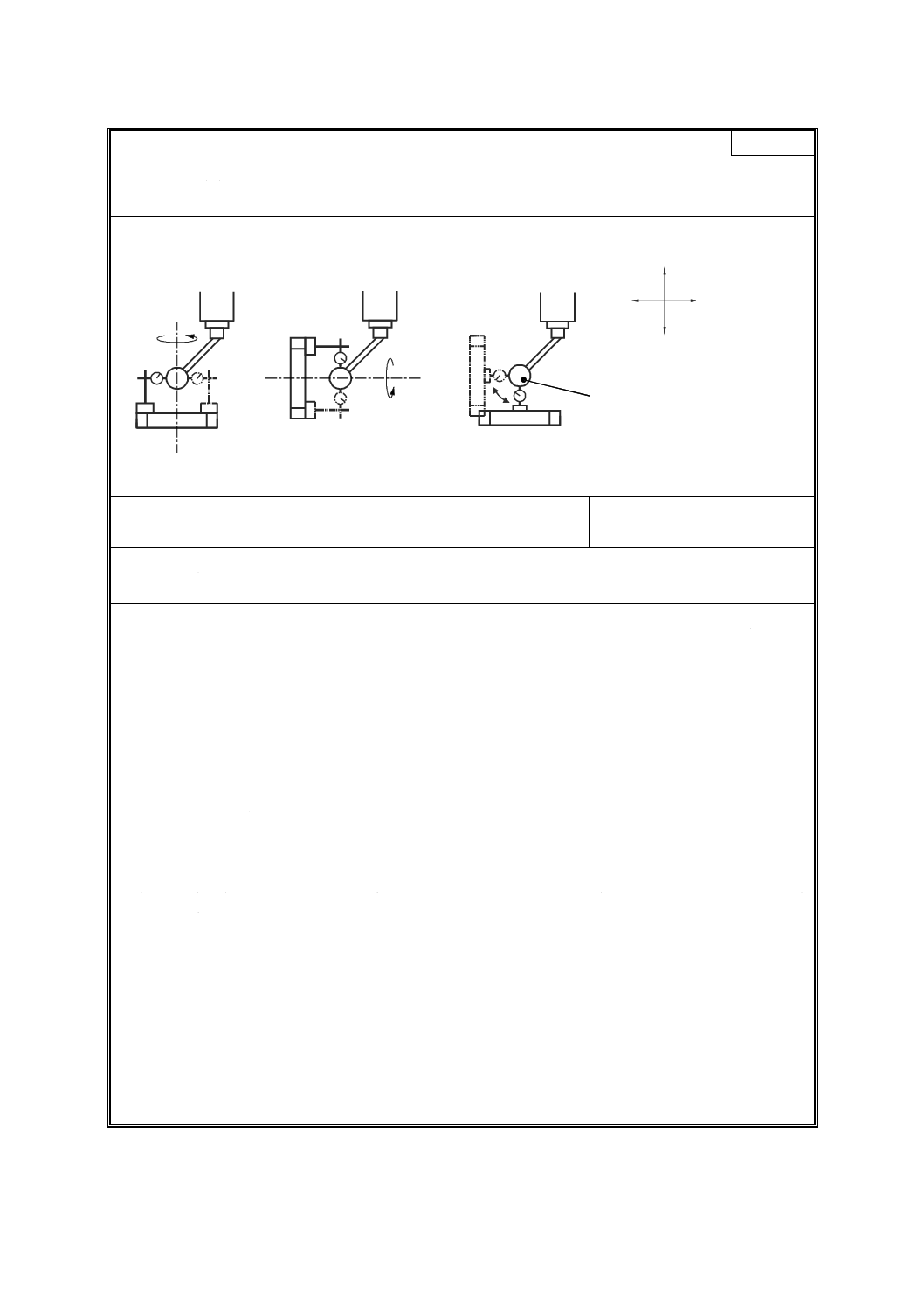
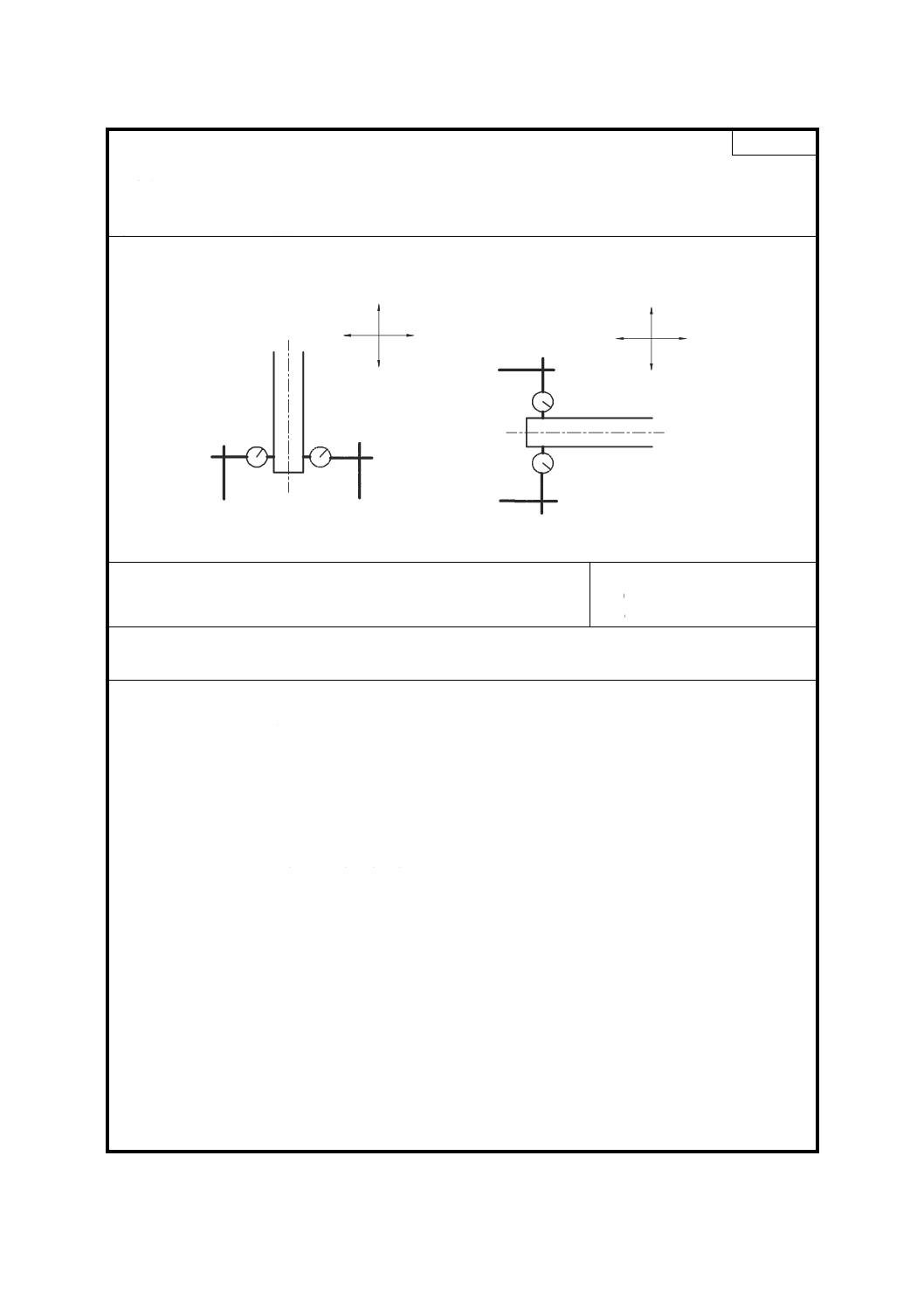
目的
G10
主軸の軸方向誤差運動の試験
測定方法図
許容値
0.005
測定値
測定器
平面測定子付きダイヤルゲージ
測定手順(JIS B 6190-1の9.1及びISO 230-7参照)
附属書Eの試験ER1も参照。
17
B 6336-1:2018
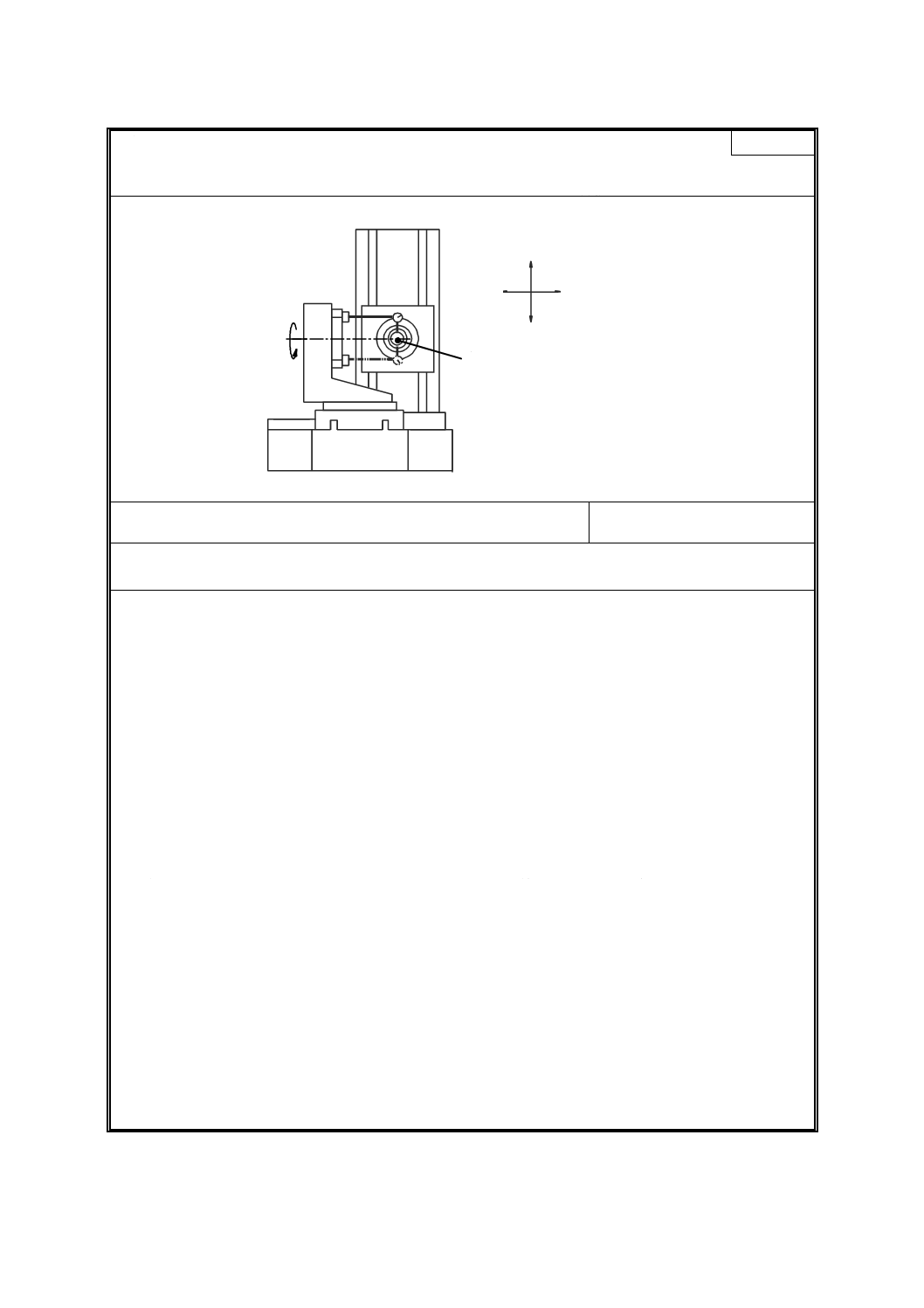
目的
G11
主軸テーパ穴の振れの試験
a) 主軸端近傍で
b) a) の測定位置から250 mm離れた位置で
測定方法図
許容値
a) 0.010
b) 0.015
測定値
a)
b)
測定器
テストバー及びダイヤルゲージ
測定手順(JIS B 6190-1の12.5.3及びISO 230-7参照)
附属書Eの試験ER1も参照。
読み取りやすくするために,主軸は100 min−1を超えない低速度で回転させるのが望ましい。
試験報告書には,主軸をモータで回転させたか,又は手で回したかについて記録しなければならない。
Y
Z
Y'
Z'
b
a
18
B 6336-1:2018
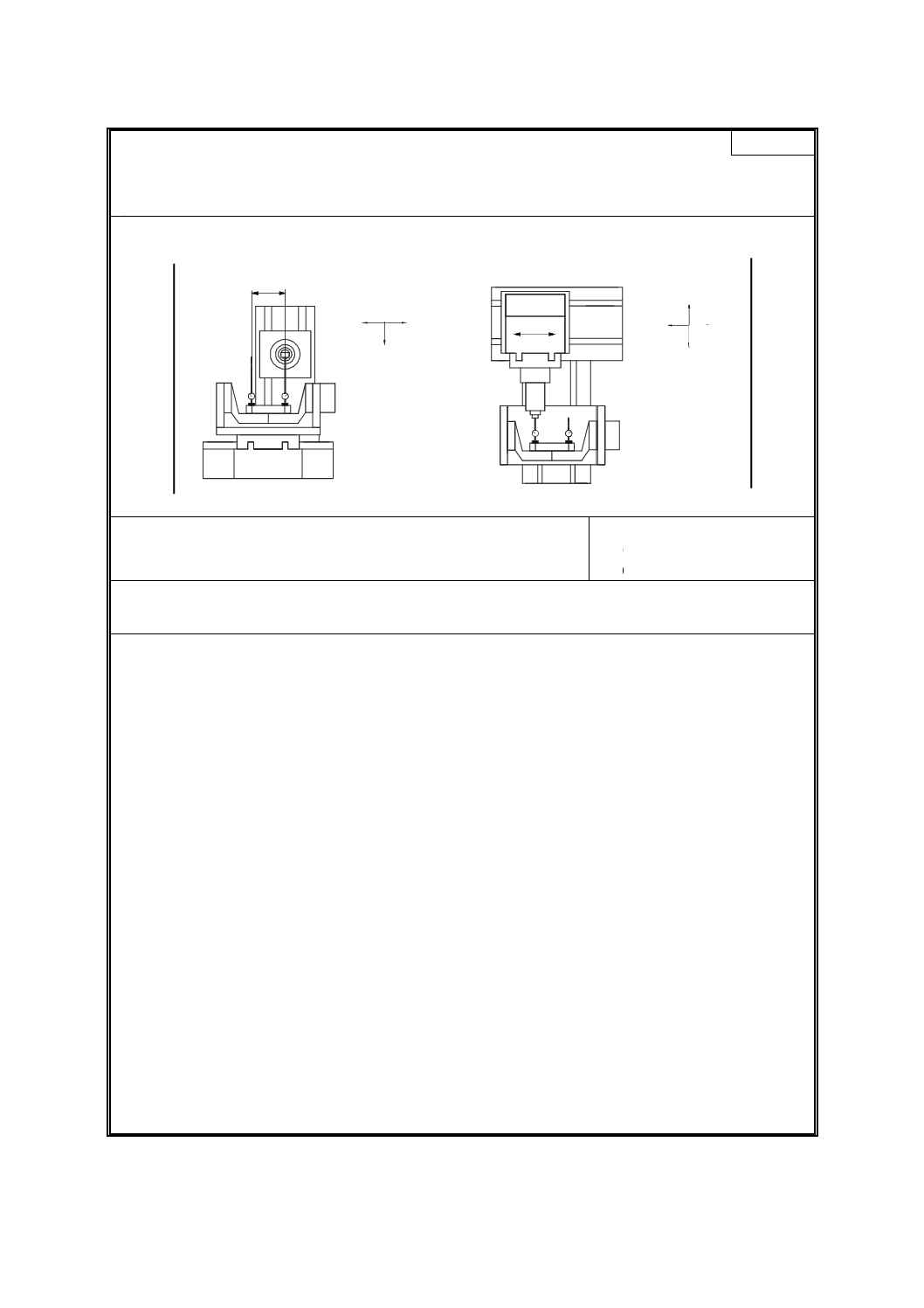
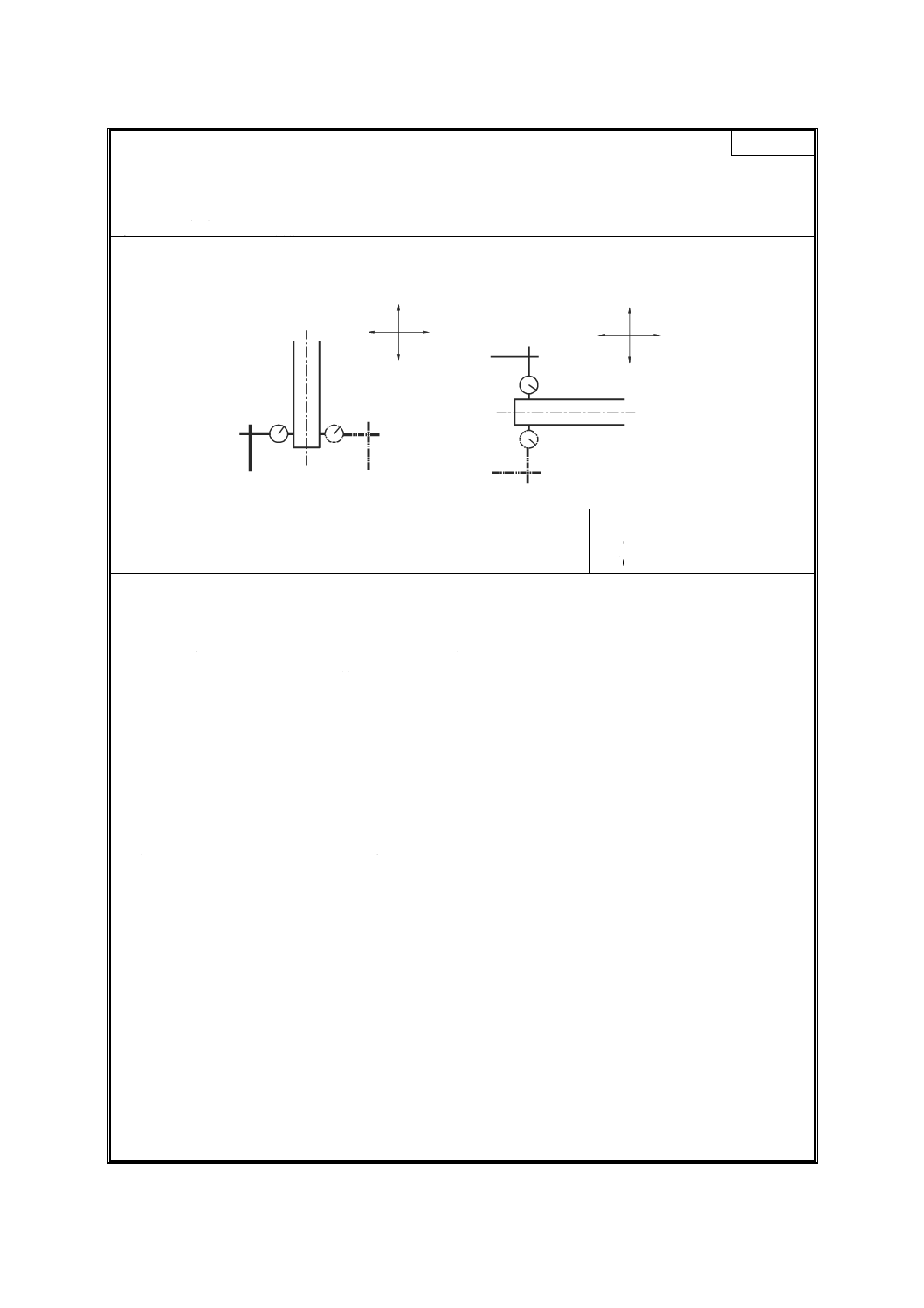
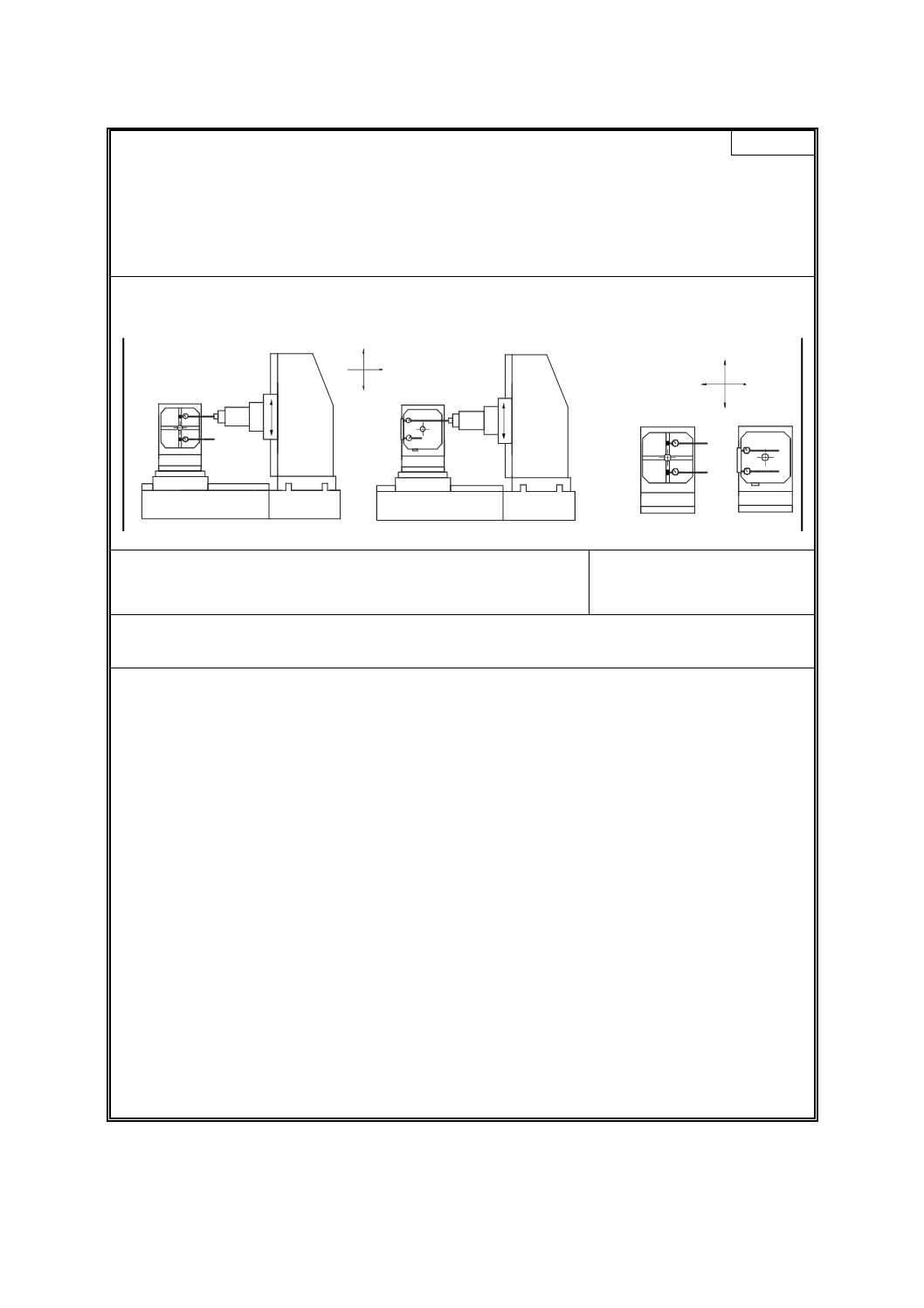
目的
G12
Z軸運動と主軸軸線との平行度誤差の試験
a) 垂直YZ面内で[EA(0Z)(C)]
b) 水平ZX面内で[EB(0Z)(C)]
測定方法図
a)
b)
Z
X'
Z'
X
Y
Z
Y'
Z'
許容値
a)及びb)について
0.050 / 1 000(0.015 / 300)(0.050 μrad 又は 10″)
測定値
a)
b)
測定器
テストバー及びダイヤルゲージ
測定手順(JIS B 6190-1の3.6.2,10.1.4及び10.1.4.3参照)
Z軸は,移動範囲の中央へ移動させる。
二つの平面における平行度誤差の符号は,報告しなければならない。
19
B 6336-1:2018
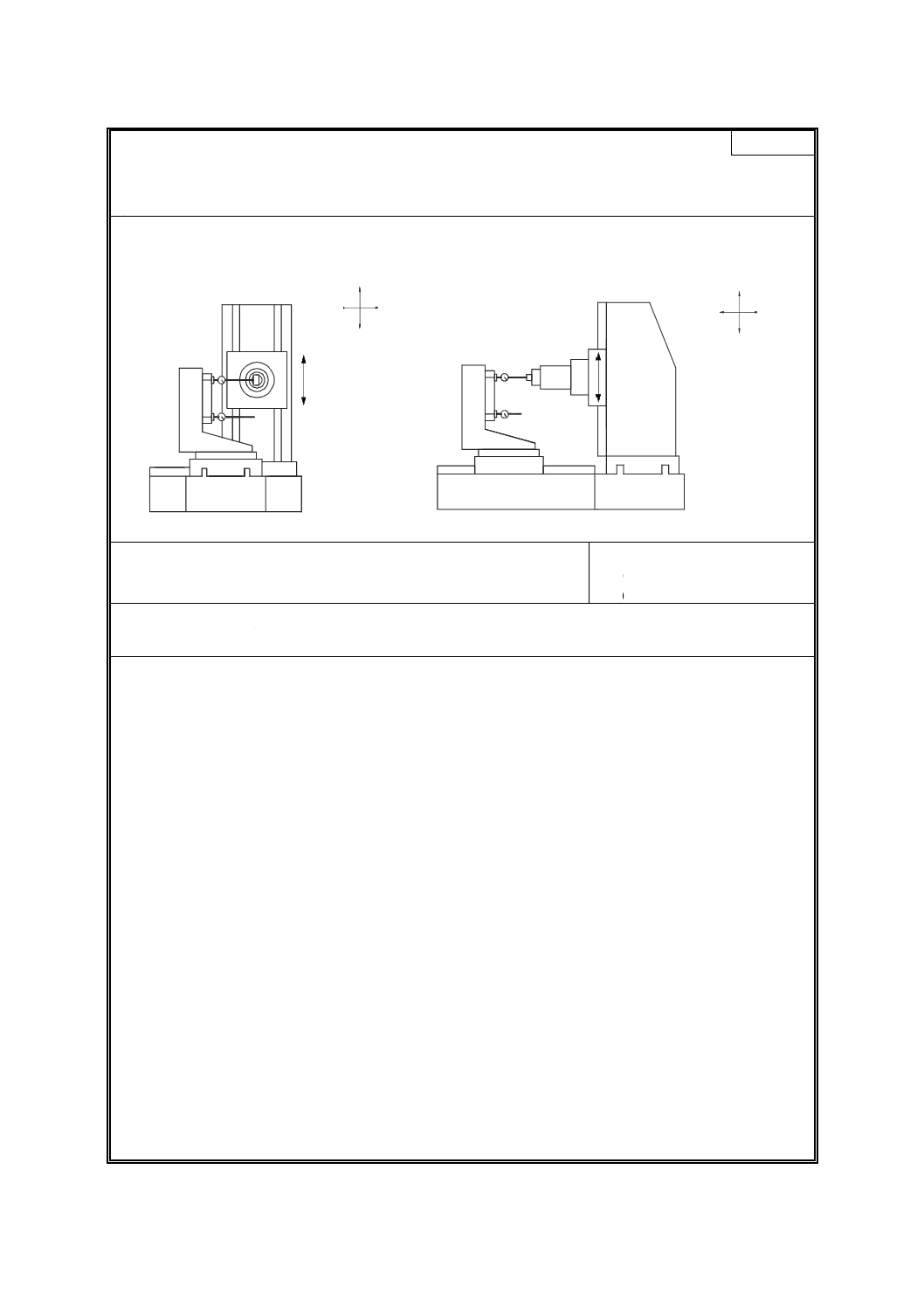
目的
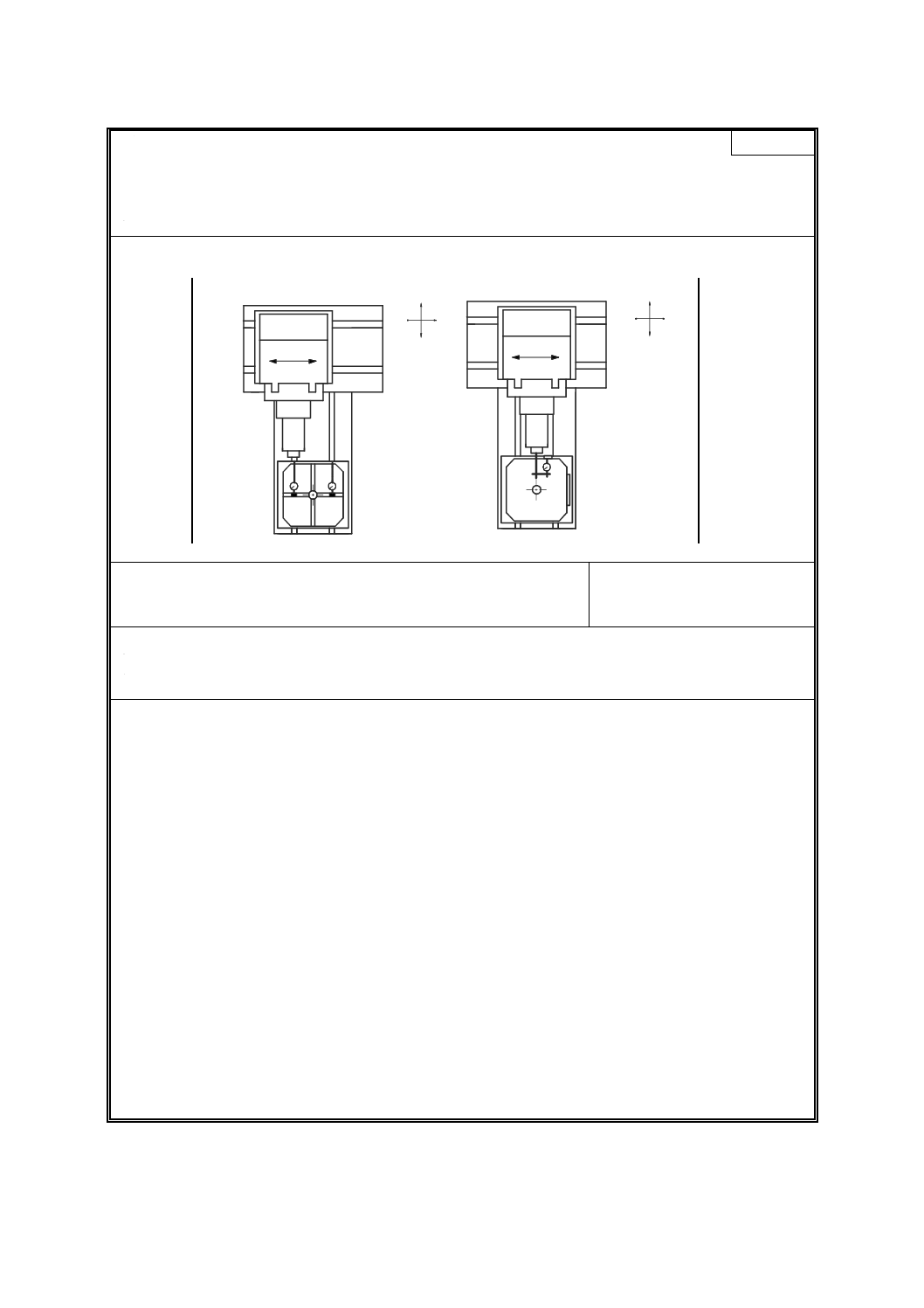
G13
X軸運動と主軸軸線との直角度誤差[EB(0X)(C)]の試験
測定方法図
代替方法
許容値
0.050 / 1 000(0.015 / 300)(0.050 μrad 又は 10″)
測定値
測定器
直定規,特殊アーム及びダイヤルゲージ
測定手順(JIS B 6190-1の10.3及び10.3.3参照)
Z軸は,できれば固定する(3.9参照)。
直定規は,X軸に平行に定置しなければならない。そうしない場合は,測定値に平行度の狂いを考慮しなけ
ればならない。
この試験は,直定規を用いなくても実施できる。すなわち,テーブル上にダイヤルゲージを定置し,主軸に
取り付けた特殊アーム上の1点に測定子を当てて,読みを取る。主軸を180°回転させ,測定子が特殊アーム上
の同じ点に当たるようにX軸を移動させなければならない。この場合に,測定値は,X軸の水平面内における
真直度誤差EZXの影響を受ける。
この測定によって得られた直角度誤差は,G9及びG12 b)の結果と比較,確認できる。
角度αの値が,90°より小さいか,等しいか,又は大きいかを記録しなければならない。
S
X'
X
a
a
20
B 6336-1:2018
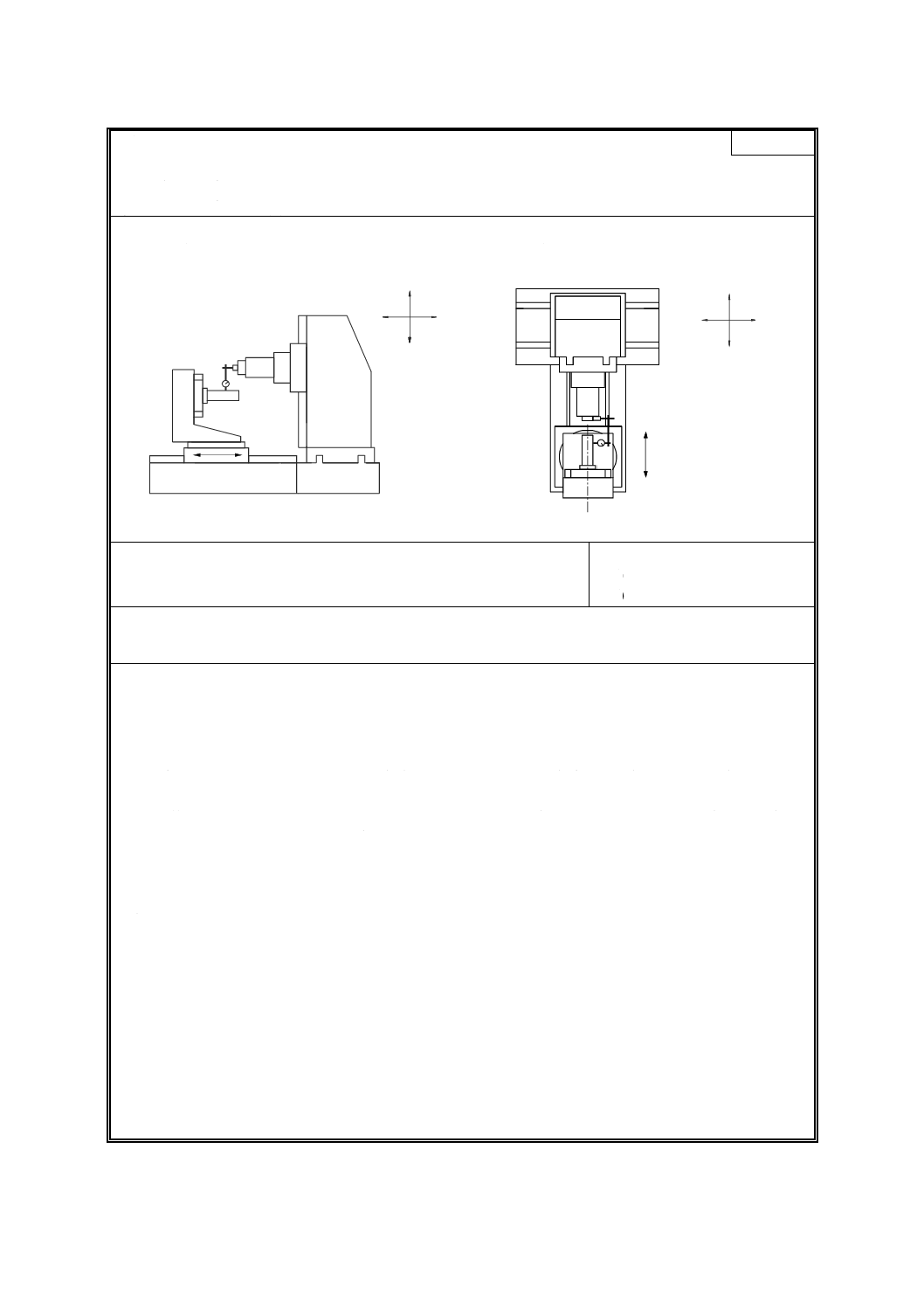
目的
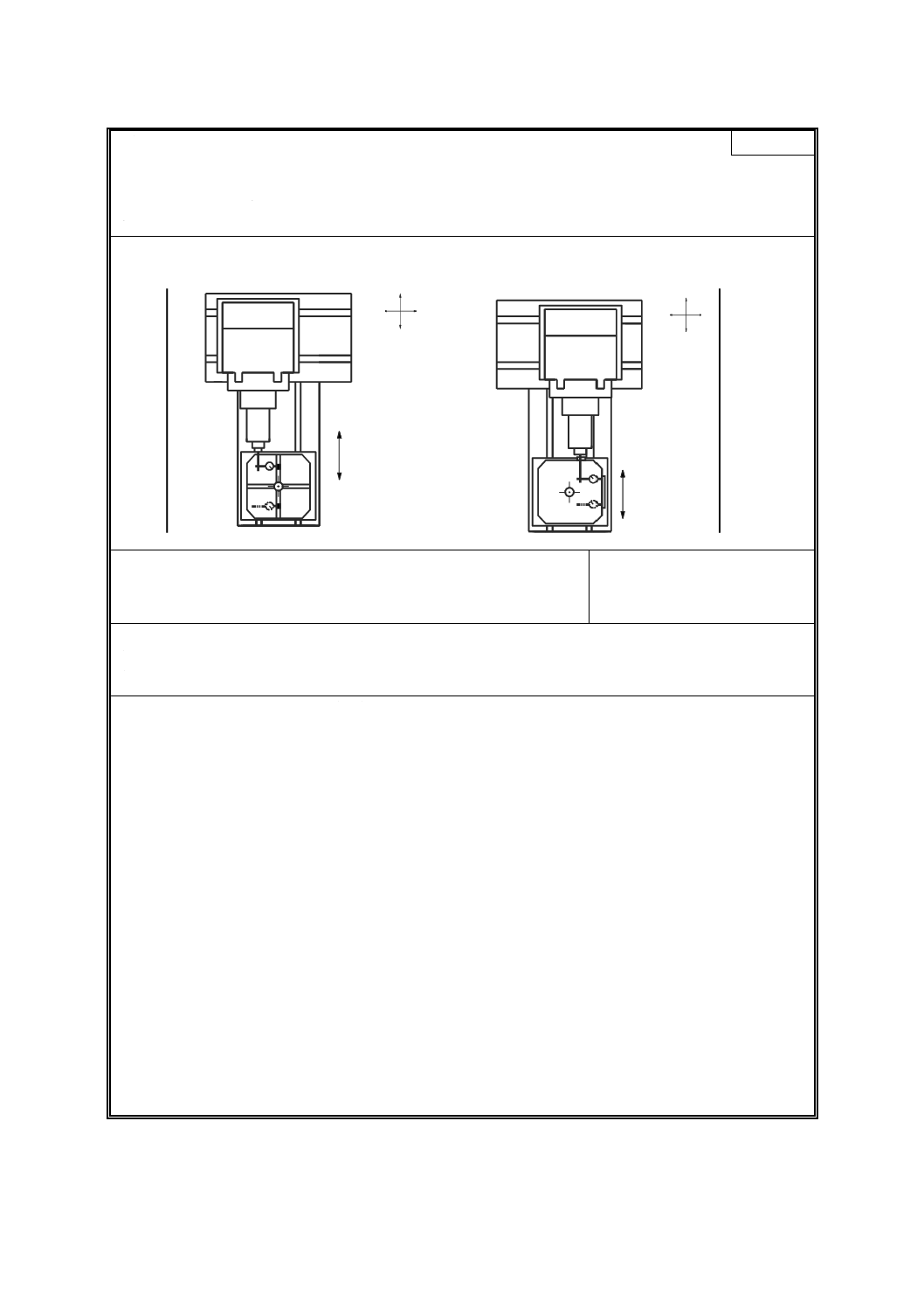
G14
Y軸運動と主軸軸線との直角度誤差[EA(0Y)(C)]の試験
測定方法図
代替方法
許容値
0.050 / 1 000(0.015 / 300)(0.050 μrad 又は 10″)
測定値
測定器
円筒スコヤ又は直角定規,特殊アーム及びダイヤルゲージ
測定手順(JIS B 6190-1の3.6.2,10.1.4及び10.1.4.3参照)
Z軸は,できれば固定する(3.9参照)。
直角定規の使用面は,Y軸に平行に定置するのが望ましい。そうしない場合は,測定値に平行度の狂いを考
慮しなければならない。特殊アームは,二つの測定位置において反対向きにしたときのたわみによる誤差が起
こらないように十分に剛性を高くしなければならない。
この試験は,直角定規を用いなくても実施できる。すなわち,ダイヤルゲージをテーブル上に定置し,主軸
に取り付けた特殊アーム上の1点に測定子を当てて読みを取る。主軸を180°回転させ,特殊アーム上の同じ点
に測定子を当てるためにY軸を移動させなければならない。この場合に,測定値は,Y軸の真直度誤差EZYの
影響を受ける。
この試験によって得られた直角度誤差は,試験G8及びG12 a)の結果と比較,確認できる。
角度αの値が,90°より小さいか,等しいか,又は大きいかを記録しなければならない。
Y
S
aa
Yʼ
21
B 6336-1:2018
附属書A
(規定)
回転しない水平テーブル
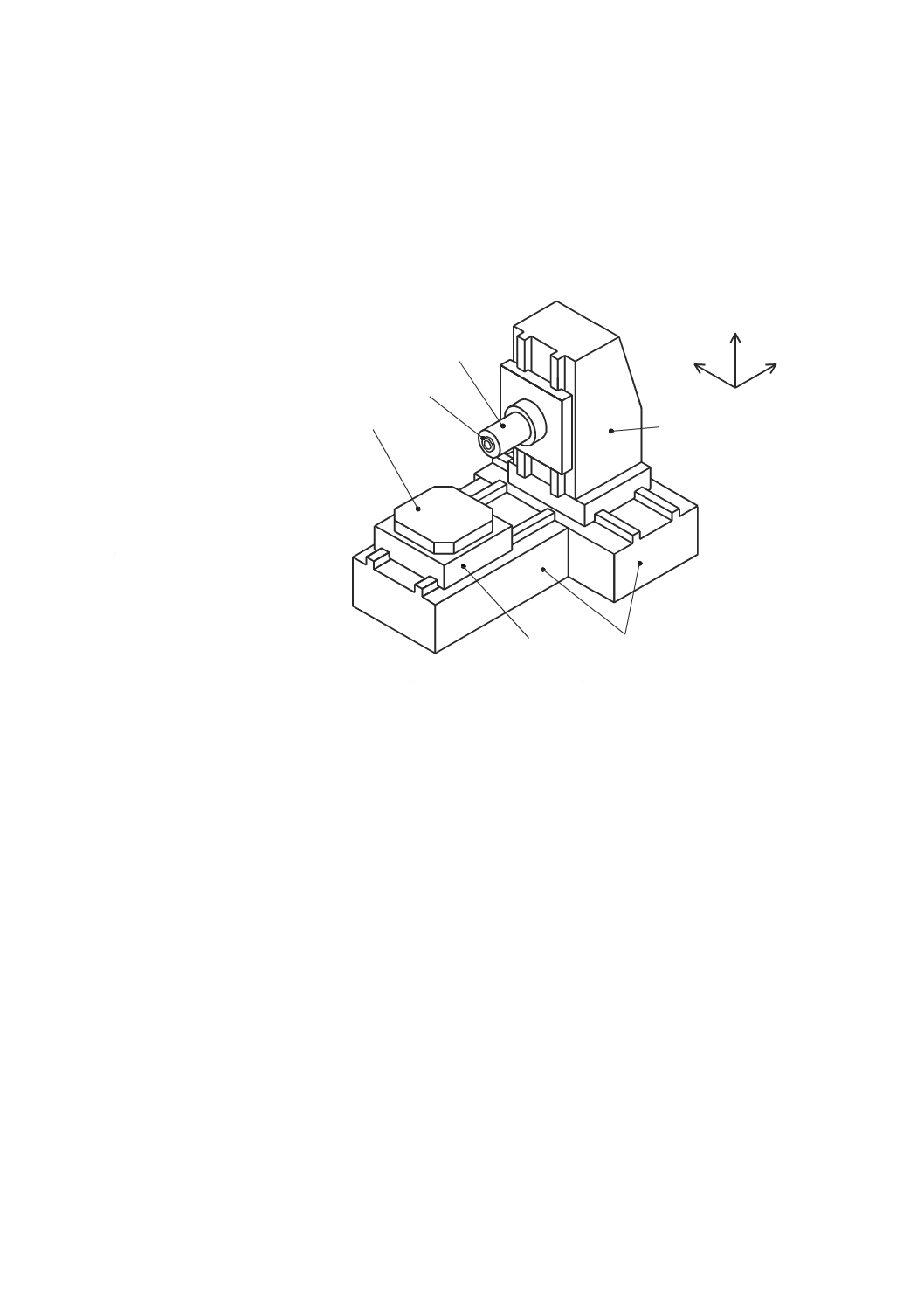
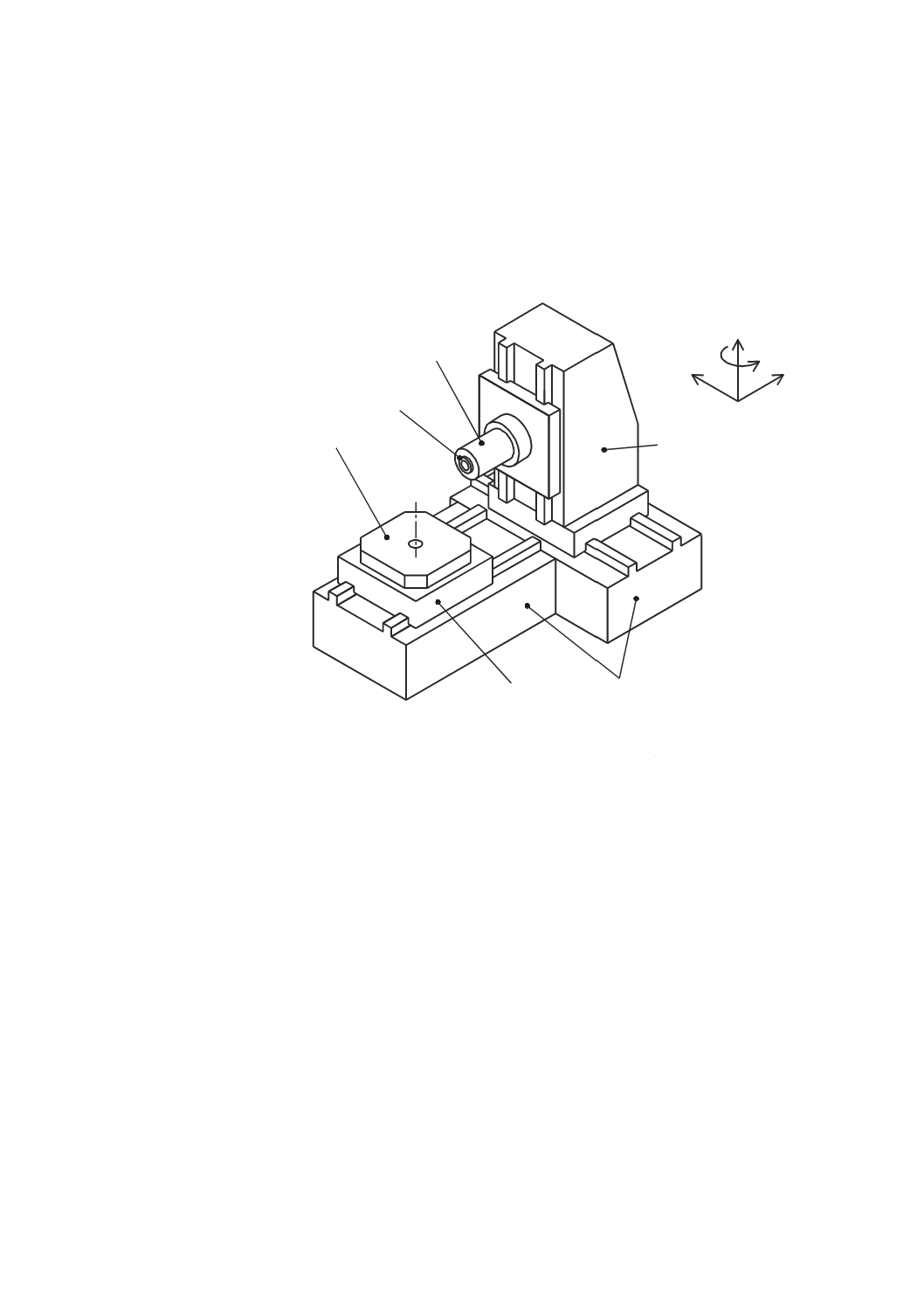
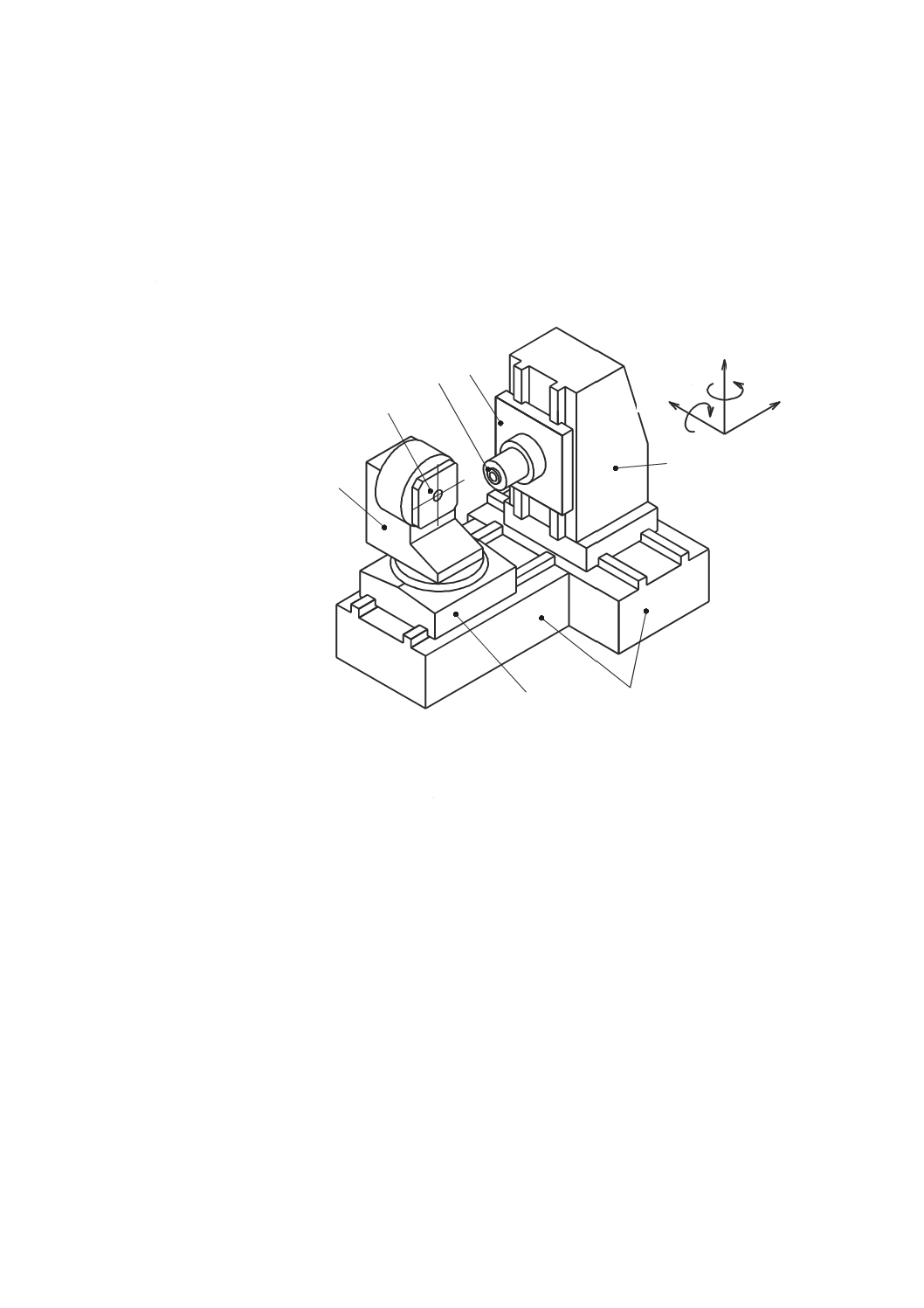
図A.1は,水平主軸及び回転しない水平テーブルをもつマシニングセンタの代表例を示す。
1
テーブル
2
テーブルサドル(Z'軸)
3
主軸頭(Y軸)
4
コラム(X軸)
5
ベッド(b)
6
主軸[(C)]
+Z
+X
+Y
1
3
4
5
2
6
図A.1−回転しないテーブルをもつ横形マシニングセンタの代表例
マシニングセンタ ISO 10791-1 H [w Z' b X Y (C) t](3.12参照)
22
B 6336-1:2018
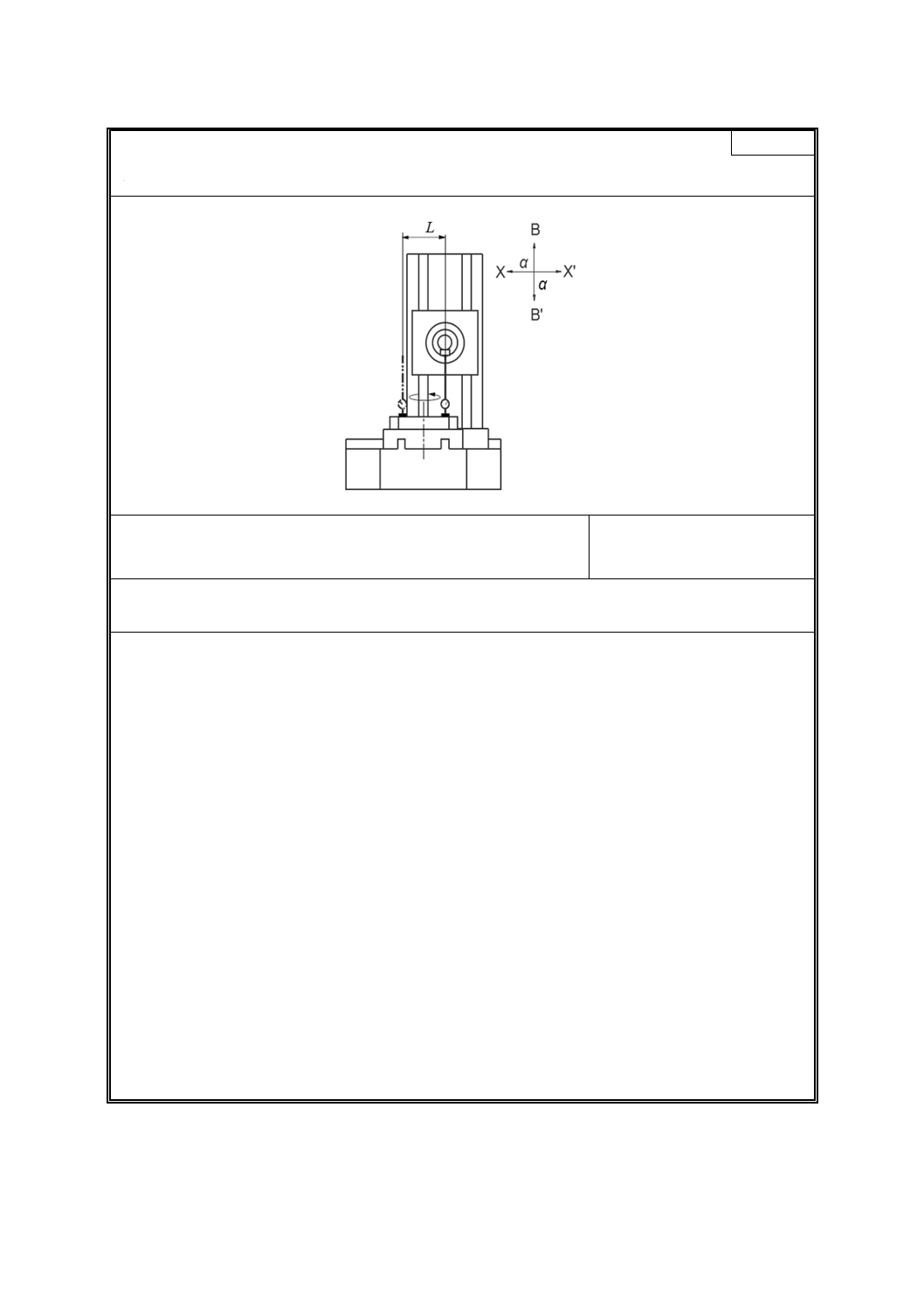
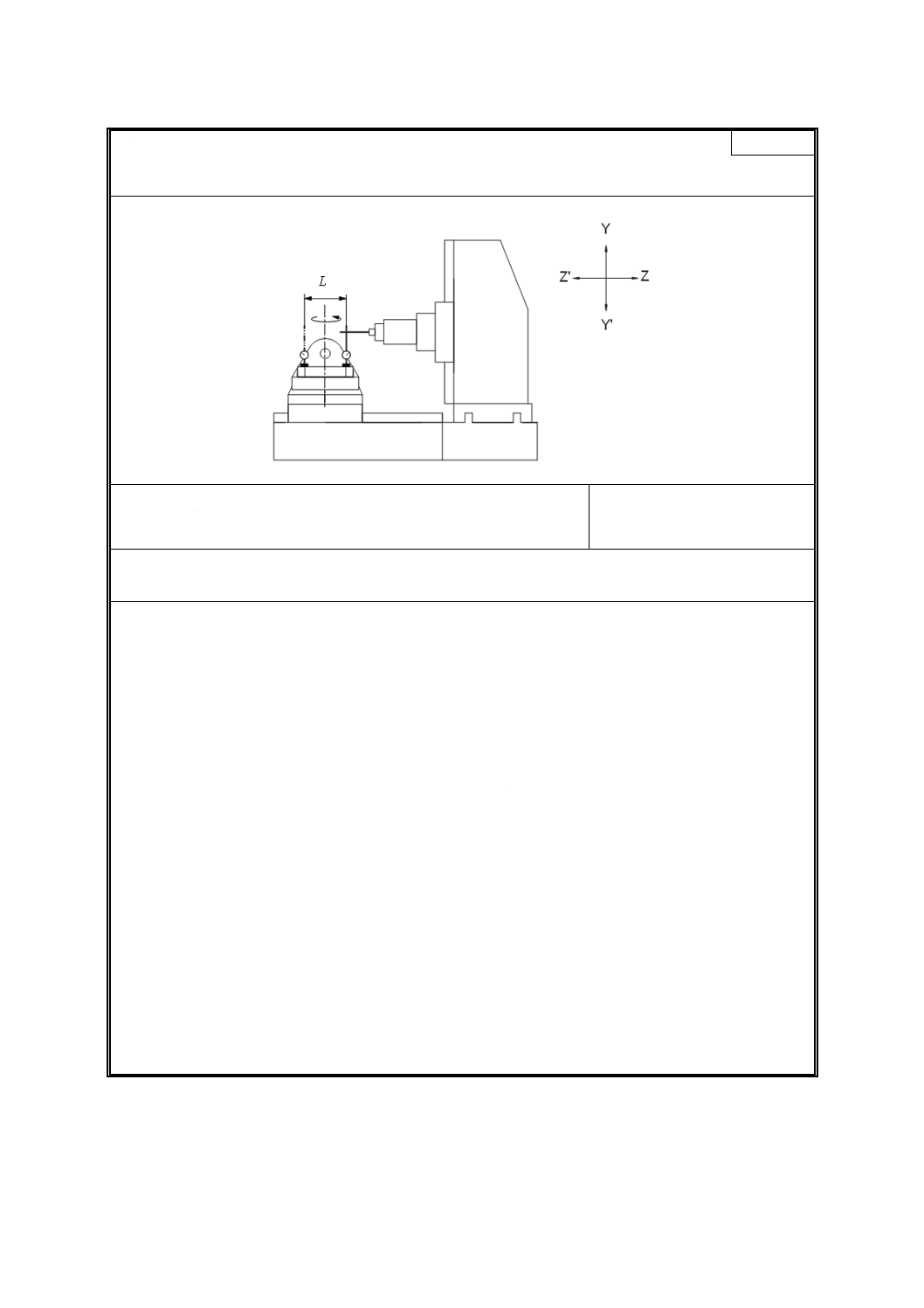
目的
AG1
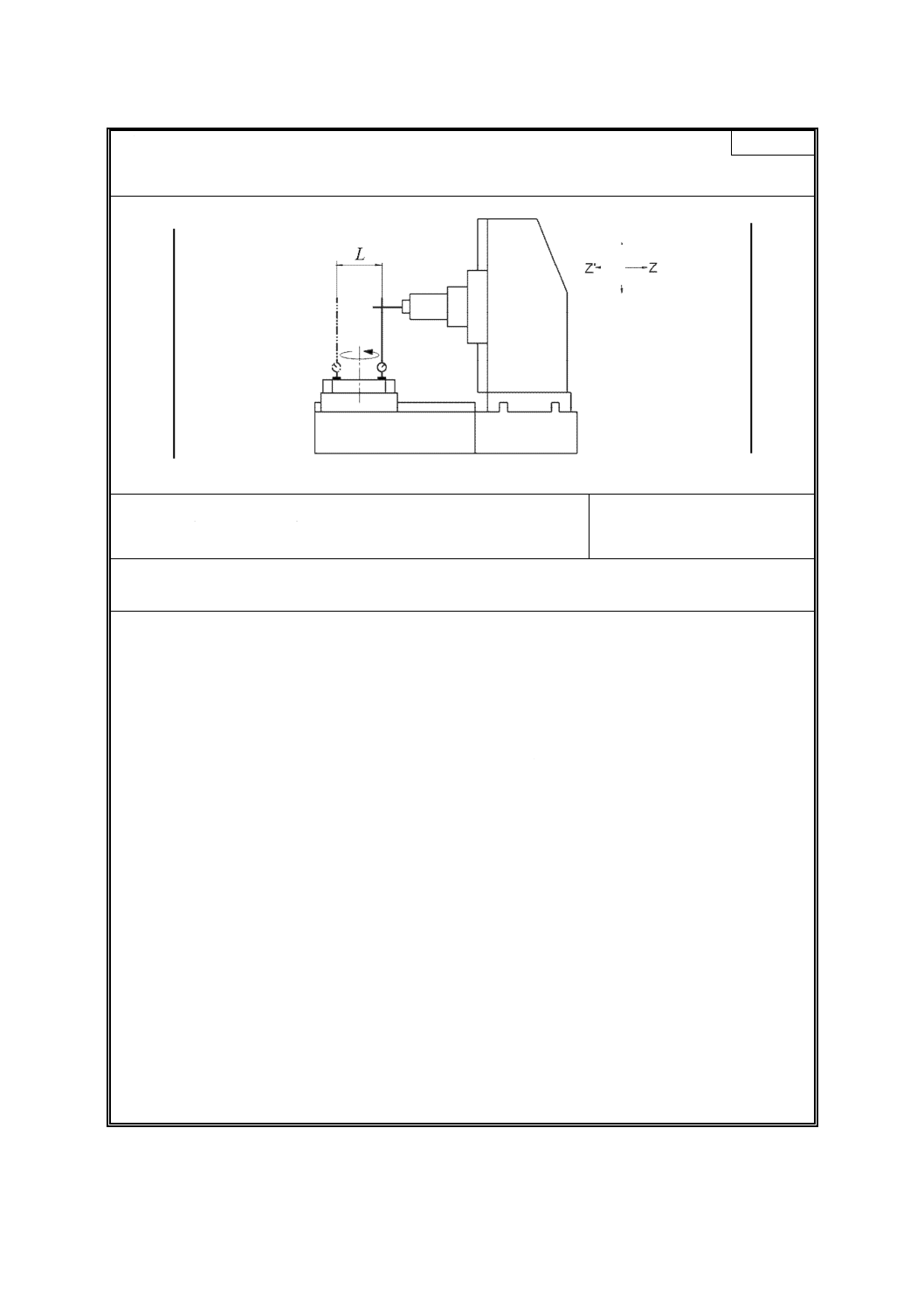
X軸運動とテーブル1)上面との平行度誤差[EC(0X)T]の試験
注1) 組込形テーブル,又は所定の位置にクランプした回転しないパレットの代表1台。
測定方法図
許容値
L ≦
500
0.020
500< L ≦
800
0.025
800< L ≦ 1 250
0.030
1 250< L ≦ 2 000
0.040
2 000< L ≦ 3 200
0.060
ここに,Lは,X軸方向のテーブル長さ
測定値
L=.............について
測定器
直定規,高さの等しい二つのスペーサ及びダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
ダイヤルゲージの測定子は,通常の加工位置近くに置く。測定は,テーブル上面に平行に定置した直定規上
で行う。研削され,新しく又は最近再生されたテーブルの場合には,ダイヤルゲージの測定子をテーブル上面
に直接当てる。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
ダイヤルゲージの読みの最大値と最小値との差を測定値とする。
Y
X'
Y'
X
23
B 6336-1:2018
目的
AG2
Z軸運動とテーブル1)上面との平行度誤差[EA(0Z)T]の試験
注1) 組込形テーブル,又は所定の位置にクランプした回転しないパレットの代表1台。
測定方法図
Z
Y
Y'
Z'
許容値
W ≦
500
0.020
500< W ≦
800
0.025
800< W ≦ 1 250
0.030
1 250< W ≦ 2 000
0.040
ここに,Wは,Z軸方向のテーブル幅
測定値
W=.............について
測定器
直定規,高さの等しい二つのスペーサ及びダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
Y軸は,できれば固定する。
ダイヤルゲージの測定子は,通常の加工位置近くに置く。測定は,テーブル上面に平行に定置した直定規上
で行う。研削され,新しく又は最近再生されたテーブルの場合には,ダイヤルゲージの測定子をテーブル上面
に直接当てる。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
ダイヤルゲージの読みの最大値と最小値との差を測定値とする。
24
B 6336-1:2018
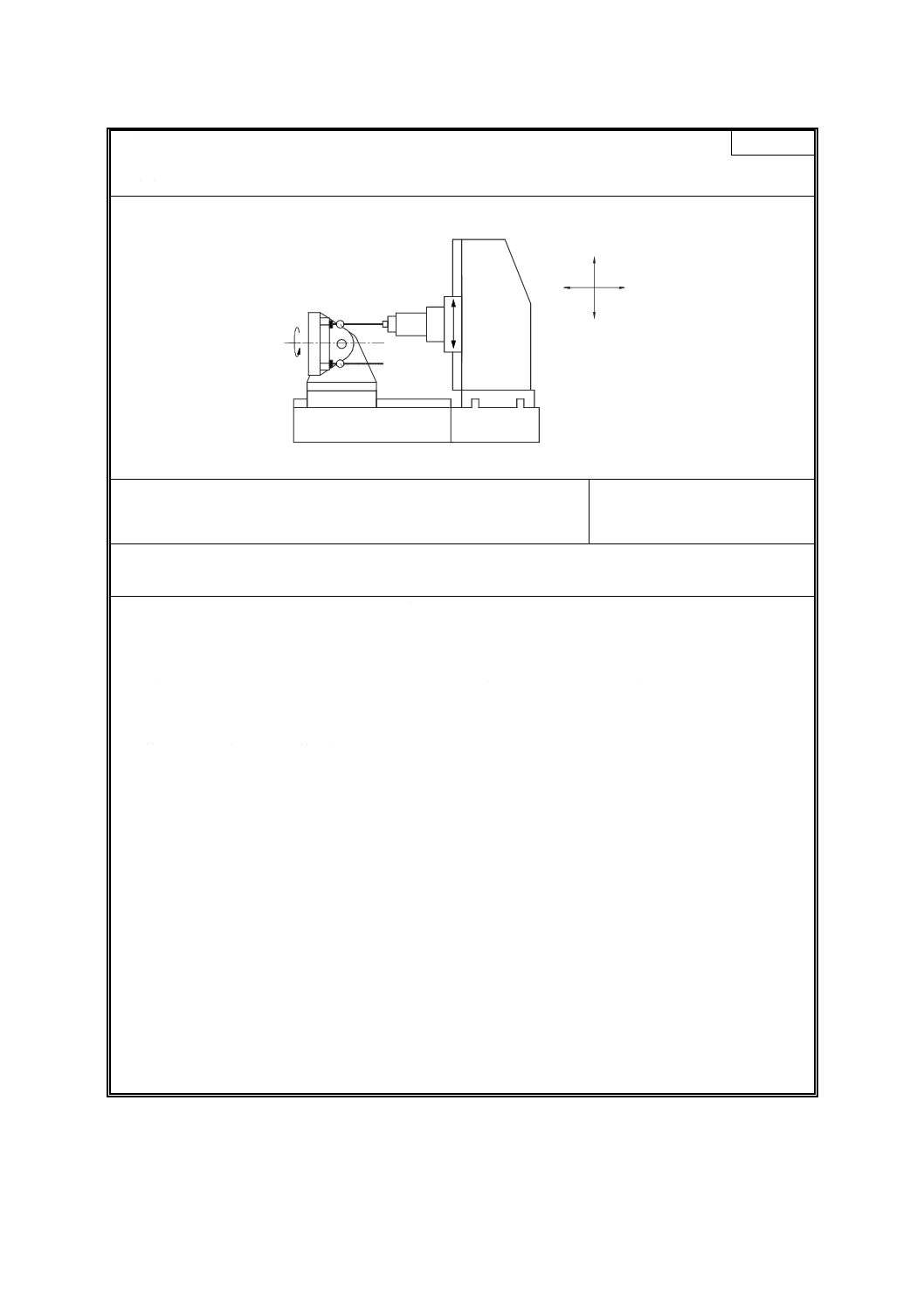
目的
AG3
Y軸運動とテーブル1)上面との直角度誤差の試験
a) 主軸軸線に対して直角なXY平面内で[EC(0Y)T]
b) 主軸軸線に対して平行な垂直YZ面内で[EA(0Y)T]
注1) 組込形テーブル,又は所定の位置にクランプした回転しないパレットの代表1台。
測定方法図
a)
b)
許容値
a)及びb)について
0.050 / 1 000(=0.015 / 300)
測定値
a)
b)
測定器
精密定盤,直角定規又は円筒スコヤ及びダイヤルゲージ
測定手順(JIS B 6190-1の12.4.5参照)
a) X軸は,できれば固定する。
b) Z軸は,できれば固定する。
精密定盤は,テーブルの中央に置き,その上に直角定規又は円筒スコヤを定置しなければならない。
精密定盤を用いない場合,直角度誤差は,直角定規又は円筒スコヤの狭い支持面及びテーブル上面の小さな
不完全さの影響を強く受け得る。その場合には,この試験は,研削され,かつ,新しく又は最近再生されたテ
ーブル上だけで実施することができる。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
この試験によって得られた直角度誤差は,次の試験の結果と比較,確認できる。
a) については,G7及びAG1
b) については,G8及びAG2
目的
AG4
Y
X'
Y'
X
Y
Z
Y'
Z'
25
B 6336-1:2018
X軸運動とテーブル1)の次のいずれかの基準との平行度誤差[EB(0X)T]の試験
a) 長手方向(X軸方向)の基準溝又は基準T溝
b) 短いほう(X軸方向)のエッジロケータ
注1) 組込形テーブル,又は所定の位置にクランプした回転しないパレットの代表1台。
測定方法図
a)
b)
許容値
a)及びb)について
測定長さ500について,0.025
測定値
測定器
a) ブロックゲージ及びダイヤルゲージ
b) ダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
Z軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
基準溝又は基準T溝の場合は,テーブルの中心から等距離にある位置で,その溝に二つのブロックゲージを
挿入する。ブロックゲージの一つにダイヤルゲージを当ててゼロにする。次に,もう一つのブロックゲージに
当てて読み取った値を二つのブロックゲージ間の距離で除した値を測定値とする。誤差の向きも記録する。
目的
AG5
Z
X'
Z'
X
Z
X'
Z'
X
26
B 6336-1:2018
Z軸運動とテーブル1)の次のいずれかの基準との平行度誤差[EB(0Z)T]の試験
a) 基準溝又は基準T溝(Z軸方向にあれば)
b) 長いほう(Z軸方向)のエッジロケータ
注1) 組込形テーブル,又は所定の位置にクランプした回転しないパレットの代表1台。
測定方法図
a)
b)
許容値
a)及びb)について
測定長さ500について,0.025
測定値
測定器
a) ブロックゲージ及びダイヤルゲージ
b) ダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
X軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
基準溝又は基準T溝の場合は,テーブルの中心から等距離にある位置で,その溝に二つのブロックゲージを
挿入する。ブロックゲージの一つにダイヤルゲージを当ててゼロにする。次に,もう一つのブロックゲージに
当てて読み取った値を二つのブロックゲージ間の距離で除した値を測定値とする。誤差の向きも記録する。
Z
X'
Z'
X
Z
X'
Z'
X
27
B 6336-1:2018
附属書B
(規定)
垂直B'軸回りに回転するテーブル
図B.1は,水平主軸と垂直B'軸回りに回転する水平テーブルとをもつマシニングセンタの代表例を示す。
1
テーブル(B'軸)
2
テーブルサドル(Z'軸)
3
主軸頭(Y軸)
4
コラム(X軸)
5
ベッド(b)
6
主軸[(C)]
+Z
+X
+Y
1
3
4
5
2
6
+B
図B.1−垂直B'軸回りに回転する水平テーブルをもつ横形マシニングセンタの代表例
マシニングセンタ ISO 10791-1 H [w B' Z' b X Y (C) t](3.12参照)
28
B 6336-1:2018
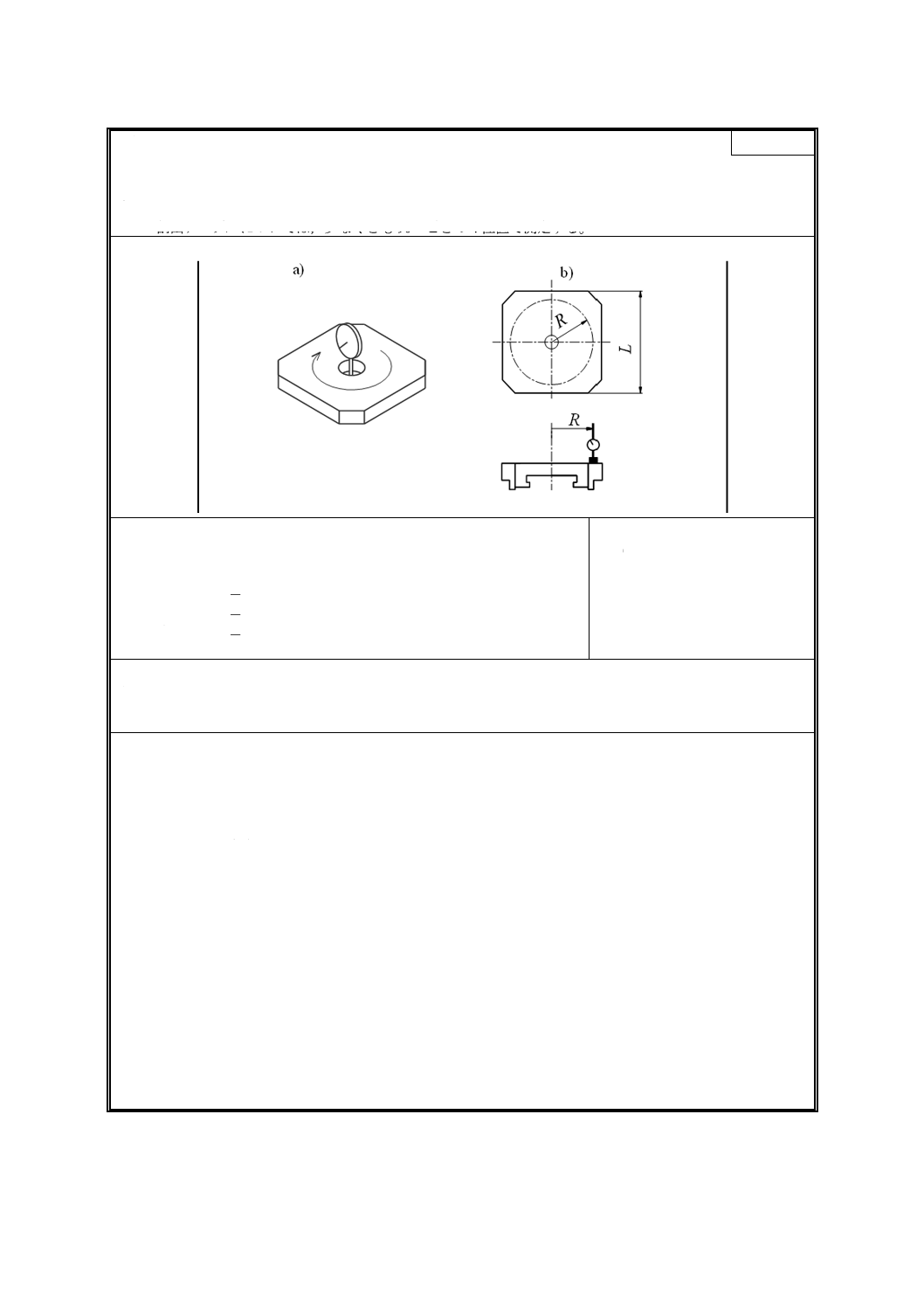
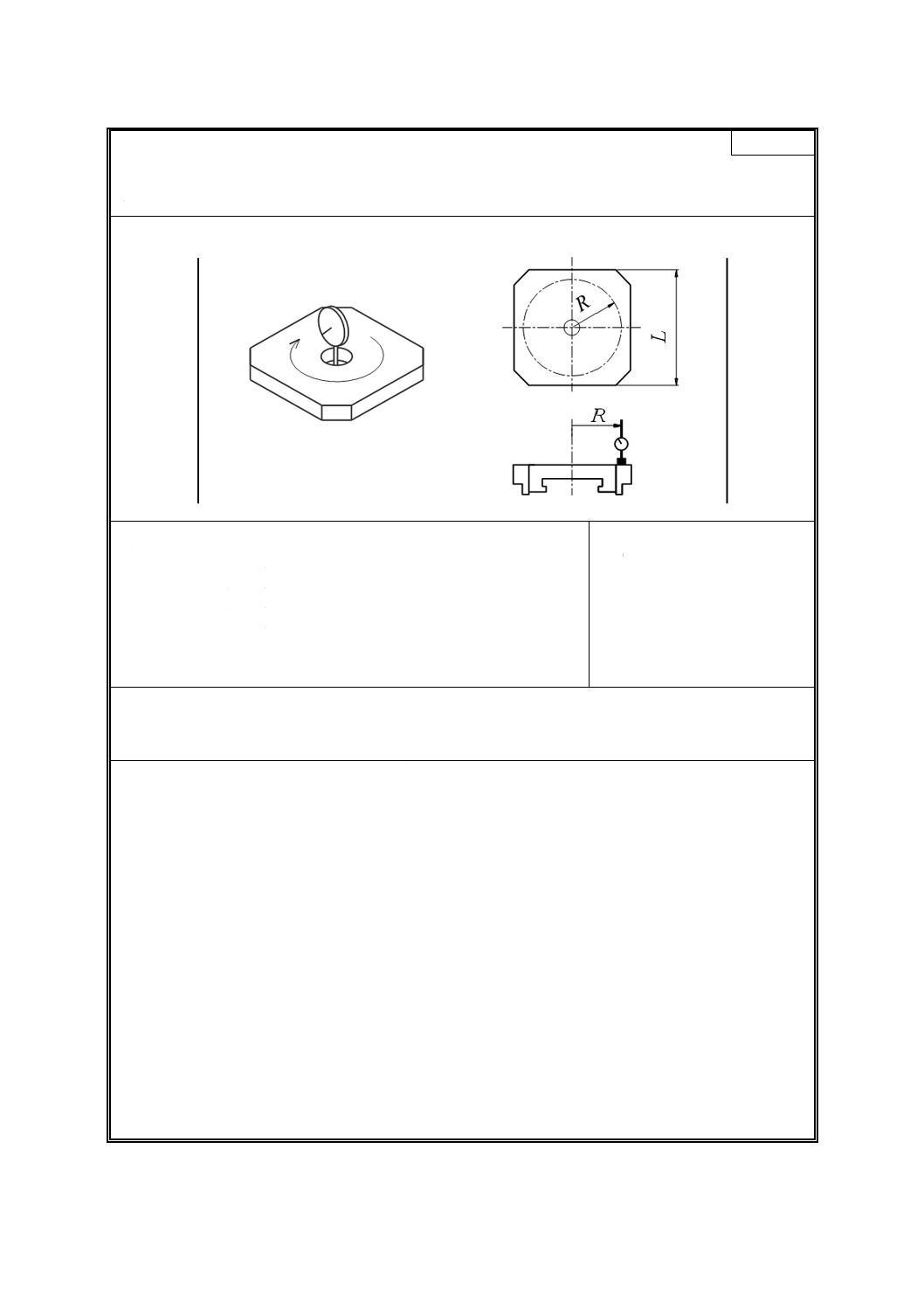
目的
BG1
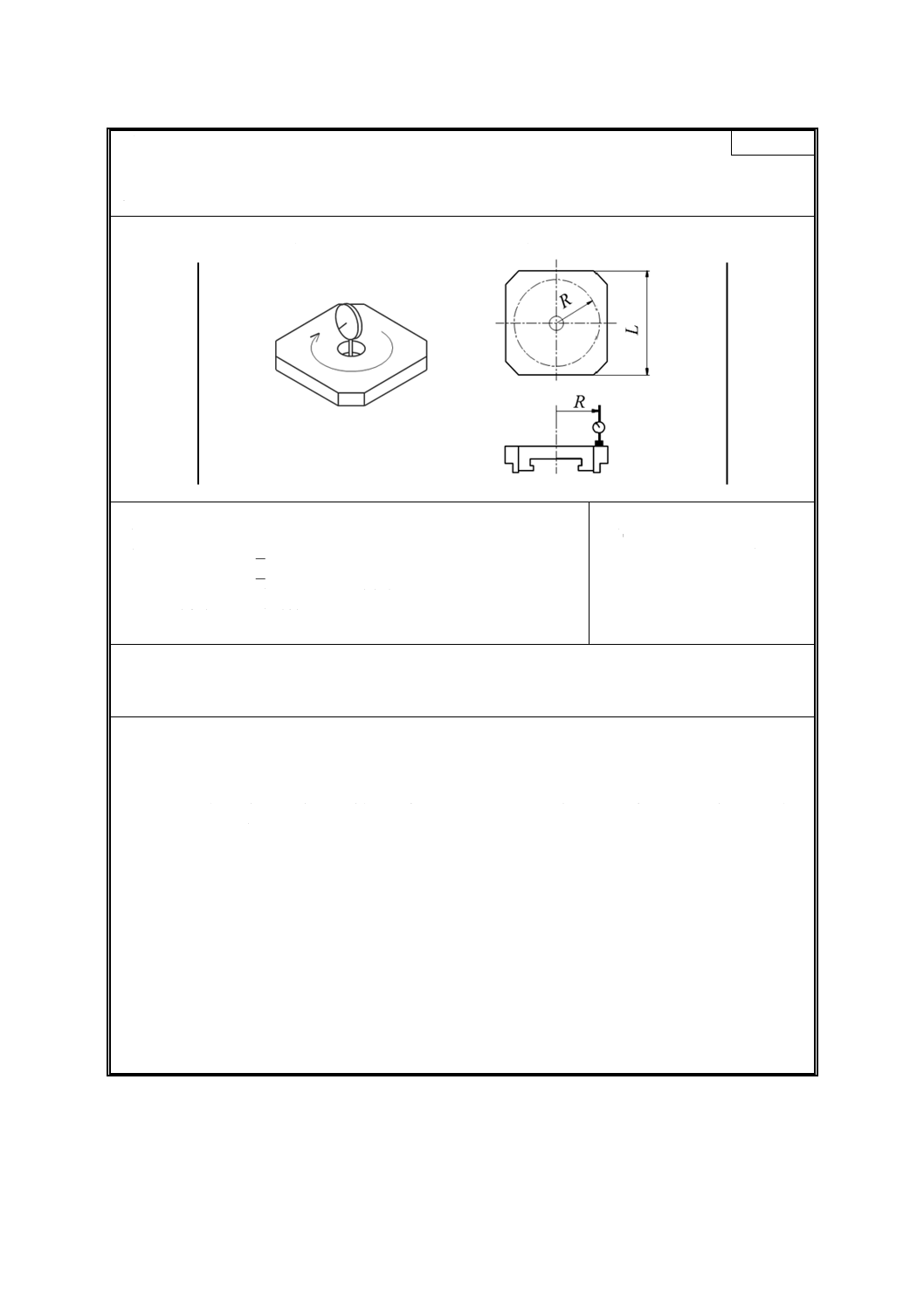
a) テーブル1)中心穴の振れ(中心穴を位置決めに使用する場合)の試験
b) テーブル1)上面2)の面振れの試験
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台
2) 割出テーブルについては,少なくとも90°ごとの4位置で測定する。
測定方法図
許容値
a)
0.025
b)
L ≦
500
0.030
500< L ≦
800
0.040
800< L ≦ 1 250
0.050
1 250< L ≦ 2 000
0.060
ここに,Lは,テーブル又はパレットの短い辺の長さ
測定値
a)
b) L=.............について
測定器
a) ダイヤルゲージ
b) ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の12.5.2及び12.5.3参照)
a) 主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
b) 半径Rは,できるだけ大きく取らなければならない。試験b)は,中間にブロックゲージを用いて,とびと
びの位置(例えば,45°ごとに8点)で測定することによって,測定子とテーブル上面とが連続して接触し
ていなくても実施できる。
特に,回転テーブルを旋削目的で使用する可能性がある場合は,附属書Eの試験ER2を参照。
29
B 6336-1:2018
目的
BG2
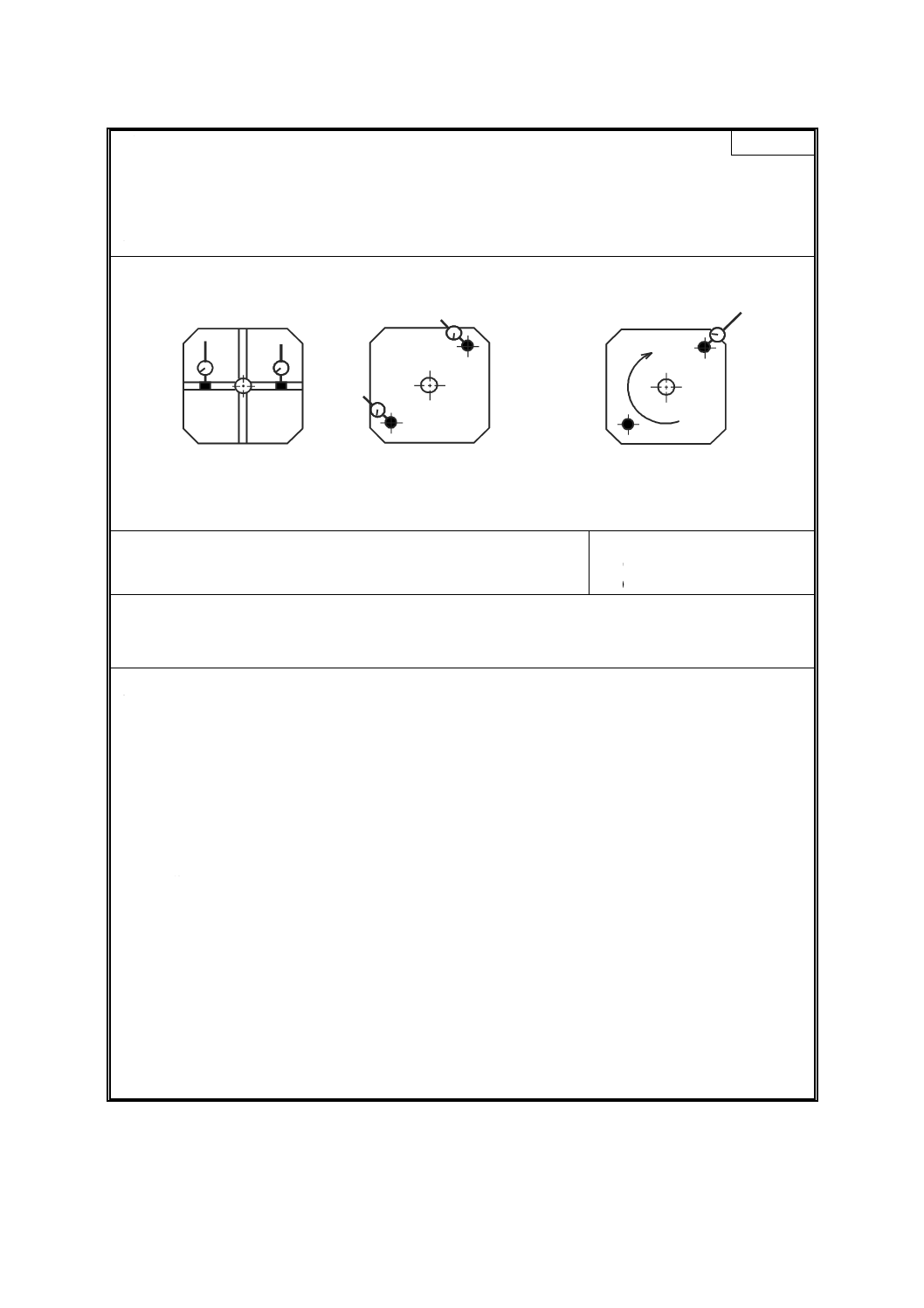
テーブル1) 回転B'軸と次の基準との交差度又は等距離度の試験
a) X軸方向の基準溝若しくは基準T溝(存在するとき)との交差度,又は二つの心出し穴の間中心を通る直
線との交差度
b) 二つの心出し穴との等距離度
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
許容値
a)及びb)について 0.030
測定値
a)
b)
測定器
a) ブロックゲージ又はマスタピン及びダイヤルゲージ
b) マスタピン及びダイヤルゲージ
測定手順(JIS B 6190-1参照)
a) 基準溝又は基準T溝の場合は,回転軸から等距離にある位置で,その溝に二つのブロックゲージを挿入す
る。T溝がX軸(又はZ軸)と平行になるようにB'軸を調整する。平行とは,二つのブロックゲージ上の
読みが同じになることを意味している。ダイヤルゲージを主軸頭の固定部分に取り付け,その読みをゼロに
する。次に,テーブルを180°回し,ダイヤルゲージを取り付け直すことなく,再び両方のブロックゲージ
の読みが同じになるようにB'軸を調整する。このときの読みの1/2を測定値とする。
