B 6227 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS B 6227-1993は改正され,この規格に置き換えられる。
今回の改正では,対応国際規格であるISO 6779 : 1981, Acceptance conditions for broaching machines of
vertical internal type−Testing of accuracyとの整合化を行った。
なお,最近のISOの検査規格の方針に従って,次の修正を加えた。
a) 3.に細目名を付記
b) 4.の図に,軸の名称を付記
c) ISO 6779の5.の“G0:機械の水平出し”を削除
附属書1(参考)及び附属書2(参考)は,対応国際規格 (ISO 6779) にはない事項を追加した。また,
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実
用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登
録出願にかかわる確認について,責任はもたない。
JIS B 6227には,次に示す附属書がある。
附属書1(参考) 立て形内面ブローチ盤−精度検査−プルチャック取付け穴中心線とプルスライド
の運動との平行度
附属書2(参考) 立て形内面ブローチ盤−運転試験
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6227 : 1998
立て形内面ブローチ盤−精度検査
Vertical type internal broaching machines−Testing of the accuracy
序文 この規格は,1981年に第1版として発行されたISO 6779, Acceptance conditions for broaching machines
of vertical internal type−Testing of accuracyを翻訳し,技術的内容を変更(軽微な技術上の差異を除く。)す
ることなく作成した日本工業規格である。
なお,この規格のうち,点線の下線を施してある部分は,対応国際規格とは異なる部分である。また,附
