B 6331-6:2013 (ISO 13041-6:2009)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 一般事項························································································································· 2
3.1 測定単位 ······················································································································ 2
3.2 JIS B 6191の引用 ··········································································································· 2
3.3 検査の順序 ··················································································································· 2
3.4 実施する検査 ················································································································ 2
3.5 測定器 ························································································································· 3
3.6 試験片の取付け ············································································································· 3
3.7 試験片の材料,工具及び切削条件······················································································ 3
3.8 試験片の大きさ ············································································································· 3
3.9 記録する情報 ················································································································ 3
3.10 機械の大きさの区分 ······································································································ 3
4 工作精度試験 ··················································································································· 5
参考文献 ···························································································································· 12
B 6331-6:2013 (ISO 13041-6:2009)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
工作機械工業会(JMTBA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業
規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業
規格である。
これによって,JIS B 6331-6:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 6331の規格群には,次に示す部編成がある。
JIS B 6331-1 第1部:水平工作主軸をもつ機械の静的精度
JIS B 6331-2 第2部:垂直工作主軸をもつ機械の静的精度
JIS B 6331-3 第3部:逆さ工作主軸をもつ機械の静的精度
JIS B 6331-4 第4部:直進及び回転運動軸の位置決め精度
JIS B 6331-5 第5部:送り速度,主軸速度及び補間運動の精度
JIS B 6331-6 第6部:工作精度検査
JIS B 6331-7 第7部:座標平面内における輪郭性能の評価
JIS B 6331-8 第8部:熱変形試験
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6331-6:2013
(ISO 13041-6:2009)
数値制御旋盤及びターニングセンタ−検査条件−
第6部:工作精度検査
Test conditions for numerically controlled turning machines and turning
centres-Part 6: Accuracy of a finished test piece
序文
この規格は,2009年に第2版として発行されたISO 13041-6を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
この工作機械は,静止工具に対する工作物の回転を主運動とし,工具ではなく工作物の回転によって切
削エネルギーを与える数値制御工作機械である。この機械は,JIS B 6331-1に規定する自動機能を提供す
る数値制御(NC)によって制御が行われるもので,単軸及び多軸の形式のものがある。
ターニングセンタは,動力で駆動する工具主軸を備え,工作主軸をその軸周りに割出しできる能力を備
えたNC旋盤である。この機械は,工具マガジンを備え工具を交換できる機能をもつものもある。
この規格の目的は,比較,受渡し,保守及び他の目的のために実行される静的精度,位置決め精度,輪
郭精度,熱影響及び工作精度検査に関して,できる限り幅広く,かつ,理解しやすい情報を提供すること
である。
この規格は,JIS B 6191の関連する箇条を引用して,単独で又はフレキシブル生産システムで統合して
使用する心押台をもつ又はもたない数値制御旋盤及びターニングセンタの検査について規定する。また,
この規格は,普通精度の汎用の数値制御旋盤及びターニングセンタの検査事項に対応する許容値について
も規定する。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にない事項である。
1
適用範囲
この規格は,JIS B 6191に基づいて,標準試験片の仕上げ条件下で行う一連の工作精度検査方法につい
て規定する。また,その試験片の特徴及び寸法についても規定する。
この規格は,機械の工作精度を評価するために必要最小限の条件を提供することを意図している。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 13041-6:2009,Test conditions for numerically controlled turning machines and turning centres−
Part 6: Accuracy of a finished test piece(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
2
B 6331-6:2013 (ISO 13041-6:2009)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
引用規格は,記載の年の版を適用し,その後の改正版(追補を含む。)は適用しない。
JIS B 0021:1998 製品の幾何特性仕様(GPS)−幾何公差表示方式−形状,姿勢,位置及び振れの公
差表示方式
注記 対応国際規格:ISO 1101:2004,Geometrical product specifications (GPS)−Geometrical tolerancing
