B 6331-3:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 一般事項 ························································································································· 3
4.1 測定単位 ······················································································································ 3
4.2 JIS B 6190-7及びJIS B 6191の引用 ··················································································· 3
4.3 機械の水平出し ············································································································· 3
4.4 検査の順序 ··················································································································· 3
4.5 実施する検査 ················································································································ 3
4.6 測定器 ························································································································· 3
4.7 測定方法図 ··················································································································· 3
4.8 ソフトウェア補正 ·········································································································· 3
4.9 最小許容値 ··················································································································· 4
4.10 機械の分類 ·················································································································· 4
4.11 タレット ····················································································································· 6
4.12 機械の大きさの区分 ······································································································ 7
5 静的精度検査 ··················································································································· 8
5.1 工作主軸 ······················································································································ 8
5.2 工作主軸と直進運動軸との関係························································································ 10
5.3 直進軸の運動の角度偏差 ································································································ 13
5.4 タレット及び回転工具 ··································································································· 19
5.5 工作主軸頭の旋回 ········································································································· 27
6 回転軸の精度 ·················································································································· 28
6.1 工作主軸の回転精度 ······································································································ 28
6.2 工具主軸の回転精度 ······································································································ 30
附属書A(参考)3点法 ········································································································ 32
参考文献 ···························································································································· 34
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 35
B 6331-3:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本工作機械工業会(JMTBA)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
今回,対応国際規格に合わせた部編成を導入し,JIS B 6331の第3部として制定した。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 6331の規格群には,次に示す部編成がある。
JIS B 6331-1 第1部:水平工作主軸をもつ機械の静的精度
JIS B 6331-2 第2部:垂直工作主軸をもつ機械の静的精度
JIS B 6331-3 第3部:逆さ工作主軸をもつ機械の静的精度
JIS B 6331-4 第4部:直進及び回転運動軸の位置決め精度
JIS B 6331-5 第5部:送り速度,主軸速度及び補間運動の精度
JIS B 6331-6 第6部:工作精度検査
JIS B 6331-7 第7部:座標平面内における輪郭性能の評価
JIS B 6331-8 第8部:熱変形試験
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6331-3:2013
数値制御旋盤及びターニングセンタ−検査条件−
第3部:逆さ工作主軸をもつ機械の静的精度
Test conditions for numerically controlled turning machines and turning