属書1(参考)及び附属書2(参考)は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,JIS B 6191に基づいて,普通精度のはん(汎)用立て形内面ブローチ盤の静
的精度の検査方法及び検査事項に対応する許容値について規定する。また,機械各部及び座標軸の名称に
ついても規定する。
この規格は,機械の精度検査だけを取り扱い,通常,精度検査の前に行う機械の運転試験(振動,異常
騒音,運動部品のスティックスリップなど),又は機械の特性試験(例えば,送り速度)には適用しない。
備考 この規格の対応国際規格を,次に示す。
ISO 6779 : 1981 Acceptance conditions for broaching machines of vertical internal type−Testing of
accuracy
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この規格は,記載の発効年の版だけがこの規格の規定を構成するものであって,その後の改正版・追
補は適用しない。
JIS B 6191 : 1993 工作機械−静的精度試験方法及び工作精度試験方法通則
備考 この規格は,ISO 230-1 : 1996 Test code for machine tools−Part 1 : Geometric accuracy of
machines operating under no-load or finishing conditionsに相当する。
3. 一般事項
3.1
測定単位 この規格では,すべての寸法及び許容値の単位は,ミリメートルで表す。
3.2
JIS B 6191の参照 この規格を適用するに当たっては,特に,検査前の機械の据付け,暖機運転,
測定方法及び測定器の精度については,JIS B 6191を参照する。
3.3
検査の順序 この規格に示す検査事項の順序は,必ずしも実際の順序を示すものではない。測定器
の取付け又は測定を容易にするために,検査は任意の順序で行ってもよい。
3.4
実施する検査 機械を検査するときは,必ずしも,この規格に示されたすべての検査を行う必要は
ない。使用者は,製造業者との合意に基づいて,関心のある特性に関する検査を選択してもよいが,検査
事項は機械を発注するときに明確にしなければならない。
2