−Tolerances of form, orientation, location and run-out(IDT)
JIS B 6191:1999 工作機械−静的精度試験方法及び工作精度試験方法通則
注記 対応国際規格:ISO 230-1:1996,Test code for machine tools−Part 1: Geometric accuracy of
machines operating under no-load or finishing conditions(MOD)
JIS B 6331-1:2006 数値制御旋盤及びターニングセンタ−検査条件−第1部:水平工作主軸をもつ機
械の静的精度
注記 対応国際規格:ISO 13041-1:2004,Test conditions for numerically controlled turning machines and
turning centres−Part 1: Geometric tests for machines with a horizontal workholding spindle(IDT)
JIS B 6331-2:2013 数値制御旋盤及びターニングセンタ−検査条件−第2部:垂直工作主軸をもつ機
械の静的精度
注記 対応国際規格:ISO 13041-2:2008,Test conditions for numerically controlled turning machines and
turning centres−Part 2: Geometric tests for machines with a vertical workholding spindle(IDT)
JIS B 6331-3:2013 数値制御旋盤及びターニングセンタ−検査条件−第3部:逆さ工作主軸をもつ機
械の静的精度
注記 対応国際規格:ISO 13041-3:2009,Test conditions for numerically controlled turning machines and
turning centres−Part 3: Geometric tests for machines with inverted vertical workholding spindles
(MOD)
3
一般事項
3.1
測定単位
この規格では,長さ,長さの偏差及び許容値は,ミリメートル(mm)で表す。角度は,度(°)で表
し,角度の偏差及び許容値は,長さの比(例えば,0.00x/1 000)で表すが,場合によってはマイクロラジ
アン(μrad)又は秒(″)を使用することがある。ただし,これらの間には,次の関係がある。
0.010/1 000=10×10−6=10 μrad≒2″
3.2
JIS B 6191の引用
この規格を適用するに当たって,特に検査前の機械の据付け,機械の暖機運転,測定方法,評価及び結
果の表示方法については,JIS B 6191による。
3.3
検査の順序
この規格に示す検査の順序は,実際の検査の順序を決めるものではない。
3.4
実施する検査
機械を検査するときは,必ずしもこの規格に規定した全ての検査を行う必要はない。又は行うことがで
きない。この検査が受渡しのために必要なとき,使用者は,製造業者との協定に基づいて関心のある機械
の構成要素及び/又は特性に関係する検査事項を選択してもよい。検査事項は,機械を発注するときに明
確にしなければならない。実施する検査事項の指定がなく,また,その検査に要する経費についての協定
もない状態でこの規格を受取検査に引用するだけでは,受渡当事者相互間を拘束することにはならない。
3
B 6331-6:2013 (ISO 13041-6:2009)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
可動式クロスレールをもつ機械を検査するときには,クロスレールの位置を,動きの中央又は受渡当事
者間で協定した位置に固定する場合は,この規格に規定する許容値を適用する。
3.5
測定器
箇条4の測定器欄に示す測定器は,例としてだけ示したものである。同じ物理量が測定でき,少なくと
も同じ精度をもつ他の測定器を使用してもよい。使用する変位計の目量は,0.001 mm又はそれよりも小さ
いものでなければならない。JIS B 0641-1,ISO 14253-2及びISO/TR 16015を参照。
3.6
試験片の取付け