心出し穴の場合は,この穴に合った,直径が同じ突出部分をもった二つのマスタピンを用いる。測定は,
上記と同じ手順で行う。
b) 比較するダイヤルゲージの読みは,各マスタピンの半径方向の読みの最大値である。この読みが最大になる
のは,上記のa)の偏差があるので,互いに180°回転した角度での読みを精密に合わせることができない可
能性がある。
30
B 6336-1:2018
目的
BG3
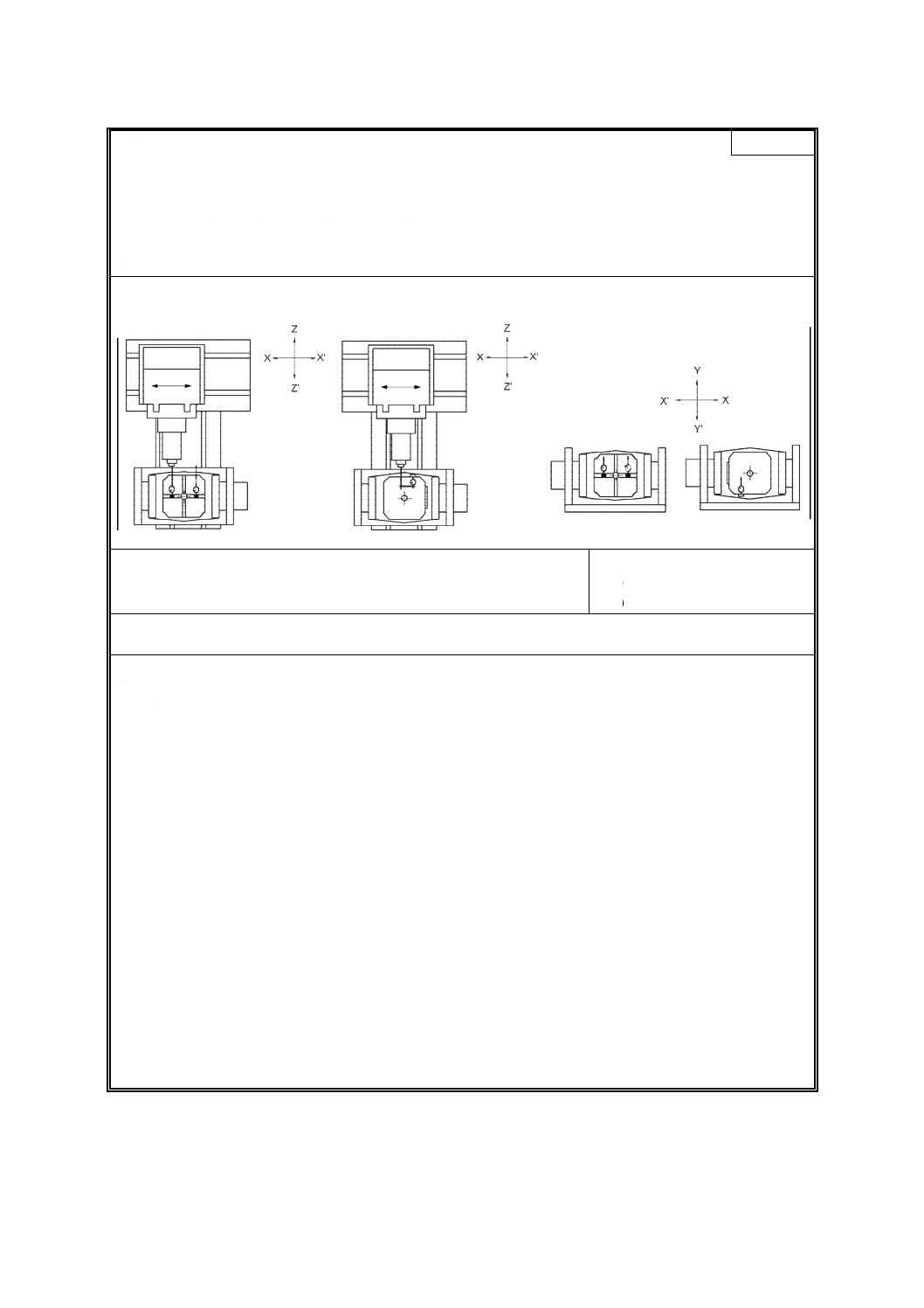
X軸運動とB'=0°におけるテーブル1)の次の基準との平行度誤差[EB(0X)T]の試験
a) 長手方向(X軸方向)の基準溝又は基準T溝
b) 短いほう(X軸方向)のエッジロケータ
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
許容値
a)及びb)について
測定長さ500について,0.025
測定値
測定器
a) ブロックゲージ及びダイヤルゲージ
b) ダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
Z軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
基準溝又は基準T溝の場合は,テーブルの中心から等距離にある位置で,その溝に二つのブロックゲージを
挿入する。ブロックゲージの一つにダイヤルゲージを当ててゼロにする。次に,もう一つのブロックゲージに
当てて読み取った値を二つのブロックゲージ間の距離で除した値を測定値とする。誤差の向きも記録する。
注記 この試験の結果は,B'軸が0°のときの位置決め誤差EBBを含む可能性がある。
Z
X'
Z'
X
Z
X'
Z'
X
31
B 6336-1:2018
目的
BG4
Z軸運動とB'=0°におけるテーブル1)の次の基準との平行度誤差[EB(0Z)T]の試験
a) 基準溝又は基準T溝(Z軸方向にあれば)
b) 長いほうのエッジロケータ
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
Z
X'
Z'
X
Z
X'
Z'
X
許容値
a)及びb)について
測定長さ500について,0.025
測定値
測定器
a) ブロックゲージ及びダイヤルゲージ
b) ダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
X軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
基準溝又は基準T溝の場合は,テーブル中心から等距離にある位置で,その溝に二つのブロックゲージを挿
入する。ブロックゲージの一つにダイヤルゲージを当ててゼロにする。次に,もう一つのブロックゲージに当
てて読み取った値を二つのブロックゲージ間の距離で除した値を測定値とする。誤差の向きも記録する。
注記 この試験の結果は,B'軸が0°のときの位置決め誤差EBBを含む可能性がある。
32
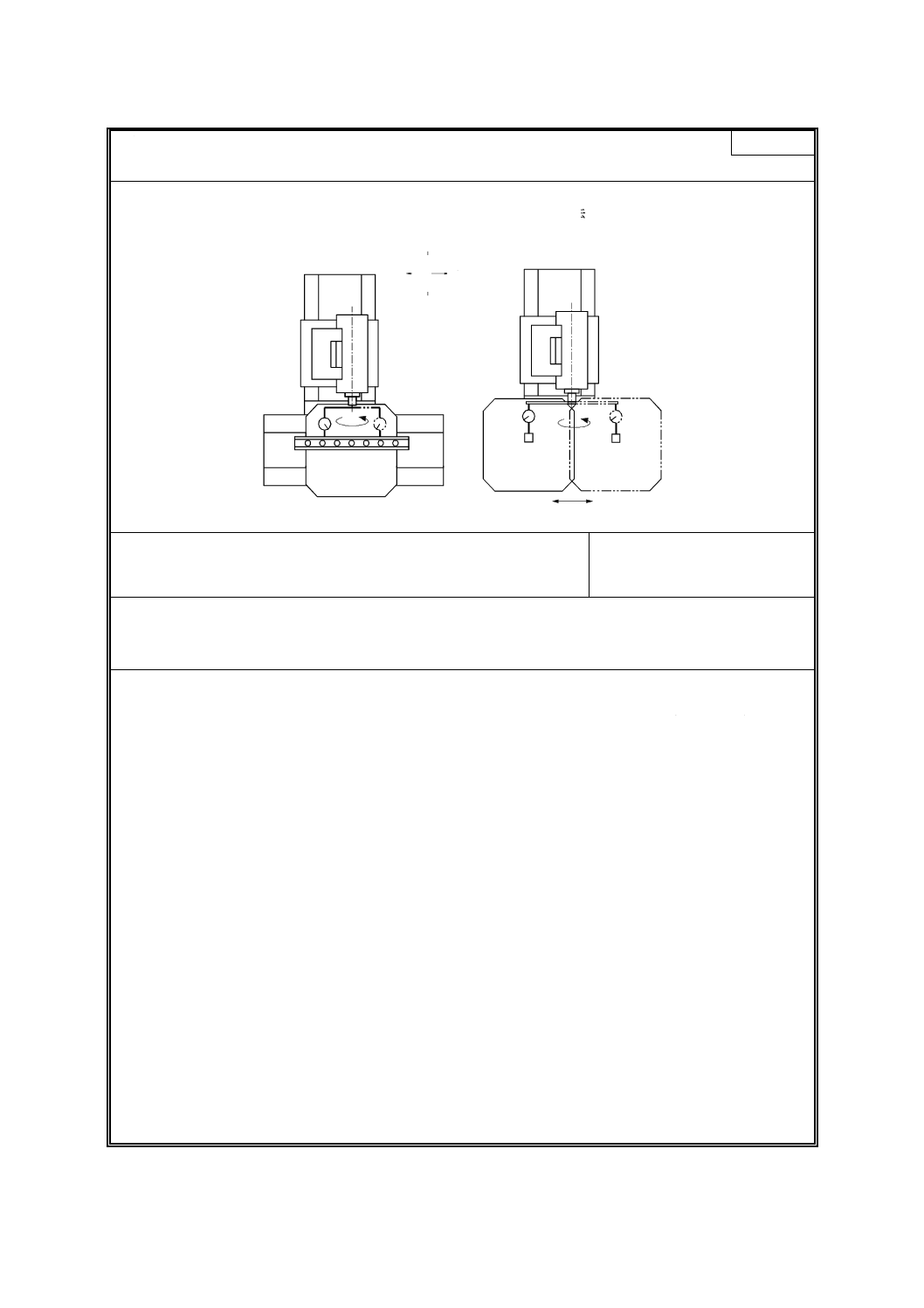
B 6336-1:2018
目的
BG5
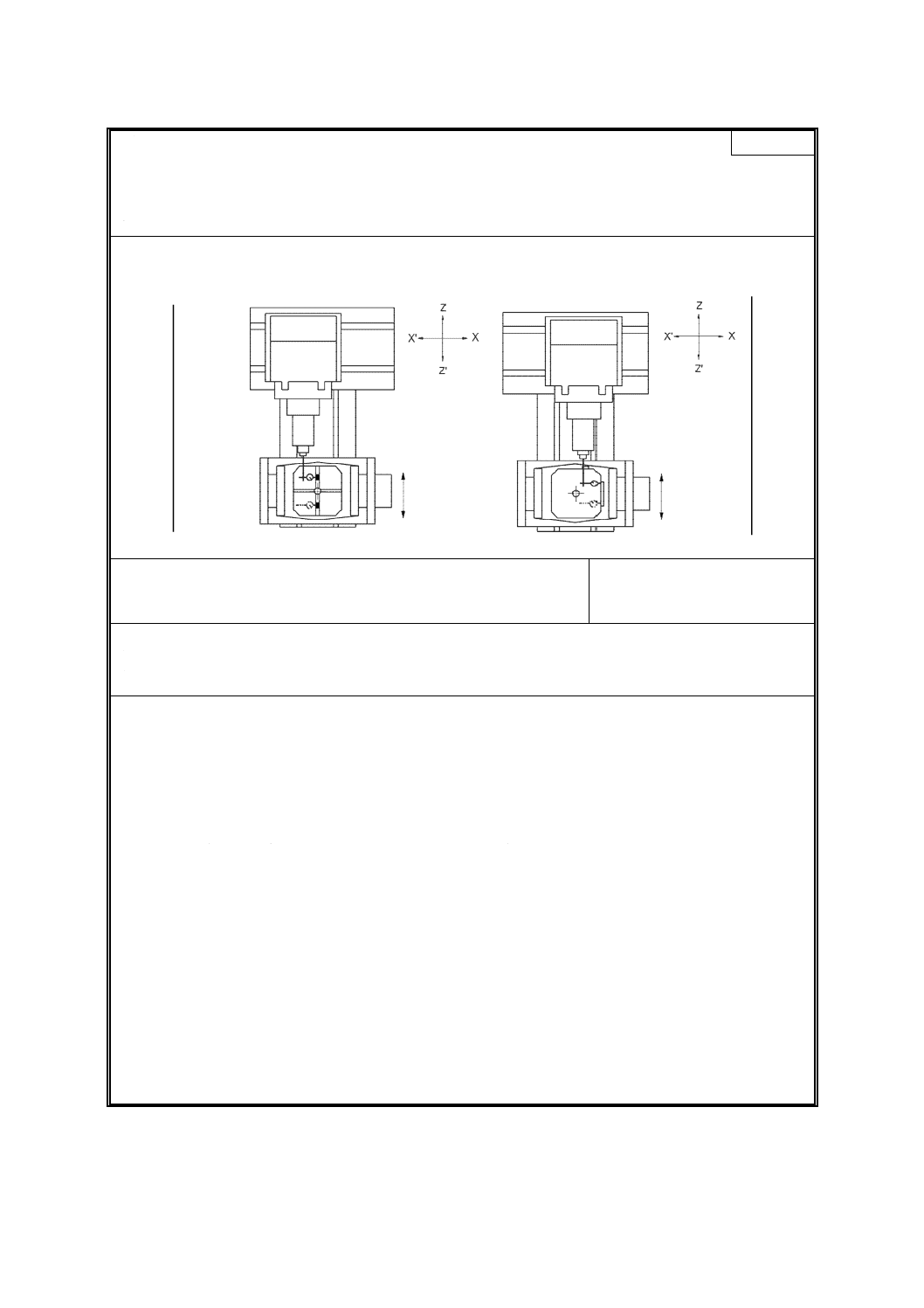
X軸運動とテーブル1)又はレシーバの回転B'軸との直角度誤差[EC(0X)B]の試験
注1) 組込形テーブル又は所定の位置にクランプしたパレット。
測定方法図
許容値
0.030 / 1 000(=0.015 / 500)
測定値
測定器
ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
Y軸は,できれば固定する。
ブロックゲージは,回転軸から離れたX軸方向においてテーブルの一つの端に定置する。ダイヤルゲージは,
主軸を固定できる場合は,主軸に取り付け,そうでない場合は,主軸頭に取り付ける。ダイヤルゲージの測定
子をブロックゲージに当て,その読みをゼロにする。テーブルを180°回転させ,ブロックゲージの同じ点に再
び測定子が当たるようにX軸を移動させる。
ダイヤルゲージの読みをX軸の移動量で除した値を測定値とする。
誤差の向きを記録する。誤差の符号は,JIS B 6190-1の3.6.7の注記2を参照し,B'軸とX軸との直角度の符
号と一致していなければならない。
この試験は,X軸の垂直方向の真直度誤差EYXの影響を受ける可能性がある。
角度αの値が,90°より小さいか,等しいか,又は大きいかを記録しなければならない。
この試験で得られた直角度誤差は,試験G7及びBG7 b)の結果と比較,確認できる。
33
B 6336-1:2018
目的
BG6
Z軸運動とテーブル又はレシーバの回転B'軸との直角度誤差[EA(0Z)B]の試験
測定方法図
許容値
0.030 / 1 000(=0.015 / 500)
測定値
測定器
ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
Y軸は,できれば固定する。
ブロックゲージは,回転軸から離れたZ軸方向においてテーブルの一つの端に定置する。ダイヤルゲージは,
主軸を固定できる場合は,主軸に取り付け,そうでない場合は,主軸頭に取り付ける。ダイヤルゲージの測定
子をブロックゲージに当て,その読みをゼロにする。テーブルを180°回転させ,ブロックゲージの同じ点に再
び測定子が当たるようにZ軸を移動させる。
ダイヤルゲージの読みをZ軸の移動量で除した値を測定値とする。
誤差の向きを記録する。誤差の符号は,JIS B 6190-1の3.6.7の注記2を参照し,B'軸とX軸との直角度の符
号と一致しなければならない。
この試験は,Z軸の垂直方向の真直度誤差EYZの影響を受ける可能性がある。
角度αの値が,90°より小さいか,等しいか,又は大きいかを記録しなければならない。
この試験で得られた直角度誤差は,試験G8及びBG7 a)の結果と比較,確認できる。
α
α
B'
B
34
B 6336-1:2018
目的
BG7
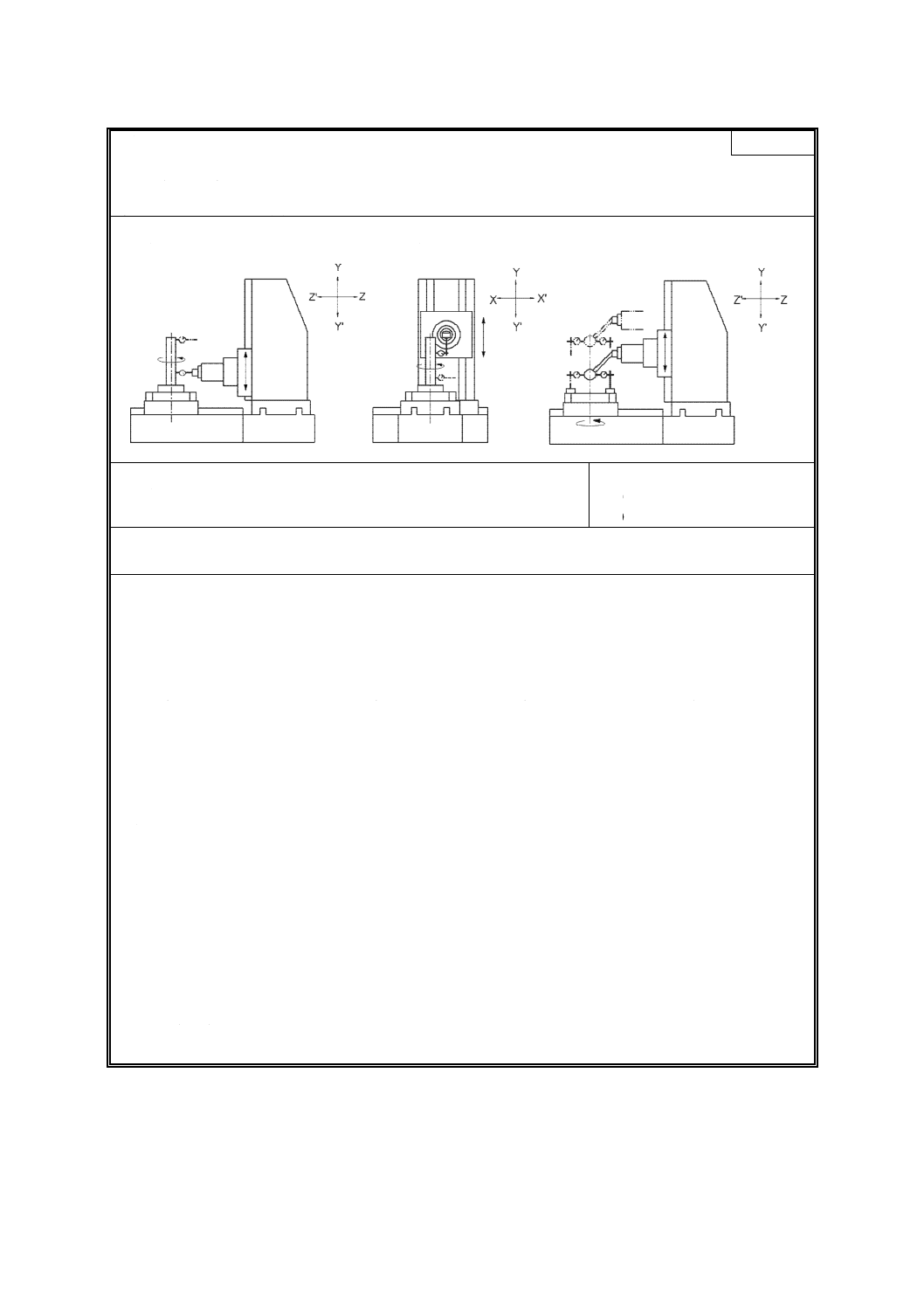
Y軸運動とテーブル又はレシーバの回転B'軸との平行度誤差の試験
a) 垂直YZ面内で[EA(0Y)B]
b) 垂直XY面内で[EC(0Y)B]
測定方法図
a)
b)
代替方法
許容値
a)及びb)について
0.040 / 1 000(=0.020 / 500)
測定値
a)
b)
測定器
フランジ付き円筒スコヤ又は基準球(代替方法),及びダイヤルゲージ
測定手順(JIS B 6190-1の3.6.3,10.1.4及び10.1.4.3参照,又は代替方法については10.1.4.4参照)
a) Z軸は,できれば固定する。
b) X軸は,できれば固定する。
主軸を固定できる場合は,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合は,ダイヤルゲ
ージは,主軸頭に取り付けなければならない。
1) フランジ付きの円筒スコヤをテーブル上に定置し,ほぼ回転軸に合うように心出しする。
2) ダイヤルゲージは,a)についてはZ軸方向,b)についてはX軸方向に測定子を向けて主軸頭に取り付ける。
3) 円筒スコヤの底面近くにその測定子を当て,a)についてはX軸方向に,b)についてはZ軸方向に僅かに動
かし読みの最大値を見つけ,ダイヤルゲージの読みをゼロにする。
4) Y軸に沿って主軸頭をテーブルから離れる方向に移動させ,ダイヤルゲージの測定子を円筒スコヤの上部
近くに当てる。Y軸の移動距離を記録する。a)についてはX軸方向に,b)についてはZ軸方向に僅かに動
かし読みの最大値を見つけ,その読みを記録する。
5) テーブルを180°回し,3)及び4)を繰り返す。
6) a)及びb)の両方の測定について,円筒スコヤの上部近くで読んだ二つの値の平均値をY軸の移動量で除
した値を測定値とする。誤差の符号は,JIS B 6190-1の3.6.3の注記2を参照し,B'軸とY軸との平行度
の符号と一致していなければならない。
代替方法
基準球は,主軸頭に取り付け,ダイヤルゲージは,テーブル上に取り付ける。基準球は,B'軸を回転させなが
らX軸とZ軸とを動かしB'軸の平均線に対して心合わせをする。次に,Y軸を別の位置に移動させる。ダイヤ
ルゲージの位置を変え,その新しい位置で基準球に対する読みを取る。中心位置における誤差は,球を180°回
したときのダイヤルゲージの読みの差の1/2を記録する。この代替方法は,水平面内で球の全周に当てることが
できる場合に適用できる。
なお,回転テーブルを旋削加工に使用する可能性がある場合には,附属書Eの試験ER2も参照。
35
B 6336-1:2018
目的
BG8
主軸軸線と,あらかじめ定義した位置における同一YZ面内でのテーブルの回転B'軸とが同一平面内にあるこ
と[すなわち,X軸方向における偏差(EX(0(C))B)]の試験
測定方法図
許容値
0.010
測定値
測定器
テストバー及びダイヤルゲージ
測定手順(JIS B 6190-1参照)
1) テーブルの回転B'軸と主軸軸線とが同一のYZ面内になる中央位置へX軸を移動させる。
2) テストバーは,主軸にはめ,ダイヤルゲージの測定子がテーブル上面に平行に,かつ,半径方向に測定子
が当たるようにテーブル上に定置する。
3) X軸方向に向けたダイヤルゲージを主軸端近くでテストバーに当て,Y軸方向に僅かに動かして読みの最
大値を見つける。ダイヤルゲージの読みをゼロにする。
4) テストバーからダイヤルゲージを離すために,Y軸方向に主軸頭を移動させる。テーブルと主軸とをそれ
ぞれ180°回して,再びY軸を移動させてテストバーとダイヤルゲージとが当たるようにする。
5) Y軸方向に僅かに動かして読みの最大値を見つける。
6) ダイヤルゲージのこの読みの1/2を測定値とする。
注記1 この試験をZ軸の異なる位置で実施すると,Z軸と主軸軸線との平行度誤差EB(0Z)(C)及びZ軸の水
平方向の真直度誤差EXZの影響を受ける。
注記2 この試験をY軸の異なる位置で実施すると,Y軸とテーブルの回転B'軸との平行度誤差EC(0Y)B及
びY軸の水平方向の真直度誤差EXYの影響を受ける。
1 テストバー
36
B 6336-1:2018
附属書C
(規定)
垂直B'軸回りに回転し,水平A'軸回りに傾斜するテーブル
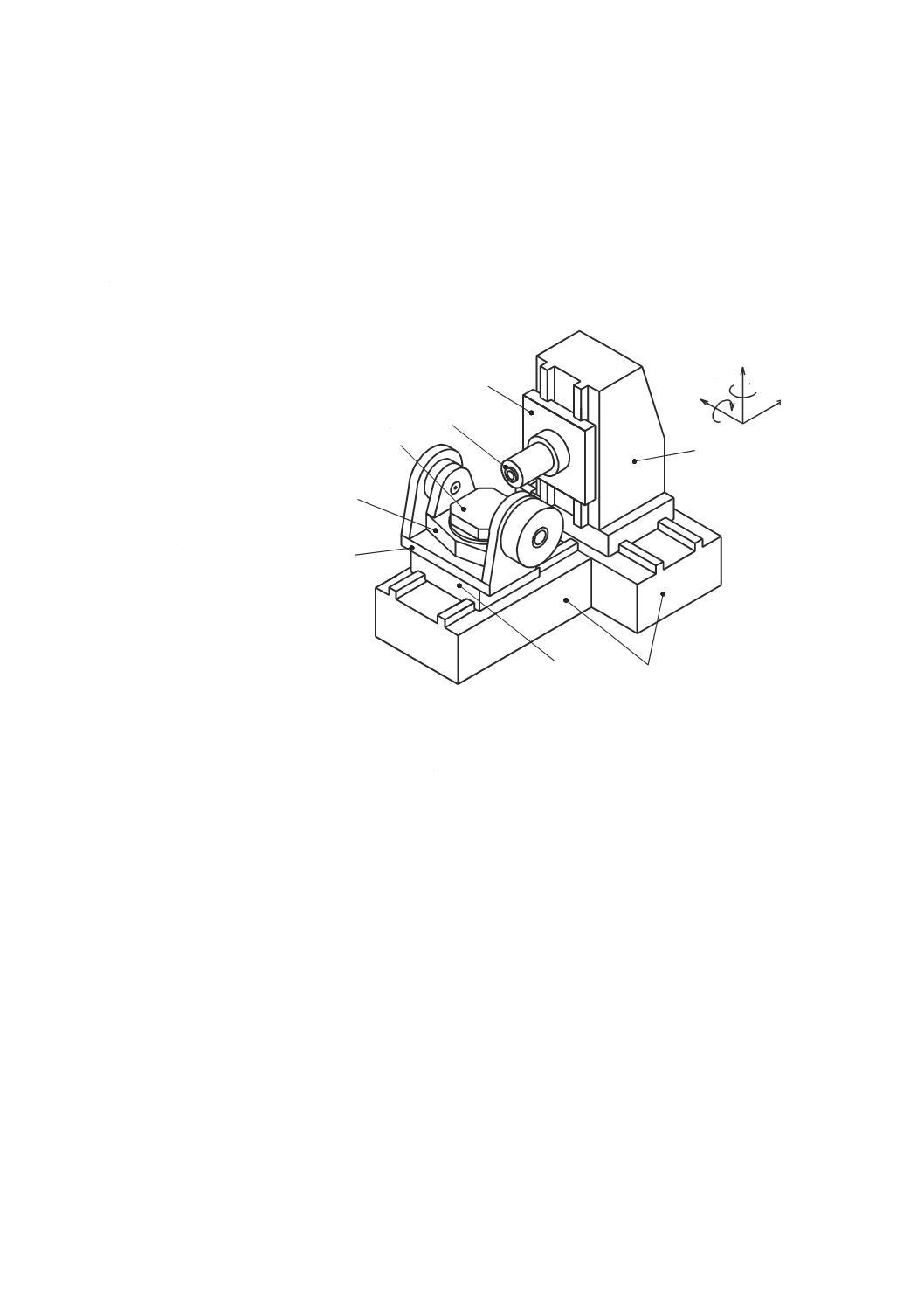
図C.1は,水平主軸をもち,垂直B'軸回りに回転し,水平A'軸回りに傾斜するテーブルをもつマシニン
グセンタの代表例を示す。
1
テーブル(B'軸)
2
揺りかご(A'軸)
3
トラニオン
4
テーブルサドル(Z'軸)
5
コラム
6
主軸頭(Y軸)
7
ベッド(b)
8
主軸[(C)]
図C.1−垂直B'軸回りに回転し,水平A'軸回りに傾斜するテーブルをもつ
横形5軸マシニングセンタの代表例
マシニングセンタ ISO 10791-1 H [w B' A' Z' b X Y (C) t](3.12参照)
+Z
+X
+Y
+B
+A
1
6
5
7
4
8
2
3
37
B 6336-1:2018
目的
CG1
a) テーブル1)中心穴の振れ(中心穴を位置決めに使用する場合)の試験
b) テーブル1)上面の面振れの試験
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
許容値
a)
0.025
b)
L ≦ 500
0.030
500 < L ≦ 800
0.040
800 < L ≦ 1 250
0.050
1 250 < L ≦ 2 000
0.060
ここに,Lは,テーブル又はパレットの短いほうの辺の長さ
測定値
a)
b) L=.............について
測定器
a) ダイヤルゲージ
b) ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の9.1及びISO 230-7参照)
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
b) 半径Rは,できるだけ大きく取らなければならない。試験b)は,中間にブロックゲージを用いて,とびと
びの位置(例えば,45°ごとに8点)で測定することによって,測定子とテーブル上面とが連続して接触し
ていなくても実施できる。
附属書Eの試験ER1も参照。
38
B 6336-1:2018
目的
CG2
テーブル1) 回転B'軸と次の基準との交差度又は等距離度の試験
a) 長手方向(X軸方向)の基準溝若しくは基準T溝(存在するとき)との交差度,又は二つの心出し穴の間
中心を通る直線との交差度
b) 二つの心出し穴との等距離度
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
許容値
a)及びb)について 0.030
測定値
a)
b)
測定器
a) ブロックゲージ又はマスタピン,及びダイヤルゲージ
b) マスタピン及びダイヤルゲージ
測定手順(JIS B 6190-1参照)
a) 基準溝又は基準T溝の場合は,回転軸から等距離にある位置で,その溝に二つのブロックゲージを挿入す
る。T溝がX軸(又はZ軸)と平行になるようにB'軸を調整する。平行とは,二つのブロックゲージ上の
読みが同じになることを意味している。ダイヤルゲージを主軸頭の固定部分に取り付け,その読みをゼロに
する。次に,テーブルを180°回し,ダイヤルゲージを取り付け直すことなく,再び両方のブロックゲージ
の読みが同じになるようにB'軸を調整する。このときの読みの1/2を測定値とする。
心出し穴の場合は,二つの穴に合った,直径が同じ突出部分をもった二つのマスタピンを用いる。測定は,
上記と同じ手順で行う。
b) 比較するダイヤルゲージの読みは,各マスタピン上での半径方向の読みの最大値である。この読みが最大に
なるのは,上記のa)の偏差があるので,互いに180°回転した角度での読みを精密に合わせることができな
い可能性がある。
39
B 6336-1:2018
目的
CG3
X軸運動とテーブル1)の次の基準との平行度誤差[EB(0X)T及びEC(0X)T]の試験
− 長手方向(X軸方向)の基準溝又は基準T溝
− B'=0°のときのテーブル1)の短いほう(X軸方向)のエッジロケータ
a) 水平位置(A'=0°)にテーブルがある場合[EB(0X)T]
b) 垂直位置(A'=−90°)にテーブルがある場合[EC(0X)T]
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
許容値
a)及びb)について
測定長さ500について,0.025
測定値
a)
b)
測定器
ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
a) Z軸は,できれば固定する。
b) Y軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
基準溝又は基準T溝の場合は,テーブルの中心から等距離にある位置で,その溝に二つのブロックゲージを
挿入する。ブロックゲージの一つにダイヤルゲージを当ててゼロにする。次に,もう一つのブロックゲージに
当てて読み取った値を二つのブロックゲージ間の距離で除した値を測定値とする。誤差の向きも記録する。
この試験の結果は,B'軸が0°のときの位置決め誤差EBBを含む可能性がある。
40
B 6336-1:2018
目的
CG4
Z軸運動と,水平位置(A'=0°)かつB'=0°におけるテーブル1)の次の基準との平行度誤差[EB(0Z)T]の試験
a) 基準溝又は基準T溝(Z軸方向にあれば)
b) 長いほう(Z軸方向)のエッジロケータ
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
許容値
a)及びb)について
測定長さ500について,0.025
測定値
測定器
a) ブロックゲージ及びダイヤルゲージ
b) ダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
X軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
