4
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
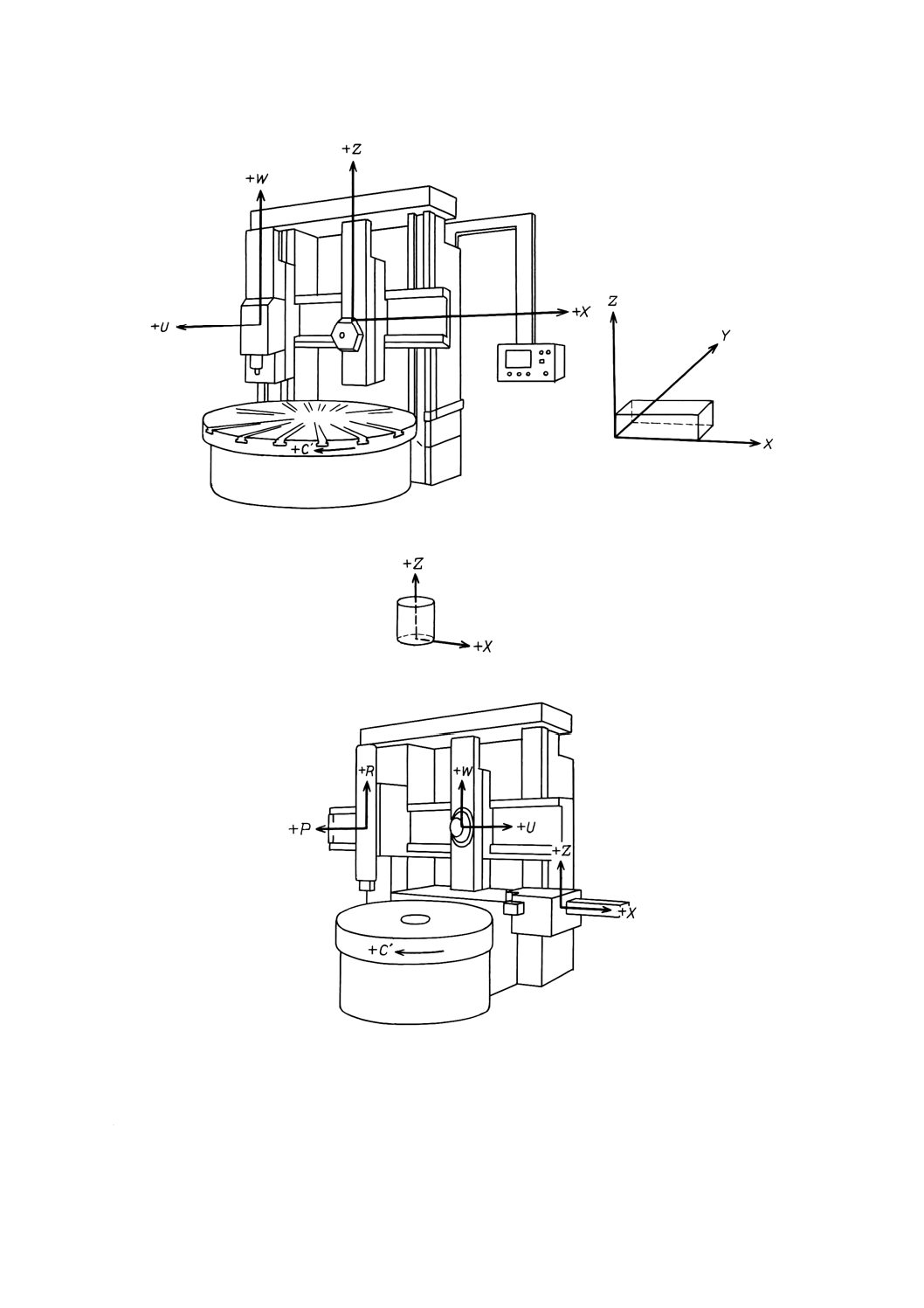
図1 座標軸の名称(その1)
図2 座標軸の名称(その2)
5. 一般事項
5.1
この規格では,すべての寸法及び許容値の単位は,ミリメートルで表す。
B 6223 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS B 6223 : 1993は改正され,この規格に置き換えられる。
今回の改正では,対応国際規格であるISO 3655,Acceptance conditions for vertical turning and boring lathes
with one or two columns and a single fixed or movable table−General introduction and testing of the accuracyとの
整合化を行った。
なお,附属書1(参考)及び附属書2(参考)は,対応国際規格にはない事項を追加したものである。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 6223には,次に示す附属書がある。
附属書1(参考) 立て旋盤−精度検査−刃物台の運動とテーブル回転中心線との直角度
附属書2(参考) 立て旋盤−運転試験及び剛性試験
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6223 : 1998
立て旋盤−精度検査
Vertical turning and boring lathes−Testing of the accuracy
序文 この規格は,1986年に第2版として発行されたISO 3655,Acceptance conditions for vertical turning and
boring lathes with one or two columns and a single fixed or movable table−General introduction and testing of the
accuracyを翻訳し,技術的内容を変更(軽微な技術上の差異を除く。)することなく作成した日本工業規格
である。
なお,この規格のうち,点線の下線を施してある部分は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,JIS B 6191に基づいて,単柱又は門形で一つの固定又は移動形テーブルを備
えた立て旋盤の静的精度及び工作精度の検査方法,並びにそれぞれの検査事項に対応する許容値について
規定する。
この規格は,加工作業の定義,機械の形式,機械各部及び座標軸の名称についても規定する。
この規格は,機械の精度検査だけを取り扱い,通常,精度検査の前に行う機械の運転試験(振動,異常
騒音,運動部品のスティックスリップなど)又は機械の特性試験(例えば,主軸回転速度,送り速度)に
は適用しない。
備考 この規格の対応国際規格を,次に示す。
ISO 3655 : 1986 Acceptance conditions for vertical turning and boring lathes with one or two columns
and a single fixed or movable table−General introduction and testing of the accuracy
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,記載の発効年の版だけがこの規格の規定を構成するものであって,その後の改
正版・追補は適用しない。
JIS B 0021 : 1998 製品の幾何特性仕様 (GPS) −幾何公差表示方式−形状,姿勢,位置及び振れの公
差表示方式
備考 ISO/DIS 1101 : 1996 Geometrical Product specifications (GPS) −Geometrical tolerancing−
Tolerancing of form, orientation, location and run outが,この規格と一致する。
JIS B 6191 : 1993 工作機械−静的精度試験方法及び工作精度試験方法通則
備考 ISO 230-1 : 1996 Test code for machine tools−Part 1 : Geometric accuracy of machines operating
under no-load or finishing conditionsからの引用事項は,この規格の該当事項と同等である。
JIS B 6310 : 1990 数値制御工作機械−座標軸及び運動の記号
備考 ISO 841 : 1974 Numerical control of machines−Axis and motion nomenclatureからの引用事項
は,この規格の該当事項と同等である。
2
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 加工作業の定義
3.1
旋削作業 工作物を回転させ,一つ以上のバイトを使用して,円筒面,テーパ面,及びその他の回
転面の外面又は内面を切削する作業。
3.2
面削り作業 工作物を回転させ,テーブルの回転軸に垂直な平面を旋削する作業。
3.3
ねじ切り作業 ねじ切りバイトを使って,所定のピッチのねじを円筒の外面又は内面にねじを切る
作業。
3.4
