B 6217 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS B 6217:1990は改正され,この規格に置き換えられる。
今回の改正では,対応国際規格であるISO 6155, Machine tools−Test conditions for horizontal spindle turret
and single spindle automatic lathes−Testing of the accuracyとの整合化を行った。
なお,附属書1(参考)〜附属書3(参考)は,対応国際規格にはない事項を追加した。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 6217には,次に示す附属書がある。
附属書1(参考) タレット旋盤及び単軸自動旋盤精度検査用テストバー
附属書2(参考) タレット旋盤−運転試験及び剛性試験
附属書3(参考) 主軸台固定形自動旋盤−運転試験及び剛性試験
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6217 : 1998
タレット旋盤及び単軸自動旋盤−
精度検査
Horizontal spindle turret and single spindle automatic
lathes−Testing of the accuracy
序文 この規格は,1998年に第1版として発行されたISO 6155, Machine tools−Test conditions for horizontal
spindle turret and single spindle automatic lathes−Testing of the accuracyを翻訳し,技術的内容を変更(軽微な
技術上の差異を除く。)することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,JIS B 6191及びJIS B 6192に基づいて,普通精度のはん(汎)用タレット旋
盤及び単軸自動旋盤の静的精度検査,工作精度及び数値制御による位置決め精度の検査方法,並びにそれ
ぞれの検査事項に対応する許容値について規定する。
この規格は,複数の工具を装着できるタレットを備えた旋盤だけに適用する。タレットの割出しは,手
動,タレットスライドの運動による半自動,又は数値制御を含む制御による自動によって行う。
主軸台移動型の自動旋盤には適用しないが,数値制御によるもので,この規格の内容が適用できる場合
には適用してもよい。
この規格は機械の精度検査だけを取り扱い,通常,精度検査の前に行う機械の運転試験(振動,異常騒
音,運動部品のスティックスリップなど)又は機械の特性試験(例えば,主軸回転速度,送り速度)には
適用しない。
備考 この規格の対応国際規格を,次に示す。
ISO 6155:1998 Machine tools−Test conditions for horizontal spindle turret and single spindle
automatic lathes−Testing of the accuracy
