B 6331-5:2019 (ISO 13041-5:2015)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 2
4 一般事項························································································································· 4
4.1 測定単位 ······················································································································ 4
4.2 JIS B 6190-1及びJIS B 6190-4の参照 ················································································· 4
4.3 試験の順序 ··················································································································· 4
4.4 実施する試験 ················································································································ 4
4.5 測定器 ························································································································· 5
4.6 ソフトウェア補正 ·········································································································· 5
5 附属書A〜附属書Cに規定する試験 ···················································································· 5
附属書A(規定)水平工作主軸をもつ機械の運動試験 ································································· 6
附属書B(規定)垂直工作主軸をもつ機械の運動試験 ································································· 14
附属書C(規定)逆さ工作主軸をもつ機械の運動試験 ································································ 22
附属書D(参考)AK6,BK6及びCK6に規定する試験の事前注意事項·········································· 30
参考文献 ···························································································································· 34
B 6331-5:2019 (ISO 13041-5:2015)
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
工作機械工業会(JMTBA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業
規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業
規格である。これによって,JIS B 6331-5:2009は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 6331の規格群には,次に示す部編成がある。
JIS B 6331-1 第1部:水平工作主軸をもつ機械の静的精度
JIS B 6331-2 第2部:垂直工作主軸をもつ機械の静的精度
JIS B 6331-3 第3部:逆さ工作主軸をもつ機械の静的精度
JIS B 6331-4 第4部:直進及び回転運動軸の位置決め精度
JIS B 6331-5 第5部:速度及び補間運動の精度
JIS B 6331-6 第6部:工作精度検査
JIS B 6331-7 第7部:座標平面内における輪郭性能の評価
JIS B 6331-8 第8部:熱変形試験
日本工業規格 JIS
B 6331-5:2019
(ISO 13041-5:2015)
数値制御旋盤及びターニングセンタ−試験条件−
第5部:速度及び補間運動の精度
Test conditions for numerically controlled turning machines and turning
centres-Part 5: Accuracy of speeds and interpolations
序文
この規格は,2015年に第2版として発行されたISO 13041-5を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
数値制御旋盤は,主な動作が回転しない切削工具に対して主軸で工作物に回転エネルギーを与えて加工
する機械である。この機械は,単一軸及び多軸のものがあり,JIS B 6331-1の3.3に定義する自動運転機能
を提供する数値制御(NC)によって制御される。
ターニングセンタは,動力で駆動する工具(複数可)を備えたNC旋盤であり,連続的に回転,割出し
及び/又はそれらの軸周りに補間することによって,工作主軸及び/又は工具主軸の向きを制御する能力
をもつ数値制御旋盤(以下,NC旋盤という。)である。
この規格の目的は,比較,受渡し,保守又はその他の目的のために行う幾何精度,位置決め精度,輪郭
運動精度,熱変形及び工作精度試験について,できるだけ幅広く,かつ,理解しやすい情報を提供するこ
とである。
この規格は,JIS B 6190-1及びJIS B 6190-4の関連する箇条を参照して,単独又はフレキシブル生産シ
ステムに統合して使用する心押台をもつ又は心押台をもたないNC旋盤及びターニングセンタの試験事項
について規定している。また,普通精度の汎用のNC旋盤及びターニングセンタに対応する試験方法及び
許容値についても規定している。
この規格のAK5,BK5及びCK5の許容値は,ボールバー測定の際の球の固定手順が改善したこと,及
び経験から,JIS B 6331-5:2009のK5の許容値よりも厳しくなっていることに注意するのが望ましい。
1
適用範囲
この規格は,JIS B 6190-1及びJIS B 6190-4に基づいて,NC旋盤及びターニングセンタの運動試験の試
験条件,すなわち,主軸速度,個々の数値制御軸の直進送り及び二つ以上の数値制御による直進及び/又
は回転軸の同時制御によって描かれた軌跡の精度の試験条件について規定する。
この規格は,横形,立て形及び倒立形のNC旋盤及びターニングセンタに適用する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 13041-5:2015,Test conditions for numerically controlled turning machines and turning centres−
Part 5: Accuracy of speeds and interpolations(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
2
B 6331-5:2019 (ISO 13041-5:2015)
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 6190-1 工作機械試験方法通則−第1部:幾何精度試験
注記 対応国際規格:ISO 230-1,Test code for machine tools−Part 1: Geometric accuracy of machines
operating under no-load or quasi-static conditions
JIS B 6190-4 工作機械試験方法通則−第4部:数値制御による円運動精度試験
注記 対応国際規格:ISO 230-4,Test code for machine tools−Part 4: Circular tests for numerically
controlled machine tools
JIS B 6310 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
注記 対応国際規格:ISO 841,Industrial automation systems and integration−Numerical control of
machines−Coordinate system and motion nomenclature
JIS B 6331-1 数値制御旋盤及びターニングセンタ−検査条件−第1部:水平工作主軸をもつ機械の静
的精度
注記 対応国際規格:ISO 13041-1,Test conditions for numerically controlled turning machines and