基準溝又は基準T溝の場合は,テーブルの中心から等距離にある位置で,その溝に二つのブロックゲージを
挿入する。ブロックゲージの一つにダイヤルゲージを当ててゼロにする。次に,もう一つのブロックゲージに
当てて読み取った値を二つのブロックゲージ間の距離で除した値を測定値とする。誤差の向きも記録する。
この試験の結果は,B'軸が0°のときの位置決め誤差EBBを含む可能性がある。
41
B 6336-1:2018
目的
CG5
Y軸運動と,垂直位置(A'=−90°)かつB'=0°におけるテーブル1)の次の基準との平行度誤差[EB(0Z)T]の
試験
a) 基準溝又は基準T溝(Y軸方向にあれば)
b) 長いほう(Y軸方向)のエッジロケータ
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
許容値
a)及びb)について
測定長さ500について,0.025
測定値
a)
b)
測定器
a) ブロックゲージ及びダイヤルゲージ
b) ダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
X軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
基準溝又は基準T溝の場合は,テーブルの中心から等距離にある位置で,その溝に二つのブロックゲージを
挿入する。ブロックゲージの一つにダイヤルゲージを当ててゼロにする。次に,もう一つのブロックゲージに
当てて読み取った値を二つのブロックゲージ間の距離で除した値を測定値とする。誤差の向きも記録する。
この試験の結果は,B'軸が0°のときの位置決め誤差EBBを含む可能性がある。
Y
X'
Y'
X
Y
X'
Y'
X
42
B 6336-1:2018
目的
CG6
X軸運動とテーブル又はレシーバの回転B'軸との直角度誤差の試験
a) 水平位置(A'=0°)にある場合[EC(0X)B]
b) 垂直位置(A'=−90°)にある場合[EB(0Y)B,A'=−90]
測定方法図
a)
b)
許容値
a)及びb)について
0.040 / 1 000
測定値
a)
b)
測定器
ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の10.3及び10.3.3参照)
a) Y軸は,できれば固定する。
b) Z軸は,できれば固定する。
ブロックゲージは,回転軸から離れたX軸方向においてテーブルの一つの端に定置する。ダイヤルゲージは,
主軸を固定できる場合は,主軸に取り付け,そうでない場合は,主軸頭に取り付ける。ダイヤルゲージの測定
子をブロックゲージに当て,その読みをゼロにする。テーブルを180°回転させ,ブロックゲージの同じ点に再
び測定子が当たるようにX軸を移動させる。
ダイヤルゲージの読みをX軸の移動量で除した値を測定値とする。
誤差の向きを記録する。誤差の符号は,JIS B 6190-1の3.6.7の注記2を参照し,直角度の符号と一致してい
なければならない
試験a)は,X軸の垂直方向の真直度誤差EYXの影響を,試験b)は,X軸の水平方向の真直度誤差EZXの影響
を受ける可能性がある。
角度αの値が,90°よりも小さいか,等しいか,又は大きいかを記録しなければならない。
L
Y
X
Y'
Xʼ
Z
X'
Z'
X
α
α
α
X'
B',A'=−90
B'
B
B,A'=−90
α
43
B 6336-1:2018
目的
CG7
Z軸運動と水平位置(A'=0°)におけるテーブル又はレシーバの回転B'軸との直角度誤差[EA(0Z)B]の試験
測定方法図
許容値
0.040 / 1 000
測定値
測定器
ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の10.3及び10.3.3参照)
Y軸は,できれば固定する。
ブロックゲージは,回転軸から離れたZ軸方向においてテーブルの一つの端に定置する。ダイヤルゲージは,
主軸を固定できる場合は,主軸に取り付け,そうでない場合は,主軸頭に取り付ける。ダイヤルゲージの測定
子をブロックゲージに当て,その読みをゼロにする。テーブルを180°回転させ,ブロックゲージの同じ点に再
び測定子が当たるようにZ軸を移動させる。
ダイヤルゲージの読みをZ軸の移動量で除した値を測定値とする。
誤差の向きを記録する。誤差の符号は,JIS B 6190-1の3.6.7の注記2を参照し,B'軸とX軸との直角度の符
号と一致していなければならない。
この試験の結果は,A'軸が0°のときの位置決め誤差EAAを含む可能性がある。
また,この試験は,Z軸の垂直方向の真直度誤差EYZの影響を受ける可能性がある。
44
B 6336-1:2018
目的
CG8
Y軸運動と垂直位置(A'=−90°)におけるテーブル又はレシーバの回転B'軸との直角度誤差[EA(0Y)B,A'=−90]
の試験
測定方法図
許容値
0.040/1 000
測定値
測定器
ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の10.3及び10.3.3参照)
Z軸は,できれば固定する。
ブロックゲージは,回転軸から離れたY軸方向においてテーブルの一つの端に定置する。ダイヤルゲージは,
主軸を固定できる場合は,主軸に取り付け,そうでない場合は,主軸頭に取り付ける。ダイヤルゲージの測定
子をブロックゲージに当て,その読みをゼロにする。テーブルを180°回転させ,ブロックゲージの同じ点に再
び測定子が当たるようにY軸を移動させる。
ダイヤルゲージの読みをY軸の移動量で除した値を測定値とする。
誤差の向きを記録する。誤差の符号は,JIS B 6190-1の3.6.7の注記2を参照し,直角度の符号と一致してい
なければならない。
この試験の結果は,A'軸が−90°のときの位置決め誤差EAAを含む可能性がある。
また,この試験は,Y軸の真直度誤差EZYの影響を受ける可能性がある。
Y
Z
Y'
Z'
45
B 6336-1:2018
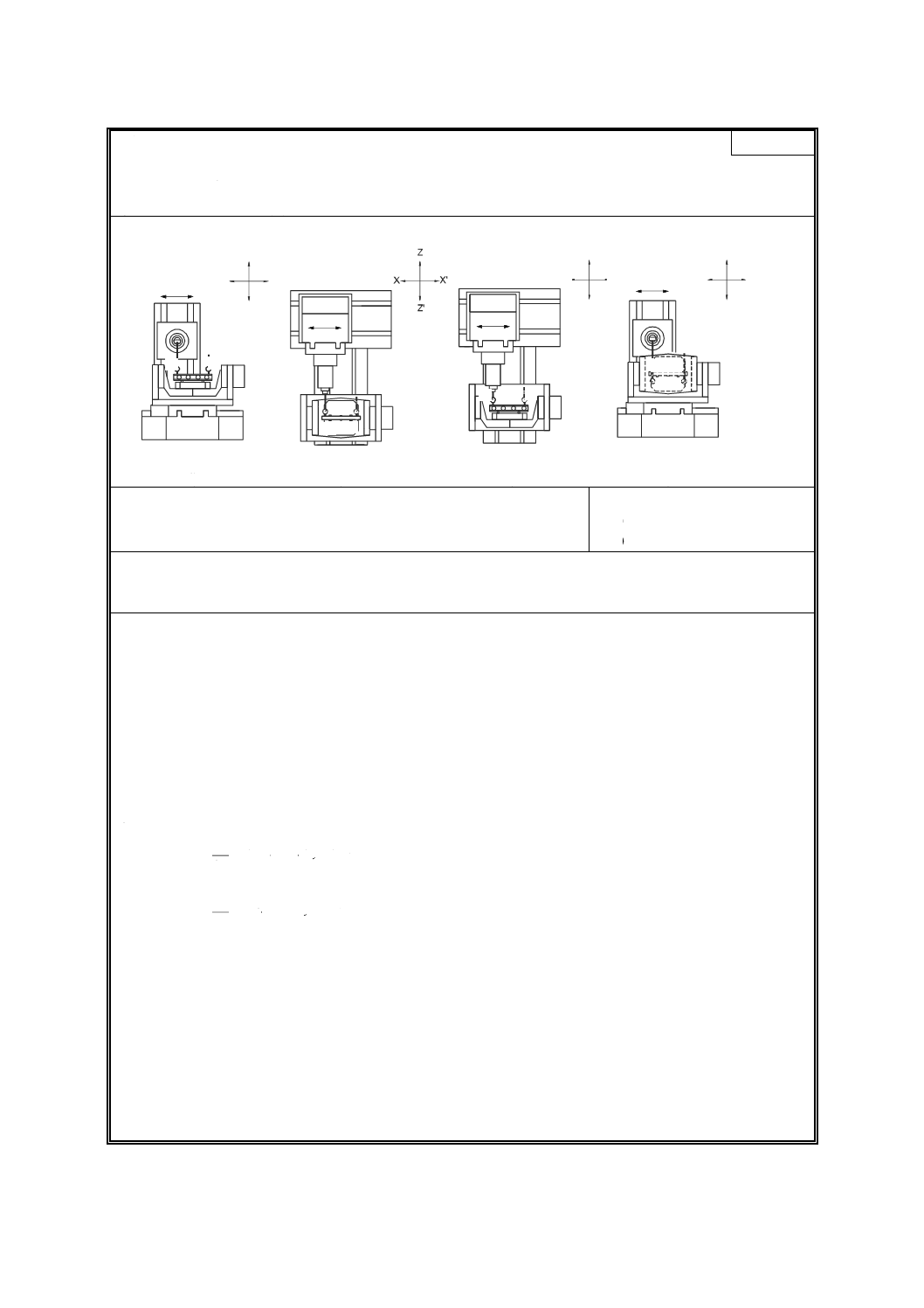
目的
CG9
Y軸運動と水平位置にあるテーブル又はレシーバの回転B'軸との平行度誤差の試験
a) 垂直YZ面内で[EA(0Y)B]
b) 垂直XY面内で[EC(0Y)B]
測定方法図
a)
b)
代替方法
許容値
a)及びb)について
0.040 / 1 000 (=0.020 / 500)
測定値
a)
b)
測定器
フランジ付き円筒スコヤ又は基準球(代替方法)及びダイヤルゲージ
測定手順(JIS B 6190-1の3.6.3,10.1.4及び10.1.4.3参照,又は代替方法については10.1.4.4参照)
a) Z軸は,できれば固定する。試験a)の結果は,A'軸が0°のときの位置決め誤差EAAを含む可能性がある。
b) X軸は,できれば固定する。
主軸を固定できる場合は,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合は,ダイヤルゲ
ージは,主軸頭に取り付けなければならない。
1) フランジ付きの円筒スコヤをテーブル上に固定し,ほぼ回転軸に合うように心出しする。
2) ダイヤルゲージは,a)についてはZ軸方向に,b)についてはX軸方向に測定子を向けて主軸頭に取り付け
る。
3) 円筒スコヤの底面近くにその測定子を当て,a)についてはX軸方向に,b)についてはZ軸方向に僅かに動
かし読みの最大値を見つけ,ダイヤルゲージの読みをゼロにする。
4) Y軸に沿って主軸頭をテーブルから離れるように動かし,ダイヤルゲージの測定子を円筒スコヤの上部近
くに当てる。Y軸の移動距離を記録する。a)についてはX軸方向に,b)についてはZ軸方向に僅かに動か
し読みの最大値を見つけ,その読みを記録する。
5) テーブルを180°回し,3)及び4)を繰り返す。
6) a)及びb)の両方の測定について,円筒スコヤの上部近くで読んだ二つの値の平均値をY軸の移動量で除
した値を測定値とする。誤差の符号は,JIS B 6190-1の3.6.3の注記2を参照し,B'軸とY軸との平行度
の符号と一致しなければならない。
代替方法
基準球は,主軸頭に取り付け,ダイヤルゲージをテーブル上に取り付ける。基準球は,B'軸を回転させながら
X軸とZ軸とを動かしB'軸の平均線に対して心合わせする。次に,Y軸を別の位置に移動させる。ダイヤルゲ
ージの位置を変え,その新しい位置で基準球に対する読みを取る。中心位置における誤差は,球を180°回した
ときのダイヤルゲージの読みの差の1/2を記録する。この代替方法は,水平面内で球の全周に当てることができ
る場合に適用できる。
1 基準球
46
B 6336-1:2018
目的
CG10
Z軸運動と垂直位置(A'=−90°)におけるテーブル又はレシーバの回転B'軸との平行度誤差の試験
a) 垂直YZ面内で[EA(0Z)B]
b) 水平ZX面内で[EB(0Z)B]
測定方法図
a)
b)
許容値
a)及びb)について
0.050/1 000(=0.025/500)
測定値
a)
b)
測定器
フランジ付き円筒スコヤ又は基準球(代替方法)及びダイヤルゲージ
測定手順(JIS B 6190-1の3.6.3,10.1.4及び10.1.4.3参照,又は代替方法については10.1.4.4参照)
a) Y軸は,できれば固定する。試験a)の結果は,A'軸が−90°のときの位置決め誤差EAAを含む可能性がある。
b) X軸は,できれば固定する。
1) フランジ付きの円筒スコヤは,テーブル上に固定し,ほぼ回転軸に合うように心出しする。
2) ダイヤルゲージは,a)についてはY軸方向,b)についてはX軸方向に測定子を向けて主軸頭に取り付け
る。
3) 円筒スコヤの底面近くに,その測定子を当て,a)についてはX軸方向に,b)についてはY軸方向に僅か
に動かし読みの最大値を見つけ,ダイヤルゲージの読みをゼロにする。
4) Z軸に沿って主軸頭をテーブルから離れるように動かし,ダイヤルゲージの測定子を円筒スコヤの上部近
くに当てる。Z軸の移動距離を記録する。a)についてはX軸方向に,b)についてはY軸方向に僅かに動か
し読みの最大値を見つけ,その読みを記録する。
5) テーブルを180°回し,手順3)及び4)を繰り返す。
6) a)及びb)の両方の測定について,円筒スコヤの上部近くで読んだ二つの値の平均値をZ軸の移動量で除
した値を測定値とする。誤差の符号は,JIS B 6190-1の3.6.3の注記2を参照し,B'軸とZ軸との平行度
の符号と一致していなければならない。
注記 CG9に規定する代替方
法は,取付けが困難な
ために使用できない。
47
B 6336-1:2018
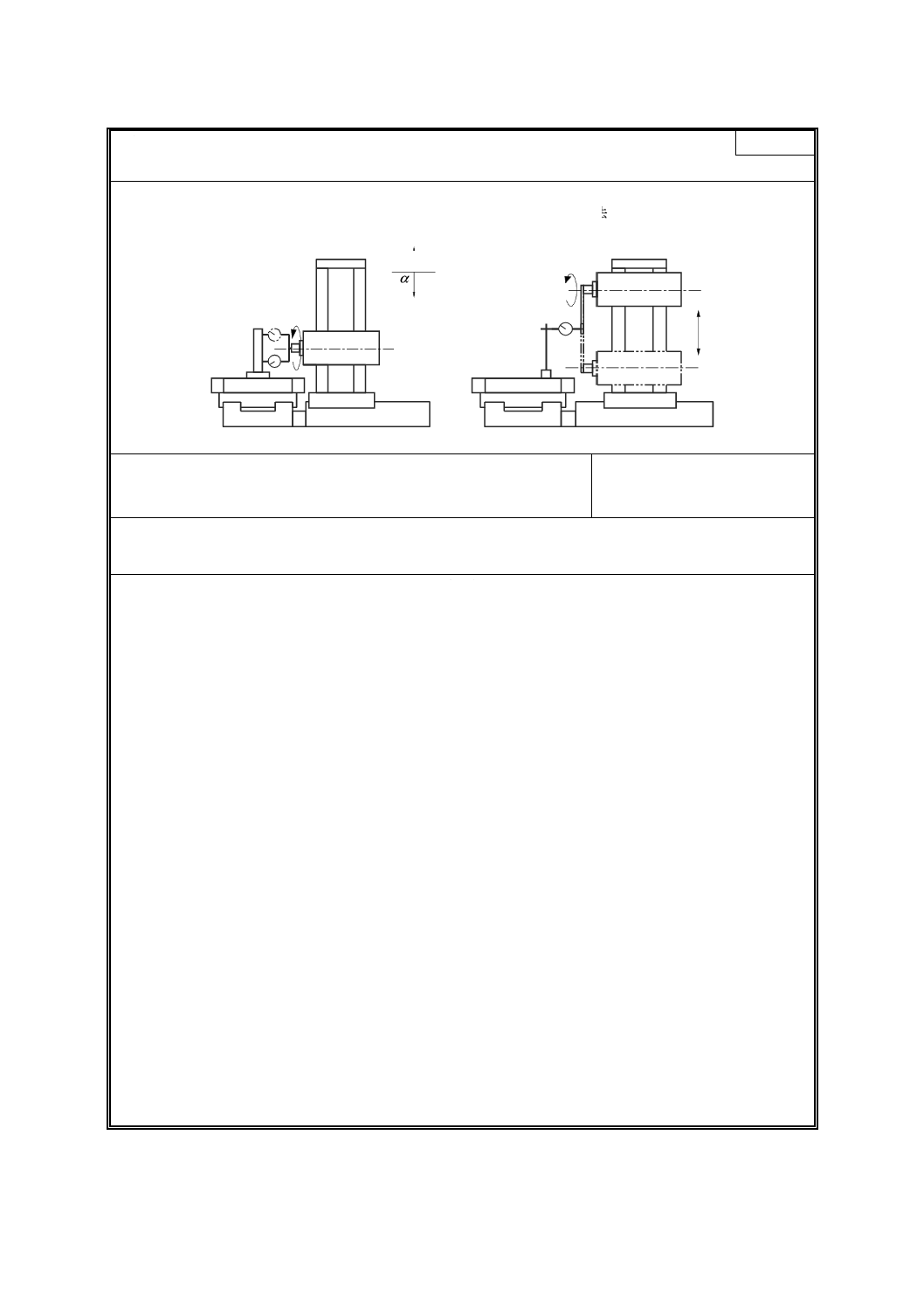
目的
CG11
X軸運動と傾斜A'軸との平行度誤差の試験
a) 水平ZX面内で[EB(0X)A]
b) 垂直XY面内で[EC(0X)A]
測定方法図
1)
2)
3)
4)
許容値
a)及びb)について
0.050/1 000
測定値
a)
b)
測定器
直定規又はブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1参照)
1) テーブルは,水平位置(A'=0°)にする。直定規は,二つの使用面をX軸に対してほぼ平行にして,テ
ーブル上に固定する。主軸に取り付けたダイヤルゲージをY軸方向に向けて直定規の上面に当てる。測
定長さLの両端で測定し,ダイヤルゲージの読みa1及びa2を取り,その差Δa=(a2−a1)を記録する。
2) ダイヤルゲージは,Z軸方向に向けて直定規の側面に当てる。測定長さLの両端で測定し,ダイヤルゲー
ジの読みb1及びb2を取り,その差Δb=(b2−b1)を記録する。
3) テーブルは,垂直にする(A'=−90°)。ダイヤルゲージは,Z軸方向に向けて,1)と同様に二つの点で
直定規の上面に当て,読みc1及びc2を取り,その差Δc=(c2−c1)を記録する。
4) ダイヤルゲージは,Y軸方向に向けて直定規の側面に当てる。2)と同様に,同じ2点において測定し,読
みd1及びd2を取り,その差Δd=(d2−d1)を記録する。
a) 水平ZX面内における平行度誤差は,測定距離をLとして次の式から求めることができる。
EB(0X)A=
)
(
2
1
d
c
b
a
L
∆
−
∆
+
∆
+
∆
−
b) 垂直XY面内における平行度誤差は,測定距離をLとして次の式から求めることができる。
EC(0X)A=
)
(
2
1
d
c
b
a
L
∆
−
∆
−
∆
+
∆
a1
a2
b1
b2
c1
c2
d1d2
Y
X
Y'
Xʼ
Y
X
Y'
Xʼ
Z
X'
Z'
X
48
B 6336-1:2018
目的
CG12
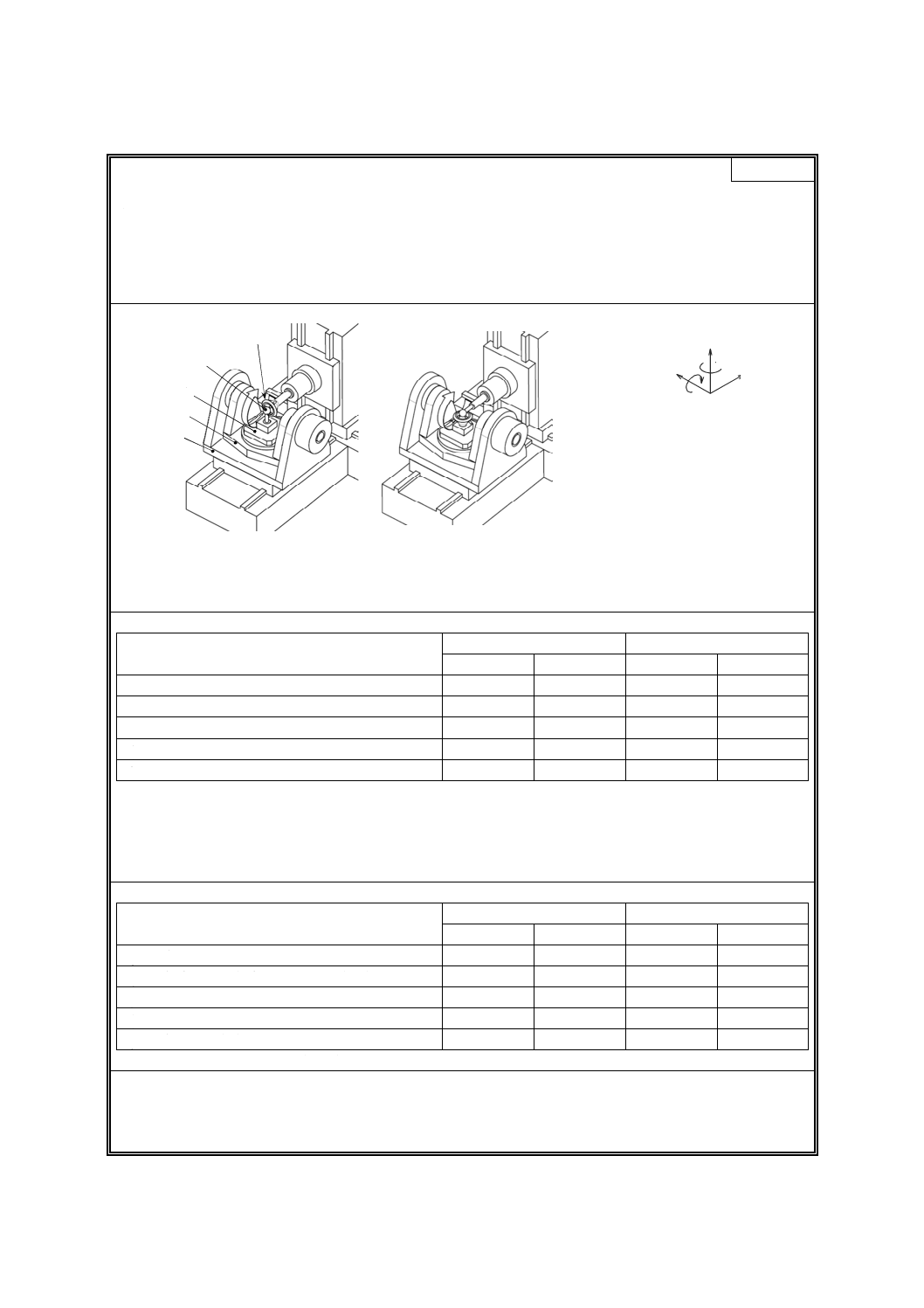
テーブルの傾斜A'軸と回転B'軸とが同一平面内にあること(A'軸よりもテーブル上面が低い場合)[EZ(0A)B]の
試験
(通常,A'軸とB'軸との間のオフセットがゼロで,オフセット偏差の補正をしていない機械だけに適用する。)
測定方法図
Y
Z
Y'
Z'
1
1
基準球
2)
4)
7)
許容値
0.03
測定値
測定器
基準球及びダイヤルゲージ
測定手順(JIS B 6190-1の10.4.3参照)
1) 主軸を固定できる場合は,主軸に球を取り付け,固定できない場合は主軸頭に取り付ける。ダイヤルゲー
ジの測定子は,半径方向に向けてテーブル上面に平行にしてテーブル上に取り付ける。
2) テーブルを水平位置(A'=0°)にして,B'軸の回転とX及びZ軸の調整とを利用して基準球の中心にテ
ーブルの回転B'軸を心合わせする。
3) X軸とZ軸とを固定する。
4) テーブルを垂直位置(A'=−90°)まで回し,B'軸の回転とY軸の調整とを利用して,基準球の中心にテ
ーブルの回転B'軸を再び心合わせをする。
5) Y軸を固定する。
6) テーブルを水平位置(A'=0°)にして,平面測定子付きダイヤルゲージをテーブル上面に定置し,測定
子を垂直に向けて基準球に当て,ダイヤルゲージの読みをゼロにする。
7) テーブルを垂直位置(A'=−90°)まで回し,読みを取る。
この読みの1/2を測定値とする。誤差の向きも記録する。
ダイヤルゲージの取付具は,二つの測定位置においてたわみによる誤差が起こらないように十分に剛性を高
くしなければならない。
49
B 6336-1:2018
目的
CG13
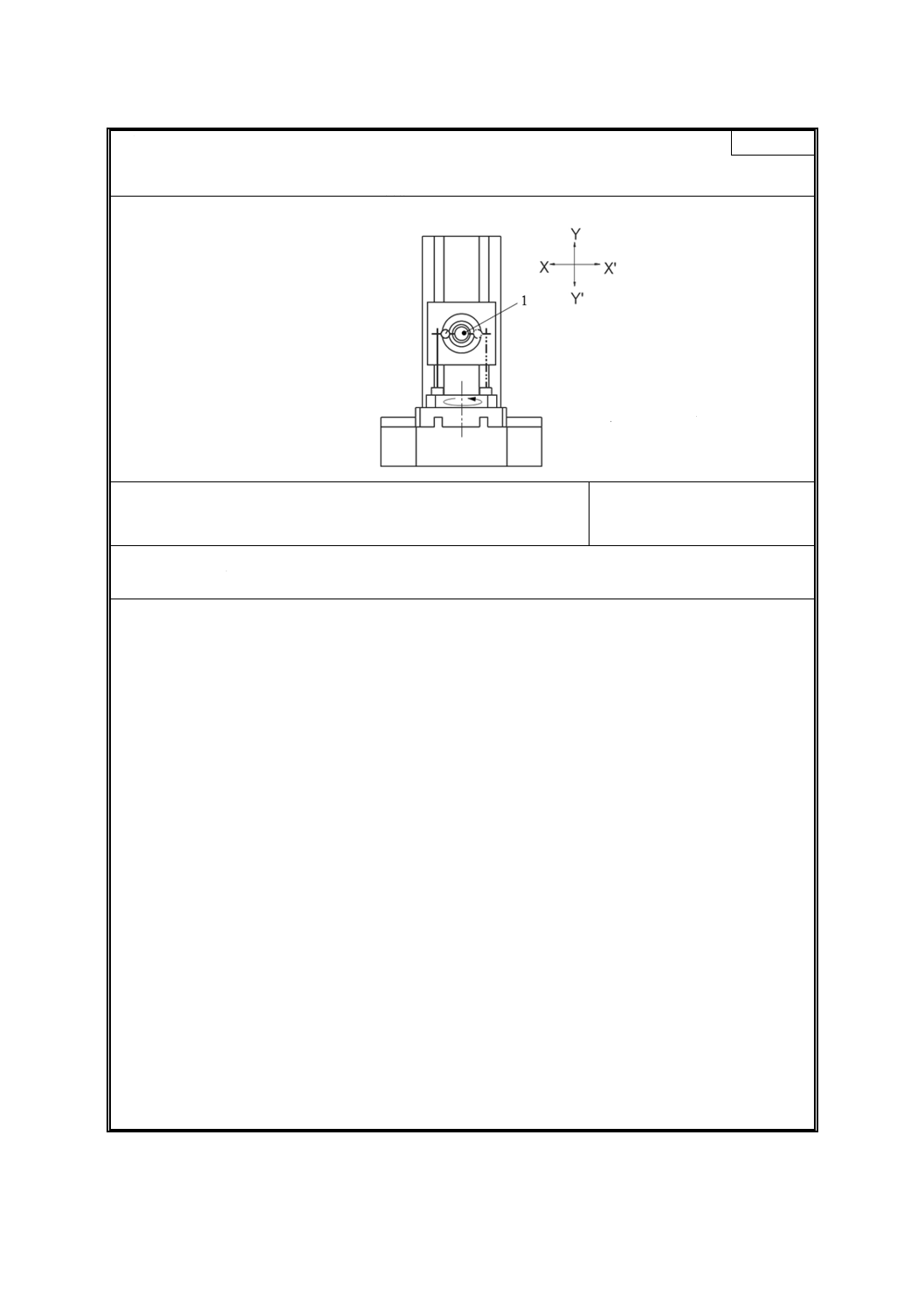
テーブルを水平位置(A'=0°)にしたとき,主軸軸線と,あらかじめ定義した位置におけるテーブル回転B'
軸とが同一YZ面内にあること[すなわち,X軸方向における偏差(EX(0(C))B)]の試験
測定方法図
Y
X
Y'
Xʼ
1
1
テストバー
許容値
0.010
測定値
測定器
テストバー及びダイヤルゲージ
測定手順(JIS B 6190-1参照)
1) テーブルの回転B'軸がZ軸と直角になるまで傾斜A'軸を調整する。
2) テーブルの回転B'軸と主軸軸線とが同一YZ平面内になる中央位置へX軸を移動させる。
3) テストバーは,主軸にはめ,ダイヤルゲージの測定子を,テーブル上面に平行に,かつ,半径方向に向け
てテーブル上に定置する。
4) X軸方向に向けたダイヤルゲージの測定子を,主軸端近くでテストバーに当て,Y軸方向に僅かに動かし
ての読みの最大値を見つける。ダイヤルゲージの読みをゼロにする。
5) テストバーからダイヤルゲージを離すために,Y軸方向に主軸頭を移動させる。テーブル及び主軸の両方
を180°回して,再びY軸を移動させてテストバーがダイヤルゲージと当たるようにする。
6) Y軸方向に僅かに動かしてダイヤルゲージの読みの最大値を見つける。
7) ダイヤルゲージの6)の読みの1/2を測定値とする。
注記1 この試験をZ軸の異なる位置で実施すると,主軸軸線とZ軸との平行度誤差EB(0Z)(C)及びZ軸の水
平方向の真直度誤差EXZの影響を受ける。
注記2 この試験をY軸の異なる位置で実施すると,テーブル回転B'軸とY軸との平行度誤差EC(0Y)B及び