試験片は,最も安定するように,取付具又はチャックに適切に固定しなければならない。取付具及び試
験片の取付け面は,平面又は円筒状であることが望ましい。可能な場合には,適切な他の取付け手段を使
用してもよい。
注記 試験片の固定方法は,試験結果に重要な影響を及ぼすことがある。したがって,チャックの爪
の形式,数,把持力などの試験片の固定方法に関係する要因については,注意する。
3.7
試験片の材料,工具及び切削条件
試験片の材料,工具及び切削条件は,受渡当事者間の協定によることとし,その内容を記録しなければ
ならない。試験片の材料は,適切な材料記号を使って指定しなければならない。
3.8
試験片の大きさ
一つの試験片を数回の検査にわたって使用すると,外形寸法は徐々に小さくなるので,工作精度検査に
使用する場合は,機械の工作精度が現れるように最終回で使用する試験片が,この規格に規定する寸法に
なるようにしておくことを推奨する。
また,既に何回か検査に使用した試験片を再使用する場合には,その寸法は,この規格に規定する値の
±10 %以内が望ましい。その場合には,新たに工作精度検査をする前に,被加工面は仕上げ削りをしなけ
ればならない。
また,参照のために,この試験片に機械の形式,製造番号,検査の日付,並びに軸の名称及び向きを記
録しておき,機械とともに提供することを推奨する。
受渡検査の際は,それぞれの検査項目について,通常,一つの試験片を加工する。機械性能の統計的な
評価のように特別な要求の場合には,受渡当事者間の協定によって,より多くの試験片を加工してもよい。
前加工は,切込み深さをできるだけ一定にするために行わなければならない。
3.9
記録する情報
この規格の規定に従って行った試験について,次の情報は,可能な限り完全に編集して,試験報告書に
含めなければならない。
a) 試験片の材料及び寸法
b) 工具の材料及び寸法
c) 切削速度
d) 送り量
e) 切込み深さ
f)
機械加工に使用した軸
g) 試験片の取付法
h) 他の切削条件,例えば,切削液
3.10 機械の大きさの区分
この規格の目的のために,機械は,工作主軸の向き(水平工作主軸についてはJIS B 6331-1,垂直工作
4
B 6331-6:2013 (ISO 13041-6:2009)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
主軸についてはJIS B 6331-2,及び逆さ工作主軸についてはJIS B 6331-3を参照)によって,それぞれの
基準に従って区分する。
区分及び大きさは,この規格の切削試験で引用されており,使用者の便宜のために次に再掲する。
JIS B 6331-1に規定する水平工作主軸をもつNC旋盤及びターニングセンタは,表1に指定する区分基
準に基づいて三つの大きさに区分する。
表1−水平工作主軸をもつ機械の大きさの区分
単位 mm
区分基準
区分1
区分2
区分3
ベッド上の振り,D
D≦250
250<D≦500
500<D≦1 000
バー材の呼び径,d'
d'≦25
25<d'≦63
63<d'
チャックの呼び径,d
d≦125
125<d≦250
250<d
注記1 チャックの呼び径は,JIS B 6006-1,JIS B 6006-2及びJIS B 6006-3参照。
注記2 区分基準の選択は,製造業者の裁量による。
JIS B 6331-2に規定する垂直工作主軸をもつNC旋盤及びターニングセンタは,表2に指定する区分基
準に基づいて四つの大きさに区分する。
表2−垂直工作主軸をもつ機械の大きさの区分
単位 mm
区分基準
区分1
区分2
区分3
区分4
チャックの呼び径
d
d≦500
500<d≦1 000
1 000<d≦5 000
d>5 000
工作主軸/
テーブルの直径
D
D≦500
500<D≦1 000
1 000<D≦5 000
D>5 000
注記 チャックの呼び径は,JIS B 6006-1,JIS B 6006-2及びJIS B 6006-3参照。
JIS B 6331-3に規定する逆さ工作主軸をもつNC旋盤及びターニングセンタは,表3に指定する区分基
準に基づいて三つの大きさに区分する。
表3−逆さ工作主軸をもつ機械の大きさの区分
単位 mm
区分基準
区分1
区分2
区分3
チャックの呼び径,d
d≦250
250<d≦400
400<d
最大振り径,D
D≦315
315<D≦500
500<D