turning centres−Part 1: Geometric tests for machines with a horizontal workholding spindle
JIS B 6331-2 数値制御旋盤及びターニングセンタ−検査条件−第2部:垂直工作主軸をもつ機械の静
的精度
注記 対応国際規格:ISO 13041-2,Test conditions for numerically controlled turning machines and
turning centres−Part 2: Geometric tests for machines with a vertical workholding spindle
JIS B 6331-3 数値制御旋盤及びターニングセンタ−検査条件−第3部:逆さ工作主軸をもつ機械の静
的精度
注記 対応国際規格:ISO 13041-3,Test conditions for numerically controlled turning machines and
turning centres−Part 3: Geometric tests for machines with inverted vertical workholding spindles
ISO/TR 16907,Machine tools−Numerical compensation of geometric errors
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
旋盤(turning machine)
工作物を回転させ,主としてバイトなどの静止工具を使用して,外丸削り,中ぐり,突切り,正面削り,
ねじ切りなどの切削加工を行う工作機械。
3.2
手動操作(manual control)
作業者が機械の各運動を個々に始動し,制御する運転モード。
3.3
数値制御,NC,コンピュータ数値制御,CNC(numerical control,computerized numerical control)
工作物に対する工具の位置,速度,その他加工に必要な作業の工程などを数値情報で指令する制御(JIS
3
B 6331-5:2019 (ISO 13041-5:2015)
B 0181:1998参照)。
3.4
普通旋盤(manually controlled turning machine)
数値制御加工プログラムによらずに作業者が加工工程ごとに制御又は始動させる旋盤。
3.5
数値制御旋盤(numerically controlled turning machine)
NC旋盤(NC turning machine)
数値制御(NC,3.3参照)又はコンピュータ数値制御(CNC,3.3参照)によって運転する旋盤。
3.6
ターニングセンタ(turning centre)
回転工具主軸を備え,工作主軸をその軸回りに回転させて位置決めすることができる能力を備えたNC
旋盤。
注記 タレット及び/又は工具マガジンから自動工具交換するような機能をもつものがある。
3.7
水平工作主軸をもつ数値制御旋盤[numerically controlled turning machine with horizontal workholding
spindle(s)]
工作物を水平な工作主軸上に取り付け,かつ,工具ではなく工作物を回転させて切削エネルギーを与え
る横形の数値制御旋盤。
注記 この機械は,自動運転機能を提供する数値制御(NC)によって制御される。
3.8
水平工作主軸をもつターニングセンタ[turning centre with horizontal workholding spindle(s)]
水平工具主軸を備え,かつ,工作主軸をその軸周りに回転させて位置決めすることができる能力を備え
た横形のターニングセンタ。
注記 この機械には,工具マガジンから自動で工具を交換するような機能又はY軸運動のような機能
をもつものもある。
3.9
垂直工作主軸をもつ数値制御旋盤[numerically controlled turning machine with vertical workholding spindle(s)]
工作物を垂直な工作主軸上に取り付け,かつ,工具ではなく工作物を回転させて切削エネルギーを与え
る立て形の数値制御旋盤。
注記 この機械は,自動機能を提供する数値制御(NC)によって制御される。
3.10
垂直工作主軸をもつターニングセンタ[turning centre with vertical workholding spindle(s)]
垂直工具主軸を備え,かつ,工作主軸をその軸周りに回転させて位置決めすることができる能力を備え
た立て形のターニングセンタ。
注記 この機械には,工具マガジンから自動で工具を交換するような機能又はY軸運動のような機能
をもつものもある。
3.11
数値制御倒立旋盤[numerically controlled turning machine with inverted vertical workholding spindle(s)]
下端に工作物保持具を備えた逆さ工作主軸に工作物を取り付ける立て形の数値制御旋盤。
注記 垂直工作主軸をもつ他の数値制御旋盤については,JIS B 6331-2参照。
4
B 6331-5:2019 (ISO 13041-5:2015)
3.12
倒立ターニングセンタ[turning centre with inverted vertical workholding spindle(s)]
下端に工作物保持具を備えた逆さ工作主軸に工作物を取り付ける立て形のターニングセンタ。
注記1 この機械には,工具マガジンから自動で工具を交換するような機能又はY軸運動のような機
能をもつものもある。
注記2 垂直工作主軸をもつ他のターニングセンタについては,JIS B 6331-2参照。
3.13
機械の運転モード(machine modes of operation)
入力を,実行しようとする動作に変換するNC又はデータ入力装置の運転モード。
3.14
手動NCモード(manual mode of numerical control)
オペレータが,あらかじめプログラムした数値データを使用することなく機械を制御するNCの非自動
モード。
例 押しボタン又はジョイスティックを使って行う運転モード。
3.15
手動データ入力モード(MDIモード)(manual data input mode)
手動で行うNCプログラムデータの入力。
3.16
シングルブロックモード(single block mode)
オペレータが操作してマシンプログラムの1ブロックだけを実行するNCのモード。
3.17
自動モード(automatic mode)
プログラム又はオペレータによって停止されるまで,プログラムデータに従って機械が作動するNCの
モード。
4
一般事項
4.1
測定単位
この規格では,全ての長さ寸法,偏差及び対応する許容値は,ミリメートル(mm)で表す。
4.2
JIS B 6190-1及びJIS B 6190-4の参照
この規格を適用するに当たって,特に試験前の機械の据付け,主軸及び他の運動部品の暖機運転,測定
方法の説明,並びに測定器の推奨精度についてはJIS B 6190-1を,また,円弧補間運動試験についてはJIS
B 6190-4を参照しなければならない。
4.3
試験の順序
この規格に記載する試験の順序は,実際の試験の順序を決めるものではない。測定器の取付け及び試験
が容易なように,JIS B 6331の他の部に記載されている試験も含め,試験はどのような順序で行ってもよ
い。
4.4
実施する試験
機械を試験するときは,必ずしもこの規格に示された全ての試験を行う必要はない。この試験が受渡し
のために必要なとき,使用者は,製造業者との協定に基づいて関心のある機械の構成要素及び/又は特性
に関係する試験を選択してもよい。実施する試験は,機械を発注するときには明確にしておかなければな
5
B 6331-5:2019 (ISO 13041-5:2015)
らない。実施する試験の指定がなく,かつ,その試験に要する経費についての協定もない状態でこの規格
を受渡試験として引用するだけでは,受渡当事者相互間を拘束することにはならない。
4.5
測定器
この規格の附属書A〜附属書Cに示す測定器は,例としてだけ示したものである。同じ量が測定でき,
かつ,測定の不確かさが同等又はそれ以下の他の測定器を使用してもよい。
幾つかの試験において,測定結果を図示することを推奨する(附属書D参照)。
4.6
ソフトウェア補正
幾何偏差,位置決め偏差,輪郭運動偏差及び熱変形偏差を補正するソフトウェア機能が組み込まれてい
る場合には,受渡し目的でこれらの試験を行っている間にその補正機能を使用するかどうかは,工作機械
の用途を考慮して受渡当事者間の協定に基づいて決めなければならない。ソフトウェア補正を使用した場
合は,そのことを試験報告書に記載しなければならない。また,ISO/TR 16907の定義に従い,ソフトウェ
ア補正を使用する場合は,試験のために軸を固定してはならないことを留意しなければならない。
5
附属書A〜附属書Cに規定する試験
附属書Aは,水平工作主軸をもつ機械(JIS B 6331-1,タイプ1),附属書Bは,垂直工作主軸をもつ機
械(JIS B 6331-2,タイプ2),及び附属書Cは,逆さ工作主軸をもつ機械(JIS B 6331-3,タイプ3)の試
験に適用する。
6
B 6331-5:2019 (ISO 13041-5:2015)
附属書A
(規定)
水平工作主軸をもつ機械の運動試験
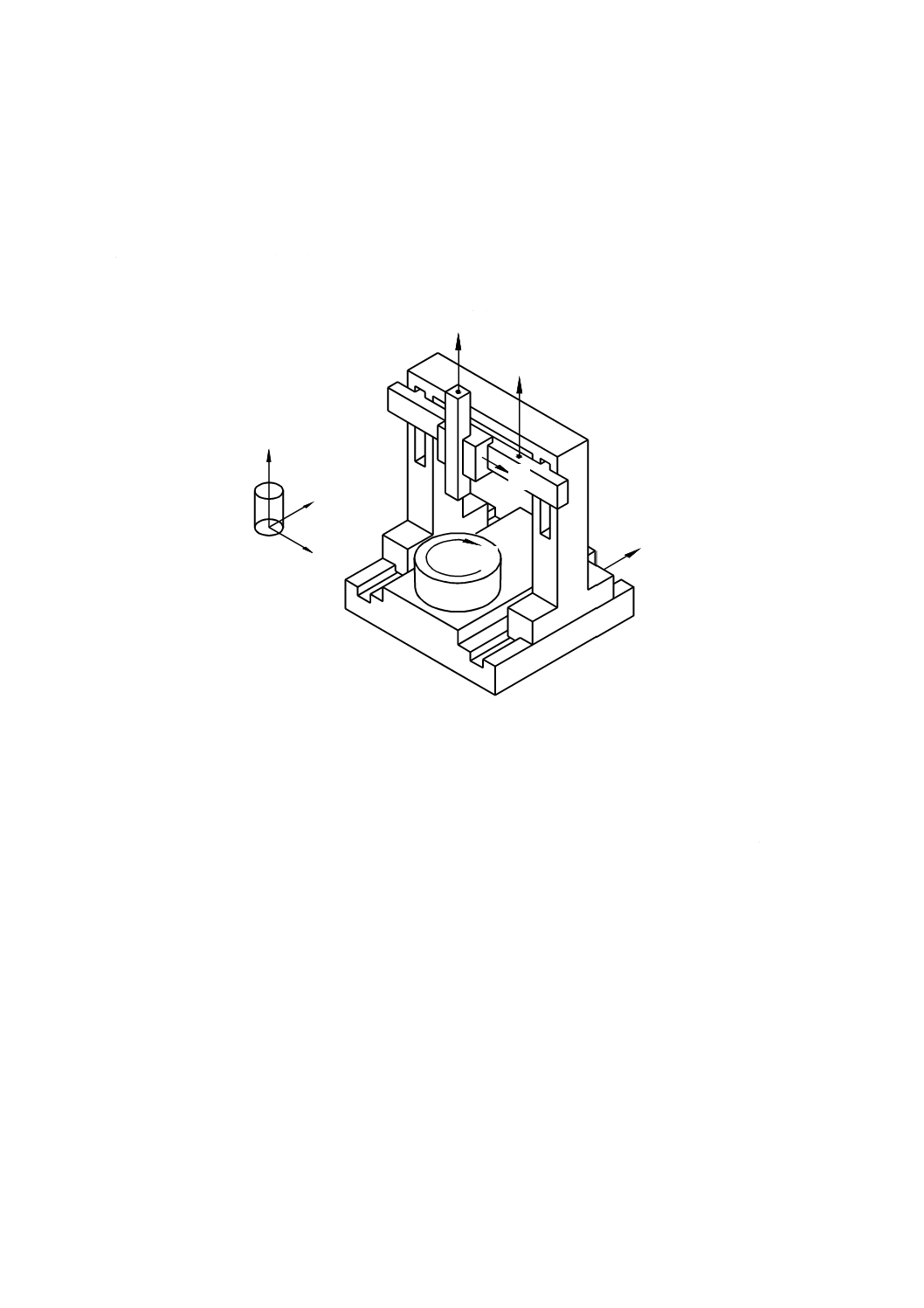
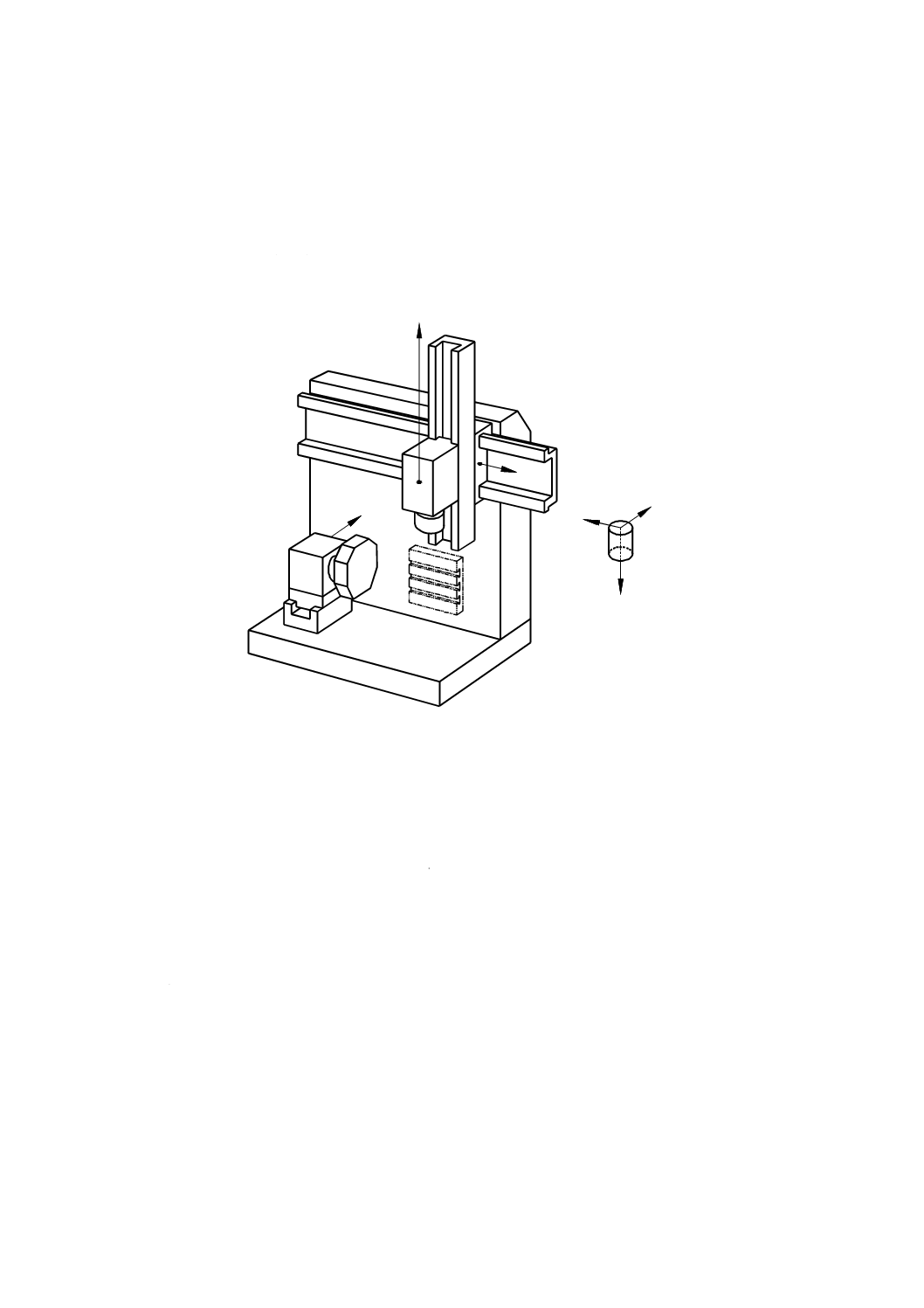
A.1 機械の構造形態及び呼び方
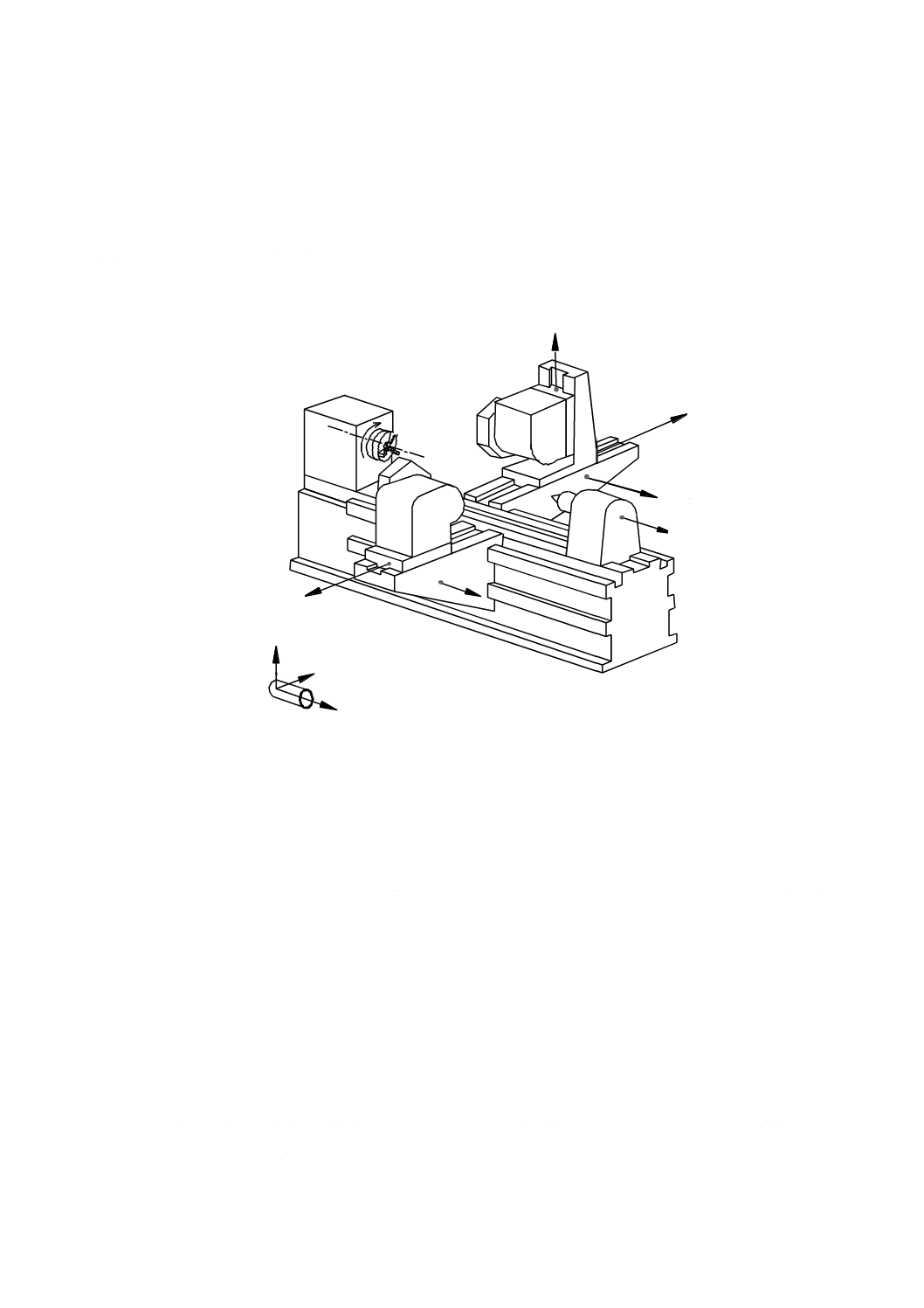
