B 6220:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 機械各部及び座標軸の名称 ································································································· 1
4 一般事項························································································································· 2
4.1 測定単位 ······················································································································ 2
4.2 JIS B 6190-2及びJIS B 6191の参照 ··················································································· 3
4.3 検査の順序 ··················································································································· 3
4.4 実施する検査 ················································································································ 3
4.5 測定器 ························································································································· 3
4.6 工作精度検査 ················································································································ 3
4.7 最小許容値 ··················································································································· 3
5 静的精度検査 ··················································································································· 4
5.1 といし車修正装置 ·········································································································· 4
5.2 調整車修正装置 ············································································································· 5
5.3 ワークレスト ················································································································ 6
5.4 といし車軸 ··················································································································· 7
5.5 調整車軸 ······················································································································ 8
6 工作精度検査 ··················································································································· 9
6.1 送込み研削 ··················································································································· 9
6.2 通し研削 ····················································································································· 10
7 位置決め精度 ·················································································································· 11
7.1 手動又は自動(数値制御によらない)直進軸 ······································································ 11
7.2 数値制御による直進軸 ··································································································· 12
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 15
B 6220:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本工作
機械工業会(JMTBA)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS B 6220:1999は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
B 6220:2010
心なし円筒研削盤−精度検査
External cylindrical centreless grinding machines-Test of the accuracy
序文
この規格は,2004年に第3版として発行されたISO 3875を基とし,規格利用者の理解を助けるため,
技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,JIS B 6190-2及びJIS B 6191に基づき,普通精度のはん(汎)用心なし円筒研削盤の静的
精度,工作精度及び位置決め精度の検査条件,並びにそれぞれに対応する許容値について規定する。
この規格は,機械の精度検査だけを取り扱う。通常,精度検査の前に行われる,機械の運転試験(振動,
異常騒音,運動部品のスティック・スリップなど)及び機械の特性試験(といし軸回転速度,送り速度な
ど)には適用しない。
この規格は,JIS B 6310を参照し,機械各部及び座標軸の名称についても規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3875:2004,Machine tools−Test conditions for external cylindrical centreless grinding machines
−Testing of the accuracy(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,記載の年の版を適用し,その後の改正版(追補を含む。)は適用しない。
