2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6218-1990
主軸台移動形単軸自動旋盤の
試験及び検査方法
Test Code for Performance and Accuracy of
Single Spindle Automatic Lathes (Sliding Headstock Type)
1. 適用範囲 この規格は,使用できる丸コレットの口径部の最大直径が32mm以下の主軸台移動形単軸
自動旋盤の運転性能に関する試験方法,並びに静的精度及び工作精度の検査方法について規定する。
備考 この規格の中で{ }を付けて示してある単位は,従来単位によるものであって,参考として
示したものである。
引用規格:
JIS B 6003 工作機械の振動検査方法
JIS B 6004 工作機械の騒音レベル測定方法
JIS B 6014 工作機械の安全通則
JIS B 6141 スプリングコレット
JIS B 6201 工作機械の試験方法通則
JIS G 4804 硫黄及び硫黄複合快削鋼鋼材
2. 運転試験方法
2.1
機能試験 機能試験は,表1によって行う。
表1 機能試験
番号
試験事項
試験方法
参考
JIS B 6201の3.2
の対応番号
1
主軸の始動,停止及び運転操作 適当な一つの主軸速度で始動及び停止を繰り返し10
回行い,作動の円滑さと確実さとを試験する。
1-11
2
主軸速度の変換操作
表示の最低,中間及び最高の三つの主軸速度に変換し,
作動の円滑さと機能の確実さとを試験する。
1-12
3
主軸コレットチャックの開閉
及び把握力の調整操作
コレットチャックの開閉及び把握力調整の作動の円滑
さと機能の確実さとを試験する。
1-72
4
主軸台の送り操作
手動又は自動によって主軸台を動きの全長にわたって
移動させ,運動の円滑さと確実さとを試験する。
なお,ストローク調整機構及びストッパ機構の作動の