図A.1−水平工作主軸をもつ旋盤の例 {[w (Cʼ) b Z X1 Y C1 t] [w (Cʼ) b Z2 X2 C2 t] [w (Cʼ) W {t,w}]}
図A.1に水平工作主軸をもつ旋盤の例を示す。
工作物側から工具側まで,又はその逆に,運動軸を直列に接続する構造コードを用いて構造構成を表記
する。運動軸の名称は,JIS B 6310による。一例として,図A.1に示す機械の構造コードは,工作物側か
ら工具側まで運動軸を接続すると,{[w (Cʼ) b Z X1 Y C1 t] [w (Cʼ) b Z2 X2 C2 t] [w (Cʼ) W {t,w}]}のように表
記することができる。この表記では,工作物側と工具側とは,工作物を“w”,工具を“t”で表して区別し,
ベッドを“b”で表している。“(Cʼ)”は,数値制御による角度位置決めができない主軸を示している。こ
の例では,工作物側と工具側とからの複数の構造コードを連鎖して表記している。
三番目の連鎖の“{t,w}”は,工作物又は工具(例えば,ドリル)のいずれか一方に心押台(W又はZ3)
が接続可能であることを示している。
A.2 運動試験
A.2.1 一般
この附属書に規定する試験は,簡単のために,図A.1に構造形態を例として示す。ただし,試験は,水
平工作主軸をもつ数値制御旋盤及びターニングセンタの全てに適用できる。
+C'
+Z
+X
+Y
+X2
+Z2
+R
+Z1
+X1
+Y
+C'
7
B 6331-5:2019 (ISO 13041-5:2015)
注記 切削に起因する実際の工作誤差の予測に,これらの試験をそのまま使用することができない可
能性がある。
A.2.2 主軸速度(AK1)及び送り速度(AK2)
この二つの試験の目的は,指令値から構成部品の物理的な運動までの全ての電気的,電子的及び機械的
な接続に関わる全体的な精度について試験することとする。
A.2.3 直線補間(AK3)
この試験の目的は,二つの直進軸の同期運動を次の二つの条件で試験することとする。
− 二つの直進軸を同じ送り速度(45°の角度)で運動させる。
− 二つの軸のうちのいずれか一方の軸を極低速度(小さな角度)で運動させる。
A.2.4 円弧補間(AK4)
この試験の目的は,一つの軸の送り速度がゼロまで減速し,次に運動の向きが逆になる象限切替え点を
含み,円経路に沿った二つの直進軸の同期運動の精度を試験することとする。測定中,軸の速度は変化す
る。
A.2.5 1/4円弧補間(AK5)
この試験は,測定対象機械が360°にわたって連続して測定できない場合に,代わりに行うAK4の代替
試験である。この試験の目的は,一つの軸の送り速度がゼロまで減速し,次に運動の向きが逆になる切替
え点を含み,円弧経路に沿った二つの直進軸(一般にX軸及びZ軸)の同期運動の精度を試験することと
する。
A.2.6 同時3軸制御による円弧補間運動(X軸,Y軸及びC軸)(AK6)
この試験の目的は,時計回り及び反時計回りの円弧補間運動についてターニングセンタのX軸,Y軸及
びC軸の三つの軸を同時に制御したときの補間精度を試験することとする。
8
B 6331-5:2019 (ISO 13041-5:2015)
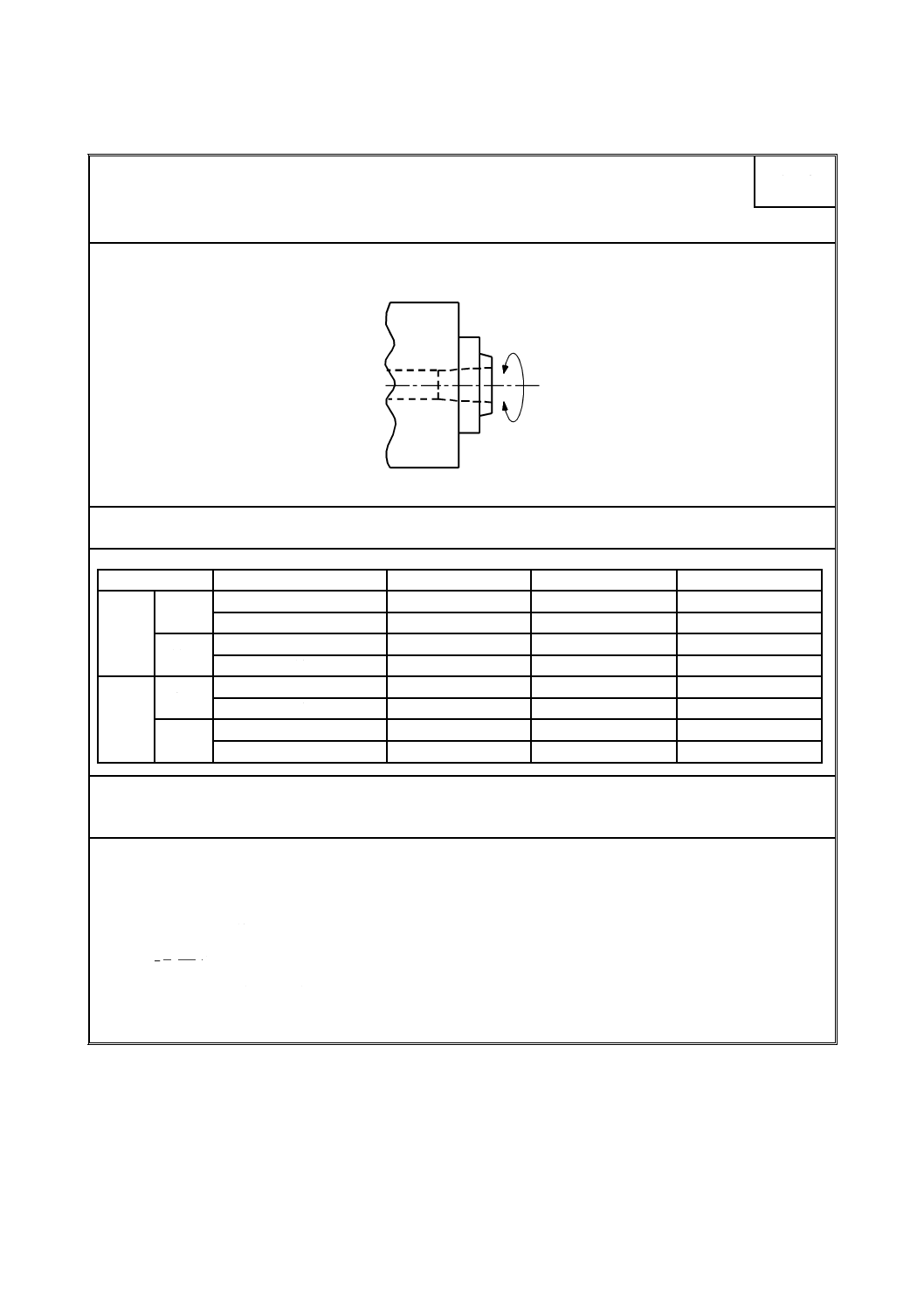
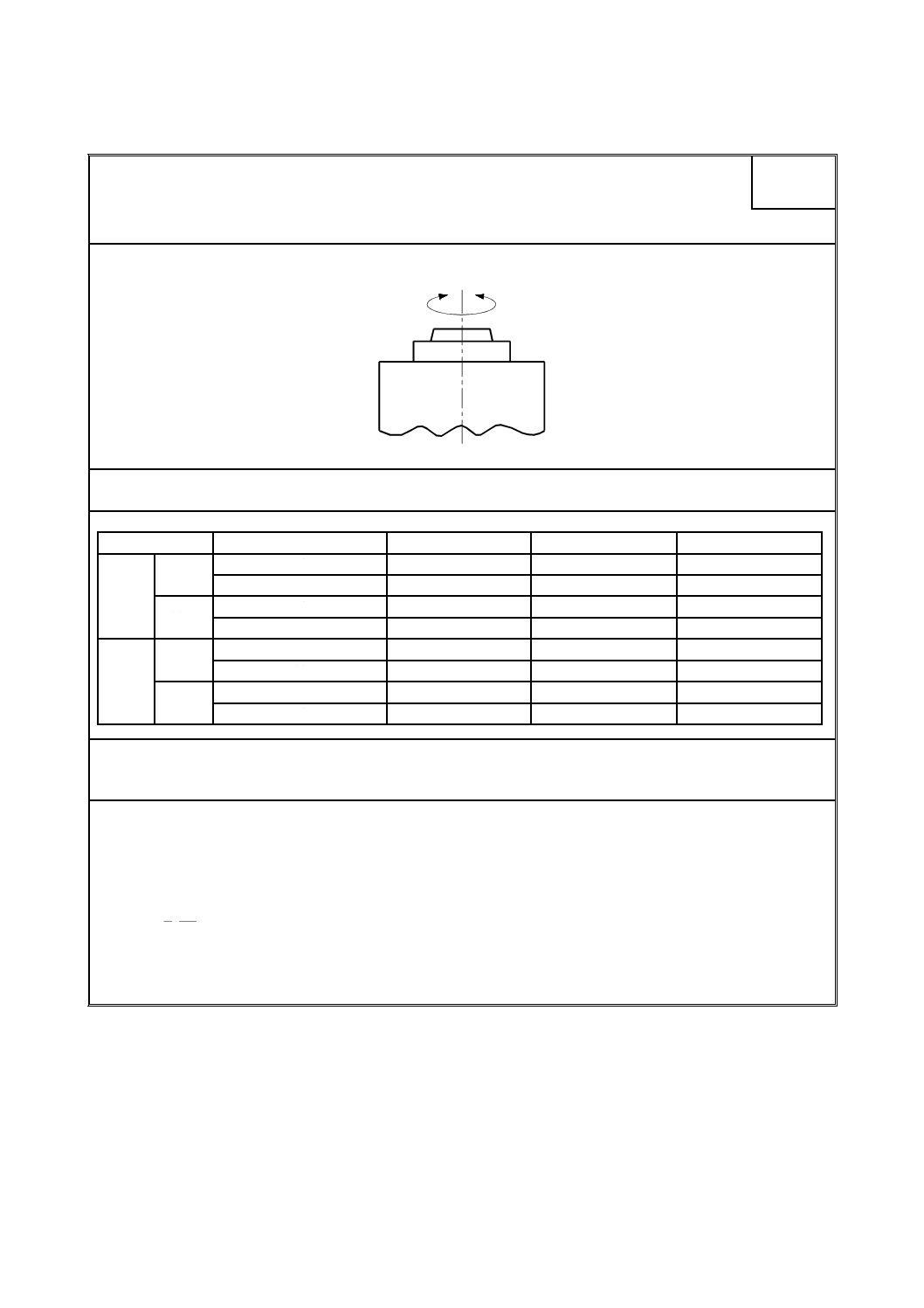
主軸速度
目的及び試験条件
正転及び逆転させたときの各速度範囲の中間速度及び最大速度における主軸速度の偏差の試験。
AK1
測定方法図
許容値
±5 %
測定値
速度範囲
回転の方向
設定値
測定値
偏差(%)
中間
正転
逆転
最大
正転
逆転
中間
正転
逆転
最大
正転
逆転
測定器
回転計又はストロボスコープa)
注a) 数値制御装置から独立した測定器を使用する。
測定方法
読取りは,定常速度で行い,始動及び停止時の加速・減速領域は避ける。瞬間的な速度を読み取る場合には,5回の
読みを取り,平均値を求める。この試験は,主軸及び工具主軸の両方に適用する。
オーバライドは,100 %に設定する。
主軸速度の偏差の計算は,次の式によらなければならない。
100
s
s
s
×
−
=
P
P
A
D
ここに,D:偏差(%で表示)
As:測定値
Ps:設定値(プログラムした速度)
9
B 6331-5:2019 (ISO 13041-5:2015)
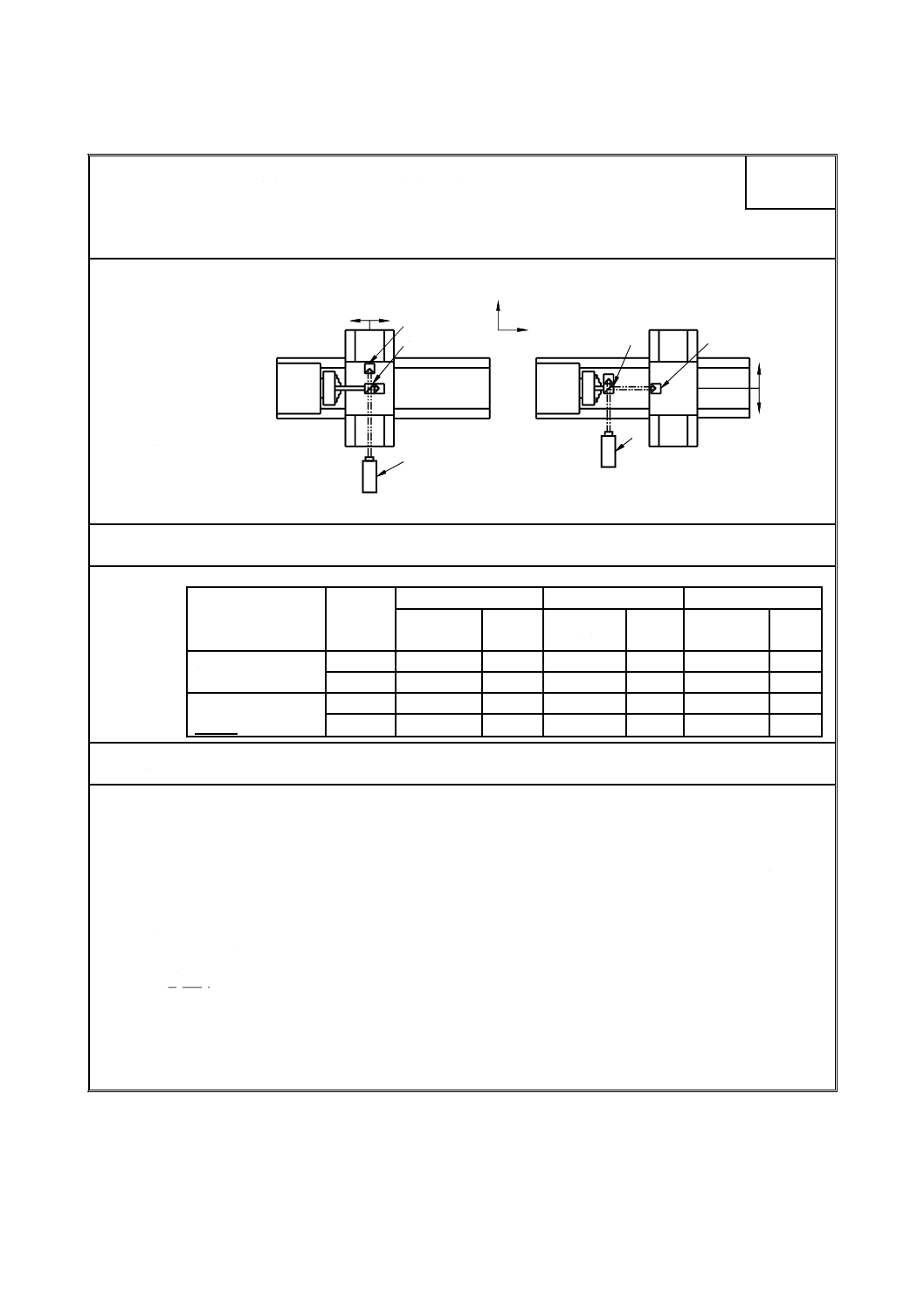
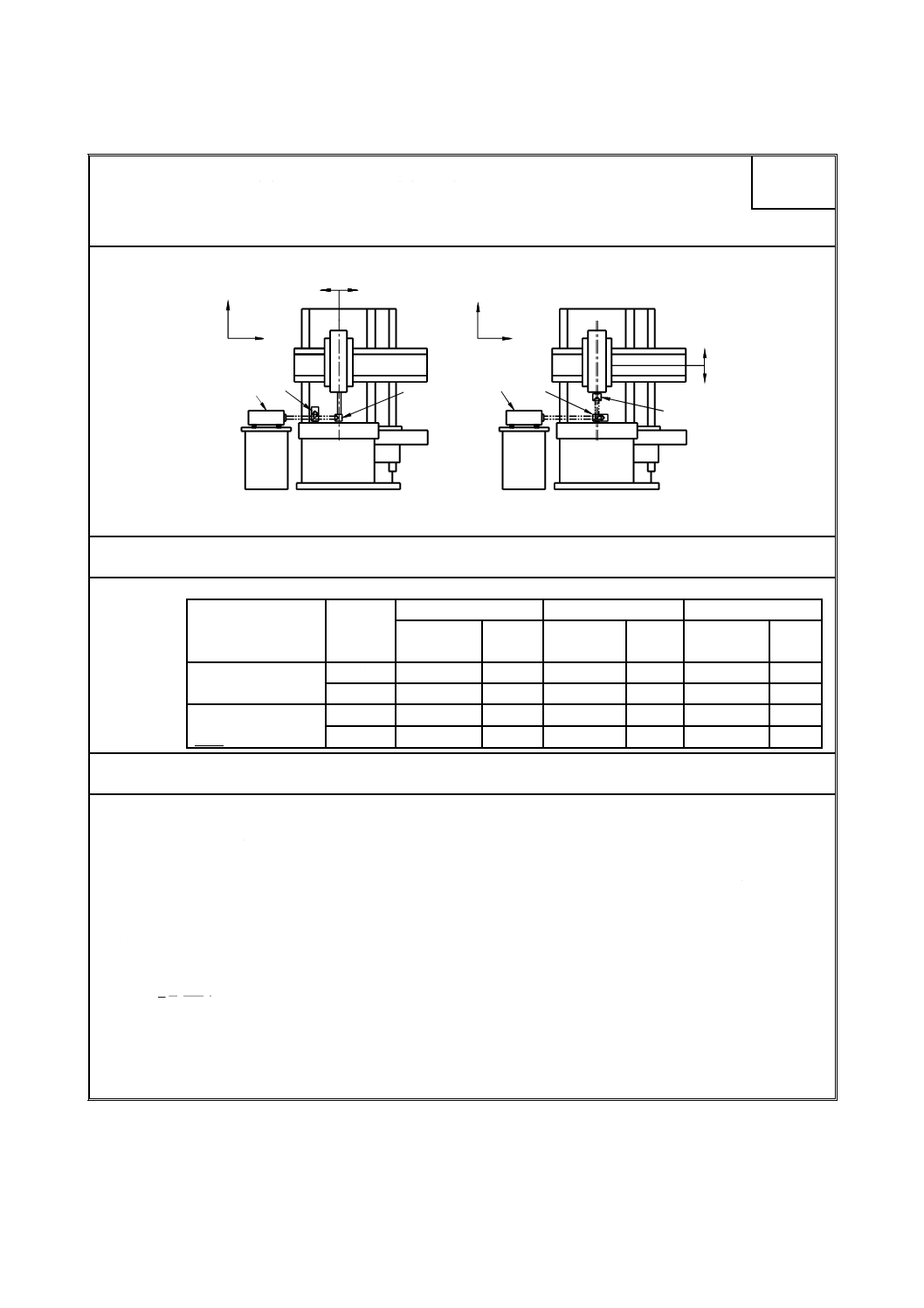
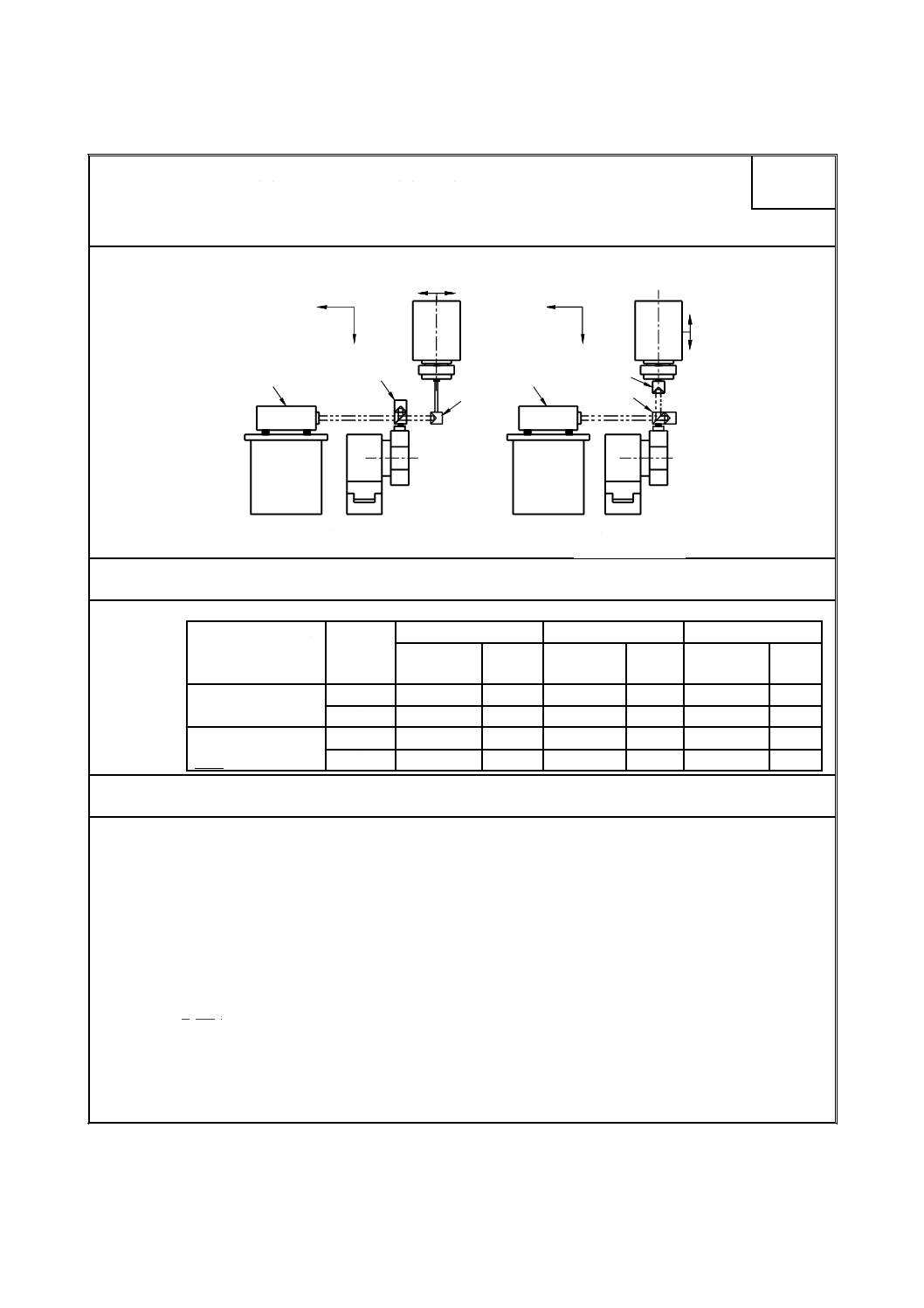
直進軸の送り速度
目的及び試験条件
1 000 mm/min 及び最大速度での直進軸の送り速度の精度試験。
この試験は,全ての直進軸について実施しなければならない。測定範囲が短い軸についてこの試験を
適用する場合には,加減速の影響を注意しなければならない(特に,Y軸)。
AK2
測定方法図
1 レーザ光源
2 干渉計
3 反射鏡
1
2
3
3
X
Z
2
1
X軸測定時
Z軸測定時
Z
X
許容値
受渡当事者間の協定に基づく。
測定値
プログラムで設定
した送り速度
送り
方向
X
Y
Z
平均送り
速度
偏差
(%)
平均送り
速度
偏差
(%)
平均送り
速度
偏差
(%)
1 000 mm/min
正
負
最大送り速度
mm/min
正
負
測定器
レーザ干渉計
測定方法
レーザ干渉計(位置決め精度を測定するときの設置)と対象とする運動軸とを心合わせする。軸は,指定した2点
間で直進運動するように指令する。移動距離は,軸を加速させた後,一定の速度で移動させ,最後に減速して停止さ
せることのできる距離とし,その距離は,軸の移動範囲の1/2又は500 mmのいずれか短いほうとする。全ての送り速
度について移動距離は同じとする。試験は,移動の両方向(正方向及び負方向)について実施する。速度データは,
最小100 Hzで取得するのが望ましい。ただし,平滑化又は平均化処理をしてはならない。オーバライドは,100 %に
設定する。移動の両方向について,1回の試験で測定した全ての一定速度の値(最小1 000個の値)を平均し,平均送
り速度を算出する。この試験は,直進軸の位置決め試験と組み合わせて実施してもよい。
送り速度の偏差の計算は,次の式によらなければならない。
100
f
f
f
f
×
−
=
P
P
A
D
ここに,Df:偏差(%で表示)
Af:測定した平均送り速度
Pf:プログラムで設定した送り速度
測定のサンプリング周波数は,報告しなければならない。
10
B 6331-5:2019 (ISO 13041-5:2015)
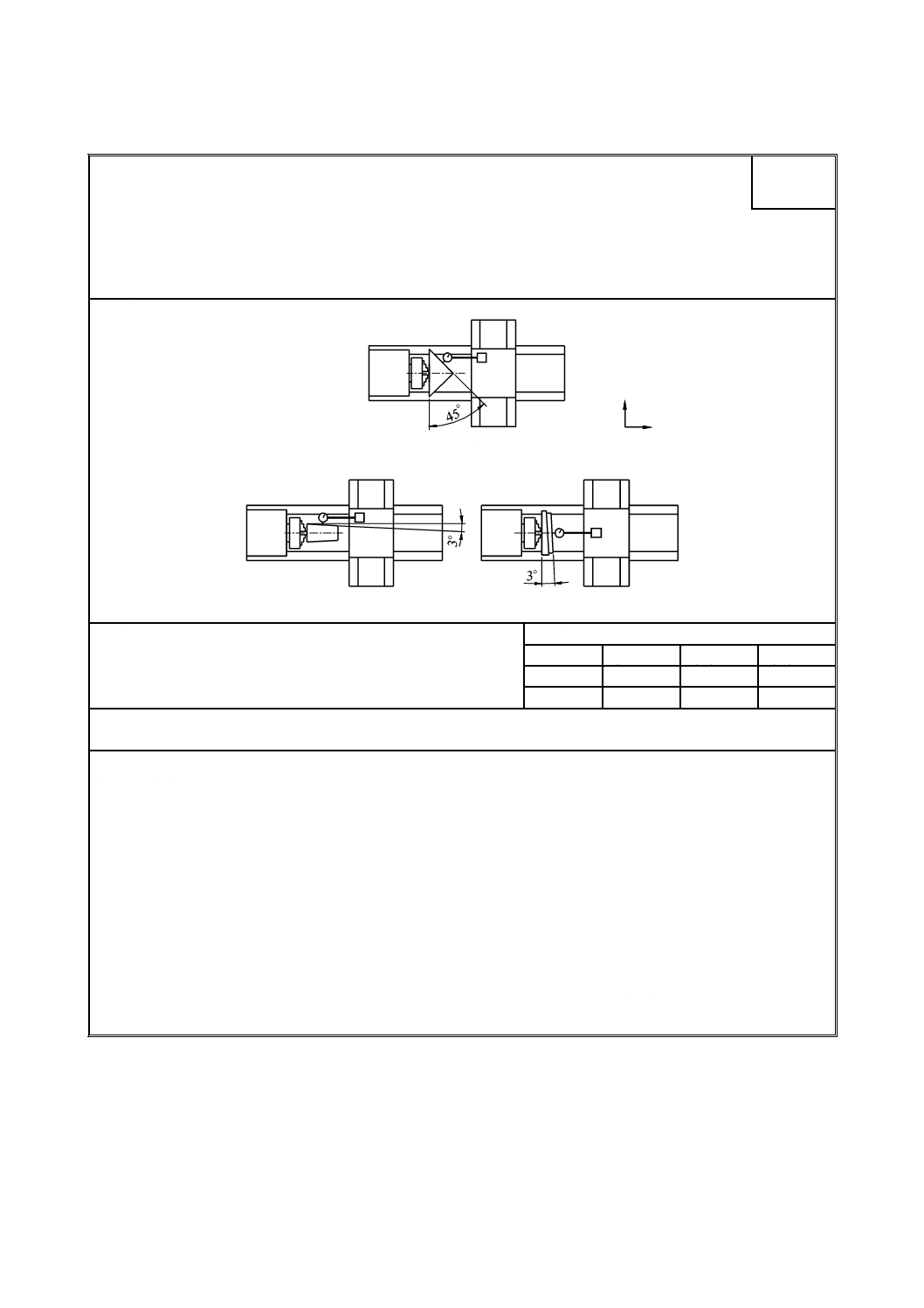
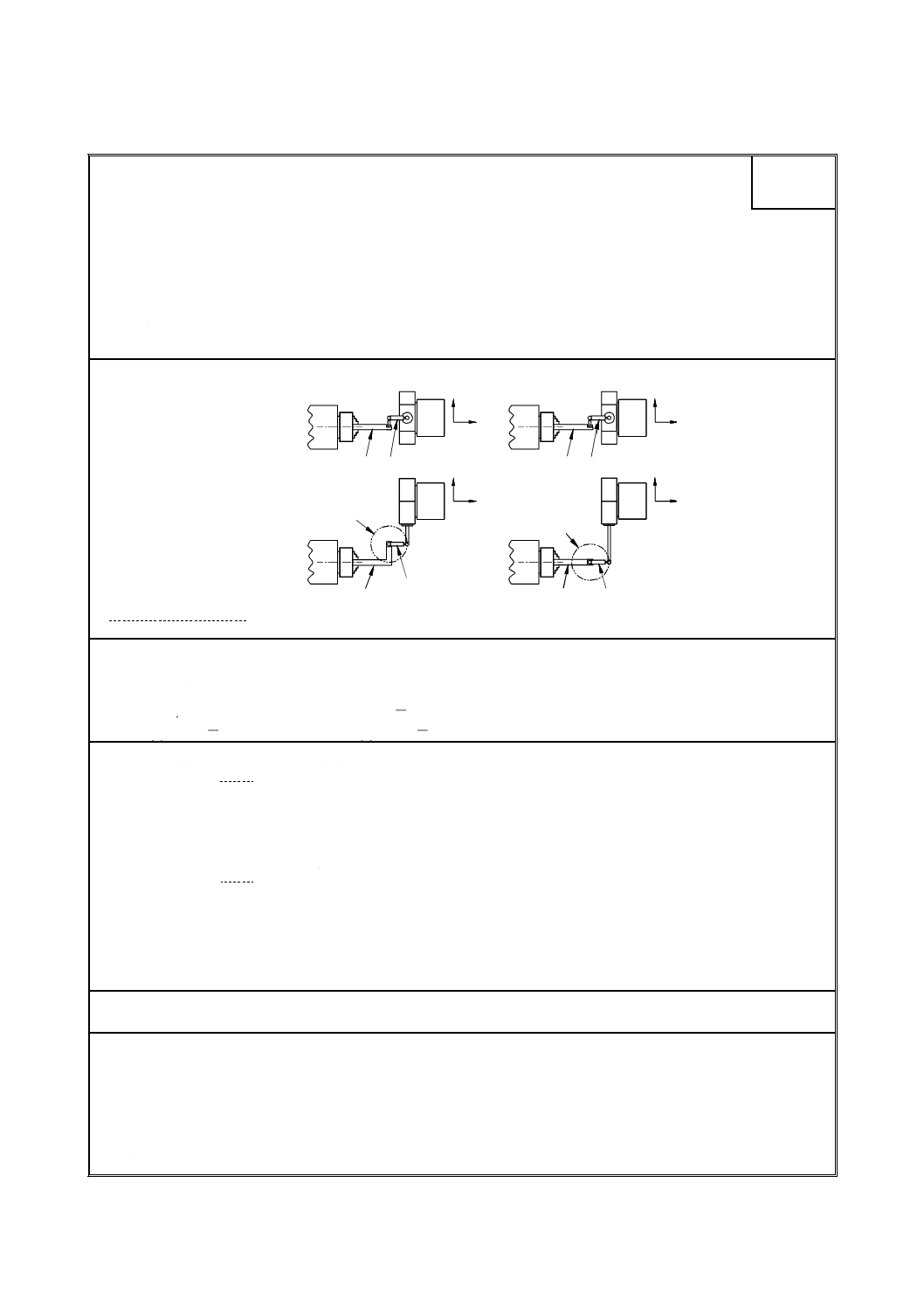
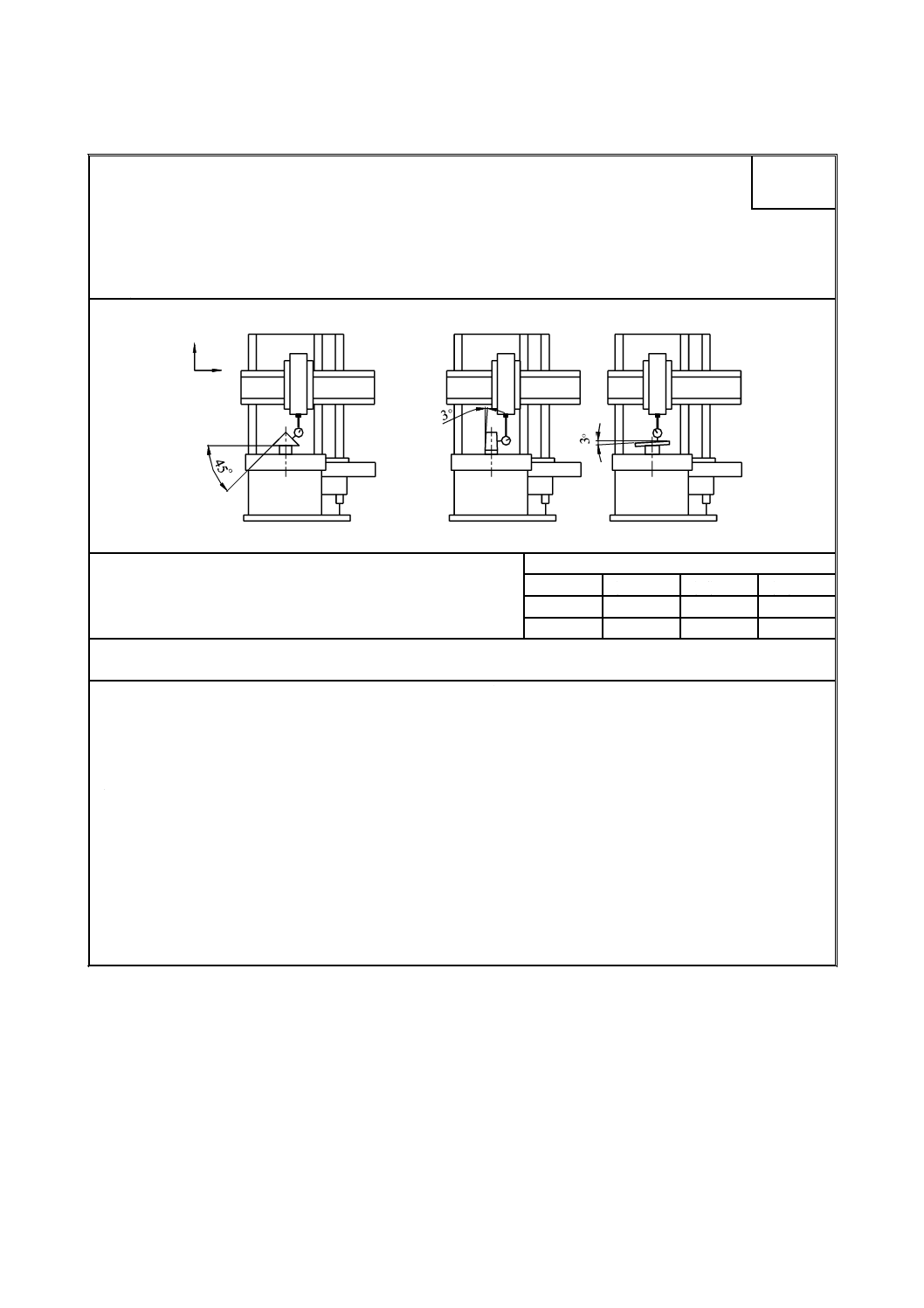
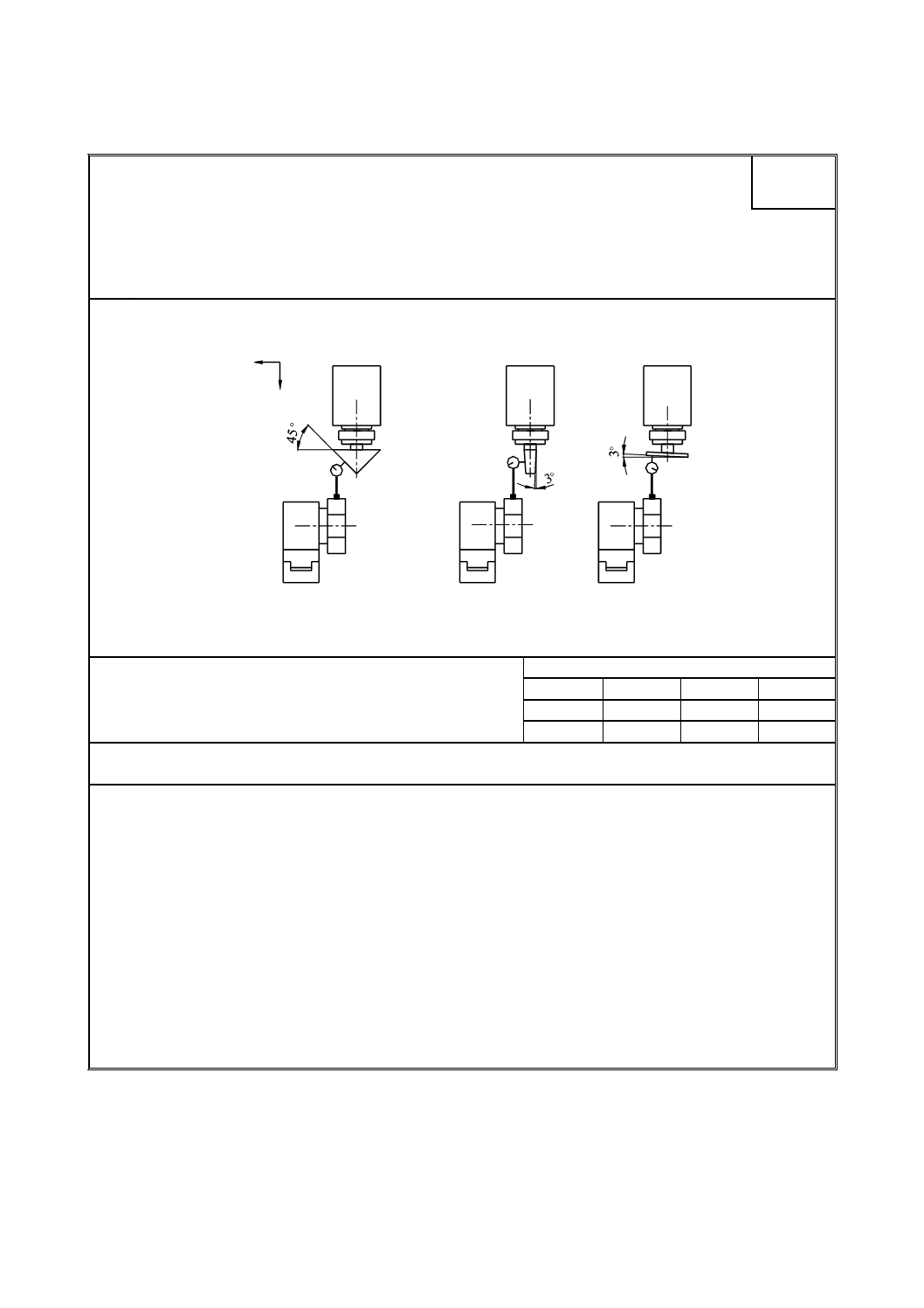
直線補間
目的及び試験条件
二つの直進軸による直線補間運動の真直度の試験。
測定長さは,300 mm(最大)とし,おおよその測定角度は,次による。
a) 45°(同じ送り速度)
b) 3°(一方の軸の送り速度は,極低速)
1) Z軸運動に対して3°(X軸は極低速)
2) X軸運動に対して3°(Z軸は極低速)
AK3
測定方法図
Z
X
b) 1)
b) 2)
a)
許容値
測定長さ100について0.020
測定値
a)
b) 1)
b) 2)
測定誤差
測定長さ
測定器
真直度基準器,サインバー若しくは特殊円すいテストバー及び変位計,又は二次元スケール
測定方法(JIS B 6190-1の11.2.3及びISO/TR 230-11の6.3参照)
a) 及び b) 1)
特殊円すいテストバーを用いる試験については,[頂角約a) 90°又はb) 6°の]円すいテストバーは,工作物を保持
するチャック又はコレットに取り付ける。工作主軸は,固定しなければならない。変位計は,往復台に取り付け,そ
の測定子を円すい面に対して垂直に当てる。
b) 2)
真直度基準器を用いる試験については,真直度基準器は工作物を保持する面版又は四つ爪チャックに取り付ける。
真直度基準器の基準面の傾きは,X軸の運動に対して約3°とする。工作主軸は,固定する。変位計は,往復台に取り
付け,その測定子は,真直度基準器の基準面に当てる。
全ての直線補間運動の試験は,同一の変位計を用い,軸の加減速に必要な長さを残し,特殊円すいテストバーの円
すい面又は真直度基準器の基準面上の測定長さの両端でゼロに合わせる。選択した2点のX及びZ軸の座標値を記録
する。2点間を250 mm/minで両方向に運動するようにプログラムし,運動の真直度の偏差を記録する。加減速の影響
を除外し,各方向に分けて記録した偏差のデータを解析する(JIS B 6190-1参照)。真直度偏差の最大値及びその向き
を試験の結果として記録しなければならない。
11
B 6331-5:2019 (ISO 13041-5:2015)
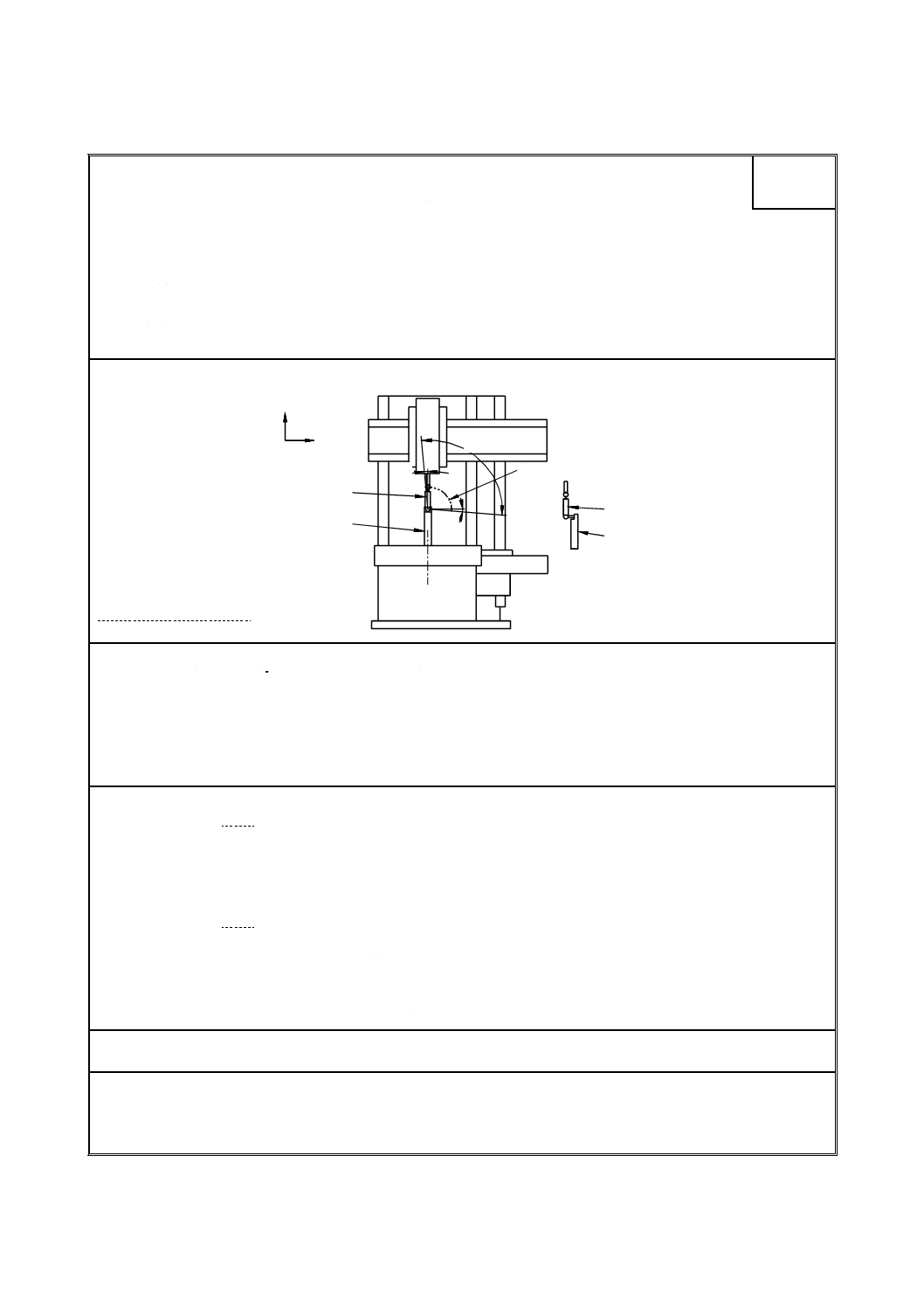
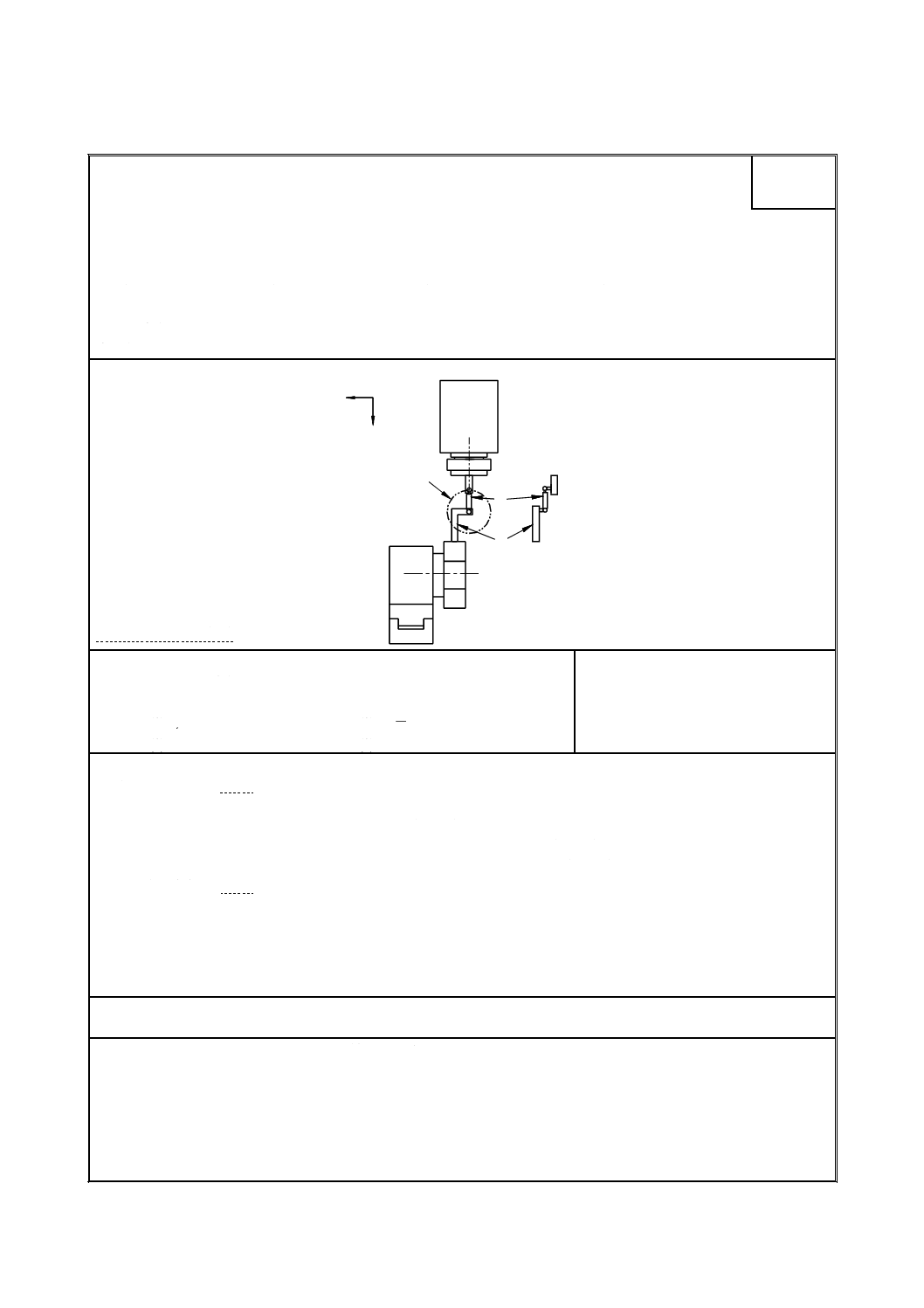
円弧補間
目的及び試験条件
二つの直進軸の円弧補間によって生成される経路の真円度G及び両方向真円度G(b)の試験。
円弧は,JIS B 6190-4に従って,適用できる場合には360°以上とし,次の1)〜4)のうちの一つの直径
を選び,a)及びb)の送り速度で行う。
1) 直径50 mm
2) 直径100 mm
3) 直径200 mm
4) 直径300 mm
a) 250 mm/min
a) 350 mm/min
a) 500 mm/min
a) 610 mm/min
b) 1 000 mm/min
b) 1 400 mm/min
b) 2 000 mm/min