JIS B 6190-2:2008 工作機械試験方法通則−第2部:数値制御による位置決め精度試験
注記 対応国際規格:ISO 230-2:2006,Test code for machine tools−Part 2: Determination of accuracy and
repeatability of positioning numerically controlled axes(IDT)
JIS B 6191:1999 工作機械−静的精度試験方法及び工作精度試験方法通則
注記 対応国際規格:ISO 230-1:1996,Test code for machine tools−Part 1: Geometric accuracy of
machines operating under no-load or finishing conditions(MOD)
3
機械各部及び座標軸の名称
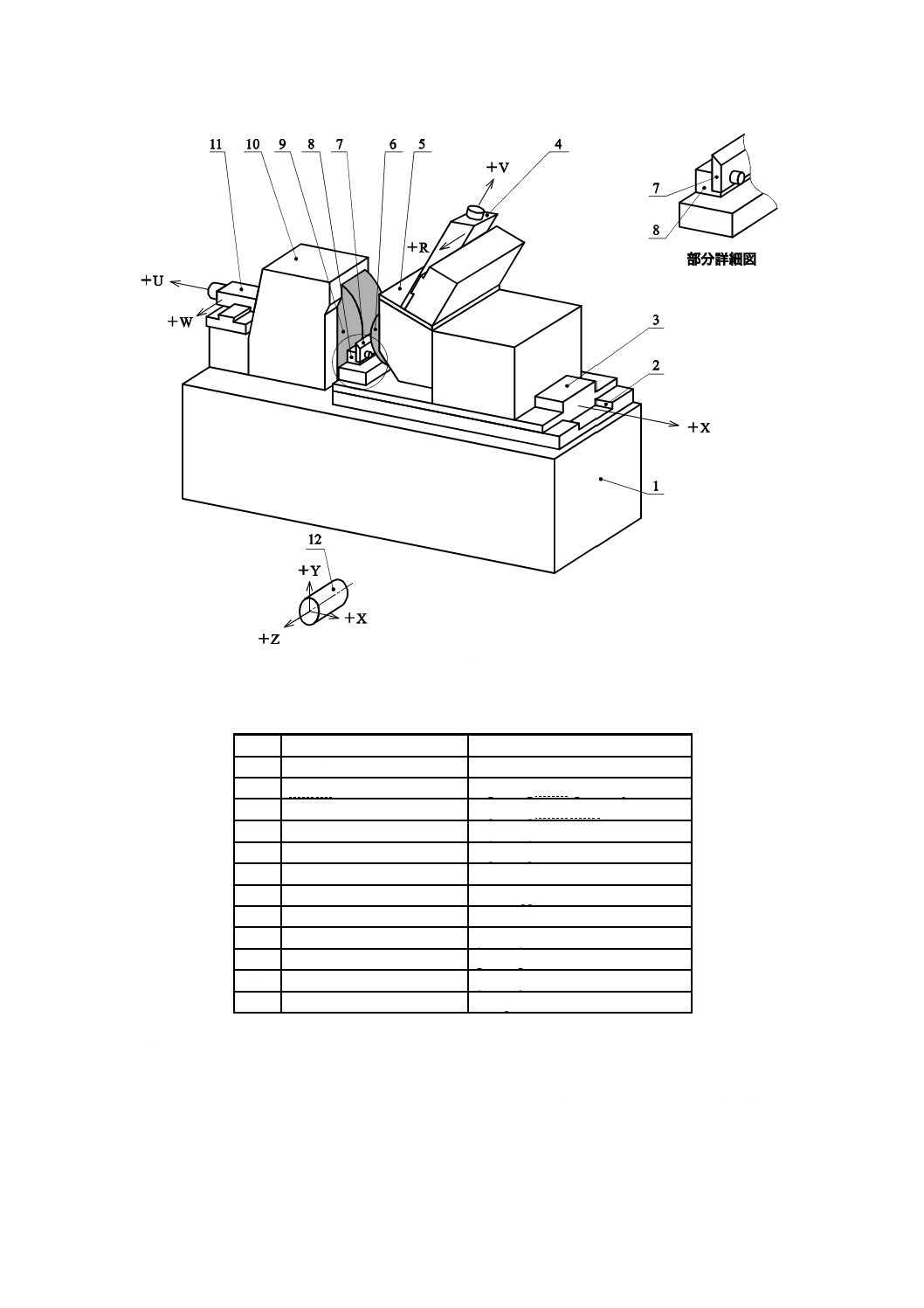
この規格で用いる機械各部及び座標軸の名称は,次による(図1及び表1参照)。
2
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−心なし円筒研削盤の例
表1−名称(図1参照)
番号
名称
対応英語(参考)
1
ベッド
bed
2
調整車案内面
regulating wheel guideway
3
調整車スライド
regulating wheel slide
4
調整車修正装置
regulating wheel dresser
5
調整車頭
regulating wheelhead
6
調整車
regulating wheel
7
工作物支持刃
work support blade
8
ワークレスト
work rest
9
といし車
grinding wheel
10
といし車頭
grinding wheelhead
11
といし車修正装置
grinding wheel dresser
12
工作物
workpiece
4
一般事項
4.1
測定単位
この規格では,すべての長さ寸法,偏差及び対応する許容値の単位は,ミリメートル(mm)で表す。
角度寸法は,度(°)で表し,角度の偏差及び許容値は,通常,長さの比で表すが,場合によってはマイ
クロラジアン(μrad)又は秒( ″ )で表してもよい。ただし,これらの間には,次の関係がある。
3
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
0.010/1 000=10×10−6=10 μrad≒2″
4.2
JIS B 6190-2及びJIS B 6191の参照
この規格を適用するために,特に検査する前の機械の据付け,主軸及び他の運動部品の暖機運転,測定
方法の説明,並びに測定器の推奨精度については,JIS B 6190-2及びJIS B 6191を参照しなければならな
い。
各検査事項の測定手順欄には,その検査に関係するJIS B 6190-2又はJIS B 6191の細分箇条番号を併せ
て示す。
4.3
検査の順序
この規格に示す検査の順序は,実際の検査の順序を決めるものではない。測定器の取付け及び測定が容
易にできるように,検査はどのような順序で行ってもよい。
4.4
実施する検査
機械を検査するときは,必ずしもこの規格に規定するすべての検査を行う必要はない。この検査が受渡
しのために必要なとき,使用者は,製造業者との協定に基づいて関心のある機械の構成要素及び/又は特
性に関係する検査事項を選択してもよい。検査事項は,機械を発注するときに明確にしなければならない。
実施する検査事項の指定がなく,また,検査に要する経費についての協定もない場合には,この規格を
受取検査に引用するだけでは,受渡当事者間を拘束することにならない。
4.5
測定器
検査事項の測定器欄に示す測定器は,例として示す。同じ物理量を測定でき,少なくとも同じ精度をも
っている他の測定器を用いてもよい。変位計の目量は,0.001 mm又はそれ以下でなければならない。
4.6
工作精度検査