円滑さと機能の確実さとを試験する。
1-31
1-37
1-53
5
ロッキングアームの旋回操作
手動又は自動によってロッキングアームを旋回させ,
動きの全長にわたって運動の円滑さと確実さとを試験
する。
1-31
1-37
1-53
2
B 6218-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
試験事項
試験方法
参考
JIS B 6201の3.2
の対応番号
なお,ストッパ機構の作動の円滑さと機能の確実さと
を試験する。
6
刃物台の送り操作
手動又は自動によって刃物台を動きの全長にわたって
移動させ,運動の円滑さと確実さとを試験する。
なお,ストローク調整機構の作動の円滑さと機能の確
実さとを試験する。
1-31
1-37
7
刃物台の調整操作
すべての刃物台について軸方向,半径方向及び傾きの
調整を行い,作動の円滑さを試験する。
1-53
8
工具の取付け及び取外し
工具の取付け及び取外しの確実さと円滑さとを試験す
る。
1-71
9
カム軸の操作
手動又は自動でカム軸を回転させ,円滑さを試験する。
1-31
1-37
10
カム軸回転速度の変換操作
適当な一つの主軸速度で,カム軸を任意の三つの回転
速度に変換し,作動の円滑さと機能の確実さとを試験
する。
1-32
1-33
11
カム軸の自動運転の掛外し操
作
適当な一つのカム軸回転速度で,カム軸の自動運転の
掛外しを繰り返し10回行い,作動の円滑さと確実さと
を試験する。
1-51
12
カムの取付け及び取外し
カムの取付け及び取外しの確実さと円滑さとを試験す
る。
1-74
13
カム軸自動停止装置
材料切れによるカム軸自動停止装置の指令位置設定の
円滑さと確実さ及び機能の確実さとを試験する。
1-36
1-51
14
電気装置
運転試験の前後にそれぞれ1回絶縁状態を試験する。
ただし,半導体などを使用した回路には適用しない。
1-91
15