B 6227 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.5
工作精度検査 工作物の多様性のために,工作精度検査は規定していない。使用者が工作精度検査
を行うことを望むならば,使用者と製造業者との合意に基づいて決めなければならない。
3.6
最小許容値 この規格と異なる測定範囲に対する許容値を決めるときの,許容値の最小値は,
0.01mmとする(JIS B 6191の2.311参照)。
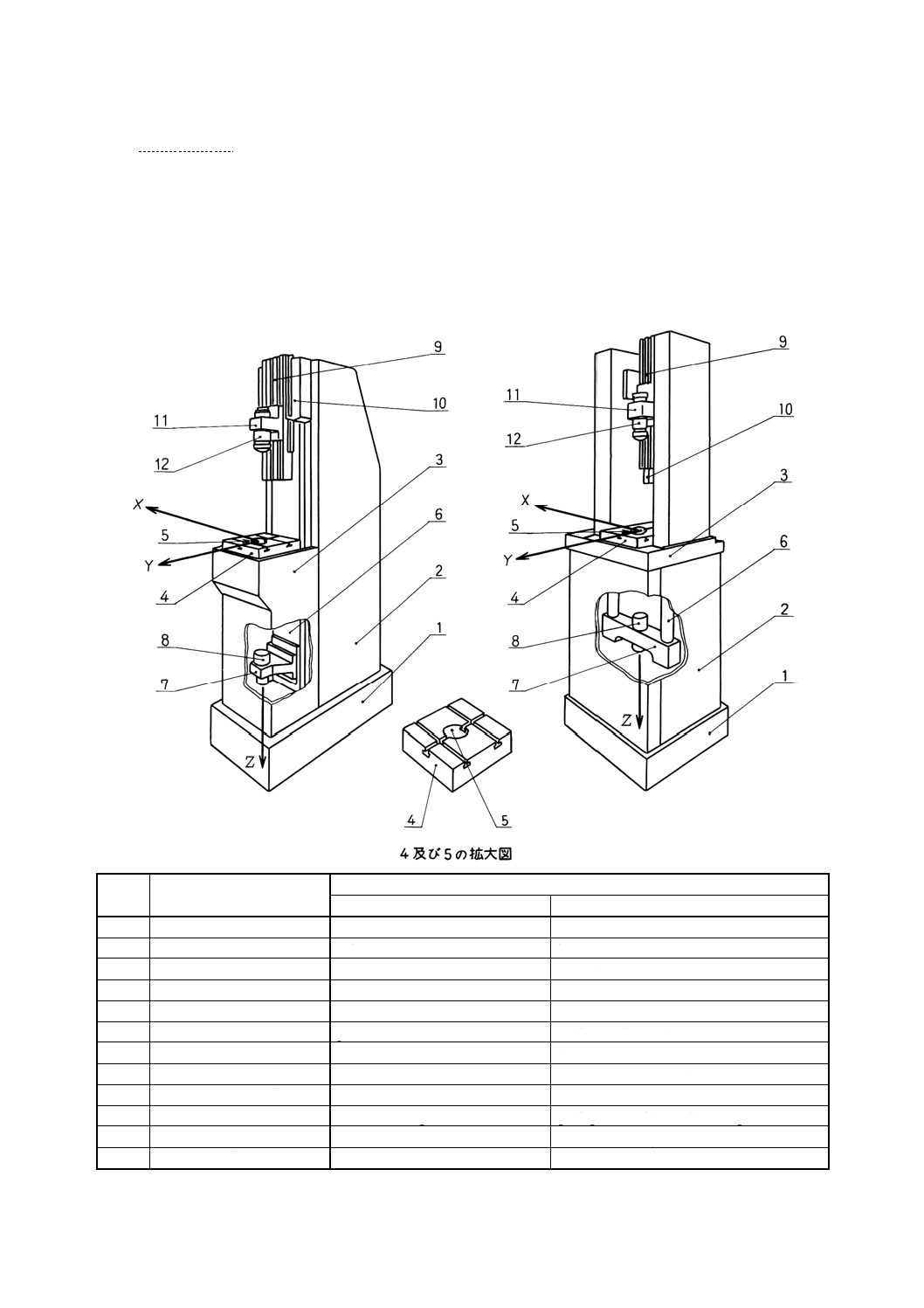
4. 機械各部及び座標軸の名称 機械各部及び座標軸の名称は,表1による。
表1 機械各部及び座標軸の名称
番号
名称
対応外国語
英語
フランス語
1
ベース
base
socle
2
コラム
column
bâti
3
テーブルベース
table base
support du plateau de fixation
4
テーブル
work table
plateau de fixation (ou table)
5
テーブル穴
table location bore or register bore
centrage du support de pièce
6
プルスライド
pull slide
coulisseau de traction
7
プルブロック
pull block
traverse de traction
8
プルチャック
pull chuck
tête dʼaccrochage avant
9
リトリーバスライド
retriever slide
coulisseau de relevage
10
リトリーバスライドガイド
retriever slide guide
guidage du coulisseau de relevage
11
リトリーバブロック
retriever block
chariot dʼamenage
12
リトリーバチャック
retriever chuck
tête dʼaccrochage arrière
3
B 6227 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 静的精度検査 静的精度検査は,表2による。
表2 静的精度検査
単位mm
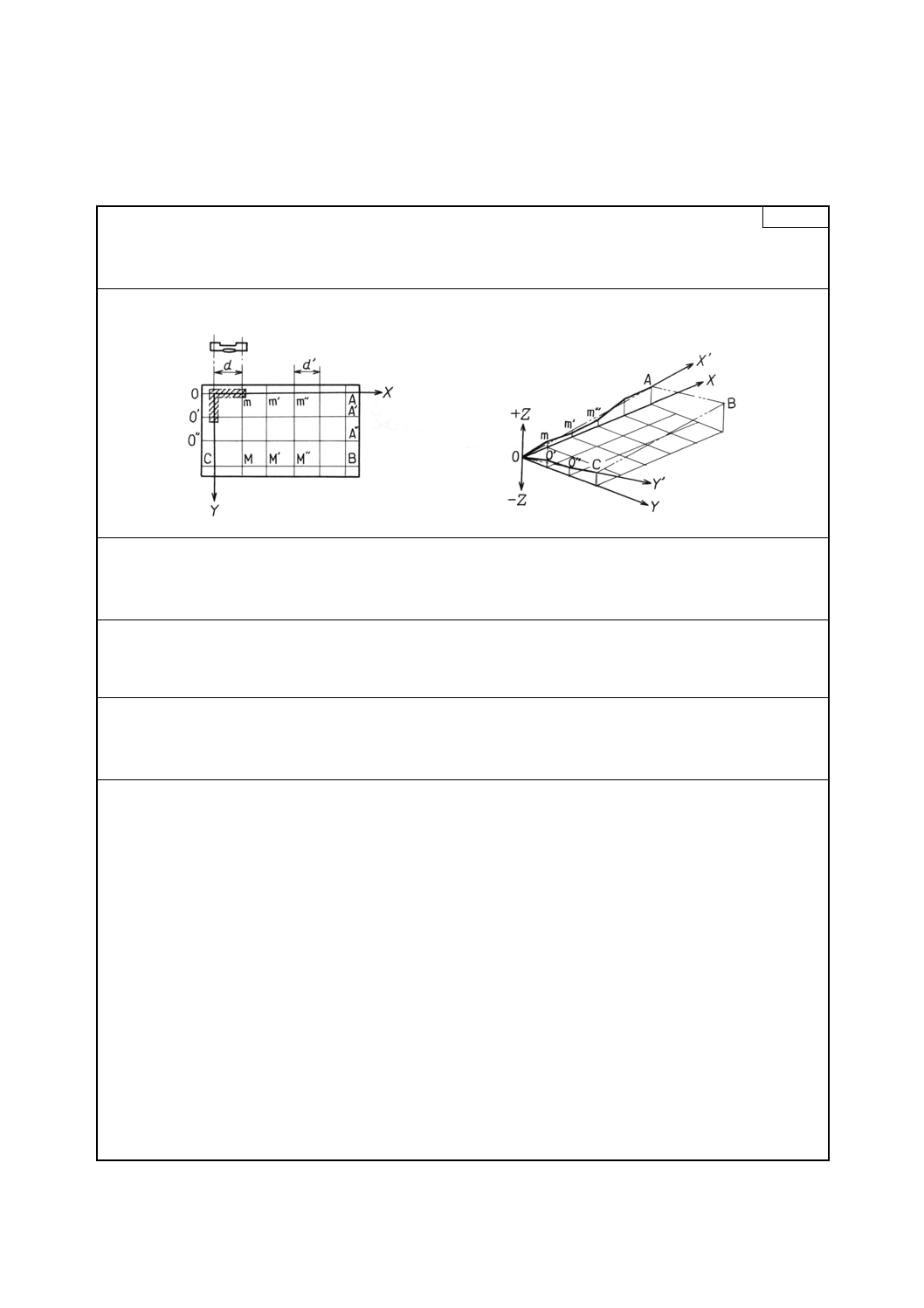
検査事項