工作精度検査は,仕上げ研削だけで行わなければならない。荒研削は,かなりの研削抵抗を発生させる
ので,避けなければならない。
4.7
最小許容値
この規格で規定している測定長さと異なる長さで許容値を決定する場合には(JIS B 6191の2.311参照),
許容値の最小値が0.002 mmであることを考慮する。
4
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
静的精度検査
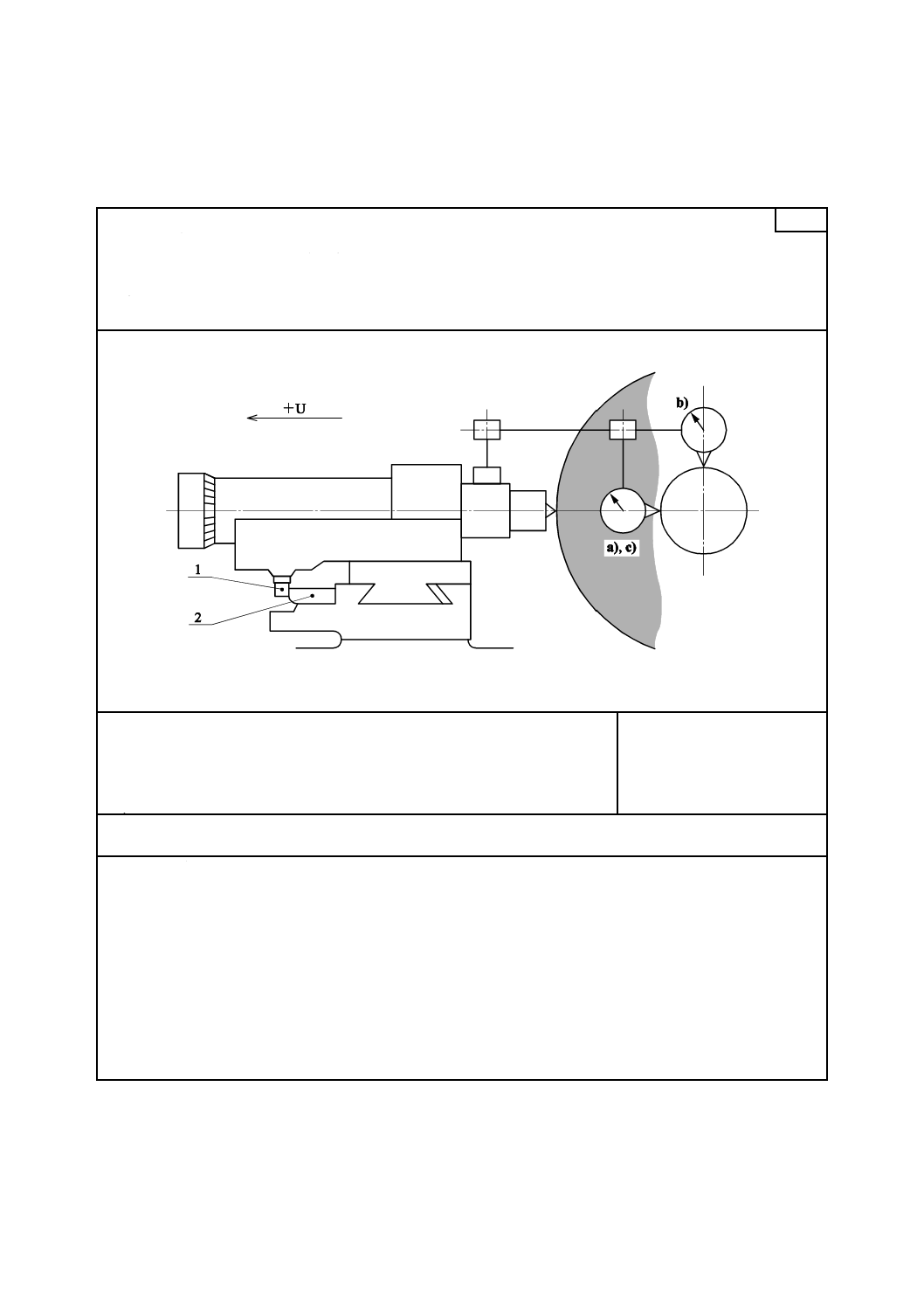
5.1
といし車修正装置
検査事項
といし車修正装置運動の検査
a) 作用面内における運動の真直度
b) 作用面に垂直な平面内におけるといし軸中心線と運動との平行度
c) 作用面内における研削といし主軸中心線と運動との平行度
注記 c)は,といし車修正装置及び倣い機構をもつ機械について行う。
G1
測定方法図
1 倣いピン
2 マスタテンプレート
許容値
測定長さ300について,
a) 0.005
b) 0.10
c) 0.03
測定値
a)
b)
c)
測定器
変位計,テストバー及びマスタテンプレート
測定手順及びJIS B 6191の参照箇条
5.232.1,5.233.1及び5.422.3
変位計は,といし車修正装置上に取り付け,その測定子は,研削といし軸に挿入したテストバーに,a),c)作用
面内及びb)作用面に直角な面内で当てる。
といし車修正装置は,W軸方向に通常の作業送り速度で運動させる。測定長さは,研削といし車の最大幅と等し
くする。
機械が倣い機構をもっている場合には,倣いピンは,通常の作業圧力(製造業者が指定する。)でマスタテンプレ
ートに押し当てる。
a)及びc)の許容値は,ダイヤモンドの切り刃位置での値である。
この測定方法では,修正機構のもつ誤差のすべてを含む。
5
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
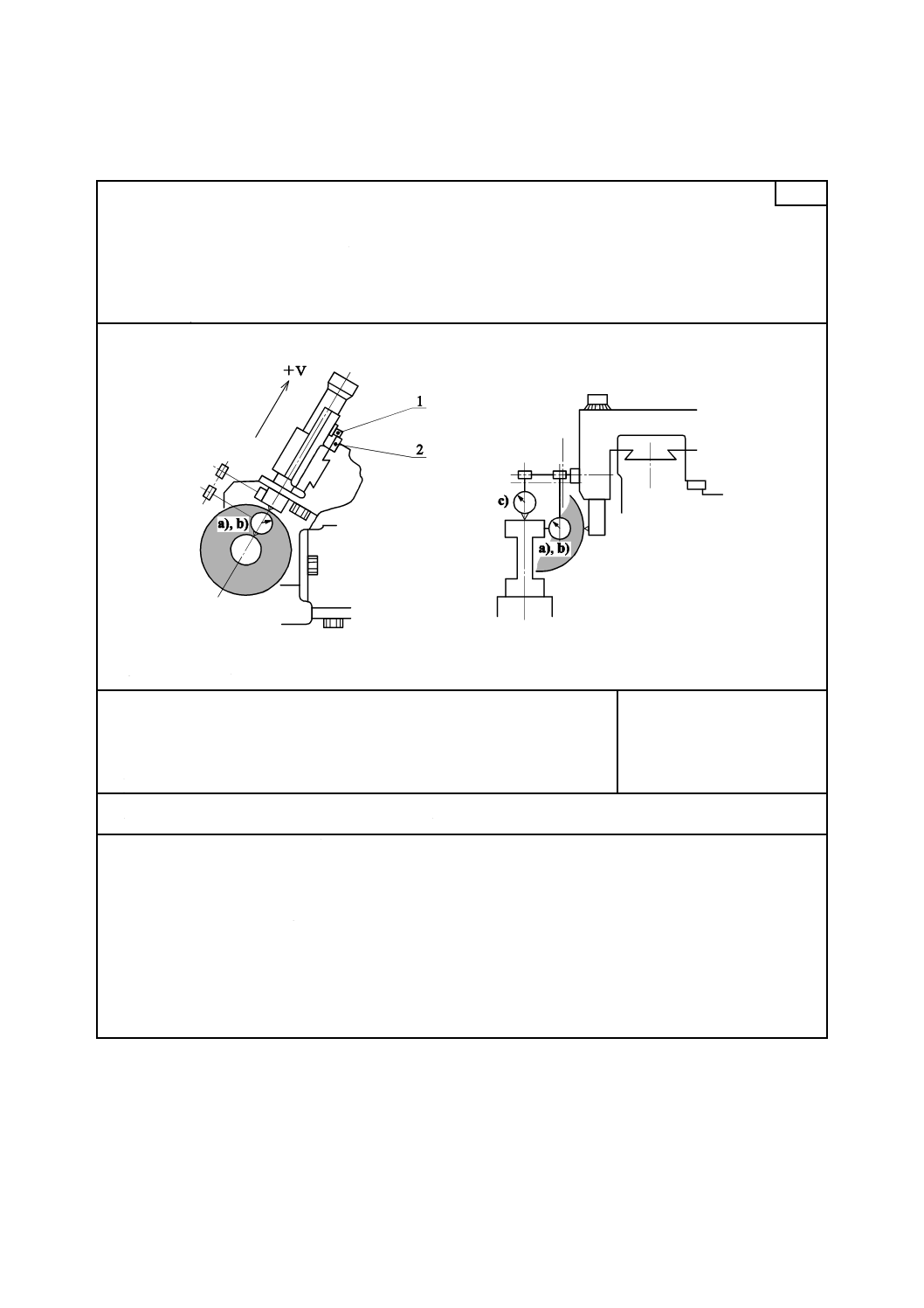
5.2
調整車修正装置
検査事項
調整車修正装置運動の検査
a) 作用面内における運動の真直度
b) 作用面内における調整車軸中心線と運動との平行度
c) 工作物支持刃上面と運動との平行度
注記1 b)は,調整車修正装置及び倣い機構をもつ機械について行う。
注記2 c)は,垂直面内で傾斜スライドをもたない機械について行う。
G2
測定方法図
1 倣いピン
2 マスタテンプレート
許容値
測定長さ300について,
a) 0.005
b) 0.03
c) 0.10
測定値
a)
b)
c)
測定器
変位計,テストバー,マスタテンプレート及び直定規
測定手順及びJIS B 6191の参照箇条
5.232.1,5.233.1及び5.422.3
変位計は,調整車修正装置に取り付け,その測定子は,a),c)作用面内及びb)作用面に直角な面内で調整車軸に
取り付けたテストバー又は直定規に当てる。
調整車修正装置は,R軸方向に通常の作業送り速度で運動させる。測定長さは,調整車の最大幅と等しくする。
機械が倣い機構をもっている場合には,倣いピンは,通常の作業圧力(製造業者が指定)でマスタテンプレート
に押し当てる。
a)及びb)の許容値は,ダイヤモンドの切れ刃位置での値である。
この測定方法では,修正機構のもつ誤差のすべてを含む。
6
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
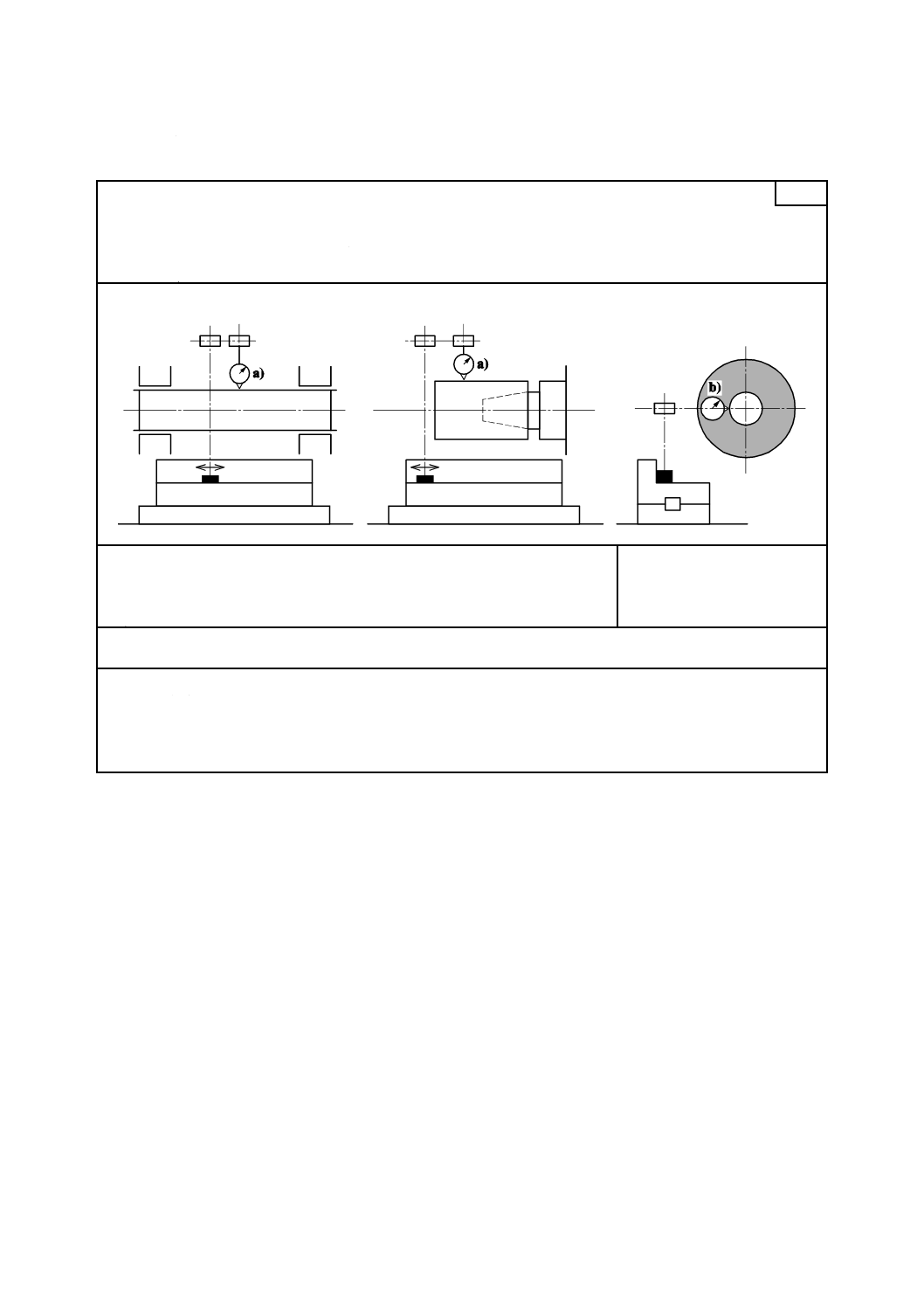
5.3
ワークレスト
検査事項
平行度の検査
a) 垂直面内におけるといし軸中心線とワークレストの工作物支持刃取付面(底面)との平行度
b) 水平面内における調整車軸中心線とワークレストの工作物支持刃取付面(側面)との平行度
注記 b)は,工作物支持刃,といし修正装置及び倣い機構をもつ機械について行う。
G3
測定方法図
許容値
測定長さ300について,
a) 0.05
b) 0.03
測定値
a)
b)
測定器
変位計及びテストバー
測定手順及びJIS B 6191の参照箇条