安全装置
作業者に対する安全と機械防護機能の確実さとを試験
する[JIS B 6014(工作機械の安全通則)参照]。
1-92
16
潤滑装置
油密,油量の適正な配分など機能の確実さを試験する。
1-93
17
切削油剤装置
切削油剤の供給,油量の調整など,作動の円滑さと機
能の確実さとを試験する。
1-99
18
対向主軸装置
作動の円滑さと機能の確実さとを試験する。
1-99
19
附属装置
機能の確実さを試験する。
1-99
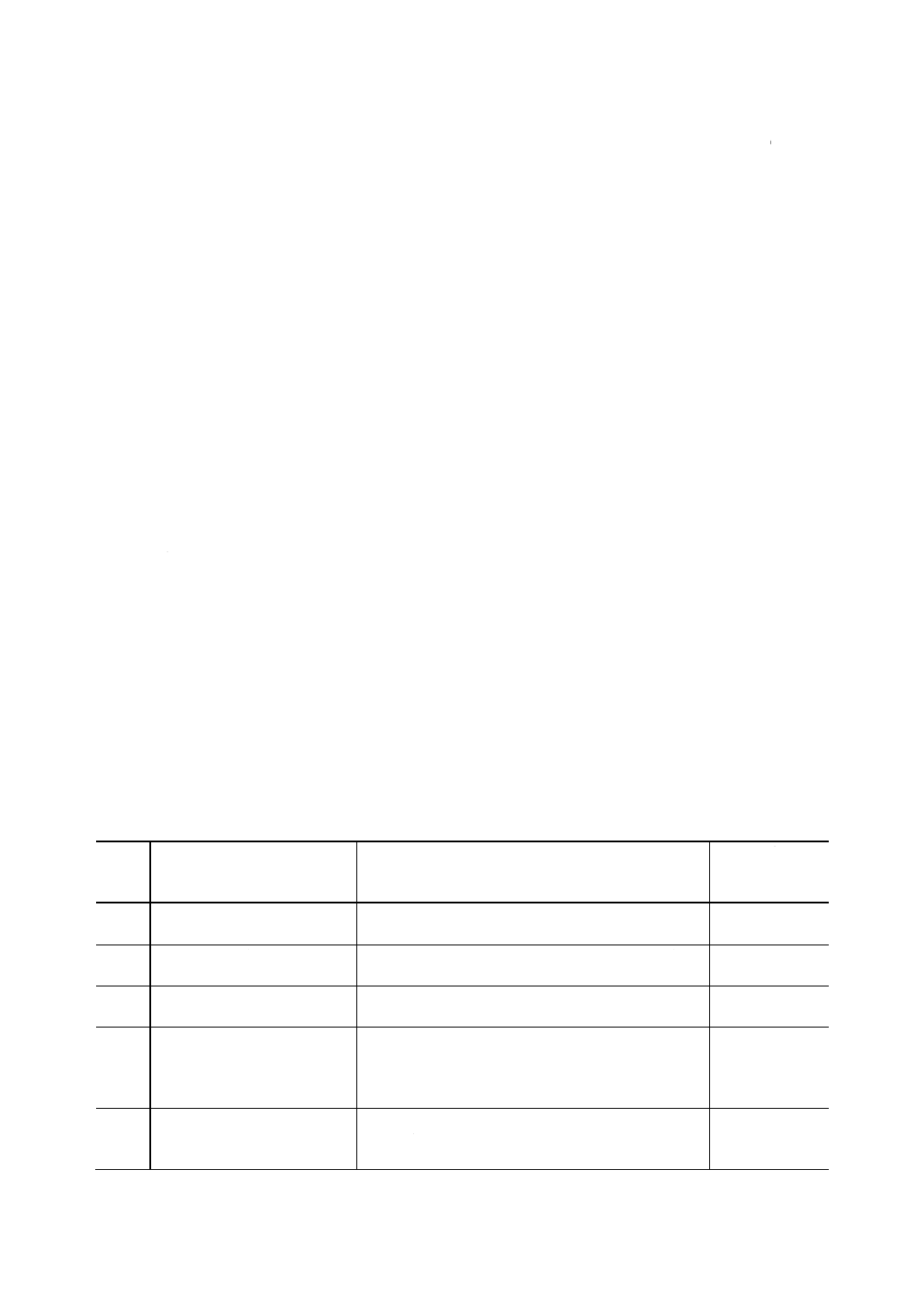
2.2
無負荷運転試験 無負荷運転試験は,主軸及び対向主軸を最高速度で,原則として60〜90分間運転
を継続して表2に規定する項目を測定する[JIS B 6201(工作機械の試験方法通則)の3.3参照]。
また,振動,騒音を観察する。振動,騒音を特に問題とする場合はJIS B 6003(工作機械の振動検査方
法)及びJIS B 6004(工作機械の騒音レベル測定方法)による。
なお,カム及びカム軸速度は適当に定める。
3
B 6218-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 記録様式1
3. 静的精度検査方法 静的精度検査は,表3によって行う。
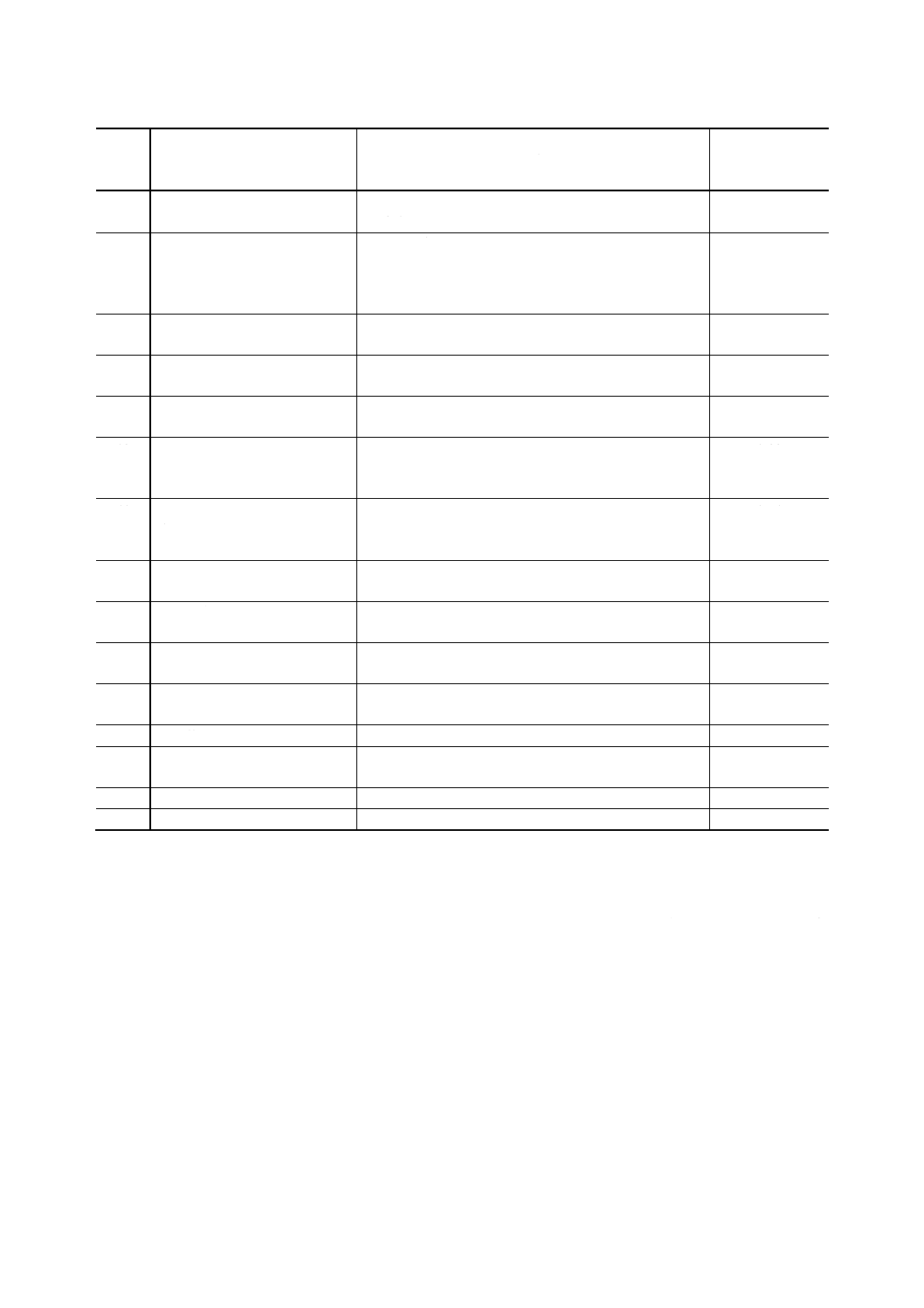
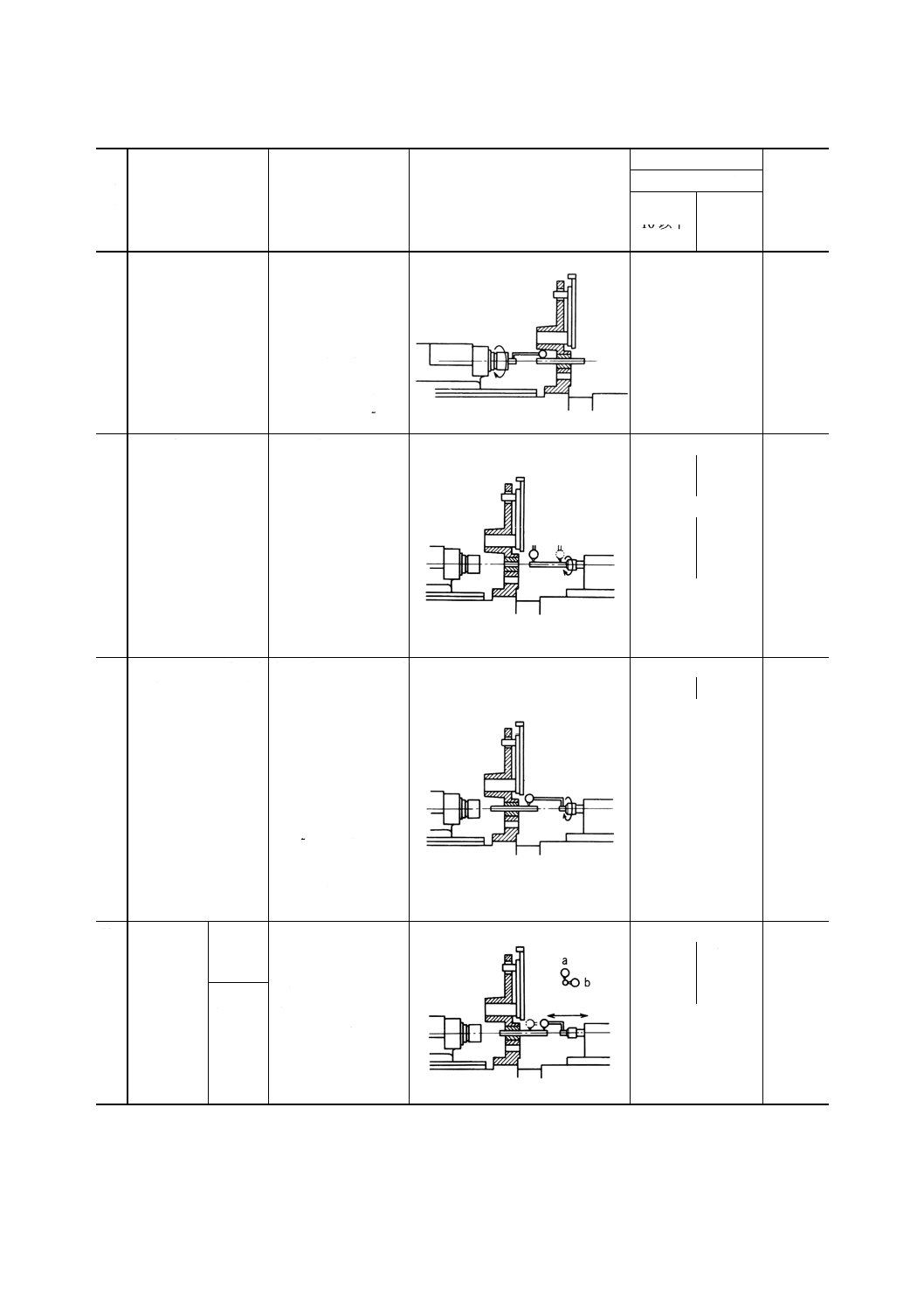
表3 静的精度検査
単位 mm
番
号
検査事項
測定方法
測定方法図
許容値
参考
JIS B
6201の
4.の対応
番号
コレットの口径
10以下 10を超え
32以下
1
主軸端面の振れ
主軸端面の外周近く
にテストインジケー
タを当てて,主軸回転
中のテストインジケ
ータの読みの最大差
を求める。次に,テス
トインジケータを主
軸中心線に対し反対
側に移して同様の測
定を行い,読みの最大