Y軸の水平方向の真直度誤差EXYの影響を受ける。
50
B 6336-1:2018
目的
CG14
テーブルを垂直位置(A'=−90°)にして,主軸軸線とあらかじめ定義した位置でのテーブルの回転B'軸との
一致の程度の試験
a) 水平X軸方向で[EX(0(C))B,A'=−90]
b) 垂直Y軸方向で[EY(0(C))B,A'=−90]
測定方法図
a)
b)
許容値
0.010
測定値
a)
b)
測定器
テストバー及びダイヤルゲージ
測定手順(JIS B 6190-1の10.2参照)
1) テーブルの回転B'軸がZ軸と平行になるまで傾斜A'軸を調整する。
2) テーブルの回転B'軸と主軸軸線とが一致する理論上の位置までX軸とY軸とを移動させる。
3) テストバーは,主軸にはめ,ダイヤルゲージの測定子がテーブル上面に平行に,かつ,テストバーの半径
方向に当たるようにテーブル上に定置する。
4) a)についてはX軸方向に,b)についてはY軸方向に向けたダイヤルゲージの測定子を,主軸端近くでテ
ストバーに当て,a)についてはY軸方向に,b)についてはX軸方向に僅かに動かしてダイヤルゲージの
読みの最大値を見つける。ダイヤルゲージの読みをゼロにする。
5) テーブル及び主軸の両方を180°回す。
6) 4)の位置において,ダイヤルゲージの読みの最大値を見つける。
7) ダイヤルゲージの6)の読みの1/2を測定値とする。
ダイヤルゲージの取付具は,二つの測定位置においてたわみによる誤差が起こらないように十分に剛性を高
くしなければならない。
注記 この試験をZ軸の異なる位置で実施すると,ZX面内及びYZ面内で主軸軸線とZ軸との平行度誤差
及びテーブルの回転B'軸とZ軸との間の平行度誤差の影響を受ける。
Z
X
Z'
Xʼ
Z
Y'
Z'
Y
51
B 6336-1:2018
附属書D
(規定)
水平A'軸回りに回転し,垂直B'軸回りに旋回するテーブル
図D.1は,水平主軸をもち,かつ,水平A'軸回りに回転し,垂直B'軸回りに旋回するテーブルをもつマ
シニングセンタの代表例を示す。
1
テーブル(A'軸)
2
旋回台(B'軸)
3
テーブルサドル(Z'軸)
4
主軸頭(Y軸)
5
コラム
6
ベッド(b)
7
主軸[(C)]
図D.1−水平A'軸回りに回転し,垂直B'軸回りに旋回する回転テーブルをもつ
横形5軸マシニングセンタの代表例
マシニングセンタ ISO 10791-1 H [w A' B' Z' b X Y (C) t](3.12参照)
+Z
+X
+Y
+B
+A
1
2
4
5
6
3
7
52
B 6336-1:2018
目的
DG1
a) テーブル1)中心穴の振れ(中心穴を位置決めに使用する場合)の試験
b) テーブル1)上面の面振れ運動の試験
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
許容値
a)
0.025
b)
L ≦ 500
0.030
500 < L ≦ 800
0.040
800 < L ≦ 1 250
0.050
1 250 < L ≦ 2 000
0.060
ここに,Lは,テーブル又はパレットの短い辺の長さ
測定値
a)
b) L=.............について
測定器
a) ダイヤルゲージ
b) ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の9.1及びISO 230-7参照)
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に取り付けなければならない。
b) 半径Rは,できるだけ大きく取らなければならない。試験b)は,中間にブロックゲージを用いて,とびと
びの位置(例えば,45°ごとに8点)で測定することによって,測定子とテーブル上面とが連続して接触し
ていなくても実施できる。
附属書Gの試験GR1も参照。
53
B 6336-1:2018
目的
DG2
テーブル1)回転A'軸と次の基準との交差度又は等距離度の試験
a) 長手方向(水平方向)の基準溝若しくは基準T溝(存在するとき)との交差度,又は二つの心出し穴間中
心を通る直線との交差度
b) 二つの心出し穴との等距離度
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
許容値
a)及びb)について
0.030
測定値
a)
b)
測定器
a) ブロックゲージ又はマスタピン,及びダイヤルゲージ
b) マスタピン及びダイヤルゲージ
測定手順(JIS B 6190-1参照)
a) 基準溝又は基準T溝の場合は,回転軸から等距離にある位置で,その溝に二つのブロックゲージを挿入す
る。T溝がX軸(又はZ軸)と平行になるようにA'軸を調整する。平行とは,二つのブロックゲージ上の
読みが同じになることを意味している。ダイヤルゲージを主軸頭の固定部分に取り付け,その読みをゼロに
する。次に,テーブルを180°回し,ダイヤルゲージを取り付け直すことなく,再び両方のブロックゲージ
の読みが同じになるようにA'軸を調整する。このときの読みの1/2を測定値とする。
心出し穴の場合は,二つの穴に合った,直径が同じ突出部分をもったマスタピンを用いる。測定は,上記
と同じ手順で行う。
b) 比較するダイヤルゲージの読みは,各マスタピン上での半径方向の読みの最大値である。この読みは,上記
のa)における読みの偏差があるので,互いに180°回転した角度での読みを精密に合わせることができない
可能性がある。
54
B 6336-1:2018
目的
DG3
X軸運動とテーブル1)の次の基準との平行度誤差[EB(0X)T]の試験
a) 長手方向(水平方向)の基準溝又は基準T溝
b) A'=0°で,主軸軸線(B'=90°)に垂直にセットしたテーブルの水平方向のエッジロケータ
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
許容値
a)及びb)について
測定長さ500について,0.025
測定値
測定器
a) ブロックゲージ及びダイヤルゲージ
b) ダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
Y軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
基準溝又は基準T溝の場合は,テーブルの中心から等距離にある位置で,その溝に二つのブロックゲージを
挿入する。ブロックゲージの一つにダイヤルゲージを当ててゼロにする。次に,もう一つのブロックゲージに
当てて読み取った値を二つのブロックゲージ間の距離で除した値を測定値とする。誤差の向きも記録する。
この試験の結果は,A'軸が0°のときの位置決め誤差EAAを含む可能性がある。
Y'
Y
X'
X
Y
X'
X
Y'
55
B 6336-1:2018
目的
DG4
Z軸運動とA'=0°におけるテーブル1)の次の基準との平行度誤差[EA(0Z)T]の試験
a) 長手方向(水平方向)の基準溝又は基準T溝
b) 主軸軸線(B'=0°又は180°)に平行にセットしたテーブルの水平方向のエッジロケータ
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
許容値
a)及びb)について
測定長さ500について,0.025
測定値
測定器
a) ブロックゲージ及びダイヤルゲージ
b) ダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
Y軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
基準溝又は基準T溝の場合は,テーブルの中心から等距離にある位置で,その溝に二つのブロックゲージを
挿入する。ブロックゲージの一つにダイヤルゲージを当ててゼロにする。次に,もう一つのブロックゲージに
当てて読み取った値を二つのブロックゲージ間の距離で除した値を測定値とする。誤差の向きも記録する。
この試験の結果は,A'軸が0°のときの位置決め誤差EAAを含む可能性がある。
Y
Z
Y'
Z'
Y
Z
Y'
Z'
56
B 6336-1:2018
目的
DG5
Y軸運動とテーブル1)の次の基準との平行度誤差の試験
− 基準溝又は基準T溝(垂直方向にあれば)
− テーブルの垂直方向のエッジロケータ
a) 主軸軸線に平行なテーブル[EA(0Y)T]の場合(B'=0°又は180°)
b) 主軸軸線に垂直なテーブル[EC(0Y)T]の場合(B'=90°)
注1) 組込形テーブル又は所定の位置にクランプしたパレットの代表1台。
測定方法図
a)
b)
許容値
両方の形式について
測定長さ500について,0.025
測定値
測定器
ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の12.3.2.5参照)
a) Z軸は,できれば固定する。
b) X軸は,できれば固定する。
主軸を固定できる場合には,ダイヤルゲージは,主軸に取り付ける。主軸を固定できない場合には,ダイヤ
ルゲージは,主軸頭に定置しなければならない。
基準溝又は基準T溝の場合は,テーブルの中心から等距離にある位置で,その溝に二つのブロックゲージを
挿入する。ブロックゲージの一つにダイヤルゲージを当ててゼロにする。次に,もう一つのブロックゲージに
当てて読み取った値を二つのブロックゲージ間の距離で除した値を測定値とする。誤差の向きも記録する。
この試験の結果は,A'軸が0°のときの位置決め誤差EAAを含む可能性がある。
Y
Z
Y'
Z'
Y
x
Y'
x'
57
B 6336-1:2018
目的
DG6
X軸運動と,主軸軸線(B=90°)に垂直な位置にあるテーブル又はレシーバの回転A'軸との直角度誤差[EB(0X)A]
の試験
測定方法図
許容値
0.040/1 000
測定値
測定器
ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の10.3及び10.3.3参照)
Z軸は,できれば固定する。
ブロックゲージは,回転軸から離れたX軸方向に平行にして,テーブルの一つの端に定置する。ダイヤルゲ
ージは,主軸を固定できる場合は,主軸に取り付け,そうでない場合は,主軸頭に取り付ける。ダイヤルゲー
ジの測定子をブロックゲージに当て,その読みをゼロにする。テーブルを180°回転させ,ブロックゲージの同
じ点に再び測定子が当たるようにX軸を移動させる。
ダイヤルゲージの読みをX軸の移動量で除した値を測定値とする。
誤差の向きを記録する。誤差の符号は,JIS B 6190-1の3.6.7の注記2を参照し,直角度の符号と一致してい
なければならない。
この試験は,X軸の水平方向の真直度誤差EZXの影響を受ける可能性がある。
この試験の結果は,B'軸が90°のときの位置決め誤差EBBを含む可能性がある。
Z
X'
Z'
X
58
B 6336-1:2018
目的
DG7
Z軸運動と主軸軸線に平行なテーブル(B'=0°又はB'=180°)又はレシーバの回転A'軸との直角度誤差[EB(0Z)A]
の試験
測定方法図
許容値
0.040/1 000
測定値
測定器
ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の10.3及び10.3.3参照)
X軸は,できれば固定する。
ブロックゲージは,回転軸から離れたZ軸方向においてテーブルの一つの端に定置する。ダイヤルゲージは,
主軸を固定できる場合は,主軸に取り付け,そうでない場合は,主軸頭に取り付ける。ダイヤルゲージの測定
子をブロックゲージに当て,その読みをゼロにする。テーブルを180°回転させ,ブロックゲージの同じ点に再
び測定子が当たるようにZ軸を移動させる。
ダイヤルゲージの読みをZ軸の移動量で除した値を測定値とする。
誤差の向きを記録する。誤差の符号は,JIS B 6190-1の3.6.7の注記2を参照し,直角度の符号と一致してい
なければならない。
この試験の結果は,B'軸が0°又は180°のときの位置決め誤差EBBを含む可能性がある。
角度αの値が,90°より小さいか,等しいか,又は大きいかを記録しなければならない。
59
B 6336-1:2018
目的
DG8
Y軸運動とテーブル又はレシーバの回転A'軸との直角度誤差の試験
a) 主軸軸線に平行なテーブル[EC(0Y)A](B'=0°又は測定方法図に示すB'=180°)
b) 主軸軸線に直角なテーブル[EA(0Y)A](B'=90°)
測定方法図
a)
b)
許容値
0.040/1 000
測定値
a)
b)
測定器
ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の10.3及び10.3.3参照)
a) X軸は,できれば固定する。
b) Z軸は,できれば固定する。
ブロックゲージは,回転軸から離れたY軸方向においてテーブルの一つの端に定置する。ダイヤルゲージは,
主軸を固定できる場合は,主軸に取り付け,そうでない場合は,主軸頭に取り付ける。ダイヤルゲージの測定
子をブロックゲージに当て,その読みをゼロにする。テーブルを180°回転させ,ブロックゲージの同じ点に再
び測定子が当たるようにY軸を移動させる。
ダイヤルゲージの読みをY軸の移動量で除した値を測定値とする。
誤差の向きを記録する。誤差の符号は,JIS B 6190-1の3.6.7の注記2を参照し,直角度の符号と一致してい
なければならない。
試験a)は,Y軸の真直度誤差EXYの影響を,また,試験b)は,真直度誤差EZYの影響を受ける可能性がある。
Y
Z
Y'
Z'
Y
X'
Y'
X
60
B 6336-1:2018
目的
DG9
Z軸運動と主軸軸線(B'=0°)に垂直なテーブル又はレシーバの回転A'軸との平行度誤差の試験
a) 垂直YZ面内で[EA(0Z)A]
b) 水平ZX面内で[EB(0Z)A]
測定方法図
a)
b)
許容値
a)及びb)について
0.040/1 000(=0.020/500)
測定値
a)
b)
測定器
フランジ付き円筒スコヤ又は基準球(代替方法)及びダイヤルゲージ
測定手順(JIS B 6190-1の3.6.3,10.1.4及び10.1.4.3参照)
a) Y軸は,できれば固定する。
b) X軸は,できれば固定する。試験b)の結果は,B'軸が90°のときの位置決め誤差EBBを含む可能性がある。
1) フランジ付きの円筒スコヤは,テーブル上に固定し,ほぼ回転軸に合うように心出しする。
2) ダイヤルゲージは,a)についてはY軸方向に,b)についてはX軸方向に測定子を向けて主軸頭に取り付
ける。
3) 円筒スコヤの底面近くにその測定子を当て,a)についてはX軸方向に,b)についてはY軸方向に僅かに
動かし読みの最大値を見つけ,ダイヤルゲージの読みをゼロにする。
4) Z軸に沿って主軸頭をテーブルから離れるように動かし,ダイヤルゲージの測定子を円筒スコヤの上部近
くに当てる。Z軸の移動距離を記録する。a)についてはX軸方向に,b)についてはY軸方向に僅かに動か
し読みの最大値を見つけ,その読みを記録する。
5) テーブルを180°回し,手順3)及び4)を繰り返す。
6) a)及びb)の両方の測定について,円筒スコヤの上部近くで読んだ二つの値の平均値をZ軸の移動量で除
した値を測定値とする。誤差の符号は,JIS B 6190-1の3.6.3の注記2を参照し,A'軸とZ軸との平行度
の符号と一致していなければならない。
Y
Z
Y'
Z'
Z
X'
Z'
X
61
B 6336-1:2018
目的
DG10
X軸運動と主軸軸線(B'=0°又は測定方法図に示すB=180°)に平行なテーブル又はレシーバの回転A'軸との
平行度誤差の試験
a) 垂直XY面内で[EC(0X)A]
b) 水平ZX面内で[EB(0X)A]
測定方法図
a)
b)
許容値
a)及びb)について
0.040/1 000(=0.020/500)
測定値
a)
b)
測定器
フランジ付き円筒スコヤ又は基準球(代替方法)及びダイヤルゲージ
測定手順(JIS B 6190-1の3.6.3,10.1.4及び10.1.4.3参照)
a) Y軸は,できれば固定する。
b) Z軸は,できれば固定する。試験b)の結果は,B'軸が0°のときの位置決め誤差EBBを含む可能性がある。