5.412.1及び5.412.4
変位計は,工作物支持刃取付面上に置き,測定子をテストバーに当て,取付面(側面)に押し当てながら移動さ
せる。
7
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
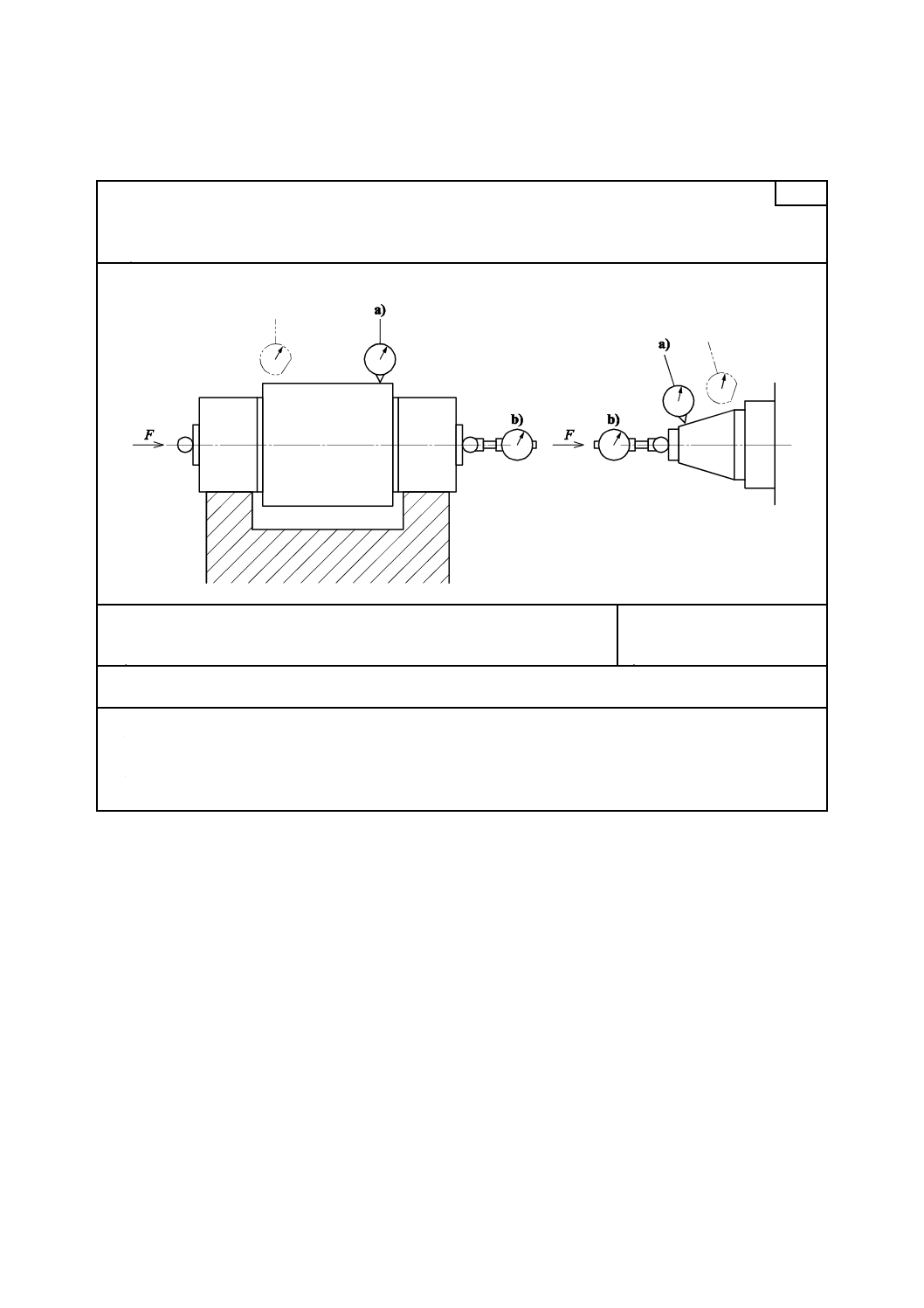
5.4
といし車軸
検査事項
といし車軸の振れの検査
a) 振れ(といし車を取り付ける円筒面又はテーパ面)
b) 周期的な軸方向の動き
G4
測定方法図
許容値
a) 変位計を当てた2か所で 0.005
b) 0.008
測定値
a)
b)
測定器
変位計
測定手順及びJIS B 6191の参照箇条
a) 5.612.2 変位計の測定子は,検査する面に直角に当てる。
振れの測定は,といし車を取り付ける円すい面又は円筒面の両端で行わなければならない。
b) 5.622.1及び5.622.2 軸方向にかける力Fの値及び方向は,製造業者が指定する。
軸方向に予圧をかけた軸受を用いている場合には,力Fをかけなくてもよい。
8
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
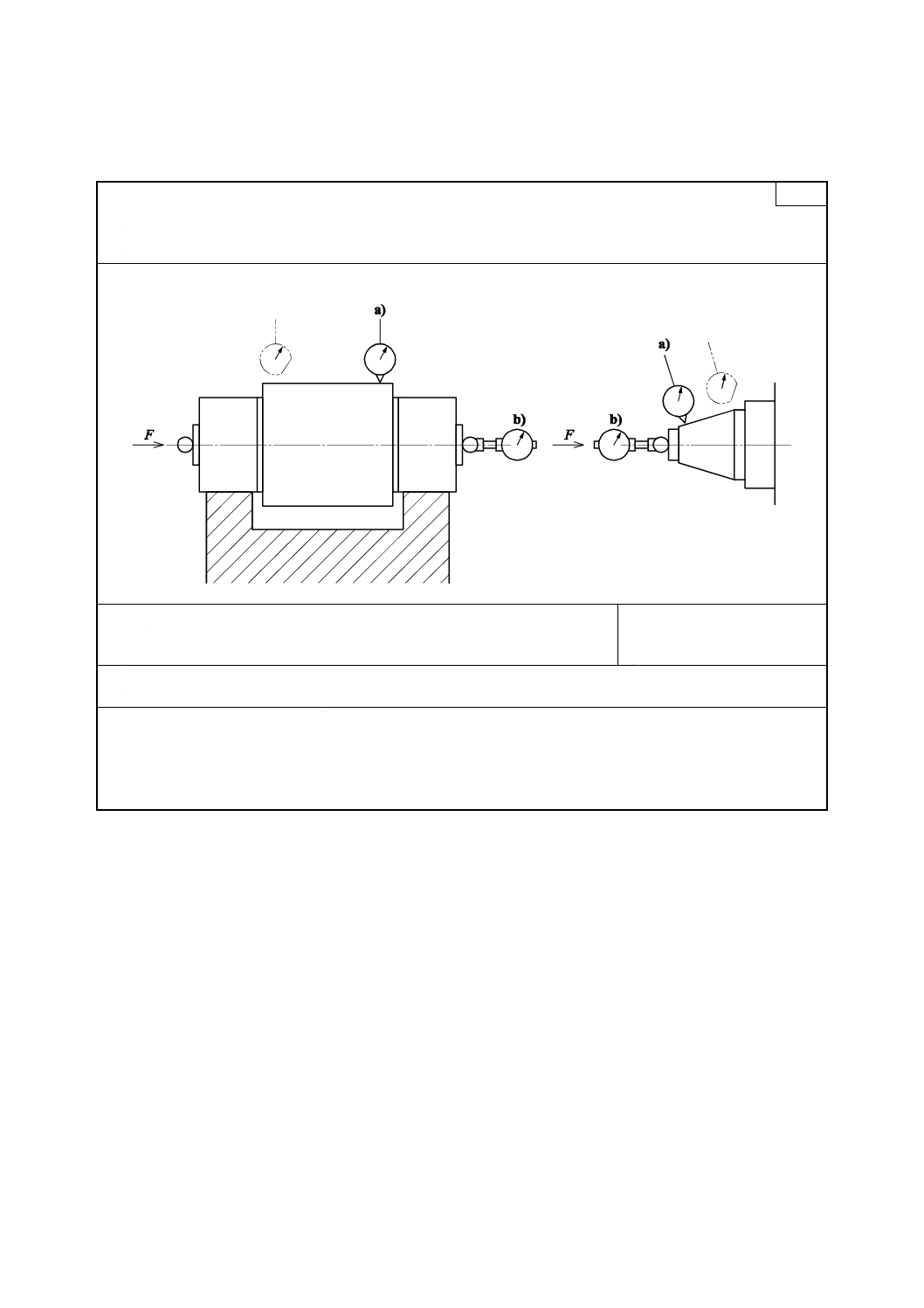
5.5
調整車軸
検査事項
調整車軸の振れの検査
a) 振れ(調整車を取り付ける円筒面又はテーパ面)
b) 周期的な軸方向の動き
G5
測定方法図
許容値
a) 変位計を当てた2か所で 0.005
b) 0.01
測定値
a)
b)
測定器
変位計
測定手順及びJIS B 6191の参照箇条
a) 5.612.2 変位計の測定子は,検査する面に直角に当てる。
振れの測定は,調整車を取り付ける円すい面又は円筒面の両端で行わなければならない。
b) 5.622.1及び5.622.2 軸方向にかける力Fの値及び方向は,製造業者が指定する。
軸方向に予圧をかけた軸受を用いている場合には,力Fをかけなくてもよい。
9
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
工作精度検査
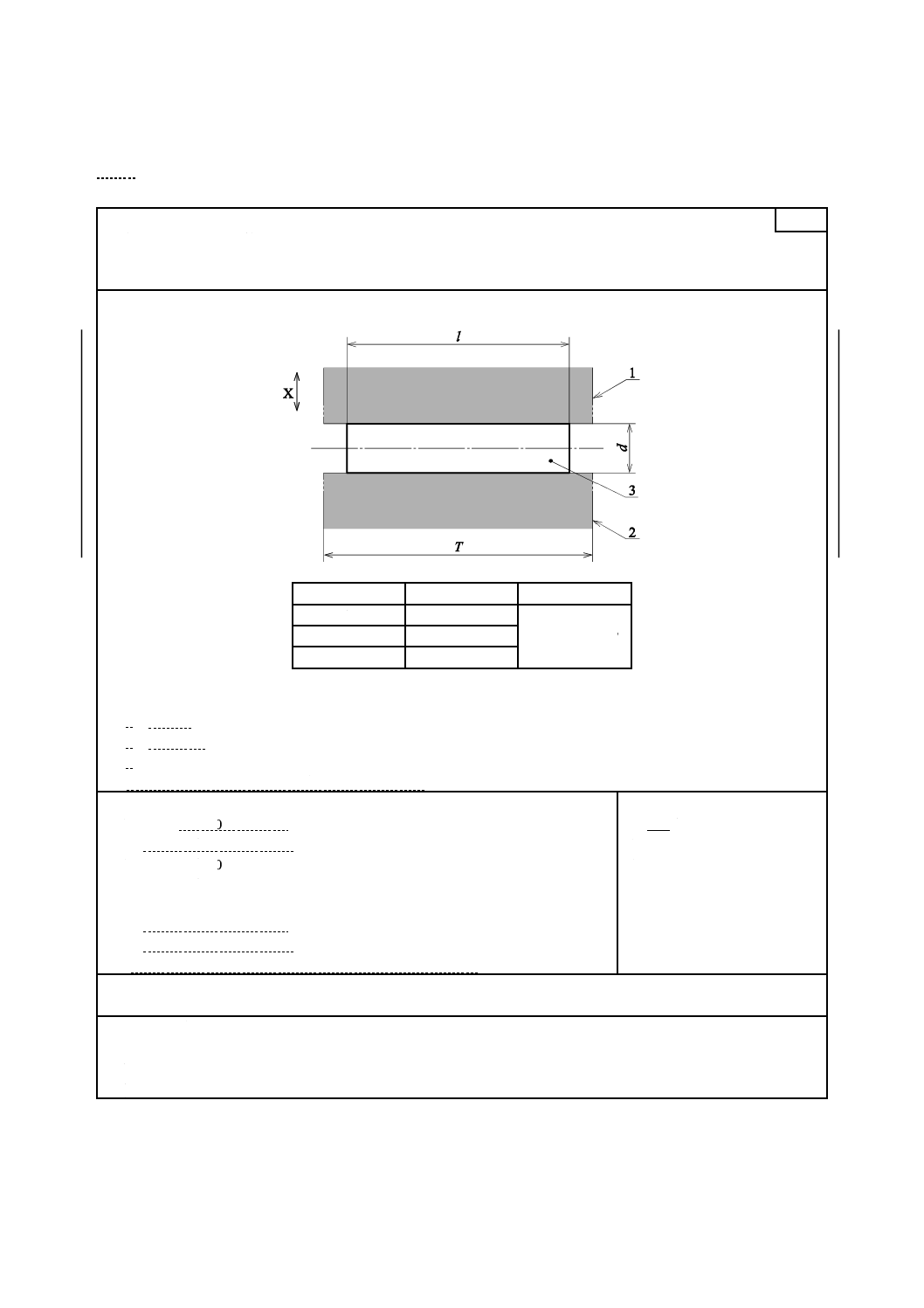
6.1
送込み研削
検査事項
送込み研削による円筒工作物の加工
a) 真円度
b) 加工直径の一様性
M1
測定方法図
T
d
l
T≦100
15
100<T≦200
20
0.6T≦l≦0.9T
T>200
30
工作物材料:鋼
1 調整車
2 といし車
3 工作物
l:工作物長さ,d:工作物直径,T:といし車幅
許容値
a) T≦200 0.002
200<T≦500 0.003*
b) T≦100 0.002
100<T≦200 0.003
200<T≦300 0.004
300<T≦400 0.006
400<T≦500 0.008*
注*
Tが500を超えるものについては,適用しない。
測定値
T= について
a)
b)
測定器
真円度測定器及びマイクロメータ
測定手順及びJIS B 6191の参照箇条
4.1,4.2,6.6及び6.8
a) 真円度の検査は,試験片の数箇所の位置で行い,測定値の最大値を記録する。
b) 加工直径の一様性の測定は,一つの軸断面内で行わなければならない。
10
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
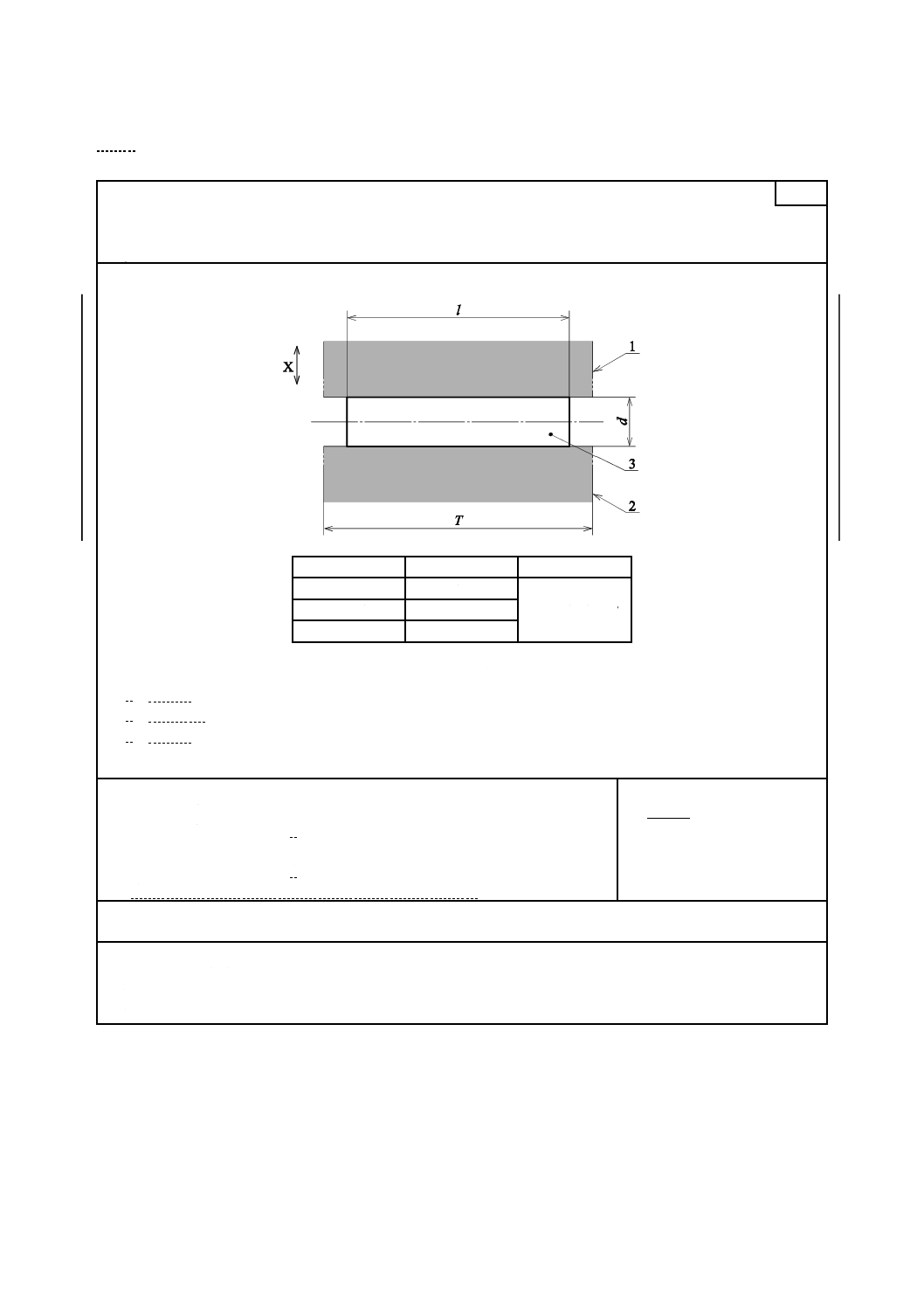
6.2
通し研削
検査事項
通し研削による円筒工作物の加工
a) 真円度
b) 加工直径の一様性
M2
測定方法図
T
d
l
T≦100
15
100<T≦200
20
0.3T≦l≦0.5T
T>200
30
工作物材料:鋼
1 調整車
2 といし車
3 工作物
l:工作物長さ,d:工作物直径,T:といし車幅
許容値
a) T≦200
0.002
200<T≦500
0.003*
b) T≦200
0.002
200<T≦500
0.003*
注*
Tが500を超えるものについては,適用しない。
測定値
T= について
a)
b)
測定器