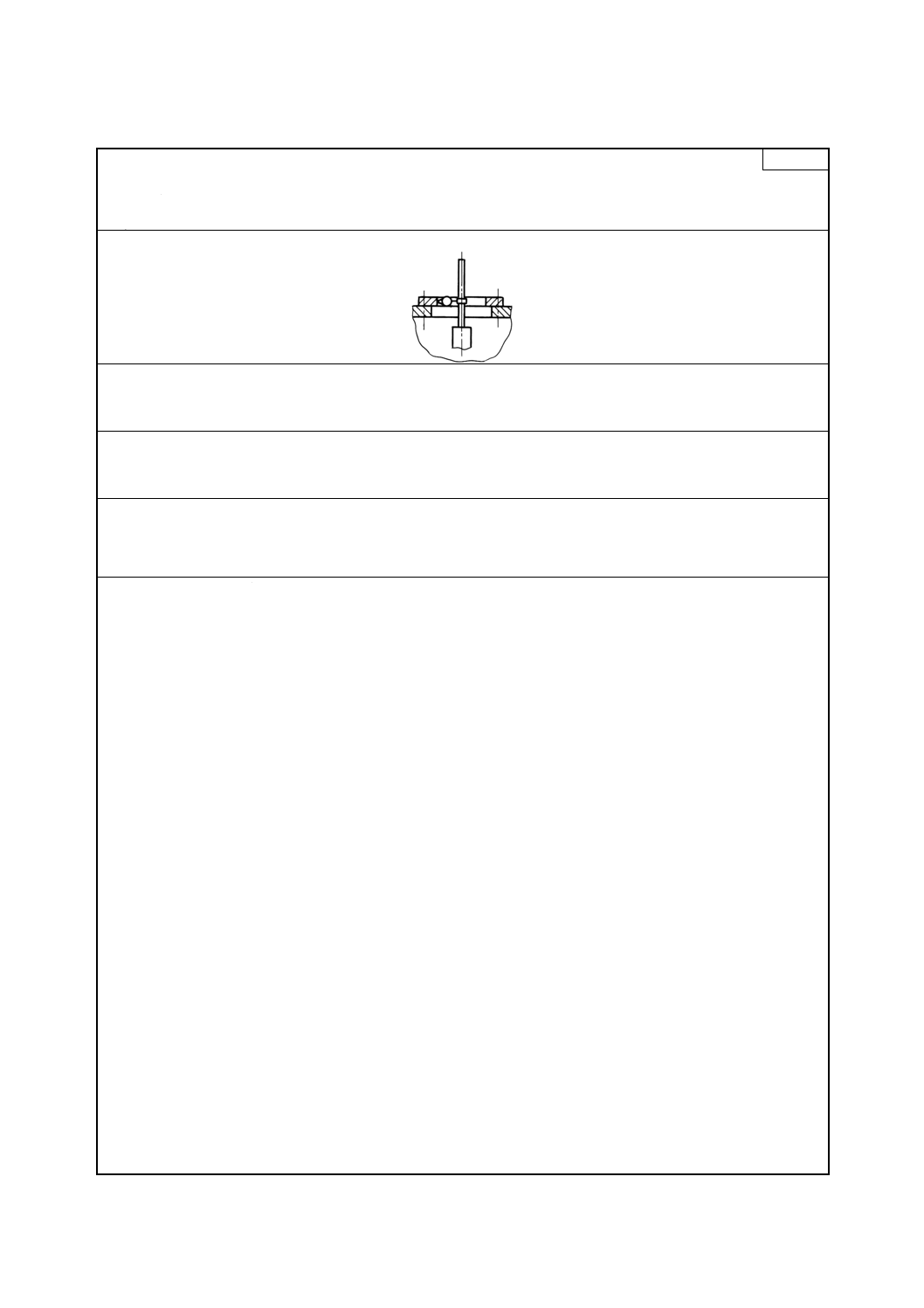
テーブル上面の平面度
G1
測定方法図
許容値
1000まで 0.04
測定値
測定器
水準器又は直定規及びダイヤルゲージ
備考及びJIS B 6191の参照項目
5.322及び5.323
水準器はテーブル上面の左右方向及び前後方向(X及びY軸方向)に順次置き,偏差を読み取る。
4
B 6227 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
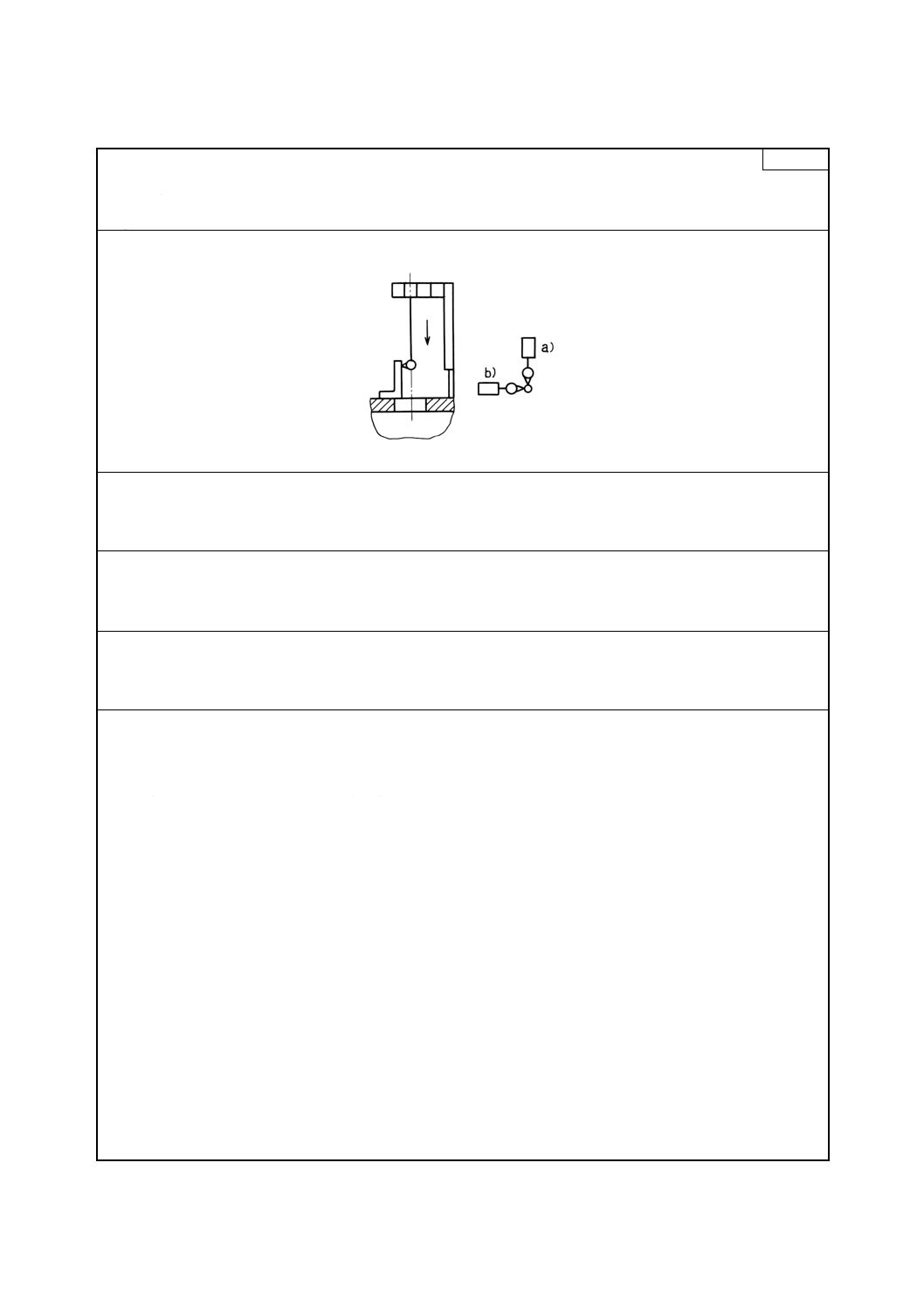
検査事項
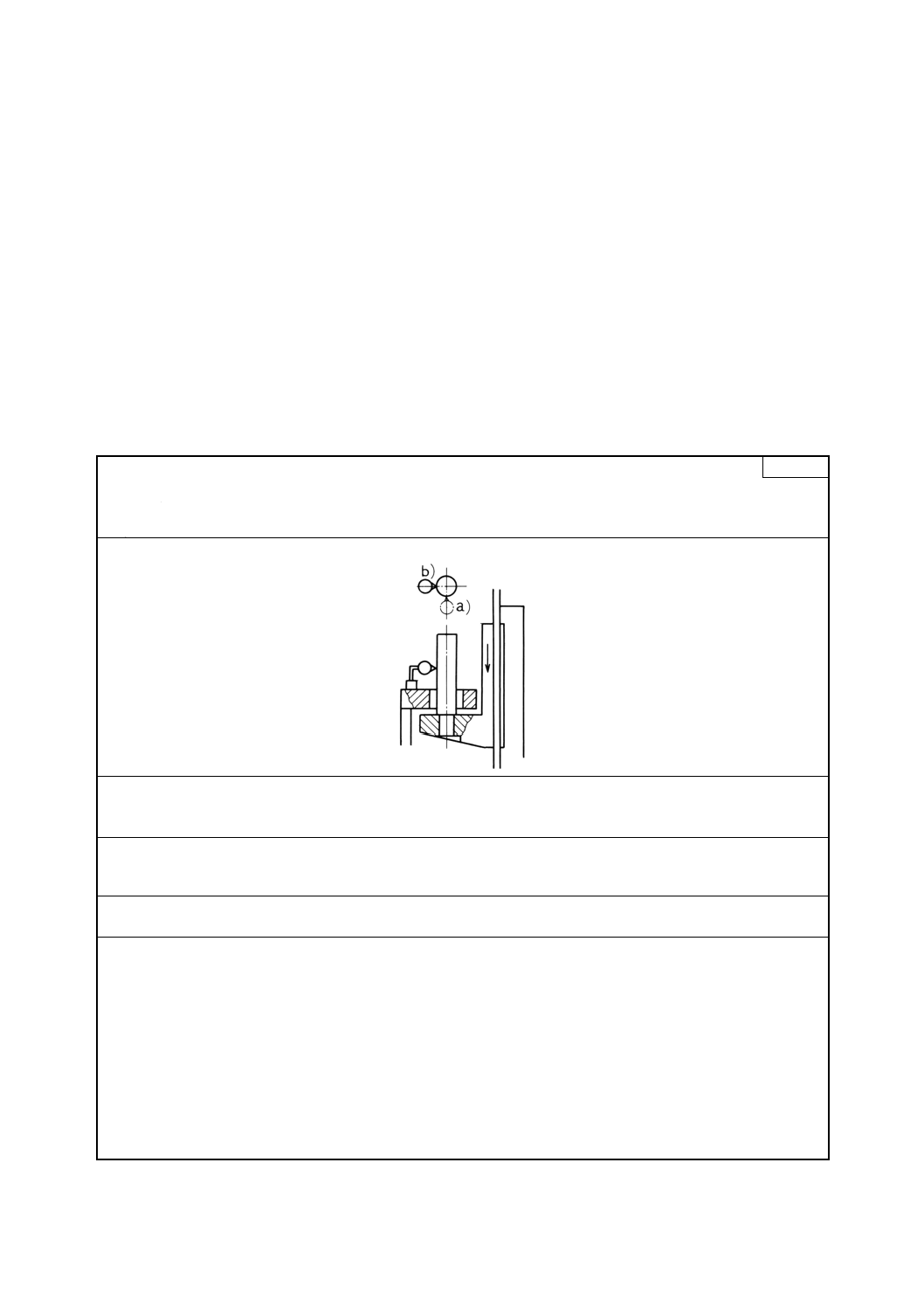
リトリーバチャックの運動とテーブル上面との直角度
a) X軸方向
b) Y軸方向
G2
測定方法図
許容値
a)及びb)
300について 0.05
測定値
測定器
直角定規及びダイヤルゲージ
備考及びJIS B 6191の参照項目
5.552.2
ダイヤルゲージは,リトリーバチャック穴に取り付ける。直角定規はテーブル上面に定置する。リトリーバチャッ
クを下方に動かし,位置a)及びb)で偏差を読み取る。
この検査は,フローティングリトリーバチャックをもつ機械には適用しない。
5
B 6227 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
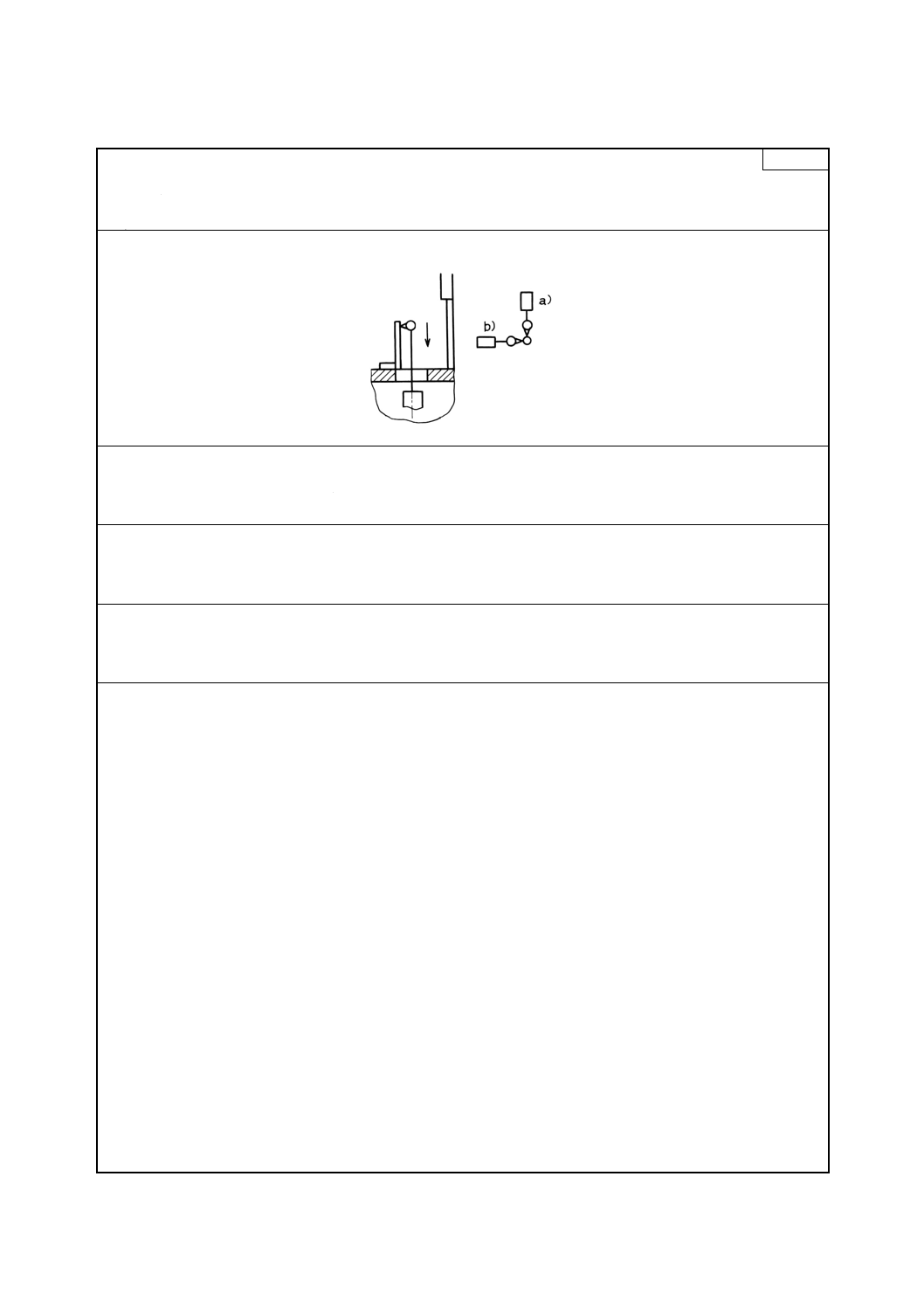
検査事項
プルチャックの運動とテーブル上面との直角度
a) X軸方向
b) Y軸方向
G3
測定方法図
許容値
a)及びb)
300について 0.03
測定値
測定器
直角定規及びダイヤルゲージ
備考及びJIS B 6191の参照項目
5.552.2
ダイヤルゲージは,プルチャック穴に取り付ける。直角定規はテーブル上面に定置する。プルチャックを下方に動
かし,位置a)及びb)で偏差を読み取る。
6
B 6227 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
検査事項
プルチャック穴の中心線とテーブル中央穴の中心線との同心度
a) X軸方向
b) Y軸方向
G4
測定方法図
許容値
0.05
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