スクロール切削作業 テーブルの回転軸に垂直な面にスクロール[アルキメデスのら(螺)旋]溝
を旋削する作業。
4. 形式,定義及び説明 一般に,立て旋盤は,固定形又は移動形のベース上に回転する一つ以上の円テ
ーブルを備えている。テーブルの回転軸は垂直で,それと水平のテーブル上面は,工作物取付け具の取付
け面として使用する。
立て旋盤は,その構造によって次の2種類に分類できる。
− 単柱形立て旋盤
− 門形立て旋盤
単柱形立て旋盤には,次の三つの形式がある。
− 固定コラム固定テーブル形
− 固定コラム移動テーブル形
− 移動コラム固定テーブル形
門形立て旋盤には,次の三つの形式がある。
− 固定コラム固定テーブル形
− 移動コラム固定テーブル形
− 固定コラム移動テーブル形
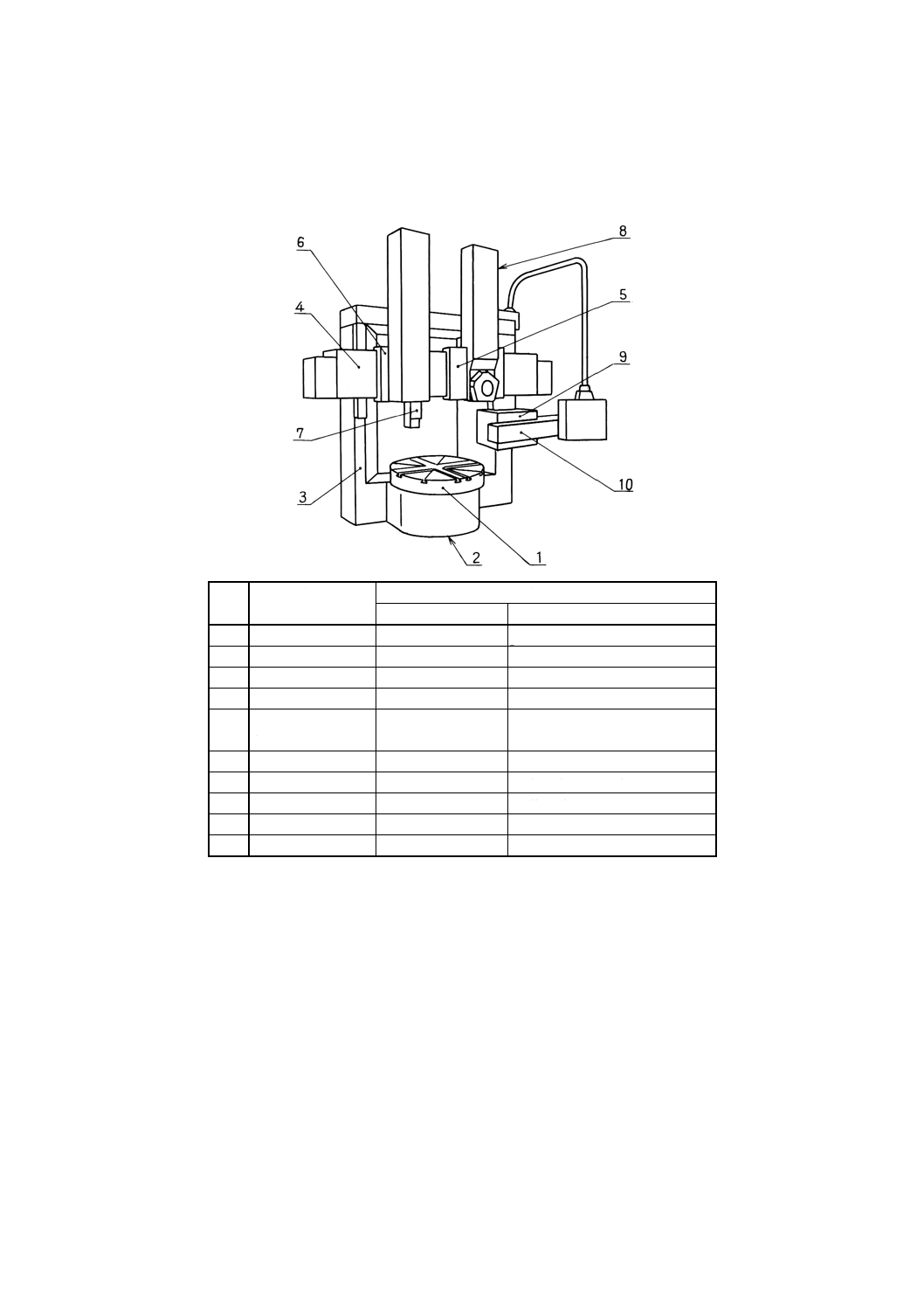
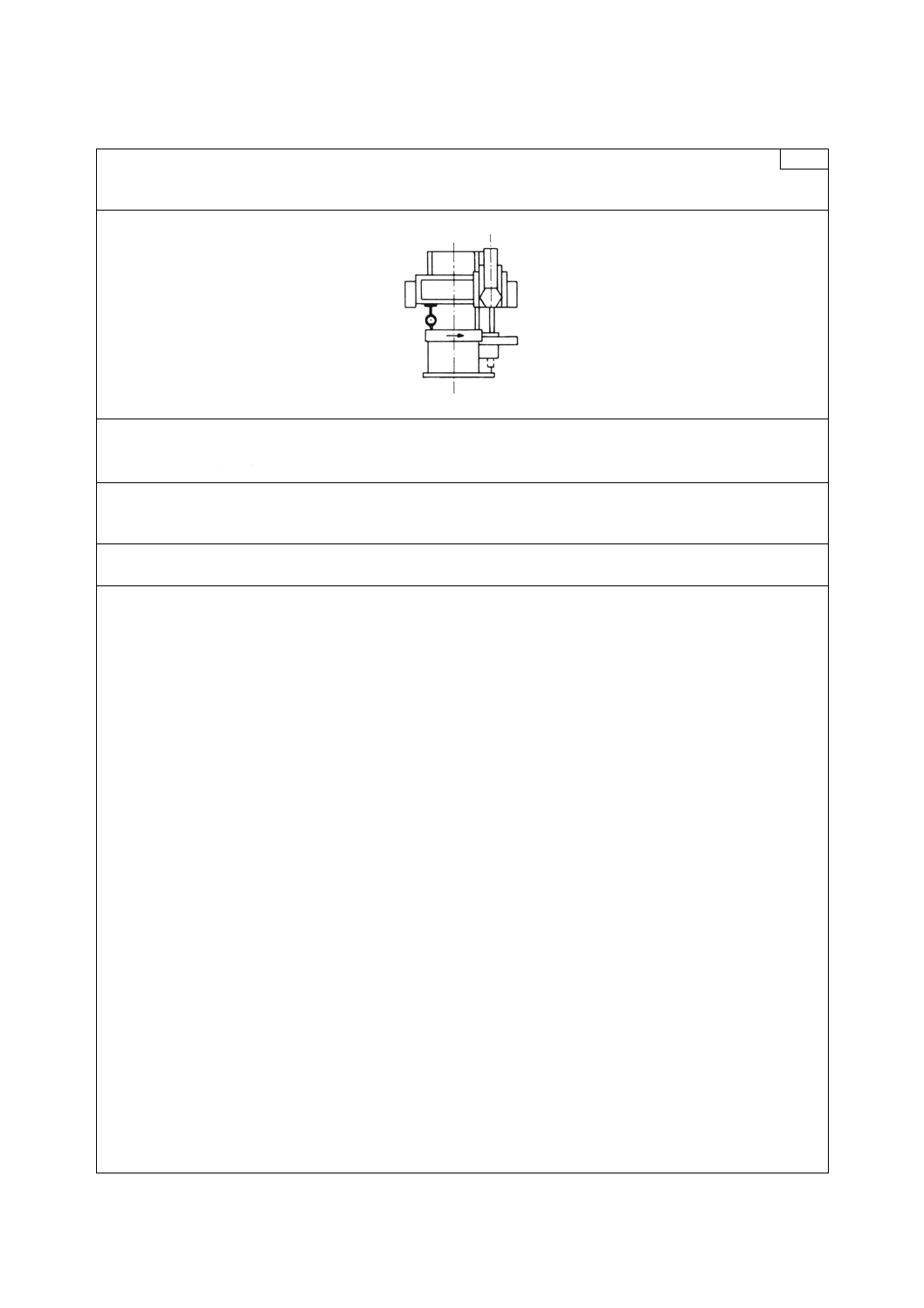
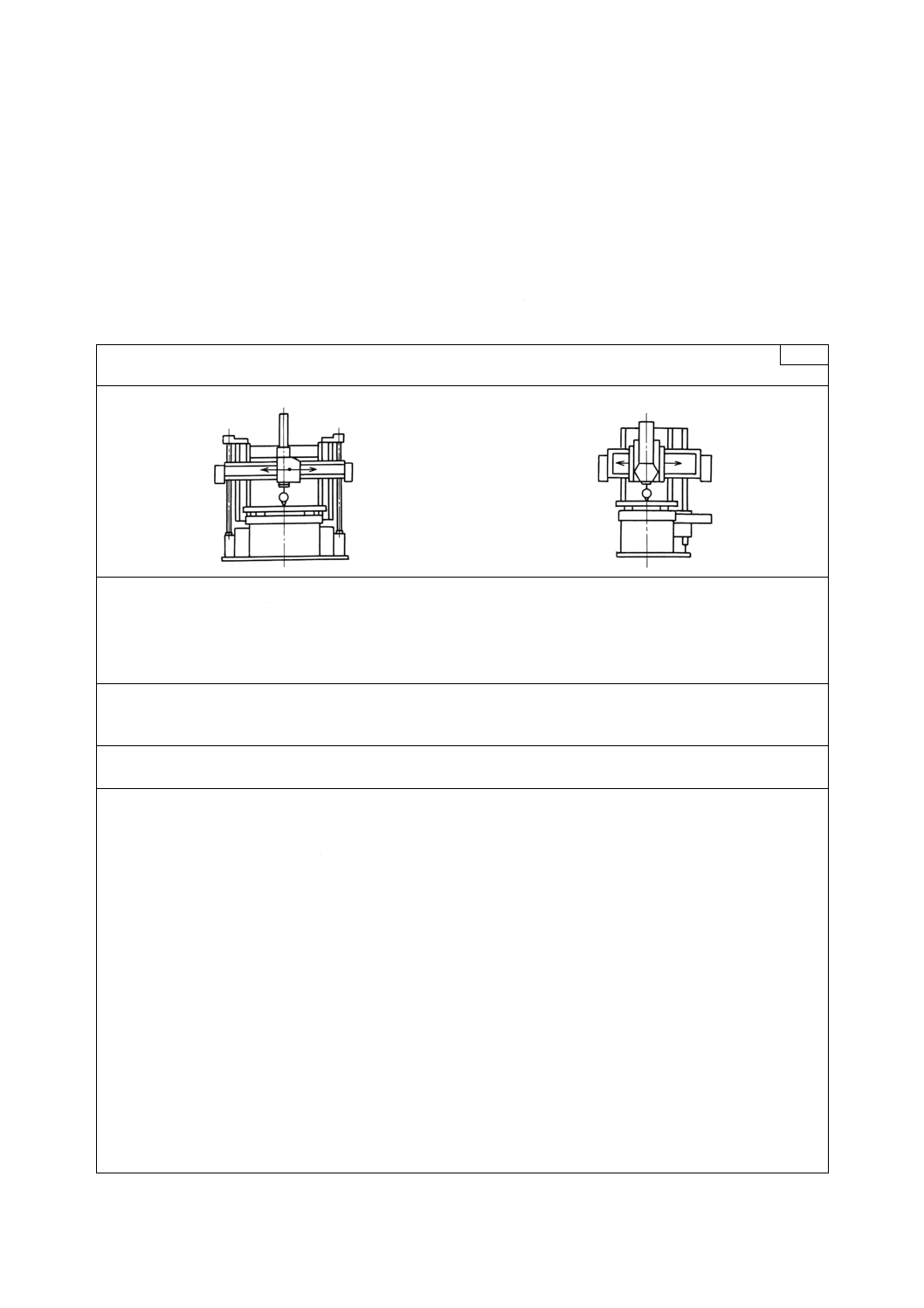
4.1
単柱形立て旋盤(図3参照) 単柱形立て旋盤のテーブル直径は,固定テーブル形は,600mmから
2 500mm及び移動テーブル又は移動コラム形は,1 600から10 000mmである。
4.1.1
ベース,テーブル及びコラム 単柱形立て旋盤では,テーブルはベースに支持され,コラムは,ベ
ースに強固に取り付けられている。ベースとコラムとが一体のものもある。移動テーブルをもった機械の
場合は,ベースではなくベッドという。
テーブルは,テーブル駆動装置と歯車箱とが組み込まれたベースで支持する。
テーブル回転中心線とコラム案内面とは互いに平行で垂直面内にある。
4.1.2
クロスレール,横刃物台及びラム クロスレールには,固定形と移動形とがあり,固定形のクロス
レールは,コラムと強固に結合又は一体化されている。移動形のクロスレールは,テーブル回転中心線に
平行なコラムの上下案内面に沿って上下に移動させることができる。
クロスレールは,一つ又は二つの正面刃物台を水平に運動させることができる案内面をもっている。
正面刃物台は,上下又は斜め送りのできるラム又は案内機構を備え,正面刃物台の下端には,工具ホル
ダ又はタレット刃物台が取り付けられている。
機械によっては,横刃物台をもっているものもある。横刃物台は,テーブルの横に取り付けられ,クロ
スレールの上下運動と平行な上下案内面で案内される。横刃物台ラムは,工具台又はタレット刃物台を取
り付けることができ,水平又は斜め送りができる。
3
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1.3
切削運動及び送り運動 切削運動は,テーブルを回転させることによって行う。
送り運動には,次のものがある。
− クロスレールに沿った正面刃物台の水平送り
− 正面刃物台ラムの上下送り又は斜め送り
− 横刃物台の上下送り
− 横刃物台ラムの水平送り又は斜め送り
注 通常,送り運動のほかに早送りに使用できる。
クロスレールの上下運動,及びベッド上のテーブル又はコラムの運動は,位置調整運動だけであって送
り運動ではない。
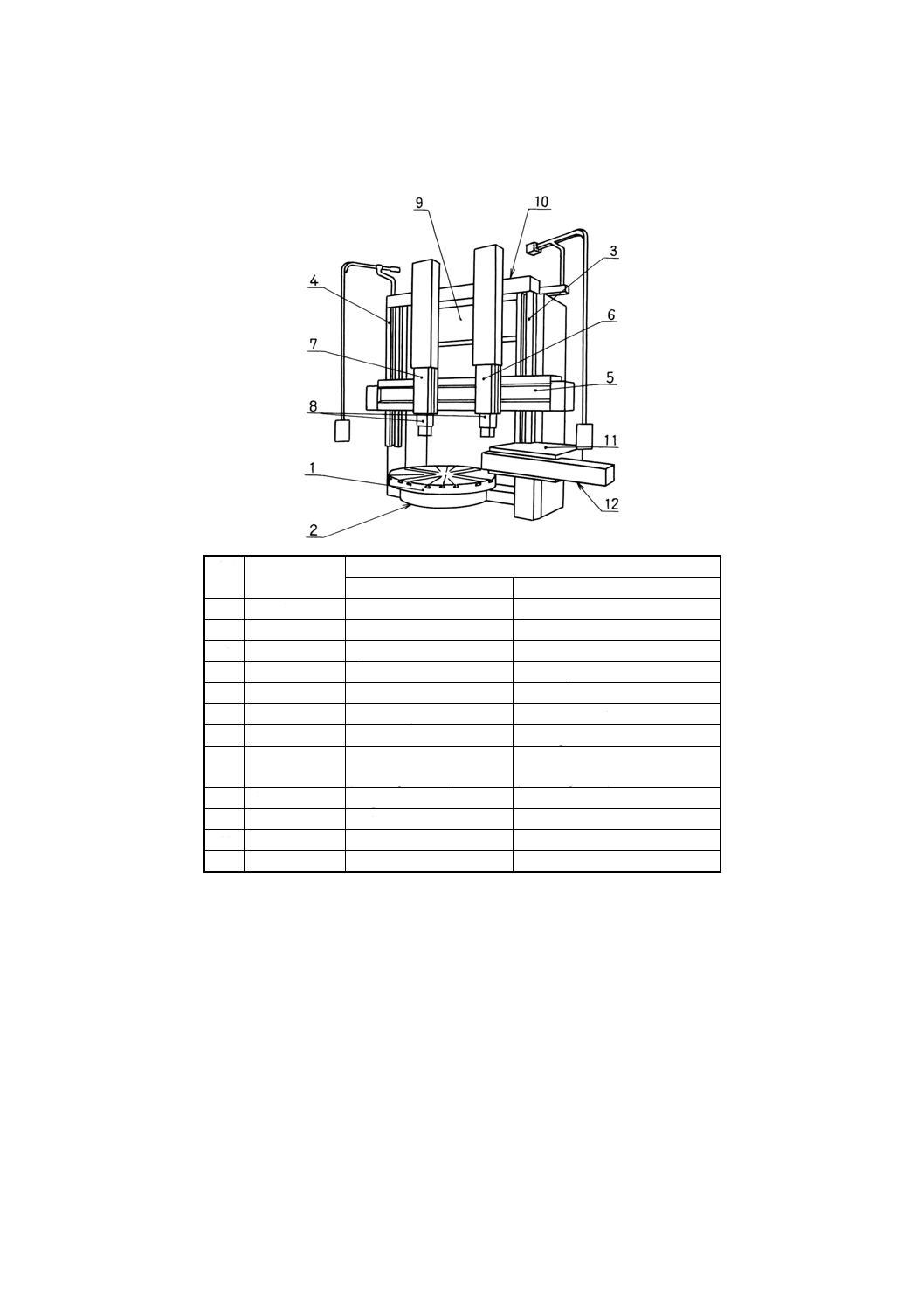
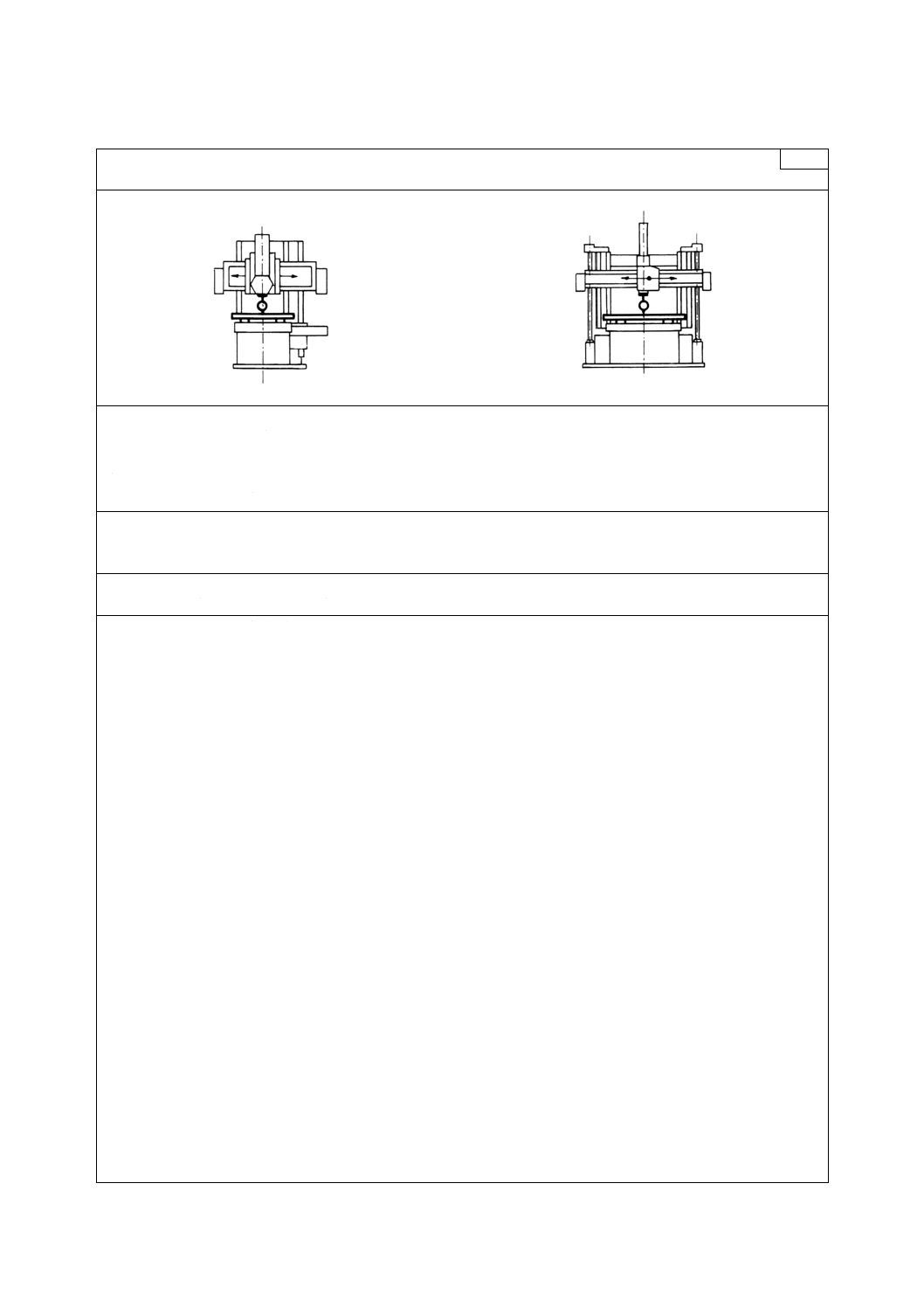
4.2
門形立て旋盤(図4参照) 門形立て旋盤のテーブル直径は,1 800mm以上である。
この種の機械では,テーブルは,左右のコラムに強固に固定されたベースで支持されている。
二つのコラムの最上部でブリッジと呼ばれる部材でつながれている。機械の最上部は,美的な理由から
フロントカバーで覆われている。
4.2.1
クロスレール,横刃物台及びラム 門形立て旋盤は,特殊な用途の機械を除いて,上下運動するク
ロスレールをもっている。
クロスレールは一つ又は二つの正面刃物台を水平に運動させることができる案内面をもっている。
正面刃物台は上下送り又は斜め送りのできるラム又はスライドを備え,正面刃物台の下端には,工具台
又はタレット刃物台が取り付けられる。
二つの正面刃物台をもった機械の場合は,作業者が機械に正面に向かってそれぞれ左正面刃物台及び右
正面刃物台という。機械によっては,横刃物台は右コラムに取り付けられ,クロスレールの上下運動と平
行な上下案内面で案内される。横刃物台ラムは,水平又は斜め送りができる。横刃物台には,工具台又は
タレット刃物台を取り付けることができる。
4.2.2
切削運動及び送り運動 切削運動は,テーブルを回転させることによって行う。送り運動には次の
ものがある。
− クロスレールに沿った二つの正面刃物台の水平送り
− 正面刃物台ラム又は案内機構の上下送り又は斜め送り
− 横刃物台ラムの水平送り又は斜め送り
− 横刃物台の上下送り
備考 通常,送り運動のほかに早送りに使用できる。
クロスレールの上下運動及びベース上のコラムの運動は位置調整だけであって送り運動ではない。
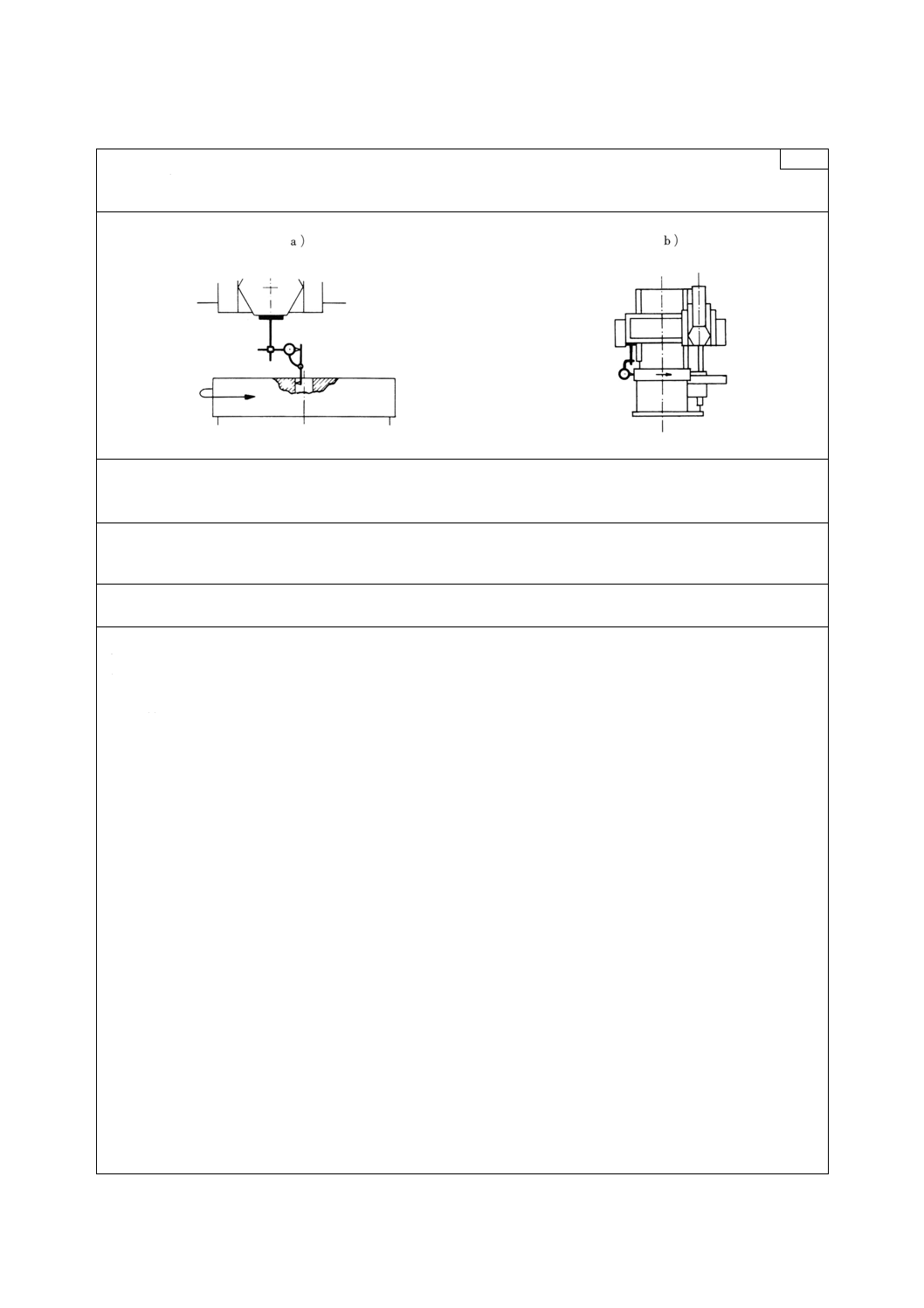
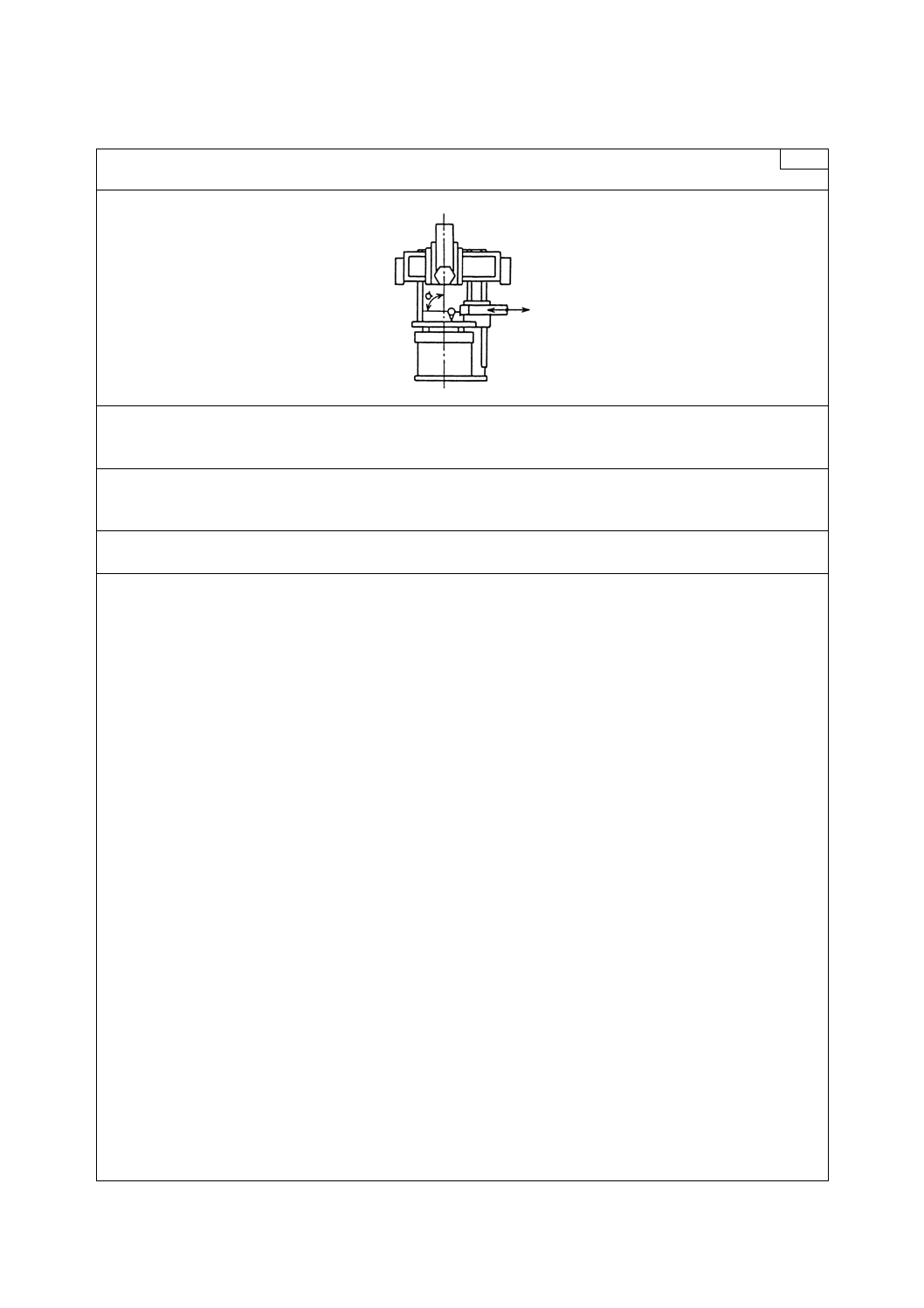
4.3
座標軸の名称 座標軸の名称は,図1及び図2による(JIS B 6310参照)。
4
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
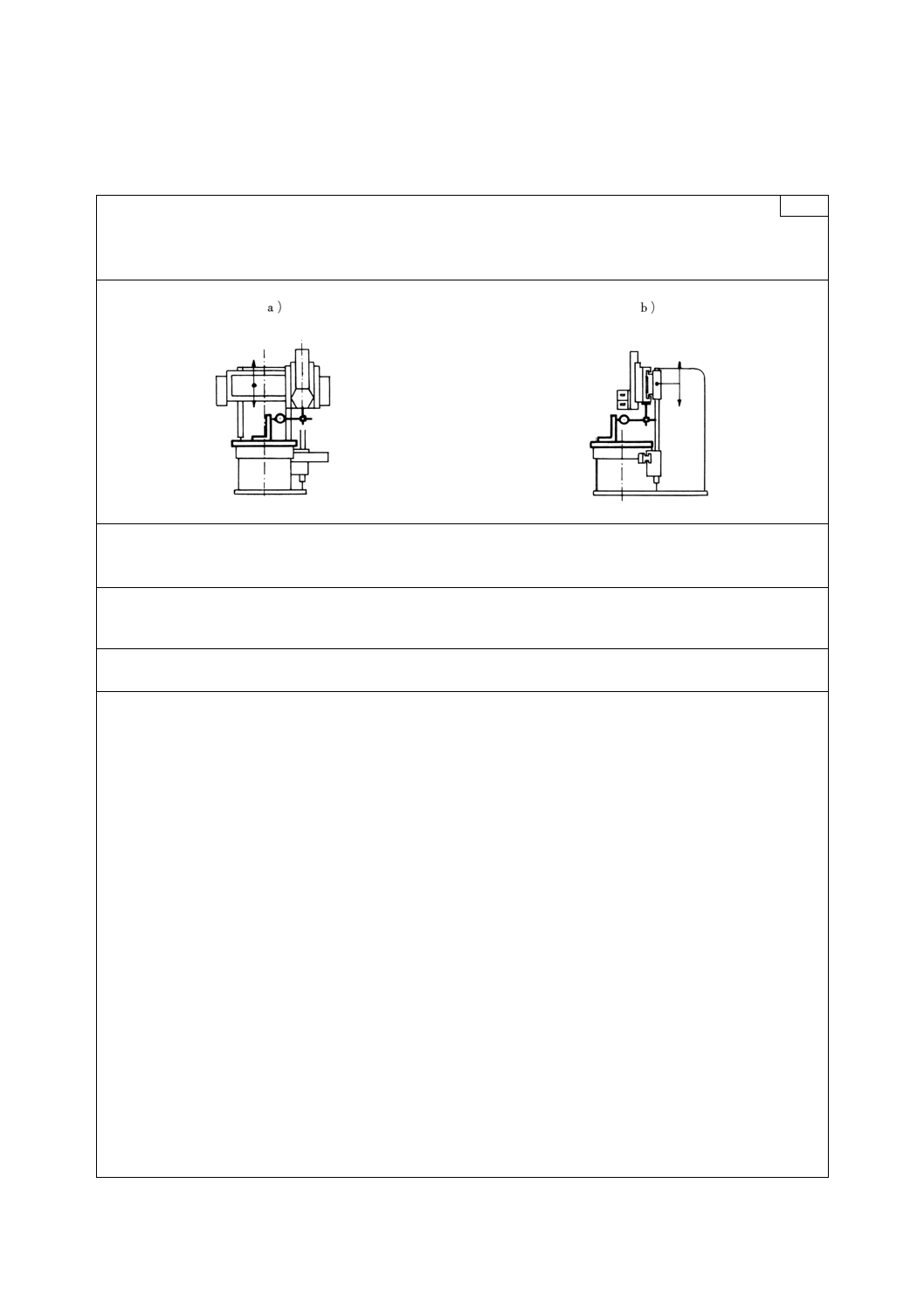
図1 座標軸の名称(その1)
図2 座標軸の名称(その2)
5. 一般事項
5.1
この規格では,すべての寸法及び許容値の単位は,ミリメートルで表す。
5