真円度測定器及びマイクロメータ
測定手順及びJIS B 6191の参照箇条
4.1,4.2,6.6及び6.8
a) 真円度の検査は,試験片の数箇所の位置で行い,測定値の最大値を記録する。
b) 加工直径の一様性の測定は,一つの軸断面内で行わなければならない。
11
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
位置決め精度
7.1
手動又は自動(数値制御によらない)直進軸
検査事項
調整車頭の仕上げ送り停止位置の繰返し精度
注記 検査は,送込み研削作業のできる機械について行う。
P1
測定方法図
許容値
0.002
測定値
測定器
変位計
測定手順及びJIS B 6191の参照箇条
2.322.11
調整車頭の位置決めの繰返し精度は,早送り後,仕上げ送りで位置決めを繰り返し5回行って,測定する。
5回の読みの最大差を記録する。
12
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
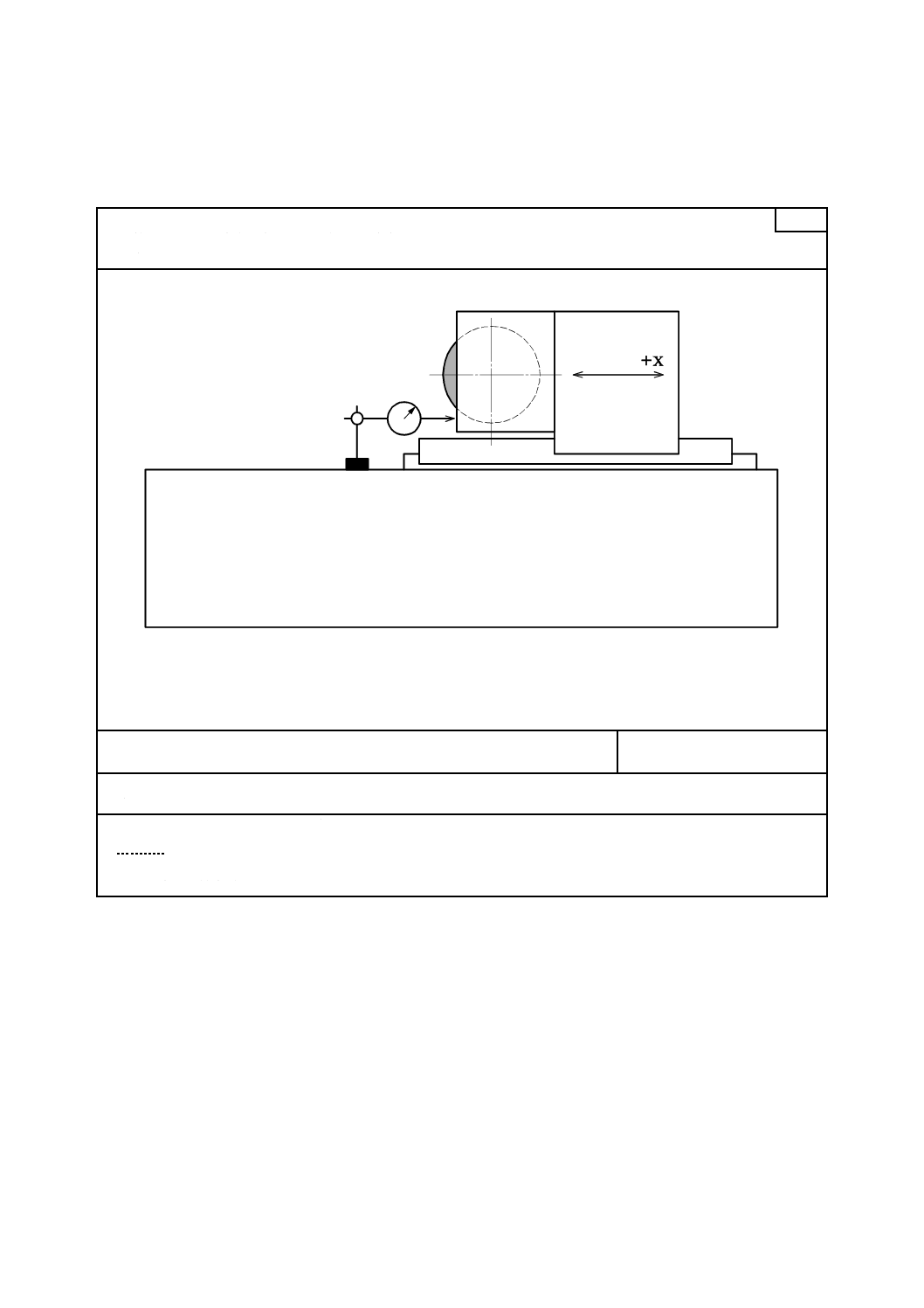
7.2
数値制御による直進軸
検査事項
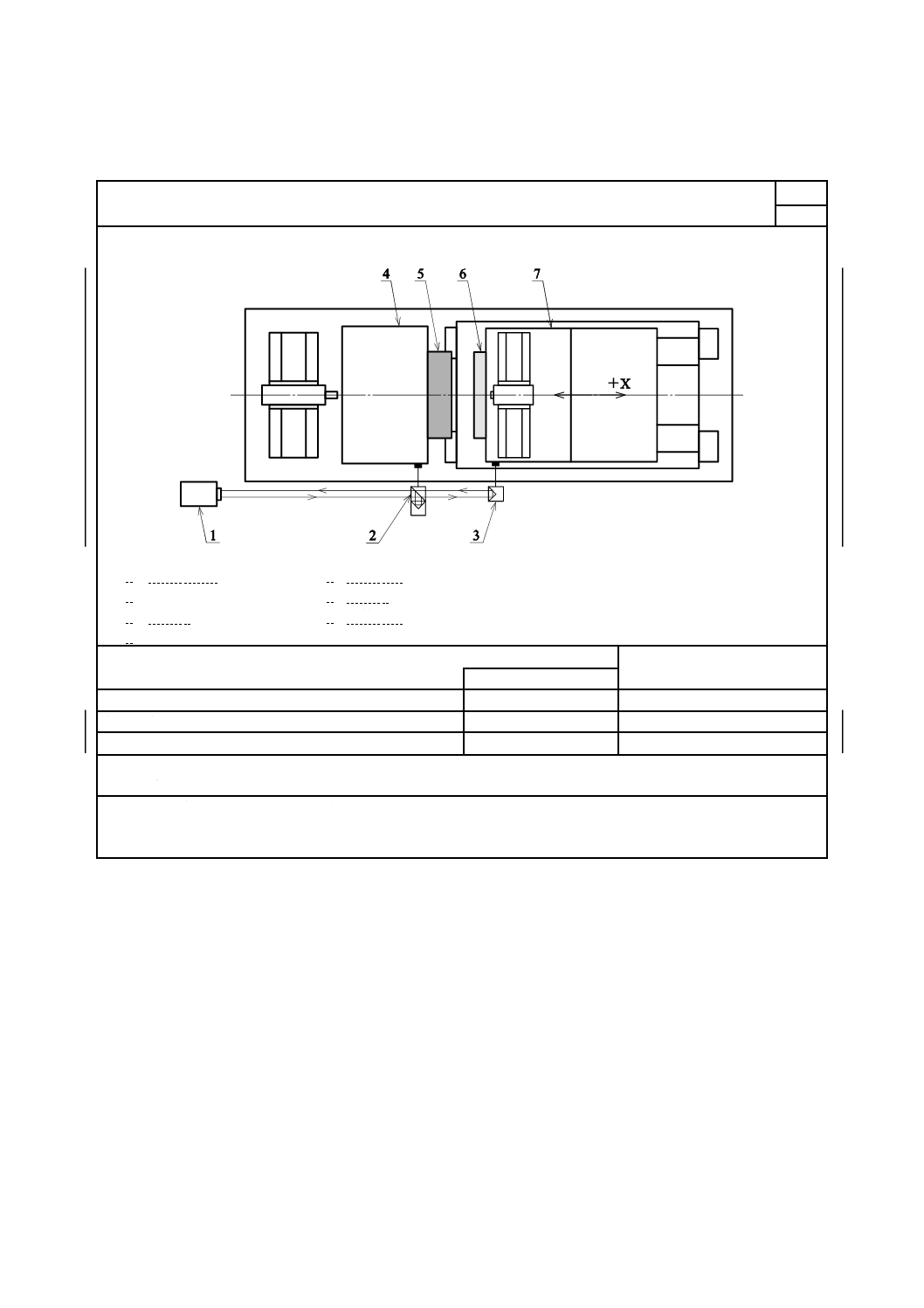
数値制御による調整車頭のX軸運動の位置決め精度の検査
P2
測定方法図
1 レーザ光源
5 といし車
2 干渉計
6 調整車
3 反射鏡
7 調整車頭
4 といし車頭
許容値
測定値
測定長さ L≦200
軸の一方向位置決めの正確さ
A↑
0.016
軸の一方向位置決めの系統偏差
E↑
0.008
軸の一方向位置決めの繰返し性
R↑
0.006
測定器
レーザ測長器,リニアゲージ,又はリニアスケール
測定手順及びJIS B 6190-2の参照箇条
箇条3,箇条4及び箇条7
工具位置と工作物位置との相対測定を行わなければならない。
13
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
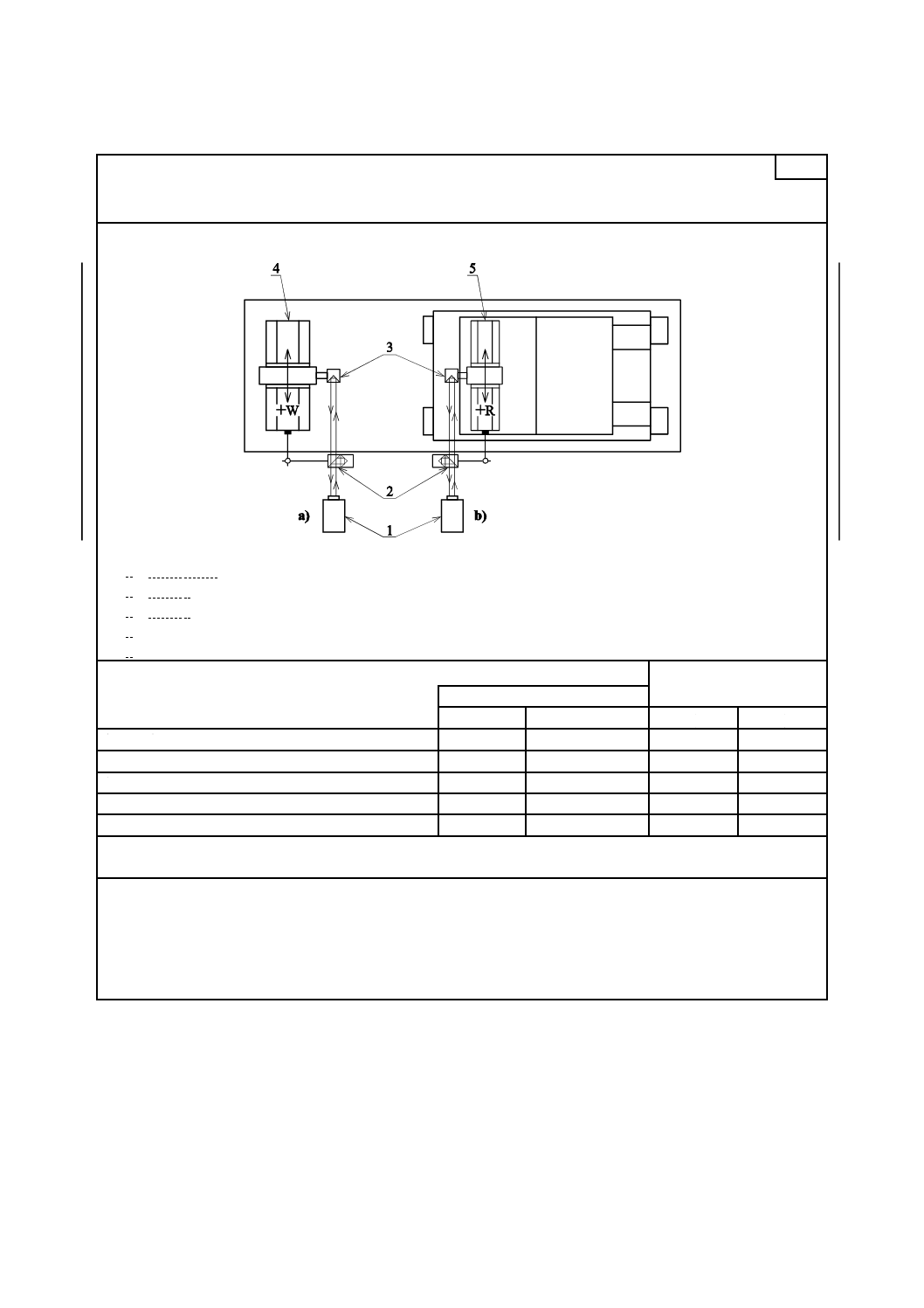
検査事項
a) といし車修正装置のW軸運動
b) 調整車修正装置のR軸運動
P3
測定方法図
1 レーザ光源
2 干渉計
3 反射鏡
4 といし車修正装置
5 調整車修正装置
許容値
測定値
測定長さ L
L≦500
500<L≦1 000
a)
b)
軸の一方向位置決めの正確さ
A↑
0.016
0.020
軸の両方向位置決めの系統偏差
E
0.016
0.020
軸の一方向位置決めの系統偏差
E↑及びE↓
0.008
0.010
軸の平均両方向位置決め偏差
M
0.008
0.010
軸の一方向位置決めの繰返し性
R↑及びR↓
0.008
0.010
測定器
レーザ測長器又はリニアスケール
測定手順及びJIS B 6190-2の参照箇条
箇条3,箇条4及び箇条7
これらの修正装置の運動が据付け前後で同じ運動をする場合には,測定は,機械を据え付ける前に行ってもよい。
注記 これら二つの測定は,通常は,a)といし車修正装置と,といし車との間,及びb)調整車修正装置と調整
車との間で行うのが望ましいが,光学系測定器の機械への取付けが難しいので,測定方法図は光学系測
定器の例だけを示している。
14
B 6220:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
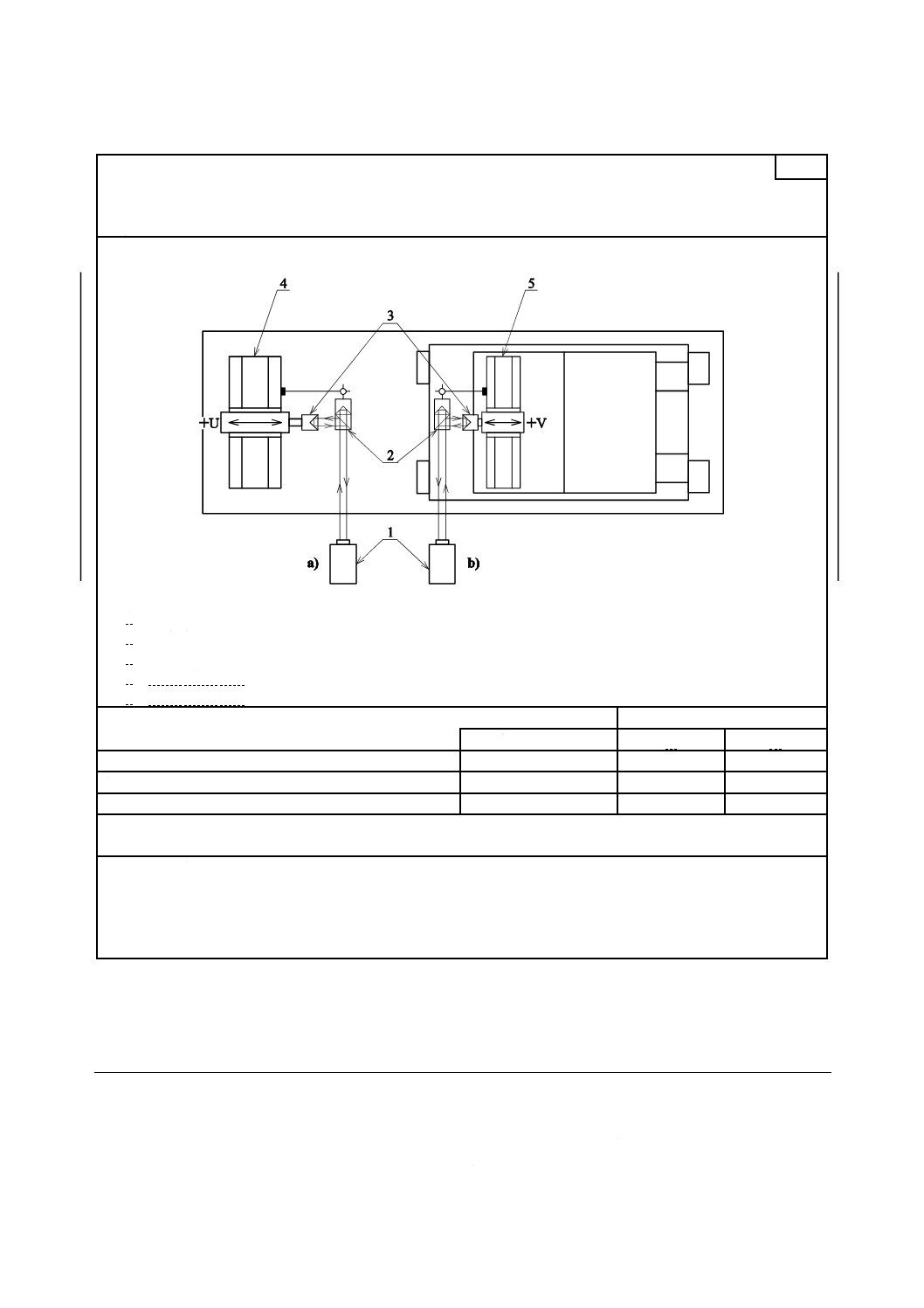
検査事項
数値制御による修正装置の位置決め精度
a) といし車修正装置のU軸運動
b) 調整車修正装置のV軸運動
P4
測定方法図
1 レーザ光源
2 干渉計
3 反射鏡
4 といし修正装置
5 調整車修正装置
許容値
測定値
測定長さ L≦200
a)
b)
軸の一方向位置決めの正確さ
A↑
0.016
軸の一方向位置決めの系統偏差
E↑
0.008
軸の一方向位置決めの繰返し性
R↑
0.006
測定器
レーザ測長器,デジタル変位計,又は標準尺及び読取り器
測定手順及びJIS B 6190-2の参照箇条
箇条3,箇条4及び箇条7