差の大きい方を測定
値とする。
10-61
0.005
0.01
2 主軸チャックス
リーブ穴の振れ
(1)
a 附属書1に示すテスト
バーをはめたチャッ
クスリーブを主軸穴
に取り付け,テストバ
ーの口元及び先端に
テストインジケータ
を当てて,主軸回転中
のテストインジケー
タの読みの最大差を
測定値とする。
テストバーの口元で
10-41
テ
ス
ト
バ
ー
の
振
れ
0.01
0.015
50の
位置で
0.015
75の
位置で
0.02
b 主軸穴の口元及び胴
部にテストインジケ
ータを当てて,主軸回
転中のテストインジ
ケータの読みの最大
差の大きい方を測定
値とする。
10-31
穴
の
振
れ
0.005
0.01
4
B 6218-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
番
号
検査事項
測定方法
測定方法図
許容値
参考
JIS B
6201の
4.の対応
番号
コレットの口径
10以下 10を超え
32以下
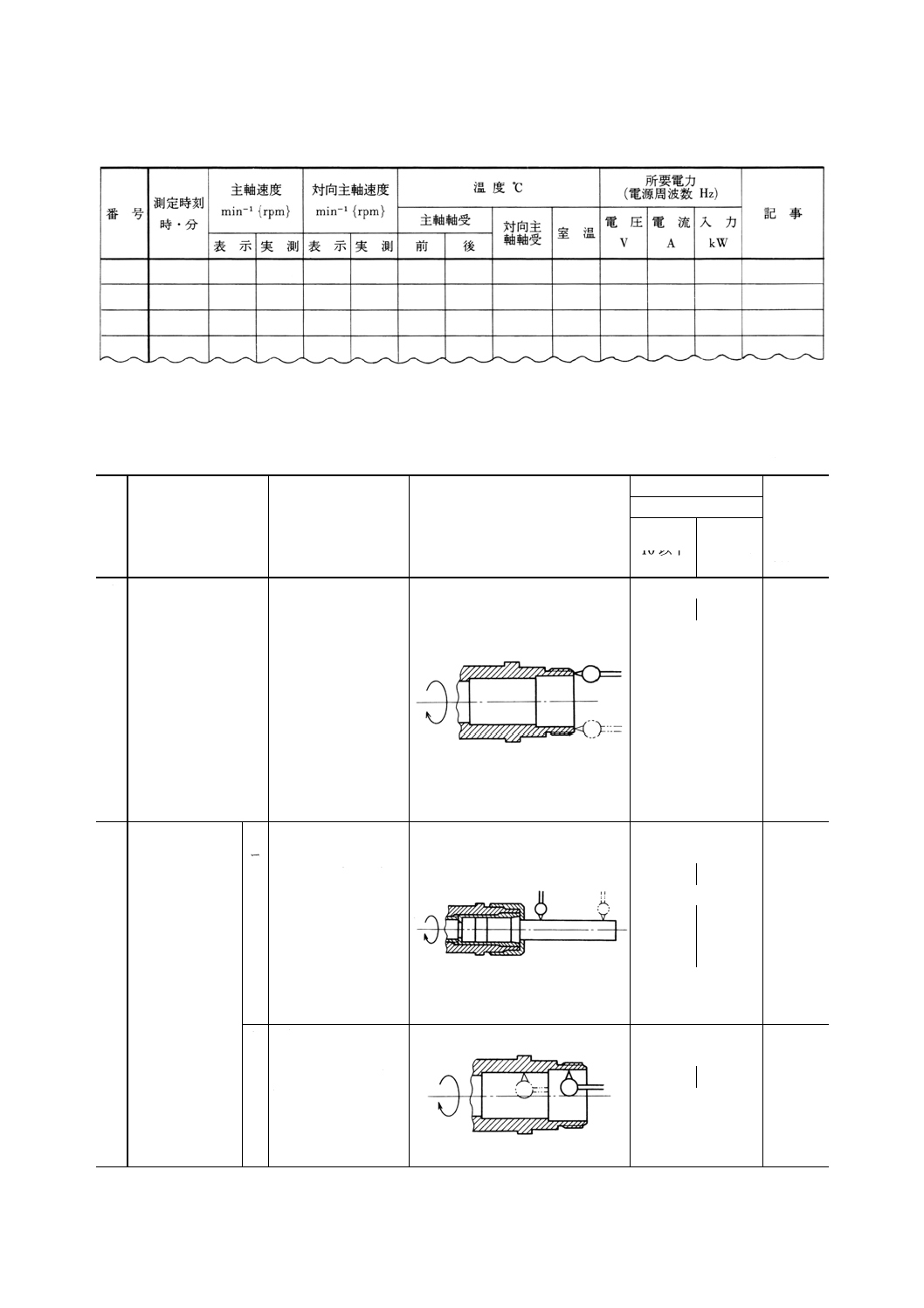
3 主軸中心線
と主軸台運
動との平行
度
a
垂直面
内で
主軸に,付属書1に示
すテストバーを取付
けした定置(例えば,
ベッド上に)テストイ
ンジケータをこれに
当てて主軸台を移動
させ,テストインジケ
ータの読みの最大差
を測定値とする(2)。
7-53
50に
ついて
0.01
75に
ついて
0.015
b
水平面
内で
50に
ついて
0.01
75に
ついて
0.015
4 ロッキングアーム旋
回運動と案内ブシュ
スリーブ穴中心線と
の直角度
案内ブシュスリーブ
穴に附属書2に示すテ
ストプラグを取り付
け,ロッキングアーム
上に定置したテスト
インジケータをその
端面に当ててロッキ
ングアームを旋回さ
せ,テストインジケー
タの読みの最大差を
測定値とする。
測定長さ(3)
9-45