centres-Part 3: Geometric tests for machines with inverted vertical
workholding spindles
序文
この規格は,2009年に第1版として発行されたISO 13041-3を基とし,使用者の理解のために技術的内
容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。また,附属書JAは対応国際規格にはない事項である。
1
適用範囲
この規格は,JIS B 6190-7及びJIS B 6191に基づいて,逆さ工作主軸をもつ数値制御(NC)旋盤(以下,
NC倒立旋盤という。)及び逆さ工作主軸をもつ倒立形ターニングセンタ(以下,倒立形ターニングセンタ
という。)の静的精度並びにそれに対応する許容値について規定する。
この規格は,NC倒立旋盤及び倒立形ターニングセンタの構造形態並びにそれらに共通する特徴につい
て規定する。さらに,この規格では,用語及び制御軸の名称(図1〜図4)についても規定する。
この規格は,機械の静的精度検査だけを扱い,一般に精度検査前に実施しておく機械の運転試験(例え
ば,振動,異音,スティックスリップ)又は特性試験(例えば,主軸回転速度,送り速度)には適用しな
い。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 13041-3:2009,Test conditions for numerically controlled turning machines and turning centres−
Part 3: Geometric tests for machines with inverted vertical workholding spindles(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,記載の年の版を適用し,その後の改正版(追補を含む。)は適用しない。
JIS B 6190-7:2008 工作機械試験方法通則−第7部:回転軸の幾何精度試験
注記 対応国際規格:ISO 230-7:2006,Test code for machine tools−Part 7: Geometric accuracy of axes of
rotation(IDT)
2
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 6191:1999 工作機械−静的精度試験方法及び工作精度試験方法通則
注記 対応国際規格:ISO 230-1:1996,Test code for machine tools−Part 1: Geometric accuracy of
machines operating under no-load or finishing conditions(MOD)
JIS B 6310:2003 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
注記 対応国際規格:ISO 841:2001,Industrial automation systems and integration−Numerical control of
machines−Coordinate system and motion nomenclature(IDT)
3
用語及び定義
この規格で用いる主な用語及びその定義は,次による。
3.1
旋盤(turning machine)
工作物を回転させ,主としてバイトなどの静止工具を使用して,外丸削り,中ぐり,突切り,正面削り,
ねじ切りなどの切削加工を行う工作機械。
3.2
手動操作(manual control)
作業者が機械の各運動を個々に始動し,制御する運転モード。
3.3
数値制御(NC)(numerical control)
コンピュータ数値制御(CNC)(computerized numerical control)
工作物に対する工具の位置,速度,その他加工に必要な作業の工程などを数値情報で指令する制御(JIS
B 0181:1998参照)。
3.4
普通旋盤(manually controlled turning machine)
数値制御加工プログラムによらずに作業者が加工工程ごとに制御又は始動させる旋盤。
3.5
数値制御旋盤(numerically controlled turning machine)
NC旋盤(NC turning machine)
数値制御(NC,3.3参照)又はコンピュータ数値制御(CNC,3.3参照)によって運転する旋盤。
3.6
ターニングセンタ(turning centre)
工具主軸を備え,かつ,工作主軸をその軸周りに回転させて位置決めすることができる能力をもった数
値制御旋盤。
注記 この機械は,タレット及び/又は工具マガジンから自動工具交換するような付加機能を備えて
いる。
3.7
数値制御倒立旋盤(numerically controlled turning machine with inverted vertical workholding spindle)
NC倒立旋盤(NC turning machine with inverted vertical workholding spindle)
下端に工作物保持具を備えた逆さ工作主軸に工作物を取り付けるNC立て旋盤。
注記 垂直工作主軸をもつ立て旋盤については,JIS B 6331-2を参照。
3
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.8
倒立形ターニングセンタ(turning centre with inverted vertical workholding spindle)
下端に工作物保持具を備えた逆さ工作主軸に工作物を取り付ける立て形ターニングセンタ。
注記1 この機械には,工具マガジンから自動で工具を交換するような機能又はY軸運動のような機
能をもつものもある。
注記2 垂直工作主軸をもつターニングセンタについては,JIS B 6331-2を参照。
4
一般事項
4.1
測定単位
この規格では,長さ,長さの偏差及び許容値は,ミリメートル(mm)で表す。角度は,度(°)で表
し,角度の偏差及び許容値は,長さの比(例えば,0.00x/1 000)で表すが,場合によってはマイクロラジ
アン(μrad)又は秒(″)を使用することがある。ただし,これらの間には,次の関係がある。
0.010/1 000=10×10−6=10 μrad≒2″
4.2
JIS B 6190-7及びJIS B 6191の引用
この規格を適用するに当たって,特に検査前の機械の据付け,主軸及び他の運動部品の暖機運転,測定
方法並びに測定器の推奨精度については,JIS B 6191による。
箇条5に規定する各検査事項の“測定手順”欄には,その検査に関係する試験方法通則,JIS B 6190-7
及びJIS B 6191の細分箇条を示す。検査事項の内容が試験方法通則に対応する場合には,それぞれの試験
方法通則の細分箇条番号を引用する。各検査事項(G1〜G20)にはそれぞれに対応する許容値を規定して
いる。
4.3
機械の水平出し
機械の検査を行う前に,機械は,製造業者の指示に従って水平出しをするのが望ましい(JIS B 6191の
3.11を参照)。
4.4
検査の順序
この規格に規定する検査の順序は,実際の検査の順序を決めるものではない。測定器の取付け及び検査
が容易にできるように,検査は,どのような順序で行ってもよい。
4.5
実施する検査
機械を検査するときは,必ずしもこの規格に規定した全ての検査を行う必要はない。又は行うことがで
きない。この検査が受渡しのために必要なとき,使用者は,製造業者との協定に基づいて関心のある機械
の構成要素及び/又は特性に関係する検査事項を選択してもよい。検査事項は,機械を発注するときに明
確にしなければならない。実施する検査事項の指定がなく,また,その検査に要する経費についての協定
もない状態でこの規格を受取検査に引用するだけでは,受渡当事者相互間を拘束することにはならない。
4.6
測定器
箇条5及び箇条6の測定器欄に示す測定器は,例としてだけ示したものである。同じ物理量が測定でき,
少なくとも同じ精度をもつ他の測定器を使用してもよい。変位計の目量は,0.001 mm又はそれよりも小さ
いものでなければならない。
4.7
測定方法図
箇条5及び箇条6に示す測定方法図は,簡素化のために,一つの機械の形態だけを例示する。
4.8
ソフトウェア補正
