B 6331-7:2006 (ISO 13041-7:2004)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本工作機械工業会(JMTBA)/財団
法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業
標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによってJIS B 6331:1986は廃止され,この規格群に置き換えられる。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 13041-7:2004,Test conditions for
numerically controlled turning machines and turning centres−Part 7: Evaluation of contouring performance in the
coordinate planesを基礎として用いた。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS B 6331の規格群には,次に示す部編成がある。
JIS B 6331-1 第1部:水平工作主軸をもつ機械の静的精度
JIS B 6331-2 第2部:垂直工作主軸をもつ機械の静的精度(予定)
JIS B 6331-3 第3部:逆さ工作主軸をもつ機械の静的精度(予定)
JIS B 6331-4 第4部:直進及び回転運動軸の位置決め精度
JIS B 6331-5 第5部:送り速度,主軸速度及び補間運動の精度(予定)
JIS B 6331-6 第6部:工作精度検査
JIS B 6331-7 第7部:座標平面内における輪郭性能の評価
JIS B 6331-8 第8部:熱変形試験
B 6331-7:2006 (ISO 13041-7:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 2
4. 一般事項 ························································································································ 2
4.1 JIS B 6191及びJIS B 6194の引用 ······················································································ 2
4.2 検査の順序 ··················································································································· 2
4.3 実施する検査 ················································································································ 2
4.4 検査していない直進軸の位置···························································································· 2
4.5 測定器 ························································································································· 3
4.6 結果の表示 ··················································································································· 3
5. 記録すべき情報 ··············································································································· 3
5.1 一般 ···························································································································· 3
5.2 機械を特定するデータ ···································································································· 3
5.3 検査を特定するデータ ···································································································· 3
5.4 供給者/製造業者と使用者との間で協定すべき事項 ······························································ 3
参考文献 ····························································································································· 4
1
B 6331-7:2006 (ISO 13041-7:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6331-7:2006