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの規格は,記載の発効年の版だけがこの規格の規定を構成するものであって,その後の改正版・
追補は適用しない。
JIS B 0021:1998 製品の幾何特性仕様 (GPS) −幾何公差表示方式−形状,姿勢,位置及び振れの公
差表示方式
備考 ISO/DIS 1101:1996 Geometrical product specification (GPS) −Geometrical tolerancing−
Tolerancing of form, orientation, location and run-outがこの規格と一致している。
JIS B 0205:1982 メートル並目ねじ
JIS B 0208:1973 ユニファイ細目ねじ
2
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ISO 68:1973 ISO general purpose screw threads−Basic profileからの引用事項は,この規格の
該当事項と同等である。
JIS B 6006:1993 工作機械用クロスキー形ツーピースジョー付自己求心チャック−互換寸法及び受
入検査方法
備考 ISO 3442:1991 Self-centring chucks for machine tools with two-piece jaws (tongue and groove
type) −Sizes for interchangeability and acceptance test specificationsからの引用事項は,この
規格の該当事項と同等である。
JIS B 6191:1993 工作機械−静的精度試験方法及び工作精度試験方法通則
備考 ISO 230-1:1996 Test code for machine tools−Part 1:Geometric accuracy of machine operating
under no-load or finishing conditionsからの引用事項は,この規格の該当事項と同等である。
JIS B 6192:1999(予定) 工作機械−数値制御による位置決め精度試験方法通則
備考 ISO 230-2:1997 Test code for machine tools−Part 2:Determination of accuracy and repeatability
of positioning numerically controlled axesからの引用事項は,この規格の該当事項と同等で
ある。
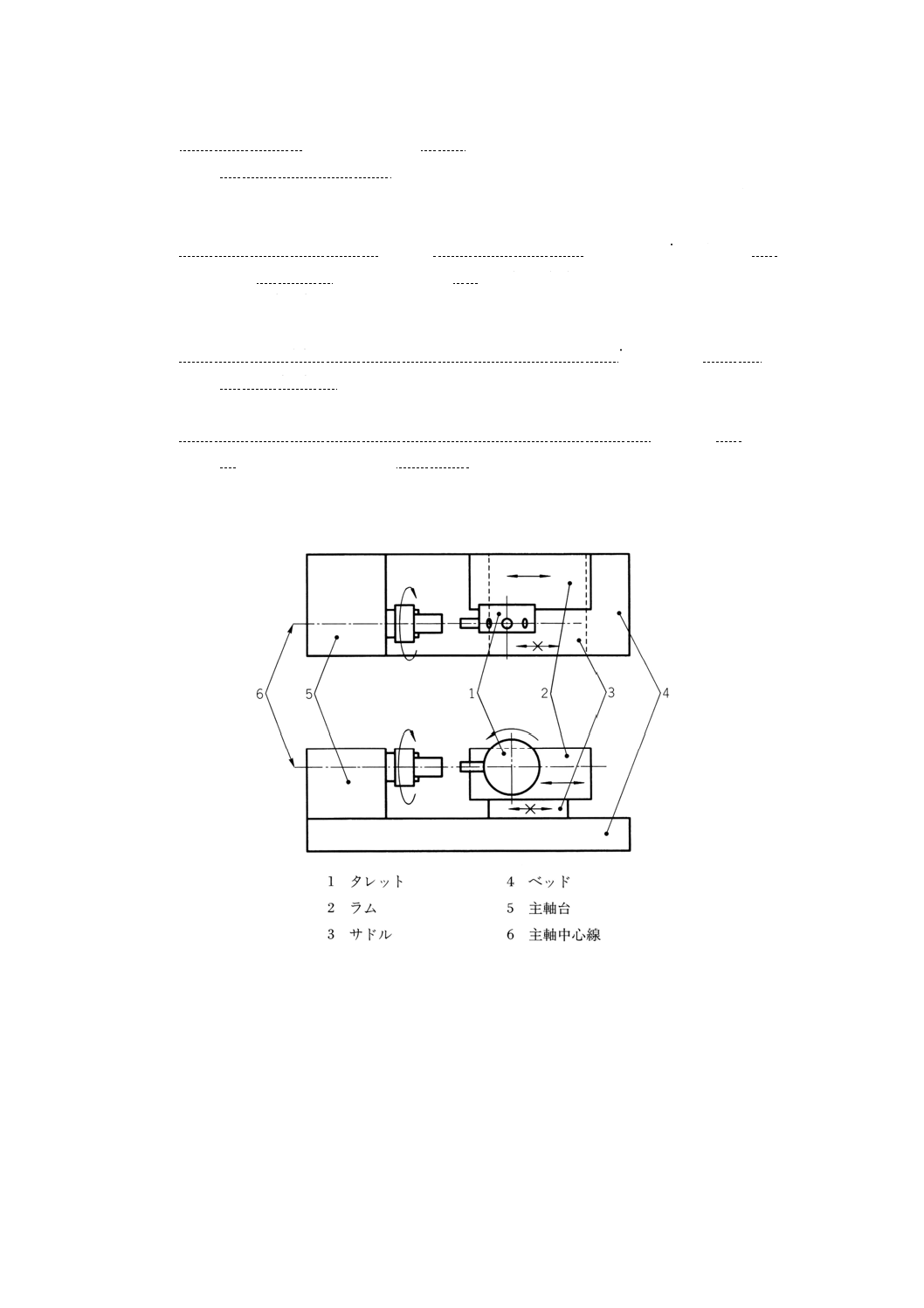
3. 定義 この規格に引用している代表的な機械構造を図1〜図6に示す。
図1 ラム形タレット旋盤
3
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
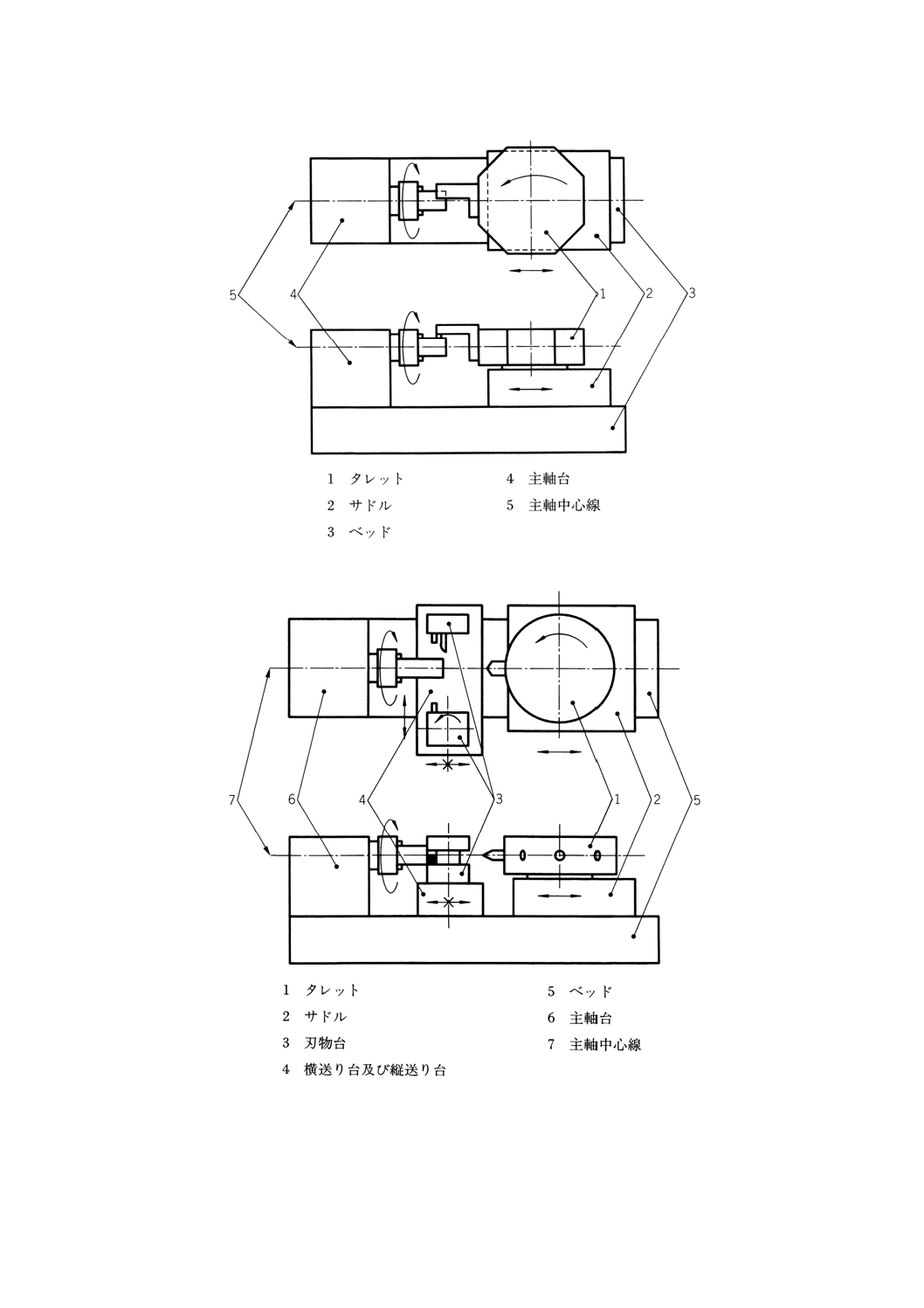
図2 サドル形タレット旋盤
図3 複合形タレット旋盤
4