主軸を固定できる場合は,ダイヤルゲージは主軸に取り付ける。主軸を固定できない場合は,ダイヤルゲー
ジは,主軸頭に取り付ける。
1) フランジ付きの円筒スコヤは,テーブル上に固定し,ほぼ回転軸に合わせて心出しする。
2) ダイヤルゲージは,a)についてはY軸方向に,b)についてはZ軸方向に測定子を向けて主軸頭に取り付け
る。
3) 円筒スコヤの底面近くに,その測定子を当て,a)についてはZ軸方向に,b)についてはY軸方向に僅かに
動かし読みの最大値を見つけ,ダイヤルゲージの読みをゼロにする。
4) X軸に沿って主軸頭をテーブルから離れるように動かし,ダイヤルゲージの測定子を円筒スコヤの上部近
くに当てる。X軸の移動距離を記録する。a)についてはZ軸方向に,b)についてはY軸方向に僅かに動か
し読みの最大値を見つけ,その読みを記録する。
5) テーブルを180°回し,手順3)及び4)を繰り返す。
6) a)及びb)の両方の測定について,円筒スコヤの上部近くで読んだ二つの値の平均値をZ軸の移動量で除
した値を測定値とする。誤差の符号は,JIS B 6190-1の3.6.3の注記2を参照し,A'軸とX軸との平行度
の符号と一致しなければならない。
Z
X'
Z'
X
Y
X'
Y'
X
62
B 6336-1:2018
目的
DG11
Y軸運動と傾斜テーブルの旋回B'軸との平行度誤差の試験
a) 垂直XY面内で[EC(0Y)B]
b) 垂直YZ面内で[EA(0Y)B]
測定方法図
1)
2)
3)
4)
許容値
a)及びb)について
0.050/1 000
測定値
a)
b)
測定器
ブロックゲージ及びダイヤルゲージ
測定手順(JIS B 6190-1の参照)
1) テーブルは,主軸軸線に平行にする(測定方法図では,B'=180°)。直定規は,二つの使用面をY軸に対
してほぼ平行にしてテーブル上に固定する。主軸に取り付けたダイヤルゲージをX軸方向に向けて直定
規の上面に当てる。測定長さLの両端で測定し,ダイヤルゲージの読みa1及びa2を取り,その差Δa=(a2
−a1)を記録する。
2) ダイヤルゲージは,Z軸方向に向けて直定規の側面に当てる。測定長さLの両端で測定し,ダイヤルゲー
ジの読みb1及びb2を取り,その差Δb=(b2−b1)を記録する。
3) B'軸を90°の位置(テーブルが主軸軸線に垂直になる)まで旋回する。ダイヤルゲージは,Z軸方向に向
けて,1)と同様に2点で直定規の上面に当て,読みc1及びc2を取り,その差Δc=(c2−c1)を記録する。
4) ダイヤルゲージは,X軸方向に向けて直定規の側面に当てる。2)と同様に,同じ2点において測定し,読
みd1及びd2を取り,その差Δd=(d2−d1)を記録する。
a) 水平XY面内における平行度誤差は,測定距離をLとして次の式から求めることができる。
EC(0Y)B=
)
(
2
1
d
c
b
a
L
∆
−
∆
−
∆
+
∆
b) 垂直YZ面内における平行度誤差は,測定距離をLとして次の式から求めることができる。
EA(0Y)B=
)
(
2
1
d
c
b
a
L
∆
−
∆
+
∆
+
∆
−
Y
Z
Y'
Z'
Y
Z
Z'
Y
X'
Y'
X
Y
X'
Y'
X
a1
a2
b1
b2
c1
c2
d1
d2
63
B 6336-1:2018
目的
DG12
テーブルの旋回B'軸と回転A'軸とが同一平面内にあること(テーブル上面よりも外側にB'軸がある場合)
[EZ(0B)A]の試験
(通常,A'軸とB'軸との間のオフセットがゼロで,オフセット偏差の補正をしていない機械だけに適用する。)
測定方法図
2)
4)
7)
許容値
0.03
測定値
測定器
基準球及びダイヤルゲージ
測定手順(JIS B 6190-1の10.4.3参照)
1) 主軸を固定できる場合は,主軸に球を取り付け,固定できない場合は,主軸頭に取り付ける。ダイヤルゲ
ージの測定子は,半径方向に向けてテーブル上面に平行にしてテーブル上に取り付ける。
2) テーブルを主軸と垂直(B'=0°又はB'=180°)にして,A'軸の回転とY軸及びZ軸の調整とを利用し
て基準球の中心にテーブルの回転A'軸を心合わせする。
3) Y軸及びZ軸を固定する。
4) テーブルを主軸と平行(B'=90°)にして,A'軸の回転とX軸の調整とを利用して基準球の中心にテーブ
ルのB'軸を再び心合わせをする。
5) X軸を固定する。
6) テーブルを主軸と平行(B'=90°)にして,平面測定子付きダイヤルゲージをテーブル上面に定置し,測
定子を主軸軸線に平行にして基準球に当て,ダイヤルゲージの読みをゼロにする。
7) テーブルを主軸軸線に垂直な位置(B'=0°又はB'=180°)まで回し,ダイヤルゲージの読みを取る。
この読みの1/2を測定値とする。誤差の向きも記録する。
ダイヤルゲージの取付具は,二つの測定位置においてたわみによる誤差が起こらないように十分に剛性を高
くしなければならない。
Z
X'
Z '
X
1
1
基準球
64
B 6336-1:2018
目的
DG13
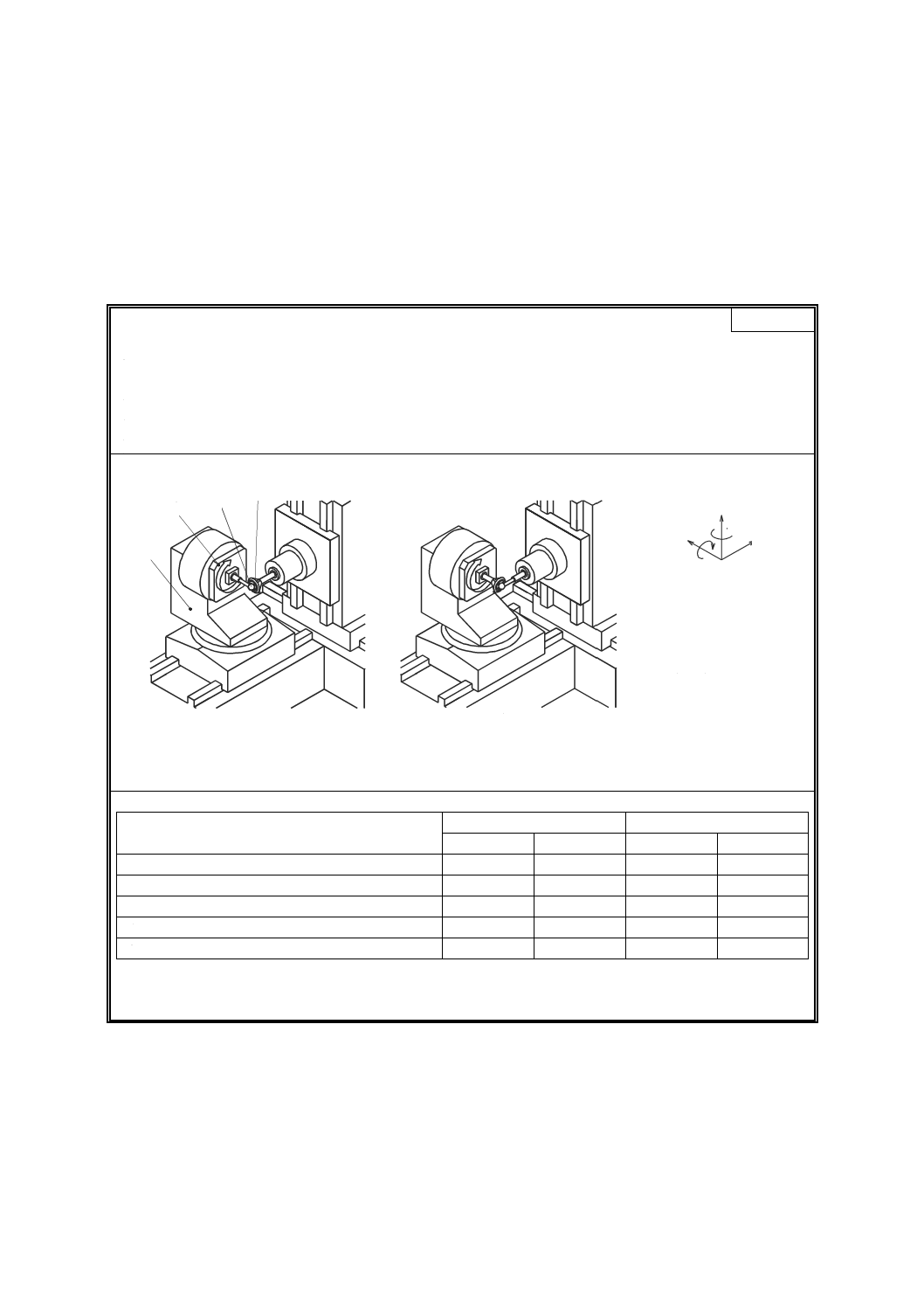
テーブルを主軸軸線に平行(B'=0°又はB'=180°)にして,主軸軸線と,あらかじめ定義した位置でのテーブ
ル回転A'軸とが同一ZX面内にあること[すなわち,Y軸方向の偏差(EY(0(C))A)]の試験
測定方法図
許容値
0.010
測定値
測定器
テストバー及びダイヤルゲージ
測定手順(JIS B 6190-1参照)
1) テーブルの回転A'軸がZ軸と直角になるまで旋回台の旋回B'軸を調整する。
2) テーブルの回転A'軸と主軸軸線とが同一ZX平面内になる垂直位置までY軸を移動させる。
3) テストバーは,主軸にはめ,ダイヤルゲージの測定子を,テーブル上面に平行に,かつ,半径方向に向け
てテーブル上に定置する。
4) Y軸方向に垂直に向けたダイヤルゲージの測定子を主軸端近くでテストバーに当て,X軸方向に僅かに動
かして読みの最大値を見つける。ダイヤルゲージの読みをゼロにする。
5) テストバーからダイヤルゲージを離すために,X軸を移動させる。テーブル及び主軸の両方を180°回し
て,再びX軸を移動させてテストバーがダイヤルゲージと当たるようにする。
6) X軸方向に僅かに動かしてダイヤルゲージの読みの最大値を見つける。
7) ダイヤルゲージのこの読みの1/2を測定値とする。
ダイヤルゲージの取付具は,二つの測定位置においてたわみによる誤差が起こらないように十分に剛性を高
くしなければならない。
注記1 この試験をZ軸の異なる位置で実施すると,主軸軸線とZ軸との平行度誤差EA(0Z)(C)及びZ軸の垂
直方向の真直度誤差EYZの影響を受ける。
注記2 この試験をX軸の異なる位置で実施すると,テーブルの回転A'軸とX軸との平行度誤差EC(0X)A及
びX軸の垂直方向の真直度誤差EYXの影響を受ける。
Y
X'
Y'
X
1
1
テストバー
65
B 6336-1:2018
目的
DG14
テーブルをX軸に平行にして,主軸軸線と,あらかじめ定義した位置でのテーブルの回転A'軸との一致の程度
の試験
a) 水平X軸方向で[EX(0(C))A]
b) 垂直Y軸方向で[EY(0(C))A]
測定方法図
a)
b)
許容値
0.010
測定値
a)
b)
測定器
テストバー及びダイヤルゲージ
測定手順(JIS B 6190-1参照)
1) テーブルの回転A'軸がZ軸と直角になるまで旋回台の旋回B'軸を調整する。
2) 旋回B'軸と主軸軸線とが一致する理論上の位置までX軸とY軸とを移動させる。
3) テストバーは,主軸にはめ,ダイヤルゲージの測定子をテーブル上面に平行に,かつ,半径方向に向けて
テーブル上に定置する。
4) a)についてはX軸方向に,b)についてはY軸方向に向けたダイヤルゲージの測定子を,主軸端近くでテス
トバーに当て,a)についてはY軸方向に,b)についてはX軸方向に僅かに動かしてダイヤルゲージの読み
の最大値を見つける。ダイヤルゲージの読みをゼロにする。
5) テーブル及び主軸の両方を180°回す。
6) 4)の位置において,ダイヤルゲージの読みの最大値を見つける。
7) ダイヤルゲージのこの読みの1/2を測定値とする。
ダイヤルゲージの取付具は,二つの測定位置においてたわみによる誤差が起こらないように十分に剛性を高く
しなければならない。
注記 この試験をZ軸の異なる位置で実施すると,ZX面内及びYZ面内で主軸軸線とZ軸との平行度誤差
及びテーブルの回転A'軸とZ軸との間の平行度誤差の影響を受ける。
Z
X
Z'
Xʼ
Z
Y'
Z'
Y
66
B 6336-1:2018
附属書E
(参考)
主軸及び回転テーブルの回転軸誤差運動
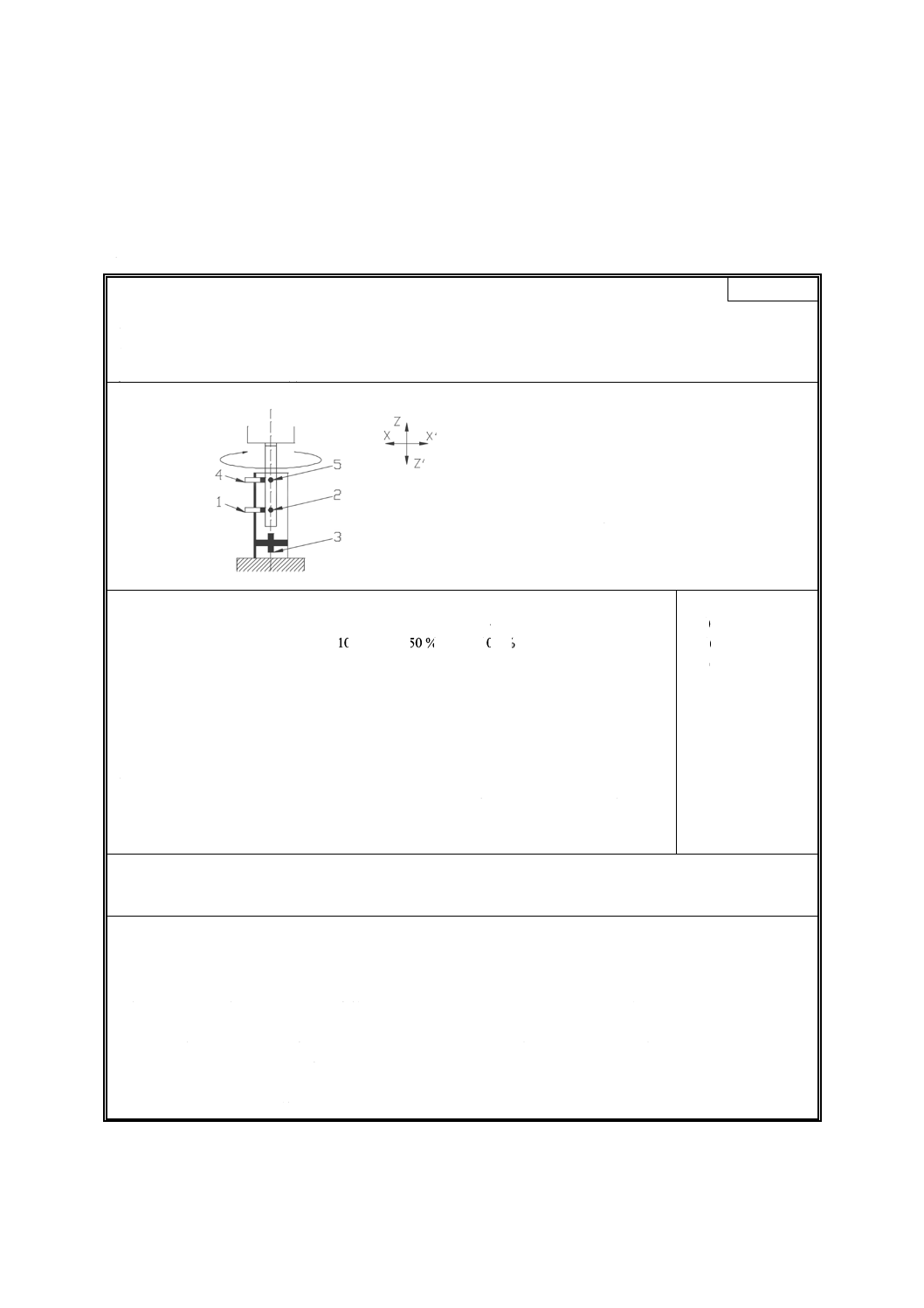
E.1
主軸の誤差運動
目的
ER1
主軸[(C)軸]の回転軸誤差運動の試験
a) 半径方向誤差運動[EXY(C)]
b) 軸方向誤差運動[EZ(C)]
c) 傾斜方向誤差運動[EAB(C)]
測定方法図
許容値1)
最高速度に対する百分率
10 % 50 % 100 %
a) 全半径方向誤差運動の値[EXY(C)]
b) 全軸方向誤差運動の値[EZ(C)]
c) 全傾斜方向誤差運動の値[EAB(C)]
注記 最低速度が最高速度の10 %よりも大きい場合には,主軸は,最低速度で運転するの
が望ましい。受渡当事者間の協定に基づき,これらの速度と異なる主軸速度を選択
してもよい。
注1) 受渡当事者間で,この試験を行うことを協定した場合には,その協定に基づいてそ
れぞれ許容値を決めるのが望ましい。将来の産業環境の発展によって,主軸性能の
測定に確かなデータが利用できるようになったとき,この規格に許容値を規定する
こともあり得る。
測定値
a)
b)
c)
測定器
テストバー,非接触変位計及び角度測定器,又は主軸の軸平均線上に僅かに偏心させて配列した二つの基準球及
び非接触変位計
測定手順(ISO 230-7参照)
この試験は,回転感度方向をもった主軸の試験である(ISO 230-7の5.3参照)
測定器を取り付けた後に,主軸を最高速度の50 %の速度で10分間暖機運転するのが望ましい。そうしない場
合は,受渡当事者間の協定によるのが望ましい。
全誤差運動及び全誤差運動の値の定義は,それぞれISO 230-7の3.5.1及び3.8.2参照。
a) 全半径方向誤差運動の値[EXY(C)](変位計4及び5を使用して)
半径方向誤差運動の測定は,ISO 230-7の5.4.3参照。半径方向誤差運動は,主軸端にできるだけ近くで測
定する(測定方法図に示す変位計4及び5)。
それぞれの半径方向誤差運動[EXY(C)]については,最小二乗円中心(LSC)(ISO 230-7の3.7.4)を使っ
て全誤差運動の極座標線図(ISO 230-7の3.6.2)を提供するのが望ましい。
1〜5 変位計
67
B 6336-1:2018
b) 全軸方向誤差運動の値[EZ(C)](変位計3を使用して)
軸方向誤差運動の測定は,ISO 230-7の5.3.4参照。
軸方向誤差運動[EZ(C)]については,極座標(PC)中心(ISO 230-7の3.7.2)を使って全誤差運動の極座
標線図(ISO 230-7の3.6.2)を提供するのが望ましい。
c) 全傾斜方向誤差運動の値[EAB(C)](変位計1,2,4,5を使用して)
傾斜方向誤差運動の測定は,ISO 230-7の5.3.3参照。傾斜方向誤差運動は,二つの非接触変位計を用いて
試験できる(ISO 230-7の5.3.3.2及び5.3.3.4参照)。
傾斜方向誤差運動[EAB(C)]については,極座標(PC)中心(ISO 230-7の3.7.2参照)を使って全誤差運
動の極座標線図(ISO 230-7の3.6.2)を提供するのが望ましい。
これらの試験は,次の情報を記録するのが望ましい。
a
測定を行う半径方向,軸方向又は端面方向の位置
b
使用した全ての基準器,目標物及び取付具の識別
c
測定器の配置
d
試験中の主軸と結合している直進軸又は回転軸の位置
e
感度方向の角度,例えば,軸方向,半径方向又は適切な中間の角度
f
測定結果の表示,例えば,誤差運動の値,極座標線図,時間軸表示,周波数軸表示
g
主軸の回転速度(静的な誤差運動については,速度はゼロ)
h
主軸の回転時間(秒)又は回数
i
適切な暖機運転又は慣らし運転
j
測定器の周波数応答:電子フィルタの特性のカットオフ周波数を含む。Hz又は1回転当たりのサイクル数。
デジタル式の測定器では,変位の分解能及びサンプリング周波数。
k
構造ループ:誤差運動を報告する主軸に対する変位計の位置及び向きを含む。主軸及び基準座標系の配置,
及びこれらの対象物を結合する要素(JIS B 6190-1の3.3.1参照)。
l
測定日時
m 全ての測定器の形式及び校正状態
n
その他,室温のような測定に影響を及ぼす条件
傾斜運動の測定が必要でない場合(受渡当事者間の協定による。)は,三つの変位計(3,4及び5)を使用し,
テストバーを基準球に置き換えてもよい。
68
B 6336-1:2018
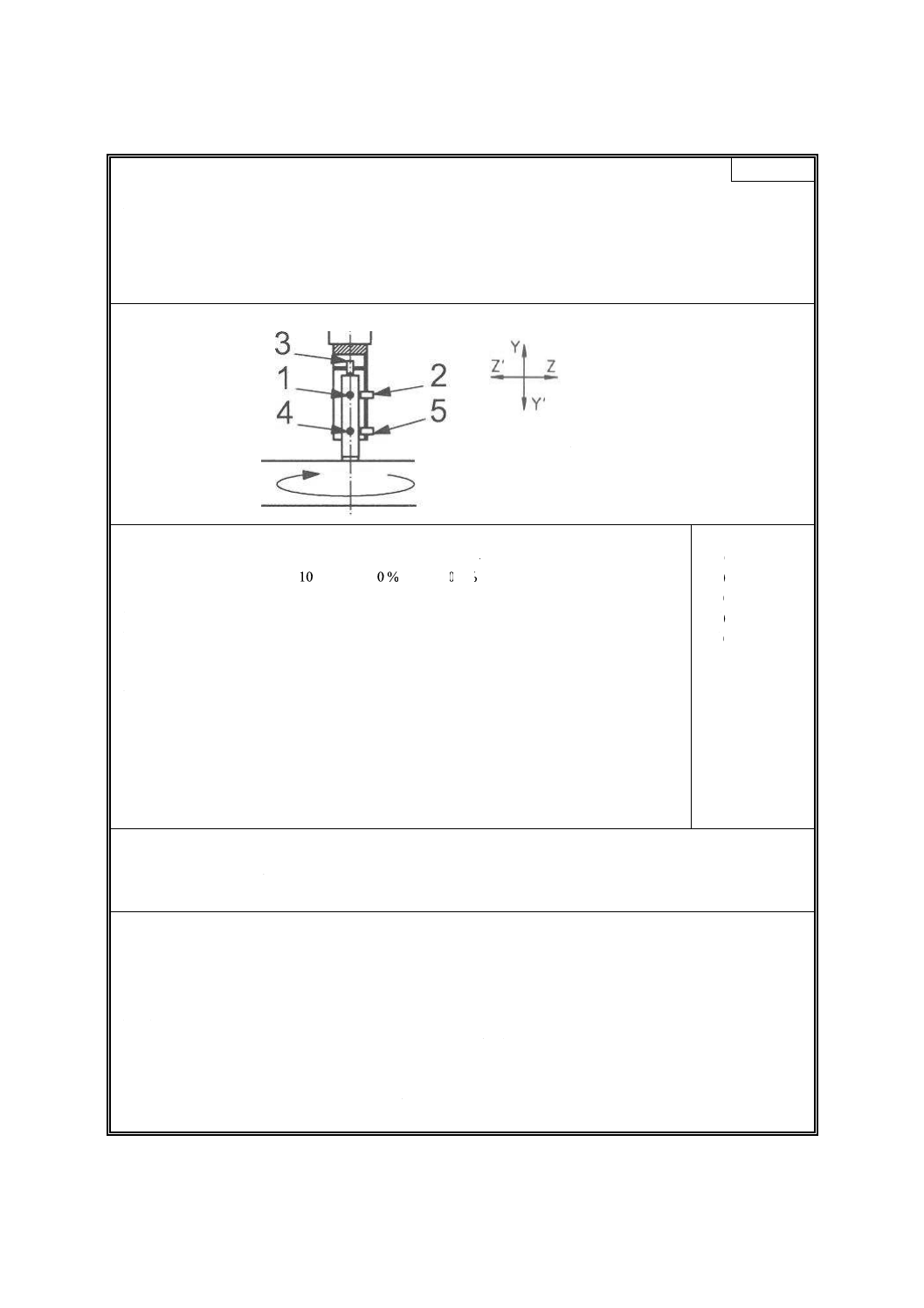
E.2
回転テーブルの誤差運動(附属書B参照)
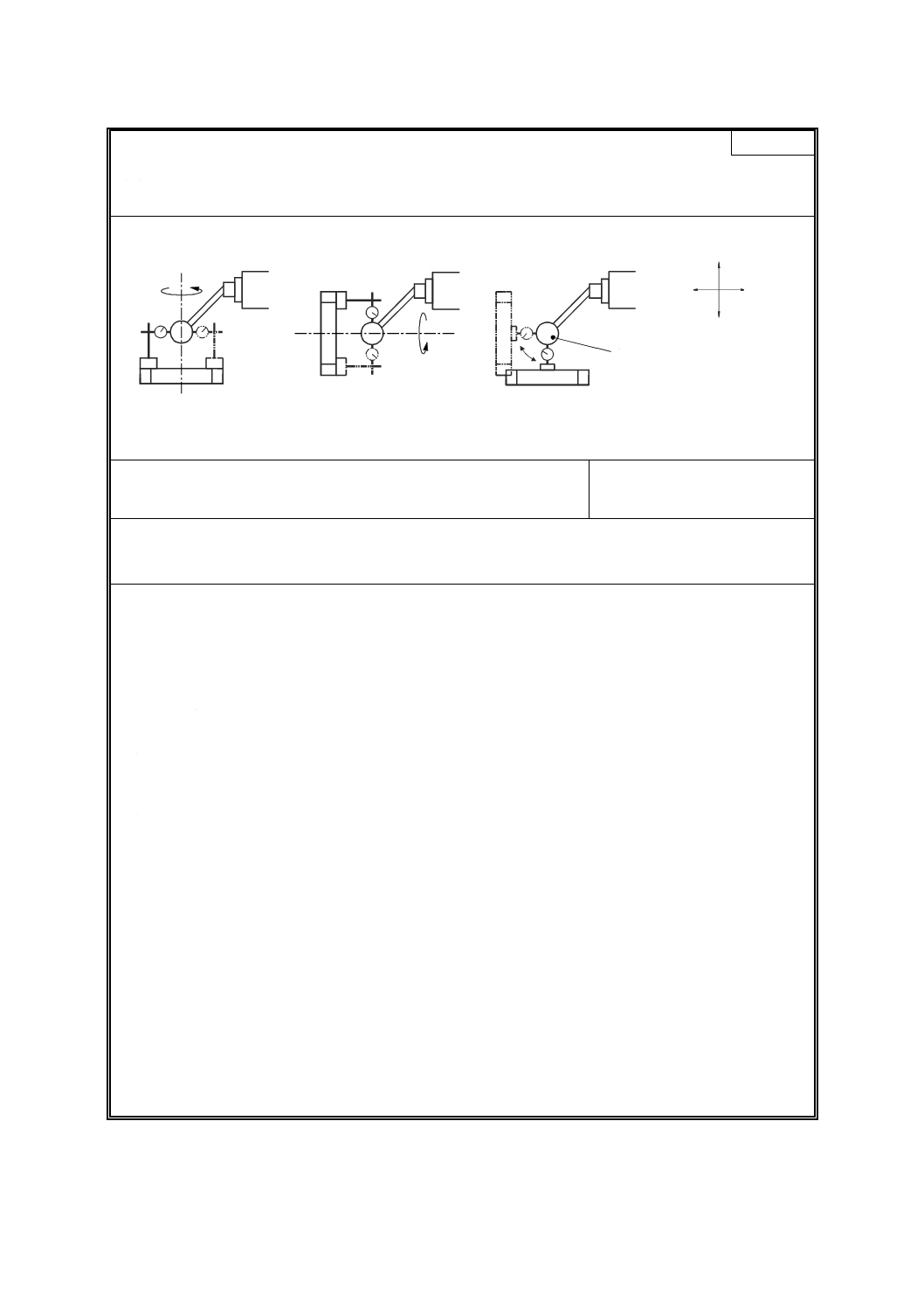
目的
ER2
回転テーブルの回転軸誤差運動の試験
a) X軸方向の半径方向誤差運動[EX(B)]
b) Z軸方向の半径方向誤差運動[EZ(B)]
c) B'軸の軸方向誤差運動[EY(B)]
d) X軸回りの傾斜方向誤差運動[EA(B)]
e) Z軸回りの傾斜方向誤差運動[EC(B)]
測定方法図
許容値1)
最高速度に対する百分率
10 % 50 % 100 %
a) 全半径方向誤差運動[EX(B)]
b) 全半径方向誤差運動[EZ(B)]
c) 全軸方向誤差運動[EY(B)]
d) 全傾斜方向誤差運動[EA(B)]
e) 全傾斜方向誤差運動[EC(B)]
注記 最低速度が最高速度の10 %よりも大きい場合には,テーブルは,最低速度で運転す
るのが望ましい。受渡当事者間の協定に基づき,これらの速度と異なる回転速度を選
択してもよい。
注1) 受渡当事者間で,この試験を行うことを協定した場合には,その協定に基づいてそれ
ぞれ許容値を決めるのが望ましい。将来の産業環境の発展によって,テーブル性能の
測定で確かなデータが利用できるようになったとき,この規格に許容値を規定するこ
ともあり得る。
測定値
a)
b)
c)
d)
e)
測定器
テストバー,非接触変位計及び角度測定器,又はテーブル回転軸の軸平均線上に僅かに偏心させて配列した二
つの基準球及び非接触変位計
測定手順(ISO 230-7参照)
この試験は,固定感度方向の試験である(ISO 230-7の5.4参照)
テーブルを旋削加工に使用する場合には,測定器を取り付けた後に,テーブルを最高速度の50 %の速度で10
分間暖機運転するのが望ましい。そうでない場合は,受渡当事者間の協定によるのが望ましい。
全誤差運動及び全誤差運動の値の定義は,ISO 230-7の3.5.1及び3.8.2を参照。
a),b) 全半径方向誤差運動の値[EX(B)及びEZ(B)](変位計4及び5を使用して)
半径方向誤差運動の測定は,ISO 230-7の5.4.3参照。
半径方向誤差運動は,テーブル上面にできるだけ近い位置で測定する(測定方法図の変位計4及び5)。
それぞれの半径方向誤差運動[EX(B)及びEZ(B)]については,最小二乗円(LSC)中心(ISO 230-7の
3.7.4)を使って全誤差運動の極座標線図(ISO 230-7の3.6.2)を提供するのが望ましい。
1〜5 変位計
69
B 6336-1:2018
c) 全軸方向誤差運動の値[EY(B)](変位計3を使用して)
軸方向誤差運動の測定は,ISO 230-7の5.4.4参照。
軸方向誤差運動[EY(B)]については,極座標(PC)中心(ISO 230-7の3.7.2)を使って全誤差運動の極座
標線図(ISO 230-7の3.6.2)を提供するのが望ましい。
d),e) 全傾斜方向誤差運動の値[EA(B)及びEC(B)](変位計2,5及び1,4を使用して)