10に
ついて
0.005
20に
ついて
0.01
5 刃物台運動と案内ブ
シュスリーブ穴中心
線との直角度
案内ブシュスリーブ
穴に,附属書2に示す
テストプラグを取り
付け刃物台に取り付
けたテストインジケ
ータをその端面に当
てて刃物台を移動さ
せ,テストインジケー
タの読みの最大差を
測定値とする。
9-44
10に
ついて
0.01
20に
ついて
0.015
6 案内ブシュ
スリーブ穴
中心線と主
軸台運動と
の平行度
a
垂直面
内で
案内ブシュスリーブ
穴にテストバーを取
り付け,主軸台に定置
したテストインジケ
ータをこれに当てて
主軸台を移動させ,テ
ストインジケータの
読みの最大差を測定
値とする。
7-51
50に
ついて
0.01
75に
ついて
0.01
b
水平面
内で
50に
ついて
0.01
75に
ついて
0.01
5
B 6218-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
番
号
検査事項
測定方法
測定方法図
許容値
参考
JIS B
6201の
4.の対応
番号
コレットの口径
10以下 10を超え
32以下
7 案内ブシュスリーブ
穴中心線と主軸中心
線との同心度
案内ブシュスリーブ
穴にテストバーを取
り付け,主軸に取り付
けたテストインジケ
ータをその口元に当
てて,主軸回転中のテ
ストインジケータの
読みの最大差の21を測
定値とする。
0.01
12-21
8 対向主軸穴の振れ
対向主軸穴にテスト
バーを取り付け,その
口元及び先端にテス
トインジケータを当
てて,対向主軸回転中
のテストインジケー
タの読みの最大差を
測定値とする(4)。
この測定は,対向主軸
のそれぞれについて
行う。
10-32
口元で
0.01
口元で
0.01
30の
位置で
0.015
50の
位置で
0.02
9 対向主軸中心線と案
内ブシュスリーブ穴
中心線との同心度