注記 これら二つの測定は,通常は,a)といし車修正装置と,といし車との間,及びb)調整車修正装置と調整
車との間で行うのが望ましいが,光学系測定器の機械への取付けが難しいので,測定方法図は光学系測
定器の例だけを示している。
参考文献 JIS B 6310:2003 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記
号
注記 対応国際規格 ISO 841:2001,Industrial automation systems and integration−Numerical
control of machines−Coordinate system and motion nomenclature(IDT)
15
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 6220:2010 心なし円筒研削盤−精度検査
ISO 3875:2004 Machine tools−Test conditions for external cylindrical centreless grinding
machines−Testing of the accuracy
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 機械各
部及び座
標軸の名
称
機械各部及び座標
軸の名称
3
JISとほぼ同じ
変更
表1の番号2の対応英語を
“regulating wheel guideway”,名称
を“調整車案内面”とし,番号3の
対応英語を“regulating wheel slide”,
名称を“調整車スライド”とした。
番号6“regulating wheel”に合わせて統一
した。ISOに修正提案を行う。また,番号
5“regulating wheelhead”については,JIS B
0106の改正の際,“調整車頭”の対応英語
を修正提案する。
4 一般事
項
4.1 測定単位
4.1
JISとほぼ同じ
追加
各単位表記“mm”,“°”,“μrad”,
“″”を追加
使用者の理解を助けるため追加した。
5 静的精
度検査
5.1 といし車修正装
置
5.1
JISとほぼ同じ
追加
G1測定手順に検査事項の細別番号
a),b)及びc)を追加
使用者の理解を助けるため追加した。
ISOに修正提案を行う。
5.2 調整車修正装置
5.2
JISとほぼ同じ
削除
測定方法図 キー 3番“alternative
type of machine”を削除
ここでは,表記の必要がないため削除し
た。
ISOに修正提案を行う。
追加
G2測定手順に対応する検査事項の
細別番号a),b)及びc)を追加
使用者の理解を助けるため追加した。
ISOに修正提案を行う。
6 工作精
度検査
工作精度検査
追加
細分箇条及び題名をM1に“6.1 送
込み研削”,M2に“6.2 通し研削”
と,それぞれ追加
使用者の理解を助けるため追加した。
ISOに修正提案を行う。
M1及びM2 測定方法図 キーの表
記を図1及び表1からの引用ではな
く,各検査ごとの表記に変更
使用者の理解を助けるため変更した。
ISOに修正提案を行う。
M1及びM2 測定方法図に“l:工作
物長さ,d:工作物直径,T:といし
車幅”の文を追加
使用者の理解を助けるため,記号の意味を
追加した。
2
B
6
2
2
0
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 工作精
度検査
(続き)
削除
M1及びM2 測定方法図の“NOTE"
を削除
キーの表記を表1からの引用ではなく,本
図独自のものに変更したため,削除した。
ISOに修正提案を行う。
6.1 送込み研削
−
JISとほぼ同じ
変更
M1 許容値のa)及びb)について,
a)
T≦200 0.002
200<T≦500 0.003*
b)
300<T≦400 0.006
400<T≦500 0.008*
と変更
ISO規格のa)では,といし車幅Tの範囲ご
との許容値を,b)ではTが300を超える場
合の許容値を明確に規定していないため,
国内の実情に合わせて許容値を変更した。