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
この規格を適用するに当たっては,特に検査前の機械の据付け,主軸及びそれ以外の運動部分の暖
機運転,測定方法並びに測定器精度については,JIS B 6191を参照する。
5.3
この規格に示す検査事項の順序は,必ずしも,実際の検査の順序を示すものではない。測定器の取
付け又は測定を容易にするために,検査は任意の順序で行ってもよい。
5.4
機械を検査するときは,必ずしも,この規格に示されたすべての検査を行う必要はない。使用者は
製造業者との合意に基づいて,関心のある特性に関する検査事項を選択してもよいが,これらの検査項目
は,機械を発注するときに明確にしなければならない。
5.5
工作精度検査は,仕上げ削りで行い,大きな切削力の発生する荒削りでは行わない。
5.6
この規格と異なる測定範囲に対する許容値を決めるときは,許容値の最小値を0.005mmとする(JIS
B 6191の2.311参照)。
5.7
テーブル移動形又はコラム移動形の機械では,コラムをできるだけテーブルの回転軸の近くに置い
て検査を行う。
6. 図 この規格の測定方法図に示す機械の形は,代表例として示したものである。
6
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 機械各部の名称 機械各部の名称は,表1及び表2による。
7.1
単柱形立て旋盤
表1 単柱形立て旋盤の各部の名称
番号
名称
対応外国語
英語
フランス語
1 テーブル
table
plateau
2 ベース
base
socle
3 コラム
column
montant
4 クロスレール
rail
traverse
5 タレット正面刃物
台
turret railhead
chariot de tourelle
6 正面刃物台
railhead
chariot de traverse
7 正面刃物台ラム
railhead ram
coulant du chariot de traverse
8 タレットスライド turret slide
coulisse de tourelle
9 横刃物台
side head
chariot latéral
10 横刃物台ラム
side head ram
coulant du chariot latéral
7
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
門形立て旋盤
表2 門形立て旋盤の各部の名称
番号
名称
対応外国語
英語
フランス語
1 テーブル
table
plateau
2 ベース
base
socle
3 右コラム
right-hand column
montant droit
4 左コラム
left-hand column
montant gauche
5 クロスレール rail
traverse
6 右正面刃物台 railhead, right-hand
chariot droit de traverse
7 左正面刃物台 railhead, left-hand
chariot gauche de traverse
8
正面刃物台ラム
(右又は左)
railhead ram
(either right or left)
coulant du chariot de traverse
(droit ou gauche)
9 ブリッジ
bridge
entretoise
10
フロントカバー front cover
fronton
11 横刃物台
side head
chariot latéral
12 横刃物台ラム side head ram
coulant du chariot latéral
8
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 静的精度検査 静的精度検査は,表3による。
表3 静的精度検査
(A:テーブル)
単位mm
検査事項
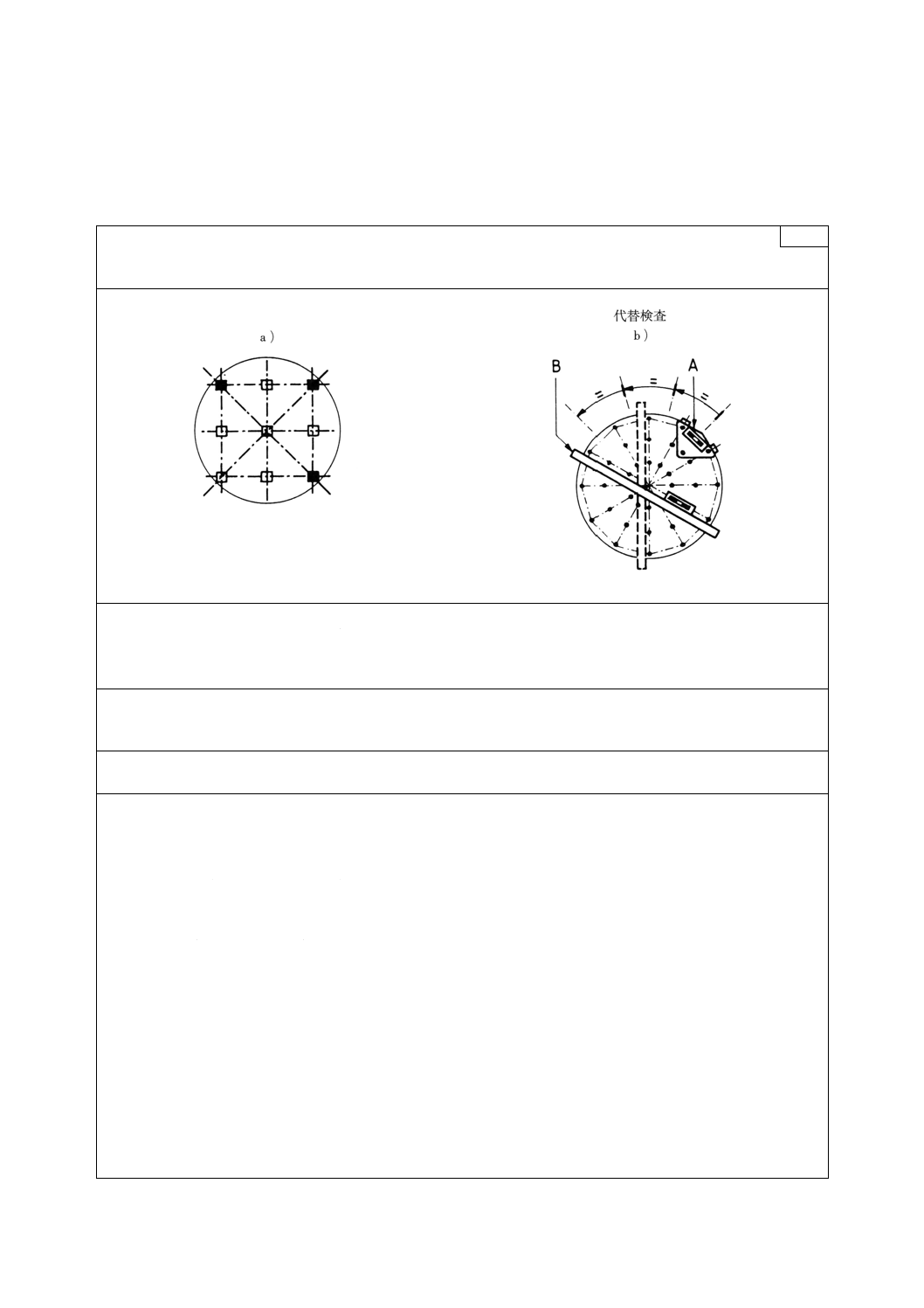
G1
テーブル上面の平面度
測定方法図
許容値
測定直径1 000までは0.03テーブルは中高であってはならない。
直径が1 000増すごとに0.01を加える。
部分許容値 測定長さ300について0.01
測定値
測定器
直定規及びブロックゲージ,又は精密水準器
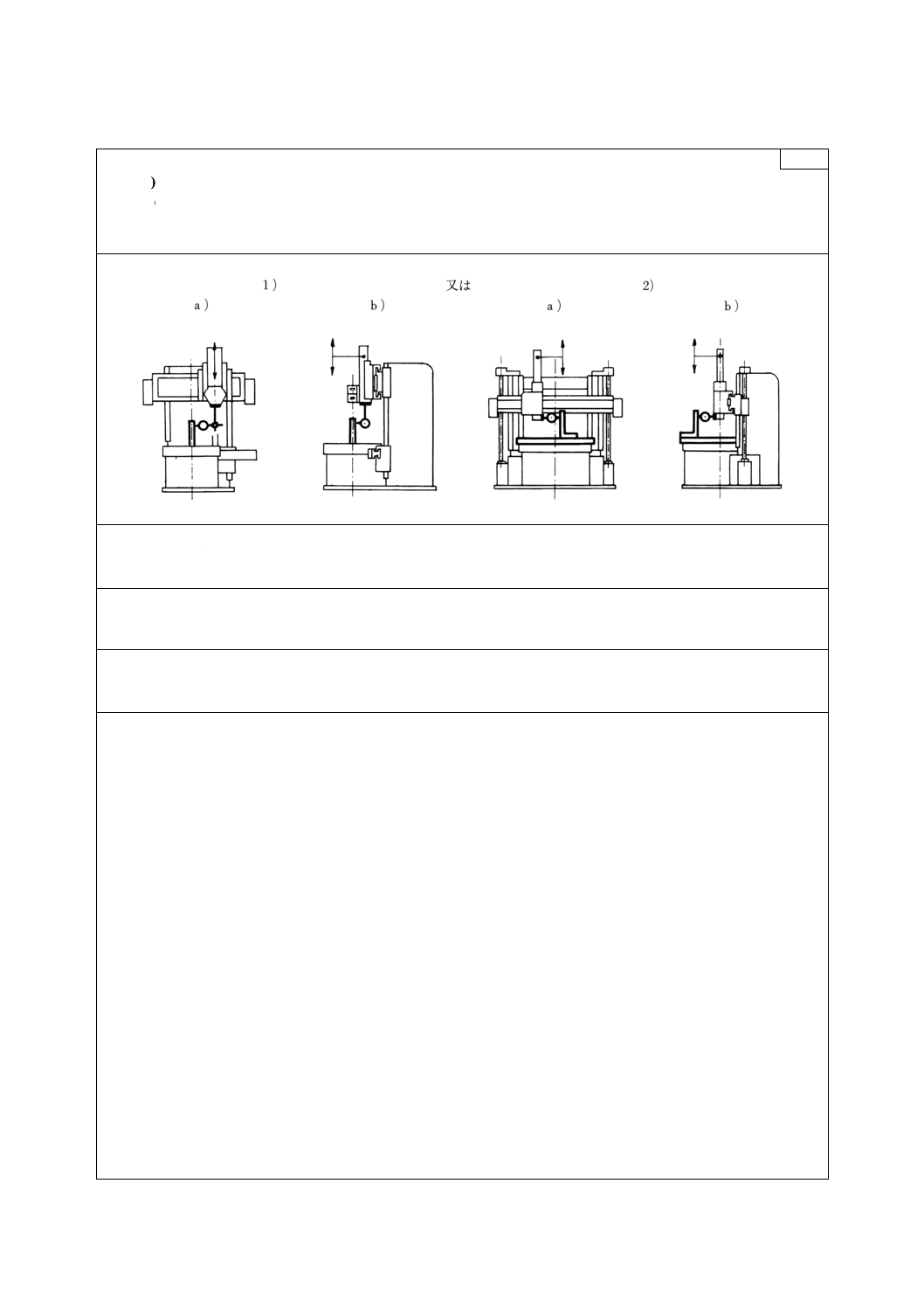
備考及びJIS B 6191の参照項目
a) 5.322
b) 5.323
代替検査(水準器を用いる検査)
1) 円周方向の検査
テーブルの円周上で,三つの支持点をもつ支持台Aの上に水準器を載せる。
テーブル円周に沿って支持台を等間隔に動かす。
2) 半径方向の検査
直定規Bを使って水準器をテーブル上で直径方向に沿って置く。
直定規に沿って水準器を等間隔に動かす。
支持台Aを順次置いた位置に合わせて直定規を動かして,この測定を繰り返す。
使用者と製造業者との合意に基づいて,直径方向の検査だけを行ってもよい。
9
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
検査事項
G2
テーブル上面の振れ
測定方法図
許容値
テーブル直径1 000までは0.02
直径が1 000増すごとに0.01を加える。
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照項目
5.632
ダイヤルゲージは機械の固定部分に取り付け,できるだけテーブルの外周近くに当てる。テーブル上面がセルフ
ターニングをしてある場合は,ダイヤルゲージは工具の位置から約180°の位置に取り付ける。