幾何偏差,位置決め偏差,輪郭偏差及び熱変形を組込みソフトウェア機能を使って補正できる場合には,
4
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この検査でその補正を使用するか否かについては,受渡当事者間の協定に基づいて決定することが望まし
い。ソフトウェア補正を使用したときには,検査結果に使用したことを記述する。
4.9
最小許容値
この規格に規定する測定長さと異なる長さで許容値を決定する場合は(JIS B 6191の2.311参照),許容
値の最小値が0.005 mmであることを考慮する。
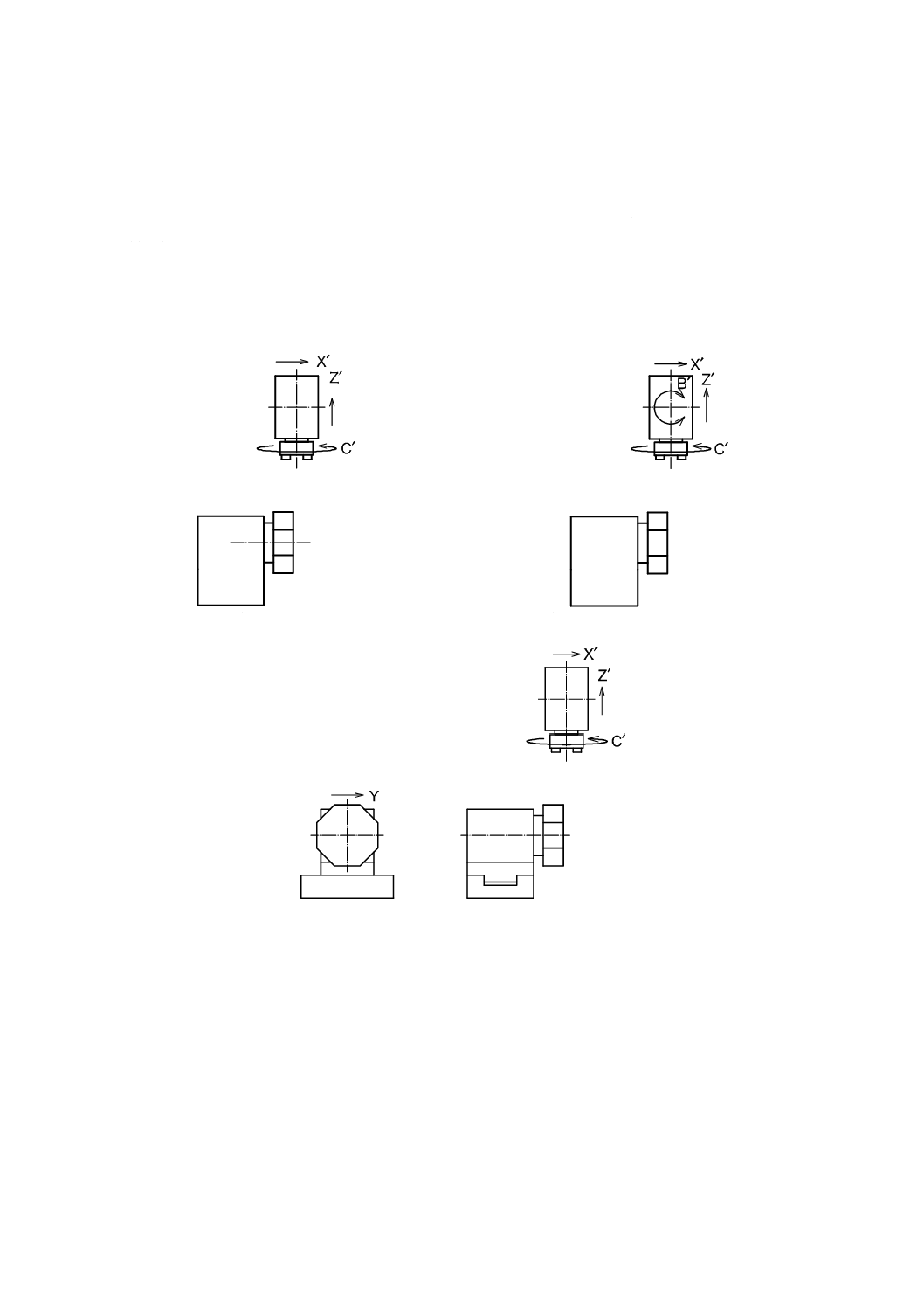
4.10 機械の分類
この規格で対象としている機械は,図1に示す三つの基本形態に分類する。
また,図2〜図4に倒立旋盤の例を示す。軸構成は,JIS B 6310による。
a) 基本形態
b) B' 軸機能をもつ工作主軸頭
c) Y軸機能をもつタレットヘッド
図1−1工作主軸頭及び1タレットをもつ倒立旋盤の三つの基本形態
5
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
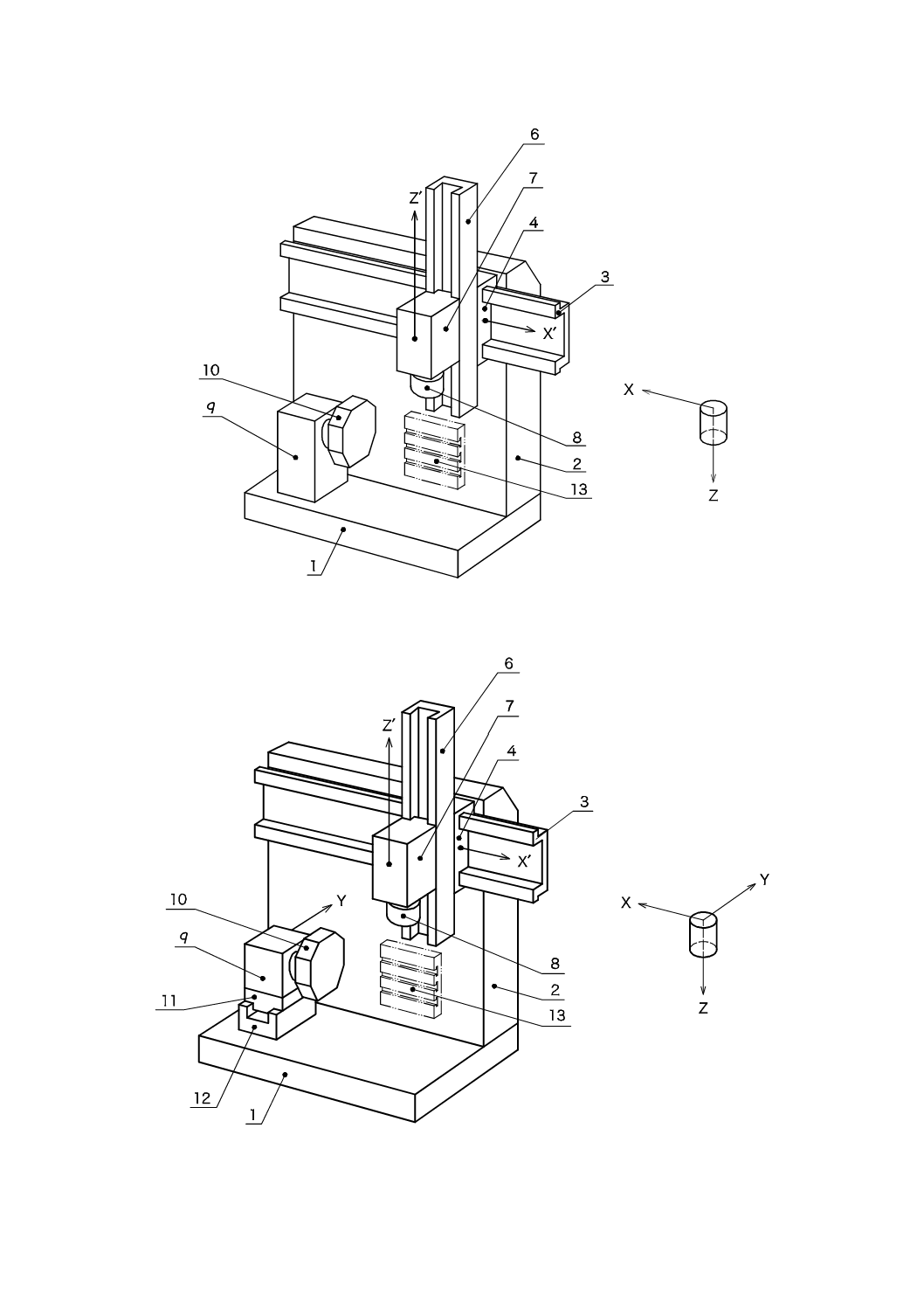
各部の名称は,表1による。
図2−倒立旋盤の例
各部の名称は,表1による。
図3−倒立旋盤の例(Y軸機能をもつタレットヘッド)
6
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
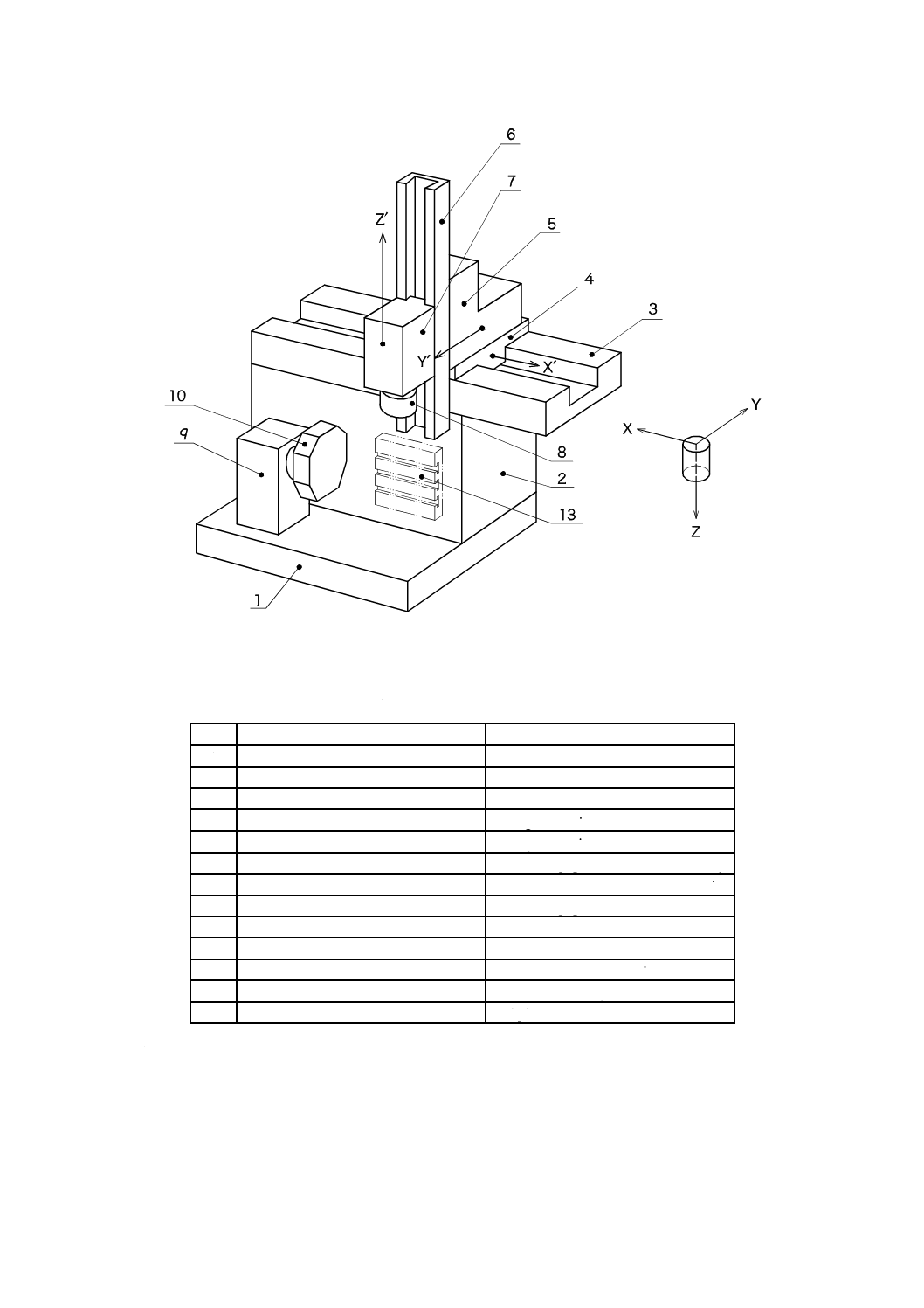
各部の名称は,表1による。
図4−倒立旋盤の例(Y軸機能をもつ工作主軸頭)
表1−各部の名称(図2〜図4参照)
番号
名称
対応英語
1
ベース
base
2
コラム
column
3
クロスレール
cross rail
4
往復台,X軸
carriage,X axis
5
往復台,Y軸
carriage,Y axis
6
工作主軸頭案内面
workholding spindle head stock slideway
7
工作主軸頭,Z軸
workholding spindle head stock,Z axis
8
工作主軸
workholding spindle
9
タレットヘッド
turret head
10
タレット
turret
11
タレットヘッド往復台,Y軸
turret head carriage,Y axis
12
タレットヘッド案内面
turret head slideway
13
固定刃物台
tool plate
4.11 タレット
倒立形ターニングセンタは,静止工具だけでなく,回転工具も使用できる。これらの工具は,タレット
又は固定刃物台(図2〜図4の13を参照)に取り付ける。使用したい工具本数がタレットの容量を超えた
とき,工具の自動交換又はタレットの交換を行うことができる。工具を自動交換できる回転工具主軸の場
合には,自動工具交換装置が必要になる。しかし,この規格は,自動工具交換に伴う検査については規定
7
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
しない。
4.12 機械の大きさの区分
機械の大きさの区分は,表2による。
表2−機械の大きさの区分
区分基準a)
区分1
区分2
区分3
チャックの呼び径b),d
D≦250
250<d≦400
400<d
最大振り径,D
D≦315
315<D≦500
500<D
注a) チャックの呼び径を選ぶか,又は最大振り径を選ぶかは,製造業者による。
b) チャックの呼び径については,JIS B 6006-1,JIS B 6006-2及びJIS B 6006-3参照。
8
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
静的精度検査
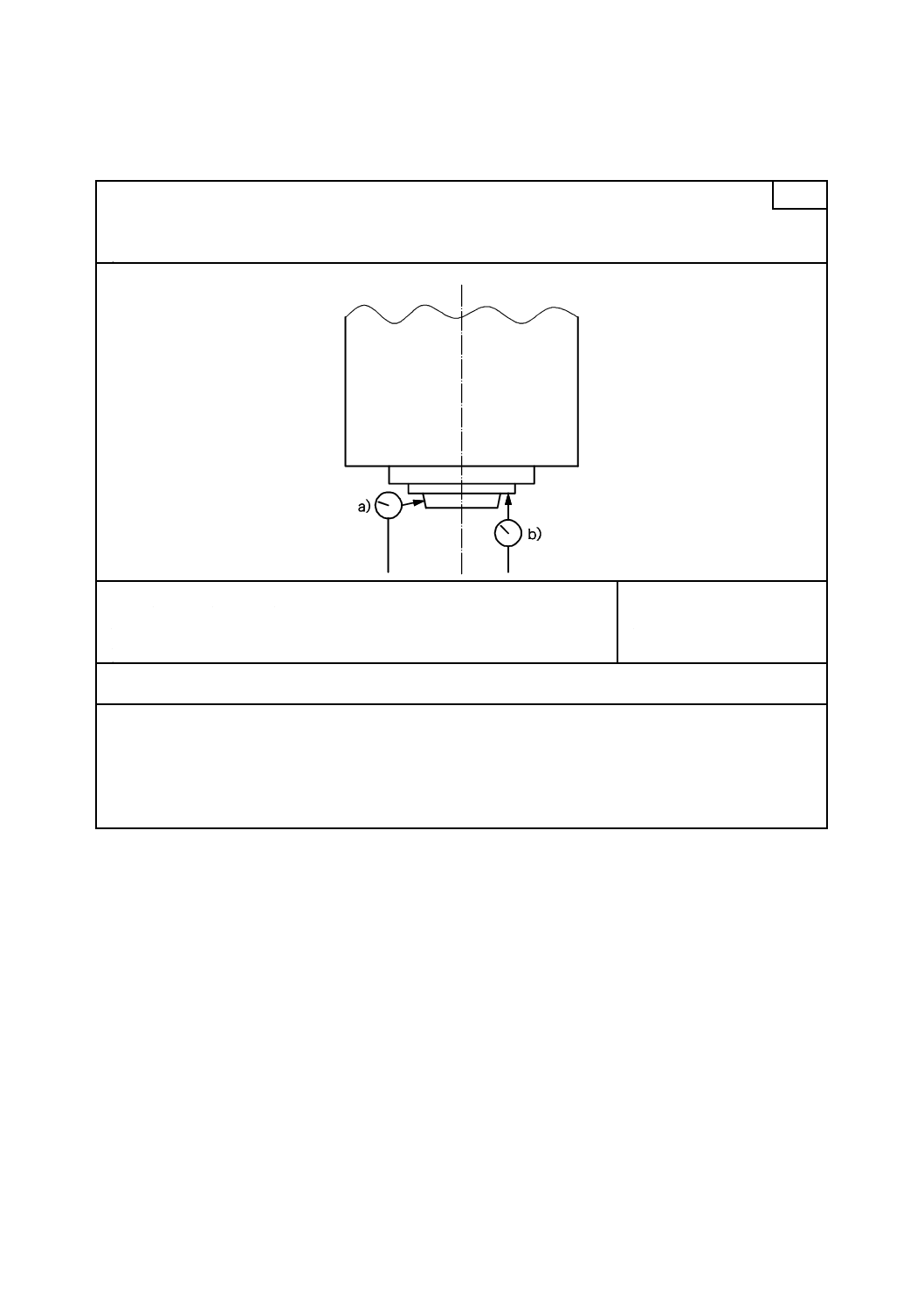
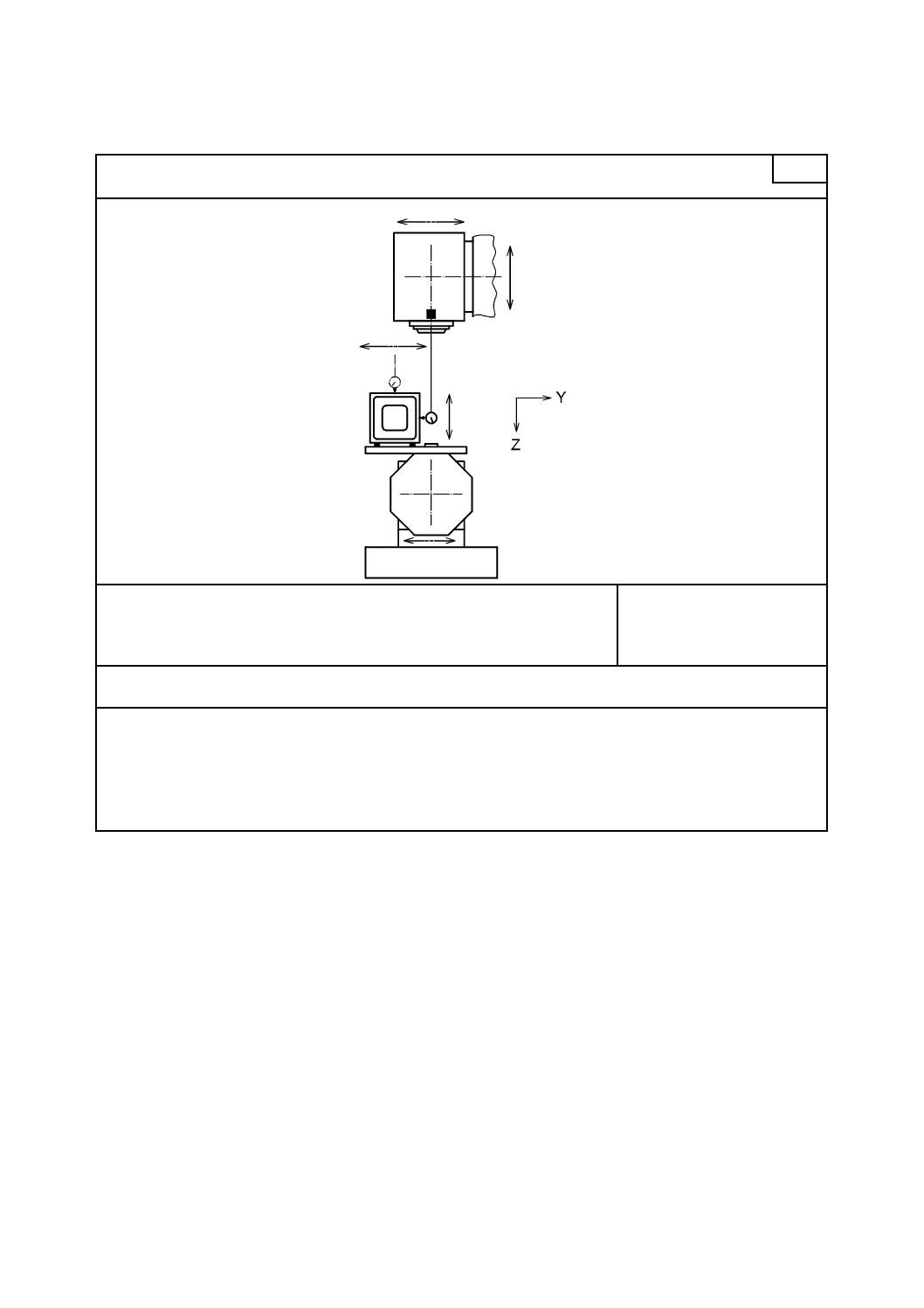
5.1
工作主軸
検査事項
工作主軸端の振れ
a) 工作主軸の振れ
b) 主軸端面の面振れ
G1
測定方法図
許容値
区分1
区分2
区分3
a) 0.005
0.008
0.012
b) 0.008
0.010
0.015
測定値
a)
b)
測定器
変位計
測定手順及びJIS B 6191の細分箇条
a) 5.612.2
表面が円すいの場合には,変位計の測定子は,接触面に垂直に当てる。
b) 5.632
測定は,最大直径上で行う。
測定は,全ての工作主軸について行う。
9
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
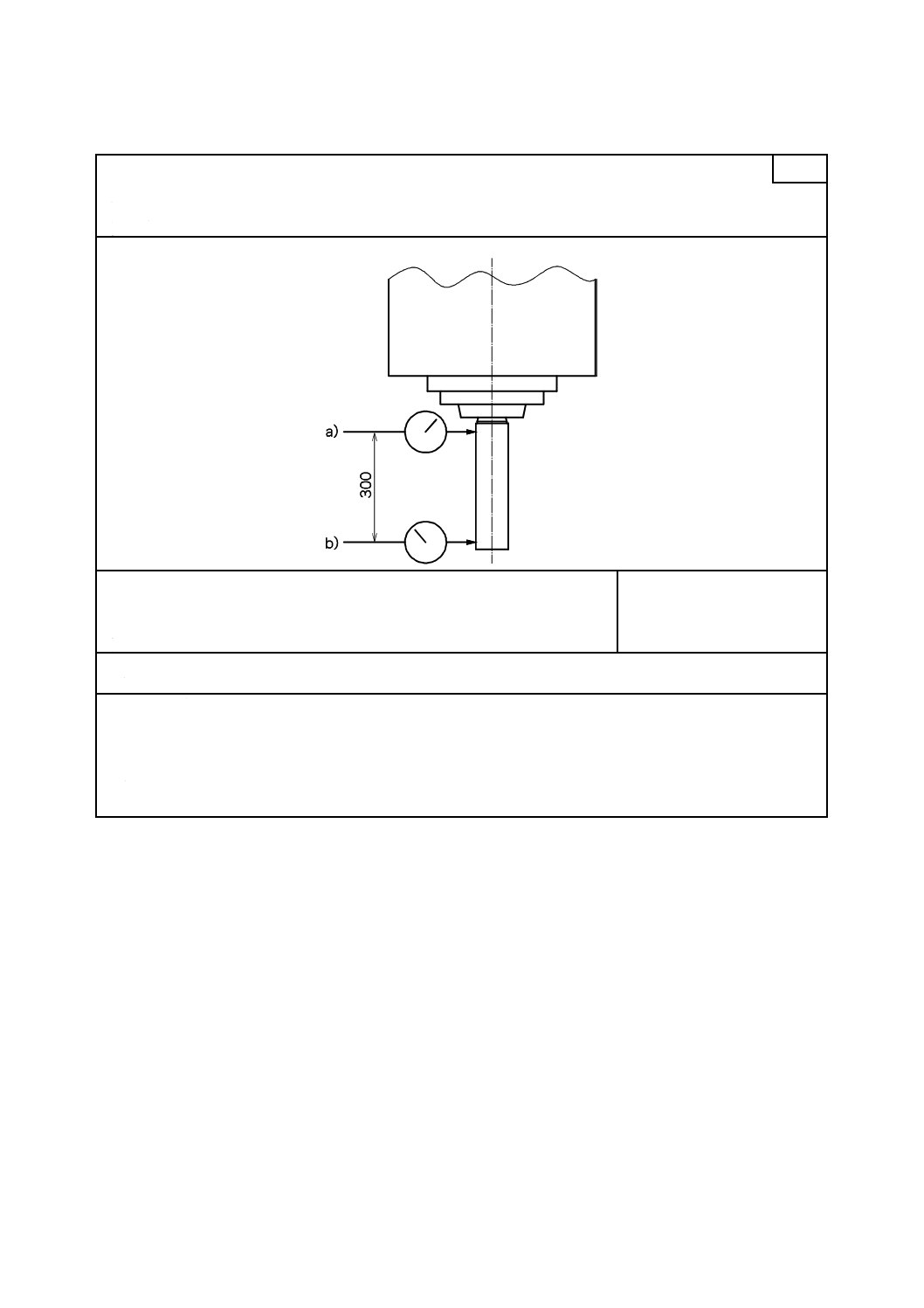
検査事項
工作主軸穴の振れ
a) 主軸端で
b) 主軸端から300 mmの位置で
G2
測定方法図
許容値
区分1
区分2
区分3
a) 0.010
0.015
0.020
b) 0.015
0.020
0.025
測定値
a)
b)
測定器
変位計及びテストバー
測定手順及びJIS B 6191の細分箇条
5.612.3
主軸の振れを測定するときは,各測定位置で2回転以上ゆっくりと主軸を回す。
測定は,主軸に対してテストバーを90°ごとに取り付けなおし,少なくとも4回繰り返して行う。読みの平均値
を求める。
測定は,全ての工作主軸について行う。
10
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
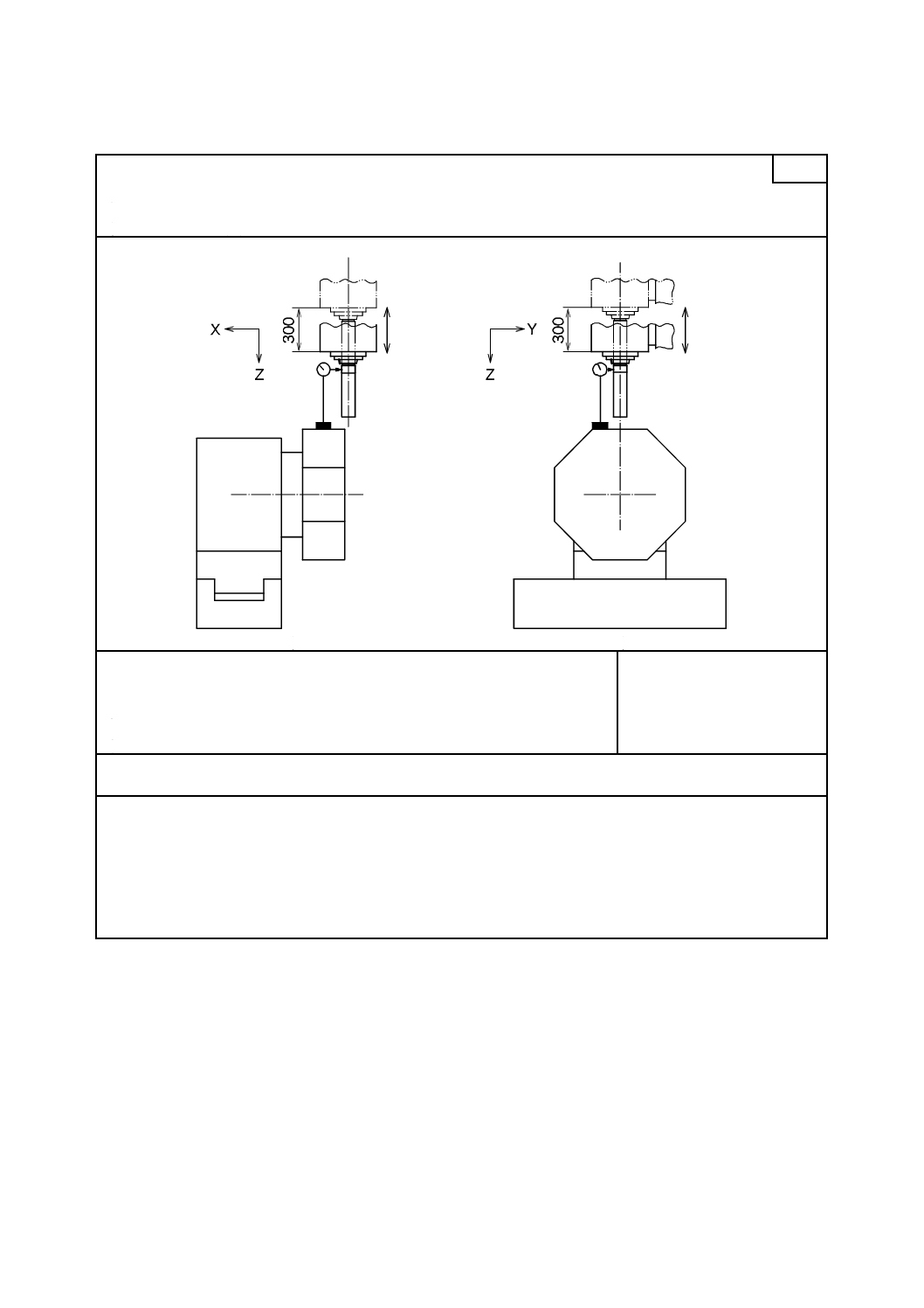
5.2
工作主軸と直進運動軸との関係
検査事項
工作主軸頭(Z軸)運動と工作主軸の回転軸(C'軸)との平行度
a) ZX面内で[EB(0C')Z]
b) YZ面内で[EA(0C')Z]
G3
測定方法図
a)
b)
許容値
測定長さ300について,又は300以下の軸移動量について
区分1
区分2
区分3
a) 0.010
0.015
0.020
b) 0.015
0.020
0.025
測定値
a)
b)
測定器
変位計及びテストバー
測定手順及びJIS B 6191の細分箇条
5.412.1及び5.422.3
各平面内で,工作主軸を回転させて振れの平均位置に置き,Z方向に工作主軸頭を移動させ,読みの最大差を求
める。
この方法の代わりに,ある一つの回転位置でテストバーに沿って読みを取り,次に,主軸を180°回転させて,
最初の測定と同じ位置で読みを取る。この二つの読みの平均値の最大差を,平行度の偏差とする。
この測定は,全ての工作主軸及び工作主軸頭(Z軸)運動について行う。
11
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
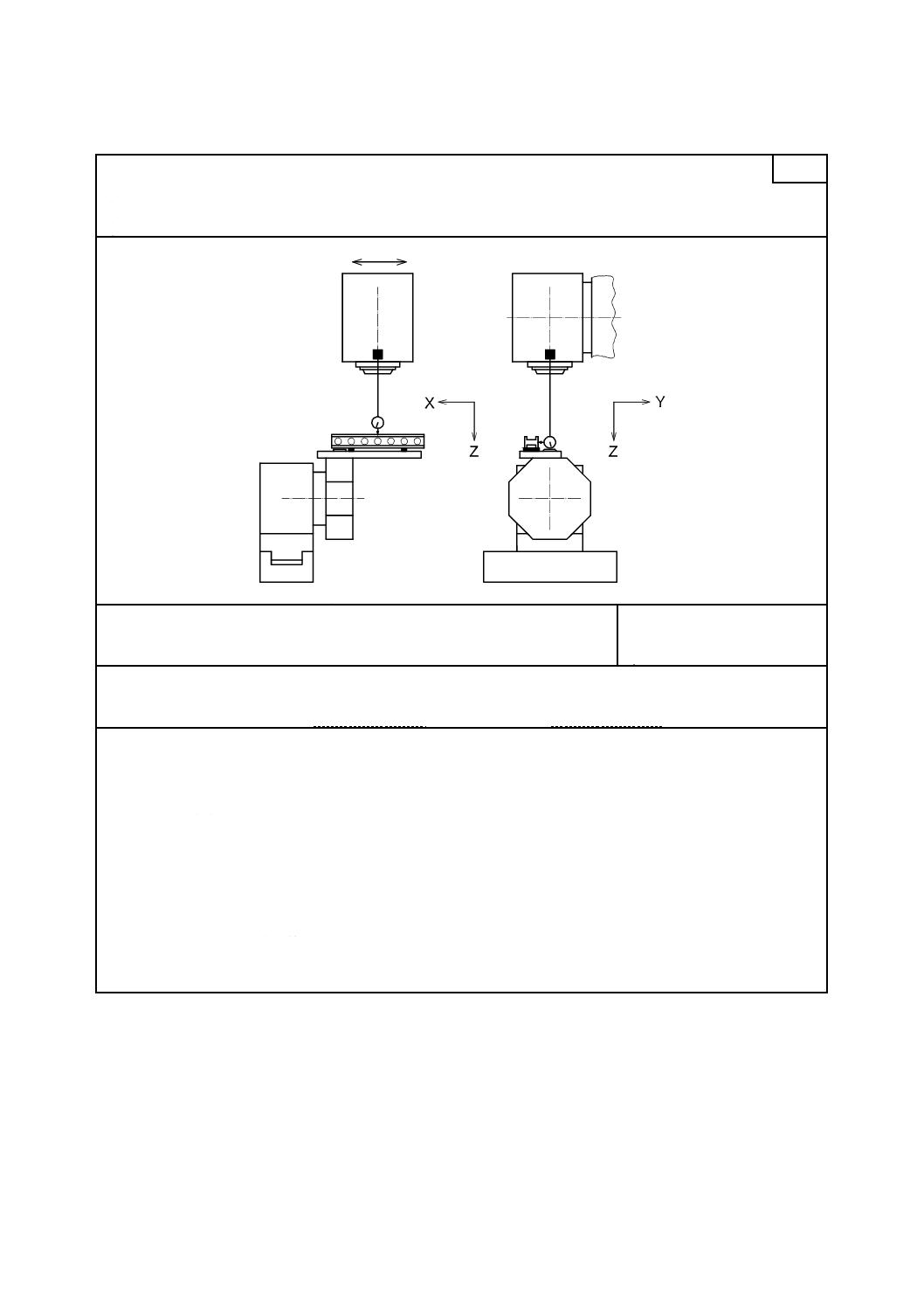
検査事項
ZX面内における工作主軸頭(Z軸)運動と往復台(X軸)運動との直角度[EB(0X')Z]
G4
測定方法図
許容値
測定長さ300について,又は300以下の軸移動量について
区分1
区分2
区分3
0.010
0.015
0.020
測定値
測定器
変位計,直角定規,調整ブロック及び板状特殊ジグ
測定手順及びJIS B 6191の細分箇条
5.522.1及び5.522.4
直角定規は,工具取付け面又はタレットに水平に固定した板状特殊ジグ上に調整ブロックを用いてX軸運動に平
行に定置する。工作主軸端に取り付けた変位計を,直角定規の測定するZ軸面に当て,工作主軸頭をZ軸方向に移
動させる。変位計は,主軸の固定の影響を避けるために工作主軸頭に取り付けるのが望ましい。
変位計の読みの最大差を,直角度の偏差とする。
12
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
YZ面内における工作主軸頭(Z軸)運動と往復台(Y軸)運動との直角度[EA(0Y')Z]
G5
測定方法図
許容値
測定長さ300について,又は300以下の軸移動量について
区分1
区分2
区分3
0.015
0.020
0.025
測定値
測定器
変位計,直角定規,調整ブロック及び板状特殊ジグ
測定手順及びJIS B 6191の細分箇条
5.522.1及び5.522.4
直角定規は,工具取付け面又はタレットに水平に固定した板状特殊ジグ上に調整ブロックを用いてY軸運動に平
行に定置する。工作主軸端に取り付けた変位計を,直角定規の測定するZ軸面に当て,工作主軸頭をZ軸方向に移