注記 チャックの呼び径は,JIS B 6006-1,JIS B 6006-2及びJIS B 6006-3参照。
5
B 6331-6:2013 (ISO 13041-6:2009)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
工作精度試験
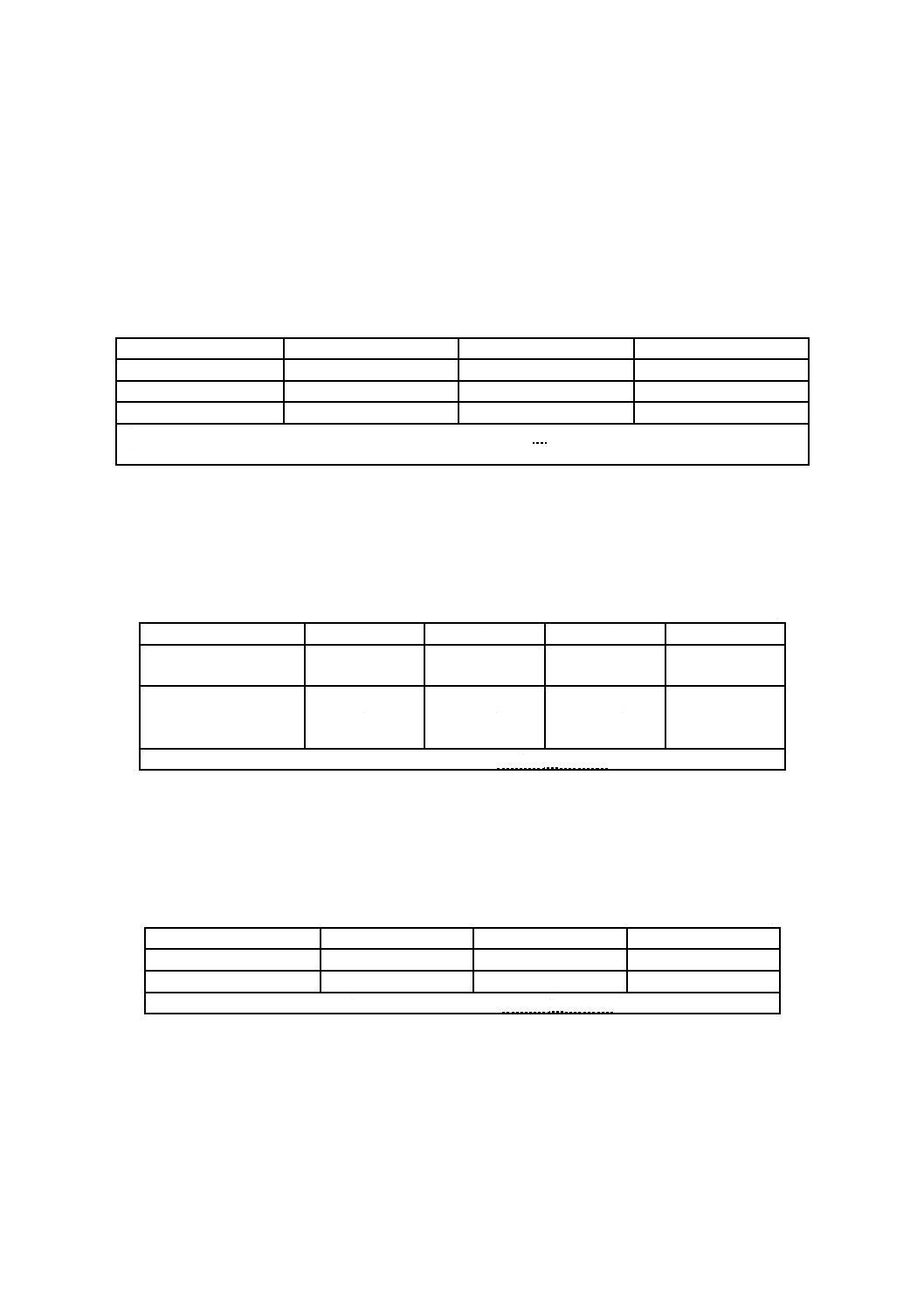
検査事項
円筒試験片の外丸削り
a) 真円度
b) 加工直径の一様性
M1
試験片形状
単位 mm
記号
1 チャック
l は,測定器に合うように選ばなければならない。
チャック端面とチャックに近い側の幅lのバンド(φDp)との間の距離は,Lよりも小さい値とする。
水平工作主軸をもつ機械(JIS B 6331-1)について
バー材加工機の場合
L=2.5×d'(バー材の呼び径)
Dp,min=0.3×L
チャック作業機の場合
L=0.8×d(チャックの呼び径),若しくは
L=0.66×(最大旋削長さ)(Z軸の移動量)
又は,Dp,min=0.3×L
の小さい方。
垂直工作主軸(JIS B 6331-2)又は逆さ工作主軸(JIS B
6331-3)をもつ機械について
L=0.8×d(チャックの呼び径),若しくは
L=0.66×(最大旋削長さ)(Z軸の移動量)
又は,
Lmax=1 500
Dp,min=0.3×L
Dp,max=1 000
の小さい方。
許容値
水平工作主軸をもつ機
械(JIS B 6331-1)
垂直工作主軸をもつ機械
(JIS B 6331-2)a)
逆さ工作主軸をもつ機
械(JIS B 6331-3)
区分
区分
区分
1
2
3
1
2
3
4
1
2
3
真円度
0.005
0.005
0.005
0.005
0.005
0.01
0.015
0.005
0.005
0.005
加工直径
の一様性
0.01
0.015
0.02
0.015
0.02
0.03
0.04
0.01
0.015
0.02
注a) この許容値は,固定クロスレールをもつ機械だけに適用する。移動形クロスレールをもつ機
械の許容値は,クロスレールを上昇又は下降した後に行う位置決め及び/又は調整の方法に
依存するので,受渡当事者間で協定をするのが望ましい。
測定値
機械の種
類及び区
分:
a)
b)
測定器
a) 真円度測定器
b) マイクロメータ
測定手順及びJIS B 6191の細分箇条
4.1,6.6及び6.8
b) 一つの軸方向断面内で,それぞれ三つのバンドで読みを取る。隣り合う測定箇所の読みの差は,許容値の75 %
を超えてはならない。
検査に使用した機械の軸は,記録する。
注記 試験片として中実のバー材に代えて,厚肉の管材を使用できる。
6
B 6331-6:2013 (ISO 13041-6:2009)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
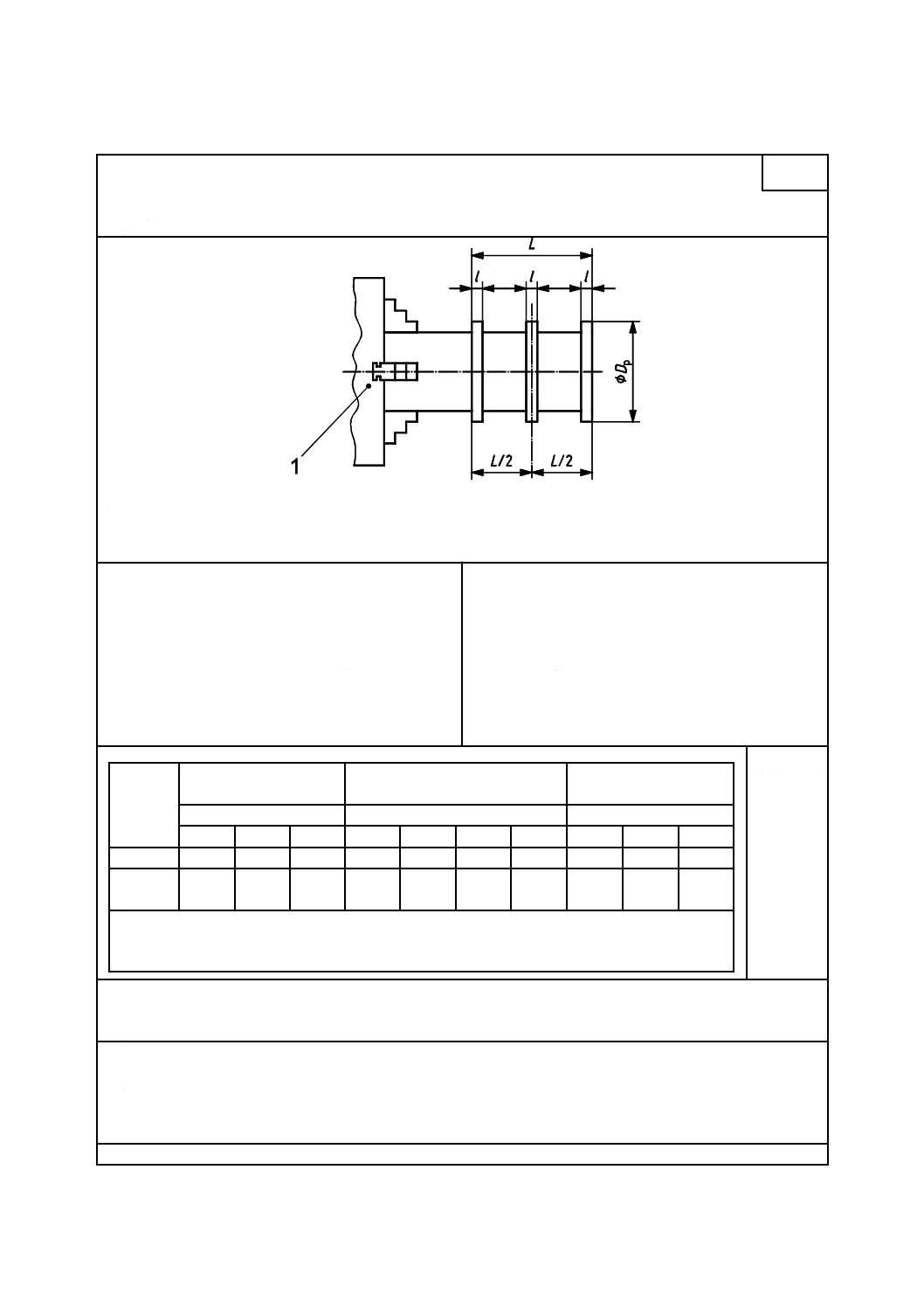
検査事項
工作主軸の軸中心線に直角な面の平面度の検査
M2
試験片形状
水平工作主軸(JIS B 6331-1)及び
逆さ工作主軸(JIS B 6331-3)をも
つ機械について
Dp=0.8×チャックの呼び径,又
は
Dp=1×バー材の呼び径
Dp,max=300
Dp<160の場合,中間のリング
を除いてよい。
Dp<60の場合,全ての溝を除い
てよい。
Lp=0.25×チャックの呼び径
Lp,max=60
dp=0.5×D又はバー材の呼び径
dp,min=75(チャック作業)
b=Dp/2−a
垂直工作主軸(JIS B 6331-2)をも
つ機械について
Dp=0.8×チャックの呼び径
Dp,max =300 (区分1)
=400 (区分2)
=800 (区分3)
=1 500 (区分4)
dp=0.5×Dp
(工作物は,変形を起こさないよ
うにチャックする。)
Lp=0.25×チャックの呼び径
Lp,max=300
b=Dp/2−a
単位 mm
1 チャック
寸法aは,測定器に合うように選ばなければならない。
注記 チャックの呼び径は,JIS B 6006-1,JIS B 6006-2及びJIS B 6006-3を参照。
許容値
水平工作主軸(JIS B 6331-1)及び逆さ
工作主軸(JIS B 6331-3)をもつ機械
垂直工作主軸(JIS B 6331-2)a) をも
つ機械
区分
区分
1
2
3