クロスレール,正面刃物台及びスライドは,適切な位置に締め付ける。
10
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
検査事項
G3
a) テーブル中心穴の振れ
b) テーブル外周面の振れ(テーブルに中心穴のない場合)
測定方法図
許容値
テーブル直径1 000までは0.02
直径が1 000増すごとに0.01を加える。
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照項目
a) 5.611.4
b) 5.612.2
テーブル外周面がセルフターニングをしてある場合は,ダイヤルゲージは,工具の位置から約180°の位置に取
り付ける。
クロスレール,正面刃物台及びスライドは,適切な位置に締め付ける。
ダイヤルゲージは,機械の固定部に取り付ける。
11
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(B:クロスレール及び正面刃物台)
単位mm
検査事項
G4
コラム上下案内面とテーブル上面との直角度
a) クロスレールに平行な面内で
b) クロスレールに垂直な面内で
測定方法図
許容値
a) 1 000について 0.04
b) 1 000について 0.06
測定値
測定器
直定規,直角定規及びダイヤルゲージ
備考及びJIS B 6191の参照項目
5.522.2
正面刃物台及びスライドは適切な位置に締め付ける。
クロスレールは各測定の前にコラムに締め付ける。
測定は,クロスレールを上部,中央及び下部位置に順次移動させて行う。
12
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
検査事項
G5
正面刃物台の運動とテーブル上面との平行度
測定方法図
許容値
a) クロスレールの高さ補正装置のない場合
移動量1 000について 0.03
b) クロスレールの高さ補正装置のある場合
移動量1 000について 0.02
測定値
測定器
直定規,ブロックゲージ及びダイヤルゲージ
備考及びJIS B 6191の参照項目
5.422.22
クロスレール及びスライドは適切な位置に締め付ける。
測定は,テーブル上面に平行に定置した直定規にダイヤルゲージを当てて行う。
13
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
検査事項
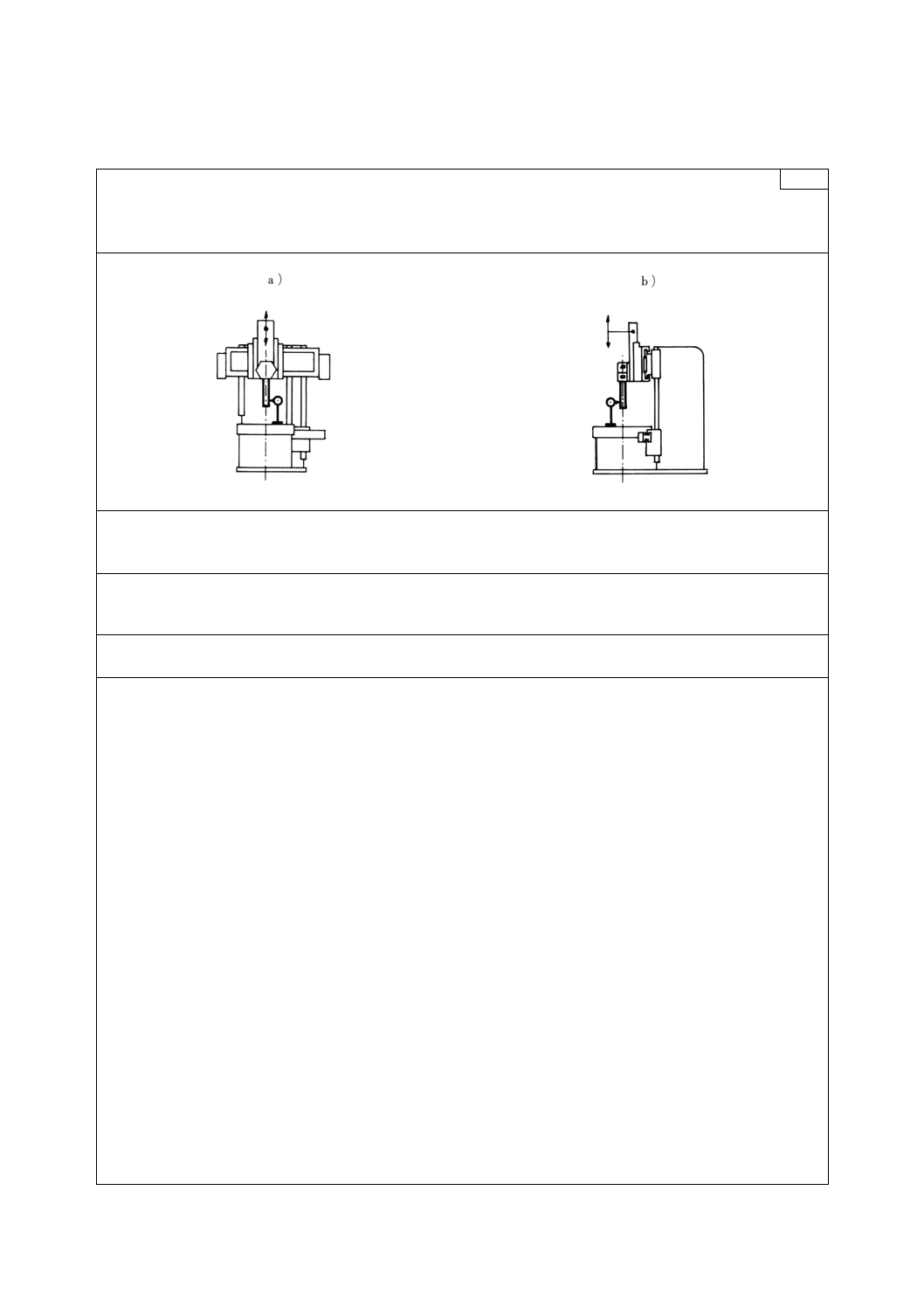
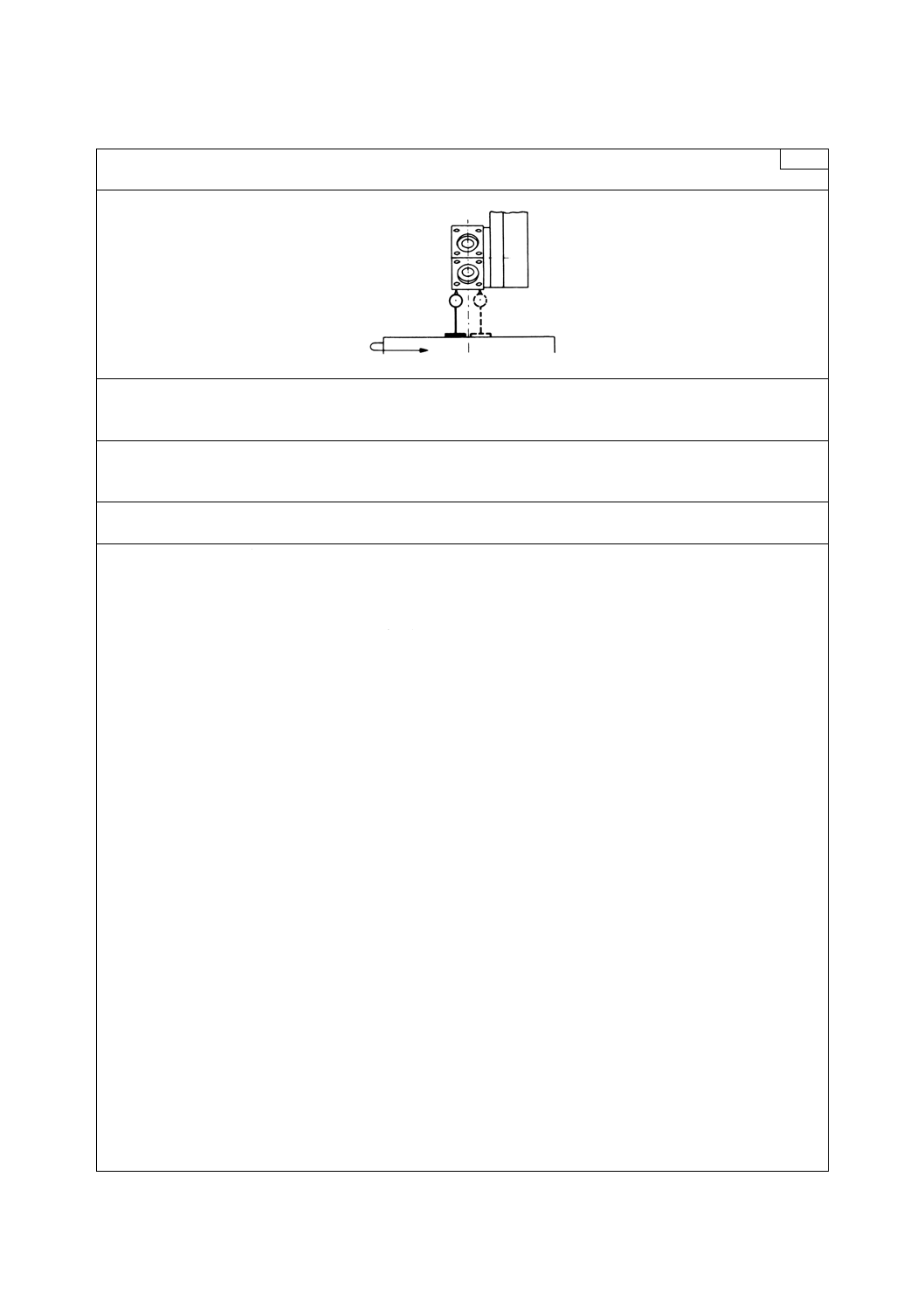
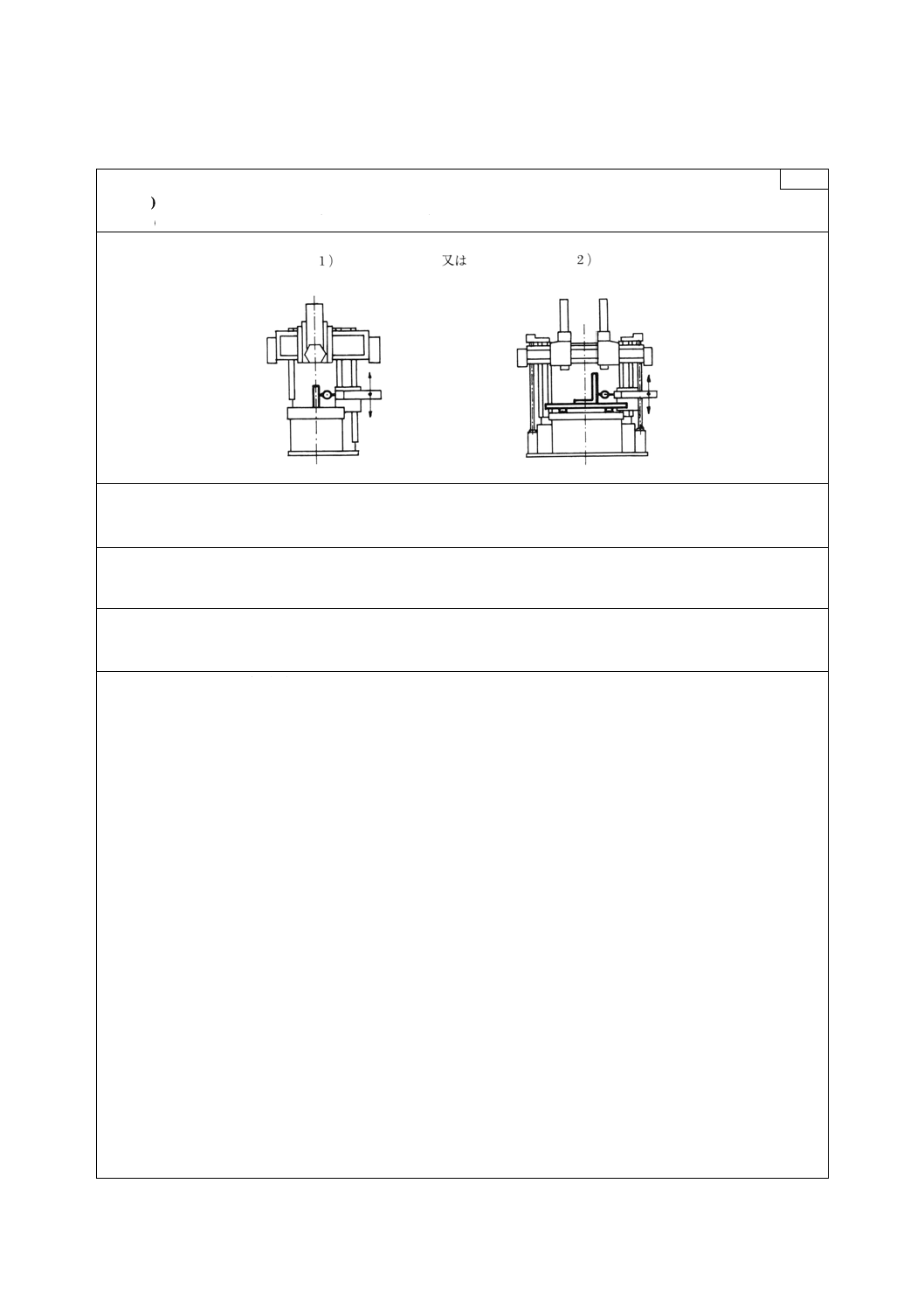
G6
1) 正面刃物台の運動とテーブル回転中心線との平行度
又は 2) 正面刃物台の運動とテーブル上面との直角度
a) クロスレールに平行な面内で
b) クロスレールに垂直な面内で
測定方法図
許容値
1),2)とも
a) 測定長さ300について 0.01
b) 測定長さ300について 0.015
測定値
測定器
1) ダイヤルゲージ及び円筒スコヤ
2) 直定規,直角定規及びダイヤルゲージ
備考及びJIS B 6191の参照項目
1) 5.422.3
クロスレール及び正面刃物台は適切な位置に締め付ける。
2) 5.512.2
クロスレール及び正面刃物台は適切な位置に締め付ける。
14
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(C:タレット)
単位mm
検査事項
G7
工具取付け穴中心線とタレットスライドの運動との平行度
a) クロスレールに平行な面内で
b) クロスレールに垂直な面内で
測定方法図
許容値
a) 測定長さ300について 0.02
b) 測定長さ300について 0.03
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
5.422
この測定は,工具取付け穴のそれぞれについて行う。
15
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
検査事項
G8
工具取付け穴中心線とテーブル回転中心線との同軸度
測定方法図
許容値
0.025
ダイヤルゲージの読みの21を測定値とする。
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
5.442
− 長さが最大300のテストバーを工具取付け穴の一つに取り付ける。
− ダイヤルゲージをテーブル上に定置する。テーブルを回転させてダイヤルゲージの読みの差が最小になるまで
刃物台の位置を調整する。
− ダイヤルゲージをいくつかの異なった高さに当てて測定を繰り返す。
− タレットの工具取付け穴のそれぞれについて同じ測定を繰り返す。
16
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
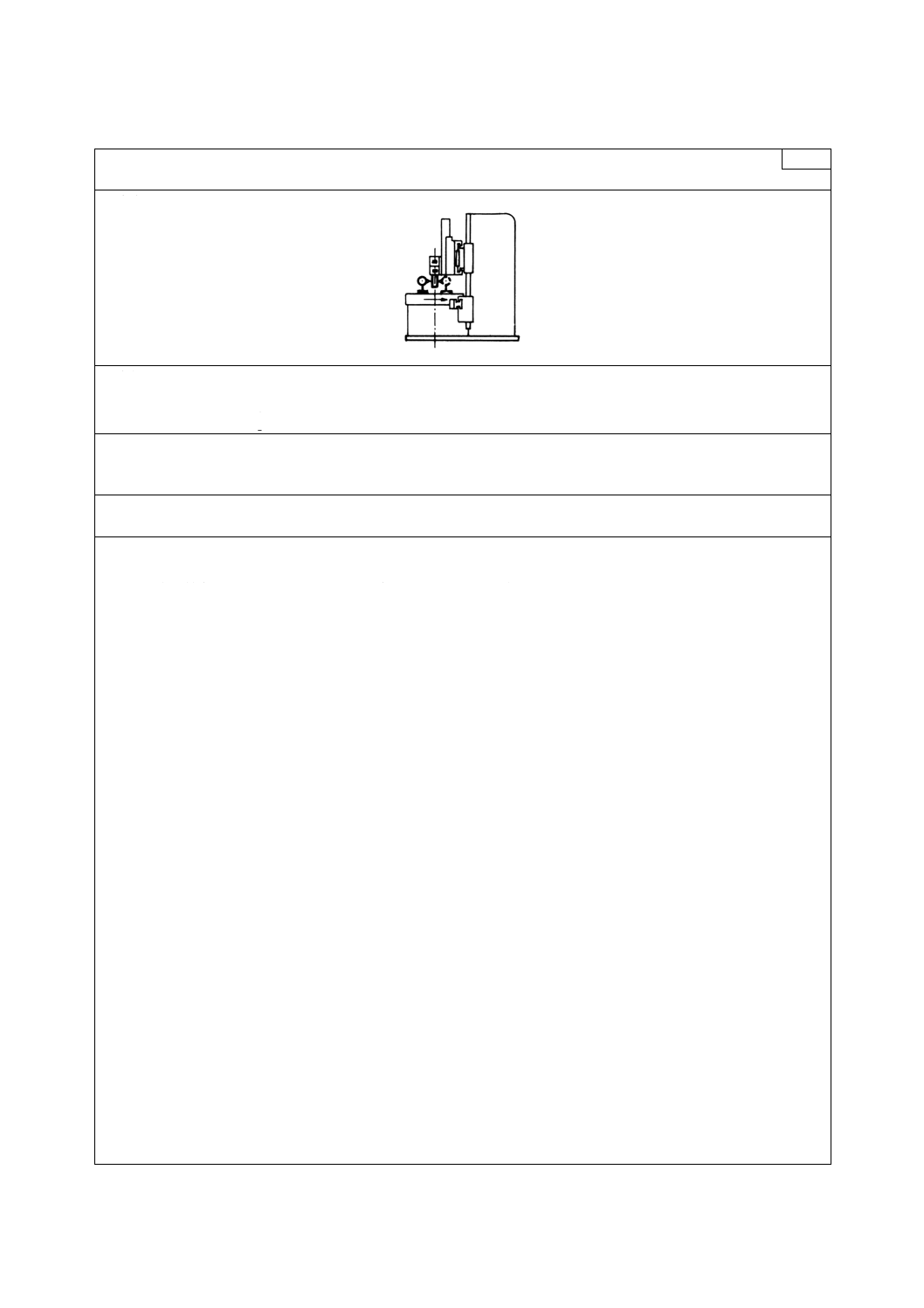
検査事項
G9
工具ホルダ取付け面の基準穴中心線とテーブル回転中心線との同軸度
測定方法図
許容値
0.025
ダイヤルゲージの読みの21を測定値とする。
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照項目
5.442
− ダイヤルゲージをテーブル上に定置し,工具取付け基準穴の内面に当てる。
− テーブルを回転させる。
− タレットの工具取付け基準穴のそれぞれについて同じ測定を繰り返す。
17