(ISO 13041-7:2004)
数値制御旋盤及びターニングセンタ−検査条件−
第7部:座標平面内における輪郭性能の評価
Test conditions for numerically controlled turning machines and turning
centres−Part 7: Evaluation of contouring performance in the
coordinate planes
序文 この規格は,2004年に第1版として発行されたISO 13041-7,Test conditions for numerically controlled
turning machines and turning centres−Part 7: Evaluation of contouring performance in the coordinate planesを翻訳
し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
この規格の目的は,比較,受渡し,保守及び他の目的のために実行される静的精度,位置決め精度,輪
郭精度,熱影響及び工作精度検査に関して,できる限り幅広く,かつ,理解しやすい情報を提供すること
である。
この規格群は,JIS B 6191,JIS B 6192,JIS B 6193,JIS B 6194及びJIS B 6195“工作機械の試験方法
通則”の関連部分を参照して,単独で又はフレキシブル生産システムで統合して使用する心押台をもつ又
は心押台をもたないNC旋盤及びターニングセンタの検査について規定する。また,この規格は,普通精
度のはん(汎)用NC旋盤及びターニングセンタの検査方法及び許容値についても規定している。
1. 適用範囲 この規格は,円運動試験を行い,半径偏差及び真円偏差を評価し,数値制御旋盤(以下,
NC旋盤という。)及びターニングセンタの輪郭性能を検査する方法について規定する。
備考 円運動測定は,JIS B 6191の6.6に規定するように異なる方法で実行することができ,回転す
る1次元変位計及びテストバーによる方法,基準円盤及び2次元変位計による方法,又はボー
ルバーによる方法がある。これらの方法と,精度が同等以上の測定器を適用してもよい。
円弧経路上の代表的な機械偏差の影響は,JIS B 6194の附属書Bによる。
この規格の円運動試験による検査の考え方は,機械の1座標平面ごとに一つの位置と一つの送り速度と
で円運動を行った後に,反対方向に円運動を一度繰り返して行うことである。
この規格は,測定した円弧形状の偏差の原因について分析する手段を提供することではなく,工作機械
の定期的な検査のための方法を使用者に提供することを目的としている。
工作機械が受取検査に合格した後に,この規格の検査を実行し,定期点検における比較の基礎としてこ
れらの結果を使用することを推奨する。したがって,初期の測定結果からの許容できる偏差は,使用者が
決めなければならない。
検査が受渡目的に使用される場合には,製造業者と使用者とは検査のために特定の直径,送り量,及び
許容値について協定しなければならない。
備考 ISO 13041-5 “送り速度,主軸速度及び補間の精度”には,検査事項K4に円運動試験がある。
その目的は,一つの直径に対して二通りの送り速度で二つの直進軸(一般に,X及びZ)の相
2
B 6331-7:2006 (ISO 13041-7:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
互の挙動を検査することである。これは,多かれ少なかれ円弧補間に対して行う診断テストで
あるが,この規格の円運動試験は,機械の総合的な輪郭性能に関する情報を与える。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 13041-7:2004,Test conditions for numerically controlled turning machines and turning centres−
Part 7: Evaluation of contouring performance in the coordinate planes (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 6191 工作機械−静的精度試験方法及び工作精度試験方法通則
備考 ISO 230-1:1996,Test code for machine tools−Part 1: Geometric accuracy of machines operating
under no-load or finishing conditionsからの引用事項は,この規格の該当事項と同等である。
JIS B 6194 工作機械−数値制御による円運動精度試験方法通則
備考 ISO 230-4:1996,Test code for machine tools−Part 4: Circular tests for numerically controlled
machine toolsが,この規格と一致している。
JIS B 6331-1 数値制御旋盤及びターニングセンタ−検査条件−第1部:水平工作主軸をもつ機械の静
的精度
備考 ISO 13041-1:2004,Test conditions for numerically controlled turning machines and turning centres
−Part 1: Geometric tests for machines with a horizontal workholding spindleからの引用事項は,こ
の規格の該当事項と同等である。
3. 定義 この規格で用いる主な用語の定義は,JIS B 6331-1による。