動距離まで移動させる。変位計は,主軸の固定の影響を避けるために工作主軸頭に取り付けるのが望ましい。
変位計の読みの最大差を,直角度の偏差とする。
13
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
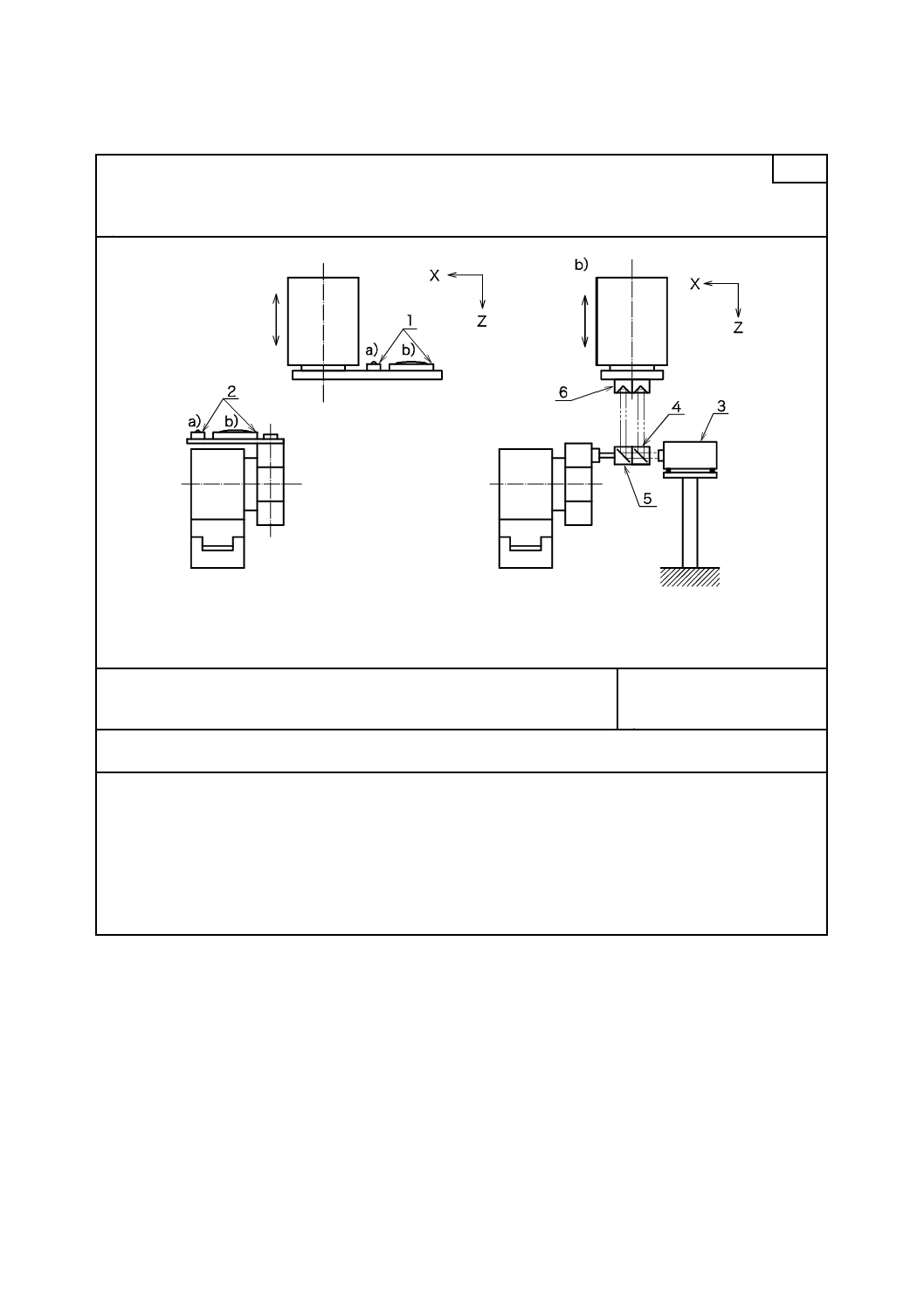
5.3
直進軸の運動の角度偏差
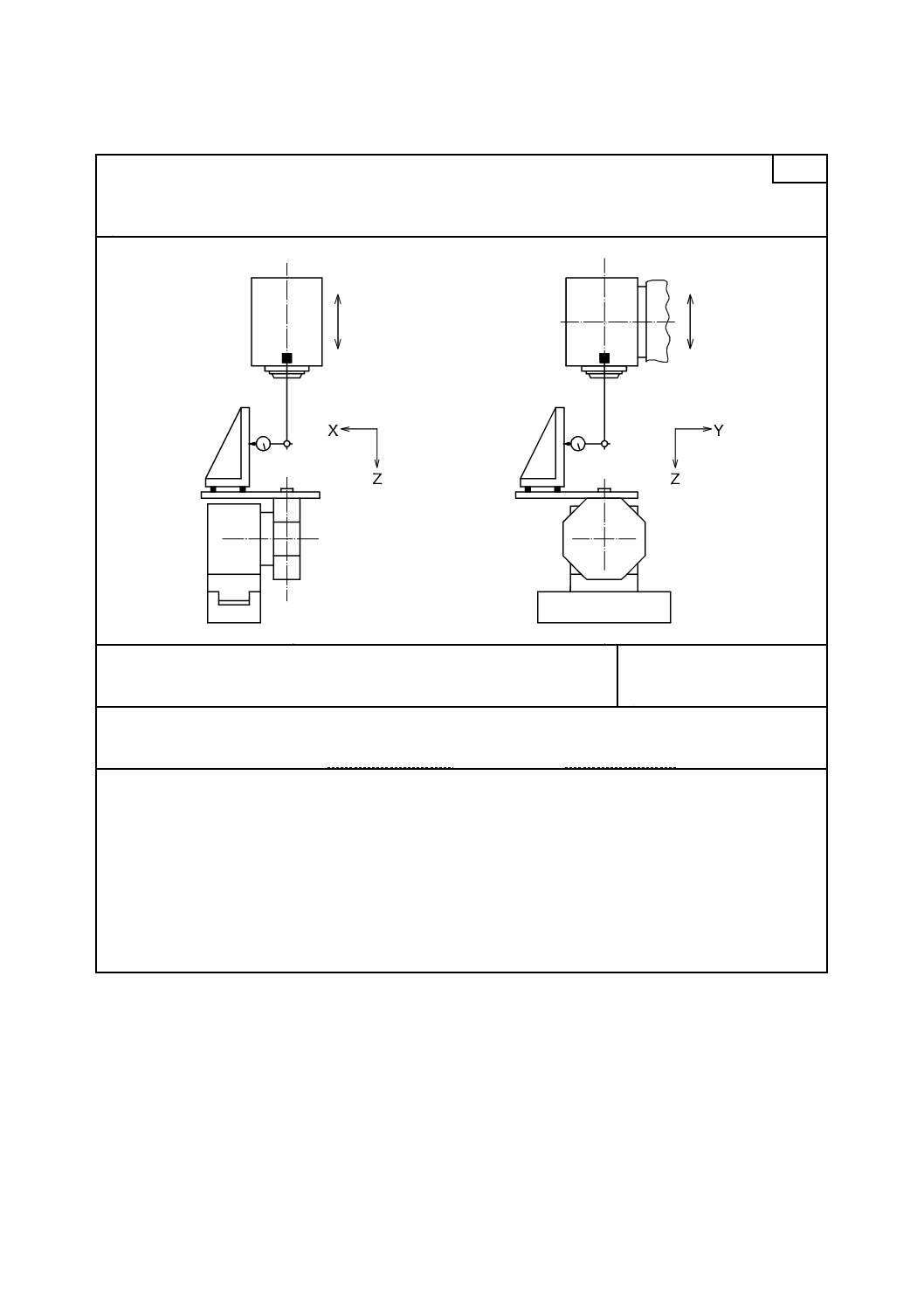
検査事項
工作主軸頭(Z軸)運動の角度偏差
a) YZ面内で EAZ(ピッチ)
b) ZX面内で EBZ(ヨー)
G6
測定方法図
精密水準器による方法
レーザ干渉計による方法
記号
1
測定用精密水準器
2
基準用精密水準器
3
レーザヘッド
4
干渉計
5
ビームベンダ
6
反射鏡
許容値
a)及びb)
500以下のZ軸移動距離について, 0.04/1 000
測定値
a)
b)
測定器
精密水準器及び板状特殊ジグ,レーザ測定器又はオートコリメータ
測定手順及びJIS B 6191の細分箇条
5.232.21,5.232.22及び5.232.23
工作主軸端に水平に取り付けた板状特殊ジグ上に測定用精密水準器を,工具取付け面又はタレットに水平に固定
した板状特殊ジグ上に基準用精密水準器を,a) Y軸方向に平行,b) X軸方向に平行に定置する。
工作主軸頭の運動によって,工作主軸頭とタレットとの両方に角度偏差が生じる場合は,二つの角度偏差の差を
求め,そのことを記述する。
測定は,両方向の運動において移動経路に沿って等間隔にとった最小3点で,両方向に測定を行う。
読みの最大差を,角度偏差とする。
14
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
往復台(X軸)運動の角度偏差
a) ZX面内で EBX(ピッチ)
b) YZ面内で EAX(ロール)
c) XY面内で ECX(ヨー)
なお,この検査は加工領域内だけに適用する。
G7
測定方法図
記号
1
測定用精密水準器
2
基準用精密水準器
3
レーザヘッド
4
干渉計
5
ビームベンダ
6
反射鏡
許容値
a),b)及びc)
500以下のX軸移動量について, 0.04/1 000
測定値
a)
b)
c)
測定器
a) 精密水準器,オートコリメータ/反射鏡,又はレーザ測定器,及び板状特殊ジグ
b) 精密水準器,及び板状特殊ジグ
c) オートコリメータ/反射鏡,又はレーザ測定器,及び板状特殊ジグ
測定手順及びJIS B 6191の細分箇条
5.232.21,5.232.22及び5.232.23
工作主軸端に水平に取り付けた板状特殊ジグ上に測定用精密水準器を,工具取付け面又はタレットに水平に固定
した板状特殊ジグ上に基準用精密水準器を,a) X軸方向に平行,b) Y軸方向に平行に定置する。
往復台の運動によって,工作主軸頭とタレットとの両方に角度偏差が生じる場合は,二つの角度偏差の差を求め,
そのことを記述する。
測定は,両方向の運動において移動の方向に沿って等間隔にとった最小3点で,両方向に測定を行う。
読みの最大差を,角度偏差とする。
15
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
タレットヘッド往復台(Y軸)運動の角度偏差
a) YZ面内で EAY(ピッチ)
b) ZX面内で EBY(ロール)
c) XY面内で ECY(ヨー)
G8
測定方法図
記号
1
測定用精密水準器
2
基準用精密水準器
3
レーザヘッド
4
干渉計
5
ビームベンダ
6
反射鏡
許容値
a),b)及びc)
500以下のY軸の軸移動量について, 0.1/1 000
測定値
a)
b)
c)
測定器
a) 精密水準器,オートコリメータ/反射鏡,又はレーザ測定器,及び板状特殊ジグ
b) 精密水準器,及び板状特殊ジグ
c) オートコリメータ/反射鏡,又はレーザ測定器,及び板状特殊ジグ
測定手順及びJIS B 6191の細分箇条
5.232.21,5.232.22及び5.232.23
工具取付け面又はタレットに水平に固定した板状特殊ジグ上に測定器(測定用精密水準器又は反射鏡)を定置す
る。もう一つの板状特殊ジグを主軸端にも取り付ける。
工作主軸端に水平に取り付けた板状特殊ジグ上に基準用精密水準器を,a) Y軸に平行,b) X軸に平行に定置
する。
往復台の運動によって,工作主軸頭とタレットとの両方に角度偏差が生じる場合は,二つの角度偏差の差を求め,
そのことを記述する。
測定は,両方向の運動において移動の方向に沿って等間隔にとった最小3点で,両方向に測定を行う。
読みの最大差を,角度偏差とする。
16
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
往復台(X軸)運動の真直度
a) ZX面内で,EZX
b) XY面内で,EYX
G9
測定方法図
a)
b)
許容値
a)及びb)
測定長さ300について, 0.02
測定値
a)
b)
測定器
a)及びb)
直定規,調整ブロック,変位計及び板状特殊ジグ,又は光学式測定器及び板状特殊ジグ
測定手順及びJIS B 6191の細分箇条
5.212.11及び5.232.11
タレットがY軸方向に移動可能な場合には,工作主軸の振れの平均値がタレットの工具取付け基準穴と一直線に
なるようにタレットを位置決めする。タレット近くの位置に主軸頭を固定する。真直基準(直定規,反射鏡又はア
ライメント望遠鏡)は,工具取付け面又はタレットに水平に固定した板状特殊ジグ上にX軸運動と平行になるよう
に調整ブロックを用い定置する。
変位計,干渉計又は目標は,工作物の位置近くの主軸上に取り付ける。工具取付け面上に固定したツーリングブ
ロックを使用する機械については,余分に長いX軸移動量が必要になるが,短い直定規を,タレット又は工具取付
け面上に定置し,変位計は工作主軸上に取り付ける。この場合には,直定規の端まで測定したとき,変位計を取り
付け直す必要がある。この方法は,タレット上にかなり長い直定規を片持ちで取り付けるよりも,全体の移動範囲
をカバーするためには,実用的であるかもしれない。
注記 ここで“平行”とは,運動の両端における読みが同じ値になることであり,この場合には,読みの最大
差を真直度の偏差とする。
17
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
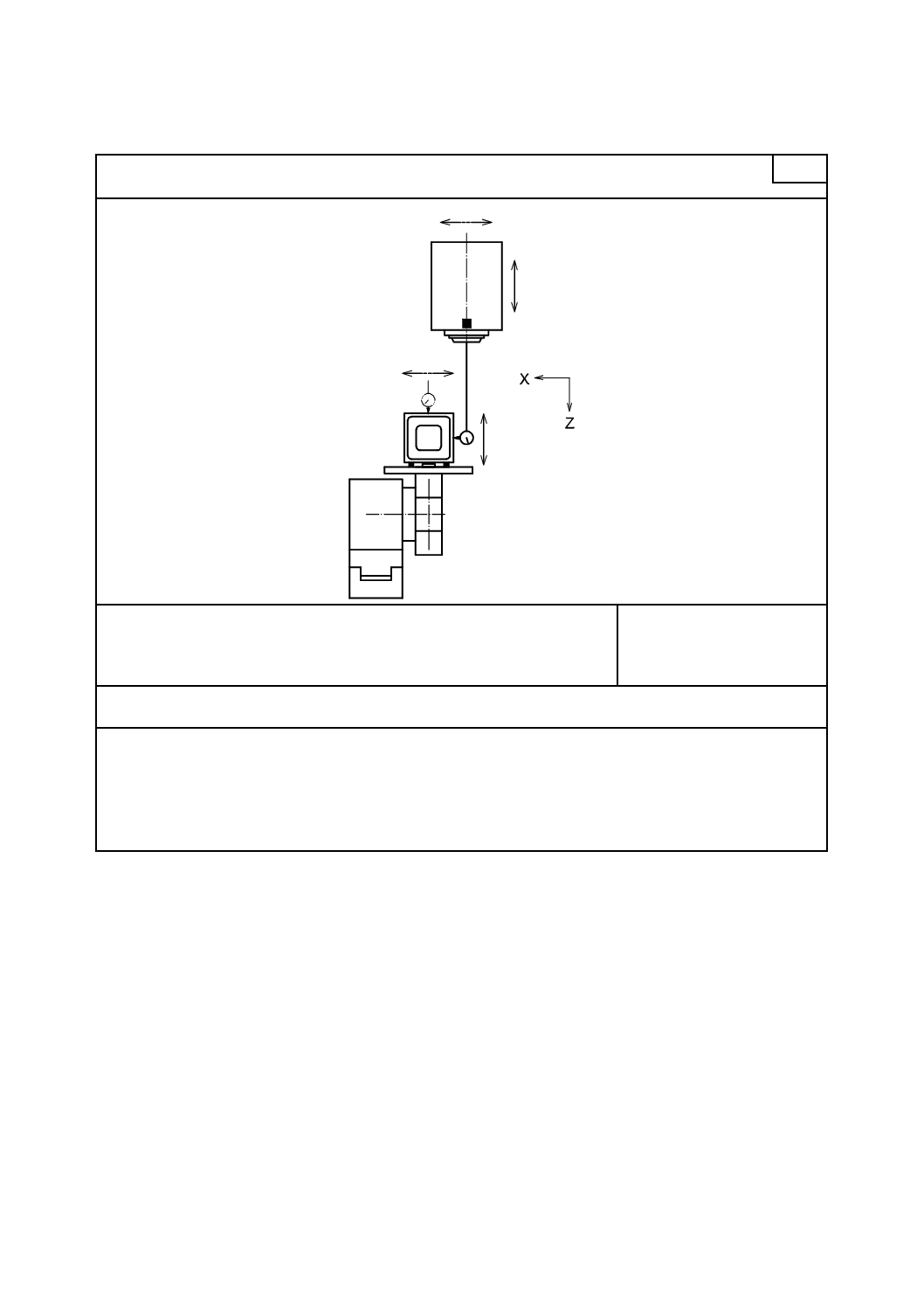
検査事項
工作主軸頭(Z軸)運動の真直度
a) XZ面内で,EXZ
b) YZ面内で,EYZ
G10
測定方法図
a)
b)
許容値
a)及びb)
測定長さ300について, 0.02
測定値
a)
b)
測定器
a)及びb)
直角定規,調整ブロック,変位計及び板状特殊ジグ,又は光学式測定器及び板状特殊ジグ
測定手順及びJIS B 6191の細分箇条
5.212及び5.232.11
真直基準(直角定規,反射鏡又はアライメント望遠鏡)は,工具取付け面又はタレットに水平に固定した板状特
殊ジグ上にZ軸運動と平行になるように調整ブロックを用い定置する。
工作物の位置近くに置いた工作主軸頭上に変位計,干渉計又は目標物を定置する。測定線は,工作主軸の回転軸
に近づけるのが望ましい。
この方法の代わりに,G3に規定した測定方法(工作主軸にはめたテストバー及びタレットに取り付けた変位計)
を適用できる。
注記 ここで“平行”とは,運動の両端における読みが同じ値になることであり,この場合には,読みの最大
差を真直度の偏差とする。
18
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
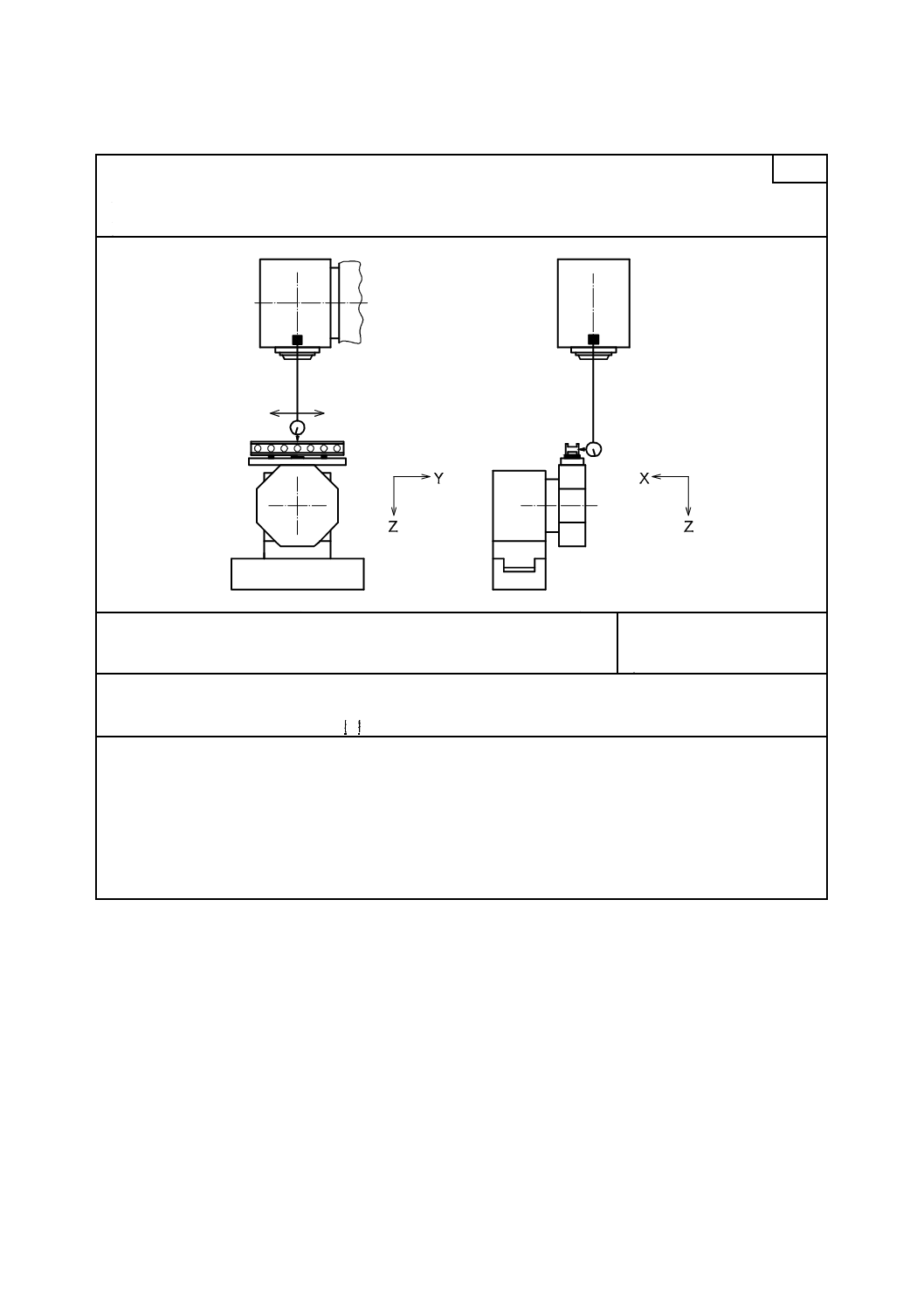
検査事項
往復台(Y軸)運動の真直度
a) YZ面内で,EZY
b) XY面内で,EXY
G11
測定方法図
a)
b)
許容値
a)及びb)
測定長さ300について, 0.02
測定値
a)
b)
測定器
a)及びb)
直定規,調整ブロック変位計及び板状特殊ジグ
測定手順及びJIS B 6191の細分箇条
5.212.11及び5.232.11
真直基準(直定規,反射鏡,又はアライメント望遠鏡)は,工具取付け面又はタレットに水平に固定した板状特
殊ジグ上にY軸運動と平行になるように調整ブロックを用い定置する。
工作物の位置近くに置いた工作主軸頭上に変位計,干渉計又は目標物を定置する。測定線は,工作主軸の回転軸
に近づけるのが望ましい。
注記 ここで“平行”とは,運動の両端における読みが同じ値になることであり,この場合には,読みの最大