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
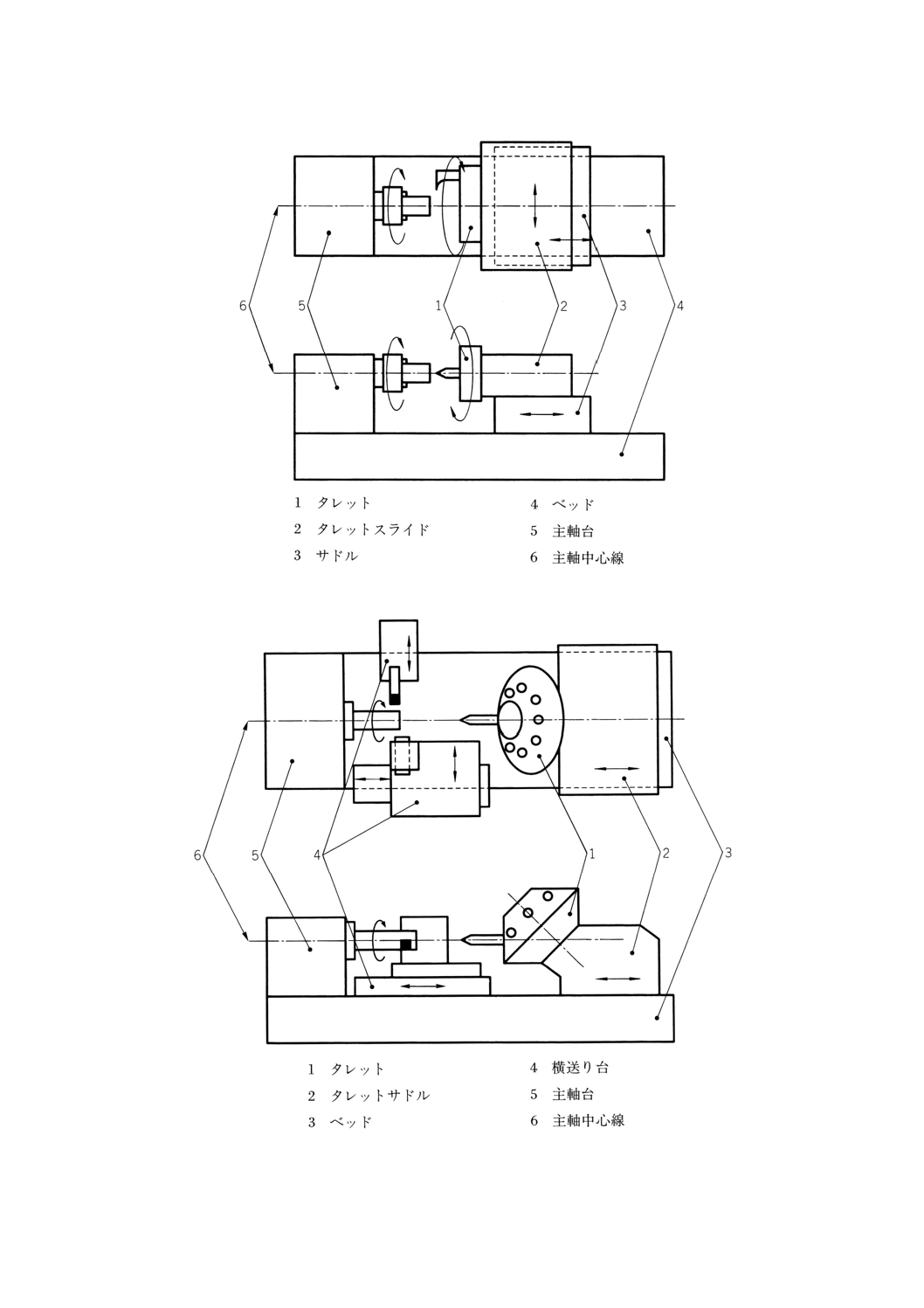
図4 縦送りタレット旋盤
図5 単軸自動旋盤
5
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
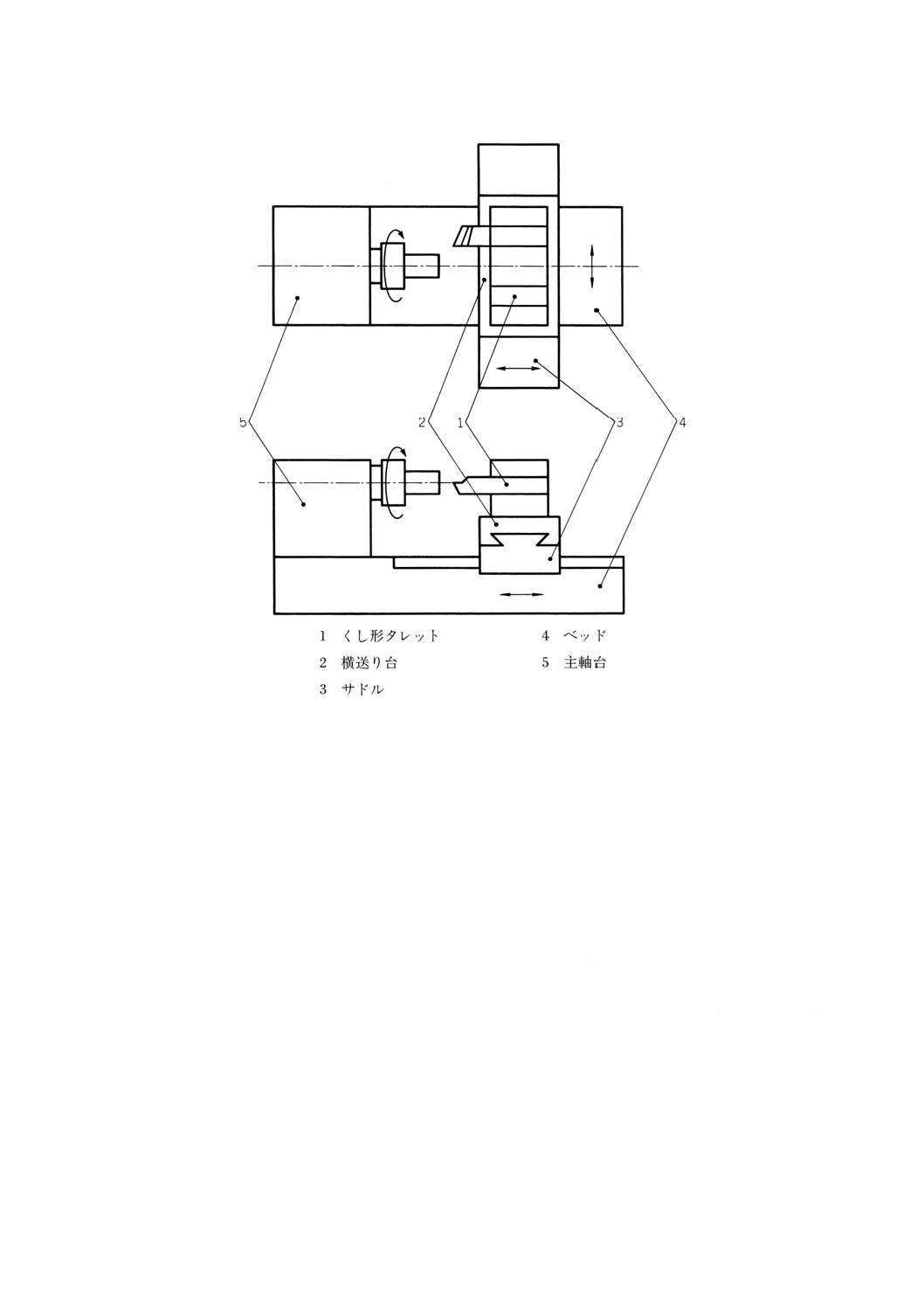
図6 くし形タレット旋盤
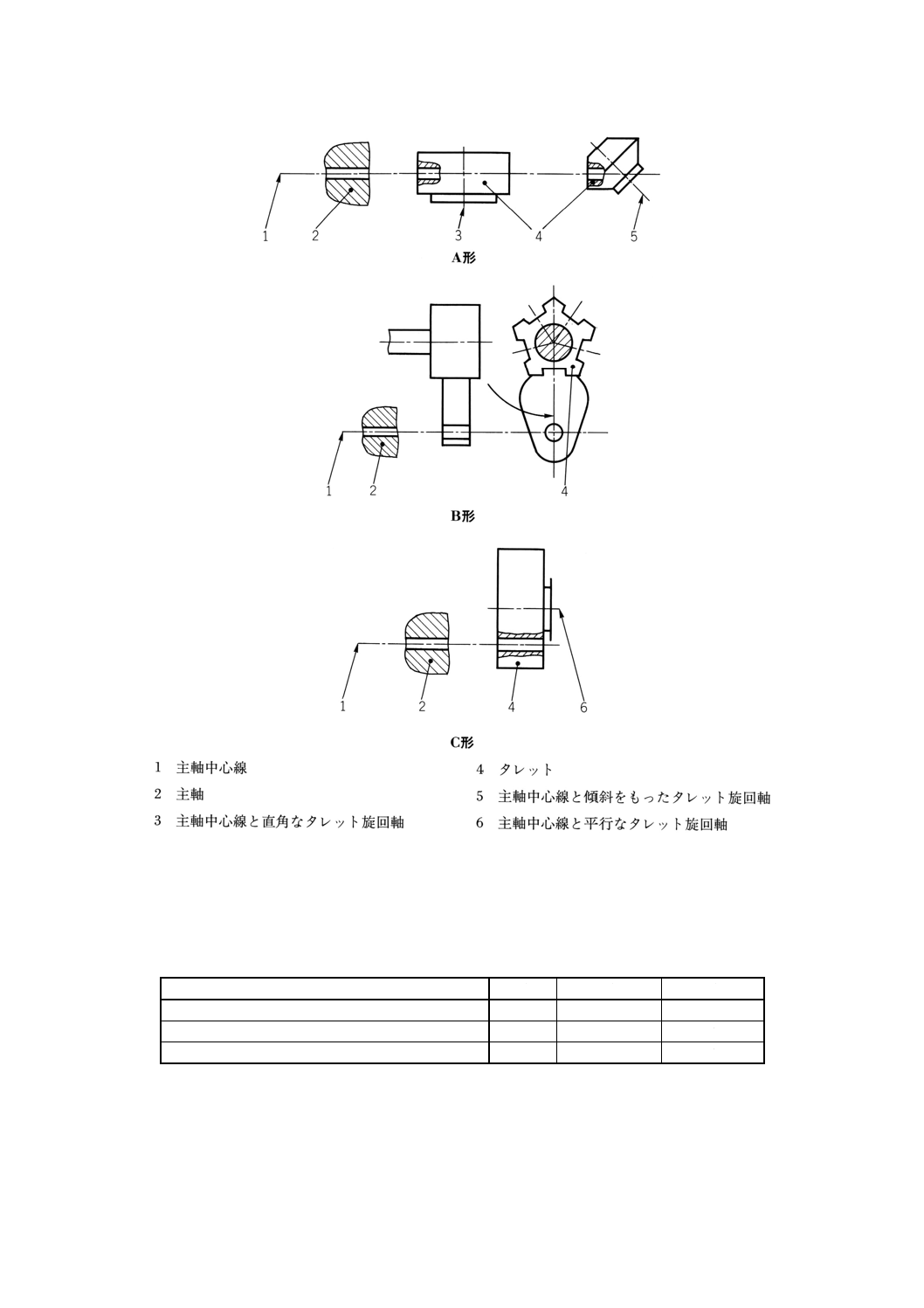
図1〜図6に示した旋盤は,各種のタレット形状があり,一般的にA形,B形,C形(図7参照)及び
D形に分類される。
A形タレット: 円形又は多角形タレットで,その回転軸が主軸中心線を横切るもの。タレット中心線が主
軸中心線に直角であるか否かにかかわらず,各工具取付穴の中心線はその作業位置で主軸
中心線と同軸でなければならない。
工具は案内穴で位置決めし,タレット面に取り付けるか,又は工具取付穴で位置決めし
てクランプする。
B形タレット: 多角形タレットで,その回転軸が主軸中心線を横切らないが,それに平行又は直角のもの。
タレット面に取り付けて位置決めする特別な工具ホルダが必要である。
C形タレット: 円形(ドラム形又はディスク形)タレットで,その回転軸が主軸中心線に平行なもの。工
具は,タレット軸に平行な工具取付穴に取り付け,各工具取付穴の中心線は主軸中心線と
同軸でなければならない。
D形タレット: 工具は,横送り台の平らな面と平行に取り付け,必要な工具は,横送り台の直線運動によ
って作業位置に移動する(図6参照)。