b) 2 440 mm/min
真円度Gは,時計回り及び反時計回りの円弧補間運動について測定しなければならない。
この試験は,XY,YZ 及びZX面内,又は他の対になる二つの直進軸(X2,Z2など)で形成する面内
で行う。
AK4
測定方法図
1
ボールバー
2
ジグ
3
工具側球の円経路
許容値
Gab及びGbaの許容値は,G(b)abと同じである。
ここに,添字abは,XY,YZ又はZX
a) G(b)XZ = 0.03 mm
b) G(b)XZ = 0.05 mm
G(b)XY,YZ = 0.05 mm
G(b)XY,YZ = 0.07 mm
測定値及び試験パラメータ
a) 送り速度=
指定経路の直径 mm
………………………
GXZ=
測定器の配置位置
GXY,YZ=
− 円の中心(X/Y/Z)
………………………
G(b)XZ=
− 工具レファレンスのオフセット(X/Y/Z)
………………………
G(b)XY,YZ=
− 工作物レファレンスのオフセット(X/Y/Z)
………………………
b) 送り速度=
データ取得パラメータ
GXZ=
− 始点
………………………
GXY,YZ=
− 測定点の数
………………………
G(b)XZ=
− データ平滑化処理
………………………
G(b)XY,YZ=
使用した補正
………………………
試験していない軸の位置
………………………
測定器
ボールバー又は二次元スケール(グリッドエンコーダ)
測定方法(JIS B 6190-1の11.3及び11.4並びにJIS B 6190-4参照)
360°の測定ができない場合は,AK5参照。
直径は,受渡当事者間の協定に基づいて上記の値と異なってもよい。その場合の送り速度は,JIS B 6190-4の附属書
Cに従って調整する。
補間運動は,4象限のうちの一つから開始する。理想的には,測定は,四つの象限切替え点以外の点から記録を開始
し,十分に象限切替え点周辺の送り運動を測定できるように記録するのが望ましい。こうすることによって,反転位
置を含む機械の性能を正確に取得することができる。
代替方法
X
Z
X
Z
Y
Z
Y
Z
2
1
2
1
2
1
2
1
3
3
12
B 6331-5:2019 (ISO 13041-5:2015)
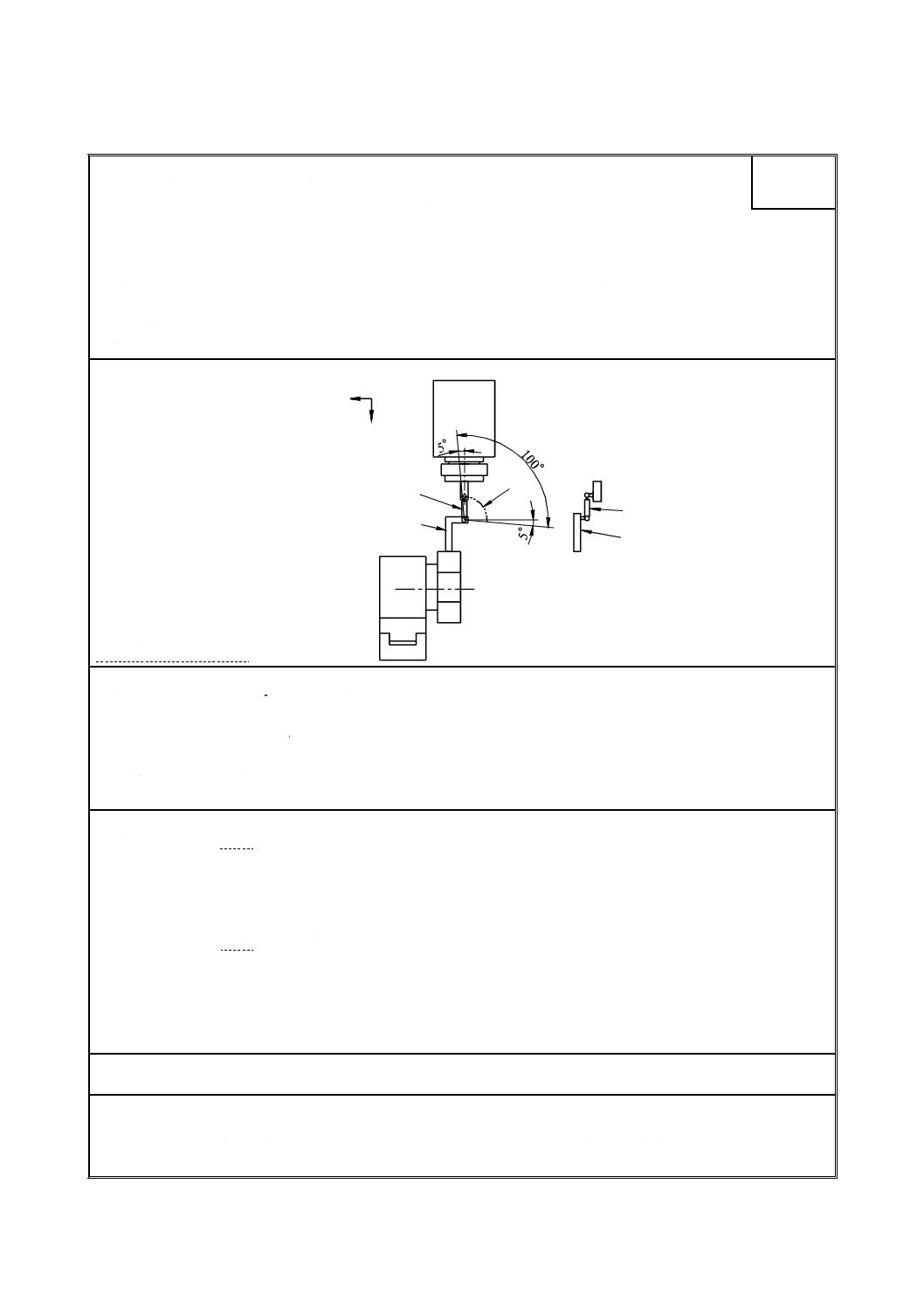
1/4円弧補間
目的及び試験条件
二つの直線運動軸を1/4の円弧補間運動させたときに生成する円経路の半径偏差Fの試験。
測定は,JIS B 6190-4に基づき,100°以上の円弧補間を,次の1)〜4) のうちの一つの直径を選び,a)
及びb)の送り速度で行う。
1) 直径50 mm
2) 直径100 mm
3) 直径200 mm
4) 直径300 mm
a) 250 mm/min
a) 350 mm/min
a) 500 mm/min
a) 610 mm/min
b) 1 000 mm/min
b) 1 400 mm/min
b) 2 000 mm/min
b) 2 440 mm/min
半径偏差Fは,時計回り及び反時計回りについて測定しなければならない。
この試験は,XY,YZ及びZX面内,又は他の対になる二つの直進軸(X2,Z2など)で形成する面内
で行う。
AK5
測定方法図
1
ボールバー
2
ジグ
3
工具側球の円弧経路
1
2
X
Z
Y
Z
2
1
3
許容値
a) FXZ(最大)= 0.05 mm
b) FXZ(最大)= 0.07 mm
FXZ(最小)=−0.05 mm
FXZ(最小)=−0.07 mm
FXY,YZ(最大)= 0.07 mm
FXY,YZ(最大)= 0.09 mm
FXY,YZ(最小)=−0.07 mm
FXY,YZ(最小)=−0.09 mm
JIS B 6190-4の3.5参照。
注記 半径偏差は,ボールバーの主軸側球の位置(配置)誤差の影響を含むため,一般的に真円度より大きい。
測定値及び試験パラメータ
a) 送り速度=
指定経路の直径 mm
………………………
FXZ(最大)=
測定器の配置位置
FXZ(最小)=
− 円の中心(X/Y/Z)
………………………
FXY,YZ(最大)=
− 工具レファレンスのオフセット(X/Y/Z)
………………………
FXY,YZ(最小)=
− 工作物レファレンスのオフセット(X/Y/Z)
………………………
b) 送り速度=
データ取得パラメータ
FXZ(最大)=
− 始点
………………………
FXZ(最小)=
− 測定点の数
………………………
FXY,YZ(最大)=
− データ平滑化処理
………………………
FXY,YZ(最小)=
使用した補正
………………………
試験していない軸の位置
………………………
測定器
ボールバー又は二次元スケール(グリッドエンコーダ)
測定方法(JIS B 6190-1の11.3参照)
この試験は,機械上で360°にわたって連続して測定ができない場合,代わりに行うAK4の代替試験である。
直径は,受渡当事者間の協定に基づいて上記の値と異なってもよい。その場合の送り速度は,JIS B 6190-4の附属書
Cに従って調整する。
13
B 6331-5:2019 (ISO 13041-5:2015)
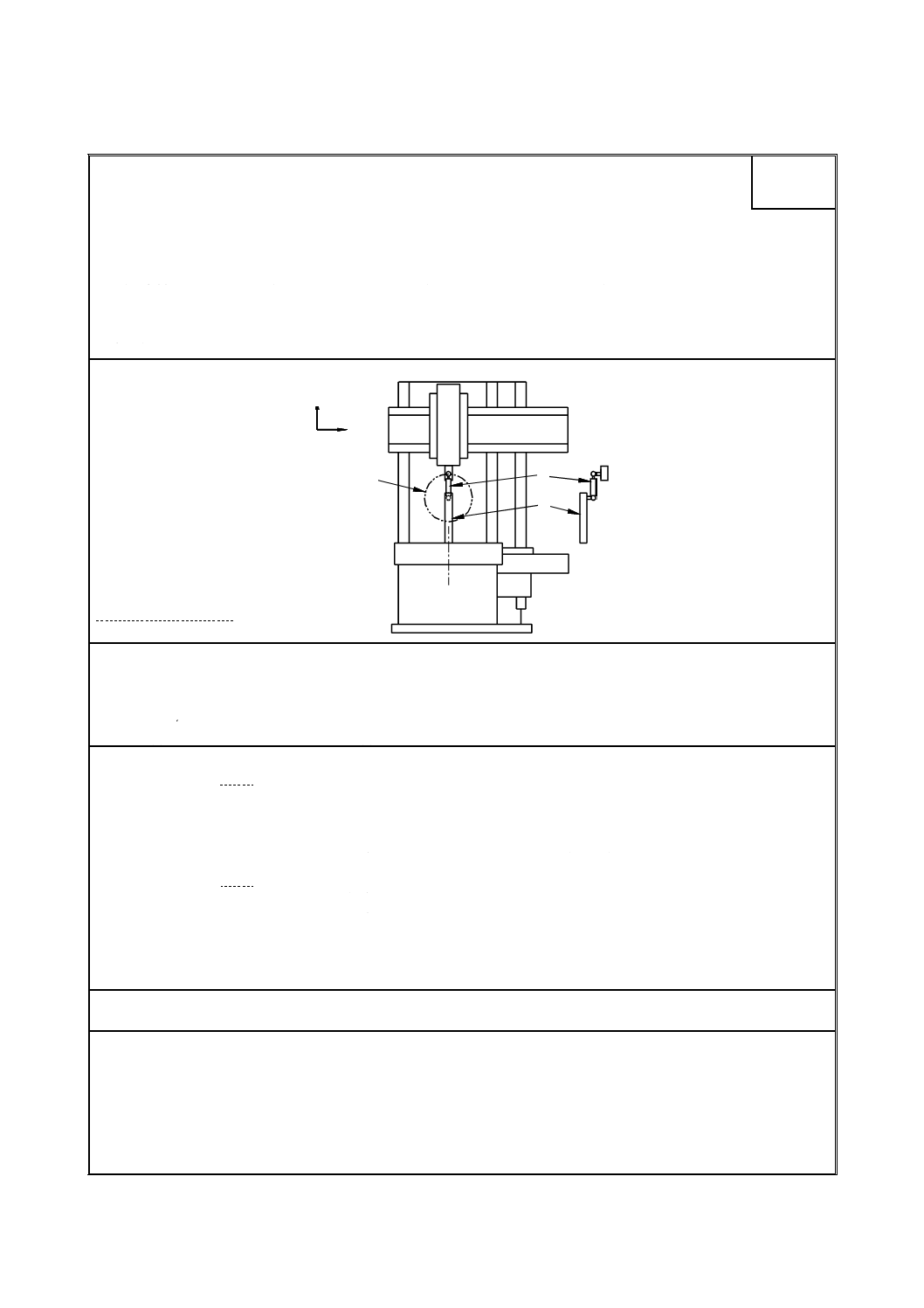
同時3軸制御による円弧補間運動(X軸,Y軸及びC軸)
目的及び試験条件
二つの直線軸(X及びY軸)と一つの回転軸(C軸)との同時3軸制御運動の工具先端点の軌跡(理
想的には,ワーク座標系の固定点)の偏差の試験。
X軸又はY軸のいずれか小さいほうの移動範囲の2/3の直径で回転軸(C軸)を180°以上又は360°
回転させる。測定の方向感度は,次のように設定しなければならない。
a) 回転軸(C軸)の軸方向,Eint,axialC,XYC(CW,CCW)
b) 回転軸(C軸)の半径方向,Eint,radialC,XYC(CW,CCW)
c) 回転軸(C軸)の接線方向,Eint,tangentialC,XYC(CW,CCW)
ボールバーLの基準長さは100 mm,送り速度は500 mm/min又は受渡当事者間の協定による。測定は,
C軸運動の時計回り及び反時計回りについて行わなければならない。
AK6
測定方法図
L
L
+C'
4
5
6
2
1
3
Y
X
B
1
X
Y
3
2
LB
+C'
5
6
4
L
3
+C'
5, 6
4
L
X
Y
Y
Z
1
2
3
4
L
B
a)
b)
c)
1 ボールバー
5 工具側球の円経路
2 主軸側球
6 主軸側球の円経路
3 工具側球
L 工具側球の中心と主軸中心線との距離
4 主軸
許容値(受渡当事者間の協定による。)
a) Eint,axialC,XYC(CW,CCW)=…
b) Eint,radialC,XYC(CW,CCW)=…
c) Eint,tangentialC,XYC(CW,CCW)=…
測定値
a) Eint,axialC,XYC(CW,CCW)=… …
b) Eint,radialC,XYC(CW,CCW)=… …
c) Eint,tangentialC,XYC(CW,CCW)=… …
測定器
ボールバー,又は軸付き基準球及び平面測定子付き変位計若しくは三つの変位計(例えば,3Dプローブ)
測定方法(JIS B 6190-1の11.3.5参照)
NCプログラムの円経路の中心は,C軸の軸平均線上にとらなければならない。各測定について,補間運動中のボー
ルバーの読み(長さの変化)又は変位計の読みを連続的に記録する。a),b) 及びc)については,記録した最大値と最
小値との差を報告する。
C軸の軸平均線から工作物主軸側の球までの距離Lを報告しなければならない。b) 及びc)において,工具主軸側の
球は,工具主軸の軸平均線に心合わせをしなければならない。この心ずれは,測定結果に影響する。球面付きテスト
バー及び三つの変位計(例えば,3Dプローブ)を用いてもよい。試験手順及び追加の注意事項は,附属書D参照。
注記 測定結果は,図示することを推奨する(D.3.3参照)。
14
B 6331-5:2019 (ISO 13041-5:2015)
附属書B
(規定)
垂直工作主軸をもつ機械の運動試験
B.1
機械の構造形態及び呼び方
Z1(Z)
Z2(W)
Y
X
Cʼ
Z
Y
X
図B.1−垂直工作主軸をもつ旋盤の例 [w (Cʼ) b Y Z2 X Z1 t]
図B.1に垂直工作主軸をもつ旋盤の例を示す。
工作物側から工具側まで,又は逆に,運動軸を直列に接続する構造コードを用いて構造構成を表記する。
運動軸の名称は,JIS B 6310による。一例として,図B.1に示す機械の構造コードは,工作物側から工具
側まで運動軸を接続すると,[w (Cʼ) b Y Z2 X Z1 t]と表記することができる。この表記では,工作物側と工
具側とは,工作物を“w”,工具を“t”で表して区別し,ベッドを“b”で表している。“(Cʼ)”は,数値制
御による角度位置決めができない主軸を示している。
B.2
運動試験
B.2.1 一般
この附属書に規定する試験は,簡単のために,図B.1に構造形態を例として示す。ただし,試験は,垂
直工作主軸をもつ数値制御旋盤及びターニングセンタの全てに適用できる。
注記 切削に起因する実際の工作誤差の予測に,これらの試験をそのまま使用することができない可
能性がある。
B.2.2 主軸速度(BK1)及び送り速度(BK2)
この二つの試験の目的は,指令値から構成部品の物理的な運動までの全ての電気的,電子的及び機械的
な接続に関わる全体的な精度について試験することとする。
15
B 6331-5:2019 (ISO 13041-5:2015)
B.2.3 直線補間(BK3)
この試験の目的は,二つの直進軸の同期運動を次の二つの条件で試験することとする。
− 二つの直進軸を同じ送り速度(45°の角度)で運動させる。
− 二つの軸のうちいずれか一方の軸を極低速度(小さな角度)で運動させる。