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
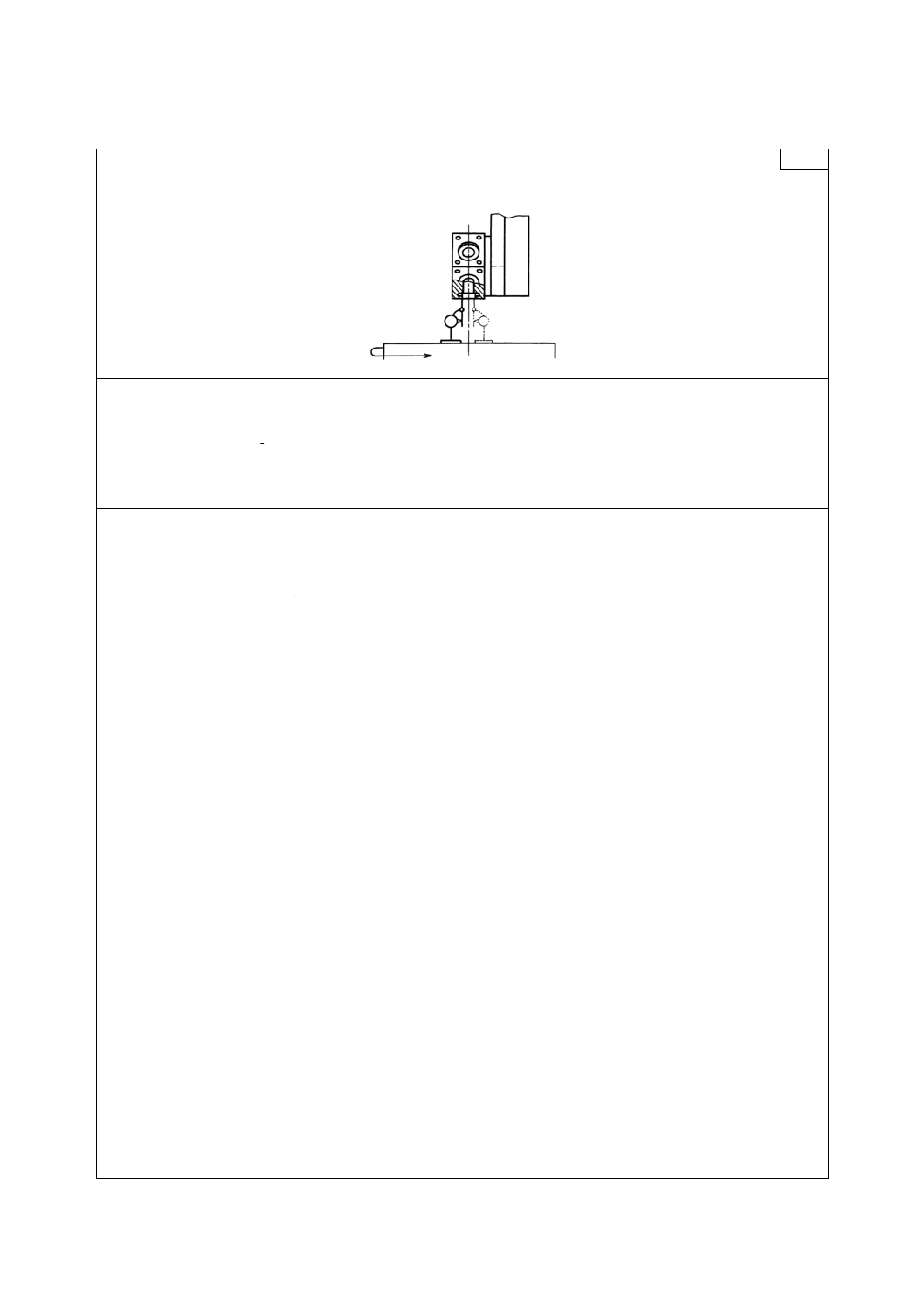
検査事項
G10
タレット面とテーブル回転中心線との直角度
測定方法図
許容値
0.02/300
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照項目
5.512.1
− ダイヤルゲージをテーブル上に定置し,テーブルと平行なタレット面に当てる。
− ダイヤルゲージをできるだけタレット面の外周近くに当ててテーブルを回転させる。
− タレット面のそれぞれについて同じ測定を繰り返す。
18
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(D:横刃物台)
単位mm
検査事項
G11
1) 横刃物台の運動とテーブル回転中心線との平行度
又は 2) 横刃物台の運動とテーブル上面との直角度
測定方法図
許容値
1) 測定長さ300について
0.01
2) 測定長さ300について
0.01
測定値
測定器
1) ダイヤルゲージ及び円筒スコヤ
2) 直定規,直角定規及びダイヤルゲージ
備考及びJIS B 6191の参照項目
1) 5.422.3
2) 5.522.2
直角定規は,テーブル上面に平行に定置した直定規上に置く。
19
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
検査事項
G12
横刃物台ラムの運動とテーブル上面との平行度
測定方法図
許容値
測定長さ300について 0.02
α≧90°
測定値
測定器
直定規及びダイヤルゲージ
備考及びJIS B 6191の参照項目
5.422.22
横刃物台を適切な位置に締め付ける。
測定は,テーブル上面に平行に定置した直定規にダイヤルゲージを当てて行う。
20
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. 工作精度検査 工作精度検査は,表4による。
表4 工作精度検査
単位mm
検査事項
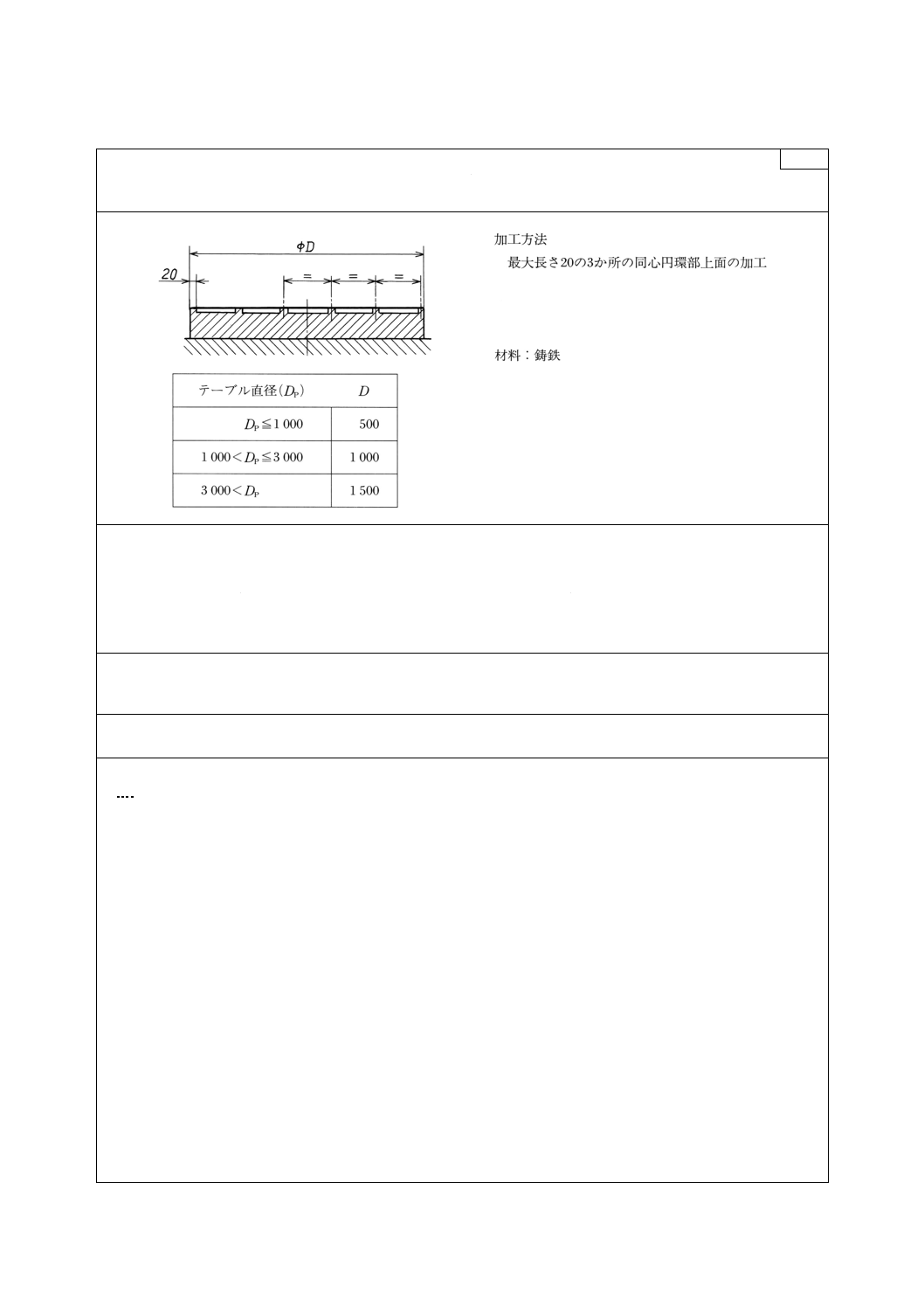
M1)
正面刃物台に取り付けた工具による加工の真円度及び円筒度
M1
M2
(JIS B 0021の18.3及び18.4参照)
M2)
横刃物台に取り付けた工具による加工の真円度及び円筒度(ラムの移動量が十分な場合)
(JIS B 0021の18.3及び18.4参照)
工作物の形状及び加工方法
許容値
真円度
円筒度
M1)及びM2)とも
Dp≦1 000
0.005
300について0.01
1 000<Dp≦3 000
0.01
3 000<Dp
0.015
Dp:テーブル直径
測定値
測定器
精密測定器
備考及びJIS B 6191の参照項目
6.6及び6.7
21
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
検査事項
M3
正面刃物台に取り付けた工具による加工の平面度
(JIS B 0021の18.2参照)
工作物の形状及び加工方法
許容値
a) クロスレールの高さ補正装置がある場合
b) クロスレールの高さ補正装置がない場合
Dp≦1 000
0.01
Dp≦1 000
0.02
1 000<Dp≦3 000
0.02
1 000<Dp≦3 000
0.03
3 000<Dp
0.03
3 000<Dp
0.04
Dp:テーブル直径
測定値
測定器
直定規及びブロックゲージ,又は精密水準器
備考及びJIS B 6191の参照項目
5.3
22
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 立て旋盤−精度検査−刃物台の運動
とテーブル回転中心線との直角度
この附属書1(参考)は,本体には規定のない事項を参考として示すものであって規定の一部ではない。
附属書1表1 精度検査
単位mm
検査事項
1
正面刃物台の運動とテーブル回転中心線との直角度
測定方法図
許容値
a) クロスレールの高さ補正装置がない場合
移動量1 000について
0.03
b) クロスレールの高さ補正装置がある場合
移動量1 000について
0.02
測定値
測定器
直定規,ブロックゲージ及びダイヤルゲージ
備考及びJIS B 6191の参照項目
5.522.3
クロスレール及びスライドは,適切な位置に締め付ける。
測定は,直定規をテーブル回転中心線に対して直角に定置し,正面刃物台に取り付けたダイヤルゲージをこれに
当てて行う。
備考 規格本体のG6では,テーブル上面を基準とする場合と,回転中心線を基準とする場合とを規定している
ため,これに対応させてG5の追加として測定する。
23
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
検査事項
2
横刃物台ラムの運動とテーブル回転中心線との直角度
測定方法図
許容値
測定長さ300について 0.02
α≧90°
測定値
測定器
直定規及びダイヤルゲージ
備考及びJIS B 6191の参照項目
5.522.3
横刃物台を適切な位置に締め付ける。
測定は,直定規をテーブル回転中心線に対して直角に定置し,横刃物台ラムに取り付けたダイヤルゲージをこれ
に当てて行う。
備考 規格本体のG6では,テーブル上面を基準とする場合と,回転中心線を基準とする場合とを規定している
ため,これに対応させてG12の追加として測定する。
24
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) 立て旋盤−運転試験及び剛性試験