差を真直度の偏差とする。
19
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
タレット及び回転工具
5.4.1
タレットの工具取付け面
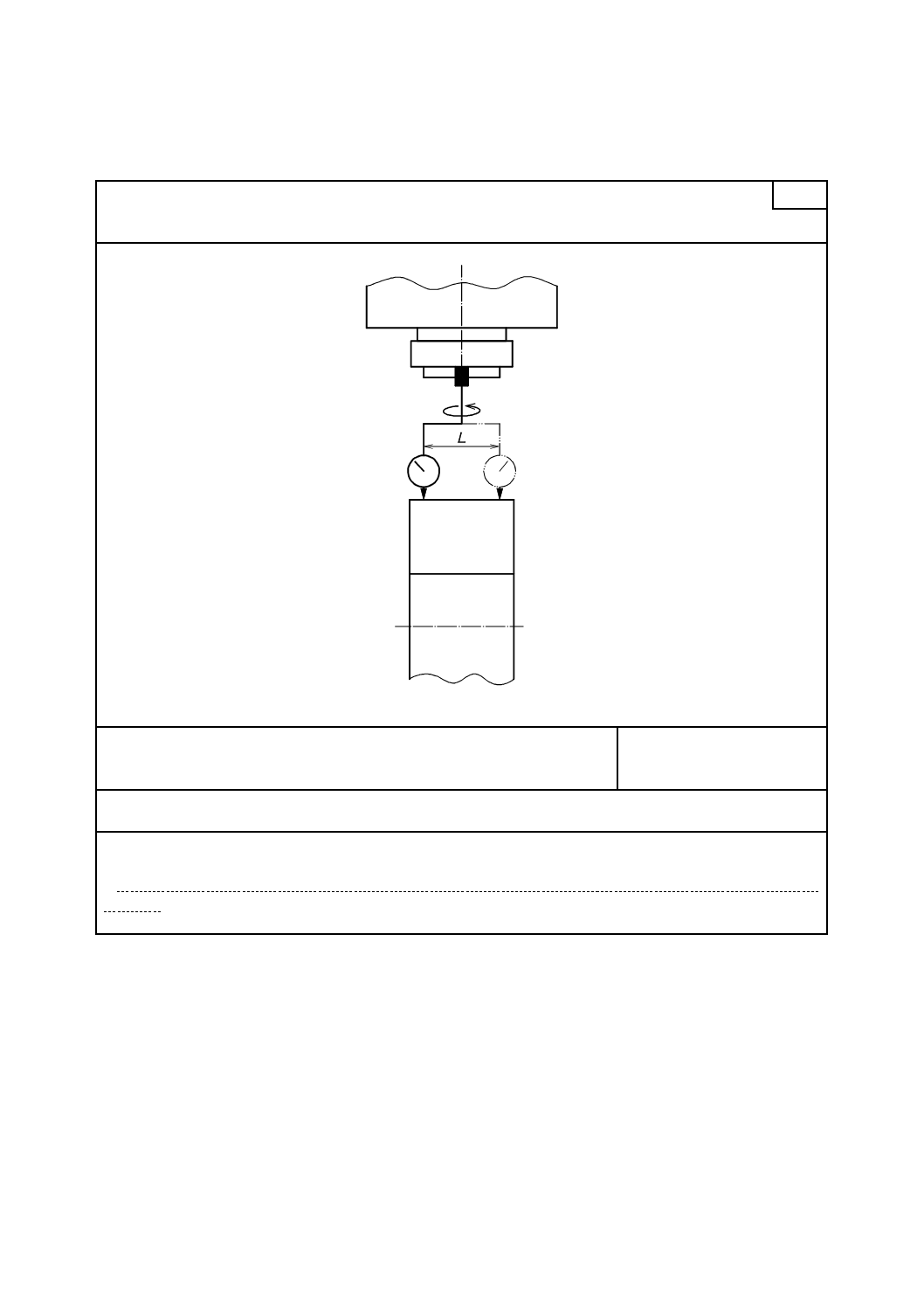
検査事項
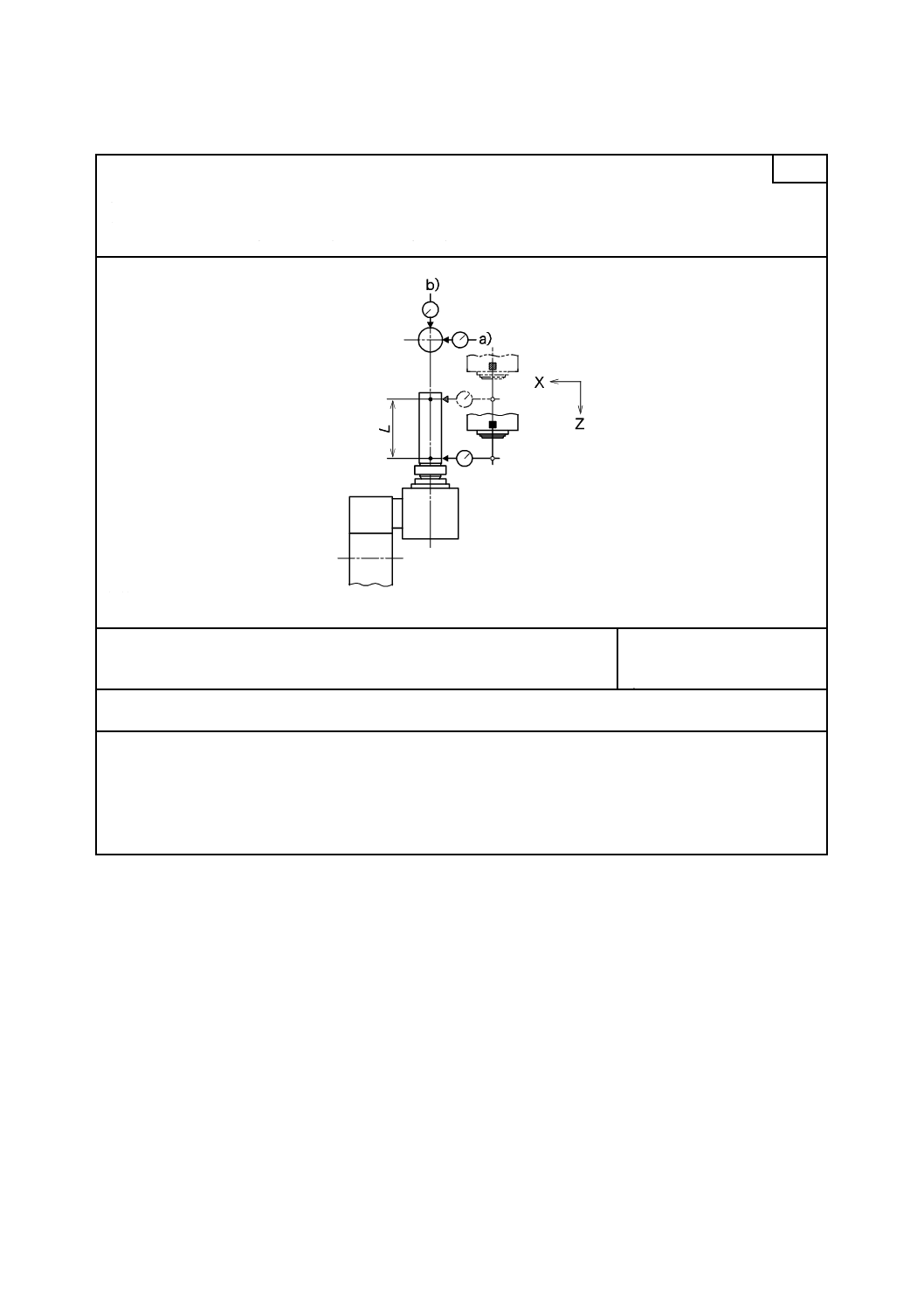
タレットの工具取付け面と工作主軸の回転軸(C'軸)との直角度
なお,この検査は,工作主軸の回転軸に直角なタレットの工具取付け面に適用する。
G12
測定方法図
記号
L
測定長さ
許容値
0.02/100
L=100
測定値
測定器
変位計
測定手順及びJIS B 6191の細分箇条
5.512.1及び5.512.4
変位計は,工作主軸に固定し,タレットの工具取付け面に測定子を当て,工作主軸を回転させ読みの最大差を記
録する。
タレットの各工具取付け面について行う。
20
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
タレットの工具取付け面と往復台(X軸)運動との直角度
a) ZX面内で
b) XY面内で
なお,この検査は,YZ面に平行な工具取付け面に適用する。
G13
測定方法図
記号
L
測定長さ
許容値
a)及びb)
L=100について, 0.02
測定値
a)
b)
測定器
テストバー及び変位計
測定手順及びJIS B 6191の細分箇条
5.512.1及び5.512.4
テストバーは,タレットの工具取付け面に取り付け,変位計は,ZX面内及びXY面内でテストバーに変位計の測
定子が当たるように,工作主軸に取り付ける。可能であれば,変位計は,主軸の固定の影響を避けるために主軸頭
に取り付ける。
測定は,タレットの各工具取付け面について行う。
21
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4.2
タレットの工具取付け穴
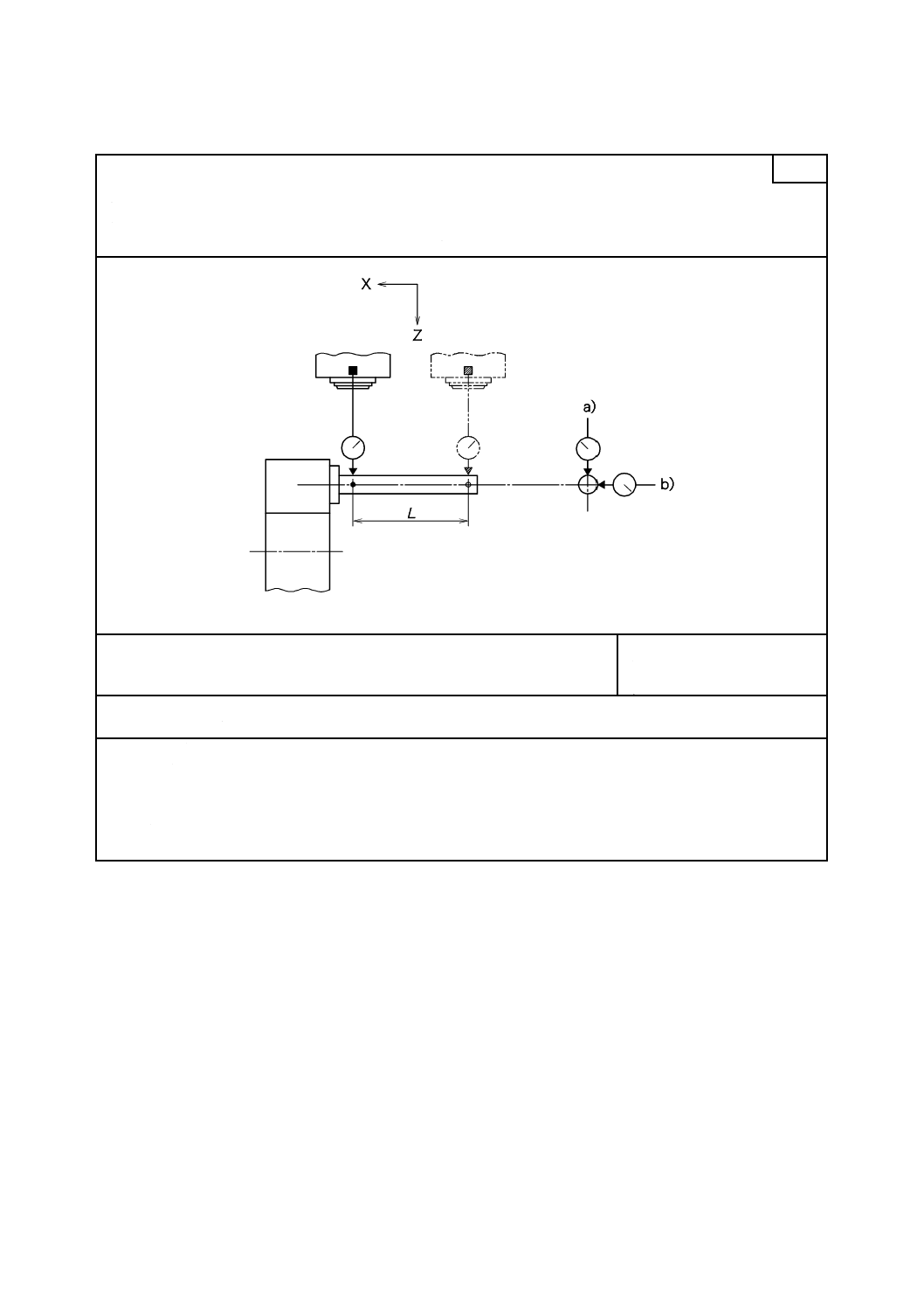
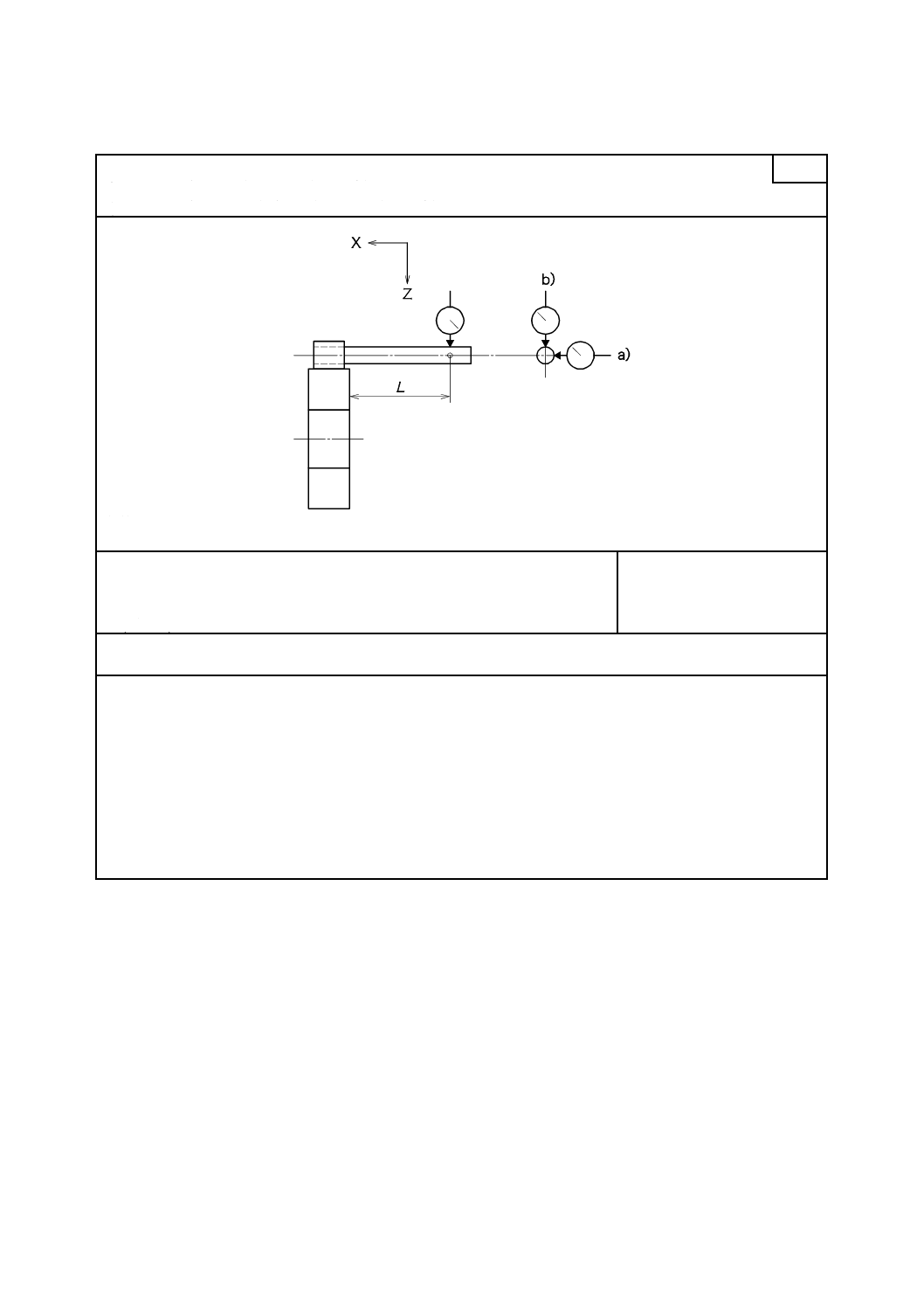
検査事項
タレットの工具取付け穴と往復台(Z軸)運動との平行度
a) ZX面内で
b) YZ面内で
なお,この検査は,往復台(Z軸)運動に平行なタレットの工具取付け穴に適用する。
G14
測定方法図
記号
L
測定長さ
許容値
a)及びb)
L=100について, 0.02
測定値
a)
b)
測定器
テストバー及び変位計
測定手順及びJIS B 6191の細分箇条
5.422.3
テストバーは,タレットの工具取付け穴にはめ,変位計は,ZX面内及びYZ面内でテストバーに変位計の測定子
が当たるように,工作主軸に取り付ける。変位計は,主軸の固定の影響を避けるために工作主軸頭に取り付けるの
が望ましい。
測定は,タレットの各工具取付け穴について行う。
22
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
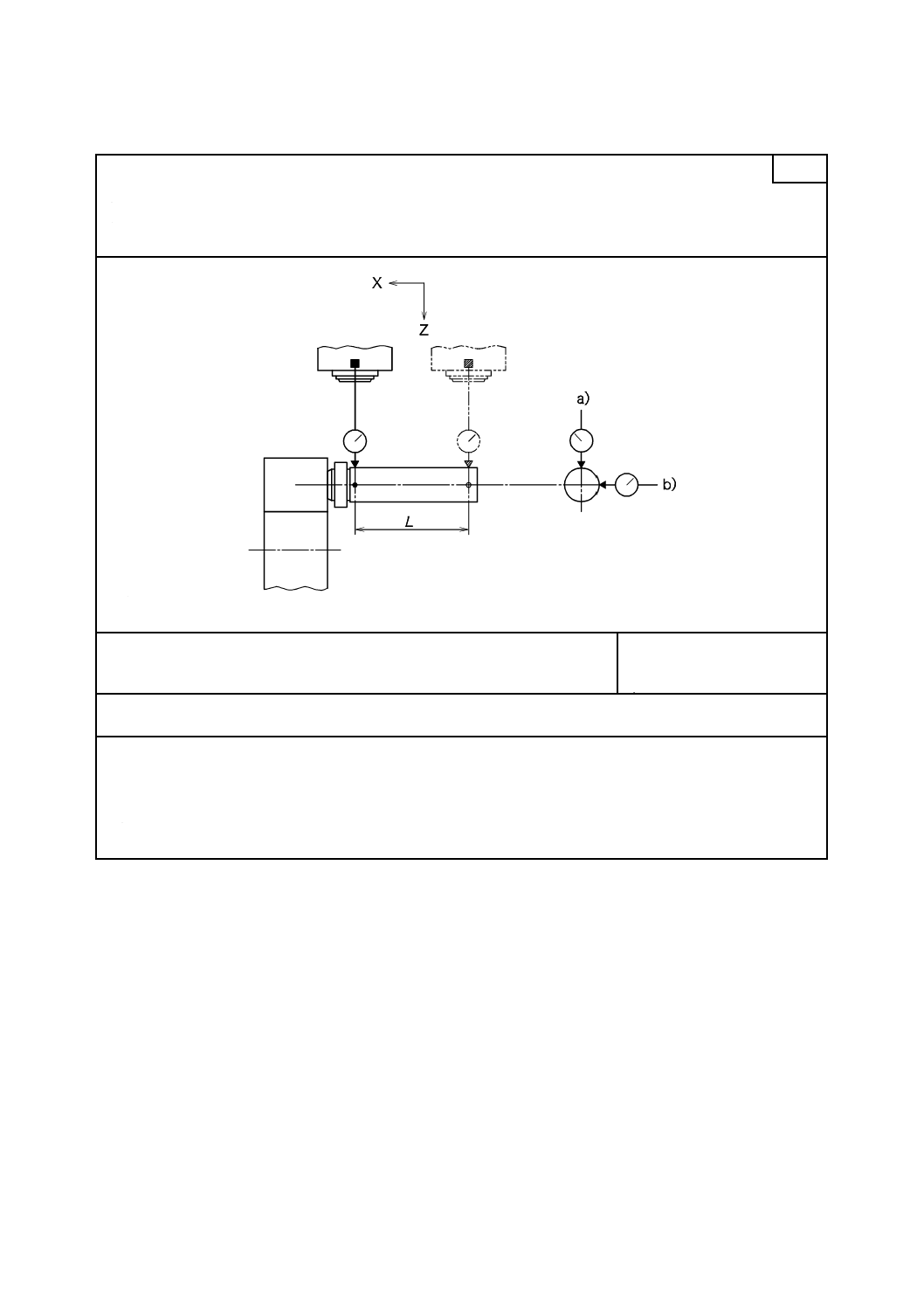
検査事項
タレットの工具取付け穴とX軸運動との平行度
a) ZX面内で
b) XY面内で
なお,この検査は往復台(X軸)運動に平行なタレットの工具取付け穴に適用する。
G15
測定方法図
記号
L
測定長さ
許容値
a)及びb)
L=100について, 0.02
測定値
a)
b)
測定器
テストバー及び変位計
測定手順及びJIS B 6191の細分箇条
5.422.3
テストバーは,タレットの工具取付け穴にはめ,変位計は,ZX面内及びXY面内でテストバーに変位計の測定子
が当たるように,工作主軸に取り付ける。変位計は,主軸の固定の影響を避けるために工作主軸頭に取り付けるの
が望ましい。
測定は,タレットの各工具取付け穴について行う。
23
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4.3
回転工具用タレット
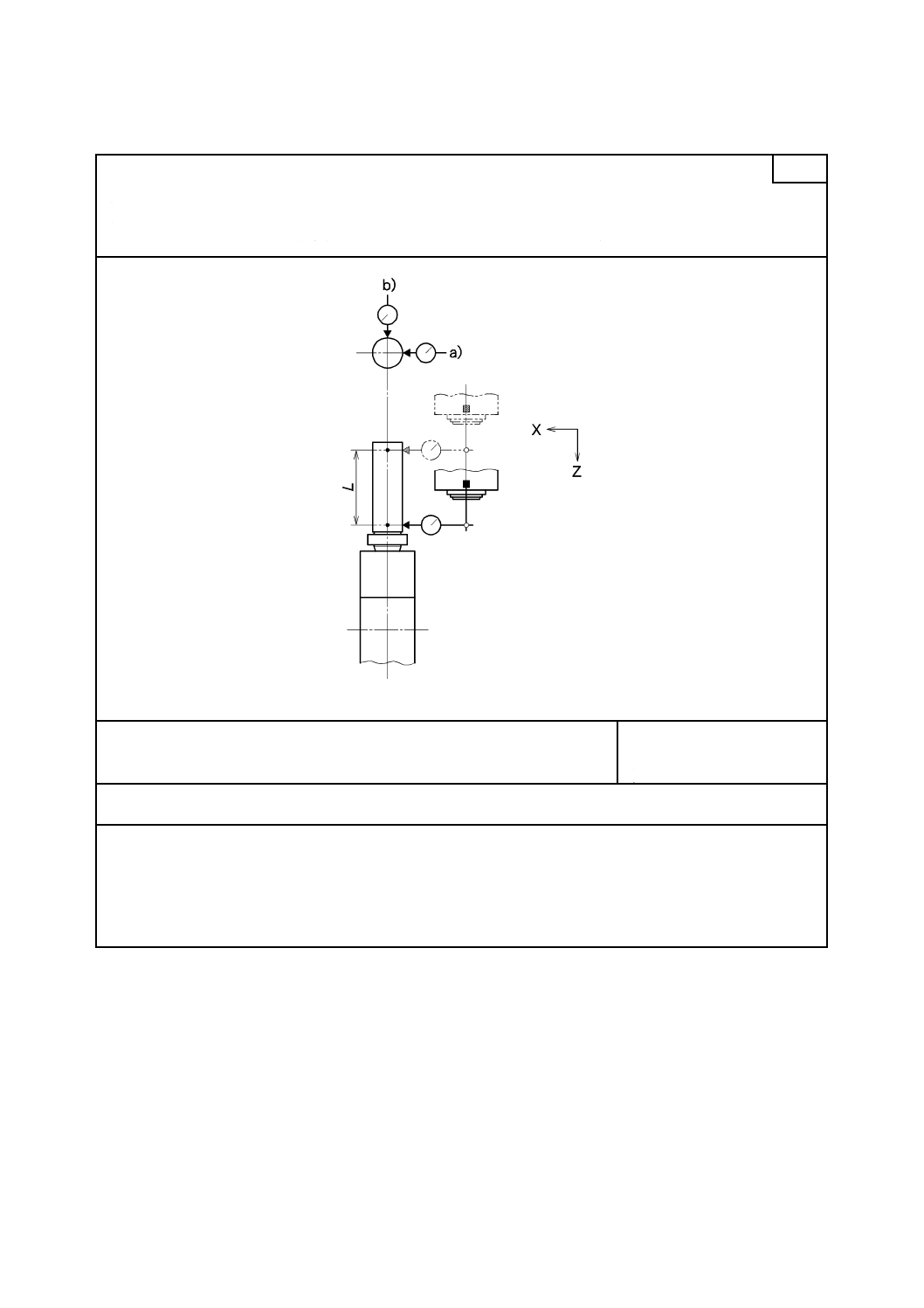
検査事項
工具主軸穴及び端面の振れ
1) 主軸テーパ穴の振れ
a) 主軸端で
b) 主軸端から100 mmの位置で
2) 円筒穴
a) 主軸端における円筒穴の振れ
b) 工具主軸端面の振れ
G16
測定方法図
1)
2)
許容値
1) a) 0.010 b) 0.015
2) a)及びb) 0.010
測定値
a)
b)
測定器
1) テストバー及び変位計
2) 変位計
測定手順及びJIS B 6191の細分箇条
5.612.3及び5.632
1) 測定は,主軸に対してテストバーを90°ごとに取り付けなおし,少なくとも4回繰り返して行う。読みの平均
値を求める。
2) b) この測定は,最も大きな半径位置で行う。
測定は全ての工具主軸について行う。
24
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
工具主軸の回転軸とZ軸運動との平行度
a) ZX面内で
b) YZ面内で
なお,この検査は,Z軸に平行な全ての工具主軸に適用する。
G17
測定方法図
記号
L
測定長さ
許容値
a)及びb)
L=100について, 0.02
測定値
a)
b)
測定器
テストバー及び変位計
測定手順及びJIS B 6191の細分箇条
5.412.1及び5.422.3
工具主軸を回転させて振れの平均位置に置き,工作主軸頭をZ方向に移動させて,読みの最大差を求める。
この方法の代わりに,ある一つの回転位置でテストバーに沿って読みを取り,次に,工具主軸を180°回転させ
て,最初の測定と同じ位置で読みを取る。この二つの読みの平均値の最大差を,平行度の偏差とする。変位計は,
主軸の固定の影響を避けるために工作主軸頭に取り付けるのが望ましい。
25
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4.4
タレット割出しの精度及び繰返し性
検査事項
a) タレット割出しの繰返し性(XY面内)
b) タレット割出しの半径方向の繰返し性(ZX面内)
G18
測定方法図
記号
L
測定長さ
許容値
区分1
区分2
区分3
L=50
L=100
L=100
a)及びb)
0.005
0.010
0.015
測定値
a)
b)
測定器
テストバー及び変位計
測定手順及びJIS B 6191の細分箇条
6.42
測定は,タレットの正面又は工具取付け面から長さLの位置で行う。タレットは,動きの中央に置き,変位計は,
0°及び90°の測定位置でテストバーに接触するように位置決めする。タレットの割出し位置,軸位置及び変位計
の読みを記録する。
テストバーに平行な軸に沿ってテストバーから変位計を離し,次にタレットを360°割り出し,自動サイクルで
測定位置まで変位計を移動させ,再び位置決めする。そのときの変位計の読みを取る。
測定開始時に変位計をゼロに合わせて,この測定を3回繰り返す。3回の読みの最大差を偏差とする。変位計は,
主軸の固定の影響を避けるために工作主軸頭に取り付けるのが望ましい。この測定は,少なくとも三つの異なるタ
レット割出し位置で行う。それぞれの割出し位置で変位計をゼロに合わせる。
26
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
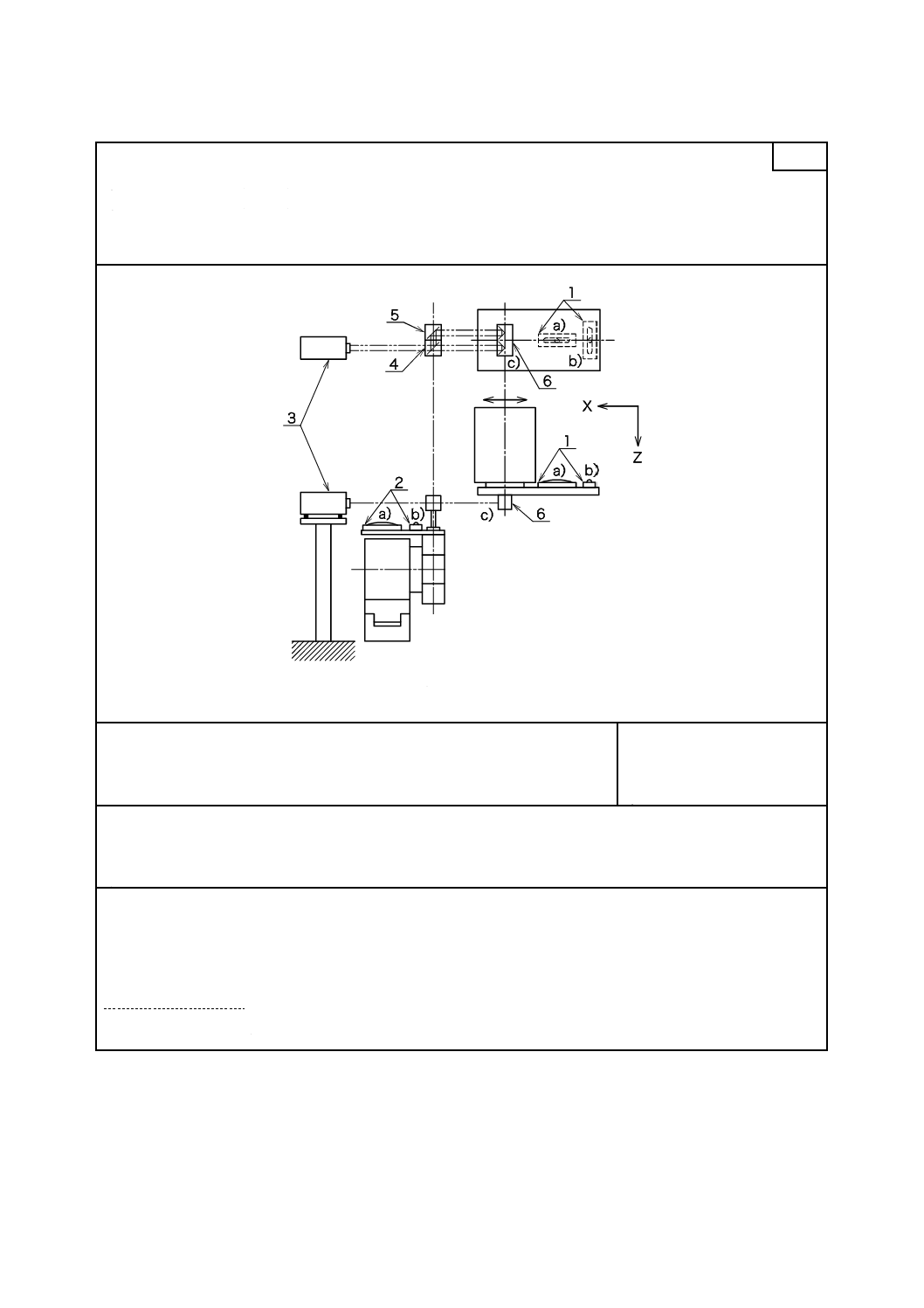
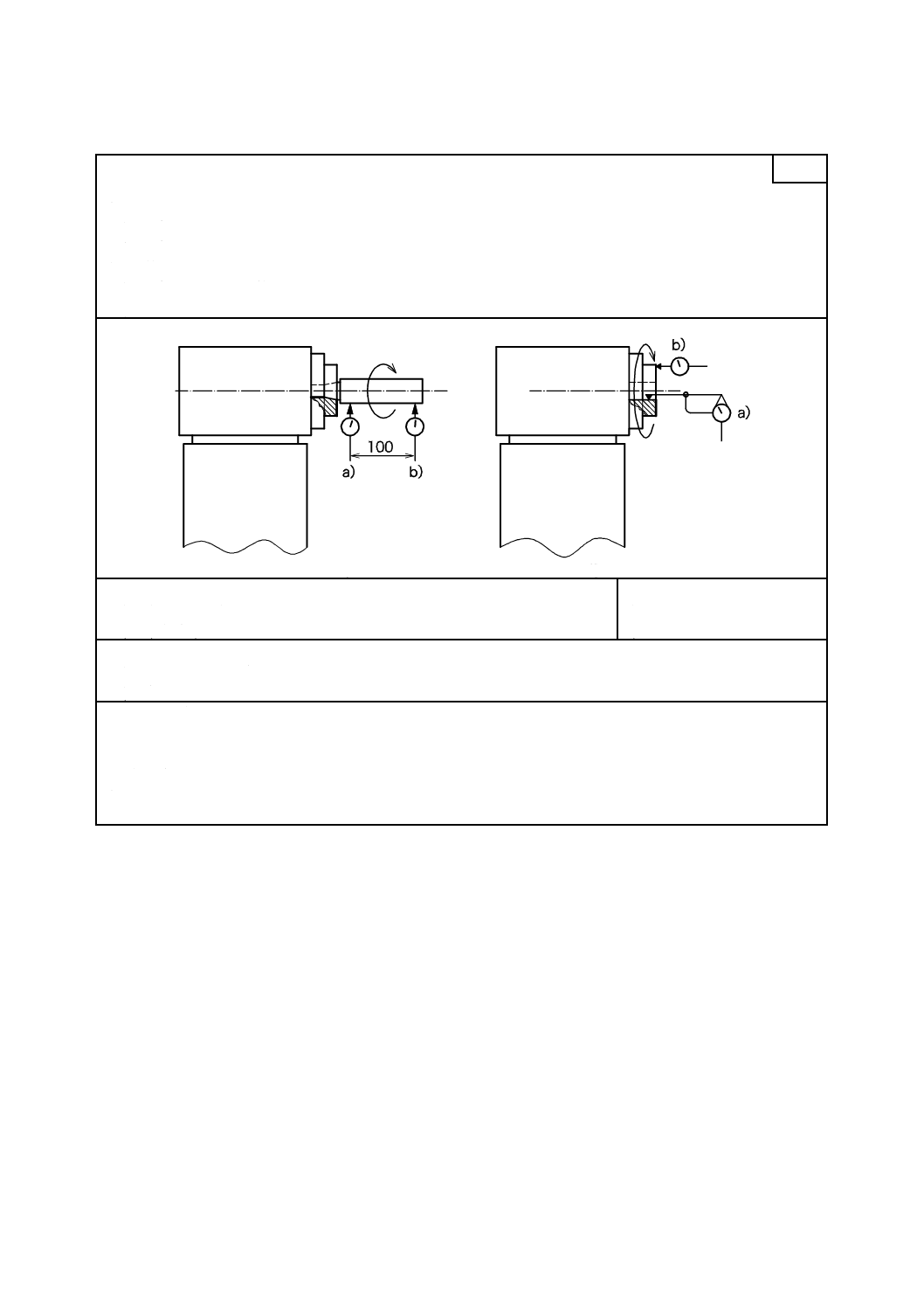
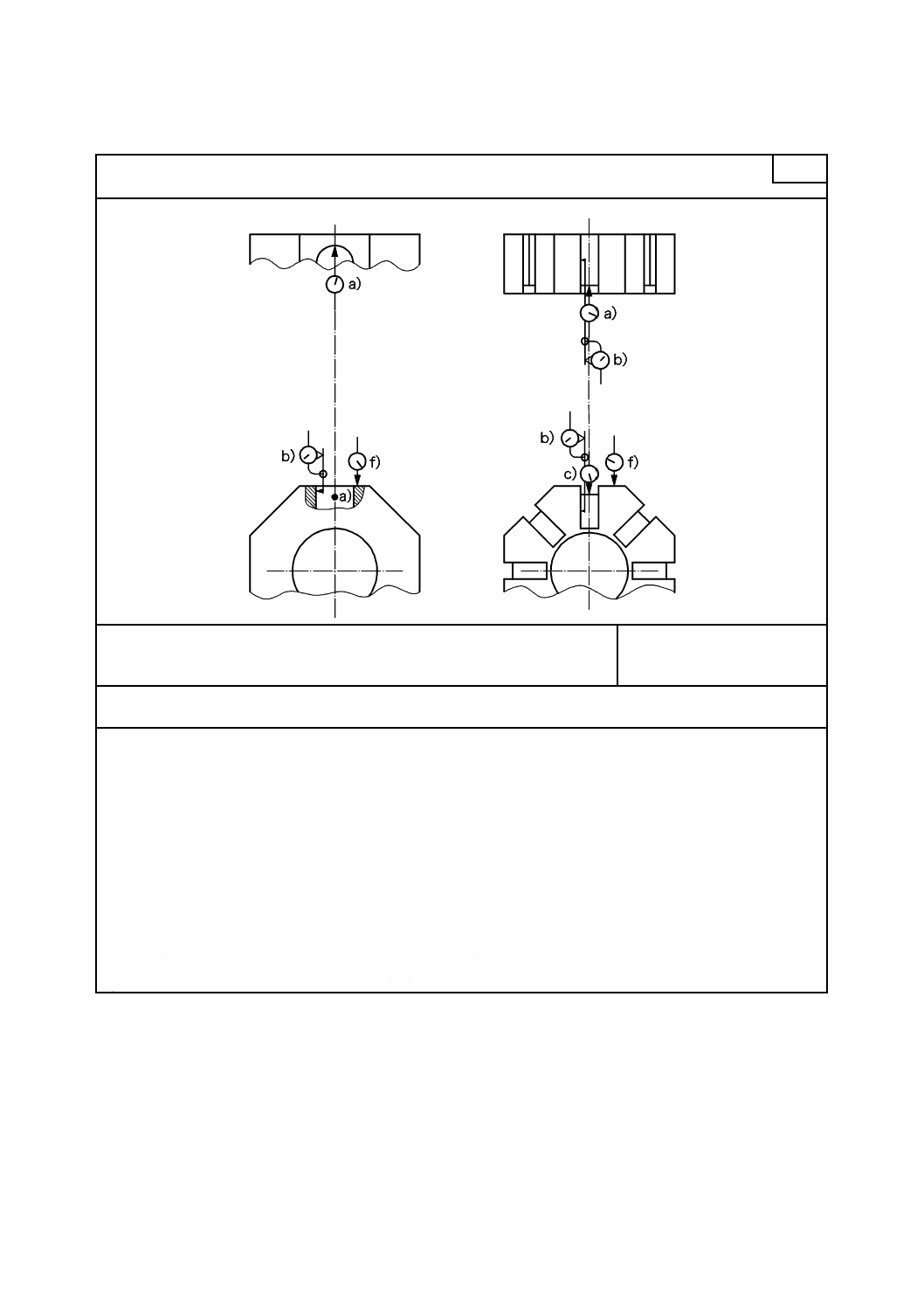
検査事項
タレット割出しの精度
G19
測定方法図
許容値
区分1
区分2及び3
0.03
0.04
測定値
測定器
変位計
測定手順及びJIS B 6191の細分箇条
変位計の測定子がタレットの基準穴又は基準溝に接触するように,その測定子を位置a),b)及びc)に位置決めす
る。このときのタレットの位置及び変位計の読みを取る。タレットの基準面を用いる場合には,位置c)の変位計の
代わりに位置f)の変位計を用いる。
タレットを割り出すために,適切な直進軸を移動させて,タレットの測定面から変位計を離し,タレットを次の
位置に割り出し,元の測定位置に変位計を戻す。
全てのタレット位置について3回の測定を行い,次に,タレットの繰返し性の影響を最小にするために各割出し
位置の読みを平均する。全ての変位計の読み平均値の最大差をタレットの割出し精度とする。
注記 位置a)は,タレット割出し時の軸方向の動きの影響を受ける。一方,位置b)もタレット割出しの繰返し