B.2.4 円弧補間(BK4)
この試験の目的は,一つの軸の送り速度がゼロまで減速し,次に運動の向きが逆になる象限切替え点を
含み,円経路に沿った二つの直進軸の同期運動の精度を試験することとする。測定中,軸の速度は,変化
する。
B.2.5 1/4円弧補間(BK5)
この試験は,測定対象機械が360°にわたって連続して測定できない場合に,代わりに行うBK4の代替
試験である。この試験の目的は,一つの軸の送り速度がゼロまで減速し,次に運動の向きが逆になる切替
え点を含み,円弧経路に沿った二つの直進軸(一般にX軸及びZ軸)の同期運動の精度を試験することと
する。
B.2.6 同時3軸制御による円弧補間運動(X軸,Y軸及びC軸)(BK6)
この試験の目的は,時計回り及び反時計回りの円弧補間運動についてターニングセンタのX軸,Y軸及
びC軸の三つの軸を同時に制御したときの補間精度を試験することとする。
16
B 6331-5:2019 (ISO 13041-5:2015)
主軸速度
目的及び試験条件
正転及び逆転させたときの各速度範囲の中間速度及び最大速度における主軸速度の偏差の試験。
BK1
測定方法図
許容値
±5 %
測定値
速度範囲
回転の方向
設定値
測定値
偏差(%)
中間
正転
逆転
最大
正転
逆転
中間
正転
逆転
最大
正転
逆転
測定器
回転計又はストロボスコープa)
注a) 数値制御装置から独立した測定器を使用する。
測定方法
読取りは,定常速度で行い,始動及び停止時の加速・減速領域は避ける。瞬間的な速度を読み取る場合には,5回の
読みを取り,平均値を求める。この試験は,主軸及び工具主軸の両方に適用する。
オーバライドは,100 %に設定する。
主軸速度の偏差の計算は,次の式によらなければならない。
100
s
s
s
×
−
=
P
P
A
D
ここに,D:偏差(%で表示)
As:測定値
Ps:設定値(プログラムした速度)
17
B 6331-5:2019 (ISO 13041-5:2015)
直進軸の送り速度
目的及び試験条件
1 000 mm/min及び最大速度での直進軸の送り速度の精度試験。
この試験は,全ての直進軸について実施しなければならない。測定範囲が短い軸についてこの試験を
適用する場合には,加減速の影響を注意しなければならない(特に,Y軸)。
BK2
測定方法図
1
レーザ光源
2
干渉計
3
反射鏡
許容値
受渡当事者間の協定に基づく。
測定値
プログラムで設定
した送り速度
送り
方向
X
Y
Z
平均送り
速度
偏差
(%)
平均送り
速度
偏差
(%)
平均送り
速度
偏差
(%)
1 000 mm/min
正
負
最大送り速度
mm/min
正
負
測定器
レーザ干渉計
測定方法
レーザ干渉計(位置決め精度を測定するときの設置)と対象の運動軸とを心合わせする。軸は,指定した2点間で
直進運動するように指令する。移動距離は,軸を加速させた後,一定の速度で移動させ,最後に減速して停止させる
ことのできる距離とし,その距離は,軸の移動範囲の1/2又は500 mmのいずれか短いほうとする。全ての送り速度に
ついて移動距離は同じとする。試験は,移動の両方向(正方向及び負方向)について実施する。速度データは,最小
100 Hzで取得するのが望ましい。ただし,平滑化又は平均化処理をしてはならない。オーバライドは,100 %に設定
する。移動の両方向について,1回の試験で測定した全ての一定速度の値(最小1 000個の値)を平均し,平均送り速
度を算出する。この試験は,直進軸の位置決め試験と組み合わせて実施してもよい。
送り速度の偏差の計算は,次の式によらなければならない。
100
f
f
f
f
×
−
=
P
P
A
D
ここに,Df:偏差(%で表示)
Af:測定した平均送り速度
Pf:プログラムで設定した送り速度
測定のサンプリング周波数は,報告しなければならない。
X軸測定時
Z軸測定時
Z
X
1
2
3
1
2
3
X
Z
X
Z
18
B 6331-5:2019 (ISO 13041-5:2015)
直線補間
目的及び試験条件
二つの直進軸による直線補間運動の真直度の試験。
測定長さは,300 mm(最大)とし,おおよその測定角度は,次による。
a) 45°(同じ送り速度)
b) 3°(一方の軸の送り速度は,極低速)
1) Z軸運動に対して3°(X軸は極低速)
2) X軸運動に対して3°(Z軸は極低速)
BK3
測定方法図
Z
X
a)
b) 1)
b) 2)
許容値
測定長さ100 について 0.020
測定値
a)
b) 1)
b) 2)
測定誤差
測定長さ
測定器
真直度基準器,サインバー若しくは特殊円すいテストバー及び変位計,又は二次元スケール
測定方法(JIS B 6190-1の11.2.3及びISO/TR 230-11の6.3参照)
a) 及び b) 1)
特殊円すいテストバーを用いる試験については,[頂角約a) 90°又はb) 6°の]円すいテストバーは,工作物を保持
するチャック又はコレットに取り付ける。主軸は,固定しなければならない。変位計は,往復台に取り付け,その測
定子を円すい面に対して垂直に当てる。
b) 2)
真直度基準器を用いる試験については,真直度基準器は工作物を保持する面版又は四つ爪チャックに取り付ける。
真直度基準器の基準面の傾きは,X軸の運動に対して約3°とする。工作主軸は,固定する。変位計は,往復台に取り
付け,その測定子は,真直度基準器の基準面に当てる。
全ての直線補間運動の試験は,同一の変位計を用い,軸の加減速に必要な長さを残し,特殊円すいテストバーの円
すい面又は真直度基準器の基準面上の測定長さの両端でゼロに合わせる。選択した2点のX及びZ軸の座標値を記録
する。2点間を250 mm/minで両方向に運動するようにプログラムし,運動の真直度の偏差を記録する。加減速の影響
を除外し,各方向に分けて記録した偏差のデータを解析する(JIS B 6190-1参照)。真直度偏差の最大値及びその向き
を試験の結果として記録しなければならない。
19
B 6331-5:2019 (ISO 13041-5:2015)
円弧補間
目的及び試験条件
二つの直進軸の円弧補間によって生成される経路の真円度G及び両方向真円度G(b)の試験。
円弧は,JIS B 6190-4に従って,適用できる場合には360°以上とし,次の1)〜4) のうちの一つの直
径を選び,a)及びb) の送り速度で行う。
1) 直径50 mm
2) 直径100 mm
3) 直径200 mm
4) 直径300 mm
a) 250 mm/min
a) 350 mm/min
a) 500 mm/min
a) 610 mm/min
b) 1 000 mm/min
b) 1 400 mm/min
b) 2 000 mm/min
b) 2 440 mm/min
真円度Gは,時計回り及び反時計回りの円弧補間運動について測定しなければならない。
この試験は,XY,YZ及びZX面内,又は他の対になる二つの直進軸(X2,Z2,Wなど)で形成する
面内で行う。
BK4
測定方法図
1
ボールバー
2
ジグ
3
工具側球の円経路
X
Z
1
2
3
許容値
Gab及びGbaの許容値は,G(b)abと同じである。
ここに,添字abは,XY,YZ,又はZX。
a) G(b)XZ = 0.03 mm
b) G(b)XZ = 0.05 mm
G(b)XY,YZ = 0.05 mm
G(b)XY,YZ = 0.07 mm
測定値及び試験パラメータ
a) 送り速度=
指定経路の直径 mm
………………………
GXZ=
測定器の配置位置
GXY,YZ=
− 円の中心(X/Y/Z)
………………………
G(b)XZ=
− 工具レファレンスのオフセット(X/Y/Z)
………………………
G(b)XY,YZ=
− 工作物レファレンスのオフセット(X/Y/Z)
………………………
b) 送り速度=
データ取得パラメータ
GXZ=
− 始点
………………………
GXY,YZ=
− 測定点の数
………………………
G(b)XZ=
− データ平滑化処理
………………………
G(b)XY,YZ=
使用した補正
………………………
試験していない軸の位置
………………………
測定器
ボールバー又は二次元スケール(グリッドエンコーダ)
測定方法(JIS B 6190-1の11.3及び11.4並びにJIS B 6190-4参照)
360°の測定ができない場合は,BK5参照。
直径は,受渡当事者間の協定に基づいて上記の値と異なってもよい。その場合の送り速度は,JIS B 6190-4の附属書
Cに従って調整する。
補間運動は,4象限のうちの一つから開始する。理想的には,測定は,四つの象限切替え点以外の点から記録を開始
し,十分に象限切替え点周辺の送り運動を測定できるように記録するのが望ましい。こうすることによって,反転位
置を含む機械の性能を正確に取得することができる。
20
B 6331-5:2019 (ISO 13041-5:2015)
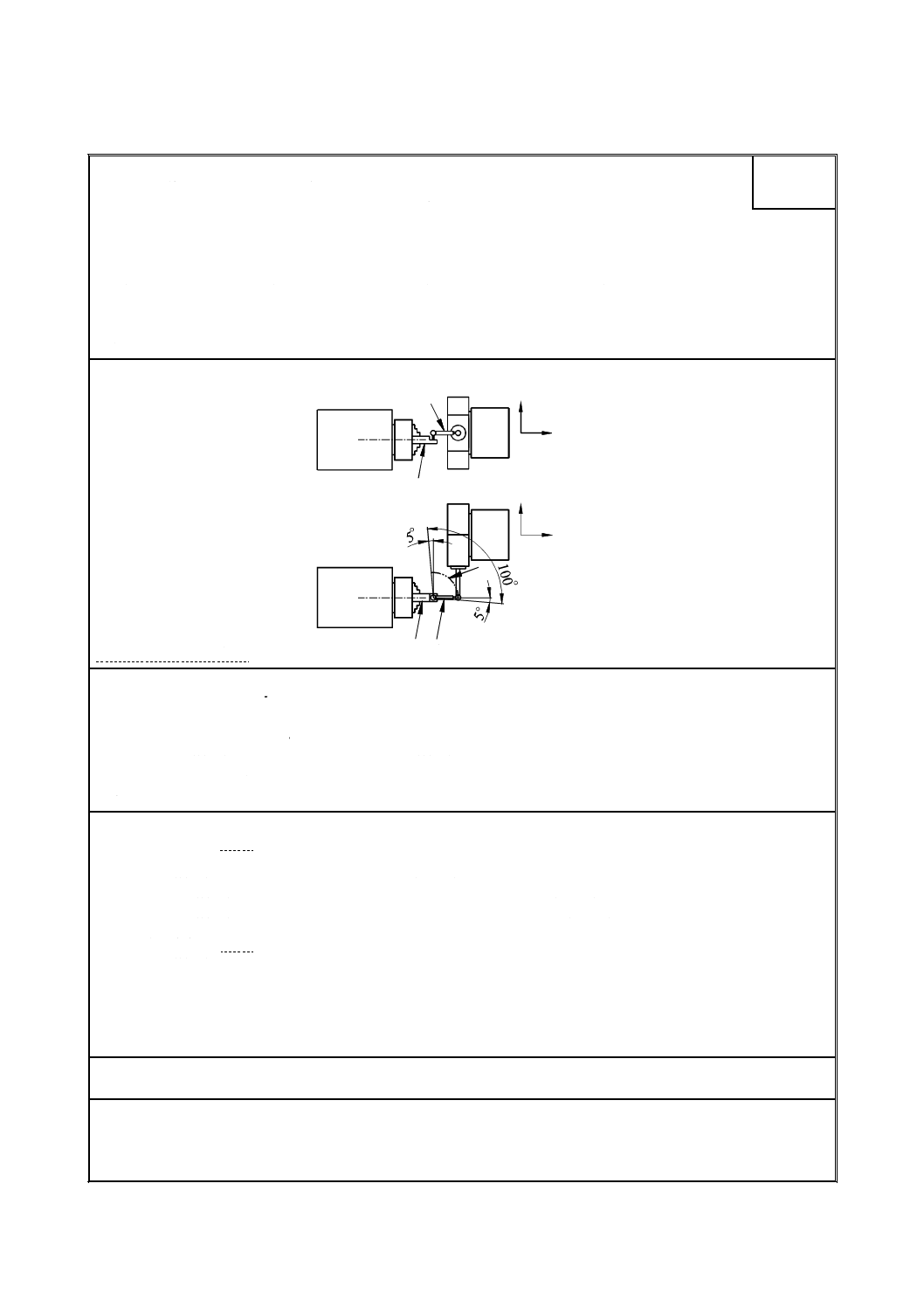
1/4円弧補間
目的及び試験条件
二つの直線運動軸を1/4の円弧補間運動させたときに生成する円経路の半径偏差Fの試験。
測定は,JIS B 6190-4に基づき,100°以上の円弧補間を,次の1)〜4) のうちの一つの直径を選び,a)
及びb)の送り速度で行う。
1) 直径50 mm
2) 直径100 mm
3) 直径200 mm
4) 直径300 mm
a) 250 mm/min
a) 350 mm/min
a) 500 mm/min
a) 610 mm/min
b) 1 000 mm/min
b) 1 400 mm/min
b) 2 000 mm/min
b) 2 440 mm/min
半径偏差Fは,時計回り及び反時計回りについて測定しなければならない。
この試験は,XY,YZ 及びZX面内,又は他の対になる二つの直進軸(X2,Z2,Wなど)で形成する