傾斜方向誤差運動の測定は,ISO 230-7の5.4.5参照。傾斜方向誤差運動は,一つの非接触変位計を用
いて試験できる(ISO 230-7の5.4.5.2及び5.4.5.4参照)。
各傾斜方向誤差運動[EA(B)及びEC(B)]については,極座標(PC)中心(ISO 230-7の3.7.2参照)を
使って全誤差運動の極座標線図(ISO 230-7の3.6.2)を提供するのが望ましい。
これらの試験は,次の情報を記録するのが望ましい。
a
測定を行う半径方向,軸方向又は端面方向の位置
b
使用した全ての基準器,目標物及び取付具の識別
c
測定器の配置
d
試験中のテーブルと結合した直進軸又は回転軸の位置
e
感度方向の角度,例えば,軸方向,半径方向又は適切な中間の角度
f
測定結果の表示,例えば,誤差運動の値,極座標線図,時間軸表示,周波数軸表示
g
テーブルの回転速度(静的な誤差運動については,速度はゼロ)
h
テーブルの回転時間(秒)又は回数
i
適切な暖機運転又は慣らし運転
j
測定器の周波数応答。電子フィルタの特性のカットオフ周波数を含む。Hz又は1回転当たりのサイクル
数。デジタル式の測定器では,変位の分解能及びサンプリング周波数。
k
構造ループ:誤差運動を報告するテーブルに対する変位計の位置及び向きを含む。テーブルの軸及び基準
座標系の配置,及びこれらの対象物を結合する要素(JIS B 6190-1の3.3.1参照)。
l
測定日時
m 全ての測定器の形式及び校正状態
n
その他,室温のような測定に影響を及ぼす条件
傾斜運動の測定が必要でない場合(受渡当事者間の協定による。)は,三つの変位計(1,2及び3)を使用し,
テストバーを基準球に置き換えてもよい。
70
B 6336-1:2018
附属書F
(参考)
垂直B'軸回りに回転し,水平A'軸回りに傾斜する
テーブルの回転軸誤差運動(附属書C参照)
F.1
回転B'軸の回転誤差運動
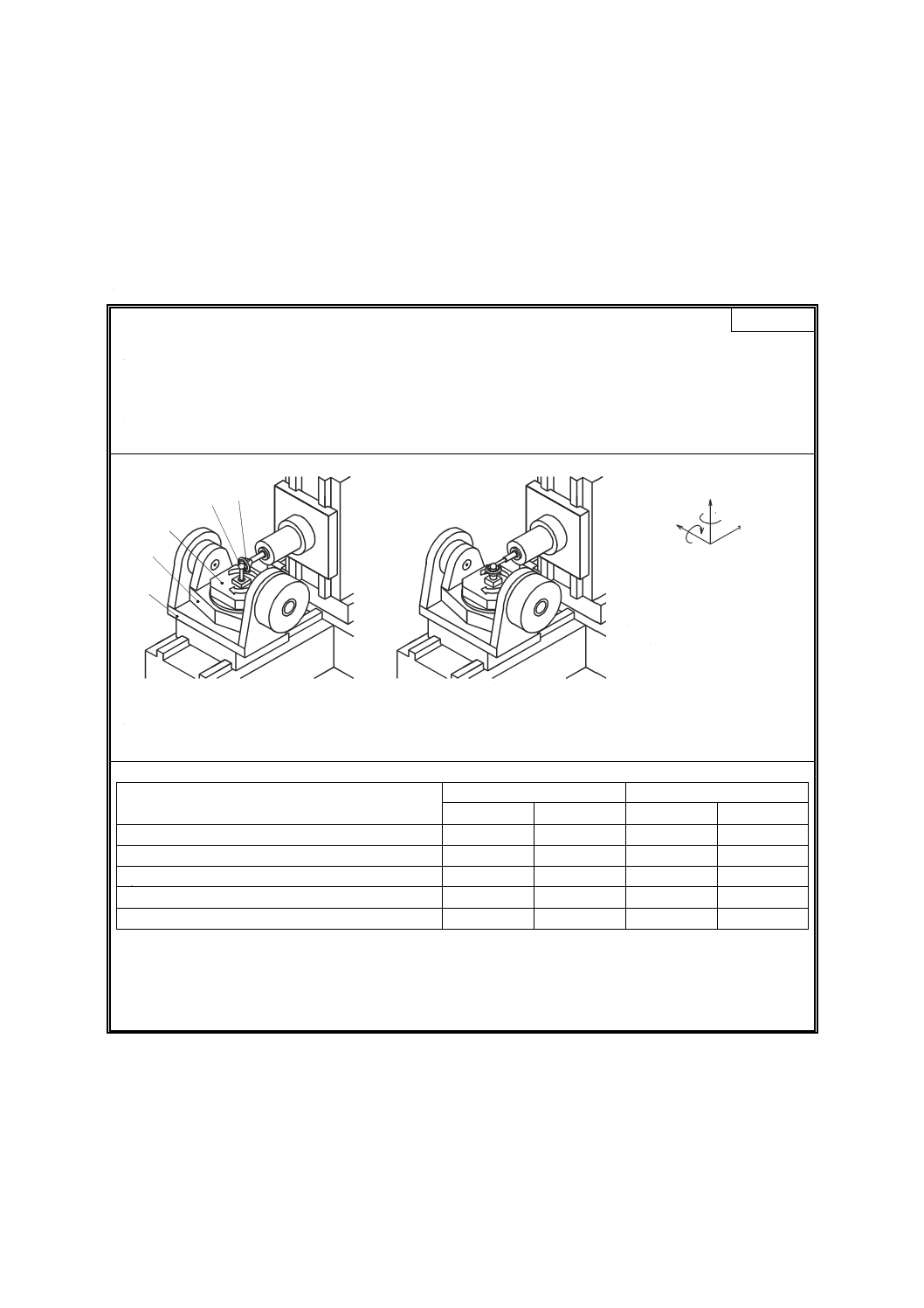
目的
FR1
工作テーブルの回転軸誤差運動(B'軸)の試験
a) X軸方向の半径方向誤差運動(EXB)
b) Z軸方向の半径方向誤差運動(EZB)
c) B'軸の軸方向誤差運動(EYB)
d) X軸回りの傾斜方向誤差運動(EAB)
e) Z軸回りの傾斜方向誤差運動(ECB)
測定方法図
1
5
4
2
3
+Z
+X
+Y
+B
+A
1 回転テーブル(B'軸)
2 揺りかご(A'軸)
3 トラニオン
4 基準球
5 3Dプローブ
構成1
構成2
注記 測定器の構成1では,3Dプローブを主軸に取り付け,基準球をテーブル上に取り付ける。構成2では,
3Dプローブをテーブルに取り付け,基準球を主軸に取り付ける。
許容値
CW
CCW
静的
連続
静的
連続
a) X軸方向の半径方向誤差運動(EXB)
b) Z軸方向の半径方向誤差運動(EZB)
c) B'軸の軸方向誤差運動(EYB)
d) X軸回りの傾斜方向誤差運動(EAB)
e) Z軸回りの傾斜方向誤差運動(ECB)
適用する許容値は,受渡当事者間の協定によるのが望ましい。
静的試験については,B'軸は,所定の角度ごと,例えば,30°ごとに停止させ,基準球の変位を測定する。連
続(準静的)試験については,球の変位は,十分に遅い速度又は通常の運転における代表的な速度でB'軸を回
転させながら測定する。回転テーブルの速度は,受渡当事者間の協定によるのが望ましい。試験した速度は,
報告するのが望ましい。
71
B 6336-1:2018
測定値
CW
CCW
静的
連続
静的
連続
a) X軸方向の半径方向誤差運動(EXB)
b) Z軸方向の半径方向誤差運動(EZB)
c) B'軸の軸方向誤差運動(EYB)
d) X軸回りの傾斜方向誤差運動(EAB)
e) Z軸回りの傾斜方向誤差運動(ECB)
テーブルの測定速度 min−1(r/min)
測定器
基準球及び3Dプローブ,又は測定器の構成1については,精密円筒,テストバー若しくは二つの基準球(例
えば,一つの軸上に離れて取り付けられた二つの基準球)及び複数の変位計。
3Dプローブ及び変位計は,接触式及び/又は非接触式でよい。
測定手順(ISO 230-7参照)
この試験は,固定感度方向で静的及び連続的に行う(ISO 230-7の5.4参照)。
測定は,一回の測定で時計回り(CW)と反時計回り(CCW)とを組み合わせて行うのが望ましい。回転軸の
同期及び非同期誤差運動を計算するために複数回,回転させて測定する。
主軸は,この試験では固定する。
基準球(例えば,構成1)又は3Dプローブの原点(例えば,構成2)は,B'軸の傾斜方向誤差運動の影響を
限定し,テーブルと主軸及び/又は3Dプローブとの干渉を避けて,できるだけテーブル上面に近づける。
基準球(例えば,構成1)又は3Dプローブ(例えば,構成2)は,3Dプローブの測定範囲内に基準球がとど
まるようにB'軸の回転軸近くに位置決めする。基準球又は3DプローブがB'軸の回転軸に十分に近づけて取り
付けることができない場合は,X軸及びZ軸を基準球に追従するように運動させる。
そのような場合は,回転軸の回転と直進軸による円運動との差(例えば,B'軸回転とX軸及びZ軸を合成し
た円運動との差)を,3Dプローブで測定したとき,測定された偏差は,B'軸の半径方向,傾斜方向及び軸方向
の運動誤差だけでなく,直進軸の誤差運動及びX軸,Z軸及びB'軸間の直角度誤差を含んでいる。この試験に
ついては,JIS B 6336-6のBK2参照。
半径方向誤差運動の測定は,ISO 230-7の5.4.3に記載のとおりで,最大値は全誤差運動の値に等しい。さら
に,それは同期誤差運動と非同期誤差運動とに分けることができる。半径方向誤差運動は,極座標表示する。
軸方向誤差運動の測定は,ISO 230-7の5.4.4に記載のとおりで,最大値は,全誤差運動の値に等しく,基本,
剰余,同期及び非同期誤差運動に分けることができる。軸方向誤差運動は,極座標表示する。
傾斜方向誤差運動の測定は,ISO 230-7の5.4.5に記載のとおりで,必要があれば,高さを変えて(測定器の
構成1については,軸付き基準球の軸の長さを変えるか,又はテストバーを使って変え,構成2については,
テーブル上に取り付ける3Dプローブの高さを変えて)求めた半径方向誤差運動を差し引き,高さの差で除すこ
とによってその値を得ることができる。これは,静的測定だけで行うことができる。傾斜方向誤差運動は,同
期・非同期誤差運動に分け,極座標表示する。
全誤差運動及び全誤差運動の値は,それぞれISO 230-7の3.5.1及び3.8.2に定義されており,対応する方向(例
えば,半径,傾斜又は軸方向)でのB'軸の最大誤差を表す。
構成1
3Dプローブは,主軸に取り付け,その測定軸は,機械のX軸,Y軸,Z軸に平行に合わせ,固定したままと
する。
構成2
3Dプローブの測定軸は,テーブル(すなわち,ワーク座標系による表現)とともに回転するが,B'軸をゼロ
位置にして機械のX軸,Y軸,Z軸と平行にする。
固定感度方向における半径方向(及び必要があれば傾斜方向)誤差運動を求めるためには,B'軸の回転に合わ
せるために座標変換が必要になる。例えば,3Dプローブの座標系は,機械座標系の向きと同じにしたままにす
る。
この試験をA'軸の回転軸上で行えない場合には,得られた結果に及ぼす影響を限定的にするために,この試
験を行う前に直進軸の誤差運動を補正することを推奨する。
注記 通常,両方の測定器の構成は,等価であり,いずれを選択するかは,取付けの容易さによる。
72
B 6336-1:2018
B'軸の位置及び向きが同じ測定装置の構成で評価できる場合は,工具長さが必要であり,その長さは十分な精
度で測定するのが望ましい(例えば,工具プリセッタを使って)。3DプローブのX軸方向へのオフセットは,
十分な精度でゼロ(又は既知)にするのが望ましい(JIS B 6336-6参照)。
この試験について,次の情報を記載するのが望ましい。
− 測定器の配置
− テーブル上の基準球中心の高さ(構成1について)(mm)
− テーブル上の3Dプローブ原点の高さ(構成2について)(mm)
− 測定していない他のA'軸,X軸,Y軸,及びZ軸の位置
− B'軸の測定範囲
− 回転の向き(一方向試験については,CW又はCCW)
− 使用した全ての基準器(例えば,基準球又はテストバー),3Dプローブ,取付具の識別
− 測定結果の表示(例えば,誤差運動の値,極座標線図,時間軸表示,B'軸の角度表示,周波数軸表示)
− テーブルの回転速度(静的誤差運動についてはゼロ)
− テーブル回転時間(秒)又は回転回数
− 暖機運転方法
− 使用した全ての測定器の校正状態
− 基準球又はテストバーの真円度誤差(mm)
− 3Dプローブの測定不確かさ(mm)
− 3Dプローブの校正の日付及び方法
− 測定日時
− 室温のような測定結果に影響を及ぼす可能性のある運転条件
構成1の場合は,基準球は,B'軸の傾斜方向誤差運動を直接求めるために,一度の取付けで高さを変え半径方
向誤差運動を同時測定ができる精密円筒又はテストバーに置き換えることができる。3Dプローブは,少なくと
も軸方向に離れた二つの半径方向変位計をもつ精密円筒による方法と互換性があるのが望ましい。
73
B 6336-1:2018
F.2
傾斜A'軸の回転誤差運動
目的
FR2
傾斜A'軸の回転軸誤差運動(テーブル上面がA'軸よりも低い場合)の試験
a) Y軸方向の半径方向誤差運動(EYA)
b) Z軸方向の半径方向誤差運動(EZA)
c) A'軸の軸方向誤差運動(EXA)
d) Y軸回りの傾斜方向誤差運動(EBA)
e) Z軸回りの傾斜方向誤差運動(ECA)
測定方法図
1
2
3
4
5
+Z
+X
+Y
+B
+A
1 回転テーブル(B'軸)
2 揺りかご(A'軸)
3 トラニオン
4 基準球
5 3Dプローブ
構成1
構成2
注記 測定器の構成1では,3Dプローブを主軸に取り付け,基準球をテーブル上に取り付ける。構成2では,
3Dプローブをテーブルに取り付け,基準球を主軸に取り付ける。
許容値
CW
CCW
静的
連続
静的
連続
a) Y軸方向の半径方向誤差運動(EYA)
b) Z軸方向の半径方向誤差運動(EZA)
c) A'軸の軸方向誤差運動(EXA)
d) Y軸回りの傾斜方向誤差運動(EBA)
e) Z軸回りの傾斜方向誤差運動(ECA)
適用する許容値は,受渡当事者間の協定によるのが望ましい。
静的試験については,A'軸は,所定の角度ごと,例えば,10°ごとに停止させ,基準球の変位を測定する。連
続(準静的)試験については,球の変位は,十分に遅い速度又は通常の運転における代表的な速度でB'軸を回
転させながら測定する。回転テーブルの速度は,受渡当事者間の協定によるのが望ましい。試験した速度は,
報告するのが望ましい。
測定値
CW
CCW
静的
連続
静的
連続
a) Y軸方向の半径方向誤差運動(EYA)
b) Z軸方向の半径方向誤差運動(EZA)
c) A'軸の軸方向誤差運動(EXA)
d) Y軸回りの傾斜方向誤差運動(EBA)
e) Z軸回りの傾斜方向誤差運動(ECA)
テーブルの測定速度 min−1(r/min)
測定器
基準球及び3Dプローブ,又は測定器の構成1については,精密円筒,テストバー若しくは二つの基準球(例
えば,一つの軸上に離れて取り付けられた二つの基準球)及び複数の変位計。
3Dプローブ及び変位計は,接触式及び/又は非接触式でよい。
74
B 6336-1:2018
測定手順(ISO 230-7参照)
この試験は,固定感度方向で静的及び連続的に行う(ISO 230-7の5.4参照)。
測定は,一回の測定で時計回りと反時計回りとを組み合わせて行うのが望ましい。回転軸の同期及び非同期
誤差運動を計算するために複数回円弧を測定する。
主軸は,この試験では固定する。
基準球(例えば,構成1)又は3Dプローブの原点(例えば,構成2)は,テーブルと主軸及び/又は3Dプロ
ーブとの干渉を避けて,A'軸の傾斜方向誤差運動の影響を制限するためにできるだけテーブル上面に近づける。
基準球(例えば,構成1)又は3Dプローブ(例えば,構成2)は,できるだけA'軸の回転軸近くに取り付け
る。
基準球(例えば,構成1)又は3Dプローブ(例えば,構成2)は,基準球が3Dプローブの測定範囲内にとど
まるようにA'軸の回転軸近くに位置決めする。基準球をA'軸の回転軸に十分に近づけて取り付けることができ
ない場合は,Y軸及びZ軸を基準球に追従するように運動させる。
必要があれば,機械は,A'軸の運動又は回転にY軸とZ軸とができる限り十分に追従するように指令する。
この運動の間,基準球と3Dプローブとの相対運動又は変位を測定する。
Y軸とZ軸とを追従させる場合には,二つの円運動(すなわち,A'軸の回転運動,及びY軸とZ軸とによる
円運動)の差を3Dプローブで測定する。測定された偏差は,A'軸の半径方向,傾斜方向及び軸方向の誤差運動
だけでなく,Y軸及びZ軸の直進軸の誤差運動,Y軸とZ軸との直角度,並びにY軸及びZ軸とB'軸との直角
度誤差を含んでいる。
半径方向誤差運動の測定は,ISO 230-7の5.4.3に記載のとおりで,最大値は,全誤差運動の値に等しい。さ
らに,それは,同期誤差運動と非同期誤差運動とに分けることができる。半径方向誤差運動は,極座標表示す
る。
軸方向誤差運動の測定は,ISO 230-7の5.4.4に記載のとおりで,最大値は,全誤差運動の値に等しく,基本,
剰余,同期及び非同期誤差運動に分けることができる。軸方向誤差運動は,極座標表示する。
傾斜方向誤差運動の測定は,ISO 230-7の5.4.5に記載のとおりで,必要があれば,X軸の位置を変えて(軸
付き基準球の軸の長さを変えるか,又はテストバーを使って変えて)求めた半径方向誤差運動を差し引き,高
さの差で除すことによってその値を得ることができる。これは,静的測定だけで行うことができる。傾斜方向
誤差運動は,同期・非同期誤差運動に分け,極座標表示する。
全誤差運動及び全誤差運動の値は,それぞれISO 230-7の3.5.1及び3.8.2に定義されており,対応する方向(例
えば,半径,傾斜又は軸方向)におけるA'軸の最大誤差を表す。
構成1
3Dプローブは,機械の主軸に取り付け,その測定の軸は,機械のX軸,Y軸,Z軸に平行に合わせ,固定し
たままとする。
構成2
3Dプローブの測定軸は,テーブル(すなわち,ワーク座標系による表現)とともに回転するが,A'軸をゼロ
位置にして機械のX軸,Y軸,Z軸と平行にする。
固定感度方向における半径方向(及び必要があれば傾斜方向)誤差運動を求めるためには,A'軸の回転に合わ
せるために座標変換が必要になる。例えば,3Dプローブの座標系は,機械座標系の向きと同じにしたままにす
る。
この試験をA'軸の回転軸上で行えない場合には,得られた結果に及ぼす影響を限定的にするために,この試
験を行う前に直進軸の誤差運動を補正することを推奨する。
注記 通常,両方の測定器の構成は,等価であり,いずれを選択するかは,取付けの容易さによる。
75
B 6336-1:2018
A'軸の位置及び向きが同じ測定装置の構成で評価できる場合は,工具長さが必要であり,その長さは十分な精
度で測定するのが望ましい(例えば,工具プリセッタを使って)。
3DプローブのY軸方向への(主軸の軸平均線に対する)オフセットは,十分な精度でゼロ(又は既知)にす
るのが望ましい(JIS B 6336-6参照)。
この試験について,次の情報を記載するのが望ましい。
− 測定器の配置
− テーブル上面から基準球中心及びA'軸までの高さ(構成1について)(mm)
− テーブル上面から3Dプローブ原点及びA'軸までの高さ(構成2について)(mm)
− 測定していない他のB'軸,X軸,Y軸及びZ軸の位置
− A'軸の測定範囲
− 回転の向き(一方向試験について,CW又はCCW)
− 使用した全ての基準器(例えば,基準球又はテストバー),3Dプローブ,取付具の識別
− 測定結果の表示(例えば,誤差運動の値,極座標表示,時間軸表示,A'軸の角度表示,周波数軸表示)
− 揺りかごの回転速度(静的誤差運動についてはゼロ)
− 揺りかごの回転時間(秒)又は回転回数
− 暖機運転方法