性の影響を受ける。位置c)は,タレット割出しの半径方向の動き,位置f)は,半径方向の動きの影響を
それぞれ受ける。
工具取付け穴を位置決め穴として利用するタレットの場合には,測定は,その穴の位置決めに利用する側の位置
b)で行い,取付け穴に設けられたクランプ用逃げの部分では行わない。
27
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
工作主軸頭の旋回
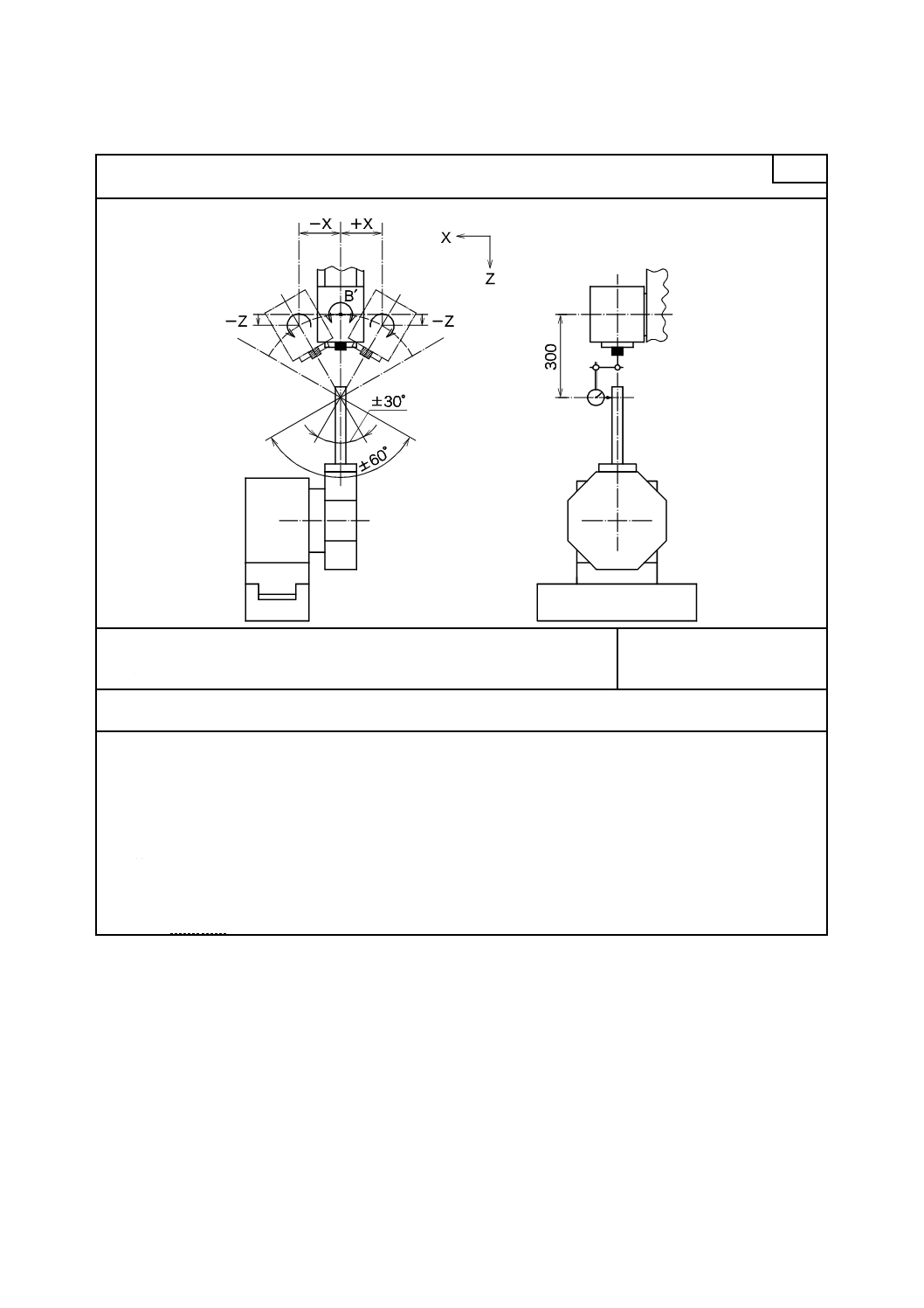
検査事項
工作主軸頭の旋回平面(B' 軸)とZX平面との平行度
G20
測定方法図
許容値
旋回角度
±30° ±60°
半径300のとき,0.01
0.02
測定値
測定器
変位計及びテストバー
測定手順及びJIS B 6191の細分箇条
5.432
テストバーは,タレットヘッドに取り付ける。
変位計の測定子は,回転軸(B' 軸)の中心から約300 mm離れた位置でテストバーに当て,次に,工作主軸頭を
+30°(及び+60°)割り出し,再びテストバーの同じ位置に当てて読みの差を取る。
工作主軸頭を−30°(及び−60°)の位置まで割り出し,テストバー上の同じ位置に変位計の測定子を当てて読
みの差を取る。
この測定を少なくとも3回繰り返す。読みの最大差を平行度の偏差とする。
注記 テストバーを主軸にはめ,変位計をタレットヘッドに取り付けて測定した方が旋回中心の位置を合わせ
やすい。
28
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
回転軸の精度
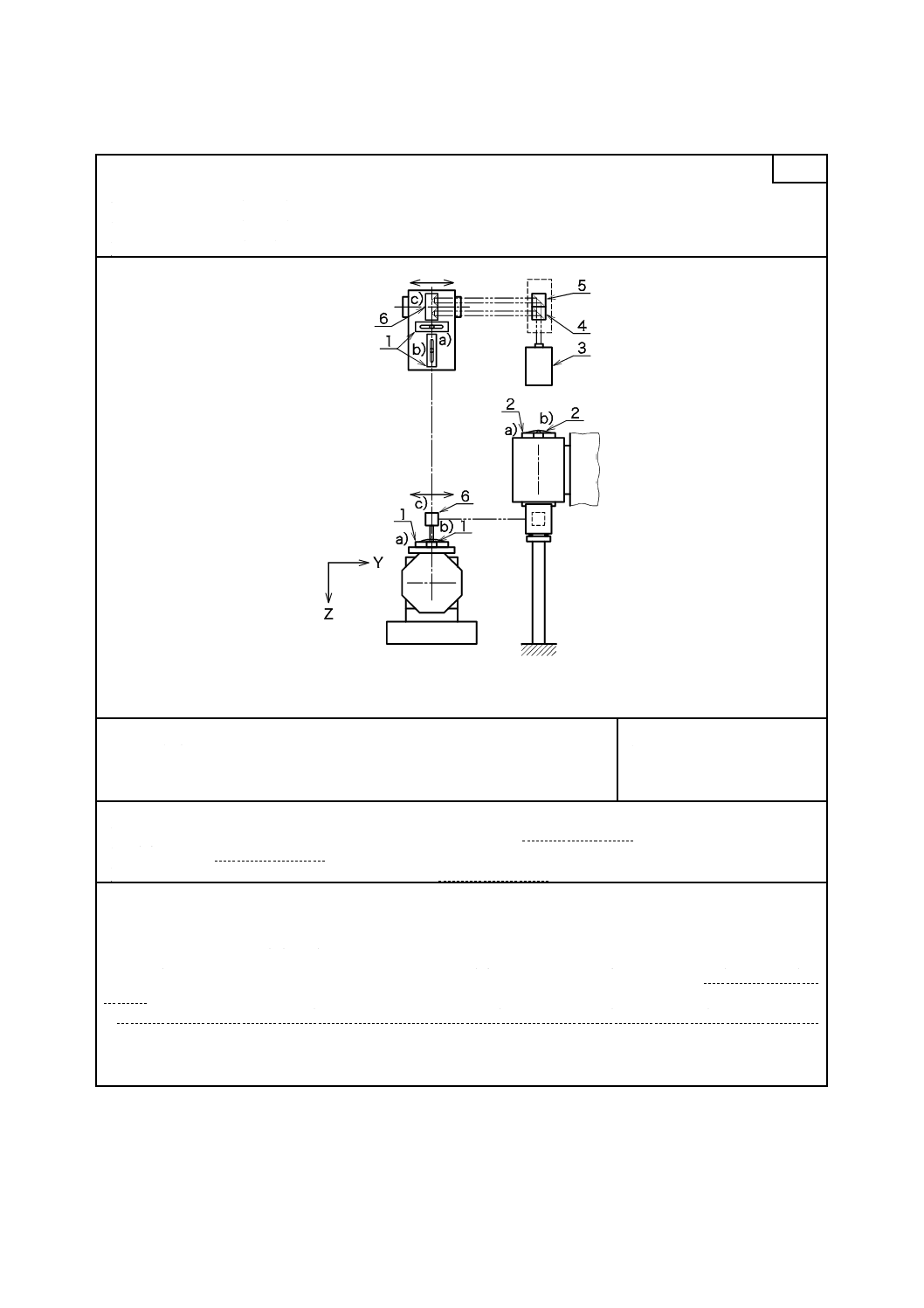
6.1
工作主軸の回転精度
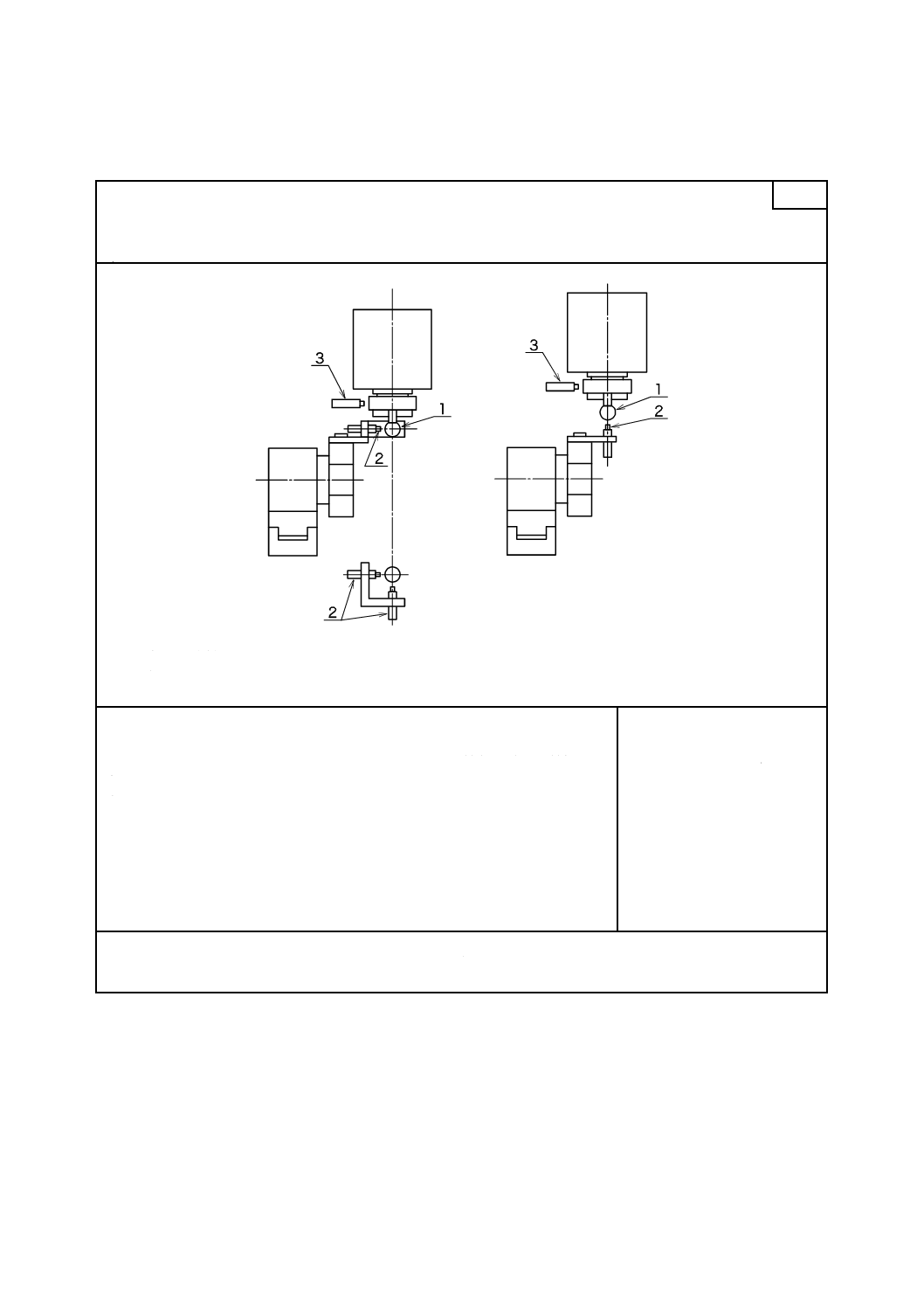
検査事項
工作主軸(C軸)の回転軸の誤差運動
a) 半径方向誤差運動(EXC)
b) 軸方向誤差運動(EZC)
R1
測定方法図
記号
a)
b)
1
基準器(球)
2
変位計
3
角度測定器(又はトリガセンサ)
許容値
最高速度に対する百分率
10 % 50 % 100 %
a) 全半径方向誤差運動の値(EXC)
b) 全軸方向誤差運動の値(EZC)
最低速度が,最高速度の10 %を超える場合には,それに代えて,主軸は,最低
速度で運転するのが望ましい。
また,製造業者が,機械受入手順の契約にこの検査を含めることを協定する場
合には,その協定で適用することになる公差を定義するのが望ましい。
注記 この規格の改正時には,この測定に許容値を入れることになるかもし
れない。
測定値
最高速度に対する百分率
10 % 50 % 100 %
a)
b)
測定器
精密球,非接触変位計及び角度測定器,又は主軸平均線に対して僅かに偏心して配列した精密球及び非接触変位
計
29
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定手順及びJIS B 6190-7の細分箇条
この検査は,固定感度方向の主軸検査である(JIS B 6190-7:2008の5.5)。
測定器を取り付け終えた後に,受渡当事者間で協定がなされない場合には,10分間最高速度の50 %で主軸を暖機
しなければならない。
全誤差運動の定義及び全誤差運動の値は,それぞれJIS B 6190-7:2008の3.2.4及び3.5.1による。
a) 全半径方向誤差運動,EXC
半径方向誤差運動の測定は,JIS B 6190-7:2008の5.4.2による。半径方向誤差運動は,できるだけ主軸端近くで測
定しなければならない。
半径方向誤差運動EXCについては,最小二乗円(LSC)中心(JIS B 6190-7:2008の3.4.3)と合わせて全誤差運動
極座標表示(JIS B 6190-7:2008の3.3.1)したグラフを提供しなければならない。
b) 全軸方向誤差運動,EZC
軸方向誤差運動の測定は,JIS B 6190-7:2008の5.4.4による。
軸方向誤差運動,EZCについては,極座標(PC)中心(JIS B 6190-7:2008の3.4.1)と合わせて全誤差運動極座標
表示(JIS B 6190-7:2008の3.3.1)したグラフを提供しなければならない。
これらの検査について,次のパラメータを記載しなければならない。
1) 測定した半径方向及び軸方向の位置
2) 使用した全てのジグ,目標物及び取付具
3) 測定装置の配置
4) 測定中に測定装置に接続されている直進テーブル又は回転テーブルの位置
5) 感度方向の向き,例えば,軸方向,半径方向,又は必要に応じて,その中間の方向
6) 測定結果の表示,例えば,誤差運動の値,極座標表示グラフ,時間表示グラフ,周波数表示グラフ
7) 主軸の回転速度(静的誤差運動については速度はゼロ)
8) 時間(秒)又は主軸回転数
9) 適切な暖機又は慣らしの手順
10) 測定器の周波数応答(Hz又は1回転当たりの山の数),電気フィルタのロールオフ特性,デジタル測定器に
おいては,変位の分解能及びサンプリングレート
11) 誤差運動を報告する主軸頭に対する変位計の位置及び向きを含む構造ループ,主軸の軸線及び基準座標軸が
配置されている指定された要素,並びにこれらの要素に接続されている要素
12) 測定の日時
13) 全ての測定器の形式及び校正状態
14) 室温のような測定に影響を及ぼす他の運転条件
この検査は,附属書Aに記載する3点法を使って行ってもよい。
30
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
工具主軸の回転精度
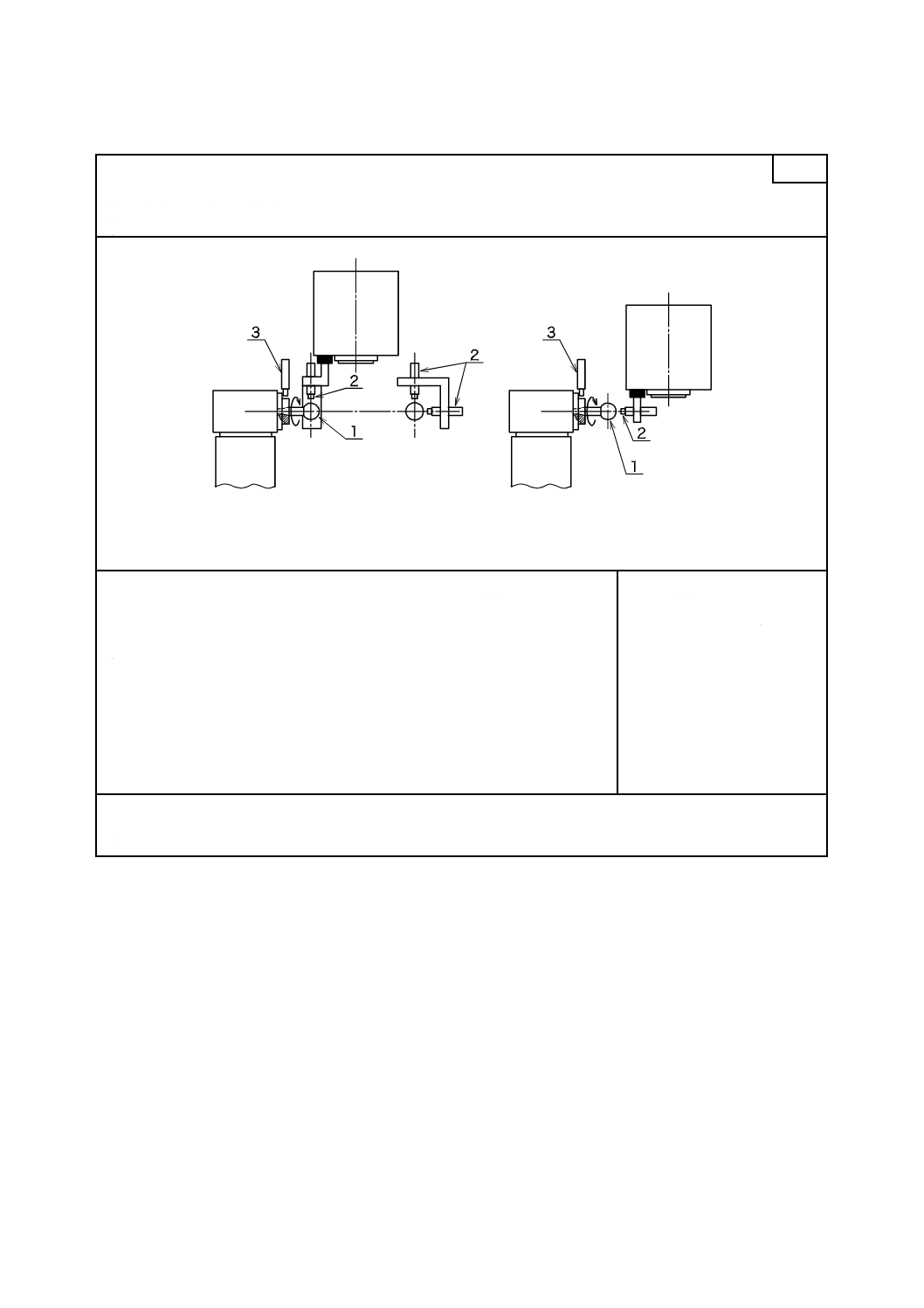
検査事項
工具主軸(回転工具)(A)の回転軸の誤差運動
a) 半径方向誤差運動(ERA)
b) 軸方向誤差運動(EXA)
R2
測定方法図
記号
a)
b)
1
基準器(球)
2
変位計
3
角度測定器(又はトリガセンサ)
許容値
最高速度に対する百分率
10 % 50 % 100 %
a) 全半径方向誤差運動の値(ERA)
b) 全軸方向誤差運動の値(EXA)
最低速度が,最高速度の10 %を超える場合には,それに代えて,主軸は,最低
速度で運転するのが望ましい。
また,製造業者が,機械受入手順の契約にこの検査を含めることを協定する場
合には,その協定で適用することになる公差を定義するのが望ましい。
注記 この規格の改正時には,この測定に許容値を入れることになるかもし
れない。
測定値
最高速度に対する百分率
10 % 50 % 100 %
a)
b)
測定器
精密球,非接触変位計及び角度測定器,又は主軸平均線に対して僅かに偏心して配列した精密球及び非接触変位
計
31
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定手順及びJIS B 6190-7の細分箇条
この検査は,回転感度方向の主軸検査である(JIS B 6190-7:2008の5.4)。
測定器を取り付け終えた後に,受渡当事者間で協定がなされない場合には,10分間最高速度の50 %で主軸を暖機
しなければならない。
全誤差運動の定義及び全誤差運動の値は,それぞれJIS B 6190-7:2008の3.2.4及び3.5.1による。
a) 全半径方向誤差運動の値,ERA
半径方向誤差運動の測定は,JIS B 6190-7:2008の5.4.2による。半径方向誤差運動は,できるだけ主軸端近くで測
定しなければならない(測定方法図の変位計2)。
半径方向誤差運動,ERAについては,最小二乗円(LSC)中心(JIS B 6190-7:2008の3.4.3)と合わせて全誤差運
動極座標表示(JIS B 6190-7:2008の3.3.1)したグラフを提供しなければならない。
b) 全軸方向誤差運動の値,EXA
軸方向誤差運動の測定は,JIS B 6190-7:2008の5.4.4による。
軸方向誤差運動,EXAについては,極座標(PC)中心(JIS B 6190-7:2008の3.4.1)と合わせて全誤差運動極座標
表示(JIS B 6190-7:2008の3.3.1)したグラフを提供しなければならない。
これらの検査について,次のパラメータを記載しなければならない。
1) 測定した半径方向,軸方向又は面の位置
2) 使用した全てのジグ,目標物及び取付具
3) 測定装置の配置
4) 測定中に測定装置に接続されている直進テーブル又は回転テーブルの位置
5) 感度方向の向き,例えば,軸方向,半径方向,又は必要に応じて,その中間の方向