1
2
3
4
平面度
0.010
0.015
0.020
0.015
0.02
0.03
0.04
注a) この許容値は,固定クロスレールをもつ機械だけに適用する。移動形クロスレー
ルをもつ機械の許容値は,クロスレールを上昇又は下降した後に行う位置決め及
び/又は調整の方法に依存するので,受渡当事者間で協定をするのが望ましい。
測定値
機械の種類及び区
分:
測定器
変位計,定盤又は座標測定器(CMM)
測定手順及びJIS B 6191の細分箇条
4.1及び5.321.1
測定値は,少なくとも2直径で記録しなければならない。
表面は,受渡当事者間で特別な協定がない場合は,中高であってはならない。
使用した機械の軸は,記録する。
7
B 6331-6:2013 (ISO 13041-6:2009)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
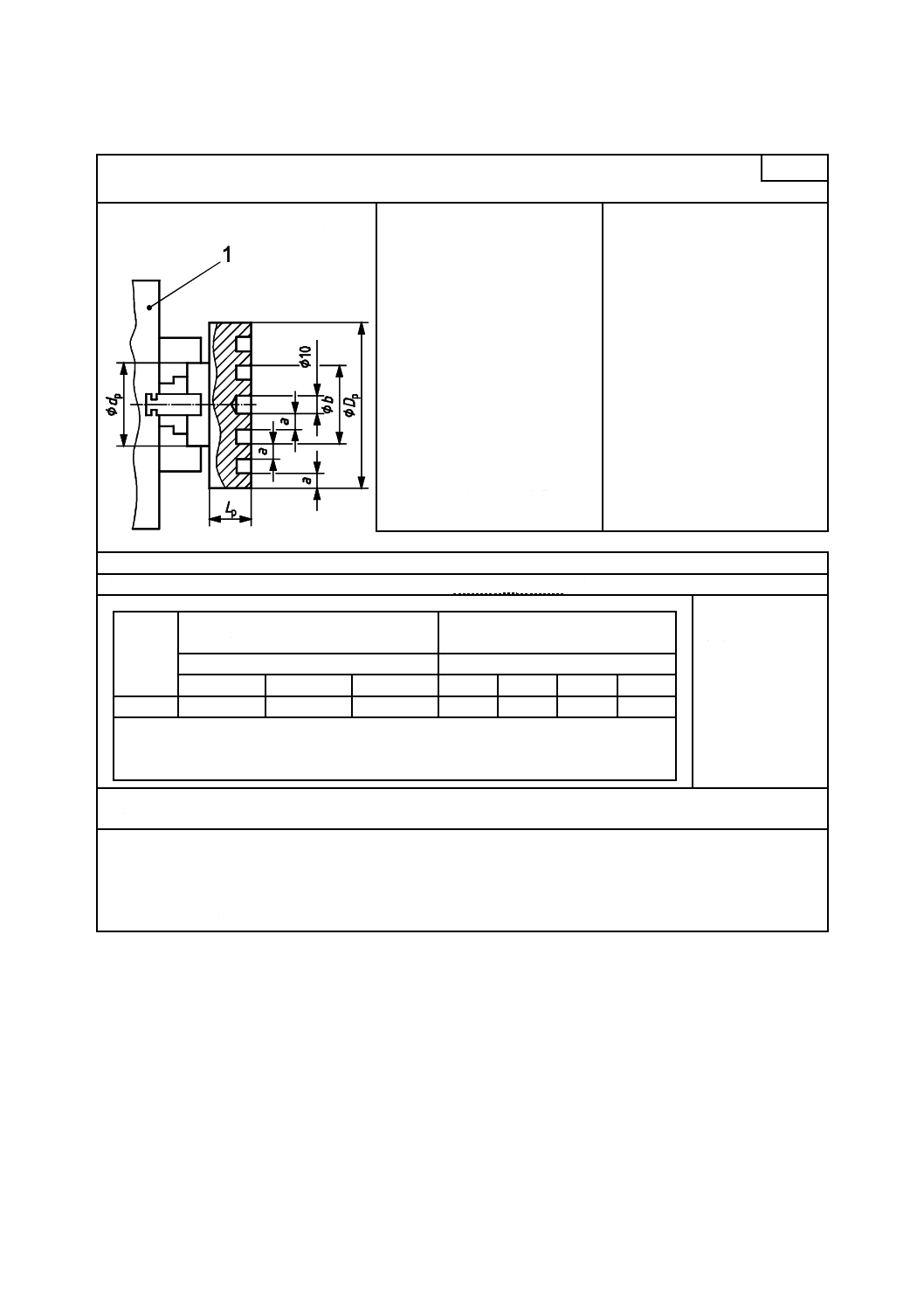
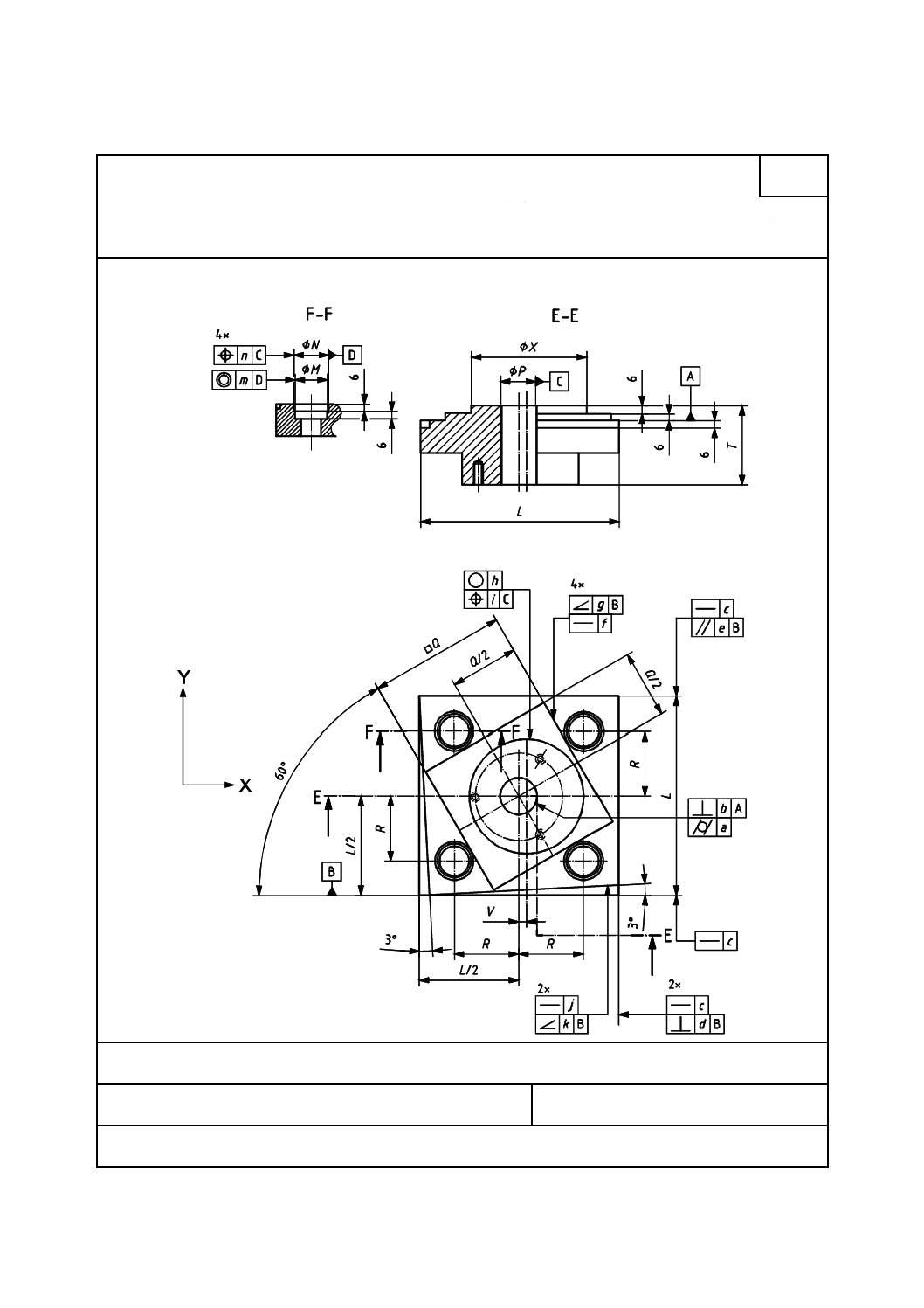
検査事項
様々な運動学的な状態における機械の位置決め加工及び輪郭加工性能の検査
M3
この検査は,回転工具主軸をもつJIS B 6331-1,JIS B 6331-2及びJIS B 6331-3に規定するターニングセンタに適
用する。使用する試験片の呼び寸法及び受入検査のための加工に使用する軸の組合せは,受渡当事者間で協定しな
ければならない。
試験片形状
単位 mm
L〜Zまでの寸法は,表4による。
試験片用素材の形状は,図1参照。
許容値
許容値a〜mは,表5による。
測定値
表5参照。
測定器
測定器は,表5参照。
8
B 6331-6:2013 (ISO 13041-6:2009)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定手順及びJIS B 6191の細分箇条
5.211
真直度,直角度及び平行度の偏差を求めるために,四角形,ひし形及び傾斜面のそれぞれの側面内の少なくとも
10か所で測定することが望ましい。
真円度(又は円筒度)については,連続的に測定できない場合は(円筒度については各測定面内において)少な
くとも15か所で測定する。真円度の測定においては,フィルタを使用しないで連続して測定することを推奨する。
試験片の全ての形状は,C軸及びX軸,又はX軸及びY軸のいずれかを使って仕上げる。試験片を,主軸と直進
軸(例えば,C軸及びX軸)との補間を使って加工する場合は,ほかのどの軸(例えば,Y軸)の運動も介在させ
てはならない。試験片を,十分な移動範囲をもつ二つの直進軸(例えば,X軸及びY軸)を使って加工する場合は,
試験片を保持している工作主軸の運動を介在させてはならない。
この二つの組合せは,3°の傾斜面の加工に必要な運動と同様に,軸の運動を低速度で同期させる必要がある。Y
軸をもつ機械については,軸の組合せは,受渡当事者間で協定し,試験結果に記録する。
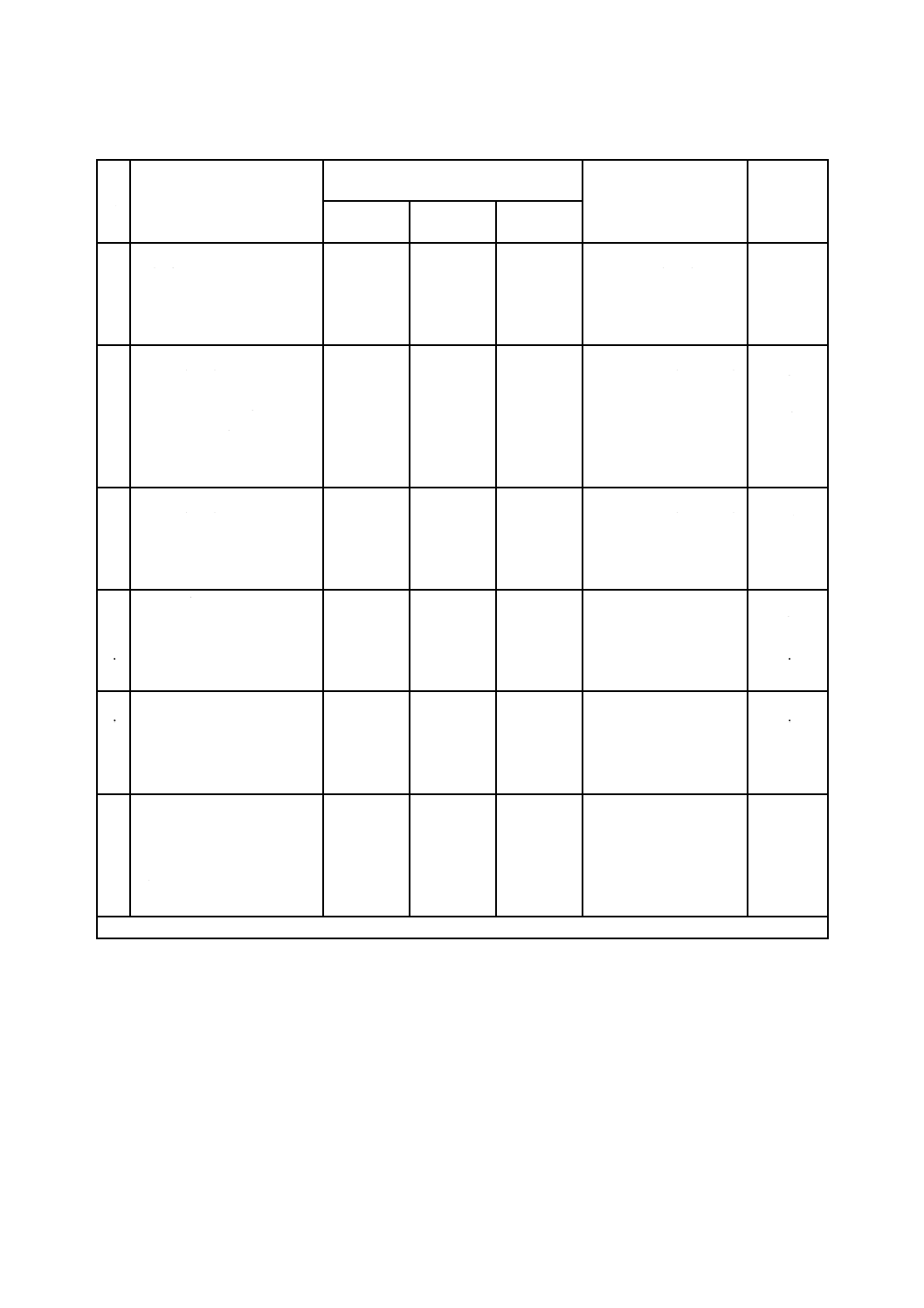
表4−試験片M3及び前加工試験片の寸法
寸法
試験片の呼び
JIS B 6331-6-M3-80
JIS B 6331-6-M3-160
JIS B 6331-6-M3-320
L a)
80
160
320
φM b)
14
26
43
φN b)
16
28
45
φP c)
16
30
50
Q d)
54
110
220
R
27
52
110
φS
55
110
240
T
50
50
80
U
20
20
40
V
2
5
9
φX e)
50
96
202
Y
42
90
200
Z
M6×1,深さ10
M8×1.25,深さ12
M12×1.5,深さ20
注a) 1辺の長さLの外側の正方形。
b) 四つの中ぐり穴φM及びφN。穴φMは,位置決め軸の正の向きに近づけなければならない。穴φNは,負の
向きに近づけなければならない。これらの穴は,試験片の中心から(R,R)の位置にある。
c) 試験片中心の貫通中ぐり穴φP
d) 1辺の長さLの正方形の上の面にある,1辺の長さQのひし形(60°傾いた正方形)。二つの直進軸(例えば,
X及びY)を使用して加工するのが望ましい。
e) ひし形の上面にある高さ6 mmの直径φXの円。円φXの中心は,X軸方向に中心穴φPから距離Vだけ偏心
させなければならない。