案内ブシュスリーブ
穴にテストバーを取
り付け,対向主軸に取
り付けたテストイン
ジケータをその口元
に当てて,対向主軸回
転中のテストインジ
ケータの読みの最大
差の21を測定値とする
(5)。
この測定は,対向主軸
のそれぞれについて
行う。
12-21
0.02
0.03
10 対向主軸の
縦方向運動
と案内ブシ
ュスリーブ
穴中心線と
の平行度
a
垂直面
内で
案内ブシュスリーブ
穴にテストバーを取
り付け,対向主軸に取
り付けたテストイン
ジケータをこれに当
てて対向主軸を移動
させ,テストインジケ
ータの読みの最大差
を測定値とする(5)。
7-51
30に
ついて
0.015
50に
ついて
0.02
b
水平面
内で
注(1) aの検査をしたときは,bの検査は行わない。
(2) この測定は,主軸を回転し,テストバーの全長にわたりそれぞれの測定面内におけるテストインジケータの読
みがその振れのほぼ中央の値を示す回転位置を基準として行う。
6
B 6218-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 測定範囲の両端を結ぶ弦の長さとする。
(4) 対向主軸穴にテストバーを取り付けることが困難な場合には,対向主軸穴内面にテストインジケータを当てて
測定してもよい。
(5) 対向主軸にテストインジケータを取り付けることが困難な場合には,アタッチメント取付基準面から対向主軸
穴中心線及び案内ブシュスリーブ穴中心線までの距離を測定してもよい。
4. 工作精度検査方法 工作精度検査は,表4によって行う。
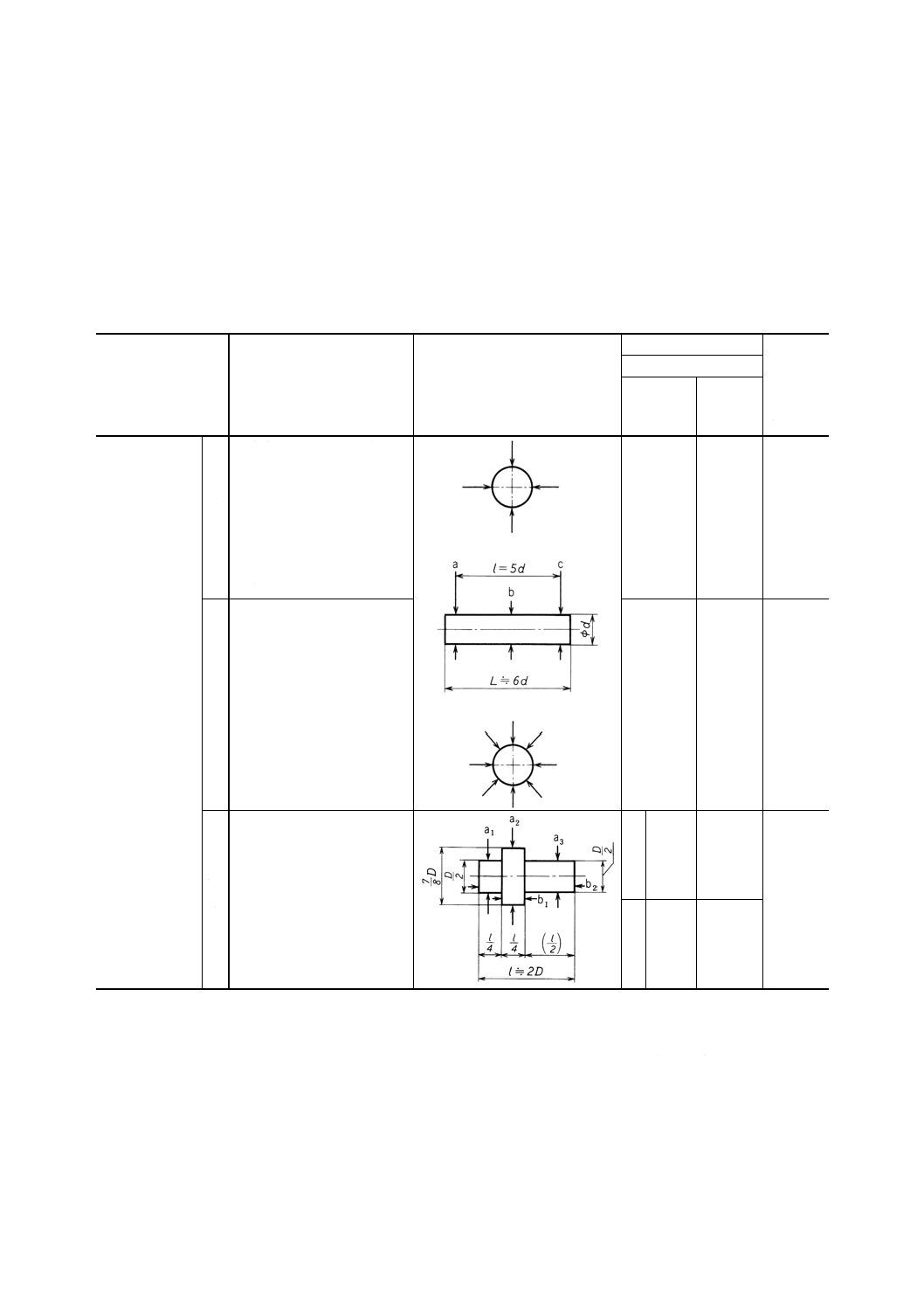
表4 工作精度検査
単位 mm
検査事項
測定方法
測定方法図
許容値
参 考
JIS B
6201の
6.の対
応番号
コレットの口径
10以下
10を超え
32以下
外丸削りの精度
円
筒
度
測定方法図に示す5個の工
作物の仕上げ削りを行い,軸