この附属書2(参考)は,本体にはない事項を参考として示すものであって,規定の一部ではない。
備考 この附属書2(参考)の引用規格を,次に示す。
JIS B 4105 超硬バイト
JIS B 4121 スローアウェイチップ(穴なしネガティブチップ)
JIS B 4122 スローアウェイチップ(穴なしポジティブチップ)
JIS B 4123 スローアウェイチップ(穴付きネガティブチップ)
JIS B 6003 工作機械−振動測定方法
JIS B 6004 工作機械の騒音レベル測定方法
JIS B 6014 工作機械の安全通則
JIS B 6201 工作機械−運転試験方法及び剛性試験方法通則
JIS G 3201 炭素鋼鍛鋼品
JIS G 5101 炭素鋼鋳鋼品
1. 運転試験方法
1.1
機能試験 機能試験は,附属書2表1による。
25
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表1 機能試験
番号
試験項目
試験方法
JIS B 6201の試験方法
通則の3.2の引用試験番
号
1
テーブルの始動,停止及
び運転操作
適当な二つのテーブル回転速度で,正転及び逆転について,
始動,停止(寸動及び制動を含む。)を繰り返し10回行い,
作動の円滑さと確実さとを試験する。
1-11
2
テーブル回転速度の変
換操作
表示のすべての速度(無段変速のものは各速度域の最低,
最高)について,テーブル回転速度を変換し,その操作装
置の作動の円滑さと指示の確実さとを試験する。
1-12
3
クロスレールの昇降及
び締付け操作
手動及び機動(1)によってクロスレールを昇降させ,動きの
全長にわたって平滑さと均一さとを試験する。
また,動きの任意の一つの位置における締付けの確実さを
試験する。
1-37
1-54
4
刃物台(正面,横)の手
動送り操作及び締付け
操作(3)
手動によって刃物台を移動させ,動きの全長にわたって平
滑さと均一さとを試験する。
また,それぞれの動きの任意の一つの位置における締付
けの確実さを試験する。
1-37
1-54
5
刃物台及びラム(正面,
横)の機動送りの掛外し
とその装置の操作(3)
早送り及び適当な一つの送り(2)で始動,停止を繰り返し10
回行い,作動の円滑さと確実さとを試験する。
1-31
6
刃物台及びラム(正面,
横)の送り(2)の変換操作
表示のすべての送り(無段変速のものは最小,中間,最大)
について送りを変換し,その操作装置の作動の円滑さと指
示の確実さとを試験する。
1-33
7
刃物台(正面,横)の旋
回操作及び締付け操作
旋回操作を行い,動きの全域にわたって作動の円滑さと確
実さとを試験する。
また,旋回の任意の一つの位置における締付けの確実さ
を試験する。
1-54
8
タレットの割出し及び
締付け操作
タレットの割出し操作を行い,作動の円滑さと確実さとを
試験する。
また,各割出し位置において締付けの確実さを試験する。
1-54
9
工具の取付け及び取外
しの操作
工具の取付け及び取外しの確実さと締付けねじの円滑さと
を試験する。
1-71
10 工作物の取付け及び取
外しの操作
工作物取付け装置の機能の確実さと工作物の取付けの確実
さとを試験する。
1-72
11 電気装置
運転試験の前後に,それぞれ1回絶縁状態を試験する。た
だし,半導体などを使用した回路には適用しない。
1-91
12 安全装置
非常停止装置,その他作業者の安全と機械防護機能の確実
さとを試験する(JIS B 6014参照)。
1-92
13 潤滑装置
油密,油量の適正な配分などの機能の確実さを試験する。
1-93
14 油圧(空圧)装置
油密(気密),圧力調整など機能の確実さを試験する。
1-94
15 附属装置
機能の確実さを試験する。
1-99
注(1) 単独の駆動装置を具備しているものについて行う。
(2) ここでいう送りとは,テーブル1回転当たりの送り量 (mm) 又は送り速度 (mm/min) をいう。
(3) この試験は,動きの正及び負の向きについて行う。
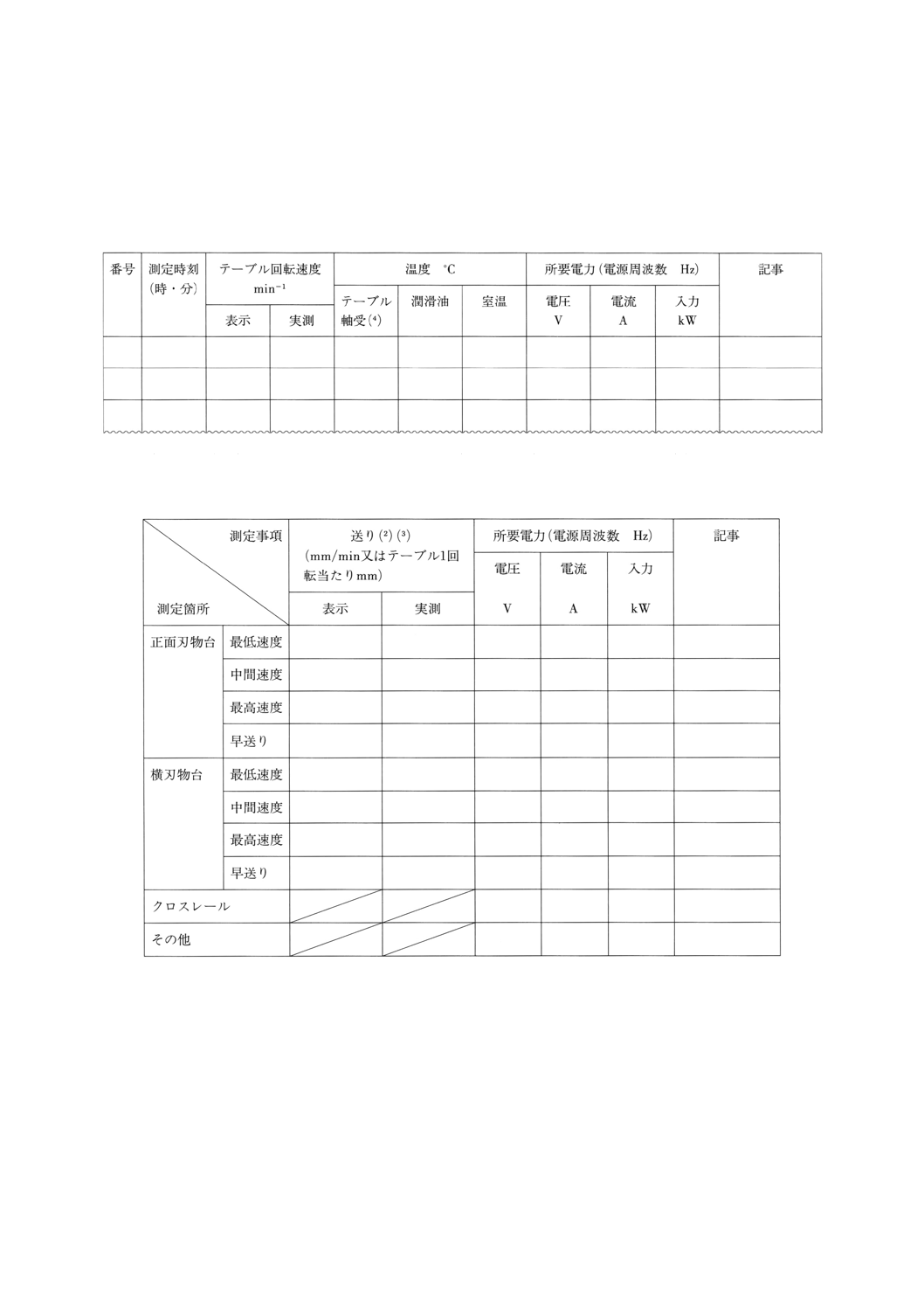
1.2
無負荷運転試験 無負荷運転試験は,テーブルの最低回転速度から始め,各段階(無段速度のもの
は,各速度域の最低,最高)について運転し,引き続き最高回転速度で,60〜120分間運転を継続して,
附属書2表2の記録様式1-1に示す各項を測定する(JIS B 6201の3.3参照)。
なお,運転の最後にテーブルを低速で運転し,送り量を最大に取り,所要電力を測定する。
26
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
また,振動・騒音を観察する。振動・騒音を特に問題とする場合は,JIS B 6003及びJIS B 6004による。
テーブル駆動用電動機とは別に,正面刃物台,横刃物台,クロスレールなどの駆動用電動機を具備して
いるものは,附属書2表3の記録様式1-2に示す各項も測定する。
附属書2表2 記録様式1-2
注(4) 主軸受及び推力軸受など,それぞれについて行う。軸受を組み合わせてあるものでは全体について行う。
附属書2表3 記録様式1-2
1.3
負荷運転試験 負荷運転試験は,各刃物台(5)について,次の諸条件によって強力切削試験及び仕上
げ切削試験を行って所要電力を測定し,また,振動・騒音及び表面の仕上り状態を観察する(JIS B 6201
の3.4参照)。振動・騒音を特に問題とする場合は,JIS B 6003及びJIS B 6004による。
なお,切削方法は,すべて乾式切削とする。
注(5) その機械に具備している刃物台とし,タレット刃物台ではタレットの一つの割出し位置だけで
よい。