6
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7 各種形式のタレット
4. 機械の大きさの区分 機械は次の基準に従って三つに区分する。
表1 基準と区分
単位 mm
基準
区分0
区分1
区分2
ベッド上の振り
≦250
250<D≦400
400<D≦800
呼び棒材径
≦ 25
25<d≦ 63
63<d
JIS B 6006に規定されているチャックの呼び径
≦125
125<d≦250
250<d
備考 基準の選択は,製造業者が行う。
5. 一般事項
7
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
測定単位 長さ,長さの偏差及び許容値は,ミリメートルで表す。角度は,度 (°) で表し,角度の
偏差及び許容値は,原則として長さの比(例えば,0.00X/1 000)で表すが,マイクロラジアン (μrad) 又は
秒 (″) で表してもよい。ただし,マイクロラジアンと秒との間には次の関係がある。
2
rad
10
10
10
1000
/
010
.0
6
′′
×
−
≒
μ
=
=
5.2
JIS B 6191の参照 この規格を適用するに当たっては,特に検査前の機械の据付け,主軸及びそれ
以外の運動部品の暖機運転,測定方法並びに測定器の精度については,JIS B 6191を参照する。
5.3
検査の順序 この規格に示す検査の順序は,必ずしも実際の検査の順序を示すものではない。測定
器の取付け又は測定を容易にするために,検査は任意の順序で行ってもよい。