線を含み互いに直角な2平
面内においてa,b及びcの
3か所における直径を求め,
同一平面内の3直径の最大
差のうち大きい方を測定値
とする。
0.007
0.01
25-11
真
円
度
測定方法図に示す5個の工
作物の仕上げ削りを行い,b
において軸線を含み約45度
の角間隔をなす4平面内の
直径を測定し,その最大差を
測定値とする。
0.005
0.007
24-11
相
互
差
測定方法図に示す工作物を,
同一条件で仕上げ削りを行
った30個について,直径寸
法(a1, a2及びa3部)及び長
手寸法(b1及びb2)を測定し,
対応する部分の最大値と最
小値との差をそれぞれの相
互差の測定値とする。
直
径
寸
法
0.01
0.015
6.12
長
手
寸
法
0.025
0.035
備考1. この検査に用いる棒材の材料は,JIS G 4804(硫黄及び硫黄複合快削鋼鋼材)に規定するSUM22又はこれと
同等以上の快削性をもつものとし,工具及び切削条件は適当に定める。ただし,加工の際は案内ブシュを使
用する。
2. 棒材の形状は丸棒とし,寸法許容差は,JIS G 4804の5.4(形状・寸法の許容差)に規定する許容差又はこ
れと同等以上のものとする。
3. 捧材の外観は,真っすぐでねじれがなく,各部の断面形状が正しく,表面が滑らかで,使用上有害な欠点の
ないものでなければならない。
7
B 6218-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
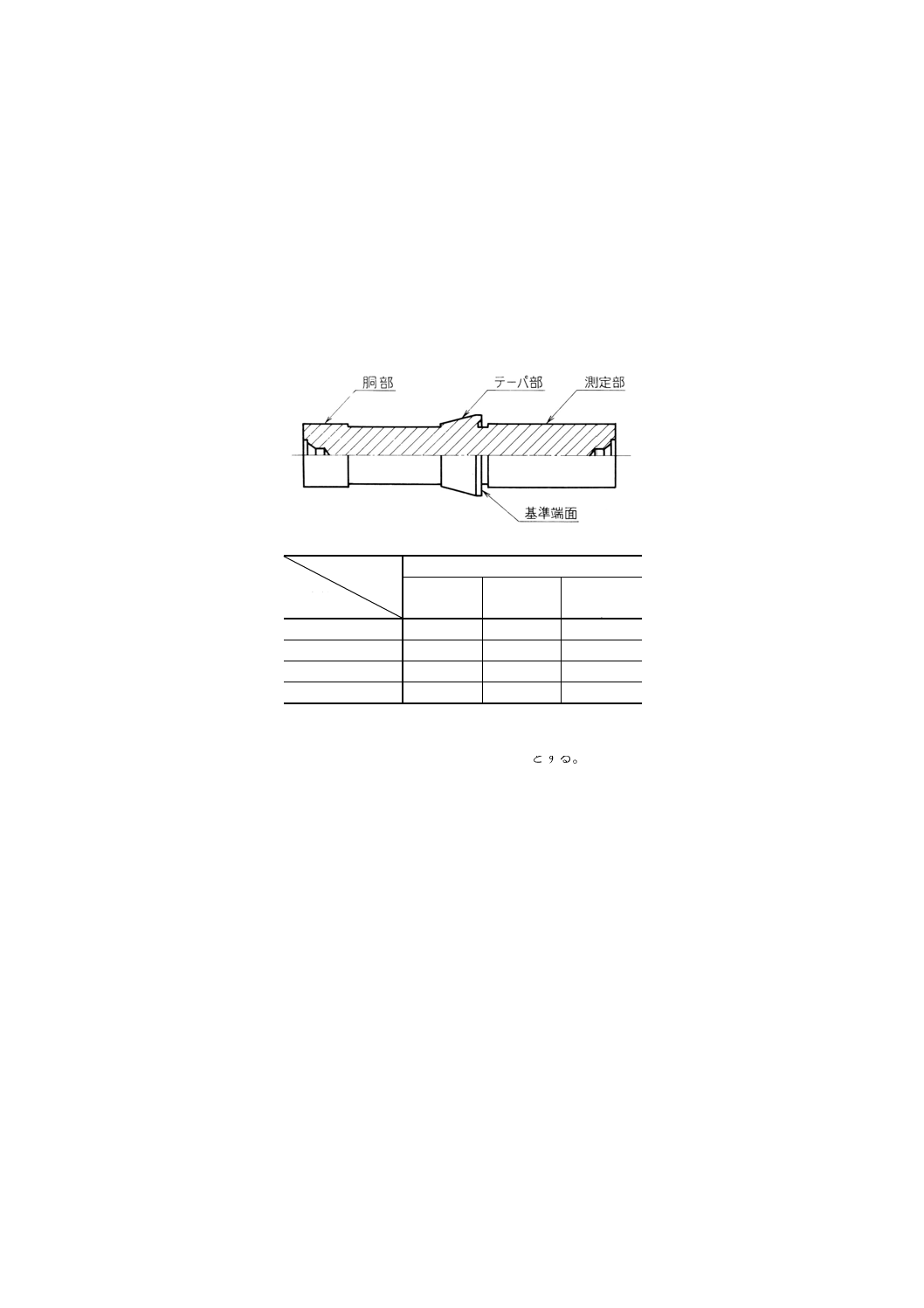
附属書1
静的精度検査の番号2及び3に使用するテストバーの形状及び精度は,附属書1図による。
ここに規定するテストバーは,JIS B 6141(スプリングコレット)に対応するものとする。
なお,静的精度検査の番号6,7,8及び9に使用するテストバーの形状及び精度は,工作機械製造業者