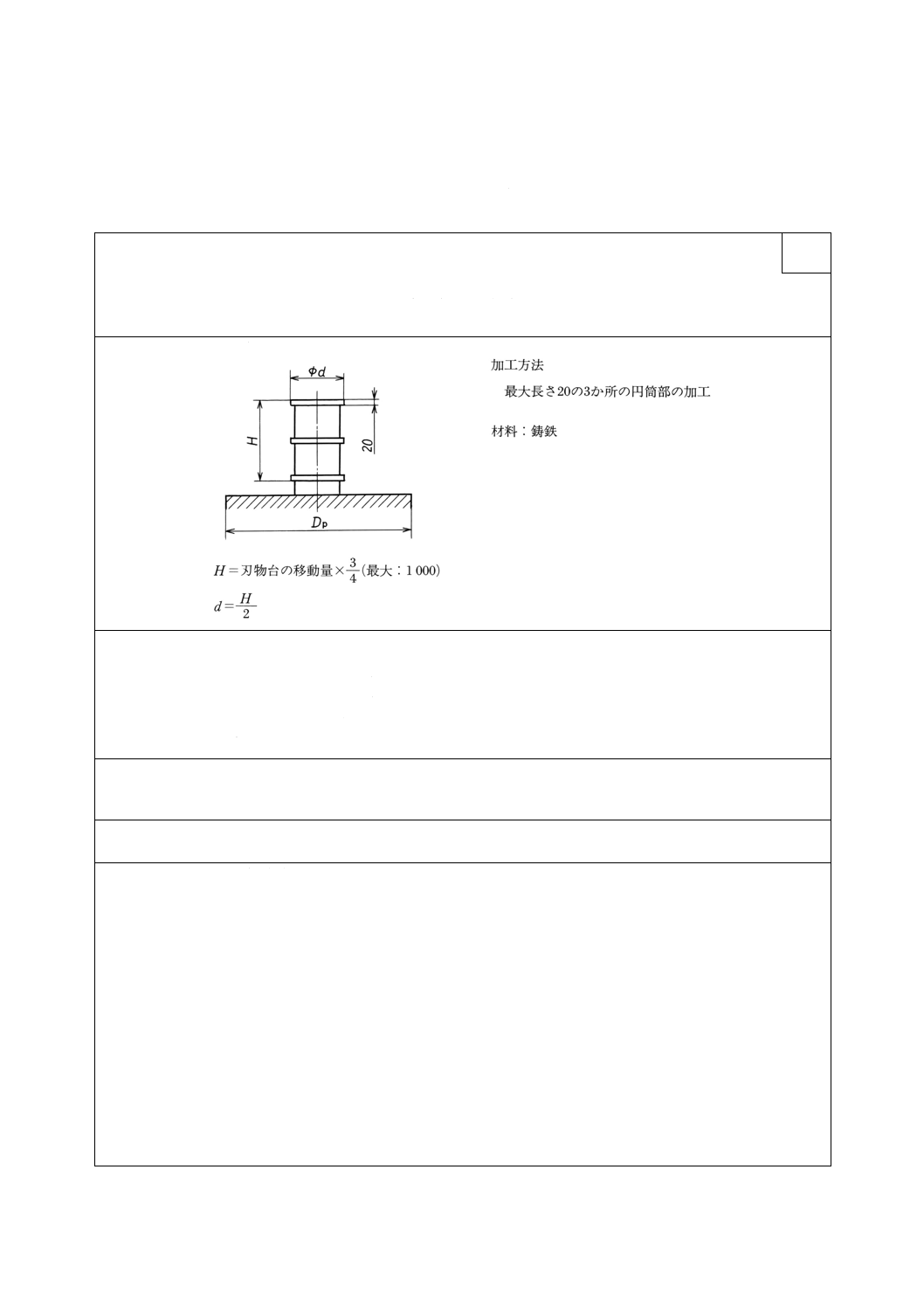
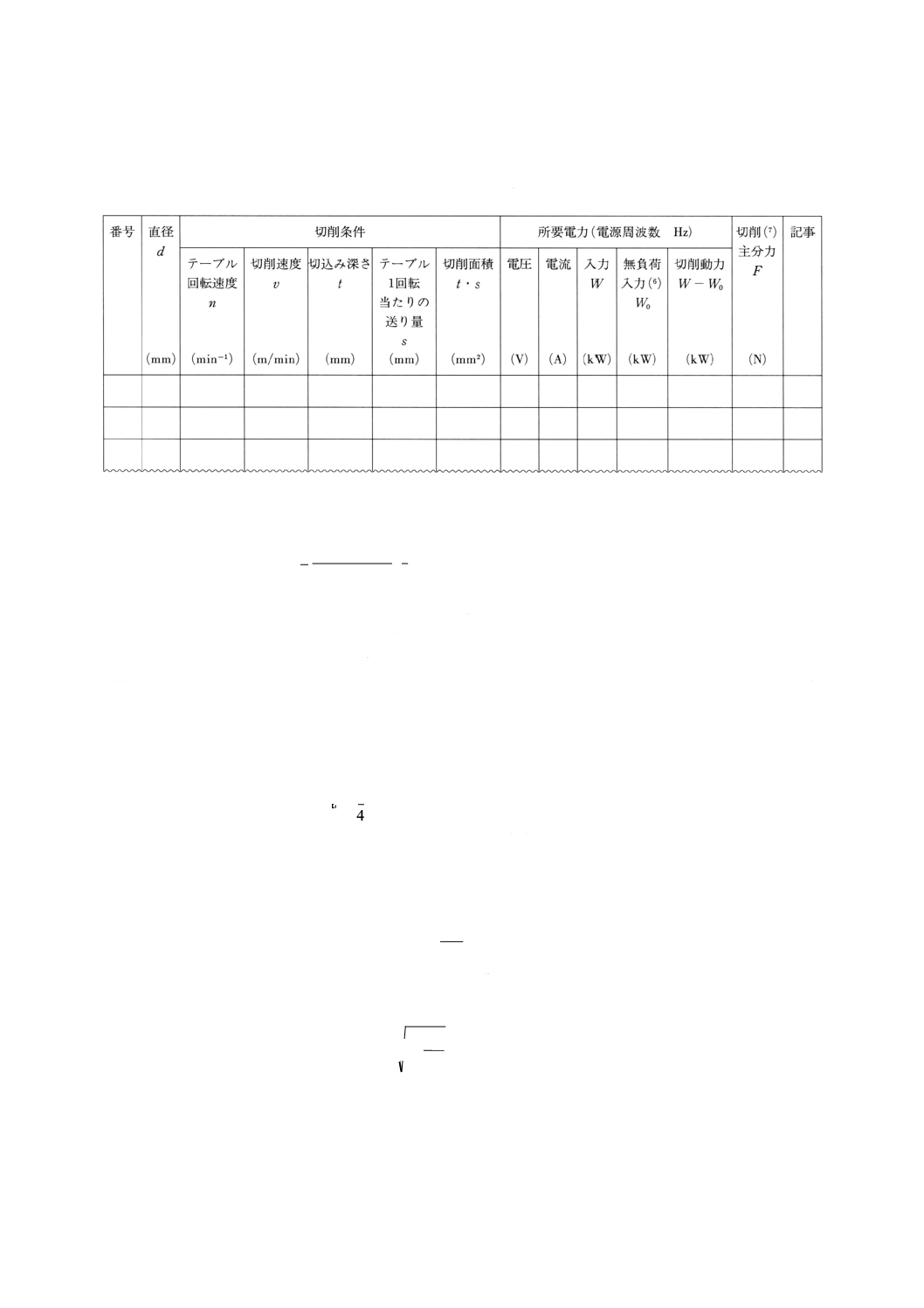
(1) 強力切削試験 強力切削試験は,強力切削において,所定の動力及び切削力に耐えられることを試験
27
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
するもので,次の条件によって外丸削り及び面削りを行う(附属書2表4 記録様式2-1,JIS B 6201
の番号3-12参照)。
附属書2表4 記録様式2-1
注(6) 所定の工作物を取り付けた状態で得られる無負荷入力とする。
(7) 切削主分力は,切削動力計を用いたときは,その測定値を用い,電力から計算によって求める場合は次の式に
よる。
nr
W
W
F
)
(
550
9
0
−
=
(N)
ここに,
r: 切削半径 (m)
W: 負荷入力 (kW)
W0: 無負荷入力 (kW)
n: テーブル速度 (min−1)
(a) 工具 JIS B 4105に規定する31形又はこれに準じるバイトとし,JIS B 4121,JIS B 4122又はJIS B
4123に規定するスローアウェイチップを用いてもよい。
(b) 工作物 材料はJIS G 3201に規定するSF490A又はJIS G 5101に規定するSC480とし,寸法は次に
よる。
直径:
D
d43
≒
~D
4
1
(mm)
ここに,
D: テーブル直径 (mm)
ただし,テーブル直径の大きいものに対しては係数を小さくとる。
高さ:特に規定しない。
(c) 切削条件
切削速度:
p
p
F
W
v
3
10
60×
≒
(m/min)
ここに, Wp: 所定の動力 (kW)
Fp: ラムのそれぞれの突出し量(8)における許容切削主分力 (N)
切込み深さ:
c
p
K
F
t
14
≒
(mm)
ここに, Fp: ラムのそれぞれの突出し量(8)における許容切削主分力 (N)
Kc: 工作物材料の比切削抵抗 (N/mm2)
工作物材料がSF490A及びSC480の場合は,Kc≒1 960N/mm2
28
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
送り量:s=20t,1.2×20t,1.4×20t,1.6×20t,1.8×20t
ここに, t: 切込み深さ
注(8) ラムの突出し量とは,正面刃物台では刃物台下面からラム下面までの距離,また,横刃物台で
は刃物台前面からラム前面までの距離とする。タレット刃物台についてはラムをタレットスラ
イドとする。
備考1. 規定の切削速度及び切込み深さで,送り量を逐次増加して試験を行い,所定の切削主分力又
は所定の動力に達したときは,その送り量で止める。
2. 所定の動力より先に所定の切削主分力に達したときは,その送り量で切削速度を所定の動力
に達するまで増して試験する。
3. 所定の切削主分力より先に所定の動力に達したときは,切削速度を下げて所定の切削主分力
に達するまで送り量を増す。
4. 最大の送り量でも所定の切削主分力及び所定の動力に達しない場合は,切込み深さを増して
前記の試験を行う。
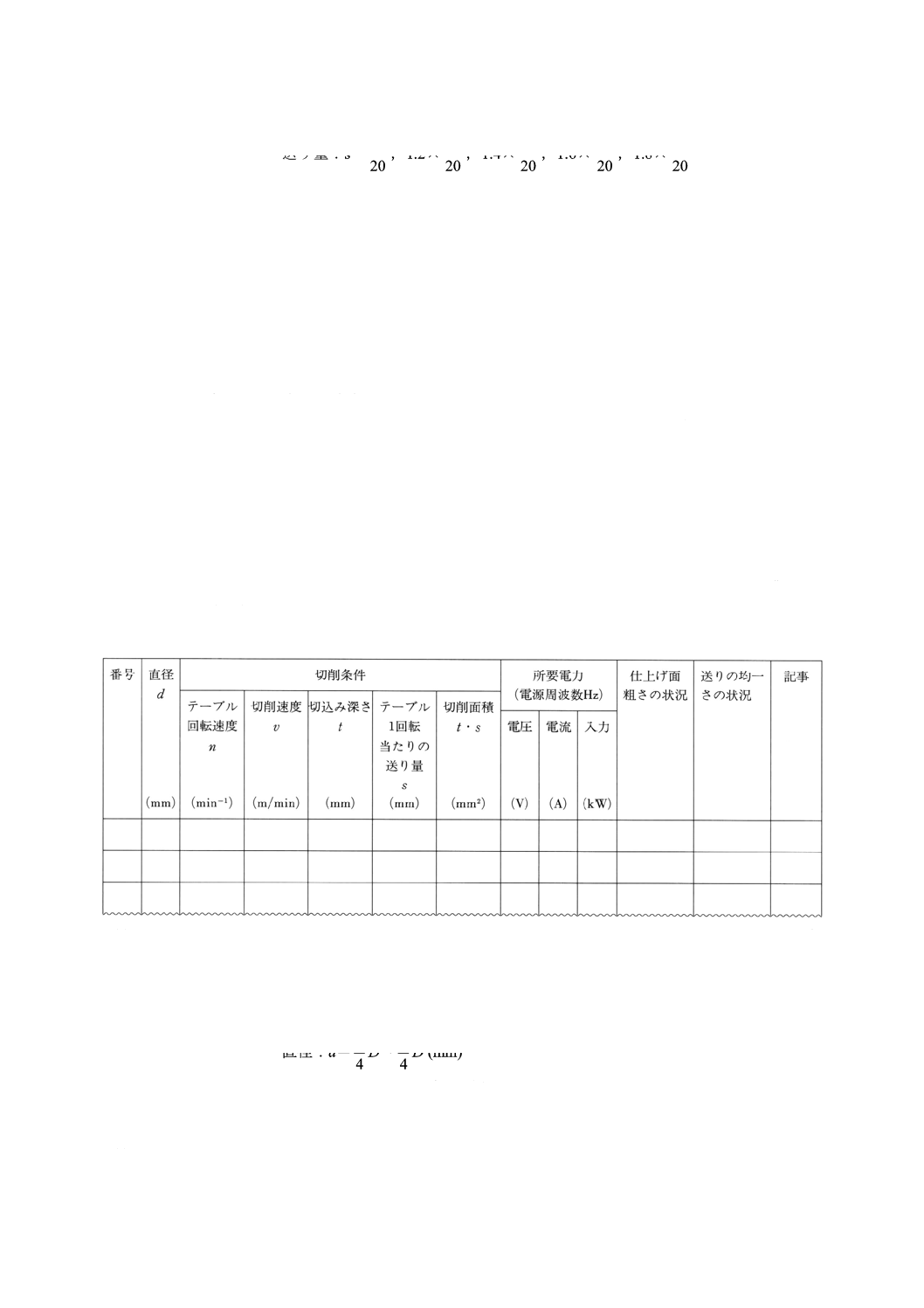
(2) 仕上げ切削試験 仕上げ切削試験は,高速仕上げ切削によって,仕上げ面の粗さ及び送りの均一さを
試験するもので,次の条件によって外丸削り及び面削りを行う(附属書2表5 記録様式2-2,JIS B 6201
の番号3-11参照)。
附属書2表5 記録様式2-2
(a) 工具 JIS B 4105に規定する35形又はこれに準じるバイトとし,JIS B 4121,JIS B 4122又はJIS B
4123に規定するスローアウェイチップを用いてもよい。ただし,刃先半径は0.8〜1.2mmとする。
(b) 工作物 材料はJIS G 3201に規定するSF490A又はJIS G 5101に規定するSC480とし,寸法は次に
よる。
直径:d=43D〜41D (mm)
ここに,
D: テーブル直径 (mm)
ただし,テーブル直径の大きいものに対しては係数を小さくとる。
高さ:特に規定しない。
(c) 切削条件
29
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
切削速度:υ≒180〜240 (m/min)
切込み深さ:t≒0.2 (mm)
テーブル1回転当たりの送り量:s≒0.15 (mm) (D≦2 000mm)
≒0.20 (mm) (2 000mm<D)
(d) 刃物台ラムの突出し量 ラムの移動量の最大の位置とする。
1.4
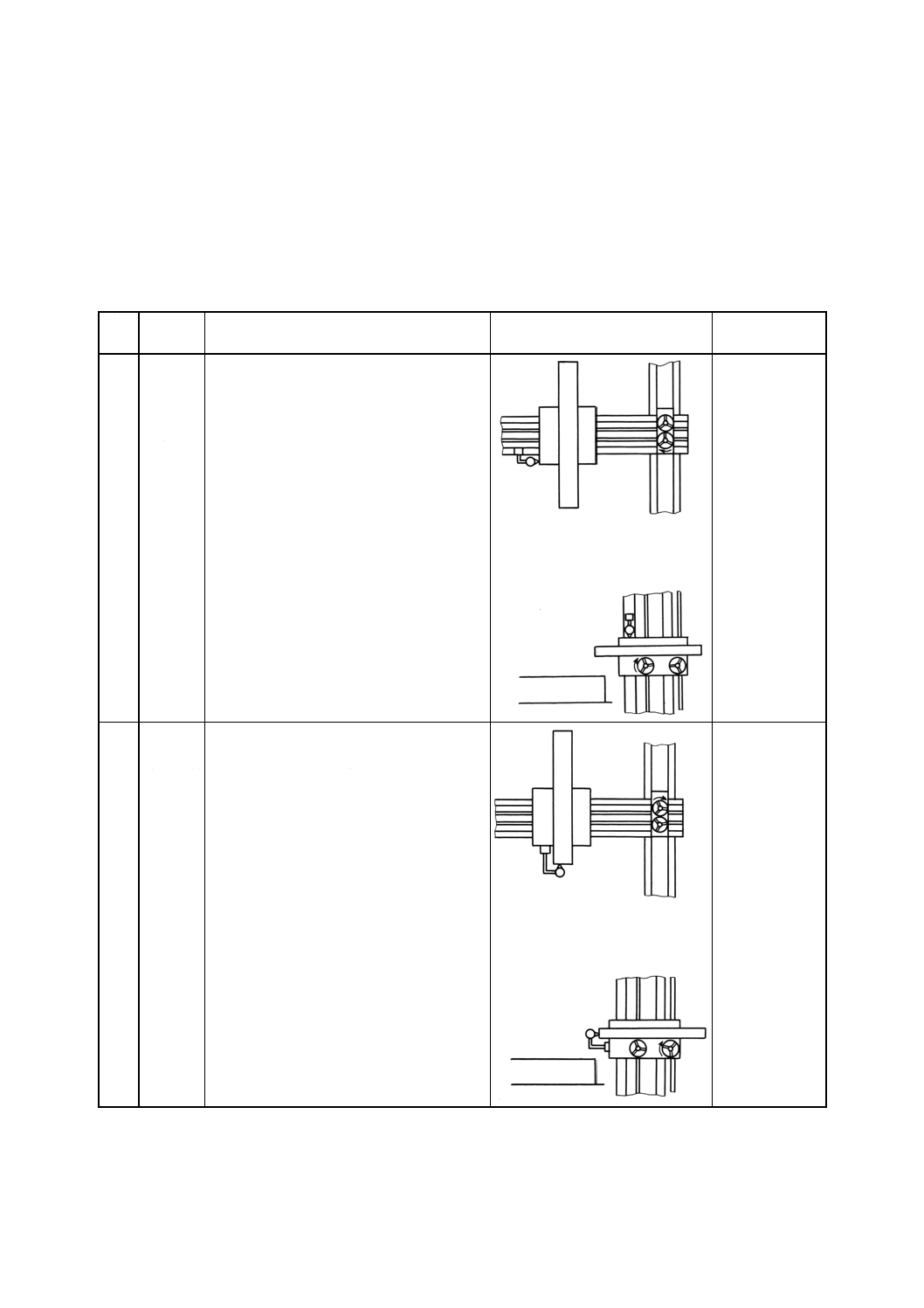
バックラッシ試験 バックラッシ試験は,附属書2表6による。
附属書2表6 バックラッシ試験
番号 試験項目
測定方法
測定方法図
JIS B 6201の3.5
の引用試験番号
1
正面及び
横刃物台
の送りね
じのバッ
クラッシ
(1)
(2)
(3)
刃物台の手送りねじを回して刃物台が
一方へ動き始める位置から,ねじを逆
転して反対側へ動き始める位置までの
おねじの回転角をそれぞれ測定する。
送りねじによる刃物台の動きは,クロ
スレール又はコラム上に基準点を設け
て測定する。
バックラッシは,測定した回転角とね
じのピッチから計算するか,又はマイ
クロメータカラーによって寸法で表
す。
4-21
2
ラムの送
りねじの
バックラ
ッシ
(1)
(2)
(3)
ラムの手送りねじを回してラムが一方
へ動き始める位置から,ねじを逆転し
て反対側へ動き始める位置までのおね
じの回転角をそれぞれ測定する。