− 使用した全ての測定器の校正状態
− 基準球又はテストバーの真円度誤差(mm)
− 3Dプローブの測定不確かさ(mm)
− 3Dプローブの校正の日付及び方法
− 測定日時
− 室温のような測定結果に影響を及ぼす可能性のある運転条件
構成1の場合は,基準球は,A'軸の傾斜方向誤差運動を直接求めるために一度の取付けで高さを変え半径方向
誤差運動を同時測定ができる精密円筒又はテストバーに置き換えることができる。3Dプローブは,少なくとも
軸方向に離れた二つの半径方向変位計をもつ精密円筒による方法と互換性があるのが望ましい。
76
B 6336-1:2018
附属書G
(参考)
水平A'軸回りに回転し,垂直B'軸回りに旋回する
テーブルの回転軸誤差運動(附属書D参照)
G.1
回転A'軸の回転誤差運動
目的
GR1
工作テーブルの回転軸誤差運動(A'軸)の試験
a) Y軸方向の半径方向誤差運動(EYA)
b) Z軸方向の半径方向誤差運動(EZA)
c) A'軸の軸方向誤差運動(EXA)
d) Y軸回りの傾斜方向誤差運動(EBA)
e) Z軸回りの傾斜方向誤差運動(ECA)
測定方法図
1
2
4
3
+Z
+X
+Y
+B
+A
1 回転テーブル(A'軸)
2 旋回テーブル(B'軸)
3 基準球
4 3Dプローブ
構成1
構成2
注記 測定器の構成1では,3Dプローブを主軸に取り付け,基準球をテーブル上に取り付ける。構成2では,
3Dプローブをテーブルに取り付け,基準球を主軸に取り付ける。
許容値
CW
CCW
静的
連続
静的
連続
a) Y軸方向の半径方向誤差運動(EYA)
b) Z軸方向の半径方向誤差運動(EZA)
c) A'軸の軸方向誤差運動(EXA)
d) Y軸回りの傾斜方向誤差運動(EBA)
e) Z軸回りの傾斜方向誤差運動(ECA)
適用する許容値は,受渡当事者間の協定によるのが望ましい。
旋回テーブルの速度は,受渡当事者間の協定によるのが望ましい。連続(準静的)試験については,通常の
運転における代表的な速度で行うことを推奨する。試験した速度は,報告するのが望ましい。
77
B 6336-1:2018
測定値
CW
CCW
静的
連続
静的
連続
a) Y軸方向の半径方向誤差運動(EYA)
b) Z軸方向の半径方向誤差運動(EZA)
c) A'軸の軸方向誤差運動(EXA)
d) Y軸回りの傾斜方向誤差運動(EBA)
e) Z軸回りの傾斜方向誤差運動(ECA)
テーブルの測定速度:min−1(r/min)
測定器
基準球及び3Dプローブ,又は精密円筒,テストバー又は二つの基準球(例えば,一つの軸上に離れて取り付
けられた二つの基準球)及び複数の変位計
3Dプローブ及び変位計は,接触式及び/又は非接触式でよい。
測定手順(ISO 230-7参照)
この試験は,固定感度方向で静的及び連続的に行う(ISO 230-7の5.4参照)。
測定は,一回の測定で時計回りと反時計回りとを組み合わせて行うのが望ましい。回転軸の同期及び非同期
誤差運動を計算するために複数回,回転させて測定する。
主軸は,この試験では固定する。
基準球(例えば,構成1)又は3Dプローブの原点(例えば,構成2)は,テーブルと主軸及び/又は3Dプロ
ーブとの干渉を避けて,A'軸の傾斜方向誤差運動の影響を制限するためにできるだけテーブル上面に近づける。
基準球(例えば,構成1)又は3Dプローブ(例えば,構成2)は,3Dプローブの測定範囲内に基準球がとど
まるようにA'軸の回転軸近くに位置決めする。基準球又は3DプローブがA'軸の回転軸に十分に近づけて取り
付けることができない場合は,Y軸及びZ軸を基準球に追従するように運動させる。
必要があれば,機械は,A'軸の運動又は回転にY軸とZ軸とができる限りよく追従するように指令する。こ
の運動の間,基準球と3Dプローブとの間の相対運動又は変位を測定する。
Y軸とZ軸とを追従させる場合には,二つの円運動(すなわち,A'軸の回転運動,及びY軸とZ軸とによる
円運動)の差を3Dプローブで測定する。測定された偏差は,A'軸の半径方向,傾斜方向及び軸方向の誤差運動
だけでなく,Y軸及びZ軸の直進軸の誤差運動,Y軸とZ軸との直角度,並びにY軸及びZ軸とA'軸との直角
度誤差を含んでいる。
半径方向誤差運動の測定は,ISO 230-7の5.4.3に記載のとおりで,その最大値は,全誤差運動の値に等しく,
同期誤差運動と非同期誤差運動とに分けることができる。半径方向誤差運動は,極座標表示する。
軸方向誤差運動の測定は,ISO 230-7の5.4.4に記載のとおりで,その最大値は,全誤差運動の値に等しく,
基本,剰余,同期及び非同期誤差運動に分けることができる。軸方向誤差運動は,極座標表示する。
傾斜方向誤差運動の測定は,ISO 230-7の5.4.5に記載のとおりで,必要があれば,高さを変えて(軸付き基
準球の軸の長さを変えるか,又はテストバーを変えて)求めた半径方向誤差運動を差し引き,高さの差で除す
ことによってその値を得ることができる。傾斜方向誤差運動は,更に同期・非同期誤差運動に分けることがで
き,極座標表示する。
全誤差運動及び全誤差運動の値は,それぞれISO 230-7の3.5.1及び3.8.2に定義されており,対応する方向(例
えば,半径,傾斜又は軸方向)でのA'軸の最大誤差を表す。
構成1
3Dプローブは,主軸に取り付け,その測定軸は,機械のX軸,Y軸,Z軸に平行に合わせ,固定したままと
する。
構成2
3Dプローブの測定軸は,テーブル(すなわち,ワーク座標系による表現)とともに回転するが,A'軸をゼロ
位置にして機械のX軸,Y軸,Z軸と平行にする。
固定感度方向における半径方向(及び必要があれば傾斜方向)誤差運動を求めるためには,A'軸の回転に合わ
せるために座標変換が必要になる。例えば,3Dプローブの座標系は,機械座標系の向きと同じにしたままにする。
この試験をA'軸の回転軸上で行えない場合には,得られた結果に及ぼす影響を限定的にするために,この試
験を行う前に直進軸の誤差運動を補正することを推奨する。
注記 通常,両方の測定器の構成は,等価であり,いずれを選択するかは,取付けの容易さによる。
78
B 6336-1:2018
A'軸の位置及び向きが同じ測定装置の構成で評価できる場合は,工具長さが必要であり,その長さは十分な精
度で測定するのが望ましい(例えば,工具プリセッタを使って)。3DプローブのX軸方向へのオフセットは,
十分な精度でゼロ(又は既知)にするのが望ましい(JIS B 6336-6参照)。
この試験について,次の情報を記載するのが望ましい。
− 測定器の配置
− 基準球とテーブルとの間の距離(構成1について)(mm)
− 3Dプローブ原点とテーブルとの間の距離(構成2について)(mm)
− 測定していない他のB'軸,X軸,Y軸,及びZ軸の位置
− A'軸の測定範囲
− 回転の向き(一方向試験については,CW又はCCW)
− 使用した全ての基準器(例えば,基準球又はテストバー),3Dプローブ,取付具の識別
− 測定結果の表示(例えば,誤差運動の値,極座標表示,時間軸表示,A'軸の角度表示,周波数軸表示)
− テーブルの回転速度(静的誤差運動についてはゼロ)
− テーブル回転時間(秒)又は回数
− 暖機運転方法
− 使用した全ての測定器の校正状態
− 基準球又はテストバーの真円度誤差(mm)
− 3Dプローブの測定不確かさ(mm)
− 3Dプローブの校正の日付及び方法
− 測定日時
− 室温のような測定結果に影響を及ぼす可能性のある運転条件
構成1の場合は,基準球は,A'軸の傾斜方向誤差運動を直接求めるために,一度の取付けで高さを変え半径方
向誤差運動を同時測定ができる精密円筒又はテストバーに置き換えることができる。3Dプローブは,少なくと
も軸方向に離れた二つの半径方向変位計をもつ精密円筒による方法と互換性があるのが望ましい。
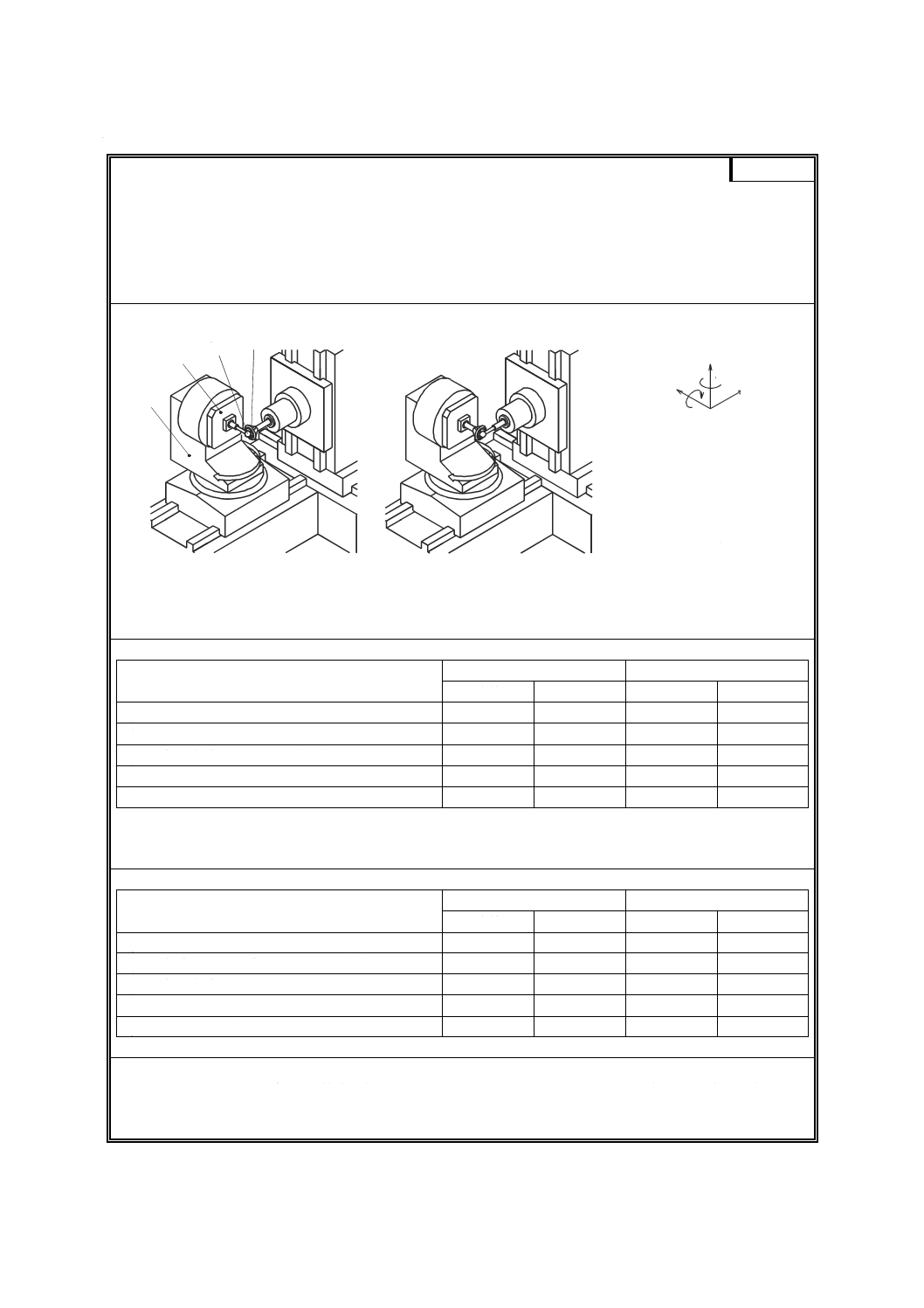
79
B 6336-1:2018
G.2
旋回B'軸の回転誤差運動
目的
GR2
旋回B'軸の回転軸誤差運動の試験
a) X軸方向の半径方向誤差運動(EXB)
b) Z軸方向の半径方向誤差運動(EZB)
c) B'軸の軸方向誤差運動(EYB)
d) X軸回りの傾斜方向誤差運動(EAB)
e) Z軸回りの傾斜方向誤差運動(ECB)
測定方法図
1
2
4
3
+Z
+X
+Y
+B
+A
1 回転テーブル(A'軸)
2 旋回テーブル(B'軸)
3 基準球
4 3Dプローブ
構成1
構成2
注記 測定器の構成1では,3Dプローブを主軸に取り付け,基準球をテーブル上に取り付ける。構成2では,
3Dプローブをテーブルに取り付け,基準球を主軸に取り付ける。
許容値
CW
CCW
静的
連続
静的
連続
a) X軸方向の半径方向誤差運動(EXB)
b) Z軸方向の半径方向誤差運動(EZB)
c) B'軸の軸方向誤差運動(EYB)
d) X軸回りの傾斜方向誤差運動(EAB)
e) Z軸回りの傾斜方向誤差運動(ECB)
適用する許容値は,受渡当事者間の協定によるのが望ましい。
旋回テーブルの速度は,受渡当事者間の協定によるのが望ましい。連続(準静的)試験については,通常の
運転における代表的な速度で行うことを推奨する。試験した速度は,報告するのが望ましい。
測定値
CW
CCW
静的
連続
静的
連続
a) X軸方向の半径方向誤差運動(EXB)
b) Z軸方向の半径方向誤差運動(EZB)
c) B'軸の軸方向誤差運動(EYB)
d) X軸回りの傾斜方向誤差運動(EAB)
e) Z軸回りの傾斜方向誤差運動(ECB)
テーブルの測定速度 min−1(r/min)
測定器
基準球及び3Dプローブ,又は精密円筒,テストバー若しくは二つの基準球(例えば,一つの軸上に離れて取
り付けられた二つの基準球)及び複数の変位計
3Dプローブ及び変位計は,接触式及び/又は非接触式でよい。
80
B 6336-1:2018
測定手順(ISO 230-7参照)
この試験は,固定感度方向で静的及び連続的に行う(ISO 230-7の5.4参照)。
測定は,一回の測定で時計回りと反時計回りとを組み合わせて行うのが望ましい。回転軸の同期及び非同期
誤差運動を計算するために複数回円弧を測定する。
主軸は,この試験では固定する。
基準球(例えば,構成1)又は3Dプローブの原点(例えば,構成2)は,テーブルと主軸及び/又は3Dプロ
ーブとの干渉を避けて,B'軸の傾斜方向誤差運動の影響を制限するためにできるだけB'軸の立て形トラニオン
テーブルに近づける。
基準球(例えば,構成1)又は3Dプローブ(例えば,構成2)は,3Dプローブの測定範囲内に基準球がとど
まるようにB'軸の回転軸近くに位置決めする。基準球又は3DプローブがB'軸の回転軸に十分に近づけて取り
付けることができない場合は,X軸及びZ軸を基準球に追従するように運動させる。
必要があれば,機械は,B'軸の運動又は回転にX軸とZ軸とができる限りよく追従するように指令する。こ
の運動の間,基準球と3Dプローブとの相対運動又は変位を測定する。
Y軸とZ軸とを追従させる場合には,二つの円運動(すなわち,B'軸の回転運動,及びX軸とZ軸とによる
円運動)の差を3Dプローブで測定する。測定された偏差は,B'軸の半径方向,傾斜方向及び軸方向の誤差運動
だけでなく,X軸及びZ軸の直進軸の誤差運動,X軸とZ軸との直角度,並びにX軸及びZ軸とB'軸との直角
度誤差を含んでいる。
半径方向誤差運動の測定は,ISO 230-7の5.4.3に記載のとおりで,最大値は,全誤差運動の値に等しく,同
期誤差運動と非同期誤差運動とに分けることができる。半径方向誤差運動は,極座標表示する。
軸方向誤差運動の測定は,ISO 230-7の5.4.4に記載のとおりで,最大値は,全誤差運動の値に等しく,基本,
剰余,同期及び非同期誤差運動に分けることができる。軸方向誤差運動は,極座標表示する。
傾斜方向誤差運動の測定は,ISO 230-7の5.4.5に記載のとおりで,必要があれば,Y軸位置(例えば,軸付
き基準球の軸長さを変えるか,又はテストバーを変えて)の差で求めた半径方向誤差運動を差し引き,高さの
差又は距離で除すことによってその値を得ることができる。さらに,傾斜方向誤差運動は,同期・非同期誤差
運動に分けて,極座標表示する。
全誤差運動及び全誤差運動の値は,それぞれISO 230-7の3.5.1及び3.8.2に定義されており,対応する方向(例
えば,半径,傾斜又は軸方向)におけるB'軸の最大誤差を表す。
構成1
3Dプローブは,機械の主軸に取り付け,その測定の軸は,機械のX軸,Y軸,Z軸に平行に合わせ,固定し
たままとする。
構成2
3Dプローブの測定軸は,テーブル(すなわち,ワーク座標系による表現)とともに回転し,B'軸をゼロ位置
にして機械のX軸,Y軸,Z軸と平行にする。
固定感度方向における半径方向(及び必要があれば傾斜方向)誤差運動を求めるためには,B'軸の回転に合わ
せるために座標変換が必要になる。例えば,3Dプローブの座標系は,機械座標系の向きと同じにしたままにす
る。
この試験をB'軸の回転軸上で行えない場合には,得られた結果に及ぼす影響を限定的にするために,この試
験を行う前に直進軸の誤差運動を補正することを推奨する。
注記 通常,両方の測定器の構成は,等価であり,いずれを選択するかは,取付けの容易さによる。
81
B 6336-1:2018
B'軸の位置及び向きが同じ測定装置の構成で評価できる場合は,工具長さが必要であり,その長さは十分な精
度で測定するのが望ましい(例えば,工具プリセッタを使って)。3DプローブのX軸方向へのオフセットは,
十分な精度でゼロ(又は既知)にするのが望ましい(JIS B 6336-6参照)。
この試験について,次の情報を記載するのが望ましい。
− 測定器の配置
− 基準球中心とテーブルとの間の距離(構成1について)(mm)
− 3Dプローブ原点とテーブルとの間の距離(構成2について)(mm)
− 測定していない他のA'軸,X軸,Y軸及びZ軸の位置
− B'軸の測定範囲
− 回転の向き(一方向試験について,CW又はCCW)
− 使用した全ての基準器(例えば,基準球又はテストバー),3Dプローブ,取付具の識別
− 測定結果の表示,例えば,誤差運動の値の,極座標表示,時間軸表示,B'軸の角度表示,周波数軸表示
− 旋回台の回転速度(静的誤差運動についてはゼロ)
− 旋回台の回転時間(秒)又は回転回数
− 暖機運転方法
− 使用した全ての測定器の校正状態
− 基準球又はテストバーの真円度誤差(mm)
− 3Dプローブの測定不確かさ(mm)
− 3Dプローブの校正の日付及び方法
− 測定日時
− 室温のような測定結果に影響を及ぼす可能性のある運転条件
構成1の場合は,基準球は,B'軸の傾斜方向誤差運動を直接求めるために一度の取付けで高さを変え半径方向
誤差運動を同時測定ができる精密円筒又はテストバーに置き換えることができる。3Dプローブは,少なくとも
軸方向に離れた二つの半径方向変位計をもつ精密円筒による方法と互換性があるのが望ましい。
82
B 6336-1:2018
参考文献
JIS B 6337:1998 工作機械用パレット−形状・寸法
注記 対応国際規格:ISO 8526-1:1990,Modular units for machine tools−Work holding pallets−Part 1:
Work holding pallets up to 800 mm nominal size,並びにISO 8526-2:1990,Modular units for machine
tools−Work holding pallets−Part 2: Work holding pallets of nominal size greater than 800 mm及び
Cor.1:1992(MOD)
ISO/DIS 17543-1:2017,Machines tools−Test conditions for universal spindle heads−Part 1: Accessory heads
for machines with horizontal spindle (horizontal Z-axis)
83
B 6336-1:2018