が指定するものとする。
(1) 名称
附属書1図 S形テストバー
(2) 精度
精度
測定箇所
許容値
振れ
mm
円筒度
mm
表面粗さ
Raμm
測定部
0.002
0.002
0.2
テーパ部
0.002
−
0.2
胴部
0.002
0.002
0.2
基準端面
0.002
−
0.4
備考1. 胴部と主軸穴とのはめあいすきまは0.005mm
程度とする。
2. テーパ部の角度の許容差は100
+とする。
8
B 6218-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
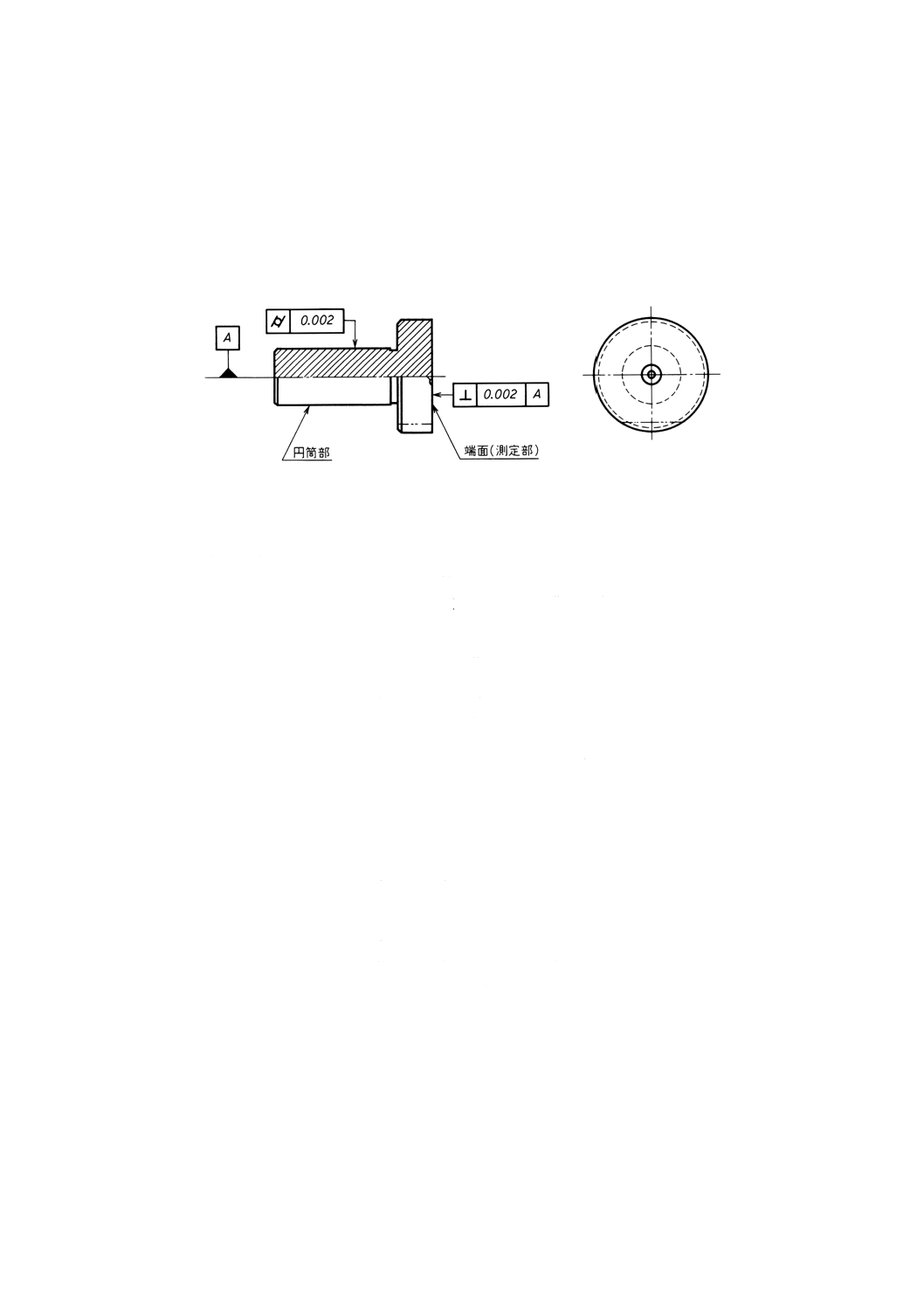
附属書2
静的精度検査の番号4及び5に使用するテストプラグの端面(測定部)の平面度,円筒部の円筒度及び
円筒部中心線と端面との直角度の許容値は,附属書2図による。
附属書2図 テストプラグ
テストプラグは,フランジ部(測定部)の一部を二点鎖線のように切り取ってもよい。
自動旋盤JIS原案作成委員会 構成表
氏名
所属
(委員長)
吉 田 嘉太郎
千葉大学
竜 江 義 孝
工業技術院機械技術研究所
堤 正 臣
東京農工大学
本 田 巨 範
西 田 修 三
桑 原 茂 樹
通商産業省機械情報産業局
吉 田 藤 夫
工業技術院機械規格課
笠 原 信 助
シチズン時計株式会社
宮 沢 富 男
大和精機株式会社
小 松 今朝夫
株式会社江黒鉄工所
天 野 和 男
富士機械製造株式会社
小 林 武 夫
株式会社ミヤノ
山 内 明 之
三菱重工業株式会社
天 野 仁
野村精機株式会社
石 野 幸 治
株式会社大隈鉄工所
伊 沢 弘 視
スター精密株式会社
村 上 栄 輔
株式会社ツガミ
堀 家 章 史
日本精工株式会社
岩 瀬 喜 一
株式会社東芝
村 越 政 雄
株式会社ムラコシ
野 中 信 一
株式会社ニコン
(事務局)
田 仁 哲
社団法人日本工作機械工業会