5.44
ダイヤルゲージをテストバー上で旋回できるように設定し,テストバーをプルチャックに取り付ける。
ダイヤルゲージを中央穴に当てて360°回転させたときの読みの最大差の1/2を測定値とする。
7
B 6227 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
検査事項
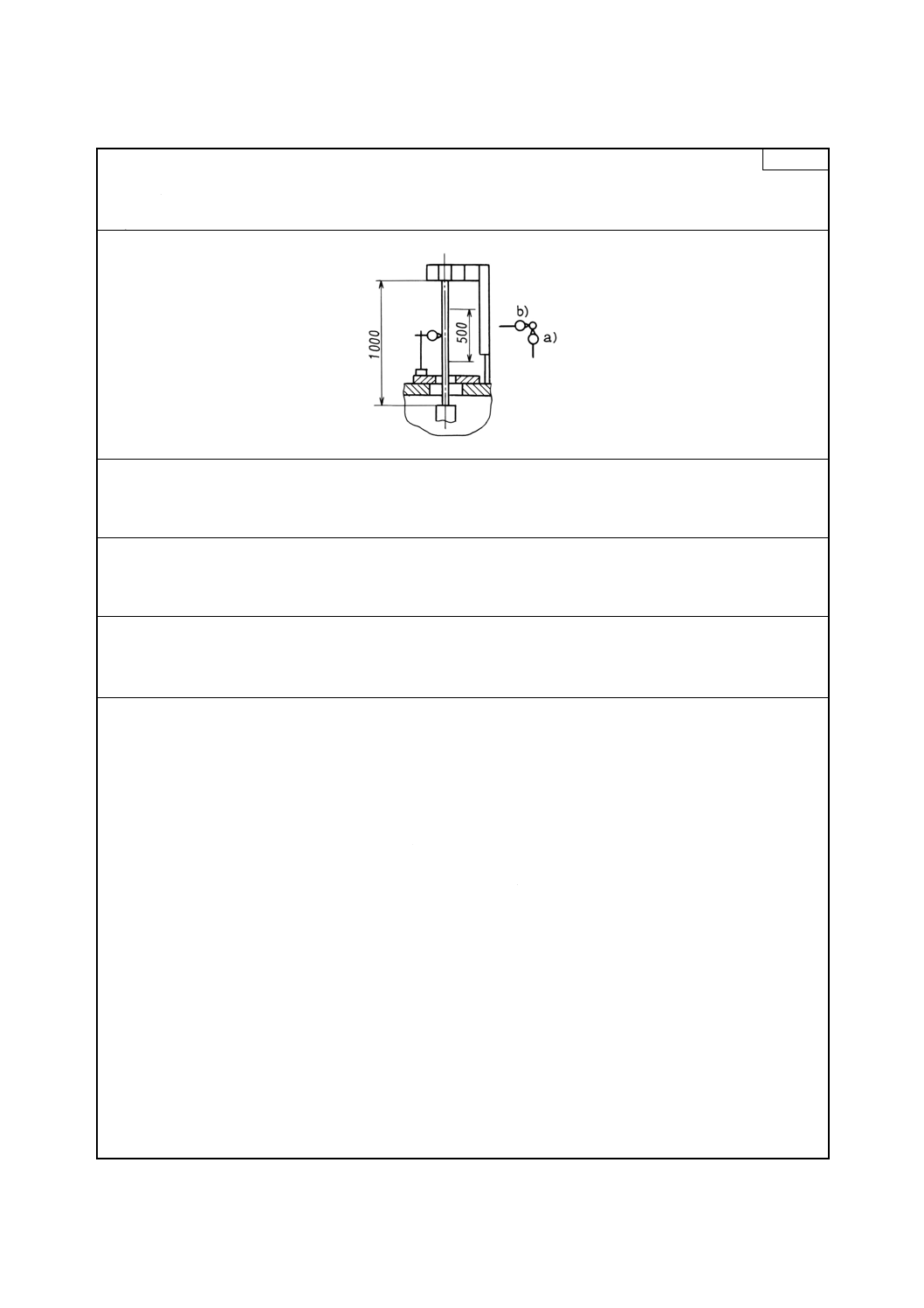
プルチャック穴中心線とリトリーバチャック穴中心線との同軸度
a) X軸方向
b) Y軸方向
G5
測定方法図
許容値
a)及びb)
測定長さ500について 0.06
測定値
測定器
ダイヤルゲージ及びテストバー
テストバーの長さ=1 000
備考及びJIS B 6191の参照項目
5.44
テストバーをプルチャック穴及びリトリーバチャック穴に取り付ける。ダイヤルゲージをテストバーに当てる。テ
ストバーを下方に動かし,位置a)及びb)で偏差を読み取る。
注 ブローチ削りのときにリトリーバチャックがプルスライドと一緒に動かない機械では,この検査でチャッ
クを500のストローク動かすことは不可能である。
この検査は,フローティングリトリーバチャックをもつ機械には適用しない。
8
B 6227 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 立て形内面ブローチ盤−精度検査−
プルチャック取付け穴中心線と
プルスライドの運動との平行度
序文 この附属書1(参考)は,ISO 6779にはない事項を参考として示すものであって,規定の一部では
ない。
備考 この附属書1(参考)の引用規格を,次に示す。
JIS B 6191 工作機械−静的精度試験方法及び工作精度試験方法通則
附属書1表1 静的精度検査
単位mm
検査事項
プルチャック取付け穴中心線とプルスライドの運動との平行度
a) X軸方向
b) Y軸方向
1
測定方法図
許容値
a)及びb)
測定長さ300について 0.03
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
5.422.3
テストバーをプルチャック取付け穴に取り付ける。ダイヤルゲージをテストバーに当ててプルスライドを下方に動
かし,位置a)及びb)で偏差を読み取る。