送りねじによるラムの動きは,サドル
上に基準を設けて測定する。
バックラッシは,測定した回転角とね
じのピッチから計算するか,又はマイ
クロメータカラーによって寸法で表
す。
4-21
30
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 剛性試験 剛性試験は,附属書2表7による。
附属書2表7 剛性試験
番号 試験項目
測定方法
測定方法図
JIS B 6201の4.の
引用試験番号
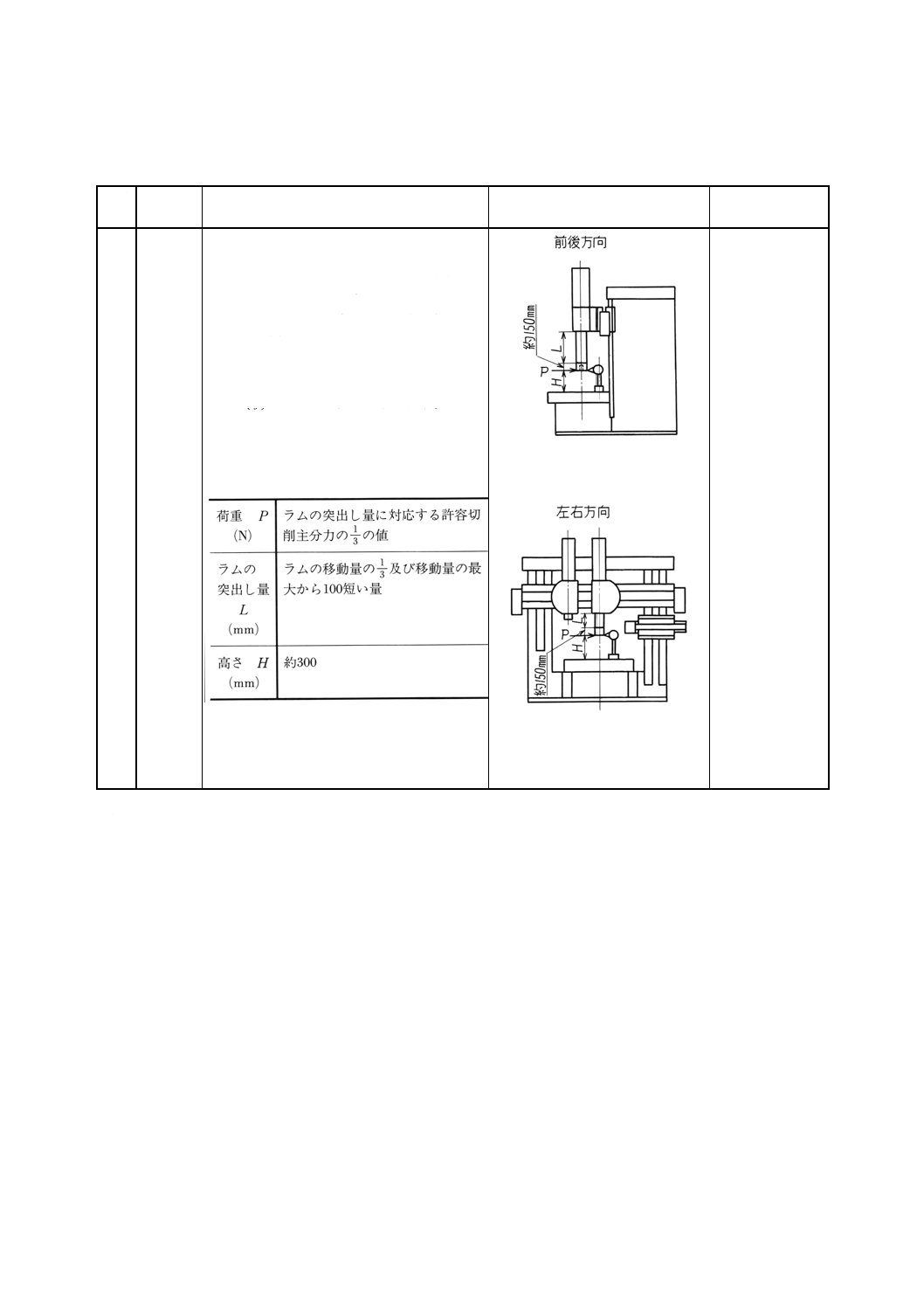
1
正面刃物
台の剛性
(1)
正面刃物台のラムをテーブルのほぼ中
心に置き,表に示すラムの突出し量
(L),テーブル上面からの高さ (H) の位
置においてテーブルとラムに取り付け
たバイトホルダとの間に前後方向に荷
重 (P) を加えたときの,ラムの下端と
テーブルとの相対変位を測定する。
5-24
(2) 左右方向については,同じ位置に荷重
(3P)を加えて同様の試験を行う。
(3) 荷重 (P),ラムの突出し量 (L) 及びテ
ーブル上面からの高さ (H) は次の表
による。
表
(4)
(5)
刃物台及びラムは締め付けた状態とす
る。
この試験は,正面刃物台が複数個ある
場合はそれぞれについて行う。
備考 同一設計の機械の剛性試験は,代表的な1台について行った試験結果で代表させ,ほかのものについては省
略してもよい。
31
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号 試験項目
測定方法
測定方法図
JIS B 6201の4.の
引用試験番号
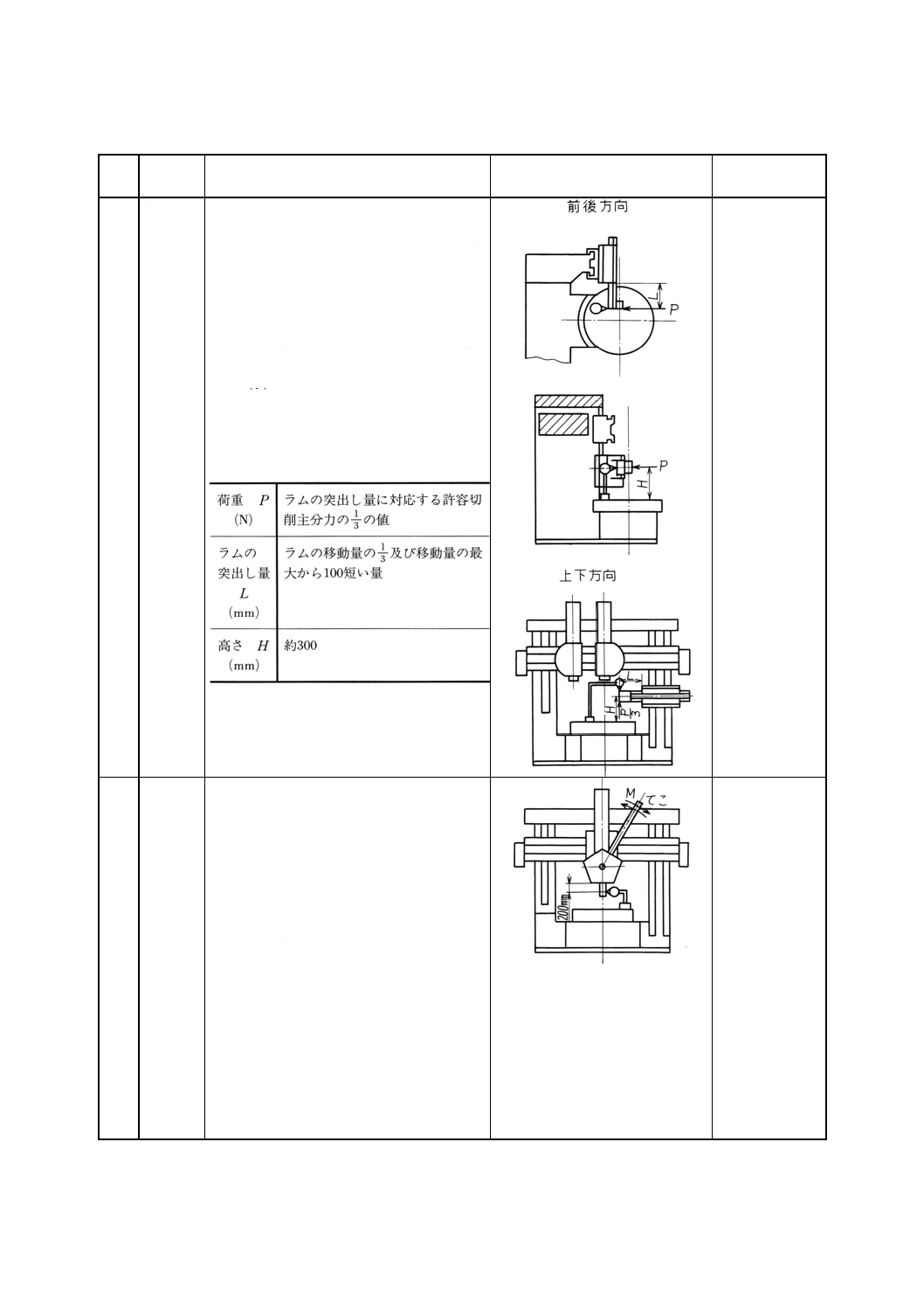
2
横刃物台
の剛性
(1)
(2)
(3)
横刃物台のラムを,表に示す突出し量
(L),テーブル上面からラム中心線まで
の高さ (H) の位置に置いて,テーブル
とラムに取り付けたバイトホルダとの
間に前後方向に荷重 (P) を加えたと
きのラムの前端とテーブルとの相対変
位を測定する。
上下方向については,同じ位置に荷重
(3P) を加えて同様の試験を行う。
荷重 (P),ラムの突出し量 (L) 及びテ
ーブル上面からの高さ (H) は次の表
による。
表
5-23
5-24
(4) 刃物台及びラムは,締め付けた状態と
する。
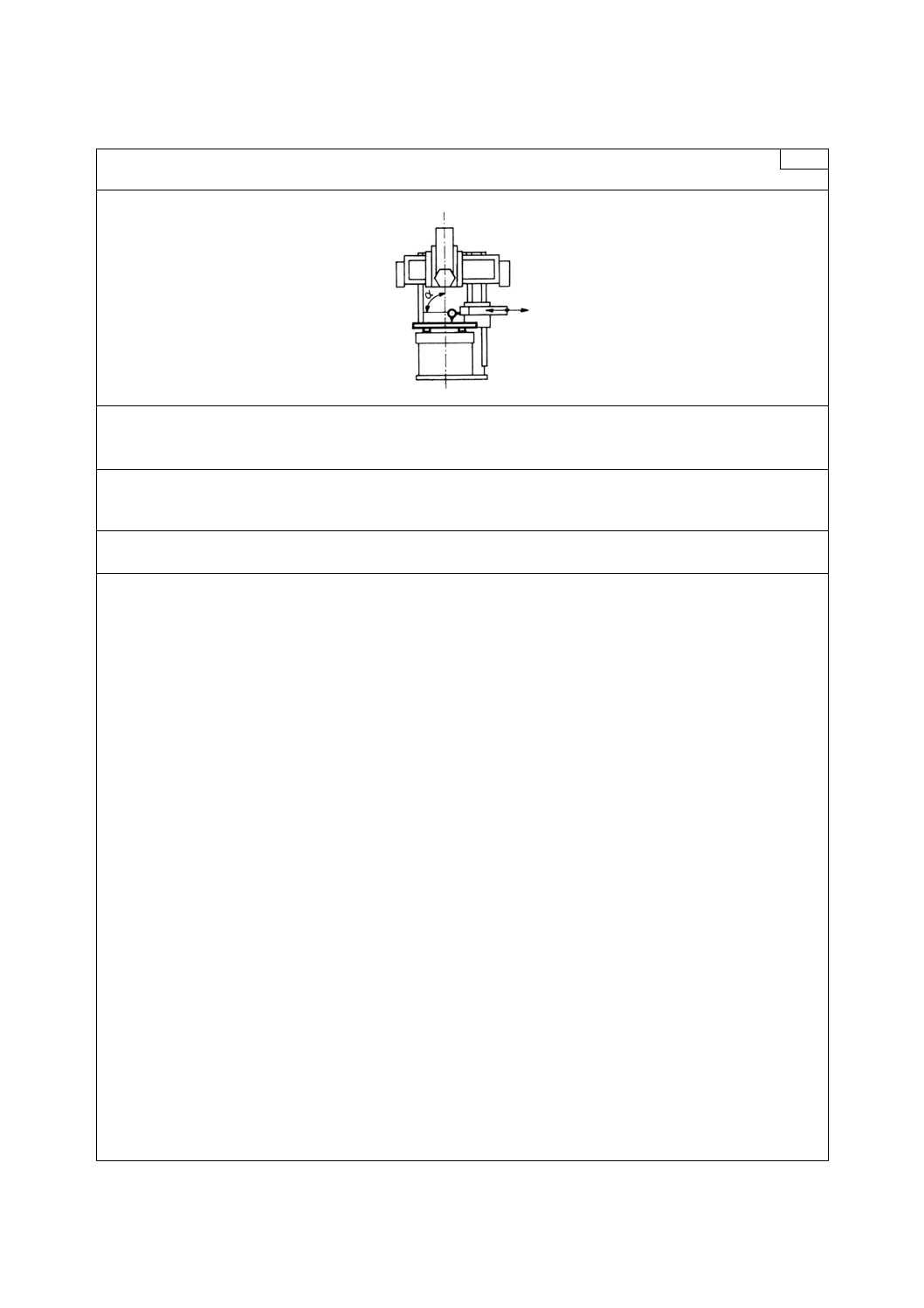
3
タレット
の剛性
(1)
(2)
(3)
(4)
タレットスライドを突出し量零の位置
に置き,タレットを割り出してクラン
プし,測定方法図に示すようにタレッ
トにテストバーを取り付け,定置した
(例えばテーブル上に)ダイヤルゲー
ジをこれに当てる。
タレットに別に付けたてこによって,
タレットに正規の旋回方向及びこれと
反対方向のモーメント (M) を加えた
ときのダイヤルゲージの読みの差を測
定する。
タレットの下面からテストインジケー
タまでの距離は200mmとし,てこによ
ってタレットに加えるモーメントの大
きさは次の値とする。
M=100N・m
この試験は,タレットの各割出し位置
について行う。
5-32
32
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
立て施盤−精度検査JIS原案作成委員会 構成表
整合化推進委員会
氏名
所属
(委員長)
伊 達 隆 夫
東芝機械株式会社
(委員)
鈴 木 義 光
株式会社牧野フライス製作所
吉 田 嘉太郎
千葉大学
米 谷 周
株式会社森精機製作所
井 上 洋 一
日立精機株式会社
馬 場 修
オークマ株式会社
龍 江 義 孝
工業技術院機械技術研究所
光 岡 豊 一
東京科学電子工業専門学校
米 田 孝 夫
豊田工機株式会社
榎 本 稔
豊田工機株式会社
大 泉 忠 夫
株式会社牧野フライス製作所
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
(事務局)
岡 安 英 雄
社団法人日本工作機械工業会
八 賀 聰 一
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
機械関連分科会
氏名
所属
(委員長)
吉 田 嘉太郎
千葉大学
(委員)
堤 正 臣
東京農工大学
上 野 滋
機械振興協会技術研究所
清 水 伸 二
上智大学
青 山 藤詞郎
慶應義塾大学
西 田 修 三
元社団法人日本工作機械工業会
伊 沢 元 雄
三井精機工業株式会社
戸 川 悟
日立精機株式会社
山 内 政 行
大阪機工株式会社
槙 山 和 臣
東芝機械株式会社
米 谷 周
株式会社森精機製作所
丸 山 敏 男
豊田工機株式会社
水 野 脩
株式会社カシフジ
中 村 晋 哉
日本精工株式会社
竹 森 謙 三
株式会社荏原製作所
江 草 友 良
NTN株式会社
岡 田 直 人
トヨタ自動車株式会社
橋 本 繁 晴
財団法人日本規格協会
高 橋 豊
研究員
武 野 仲 勝
研究員
(事務局)
大 槻 文 芳
社団法人日本工作機械工業会
松 本 将
社団法人日本工作機械工業会
田 仁 哲
社団法人日本工作機械工業会
33
B 6223 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
施盤WG
氏名
所属
(委員長)
戸 川 悟
日立精機株式会社
(委員)
一 村 和 雄
オークマ株式会社
土 屋 貴 之
株式会社ミヤノ
前 田 憲 秀
株式会社森精機製作所
長 沼 典 夫
ヤマザキマザック株式会社
(事務局)
大 槻 文 芳
社団法人日本工作機械工業会
松 本 将
社団法人日本工作機械工業会