面内で行う。
BK5
測定方法図
1
ボールバー
2
ジグ
3
工具側球の円弧経路
許容値
a) FXZ(最大)= 0.05 mm
b) FXZ(最大)= 0.07 mm
FXZ(最小)=−0.05 mm
FXZ(最小)=−0.07 mm
FXY,YZ(最大)= 0.07 mm
FXY,YZ(最大)= 0.09 mm
FXY,YZ(最小)=−0.07 mm
FXY,YZ(最小)=−0.09 mm
JIS B 6190-4の3.5参照。
注記 半径偏差は,ボールバーの主軸側球の位置(配置)誤差の影響を含むため,一般的に真円度より大きい。
測定値及び試験パラメータ
a) 送り速度=
指定経路の直径 mm
………………………
FXZ(最大)=
測定器の配置位置
FXZ(最小)=
− 円の中心(X/Y/Z)
………………………
FXY,YZ(最大)=
− 工具レファレンスのオフセット(X/Y/Z)
………………………
FXY,YZ(最小)=
− 工作物レファレンスのオフセット(X/Y/Z)
………………………
b) 送り速度=
データ取得パラメータ
FXZ(最大)=
− 始点
………………………
FXZ(最小)=
− 測定点の数
………………………
FXY,YZ(最大)=
− データ平滑化処理
………………………
FXY,YZ(最小)=
使用した補正
………………………
試験していない軸の位置
………………………
測定器
ボールバー又は二次元スケール(グリッドエンコーダ)
測定方法(JIS B 6190-1の11.3参照)
この試験は,機械上で360°にわたって連続して測定ができない場合,代わりに行うBK4の代替試験である。
直径は,受渡当事者間の協定に基づいて上記の値と異なってもよい。その場合の送り速度は,JIS B 6190-4の附属
書Cに従って調整する。
X
Z
1
2
5
°
5°
100°
1
2
3
21
B 6331-5:2019 (ISO 13041-5:2015)
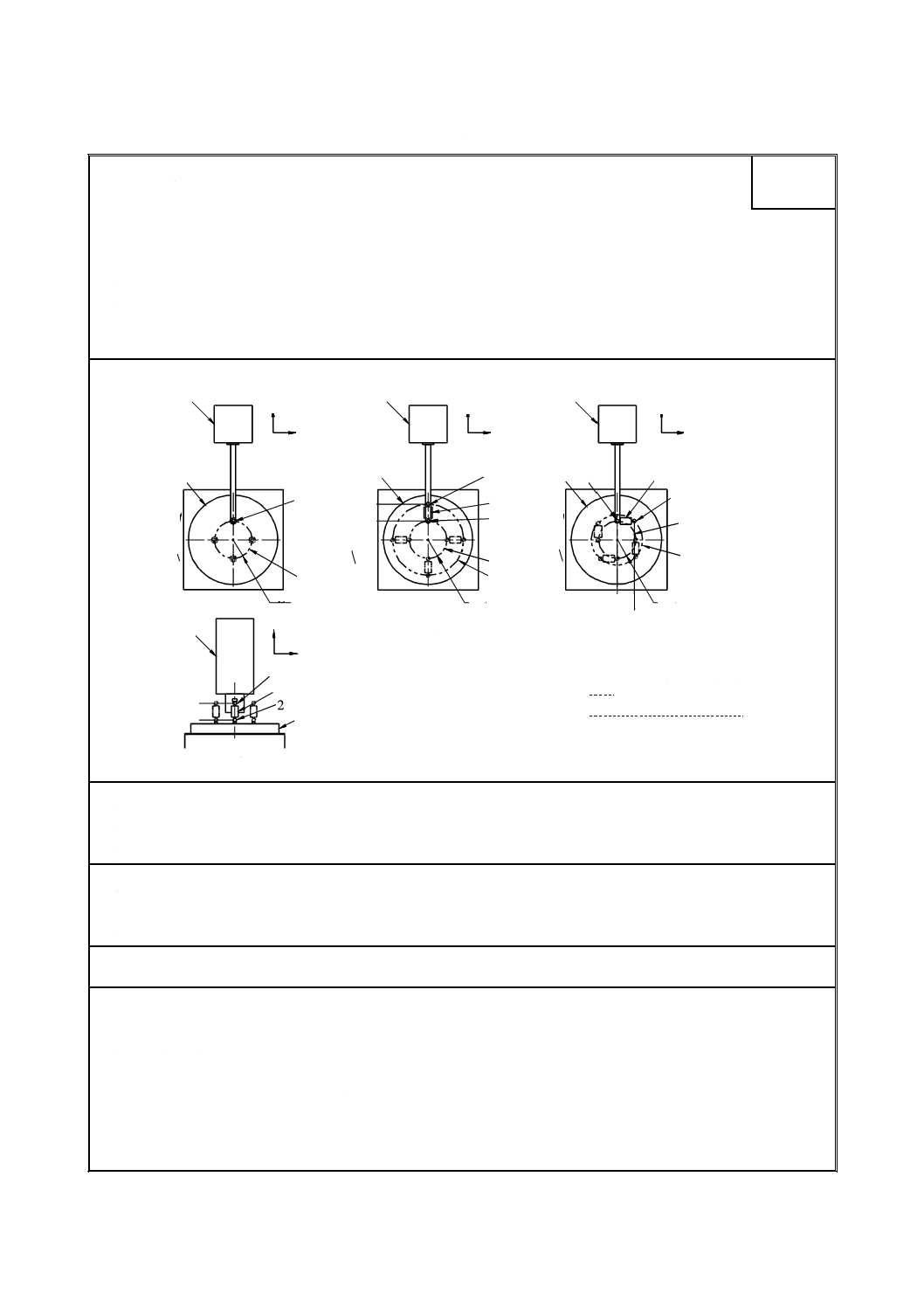
同時3軸制御による円弧補間運動(X軸,Y軸及びC軸)
目的及び試験条件
二つの直線軸(X及びY軸)と一つの回転軸(C軸)との同時3軸制御運動の工具先端点の軌跡(理
想的には,工作物座標系の固定点)の偏差の試験。
X軸又はY軸のいずれか小さいほうの移動範囲の2/3の直径で回転軸(C軸)を180°以上又は360°
回転させる。測定の方向感度は,次のように設定しなければならない。
a) 回転軸(C軸)の軸方向,Eint,axialC,XYC(CW,CCW)
b) 回転軸(C軸)の半径方向,Eint,radialC,XYC(CW,CCW)
c) 回転軸(C軸)の接線方向,Eint,tangentialC,XYC(CW,CCW)
ボールバーLの基準長さは100 mm,送り速度は500 mm/min又は受渡当事者間の協定による。測定は,
C軸運動の時計回り及び反時計回りについて行わなければならない。
BK6
測定方法図
許容値(受渡当事者間の協定による。)
a) Eint,axialC,XYC(CW,CCW)=…
b) Eint,radialC,XYC(CW,CCW)=…
c) Eint,tangentialC,XYC(CW,CCW)=…
測定値
a) Eint,axialC,XYC(CW,CCW)=… …
b) Eint,radialC,XYC(CW,CCW)=… …
c) Eint,tangentialC,XYC(CW,CCW)=… …
測定器
ボールバー,又は軸付き基準球及び平面測定子付き変位計若しくは三つの変位計(例えば,3Dプローブ)
測定方法(JIS B 6190-1の11.3.5参照)
NCプログラムの円経路の中心は,C軸の軸平均線上にとらなければならない。各測定について,補間運動中のボー
ルバーの読み(長さの変化)又は変位計の読みを連続的に記録する。a),b)及びc)については,記録した最大値と最
小値との差を報告する。
C軸の軸平均線に対する工作物主軸側の球のオフセット,Lを報告しなければならない。b)及びc)については,工具
保持主軸側の球は,工具主軸の軸平均線に心合わせをしなければならない。この心ずれは,測定結果に影響する。球
面付きテストバー及び三つの変位計(例えば,3Dプローブ)を用いてもよい。試験手順及び追加の注意事項は,附属
書D参照。
注記 測定結果は,図示することを推奨する(D.3.3参照)。
3
Y
X
4
L
5
+
C
'
6, 7
1
3
2
Y
X
L
4
5
L
B
+
C
'
7
6
2
1
3
X
Y
L
4
5
LB
+
C
'
7
6
12
3
4
Z
X
5
L
B
a)
b)
c)
1
ボールバー
2
主軸側球
3
工具側球
4
工作物保持主軸
5
ラム(工具ヘッド)
6
工具側球の円弧経路
7
主軸側球の円弧経路
L
工具側球の中心と主軸
中心線との距離
22
B 6331-5:2019 (ISO 13041-5:2015)
附属書C
(規定)
逆さ工作主軸をもつ機械の運動試験
C.1 機械の構造形態及び呼び方
X'
Z'
Y
Z
X
Y
図C.1−逆さ工作主軸をもつ旋盤の例 [w (Cʼ) Zʼ Xʼ b Y A t]
図C.1に逆さ工作主軸をもつ旋盤の例を示す。
工作物側から工具側まで,又は逆に,運動軸を直列に接続する構造コードを用いて構造構成を表記する。
運動軸の名称は,JIS B 6310による。一例として,図C.1に示す機械の構造コードは,工作物側から工具
側まで運動軸を接続すると,[w (Cʼ) Zʼ Xʼ b Y A t] のように表記することができる。この表記では,工作物
側と工具側とは,工作物を“w”,工具を“t”で表して区別し,ベッドを“b”で表している。“(Cʼ)”は,
数値制御による角度位置決めができない主軸を示している。
C.2 運動試験
C.2.1 一般
この附属書に規定する試験は,簡単のために,図C.1に構造形態を例として示す。ただし,試験は,逆
さ工作主軸をもつ数値制御旋盤及びターニングセンタの全てに適用できる。
注記 切削に起因する実際の工作誤差の予測に,これらの試験をそのまま使用することができない可
能性がある。
C.2.2 主軸速度(CK1)及び送り速度(CK2)
この二つの試験の目的は,指令値から構成部品の物理的な運動までの全ての電気的,電子的及び機械的
23
B 6331-5:2019 (ISO 13041-5:2015)
な接続に関わる全体的な精度について試験することとする。
C.2.3 直線補間(CK3)
この試験の目的は,二つの直進軸の同期運動を次の二つの条件で試験することとする。
− 二つの直進軸を同じ送り速度(45°の角度)で運動させる。
− 二つの軸のうちのいずれか一方の軸を極低速度(小さな角度)で運動させる。
C.2.4
円弧補間(CK4)
この試験の目的は,一つの軸の送り速度がゼロまで減速し,次に運動の向きが逆になる象限切替え点を
含み,円経路に沿った二つの直進軸の同期運動の軌跡の精度を試験することとする。測定中,軸の速度は,
変化する。
C.2.5 1/4円弧補間(CK5)
この試験は,測定対象機械が360°にわたって連続して測定できない場合に代わりに行うCK4の代替試
験である。この試験の目的は,一つの軸の送り速度がゼロまで減速し,次に運動の向きが逆になる切替え
点を含み,円弧経路に沿った二つの直進軸(一般にX軸及びZ軸)の同期運動の精度を試験することとす
る。
C.2.6 同時3軸制御による円弧補間運動(X軸,Y軸及びC軸)(CK6)
この試験の目的は,時計回り及び反時計回りの円弧補間運動についてターニングセンタのX軸,Y軸及
びC軸の三つの軸を同時に制御したときの補間精度を試験することとする。
24
B 6331-5:2019 (ISO 13041-5:2015)
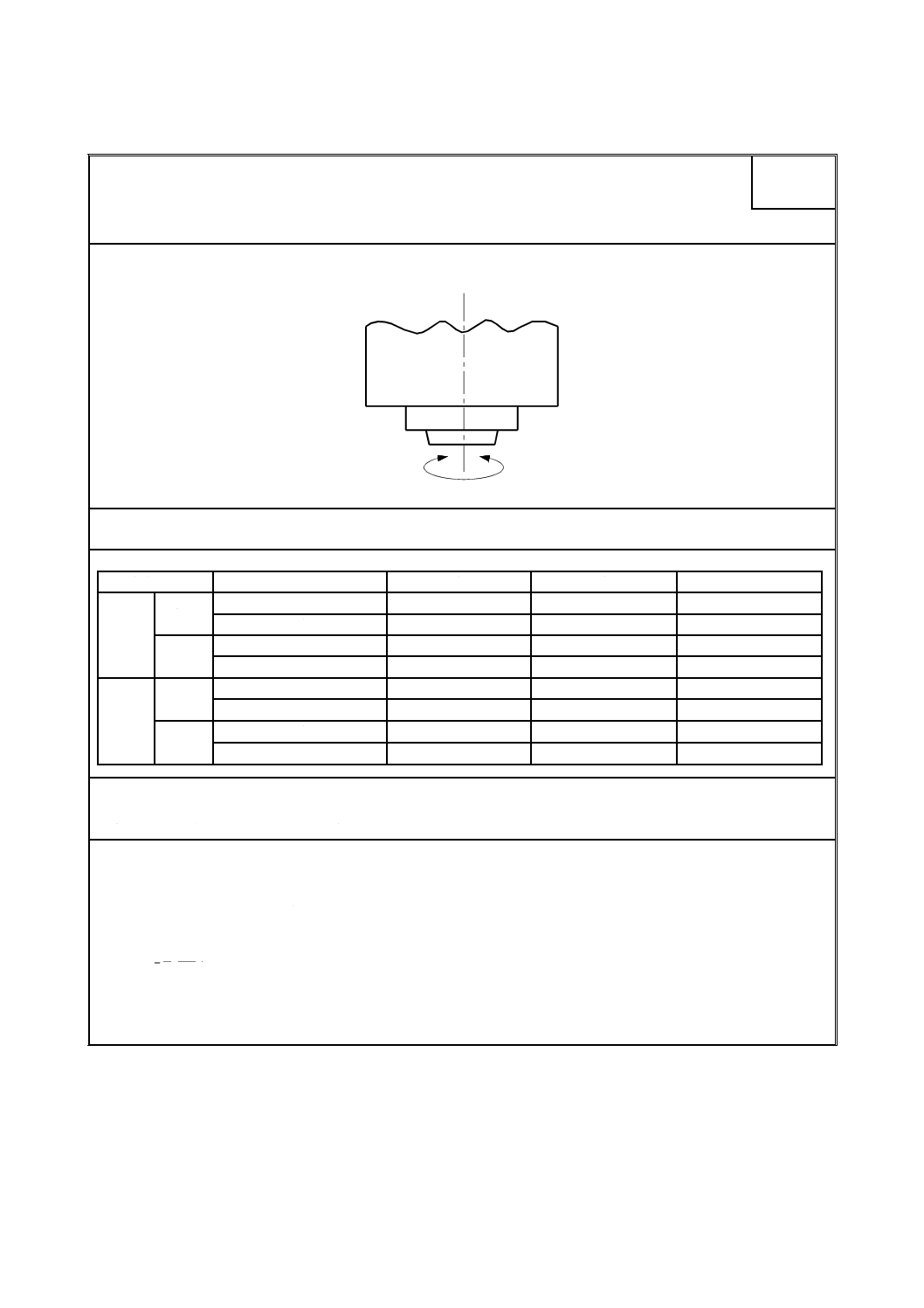
主軸速度
目的及び試験条件
正転及び逆転させたときの各速度範囲の中間速度及び最大速度における主軸速度の偏差の試験。
CK1
測定方法図
許容値
±5 %
測定値
速度範囲
回転の方向
設定値
測定値
偏差(%)
中間
正転
逆転
最大
正転
逆転
中間
正転
逆転
最大
正転
逆転
測定器
回転計又はストロボスコープa)
注a) 数値制御装置から独立した測定器を使用する。
測定方法
読取りは,定常速度で行い,始動及び停止時の加速・減速領域は避ける。瞬間的な速度を読み取る場合には,5回の
読みを取り,平均値を求める。この試験は,主軸及び工具主軸の両方に適用する。
オーバライドは,100 %に設定する。
主軸速度の偏差の計算は,次の式によらなければならない。
100
s
s
s
×
−
=
P
P
A
D
ここに,D:偏差(%で表示)
As:測定値
Ps:設定値(プログラムした速度)
25
B 6331-5:2019 (ISO 13041-5:2015)
直進軸の送り速度
目的及び試験条件
1 000 mm/min及び最大速度での直進軸の送り速度の精度試験。
この試験は,全ての直進軸について実施しなければならない。測定範囲が短い軸についてこの試験を
適用する場合には,加減速の影響を注意しなければならない(特に,Y軸)。
CK2
測定方法図
1
レーザ光源
2
干渉計
3
反射鏡
許容値
受渡当事者間の協定に基づく。
測定値
プログラムで設定
した送り速度
送り
方向
X
Y
Z
平均送り
速度
偏差
(%)
平均送り
速度
偏差
(%)
平均送り
速度
偏差
(%)
1 000 mm/min
正
負
最大送り速度
mm/min
正
負
測定器
レーザ干渉計
測定方法
レーザ干渉計(位置決め精度を測定するときの設置)と対象とする運動軸とを心合わせする。軸は,指定した2点
間で直進運動するように指令する。移動距離は,軸を加速させた後,一定の速度で移動させ,最後に減速して停止さ