Y軸のないターニングセンタの場合には,直径φXの円の加工は,エンドミルを用いてC軸を回転させて行う。
このとき,輪郭送り速度を一定に保ちながらC軸とX軸とを同期させ,C軸が180°まで回転する間は,X軸を一
方向に送り,その後C軸が360°まで回転する間は,X軸を逆方向に同じ輪郭送り速度で送る[このX軸の運動は,
C軸回転中心からVだけ偏心(V)した円を創生し,かつ,その円の接線方向に約3°のリード部を創生する。]。
傾斜面は,外側正方形の二つの側面において,全長にわたり角度3°又は勾配0.05で,外側の正方形側面の上面
から6 mmの深さで加工する。これらの面は,2軸(例えば,X軸及びY軸)を使用して加工するのが望ましい。
9
B 6331-6:2013 (ISO 13041-6:2009)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
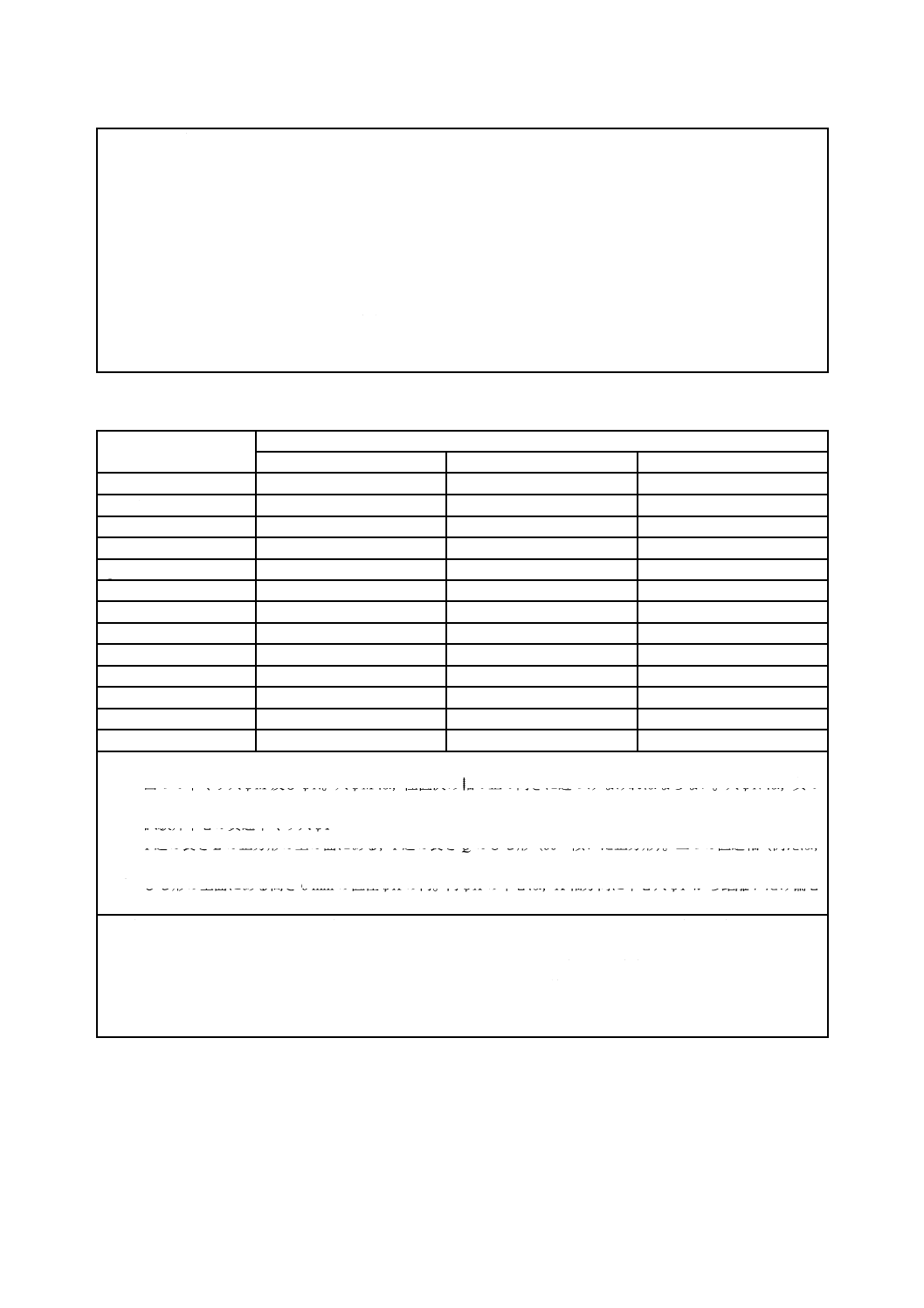
表5−試験片M3の幾何精度試験
公
差
検査事項
許容値
試験片の呼び
測定器
測定値
JIS B 6331-6
-M3-80
JIS B 6331-6
-M3-160
JIS B 6331-6
-M3-320
a
b
中心穴 φP
円筒度
穴の中心線とデータムAと
の直角度
0.010
0.010
0.010
0.010
0.015
0.015
CMM又は真円度測定器
CMM又は真円度測定器
a
b
c
d
e
正方形 L×L
側面の真直度
隣接する側面のデータムB
に対する直角度
相対する側面のデータムB
に対する平行度
0.030
0.040
0.040
0.030
0.040
0.040
0.045
0.060
0.060
CMM又は直定規及び変
位計
CMM又は直角定規及び
変位計
CMM又はハイトゲージ
及び変位計
c
d
e
f
g
ひし形a) Q×Q
側面の真直度
データムBに対する60°の
傾斜度
0.030
0.040
0.030
0.040
0.045
0.060
CMM又は直定規及び変
位計
CMM又はサインバー及
び変位計
f
g
h
i
円 φX
真円度
データムCに対する円の位
置度
0.030
0.040
0.030
0.040
0.040
0.050
CMM又は真円度測定器
CMM
h
i
j
k
傾斜面
面の真直度
データムBに対する傾斜度
0.030
0.040
0.030
0.040
0.045
0.060
CMM又は直定規及び変
位計
CMM又はサインバー及
び変位計
j
k
m
n
四つの中ぐり穴
内側の穴φNと外側の穴φM
との同心度
データムCに対する穴φNの
位置度
0.020
φ0.05
0.020
φ0.05
0.020
φ0.05
CMM又は真円度測定器
CMM
m
n
注a) ひし形は,二つの直進軸を使用して加工する(例えば,X軸及びY軸)。
10
B 6331-6:2013 (ISO 13041-6:2009)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
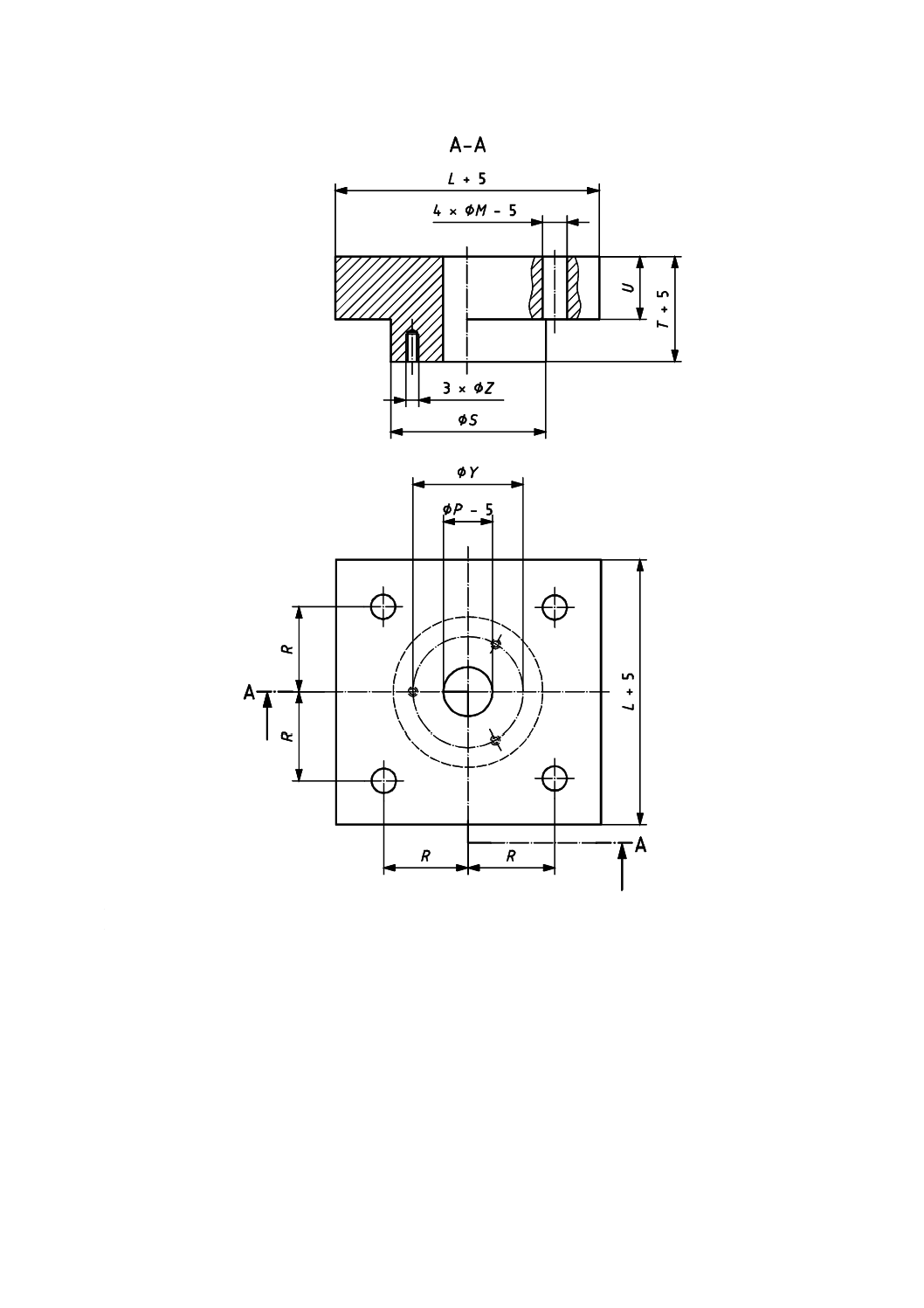
注記1 寸法L,M,P,R,S,T,U,Y及びZについては,表4を参照。
注記2 タップ穴Zは任意である。これは,適切な工作物保持用チャックがないターニングセンタ(例えば,垂直工
作主軸をもつターニングセンタ)上で,試験片を補助板に取り付けるために用いる。
注a) ねじ穴は,ピッチ円直径Y上にある。
図1−試験片M3の試験切削前の素材形状
a)
11
B 6331-6:2013 (ISO 13041-6:2009)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
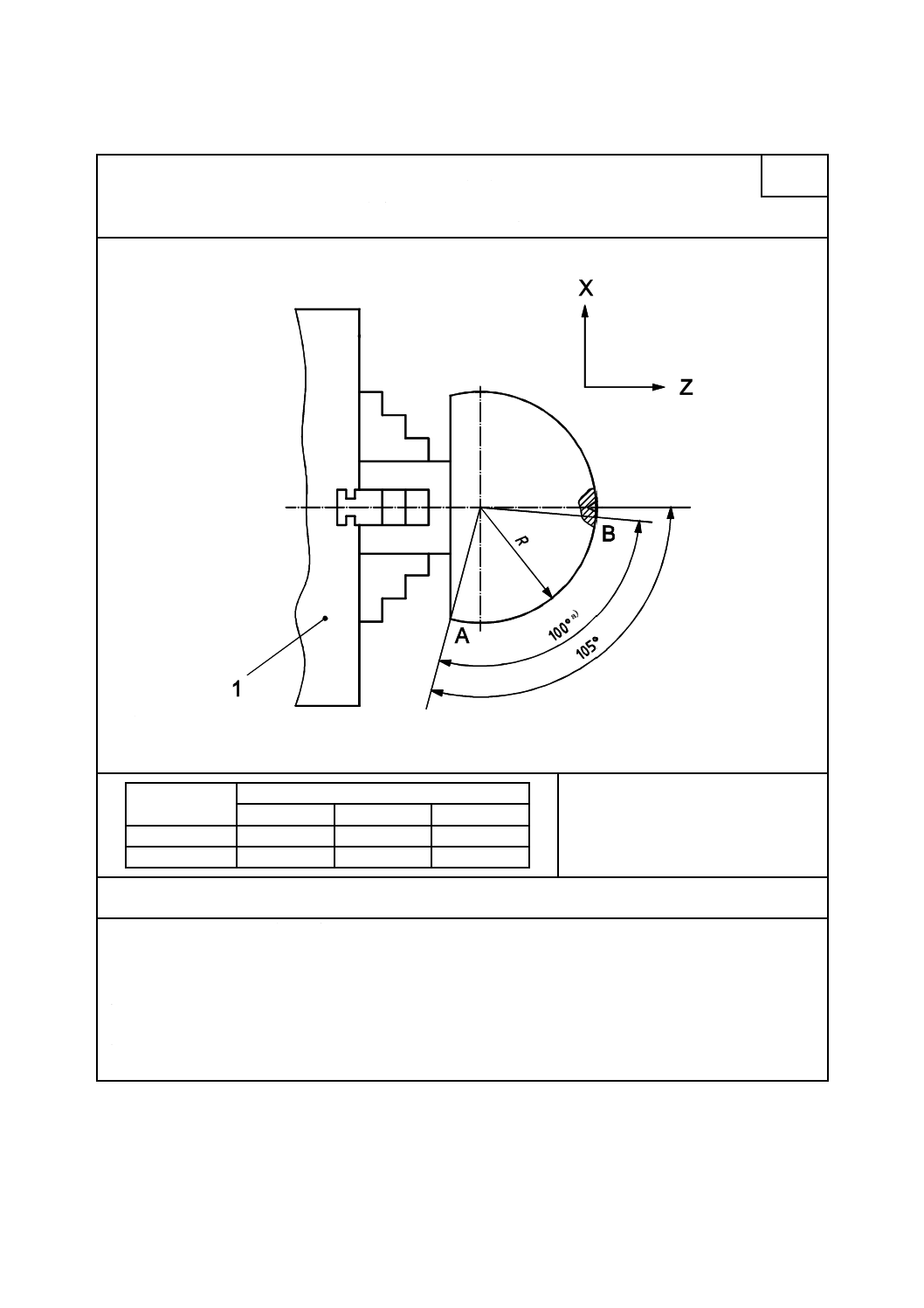
検査事項
半球試験片の円弧100°の真円からの偏差(JIS B 0021参照)。
M4
この検査は,JIS B 6331-1,JIS B 6331-2及びJIS B 6331-3に規定するNC旋盤及びターニングセンタに適用する。
受入検査のために加工する試験片の呼び寸法は,受渡当事者間で協定する。
試験片形状
単位 mm
1 チャック
注a) 測定角度
許容値
試験片の呼び JIS B 6331-6
M4-50
M4-100
M4-150
呼び半径 R