9
B 6227 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) 立て形内面ブローチ盤−運転試験
序文 この附属書2(参考)は,ISO 6779にはない事項を参考として示すものであって,規定の一部では
ない。
備考 この附属書2(参考)の引用規格を,次に示す。
JIS B 6003 工作機械−振動測定方法
JIS B 6004 工作機械の騒音レベル測定方法
JIS B 6014 工作機械の安全通則
JIS B 6201 工作機械−運転試験方法及び剛性試験方法通則
1. 運転試験方法
1.1
機能試験 機能試験は,附属書2表1による。
附属書2表1 機能試験
番号
試験項目
試験方法
JIS B 6201の
3.2の引用試験
番号
1
プルスライドの始動,停止及び運
転操作
適当な一つのプルスライド速度で上昇及び下降につい
て,始動,停止(寸動及び制動を含む。)を繰り返し
10回行い,作動の円滑さと確実さとを試験する。
1-11
2
プルスライド速度の変換操作
最低,中間及び最高の三つの速度(段階式変速のもの
は表示のすべての速度)についてプルスライド速度を
変換し,操作装置の作動の円滑さと指示の確実さとを
試験する。
1-12
3
リトリーバスライドの始動,停止
及び運転操作
適当な一つのリトリーバスライド速度で上昇及び下降
について,始動,停止(寸動及び制動を含む。)を繰り
返し10回行い,作動の円滑さと確実さとを試験する。
1-31
4
リトリーバスライド速度の変換
操作
最低,中間及び最高の三つの速度(段階式変速のもの
は表示のすべての速度)についてリトリーバスライド
速度を変換し,操作装置の作動の円滑さと指示の確実
さとを試験する。
1-32
5
自動停止装置の操作
プルスライド及びリトリーバスライドについて,自動
停止の位置の設定及び作動の円滑さと確実さとを試験
する。
1-36
6
工具の取付け及び取外し
工具の取付け及び取外しの確実さと円滑さとを試験す
る。
1-71
7
電気装置
運転試験の前後に絶縁状態を試験する。ただし,半導
体などを使用した回路には適用しない。
1-91
8
安全装置
作業者に対する安全と機械防護機能の確実さとを試験
する(JIS B 6014参照)。
1-92
9
潤滑装置
油密,油量の適正な配分など機能の確実さを試験する。