5.4
実施する検査 機械を検査するときは,必ずしもこの規格に示されたすべての検査を行う必要はな
い。使用者は,製造業者との合意に基づいて関心のある特性に関する検査を選択してもよいが,検査項目
は,機械を発注するときに明確にしなければならない。
検査事項をあらかじめ指定せずに,また,その検査に要する経費についての合意もなく,この規格を受
取り検査として用いても,受渡当事者間の拘束条件にはならない。
5.5
測定器 検査項目に示す測定器は,例として示したものである。同じ物理量が測定できる,これと
同等以上の精度の測定器を使用してもよい。使用するダイヤルゲージの目量は,0.001mmとする。
5.6
工作精度検査 工作精度検査は,仕上げ切削で行い,大きな切削力の発生する荒切削では行わない。
5.7
機械の水平出し 機械の検査に先立って,製造業者の指示に従って機械の水平出しを行うことが望
ましい(JIS B 6191の3.11参照)。
6. 静的精度検査 静的精度検査は,表2による。
6.1
主軸
8
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 静的精度検査
単位 mm
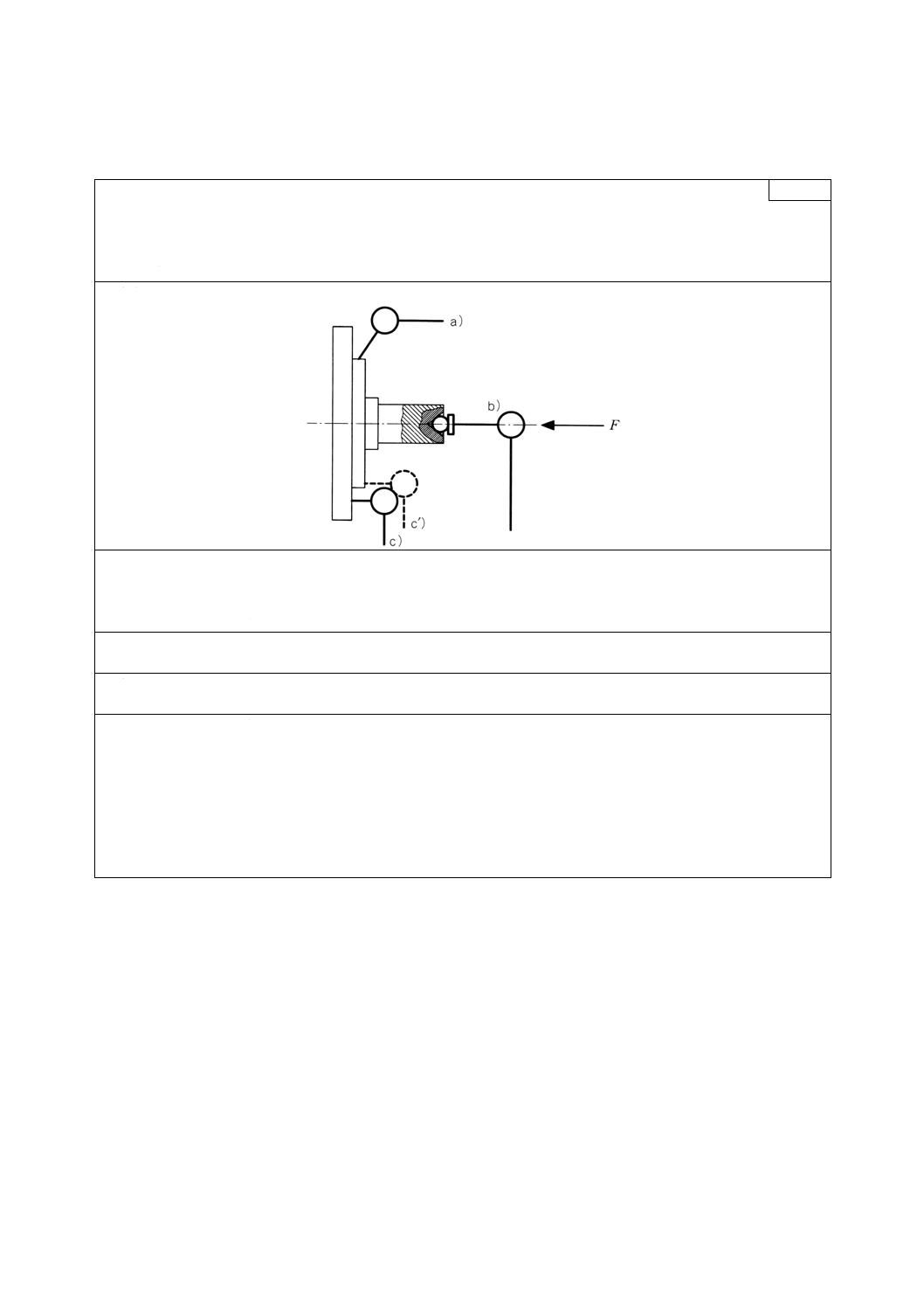
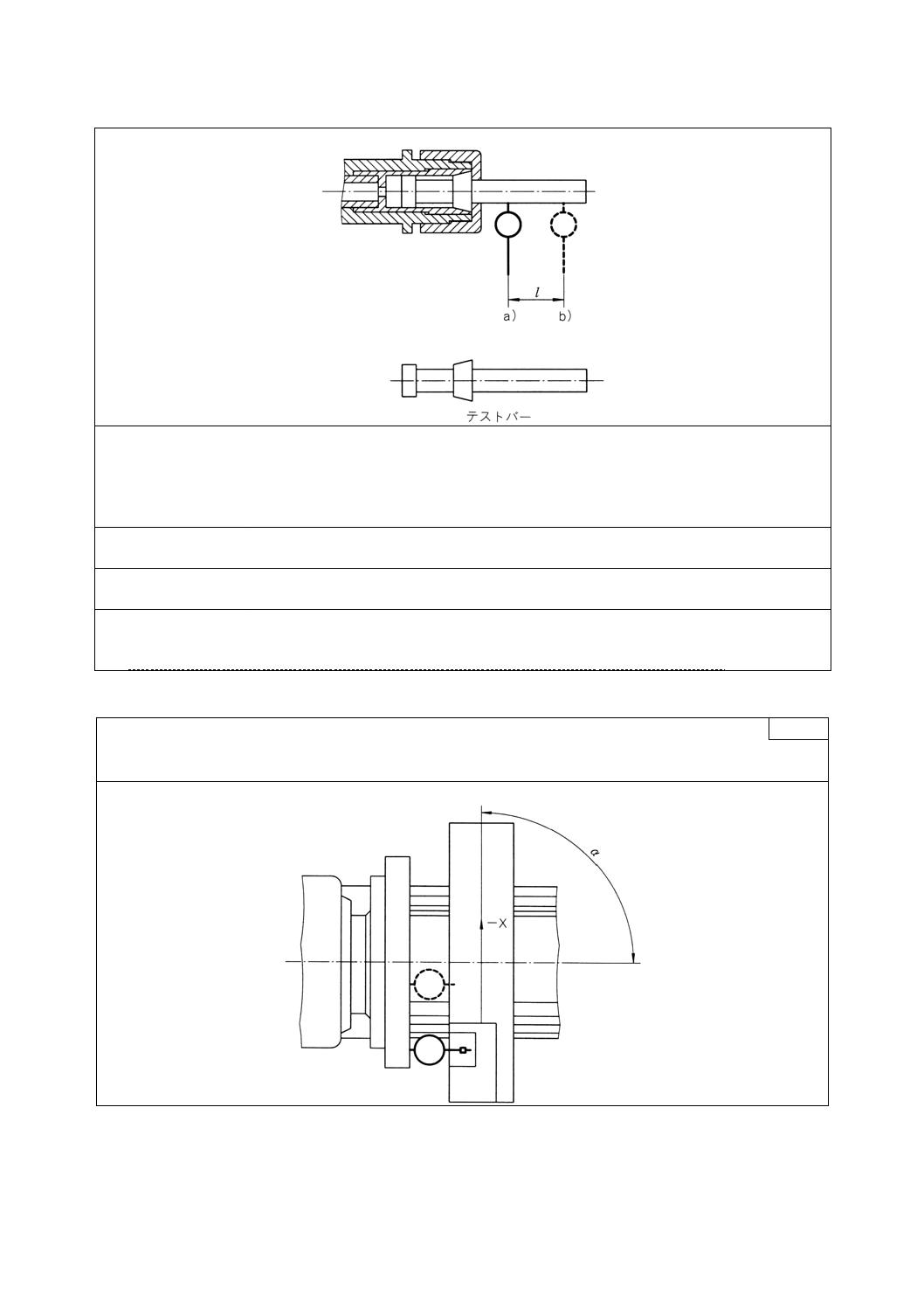
検査事項
G1
主軸端
a) 主軸外面の振れ
b) 軸方向の動き
c) 主軸端面の振れ
測定方法図
許容値
区分0
区分1 区分2
a) 0.010
0.010
0.015