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 6336-1:2018 マシニングセンタ−試験条件−第1部:水平主軸をもつ機械
の幾何精度(水平Z軸)
ISO 10791-1:2015,Test conditions for machining centres−Part 1: Geometric tests for
machines with horizontal spindle (horizontal Z-axis)
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 一般事項
3.3
JISとほぼ同じ
変更
幾つかの幾何精度試験の代わりと
なるJIS B 6336-6のBK2及びCK2
の軸方向の運動試験について,
“CK2 b)”を“CK2 c)”へ,“BG6,
BG7,CG8,CG10,DG9及びDG11”
を“BG5,BG6,CG6,CG7,CG8,
DG6及びDG8”へ変更した。
CK2の軸方向の試験の記載が誤っ
ていたため,修正した。また,BK2
b)とCK2 c)に対応する平行度誤差
と直角度誤差の試験が誤っていた
ため,修正した。
次回のISO規格の改正時には,修
正することを提案する。
附属書A
(規定)
AG4 X軸運動とテー
ブルの基準との平行
度誤差の試験
AG4
JISとほぼ同じ
削除
目的b)に規定する“心出し穴間の中
心線(X軸方向にあれば)”は,削
除した。
この削除に伴い,測定方法図を修正
し,測定器欄からマスタピンを削除
し,さらに,測定手順欄から,X軸
方向に平行な心出し穴に関係する
記載を削除した。
また,測定方法図に描かれている直
定規を削除した。
X軸に平行な二つの心出し穴をも
つ形式のパレットは,パレットの
規格であるISO 8526-1及びISO
8526-2には規定されておらず,我
が国でも生産されていないことか
ら,我が国の実情に合わせて削除
した。また,測定方法図に記載さ
れている直定規については,測定
器欄及び測定手順欄に直定規に関
係して何も記載されていないこと
から直定規を削除した。
次回のISO規格改正時には削除す
ることを提案する。
5
B
6
3
3
6
-1
:
2
0
1
8
84
B 6336-1:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書A
(規定)
(続き)
AG5 Z軸運動とテー
ブルの基準との平行
度誤差の試験
AG5
JISとほぼ同じ
削除
及び
追加
目的a)に規定する“心出し穴間の中
心線(Z軸方向にあれば)”につい
ては,削除し,代わりに,“a)基準
溝又は基準T溝(Z軸方向にあれ
ば)”を加えた。
この変更に伴い,測定方法図を修正
し,測定器欄からマスタピンを削除
し,さらに,測定手順欄から,Z軸
方向に平行な心出し穴に関係する
記載を削除した。
また,測定方法図に描かれている直
定規を削除した。
Z軸に平行な二つの心出し穴をも
つ形式のパレットは,パレットの
規格であるISO 8526-1及びISO
8526-2には規定されておらず,我
が国でも生産されていないことか
ら,我が国の実情に合わせて削除
した。また,測定方法図に記載さ
れている直定規については,測定
器欄及び測定手順欄に直定規に関
係して何も記載されていないこと
から直定規を削除した。
基準溝又は基準T溝をもつパレッ
トがあることから追加した。
次回のISO規格改正時にはこれら
の削除,追加及び測定方法図の修
正を提案する。
附属書B
(規定)
BG1 テーブル中心
穴の振れ及び上面の
面振れの試験
BG1
JISとほぼ同じ
削除
測定方法図に描かれている長方形
パレットの図を削除した。
長方形パレットについては我が国
の実情に合わせて測定方法図から
削除した。
次回のISO規格改正時には削除す
ることを提案する。
5
B
6
3
3
6
-1
:
2
0
1
8
85
B 6336-1:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書B
(規定)
(続き)
BG3 X軸運動とB'=
0°におけるテーブ
ルの基準との平行度
誤差の試験
BG3
JISとほぼ同じ
削除
目的b)に規定する“心出し穴間の中
心線(X軸方向にあれば)”は,削
除した。
この変更に伴い,測定方法図を修正
し,測定器欄からマスタピンを削除
し,さらに,測定手順欄から,X軸
方向に平行な心出し穴に関係する
記載を削除した。
また,測定方法図に描かれている直
定規を削除した。
X軸に平行な二つの心出し穴をも
つ形式のパレットは,パレットの
規格であるISO 8526-1及びISO
8526-2には規定されておらず,我
が国でも生産されていないことか
ら,我が国の実情に合わせて削除
した。また,測定方法図に記載さ
れている直定規については,測定
器欄及び測定手順欄に直定規に関
係して何も記載されていないこと
から直定規を削除した。
次回のISO規格改正時には削除す
ることを提案する。
BG4 Z軸運動とB'=
0°におけるテーブ
ルの基準との平行度
誤差の試験
BG4
JISとほぼ同じ
削除
及び
追加
目的a)に規定する“心出し穴間の中
心線(Z軸方向にあれば)”につい
ては,削除し,代わりに,“a)基準
溝又は基準T溝(Z軸方向にあれ
ば)”を加えた。
この変更に伴い,測定方法図を修正
し,測定器欄からマスタピンを削除
し,さらに,測定手順欄から,Z軸
方向に平行な心出し穴に関係する
記載を削除した。
また,測定方法図に描かれている直
定規を削除した。
Z軸に平行な二つの心出し穴をも
つ形式のパレットは,パレットの
規格であるISO 8526-1及びISO
8526-2には規定されておらず,我
が国でも生産されていないことか
ら,我が国の実情に合わせて削除
した。また,測定方法図に記載さ
れている直定規については,測定
器欄及び測定手順欄に直定規に関
係して何も記載されていないこと
から直定規を削除した。
次回のISO規格改正時にはこれら
の削除,追加及び測定方法図の修
正を提案する。
5
B
6
3
3
6
-1
:
2
0
1
8
86
B 6336-1:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書B
(規定)
(続き)
BG6 Z軸運動とテー
ブル又はレシーバの
回転B'軸との直角度
誤差の試験
BG6
JISとほぼ同じ
追加
測定方法図に描かれている座標軸
に,角度αを追加し,座標軸をY
からBに変更した。
測定手順に,“角度αの値が,90°
よりも小さいか,等しいか,又は
大きいかを記録しなければならな
い。”と記載されているが,測定方
法図にαが描かれていないため,
追加した。
次回のISO規格改正時には,測定
方法図へのαの追加及び座標軸の
変更を提案する。
附属書C
(規定)
CG1 テーブル中心
穴の振れ及び上面の
面振れの試験
CG1
JISとほぼ同じ
削除
測定方法図に描かれている長方形
パレットの図を削除した。
長方形パレットについては我が国
の実情に合わせて測定方法図から
削除した。
CG3 X軸運動とA'
=0°及びA'=90°
におけるテーブルの
基準との平行度誤差
の試験
CG3
JISとほぼ同じ
削除
目的に規定する“心出し穴間の中心
線(長手方向にあれば)”を,削除
した。
この変更に伴い,測定方法図を修正
し,測定器欄からマスタピンを削除
し,さらに,測定手順欄から,X軸
方向に平行な心出し穴に関係する
記載を削除した。
X軸に平行な二つの心出し穴をも
つ形式のパレットは,パレットの
規格であるISO 8526-1及びISO
8526-2には規定されておらず,我
が国でも生産されていないことか
ら,我が国の実情に合わせて削除
した。
次回のISO規格改正時には削除す
ることを提案する。
CG4 Z軸運動と,水
平位置(A'=0°)か
つB'=0°における
テーブルの基準との
平行度誤差の試験
CG4
JISとほぼ同じ
削除
及び
追加
目的に規定する“心出し穴間の中心
線(Z軸方向にあれば)”について
は,削除し,代わりに,“a)基準溝
又は基準T溝(Z軸方向にあれば)”
を加えた。
この変更に伴い,測定方法図を修正
し,測定器欄からマスタピンを削除
し,さらに,測定手順欄から,Z軸
方向に平行な心出し穴に関係する
記載を削除した。
Z軸に平行な二つの心出し穴をも
つ形式のパレットは,パレットの
規格であるISO 8526-1及びISO
8526-2には規定されておらず,我
が国でも生産されていないことか
ら,我が国の実情に合わせて削除
した。
次回のISO規格改正時にはこれら
の削除,追加及び測定方法図の修
正を提案する。
5
B
6
3
3
6
-1
:
2
0
1
8
87
B 6336-1:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書C
(規定)
(続き)
CG5 Y軸運動と,垂
直位置(A'=−90°)
かつB'=0°におけ
るテーブルの基準と
の平行度誤差の試験
CG5
JISとほぼ同じ
削除
及び
追加
目的に規定する“心出し穴間の中心
線(Z軸方向にあれば)”について
は,削除し,代わりに,“a) 基準溝
又は基準T溝(Y軸方向にあれば)”
を加えた。
この変更に伴い,測定方法図を修正
し,測定器欄からマスタピンを削除
し,さらに,測定手順欄から,Z軸
方向に平行な心出し穴に関係する
記載を削除した。
Z軸に平行な二つの心出し穴をも
つ形式のパレットは,パレットの
規格であるISO 8526-1及びISO
8526-2には規定されておらず,我
が国でも生産されていないことか
ら,我が国の実情に合わせて削除
した。
次回のISO規格改正時にはこれら
の削除,追加及び測定方法図の修
正を提案する。
CG6 X軸運動とテー
ブル又はレシーバの
回転B'軸との直角度
誤差の試験
CG6
JISとほぼ同じ
追加
測定方法図に描かれている座標軸
に,角度αを追加し,座標軸をa)
ではYからBに,b)ではZからB,A'=
−90に変更した。
測定手順に,“角度αの値が,90°
よりも小さいか,等しいか,又は
大きいかを記録しなければならな
い。”と記載されているが,測定方
法図にαが描かれていないため,
追加した。
次回のISO規格改正時には,測定
方法図へのαの追加及び座標軸の
変更を提案する。
附属書D
(規定)
DG1 テーブル中心
穴の振れ及び上面の
面振れの試験
DG1
JISとほぼ同じ
削除
測定方法図に描かれている長方形
パレットの図を削除した。
長方形パレットについては我が国
の実情に合わせて測定方法図から
削除した。
DG3 X軸運動とテー
ブルの基準との平行
度誤差の試験
DG3
JISとほぼ同じ
削除
目的に規定する“心出し穴間の中心
線(長手方向にあれば)”は,削除
した。
この変更に伴い,測定方法図を修正
し,測定器欄からマスタピンを削除
し,さらに,測定手順欄から,X軸
方向に平行な心出し穴に関係する
記載を削除した。
X軸に平行な二つの心出し穴をも
つ形式のパレットは,パレットの
規格であるISO 8526-1及びISO
8526-2には規定されておらず,我
が国でも生産されていないことか
ら,我が国の実情に合わせて削除
した。
次回のISO規格改正時には削除す
ることを提案する。
5
B
6
3
3
6
-1
:
2
0
1
8
88
B 6336-1:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書D
(規定)
(続き)
DG4 Z軸運動と,
A'=0°におけるテー
ブルの基準との平行
度誤差の試験
DG4
JISとほぼ同じ
削除
目的に規定する“心出し穴間の中心
線(Z軸方向にあれば)”について
は,削除した。
この変更に伴い,測定方法図を修正
し,測定器欄からマスタピンを削除
し,さらに,測定手順欄から,Z軸
方向に平行な心出し穴に関係する
記載を削除した。
Z軸に平行な二つの心出し穴をも
つ形式のパレットは,パレットの
規格であるISO 8526-1及びISO
8526-2には規定されておらず,我
が国でも生産されていないことか
ら,我が国の実情に合わせて削除
した。
次回のISO規格改正時にはこれら
の削除,追加及び測定方法図の修
正を提案する。
DG5 Y軸運動とテー
ブルの基準との平行
度誤差の試験
DG5
JISとほぼ同じ
削除
目的に規定する“心出し穴間の中心
線(Z軸方向にあれば)”について
は,削除し,代わりに,“a) 基準溝
又は基準T溝(Z軸方向にあれば)”
を加えた。
この変更に伴い,測定方法図を修正
し,測定器欄からマスタピンを削除
し,さらに,測定手順欄から,Z軸
方向に平行な心出し穴に関係する
記載を削除した。
Z軸に平行な二つの心出し穴をも
つ形式のパレットは,パレットの
規格であるISO 8526-1及びISO
8526-2には規定されておらず,我
が国でも生産されていないことか
ら,我が国の実情に合わせて削除
した。
次回のISO規格改正時にはこれら
の削除,追加及び測定方法図の修
正を提案する。
附属書E
(参考)
測定手順(ISO 230-7
参照)
ER1
及び
ER2
JISとほぼ同じ
変更
対応国際規格を制定するときに,測
定手順欄で参照している国際規格
ISO 230-7:−が完成していなかった
ために,2015年に正式発行された
ものと箇条番号が異なってしまっ
た。そのため,この規格ではISO
230-7:2015の正しい箇条番号を参
照するように変更した。
なお,JIS B 6190-7は,ISO
230-7:2015と一致している。
対応国際規格の参照箇条番号は,
明らかな間違いであり,次回の
ISO規格改正時に参照する箇条番
号の修正を提案する。
5
B
6
3
3
6
-1
:
2
0
1
8
89
B 6336-1:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書E
(参考)
(続き)
測定手順(ISO 230-7
参照)
ER2
JISとほぼ同じ
追加
ER1の測定手順のkの構造ループ
において,“(ISO 230-1:2012の
3.3.1参照)”と記載されているが,
ER2では,構造ループに参照の記載
がないため,対応するJISの箇条番
号として,“JIS B 6190-1の3.3.1参
照”を追加した。
次回のISO規格改正時に参照する
箇条番号の追加を提案する。
附属書F
(参考)
測定手順(ISO 230-7
参照)
FR1
及び
FR2
JISとほぼ同じ
変更
対応国際規格を制定するときに,測
定手順欄で参照している国際規格
ISO 230-7:−が完成していなかった
ために,2015年に正式発行された
ものと箇条番号が異なってしまっ
た。そのため,この規格ではISO
230-7:2015の正しい箇条番号を参
照するように変更した。
なお,JIS B 6190-7は,ISO
230-7:2015と一致している。
対応国際規格の参照箇条番号は,
明らかな間違いであり,次回の
ISO規格改正時に参照する箇条番
号の修正を提案する。
附属書G
(参考)
測定手順(ISO 230-7
参照)
GR1
及び
GR2
JISとほぼ同じ
変更
対応国際規格を制定するときに,測
定手順欄で参照している国際規格
ISO 230-7:−が完成していなかった
ために,2015年に正式発行された
ものと箇条番号が異なってしまっ
た。そのため,この規格ではISO
230-7:2015の正しい箇条番号を参
照するように変更した。
なお,JIS B 6190-7は,ISO
230-7:2015と一致している。
対応国際規格の参照箇条番号は,
明らかな間違いであり,次回の
ISO規格改正時に参照する箇条番
号の修正を提案する。
JISと国際規格との対応の程度の全体評価:ISO 10791-1:2015,MOD
5
B
6
3
3
6
-1
:
2
0
1
8
90
B 6336-1:2018
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
5
B
6
3
3
6
-1
:
2
0
1
8