1-93
10
油圧装置
油密,圧力調整など機能の確実さを試験する。
1-94
11
附属装置
機能の確実さを試験する。
1-99
1.2
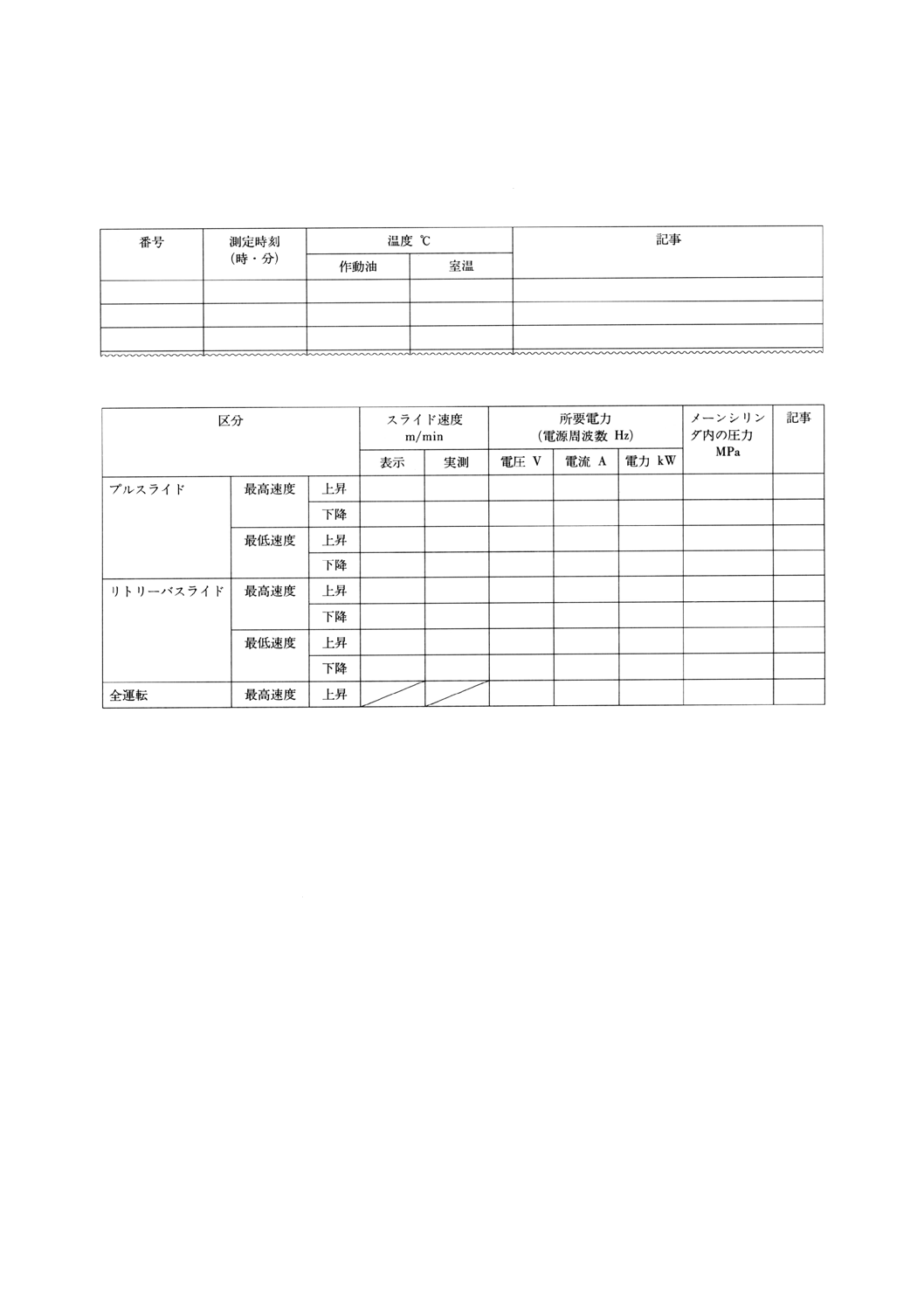
無負荷運転試験 無負荷運転試験は,各運動部を適当な中間速度でいっせいに始動し,運転を継続
して附属書2表2(記録様式1-1)に示す各項を測定し,各部の温度がほぼ安定したときに附属書2表3(記
録様式1-2)に示す各項を測定する(JIS B 6201の3.3参照)。また,振動・騒音を観察する。
10
B 6227 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
振動・騒音を特に問題とする場合は,JIS B 6003及びJIS B 6004による。
なお,運転の終わりに全運転の所要電力を測定する。
附属書2表2 記録様式1-1
附属書2表3 記録様式1-2
備考 所要電力とメーンシリンダ内の圧力とは,いずれか一方を測定すればよい。
1.3
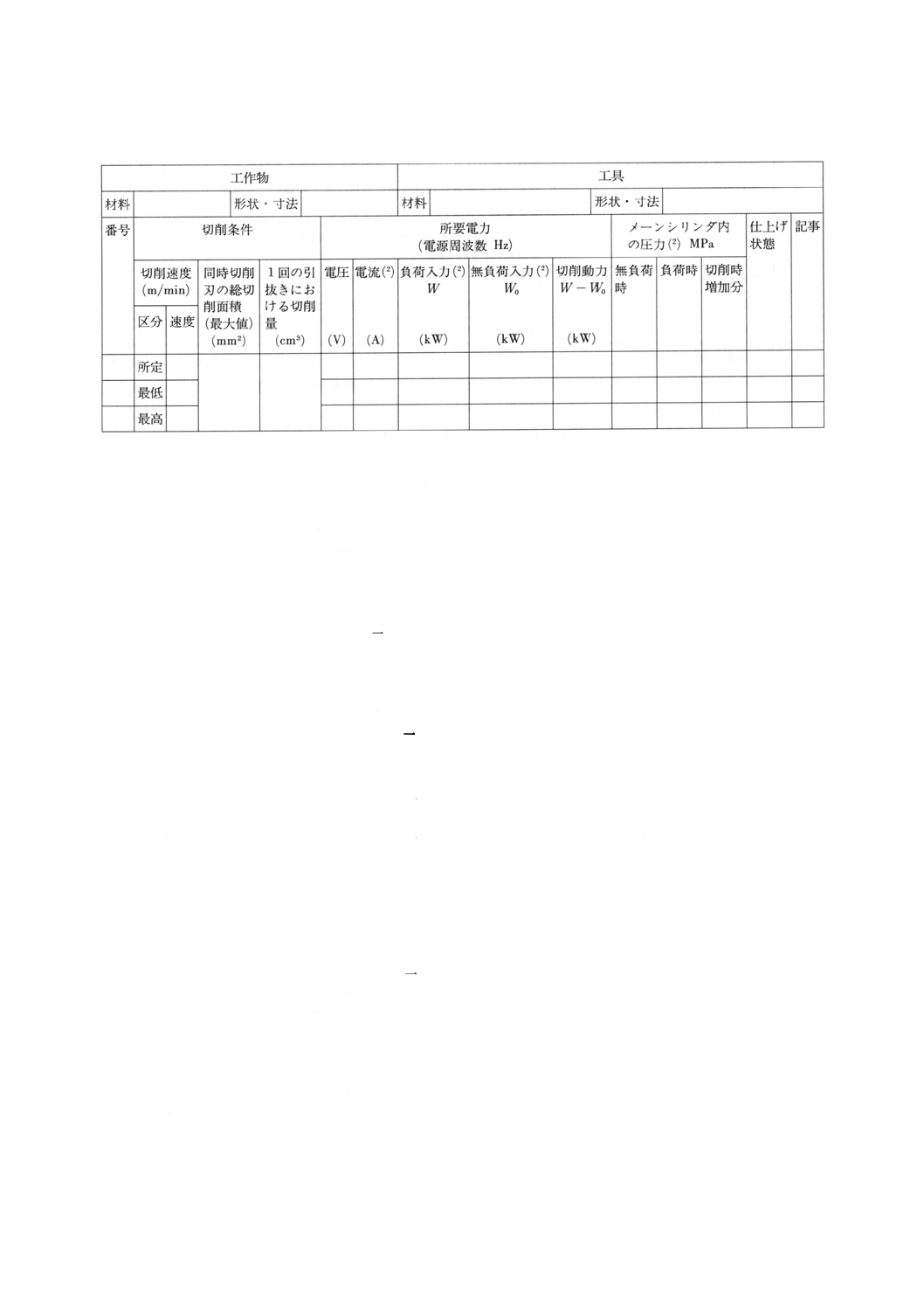
負荷運転試験 負荷運転試験は,所定(1)のブローチ及び工作物を用いて所定(1)の切削速度及び工具
と工作物との組合せに対する実用範囲内での最低及び最高の三つの切削速度で切削を行い,附属書2表4
(記録様式2)に示す各項を測定し,仕上げ状態を観察する(JIS B 6201の3.4参照)。また,振動・騒音
を観察する。
振動・騒音を特に問題とする場合は,JIS B 6003及びJIS B 6004による。
注(1) 受渡当事者間の協定によるが,協定がない場合は機械の仕様による最大引抜き力の80%以上の
引抜き力を生じる条件を選ぶ。
備考 切削油剤を使用してもよい。
11
B 6227 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表4 記録様式2
注(2) 測定値が変動する場合は,切削中の瞬間最大値を記入し,その旨を記事欄に記録する。
備考 所要電力とメーンシリンダ内の圧力とは,いずれか一方を測定すればよい。
整合化推進委員会 構成表
氏名
所属
(主査)
鈴 木 義 光
株式会社牧野フライス製作所貿易安全保障管理室
八 神 敏 夫
オークマ株式会社設計部
山 内 政 行