50
100
150
真円度偏差
0.025
0.045
0.070
測定値
加工した試験片:
JIS B 6331-6-M4-…
測定器
座標測定器(CMM),又は形状投影機
測定手順及びJIS B 6191の細分箇条
6.61及び6.622
真円からの偏差は,開始位置Aから終了位置Bまで連続測定モードで,100°以上の範囲にわたって測定しなけ
ればならない。測定した円弧には,半球の頂点を含めてはならない。この偏差は,図示しなければならない。
注記1 中心線周りに測定面を回転させると,主軸の回転誤差の影響が結果に含まれる。
プログラム半径及び測定方法は,報告する。
注記2 試験片は,再使用することができる。ただし,プログラム半径は,呼び半径から±10 %を超えないのが望
ましい。
12
B 6331-6:2013 (ISO 13041-6:2009)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS B 0641-1:2001 製品の幾何特性仕様(GPS)−製品及び測定装置の測定による検査−第1部:仕
様に対する合否判定基準
注記 対応国際規格:ISO 14253-1:1998,Geometrical Product Specifications (GPS)−Inspection by
measurement of workpieces and measuring equipment−Part 1: Decision rules for proving
conformance or non-conformance with specifications(IDT)
[2] JIS B 6006-1:2008 工作機械−ツーピースジョー付自己求心チャックの寸法及び静的精度検査−第1
部:クロスキー形手動チャック
注記 対応国際規格:ISO 3442-1:2005,Machine tools−Dimensions and geometric tests for self-centring
chucks with two-piece jaws−Part 1: Manually operated chucks with tongue and groove type jaws
(IDT)
[3] JIS B 6006-2:2008 工作機械−ツーピースジョー付自己求心チャックの寸法及び静的精度検査−第2
部:クロスキー形パワーチャック
注記 対応国際規格:ISO 3442-2:2005,Machine tools−Dimensions and geometric tests for self-centring
chucks with two-piece jaws−Part 2: Power-operated chucks with tongue and groove type jaws(IDT)
[4] JIS B 6006-3:2008 工作機械−ツーピースジョー付自己求心チャックの寸法及び静的精度検査−第3
部:セレーション形パワーチャック
注記 対応国際規格:ISO 3442-3:2007,Machine tools−Dimensions and geometric tests for self-centring
chucks with two-piece jaws−Part 3: Power-operated chucks with serrated jaws(IDT)
[5] ISO 14253-2,Geometrical product specifications (GPS)−Inspection by measurement of workpieces and
measuring equipment−Part 2: Guidance for the estimation of uncertainty in GPS measurement, in calibration
of measuring equipment and in product verification
[6] ISO/TR 16015:2003,Geometrical product specifications (GPS)−Systematic errors and contributions to
measurement uncertainty of length measurement due to thermal influences