6) 測定結果の表示,例えば,誤差運動の値,極座標表示グラフ,時間表示グラフ,周波数表示グラフ
7) 主軸の回転速度(静的誤差運動については速度はゼロ)
8) 時間(秒)又は主軸回転数
9) 適切な暖機又は慣らしの手順
10) 測定器の周波数応答(Hz又は1回転当たりの山の数),電気フィルタのロールオフ特性,デジタル測定器に
おいては,変位の分解能及びサンプリングレート
11) 誤差運動を報告する主軸頭に対する変位計の位置及び向きを含む構造ループ,主軸の軸線及び基準座標軸が
配置されている指定された要素,並びにこれらの要素に接続されている要素
12) 測定の日時
13) 全ての測定器の形式及び校正状態
14) 室温のような測定に影響を及ぼす他の運転条件
この検査は,附属書Aに記載する3点法を使って行ってもよい。
32
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
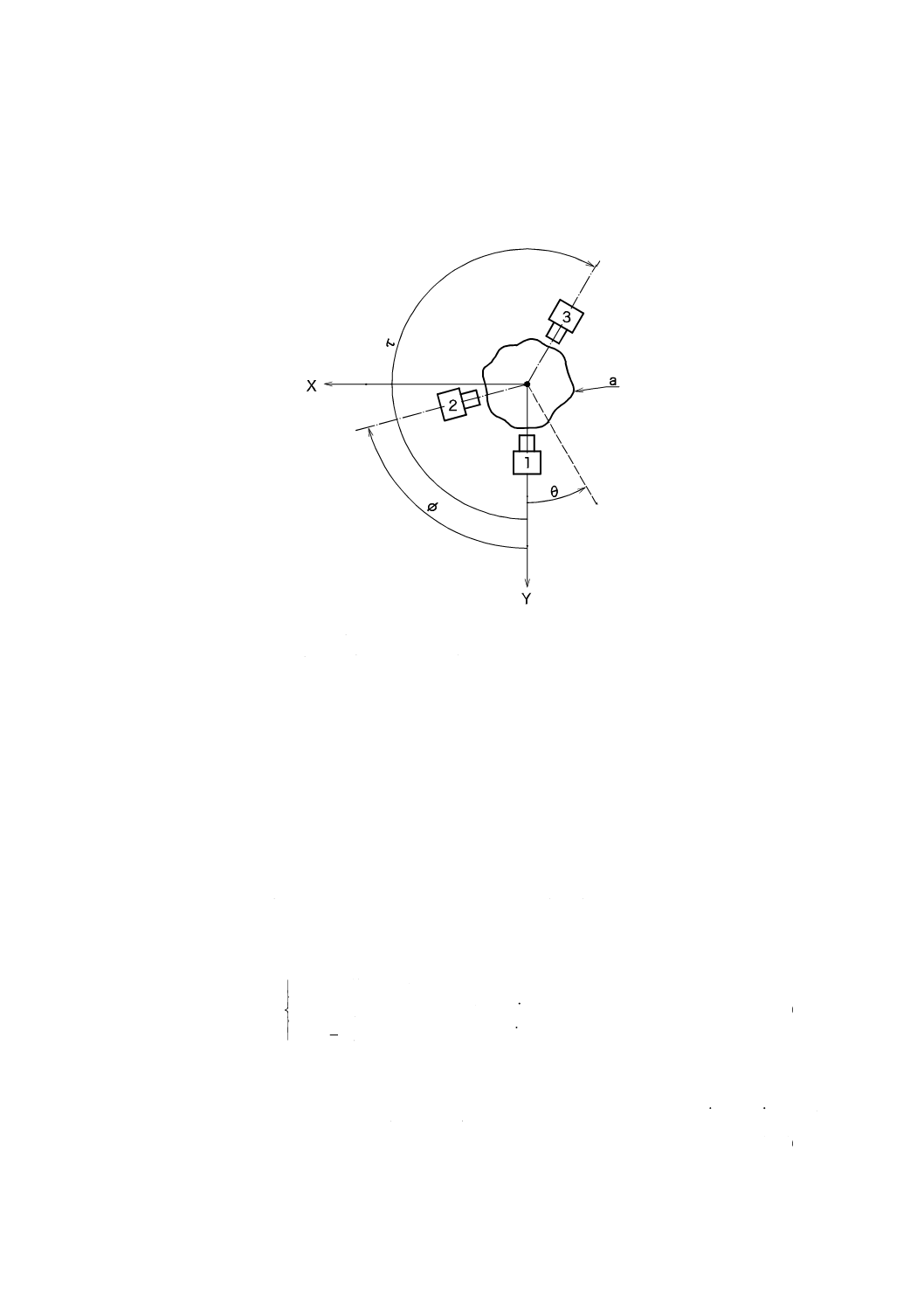
附属書A
(参考)
3点法
記号
1〜3 変位計
θ
Y軸から測った角度
τ
変位計1と変位計3との間の角度
φ
変位計1と変位計2との間の角度
a
真円度の輪郭曲線
図A.1−3点測定方法
回転軸の誤差の測定に使用する基準器の真円度偏差は,測定結果に影響を及ぼす。“不完全な”基準器に
対して半径方向に向けて配列した3個の変位計を用いる次の測定方法は,回転軸の測定に及ぼす基準器の
真円度偏差の影響を排除する一つの方法である。
図A.1に示すように,変位計1と変位計2との間の角度をφ,変位計1と変位計3との間の角度をτと
する。Y軸から測った角度をθとする。基準器(テストバー)の真円輪郭は,r(θ)として表せる。さらに,
x(θ)とy(θ)とは,それぞれX方向及びY方向の半径方向誤差運動を表す。
これらの三つの変位計の出力信号は,式(A.1)となる。
+
+
+
=
+
+
+
=
+
=
τ
θ
x
τ
θ
y
τ
θ
r
θ
S
θ
x
θ
y
θ
r
θ
S
θ
y
θ
r
θ
S
sin
)
(
cos
)
(
)
(
)
(
sin
)
(
cos
)
(
)
(
)
(
)
(
)
(
)
(
3
2
1
φ
φ
φ
········································ (A.1)
変位計1,2及び3の出力信号に,係数“1,p,q”を乗じると,その和S(θ)は,次式のようになる。
)
(
)
sin
sin
(
)
(
)
cos
cos
1(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
3
2
1
θ
y
τ
q
p
θ
x
τ
q
p
τ
θ
qr
θ
pr
θ
r
θ
qS
θ
pS
θ
S
θ
S
+
+
+
+
+
+
+
+
+
=
+
+
=
φ
φ
φ
··························································································· (A.2)
33
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
−
−
=
−
−
=
⇔
=
+
=
+
+
)
sin(
sin
)
sin(
sin
0
sin
sin
0
cos
cos
1
φ
φ
φ
φ
φ
τ
q
τ
τ
p
τ
q
p
τ
q
p
···································· (A.3)
式(A.3)を満たすようにp,q,φ,τを選ぶと,式(A.2)は,誤差運動x(θ)及びy(θ)に無関係になる。参
照した基準器の輪郭r(θ)は,次のようになる。
(
)
∑
=
+
=
N
k
k
k
kθ
B
kθ
A
θ
r
2
sin
cos
)
(
··················································· (A.4)
したがって,S(θ)は,次のようになる。
(
)
(
)
[
]
{
(
)
(
)
[
]
}
kθ
B
kτ
q
k
p
A
kτ
q
k
p
kθ
B
kτ
q
k
p
A
kτ
q
k
p
θ
S
k
k
N
k
k
k
sin
cos
cos
1
sin
sin
cos
sin
sin
cos
cos
1
)
(
2
+
+
+
+
−
+
+
+
+
+
=∑
=
φ
φ
φ
φ
····· (A.5)
+
=
+
+
=
kτ
q
k
p
β
kτ
q
k
p
α
k
k
sin
sin
cos
cos
1
φ
φ
························································· (A.6)
式(A.6)のαk及びβkを代入すると,S(θ)のフーリエ係数,すなわち,Fk,Gkは,式(A.7)で表せる。
+
−
=
+
=
k
k
k
k
k
k
k
k
k
k
B
α
A
β
G
B
β
A
α
F
································································· (A.7)
参照した基準器の真円輪郭のフーリエ係数Ak,Bkは次のようになる。
+
−
=
+
−
=
2
2
2
2
k
k
k
k
k
k
k
k
k
k
k
k
k
k
β
α
F
β
G
α
B
β
α
G
β
F
α
A
·································································· (A.8)
次に,X及びY方向における半径誤差運動は,次のようになる。ここに,r)は,参照した基準器の推定
真円輪郭を表す。
[
]
{
}
−
=
−
−
+
−
=
)
(
)
(
)
(
sin
cos
)
(
)
(
)
(
)
(
)
(
1
1
2
θ
r
θ
S
θ
y
θ
r
θ
S
θ
r
θ
S
θ
x
)
)
)
φ
φ
φ
································· (A.9)
34
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS B 0181:1998 産業オートメーションシステム−機械の数値制御−用語
注記 対応国際規格:ISO 2806:1994,Industrial automation systems−Numerical control of machines−
Vocabulary(IDT)
[2] JIS B 6006-1:2008 工作機械−ツーピースジョー付自己求心チャックの寸法及び静的精度検査−第1
部:クロスキー形手動チャック
注記 対応国際規格:ISO 3442-1:2005,Machine tools−Dimensions and geometric tests for self-centring
chucks with two-piece jaws−Part 1: Manually operated chucks with tongue and groove type jaws
(IDT)
[3] JIS B 6006-2:2008 工作機械−ツーピースジョー付自己求心チャックの寸法及び静的精度検査−第2
部:クロスキー形パワーチャック
注記 対応国際規格:ISO 3442-2:2005,Machine tools−Dimensions and geometric tests for self-centring
chucks with two-piece jaws−Part 2: Power-operated chucks with tongue and groove type jaws(IDT)
[4] JIS B 6006-3:2008 工作機械−ツーピースジョー付自己求心チャックの寸法及び静的精度検査−第3
部:セレーション形パワーチャック
注記 対応国際規格:ISO 3442-3:2007,Machine tools−Dimensions and geometric tests for self-centring
chucks with two-piece jaws−Part 3: Power-operated chucks with serrated jaws(IDT)
[5] JIS B 6202:1998 普通旋盤−精度検査
注記 対応国際規格:ISO 1708:1989,Acceptance conditions for general purpose parallel lathes−Testing
of the accuracy(MOD)