大阪機工株式会社品質保証部
赤 羽 仁 史
豊田工機株式会社技術部
高 鷲 民 生
三菱電機株式会社メカトロ技術部
伊 沢 元 雄
三井精機工業株式会社資材部
西 條 徳 行
三菱重工業株式会社工作機械・射出成形機部
高 橋 朗
日立精機株式会社技術本部電装部
溝 口 清 久
ヤマザキマザック株式会社開発設計事業部
槙 山 和 臣
東芝機械株式会社工作機械事業本部
西 田 修 三
社団法人日本工作機械工業会
光 岡 豊 一
高度ポリテクセンタ
吉 田 嘉太郎
千葉大学工学部
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
(事務局)
田 仁 哲
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
和久田 基 美
社団法人日本工作機械工業会
方針検討分科会 構成表
氏名
所属
(主査)
西 田 修 三
社団法人日本工作機械工業会
鈴 木 義 光
株式会社牧野フライス製作所貿易安全保障管理室
光 岡 豊 一
高度ポリテクセンタ
吉 田 嘉太郎
千葉大学工学部
井 上 洋 一
日立精機株式会社ISO推進室
高 橋 豊
(研究員)
武 野 仲 勝
(研究員)
(事務局)
田 仁 哲
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
和久田 基 美
社団法人日本工作機械工業会
12
B 6227 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
機械関係WG 構成表
氏名
所属
(主査)
吉 田 嘉太郎
千葉大学工学部
西 田 修 三
社団法人日本工作機械工業会
入 江 龍 夫
日立精機株式会社技術本部設計部
鈴 木 政 治
株式会社牧野フライス製作所開発第三グループ
江 草 友 良
NTN株式会社生産統括部
高 橋 豊
(研究員)
武 野 仲 勝
(研究員)
(事務局)
大 槻 文 芳
社団法人日本工作機械工業会
技術委員会・標準化部会・推進委員会・GG分科会 構成表
氏名
所属
(主査)
西 條 徳 行
三菱重工業株式会社工作機械・射出成形機部
平 崎 真 一
株式会社不二越工作機製造所技術部
鍛 冶 清
株式会社神崎高級工機製作所機械設計部
水 野 脩
株式会社カシフジ
鈴 木 勇
株式会社岡本工作機械製作所営業部