せることのできる距離とし,その距離は,軸の移動範囲の1/2又は500 mmのいずれか短いほうとする。全ての送り速
度について移動距離は同じとする。試験は,移動の両方向(正方向及び負方向)について実施する。速度データは,
最小100 Hzで取得するのが望ましい。ただし,平滑化又は平均化処理をしてはならない。オーバライドは,100 %に
設定する。移動の両方向について,1回の試験で測定した全ての一定速度の値(最小1 000個の値)を平均し,平均送
り速度を算出する。この試験は,直進位置決め試験と組み合わせて実施してもよい。
送り速度の偏差の計算は,次の式によらなければならない。
100
f
f
f
f
×
−
=
P
P
A
D
ここに,Df:偏差(%で表示)
Af:測定した平均送り速度
Pf:プログラムで設定した送り速度
測定のサンプリング周波数は,報告しなければならない。
X軸測定時
Z軸測定時
1
2
3
1
2
3
Z
X
Z
X
X
Z
26
B 6331-5:2019 (ISO 13041-5:2015)
直線補間
目的及び試験条件
二つの直進軸による直線補間運動の真直度の試験。
測定長さは,300 mm(最大)とし,おおよその測定角度は,次による。
a) 45°(同じ送り速度)
b) 3°(一方の軸の送り速度は,極低速)
1) Z軸運動に対して3°(X軸は極低速)
2) X軸運動に対して3°(Z軸は極低速)
CK3
測定方法図
a)
Z
X
b) 1)
b) 2)
許容値
測定長さ100について0.020
測定値
a)
b) 1)
b) 2)
測定誤差
測定長さ
測定器
真直度基準器,サインバー若しくは特殊円すいテストバー及び変位計,又は二次元スケール
測定方法(JIS B 6190-1の11.2.3及びISO/TR 230-11の6.3参照)
a) 及び b) 1)
特殊円すいテストバーを用いる試験については,[頂角約a) 90°又はb) 6°の]円すいテストバーは,工作物を保持
するチャック又はコレットに取り付ける。主軸は,固定しなければならない。変位計は,往復台に取り付け,その測
定子を円すい面に対して垂直に当てる。
b) 2)
真直度基準器を用いる試験については,真直度基準器は工作物を保持する面版又は四つ爪チャックに取り付ける。
真直度基準器の基準面の傾きは,X軸の運動に対して約3°とする。工作主軸は,固定する。変位計は,往復台に取り
付け,その測定子は,真直度基準器の基準面に当てる。
全ての直線補間運動の試験は,同一の変位計を用い,軸の加減速に必要な長さを残し,特殊円すいテストバーの円
すい面又は真直度基準器の基準面上の測定長さの両端でゼロに合わせる。選択した2点のX及びZ軸の座標値を記録
する。2点間を250 mm/minで両方向に運動するようにプログラムし,運動の真直度の偏差を記録する。加減速の影響
を除外し,各方向に分けて記録した偏差のデータを解析する(JIS B 6190-1参照)。真直度偏差の最大値及びその向き
を試験の結果として記録しなければならない。
27
B 6331-5:2019 (ISO 13041-5:2015)
円弧補間
目的及び試験条件
二つの直進軸の円弧補間によって生成される経路の真円度G及び両方向真円度G(b)の試験。
円弧は,JIS B 6190-4に従って,適用できる場合には360°以上とし,次の1)〜4)のうちの一つの直径
を選び,a)及びb)の送り速度で行う。
1) 直径50 mm
2) 直径100 mm
3) 直径200 mm
4) 直径300 mm
a) 250 mm/min
a) 350 mm/min
a) 500 mm/min
a) 610 mm/min
b) 1 000 mm/min
b) 1 400 mm/min
b) 2 000 mm/min
b) 2 440 mm/min
真円度Gは,時計回り及び反時計回りの円弧補間運動について測定しなければならない。
この試験は,XY,YZ 及びZX面内,又は他の対になる二つの直進軸(U,V,Wなど)で形成する面
内で行う。
CK4
測定方法図
1
ボールバー
2
ジグ
3
工具側球の円経路
X
Z
1
2
3
許容値
Gab及びGbaの許容値は,G(b)abと同じである。
ここに,添字abは,XY,YZ,又はZX。
a) G(b)XZ = 0.03 mm
b) G(b)XZ = 0.05 mm
G(b)XY,YZ = 0.05 mm
G(b)XY,YZ = 0.07 mm
測定値
測定偏差
a) 送り速度=
指定経路の直径 mm
………………………
GXZ=
測定器の配置位置
GXY,YZ=
− 円の中心(X/Y/Z)
………………………
G(b)XZ=
− 工具レファレンスのオフセット(X/Y/Z)
………………………
G(b)XY,YZ=
− 工作物レファレンスのオフセット(X/Y/Z)
………………………
b) 送り速度=
データ取得パラメータ
GXZ=
− 始点
………………………
GXY,YZ=
− 測定点の数
………………………
G(b)XZ=
− データ平滑化処理
………………………
G(b)XY,YZ=
使用した補正
………………………
試験していない軸の位置
………………………
測定器
ボールバー又は二次元スケール(グリッドエンコーダ)
測定方法(JIS B 6190-1の11.3及び11.4並びにJIS B 6190-4参照)
360°の測定ができない場合は,CK5参照。
直径は,受渡当事者間の協定に基づいて上記の値と異なってもよい。その場合の送り速度は,JIS B 6190-4の附属書
Cに従って調整する。
補間運動は,4象限のうちの一つから開始する。理想的には,測定は,四つの象限切替え点以外の点から記録を開始
し,十分に象限切替え点周辺の送り運動を測定できるように記録するのが望ましい。こうすることによって,反転位
置を含む機械の性能を正確に取得することができる。
28
B 6331-5:2019 (ISO 13041-5:2015)
1/4円弧補間
目的及び試験条件
二つの直線運動軸を1/4の円弧補間運動させたときに生成する円経路の半径偏差Fの試験。
測定は,JIS B 6190-4に基づき,100°以上の円弧補間を,次の1)〜4) のうちの一つの直径を選び,a)
及びb)の送り速度で行う。
1) 直径50 mm
2) 直径100 mm
3) 直径 200 mm
4) 直径 300 mm
a) 250 mm/min
a) 350 mm/min
a) 500 mm/min
a) 610 mm/min
b) 1 000 mm/min
b) 1 400 mm/min
b) 2 000 mm/min
b) 2 440 mm/min
半径偏差Fは,時計回り及び反時計回りについて測定しなければならない。
この試験は,XY,YZ 及びZX面内,又は他の対になる二つの直進軸(X2,Z2,Wなど)で形成する
面内で行う。
CK5
測定方法図
1
ボールバー
2
ジグ
3
主軸側球の円弧経路
X
Z
1
2
1
2
3
許容値
a) FXZ(最大)= 0.05 mm
b) FXZ(最大)= 0.07 mm
FXZ(最小)=−0.05 mm
FXZ(最小)=−0.07 mm
FXY,YZ(最大)= 0.07 mm
FXY,YZ(最大)= 0.09 mm
FXY,YZ(最小)=−0.07 mm
FXY,YZ(最小)=−0.09 mm
JIS B 6190-4の3.5参照。
注記 半径偏差は,ボールバーの主軸側球の位置(配置)誤差の影響を含むため,一般的に真円度より大きい。
測定値及び試験パラメータ
a) 送り速度=
指定経路の直径 mm
………………………
FXZ(最大)=
測定器の配置位置
FXZ(最小)=
− 円の中心(X/Y/Z)
………………………
FXY,YZ(最大)=
− 工具レファレンスのオフセット(X/Y/Z)
………………………
FXY,YZ(最小)=
− 工作物レファレンスのオフセット(X/Y/Z)
………………………
b) 送り速度=
データ取得パラメータ
FXZ(最大)=
− 始点
………………………
FXZ(最小)=
− 測定点の数
………………………
FXY,YZ(最大)=
− データ平滑化処理
………………………
FXY,YZ(最小)=
使用した補正
………………………
試験していない軸の位置
………………………
測定器
ボールバー又は二次元スケール(グリッドエンコーダ)
測定方法(JIS B 6190-1の11.3参照)
この試験は,機械上で360°にわたって連続して測定ができない場合,代わりに行うCK4の代替試験である。
直径は,受渡当事者間の協定に基づいて上記の値と異なってもよい。その場合の送り速度は,JIS B 6190-4の附属書
Cに従って調整する。
29
B 6331-5:2019 (ISO 13041-5:2015)
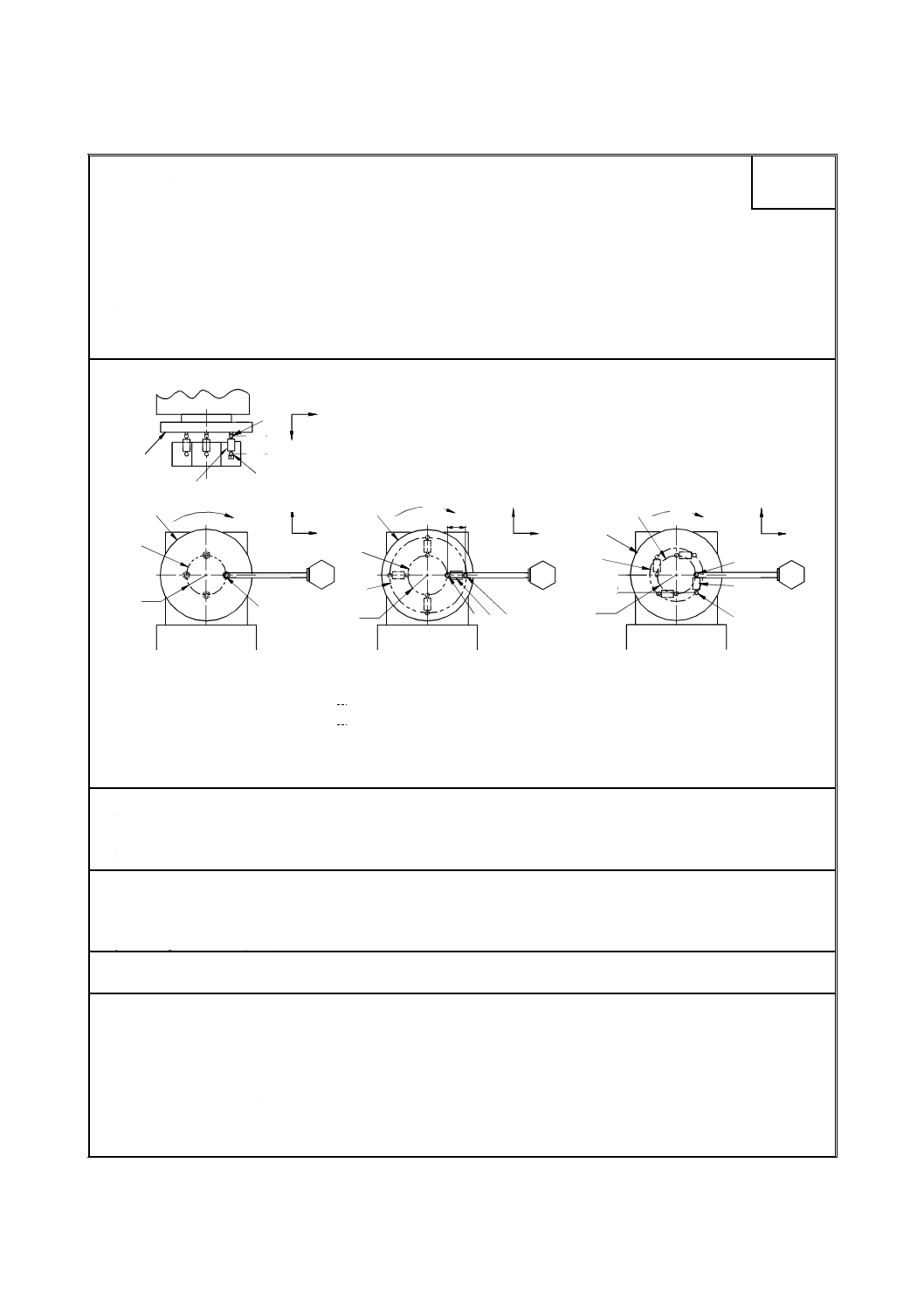
同時3軸制御による円弧補間運動(X軸,Y軸及びC軸)
目的及び試験条件
二つの直線軸(X及びY軸)と一つの回転軸(C軸)との同時3軸制御運動の工具先端点の軌跡(理
想的には,工作物座標系の固定点)の偏差の試験。
X軸又はY軸のいずれか小さいほうの移動範囲の2/3の直径で回転軸(C軸)を180°以上又は360°
回転させる。測定の方向感度は,次のように設定しなければならない。
a) 回転軸(C軸)の軸方向,Eint,axialC,XYC(CW,CCW)
b) 回転軸(C軸)の半径方向,Eint,radialC,XYC(CW,CCW)
c) 回転軸(C軸)の接線方向,Eint,tangentialC,XYC(CW,CCW)
ボールバーLの基準長さは100 mm,送り速度は500 mm/min又は受渡当事者間の協定による。測定は,
C軸運動の時計回り及び反時計回りについて行わなければならない。
CK6
測定方法図
13
2
1
3
4
4
L
L
Y
X
Y
X
L
B
LB
2
+
C
'
+
C
'
3
X
Y
1
2
3
4
4
Z
X
L
L