[6] JIS B 6217:1998 タレット旋盤及び単軸自動旋盤−精度検査
注記 対応国際規格:ISO 6155:1998,Machine tools−Test conditions for horizontal spindle turret and
single spindle automatic lathes−Testing of the accuracy(MOD)
[7] JIS B 6331-1:2006 数値制御旋盤及びターニングセンタ−検査条件−第1部:水平工作主軸をもつ機
械の静的精度
注記 対応国際規格:ISO 13041-1:2004,Test conditions for numerically controlled turning machines and
turning centres−Part 1: Geometric tests for machines with a horizontal workholding spindle(IDT)
[8] JIS B 6331-2:2013 数値制御旋盤及びターニングセンタ−検査条件−第2部:垂直工作主軸をもつ機
械の静的精度
注記 対応国際規格:ISO 13041-2:2008,Test conditions for numerically controlled turning machines and
turning centres−Part 2: Geometric tests for machines with a vertical workholding spindle(IDT)
[9] SHINNO, H., MITSUI, K., TATSUE, Y., TANAKA, N., OMINO, T., TABATA, T., NAKAYAMA, K. A new
method for evaluating error motion of ultra precision spindle. Ann. CIRP, 1987, 36, pp. 381-384
[10] MITSUI, K. Development of a new measuring method for spindle rotation accuracy by three points method. In:
DAVIES, B.J., editor. Proceedings of the 23rd International Machine Tool Design and Research Conference,
Manchester 1982-09-14 to 15, pp. 115-121. UMIST, Manchester
[11] DAVIES, B.J., editor. Proceedings of the 23rd International Machine Tool Design and Research Conference,
Manchester 1982-09-14 to 15, pp. 115-121. UMIST, Manchester
35
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 6331-3:2013 数値制御旋盤及びターニングセンタ−検査条件
−第3部:逆さ工作主軸をもつ機械の静的精度
ISO 13041-3:2009 Test conditions for numerically controlled turning machines and turning centres−
Part 3: Geometric tests for machines with inverted vertical workholding spindles
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 一般事項 4.10 機械の分類
4.10
JISとほぼ同じ
削除
この機種をFMSを構成する加工ユ
ニットとみなしてもよい旨の文章を
削除した。
この規格の目的とは無関係な文章であり,
不要と判断した。国際規格の見直しの際に
修正提案を行う。
5 静的精度
検査
5.1 工作主軸
5.1
JISとほぼ同じ
追加
G1 測定手順において,“測定は,全
ての工作主軸について行う。”を追
加。
この機種では複数の工作主軸をもつ機械
もあり,他の検査項目でも同様の記述があ
るため。国際規格の見直しの際に修正提案
を行う。
削除
G2 検査事項において,R1試験も参
照する旨の文章を削除した。
この検査事項とR1とは必ずしも関連する
ものではなく,不要と判断した。国際規格
の見直しの際に修正提案を行う。
5.2 工作主軸と直
進運動軸との関係
5.2
JISとほぼ同じ
追加
G4及びG5 測定器に“調整ブロック”
を追加した。
実際の検査では使用しており,測定方法図
でも記載されているため。国際規格の見直
しの際に修正提案を行う。
5.3 直進軸の運動
の角度偏差
5.3
JISとほぼ同じ
追加
G6 測定手順に,“工作主軸頭及び
タレット双方に角度偏差を生じる場
合”の対応を追加した。
使用者の理解を助けるため。
国際規格の見直しの際に修正提案を行う。
追加
G7〜G11 測定器に“板状特殊ジグ”
を追加した。
実際の検査では使用しており,測定方法図
でも記載されているため。国際規格の見直
しの際に修正提案を行う。
追加
G7 測定手順に,“測定器の設置手
順”及び“工作主軸頭及びタレット
双方に角度偏差を生じる場合”の取
扱いの説明を追加した。
検査内容の近いG6の記載に合わせ,使用
者の理解を助けるため。国際規格の見直し
の際に修正提案を行う。
3
5
B
6
3
3
1
-3
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
36
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 静的精度
検査(続き)
5.3 直進軸の運動
の角度偏差(続き)
5.3
JISとほぼ同じ
追加
G8 測定手順に,“測定器の設置手
順”及び“工作主軸頭及びタレット
双方に角度偏差を生じる場合”の取
扱いの説明を追加した。
検査内容の近いG6及びG7の記載に合わ
せ,使用者の理解を助けるため。国際規格
の見直しの際に修正提案を行う。
追加
G11 測定手順の真直基準の例に“直
定規”を追加した。
測定方法図及び測定器欄では使用されて
おり,最も基本的な真直基準として用いら
れているため。国際規格の見直しの際に修
正提案を行う。
5.4 タレット及び
回転工具
5.4
JISとほぼ同じ
追加
G12 測定手順に,測定の手順を追記
した。
国際規格には測定の手順が規定されてお
らず,使用者の理解を助けるため。国際規
格の見直しの際に修正提案を行う。
追加
G13 測定手順に,測定の手順を追記
した。
国際規格には測定の手順が規定されてお
らず,使用者の理解を助けるため。国際規
格の見直しの際に修正提案を行う。
削除
G16 測定手順において,変位計の測
定子に接線方向への引きずりを最小
にすべきとの記述を削除した。
一部の変位計に特有の注意事項であり,こ
の箇条では不要と判断した。国際規格の見
直しの際に修正提案を行う。
削除
G17 測定手順において,Y軸又はX
軸に平行な工具主軸にも同様の測定
を行うべきとの記述を削除した。
実際の機械では,工具主軸の回転軸がZ軸
以外と平行になる機械は存在せず,不要と
判断した。国際規格の見直しの際に修正提
案を行う。
削除
G18 測定手順において,直進軸の位
置決めの繰返し性が測定結果に影響
する場合がある旨の注記を削除し
た。
影響する可能性の高い要素は位置決めの
繰返し性だけではなく,不適切な注記と判
断した。国際規格の見直しの際に修正提案
を行う。
5.5 工作主軸頭の
旋回
5.5
JISとほぼ同じ
追加
G20 測定手順に,“テストバーと変
位計の位置を逆に設置する場合”の
注記を追加した。
実際の検査では逆に設置する場合の方が
多く,規格使用者の理解を助けるため。国
際規格の見直しの際に修正提案を行う。
JISと国際規格との対応の程度の全体評価:ISO 13041-3:2009,MOD
3
6
B
6
3
3
1
-3
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
37
B 6331-3:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
7
B
6
3
3
1
-3
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。