ISOに修正提案を行う。
追加
M1 許容値に“注* Tが500を超え
るものについては,適用しない。”
を追加
ISO規格では,といし車幅T=300までの
許容値しか規定していないため,上記の変
更と併せて,T>500の規定を注* として
追加した。
ISOに修正提案を行う。
M1 測定手順の参照細分箇条に“6.6
及び6.8”を追加
ISO規格の参照細分箇条が明らかに不足
しているため追加した。
ISOに修正提案を行う。
M1 測定手順に検査事項の細別符号
a)及びb)を追加
使用者の理解を助けるため追加した。
ISOに修正提案を行う。
6.2 通し研削
−
JISとほぼ同じ
追加
M2 許容値に“注* Tが500を超え
るものについては,適用しない。”
を追加
ISO規格では,といし車幅Tが500までの
許容値しか規定していないため,Tが500
より大きいときの扱いについて,注*とし
て追加した。ISOに修正提案を行う。
M2 測定手順の参照箇条に“6.6及び
6.8”を追加
ISO規格の参照細分箇条が明らかに不足
しているため追加した。
ISOに修正提案を行う。
M2 測定手順に検査事項の細別符号
a)及びb)を追加
使用者の理解を助けるため追加した。
ISOに修正提案を行う。
2
B
6
2
2
0
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 位置決
め精度
7.1 手動又は自動
(数値制御によら
ない)直進軸
7.1
JISとほぼ同じ
追加
P1 測定手順に参照細分箇条
“2.322.11”を追加
ISO規格には参照細分箇条がないため追
加した。
ISOに修正提案を行う。
7.2 数値制御による
直進軸
7.2
JISとほぼ同じ
変更
P2〜P4 測定方法図を変更
使用者の理解を助けるため変更した。
ISOに修正提案を行う。
P2〜P4 測定手順 参照箇条
G及びPの様式に合わせて,変更
規格内の様式を統一するため変更した。
ISOに修正提案を行う。
P2〜P4 許容値の記載の順を変更
ISO規格は,旧規格を引用しているため,
現行規格であるISO 230-2:2006に合わせ
て並び替えた。
ISOに修正提案を行う。
P2 測定方法図 キーの番号を図1
及び表1からの引用である“10”,
“9”,“6”,“5”を,P2の検査向け
に,上記の順に“4”,“5”,“6”,“7”
と変更
使用者の理解を助けるため変更した。
ISOに修正提案を行う。
追加
P2 測定方法図 キー
“1”,“2”及び“3”を追加
使用者の理解を助けるため追加した。
ISOに修正提案を行う。
削除
P2 測定方法図の“NOTE”を削除
上記のキーの変更によって削除した。
ISOに修正提案を行う。
追加
P3 測定方法図 キー“1”,“2”,
“3”,“4”及び“5”を追加
使用者の理解を助けるために追加した。
ISOに修正提案を行う。
変更
P3 測定値の項目名を軸名称から,
検査事項の細別符号へ,“W”を“a)”
に,“R”を“b)”にそれぞれ変更
使用者の理解を助けるため変更した。
ISOに修正提案を行う。
削除
P3 測定手順の引用規格“ISO 230-1”
を削除
ここでは,ISO 230-1は引用していないた
め削除した。
ISOに修正提案を行う。
2
B
6
2
2
0
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 位置決
め精度
(続き)
7.2 数値制御による
直進軸
7.2
JISとほぼ同じ
変更
P4 測定値の項目名を軸名称から,
検査事項の細別符号に,“U”を“a)”
に,“V”を“b)”にそれぞれ変更
使用者の理解を助けるため変更した。
ISOに修正提案を行う。
JISと国際規格との対応の程度の全体評価:ISO 3875:2004,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD………………国際規格を修正している。
2
B
6
2
2
0
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。