4. 一般事項
4.1
JIS B 6191及びJIS B 6194の引用 特に検査前の機械の据付け,機械の暖機運転,測定方法の記述,
評価,測定器の推奨精度及び結果の表示については,JIS B 6191及びJIS B 6194による。
4.2
検査の順序 円運動検査は,XZ平面内及び適用できる場合には,ほかの座標平面内(例えば,XY
平面,YZ平面,X2 Z2平面及びY2 Z2平面)で実行する。この規格に示す検査の順序は,実際の検査の順
序を決めるものではない。測定器の取付け及び検査が容易にできるように,検査は,どのような順序で行
ってもよい。
4.3
実施する検査 機械を検査するときは,必ずしもこの規格に示したすべての検査を行う必要はない。
この検査が受渡しのために必要なとき,使用者は,製造業者との協定に基づいて関心のある機械の構成要
素及び/又は特性に関係する検査事項を選択してもよい。検査事項は,機械を発注するときに明確にしな
ければならない。実施する検査事項の指定がなく,また,その検査に要する経費についての協定もない状
態でこの規格を受取検査に引用するだけでは,受渡当事者相互間を拘束することにはならない。
4.4
検査していない直進軸の位置 輪郭性能の検査をしている間,検査に関係しない基本的な直進運動
軸は,できるだけ移動範囲の中央に置くか,又は測定に影響する構成要素のたわみを最小にするような位
置に置かなければならない。繰出し主軸及びラムのような補助軸は,引っ込めなければならない。
3
B 6331-7:2006 (ISO 13041-7:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5
測定器 JIS B 6191の6.63に従って,例えば,回転する1次元変位計,基準円盤及び2次元変位計,
又はボールバー。
半径偏差の測定においては,測定器の基準寸法が分かっていなければならない。
4.6
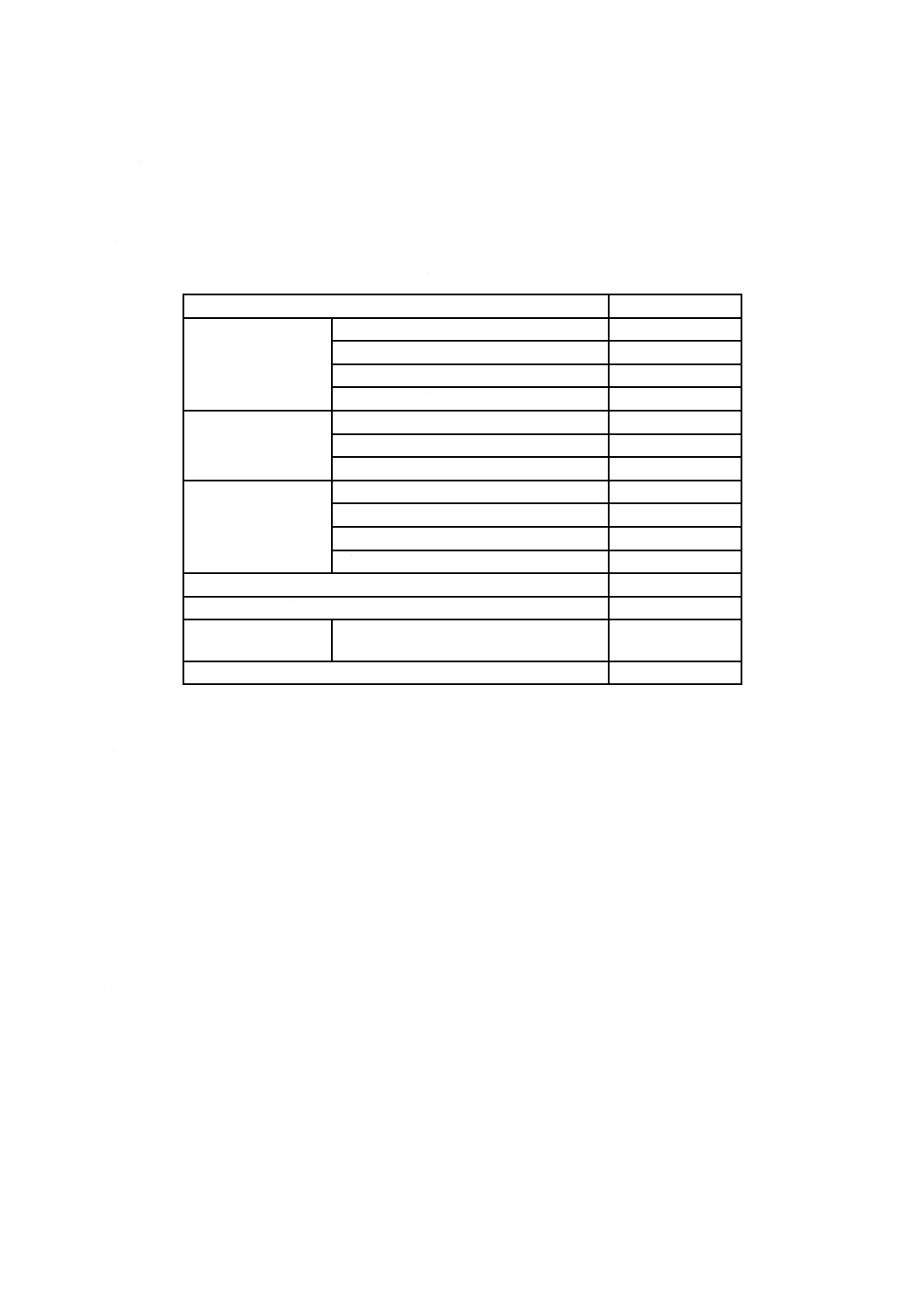
結果の表示 表1は,結果の表示形式の例で,結果は,JIS B 6194に規定するように,図示するの
が望ましい。
表 1 結果の表示
測定条件
記録した偏差
検査事項
設定経路の直径
輪郭送り速度
輪郭送りの向き
試験している軸
測定器の配置
円の中心
工具基準に対するオフセット
工作物基準に対するオフセット
データ収集方法
始点
終点
測定点数 (デジタルだけ)
データ円滑化処理
使用した補正
試験していない軸の位置:
半径偏差 F
Fmax
Fmin
真円偏差 G
5. 記録すべき情報
5.1
一般 この規格に従って行った検査の報告書には,5.2〜5.4に規定する事項を記録しなければなら
ない。
5.2
機械を特定するデータ
a) 製造業者名
b) 製造年(可能な場合)
c) 形式及び製造番号
5.3
検査を特定するデータ
a) 検査の日付及び場所
b) 検査を行った会社名及び担当者名
c) 使用した測定器の製造業者名,形式及び製造番号を含む一覧表
5.4
供給者/製造業者と使用者との間で協定すべき事項
a) 機械を検査する前の暖機運転の手順
b) 検査事項
c) 真円偏差G及び/又は半径偏差Fのうち,必要なデータ,及び提示しなければならないデータ
d) 半径偏差Fを測定する角度が360°以外の範囲の場合
4
B 6331-7:2006 (ISO 13041-7:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS B 0181 産業オートメーションシステム−機械の数値制御−用語
備考 ISO 2806:1994,Industrial automation systems−Numerical control of machines−Vocabulary (IDT)
[2] JIS B 6192 工作機械−数値制御による位置決め精度試験方法通則
備考 ISO 230-2:1997/Cor.1:1999,Test code for machine tools−Part 2: Determination of accuracy and
repeatability of positioning of numerically controlled axes (MOD)
[3] JIS B 6193 工作機械−熱変形試験方法通則
備考 ISO 230-3:2001,Test code for machine tools−Part 3: Determination of thermal effects (MOD)
[4] JIS B 6195 工作機械−騒音放射試験方法通則
備考 ISO 230-5:2000,Test code for machine tools−Part 5: Determination of the noise emission (IDT)
[5] JIS B 6202 普通旋盤−精度検査
備考 ISO 1708:1989,Acceptance conditions for general purpose parallel lathes−Testing of the accuracy
(MOD)
[6] JIS B 6217 タレット旋盤及び単軸自動旋盤−精度検査
備考 ISO 6155:1998,Machine tools−Test conditions for horizontal spindle turret and single spindle
automatic lathes−Testing of the accuracy (MOD)
[7] ISO/DIS 13041-5 Test conditions for numerically controlled turning machines and turning centres−Part 5:
Accuracy of feeds, speeds and interpolations