B
+
C
'
5, 6
5
5
6
6
a)
b)
c)
1 ボールバー
5 工具側球の円弧経路
2 主軸側球
6 主軸側球の円弧経路
3 工具側球
L 工具側球の中心と回転軸中心線との距離
4 主軸
許容値(受渡当事者間の協定による。)
a) Eint,axialC,XYC(CW,CCW)=…
b) Eint,radialC,XYC(CW,CCW)=…
c) Eint,tangentialC,XYC(CW,CCW)=…
測定値
a) Eint,axialC,XYC(CW,CCW)=… …
b) Eint,radialC,XYC(CW,CCW)=… …
c) Eint,tangentialC,XYC(CW,CCW)=… …
測定器
ボールバー,又は軸付き基準球及び平面測定子付き変位計若しくは三つの変位計(例えば,3Dプローブ)
測定方法(JIS B 6190-1の11.3.5参照)
NCプログラムの円経路の中心は,C軸の軸平均線上にとらなければならない。各測定について,補間運動中のボー
ルバーの読み(長さの変化)又は変位計の読みを連続的に記録する。a),b) 及びc)については,記録した最大値と最
小値との差を報告する。
C軸の軸平均線から工作物主軸側の球までの距離Lを報告しなければならない。b) 及びc)において,工具主軸側の
球は,工具主軸の軸平均線に心合わせをしなければならない。この心ずれは,測定結果に影響する。球面付きテスト
バー及び三つの変位計(例えば,3Dプローブ)を用いてもよい。試験手順及び追加の注意事項は,附属書D参照。
注記 測定結果は,図D.2と同様に図示することを推奨する。

30
B 6331-5:2019 (ISO 13041-5:2015)
附属書D
(参考)
AK6,BK6及びCK6に規定する試験の事前注意事項
D.1 一般
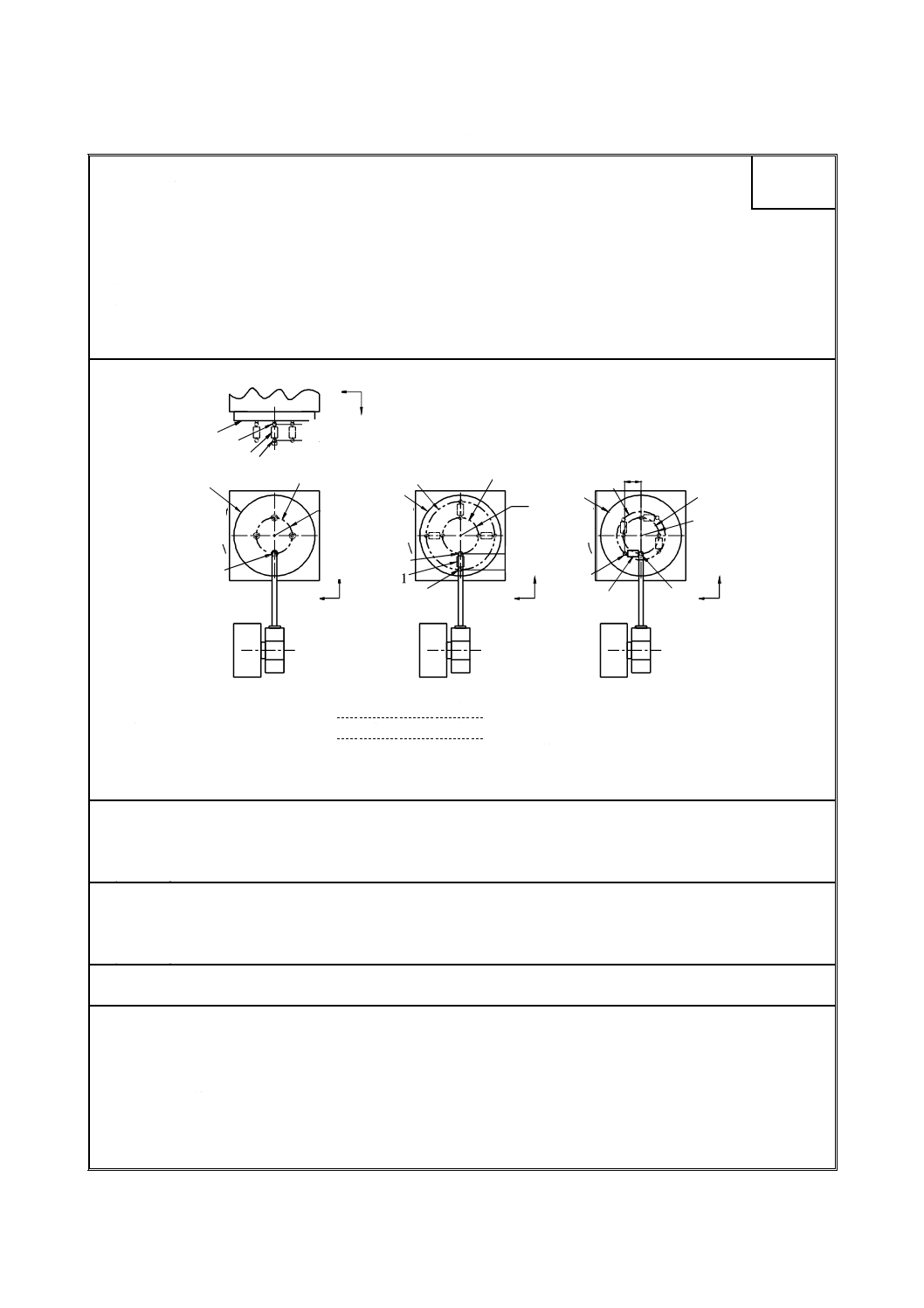
AK6,BK6及びCK6において使用するa) ボールバー,又はb) 軸付き基準球及び平面測定子付き変位
計,並びにc) 軸付き基準球及び三つの変位計(例えば,3Dプローブ)による測定結果は,測定器の配置
の影響を受けることがある。この附属書は,測定器の配置誤差の影響を最小にするための試験手順に対す
る事前注意事項について記載する。
D.2 ボールバーを用いた試験
D.2.1 基準球の心合わせ
ボールバーの工具側球は,工具主軸又はタレット工具保持穴の軸平均線と心合わせをする。この心ずれ
は,測定結果に影響する。
この心合わせは,球の位置を調整するための取付具を工具主軸又はタレット工具保持穴に取り付けて行
うことができる。そのような取付具の例については,図D.1参照。
その代わりに,工具主軸又はタレット工具保持穴の軸平均線に対する基準球の中心位置を測定し,その
影響を,機械座標系の原点を移動させて補正することもできる。基準球の中心位置は,工具主軸の場合は,
変位計を使って工具主軸回転の半径方向の振れを測定することによって,測定できる。
ボールバーの主軸側球は,それぞれの試験において指定された測定の感度方向にボールバーの軸が向く
位置に配置する。ボールバーの主軸側球は,精密に配置しなくてもよい。それは測定結果に影響しない(2
次のオーダの影響)。
記号
1
磁気式ソケット
2
磁気式ホルダ
3
ねじ
4
チャックするためのシャンク
図D.1−主軸側球の心合わせ用取付具の例
D.2.2 プログラミング
工作主軸(C軸)は,それぞれの試験で指定するように駆動する。直進軸は,測定中のボールバーの軸
がa) 軸方向,b) 半径方向及びc) 接線方向を保つようにプログラムする。
AK6,BK6及びCK6をボールバーを使用して実施する場合,C軸の平均線から距離Lだけ離してボー
ルバーの主軸側球を配置する。ボールバーの軸がb) 半径方向又はc) 接線方向を保つようにボールバーの
主軸側球を配置する[図D.2 a)参照]。すなわち,LBがボールバーの公称長さである場合,ボールバーの主
軸側球をC軸の軸平均線からb) 半径方向の試験に対しては距離 (L−LB) 及びc) 接線方向の試験に対し
31
B 6331-5:2019 (ISO 13041-5:2015)
ては(L2−LB2)1/2だけ離して配置する。この設定では,ボールバーによる試験は,軸付き基準球と変位計と
による試験と運動学的に同等であるとみなすことができる。例えば,直進軸の軌跡は,同じになる[図D.2
b) 参照]。
可能な場合,プログラミングが便利なようにTCP(工具先端点)制御機能をオンに設定する。TCP制御
機能は,プログラムした回転軸の運動に対する直進軸の運動を自動的に同期させることができる。
全ての試験において,機械座標系における直進軸の送り速度及び移動範囲は,基準球の中心から回転軸
までの距離によって変化する。その距離が大きくなると,回転軸の誤差運動及び方向誤差に対する感度は,
直進軸の誤差運動及び方向誤差に対する感度と同様に増加する。
D.2.3 試験手順
AK6,BK6及びCK6に規定する全ての試験において,ボールバーの基準長さLBは,既知であるのが望
ましく,また,主軸端(主軸ゲージ面)又はタレット工具保持穴のゲージ面からボールバーの主軸側球ま
でのオフセットは,プログラミング時に既知になっていることが望ましい。この校正は,工具長測定器を
使用して行う。
全ての試験において,測定中の回転軸の時計回り及び反時計回りの二つの経路を続けて測定するのが望
ましい。
D.2.4 結果の表示
評価においては,運動方向反転位置だけでなく始点及び終点でのピーク値を含む実際の経路に対応する
全ての測定データを使用する。
測定結果は,JIS B 6190-4に規定する円運動試験と同様の極座標線図として測定した変位を表示するの
が望ましい。偏差は,試験している回転軸の設定した角度位置と一緒に描く(図D.3参照)。
幾つかの円運動試験用の市販ソフトウェアは,真円度を評価するために初期設定で自動的に中心補正を
行うものがある。その機能をオフにしてボールバーの読み(長さ変化)を評価する。可能な場合には,ボ
ールバーの読みは,測定の開始点でゼロにリセットする。
試験の結果として,記録した最大値と最小値との差を報告する。
D.3 軸付き基準球と変位計又は三つの変位計(3Dプローブ)とを用いた試験
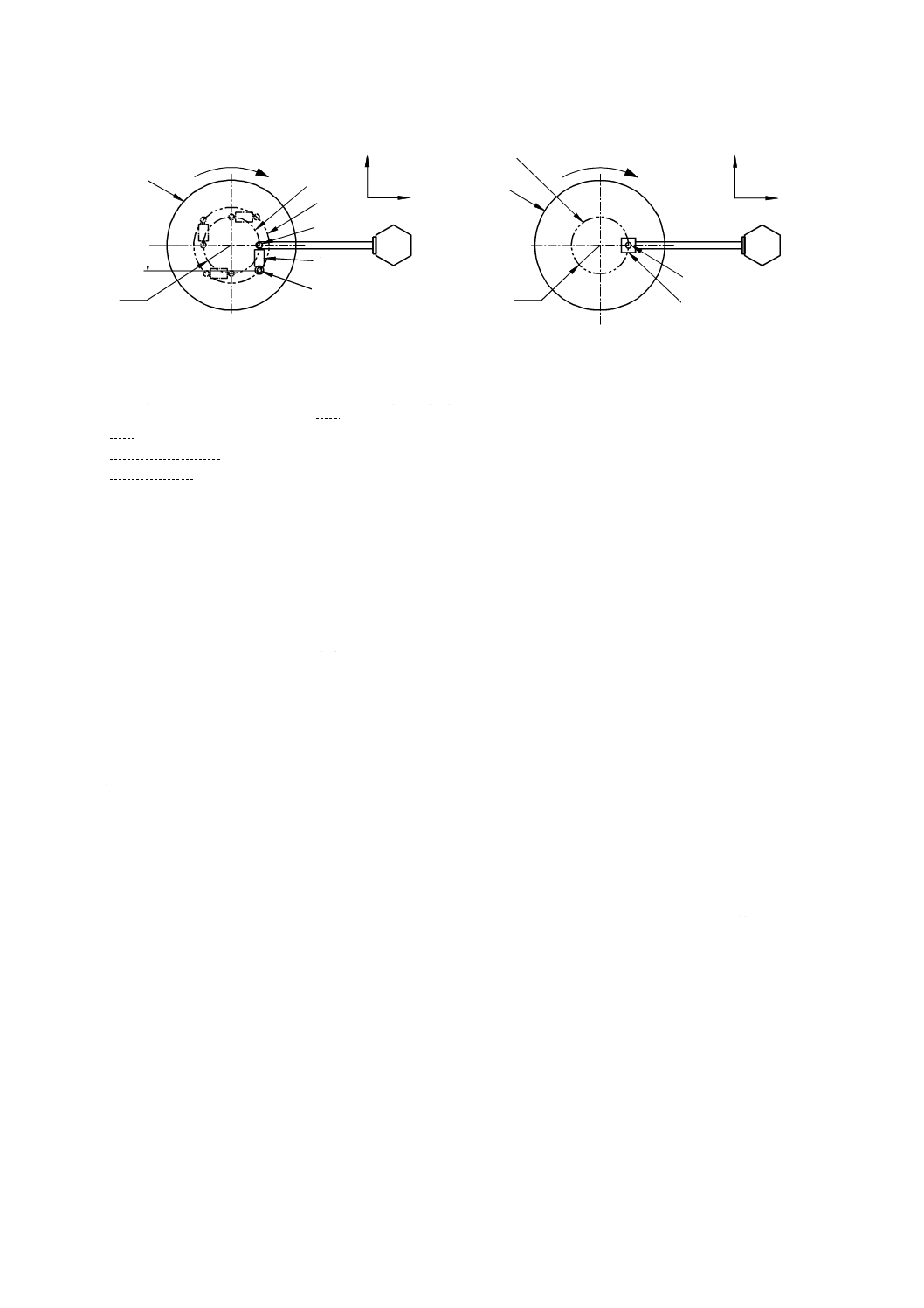
AK6,BK6及びCK6を軸付き基準球と変位計とを使用して実施する場合,C軸の軸平均線から距離L
だけ離してボールバーの主軸側球を配置する[図D.2 b)]。
32
B 6331-5:2019 (ISO 13041-5:2015)
X
Y
L
+C'
5
4
8
7
Y
X
3
+C'
5
6
L
B
4
2
1
L
a) ボールバーによる試験(接線方向)
b) 軸付き基準球及び三つの変位計(3Dプローブ)
による試験
記号
1
ボールバー
2
工具側球
3
テーブル側球
4
テーブル
5
工具側球の円経路
6
テーブル側球の円経路
7
3Dプローブ
8
基準球
図D.2−AK6の測定器の設定
D.3.1 基準球の心合わせ
軸付き基準球は,工具主軸又はタレット工具保持穴に取り付ける。基準球の中心は,工具主軸又はタレ
ット工具保持穴の軸平均線に心合わせをする。この心ずれは,測定結果に影響する。工具主軸端(主軸ゲ
ージ面)から基準球までのオフセットは,プログラミング時に既知になっていることが望ましい。
同一のオフセット,直径及び速度を使用する場合,軸付き基準球と変位計又は三つの変位計(3Dプロー
ブ)とによる試験手順は,ボールバーを用いた場合と同じでよい(D.2.2参照)。
D.3.2 試験手順
一般的な試験手順は,次による。各試験事項に規定するように基準球を位置決めする。テストバーの球
に変位計を当てて工具主軸を回転させ,振れの平均位置を見つける。変位計の読みをゼロにする。次に,
補間運動を開始し,変位計の読みを記録する。
AK6,BK6及びCK6の全ての試験において,測定中の回転軸の時計回り及び反時計回りの二つの経路
を続けて測定するのが望ましい。
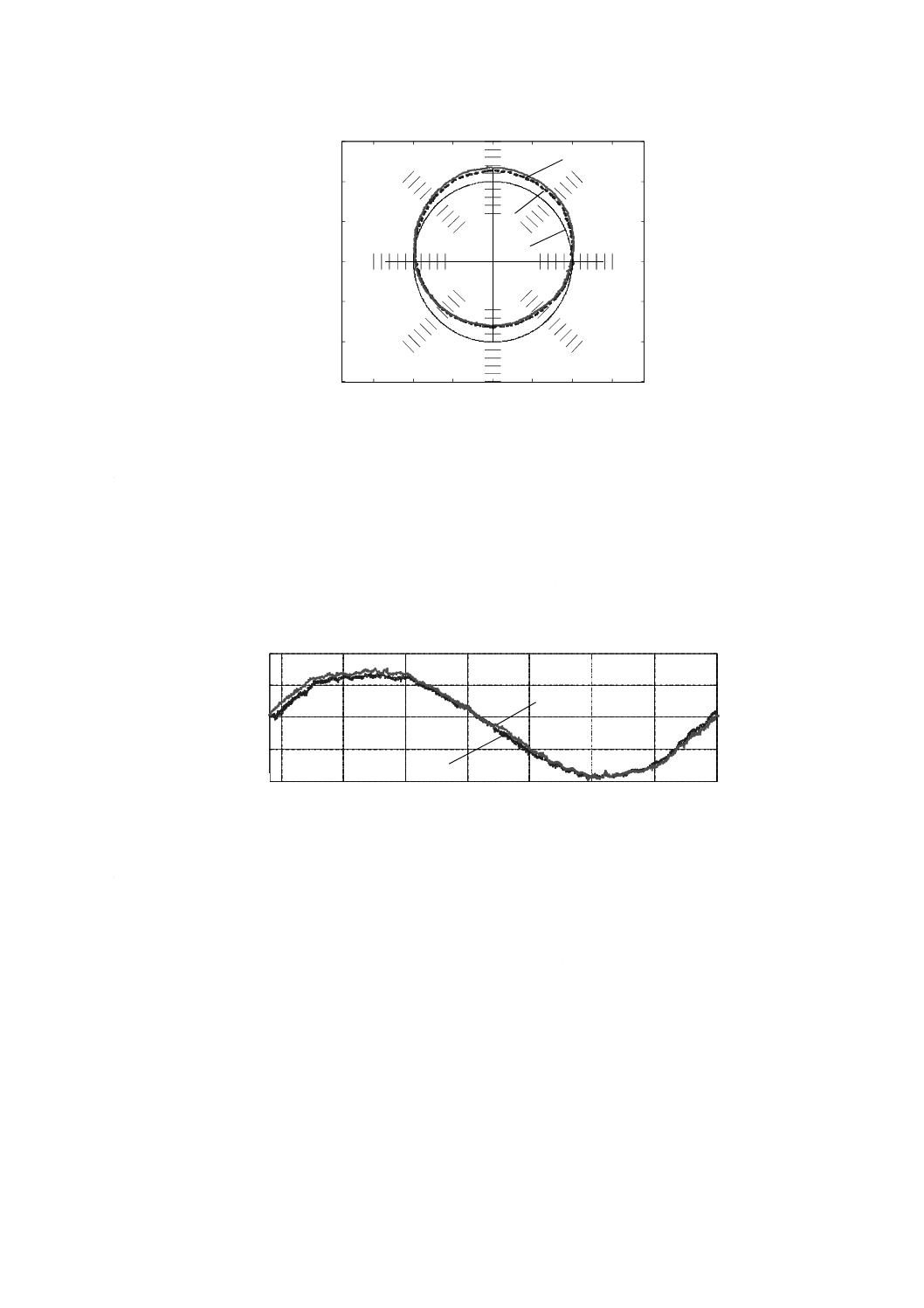
D.3.3 結果の表示
評価においては,運動方向反転位置並びに始点及び終点でのピーク値を含む実際の経路に対応する全て
の測定データを使用する。測定結果は,JIS B 6190-4に規定する円運動試験と同様の極座標線図で測定し
た変位を表示するのが望ましい(図D.3参照)。極座標表示ができない場合は,試験している回転軸の角度
位置とともに図D.4に例を示すように方眼紙に描いてもよい。
試験の結果として,記録した最大値と最小値との差を報告する。
33
B 6331-5:2019 (ISO 13041-5:2015)
-150-100 -50
0
50
100
150
-150
-100
-50
0
50
100
150
X
Y
10mm/div
1
2
3
記号
1
時計回り
2
反時計回り
3
公称ボールバー長さを表す基準円
X
X 位置(mm)
Y
Y 位置(mm)
図D.3−極座標形式におけるAK6のデータ表示例
-350
-300
-250
-200
-150
-100
-50
0
-0.02
-0.01
0
0.01
0.02
X
Y
1
2
記号
1
時計回り
2
反時計回り
X
C軸の角度位置(°)
Y
変位(mm)
図D.4−X-Y座標形式におけるAK6のデータ表示例
34
B 6331-5:2019 (ISO 13041-5:2015)
参考文献
[1] ISO/TR 230-11:2018,Test code for machine tools−Part 11: Measuring instruments suitable for machine tool
geometry tests
[2] JIS B 0181 産業オートメーションシステム−機械の数値制御−用語