b) 0.008
0.010
0.010
c) 0.012
0.015
0.020
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
力Fの大きさは製造業者が決める。
予圧をかけた軸受を使用している場合は,力Fをかける必要はない。
a) 5.612.2
ダイヤルゲージは円すい(錐)面に直角に当てる。
b) 5.622.1及び5.622.2
c) 5.632
主軸端の種類によってはcʼに当ててもよい。
9
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
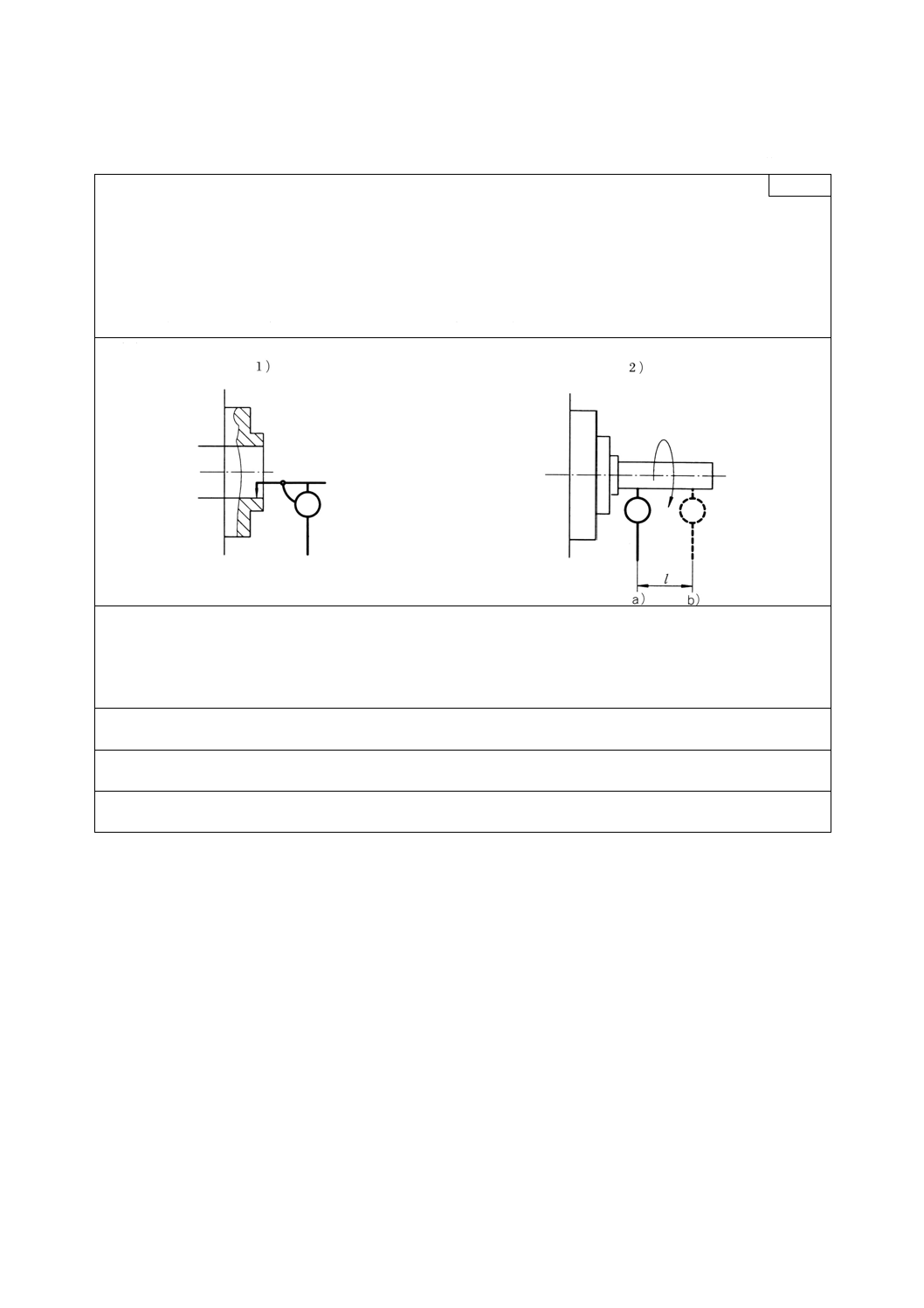
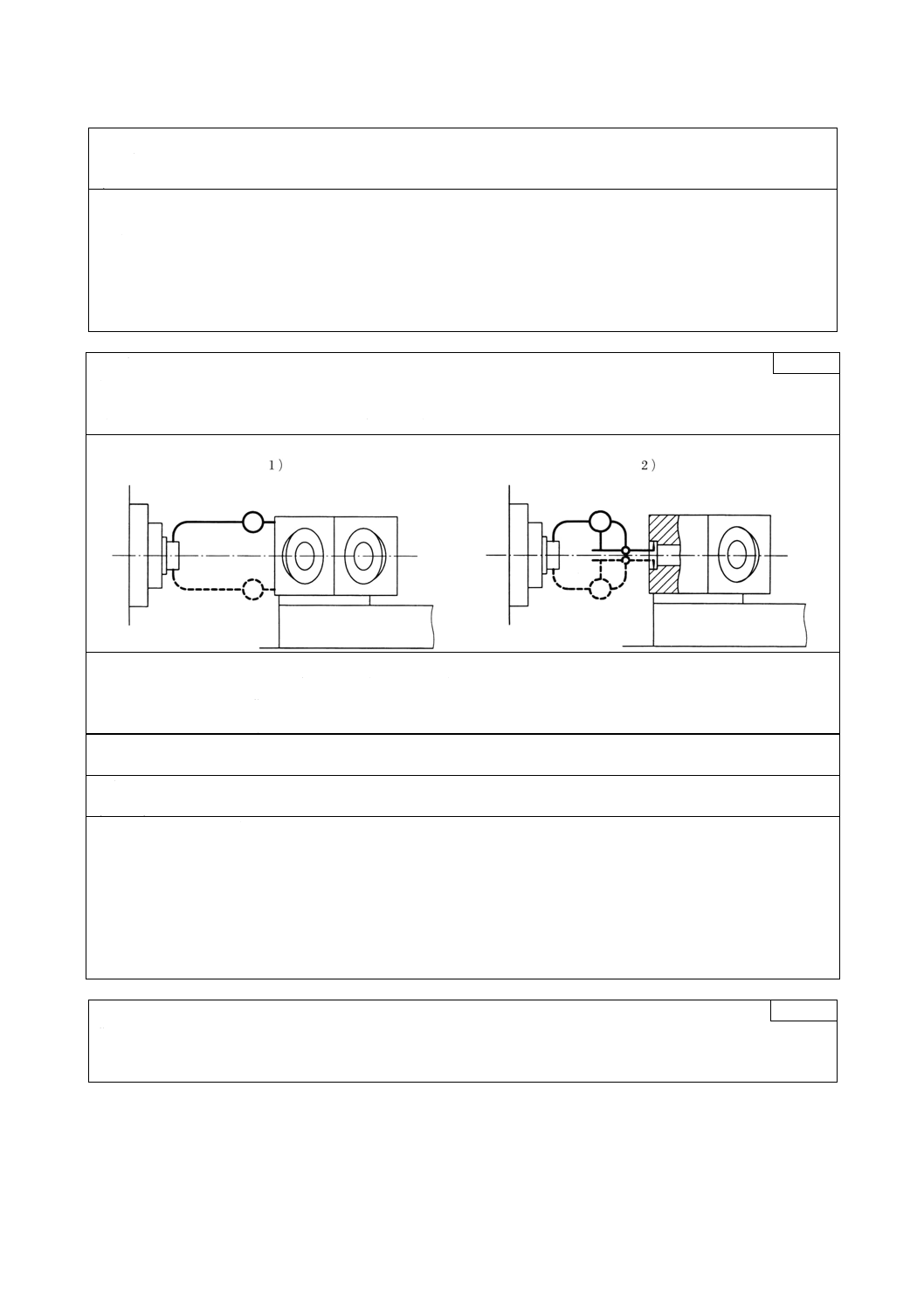
検査事項
G2
主軸穴の振れ
1) 主軸穴が円筒の場合
(この検査は,工作物保持装置取付穴をもつ機械だけに適用する。)
2) 主軸穴がテーパの場合
a) 主軸端の近くで
b) 300の位置で
(この検査は,主軸テーパ穴をもつ機械だけに適用する。)
測定方法図
許容値
区分0
区分1 区分2
1)
0.008
0.010
0.015
2) a)
0.008
0.010
0.020
b)
0.012
0.015
0.030
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
1)及び2) 5.612.3
10
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
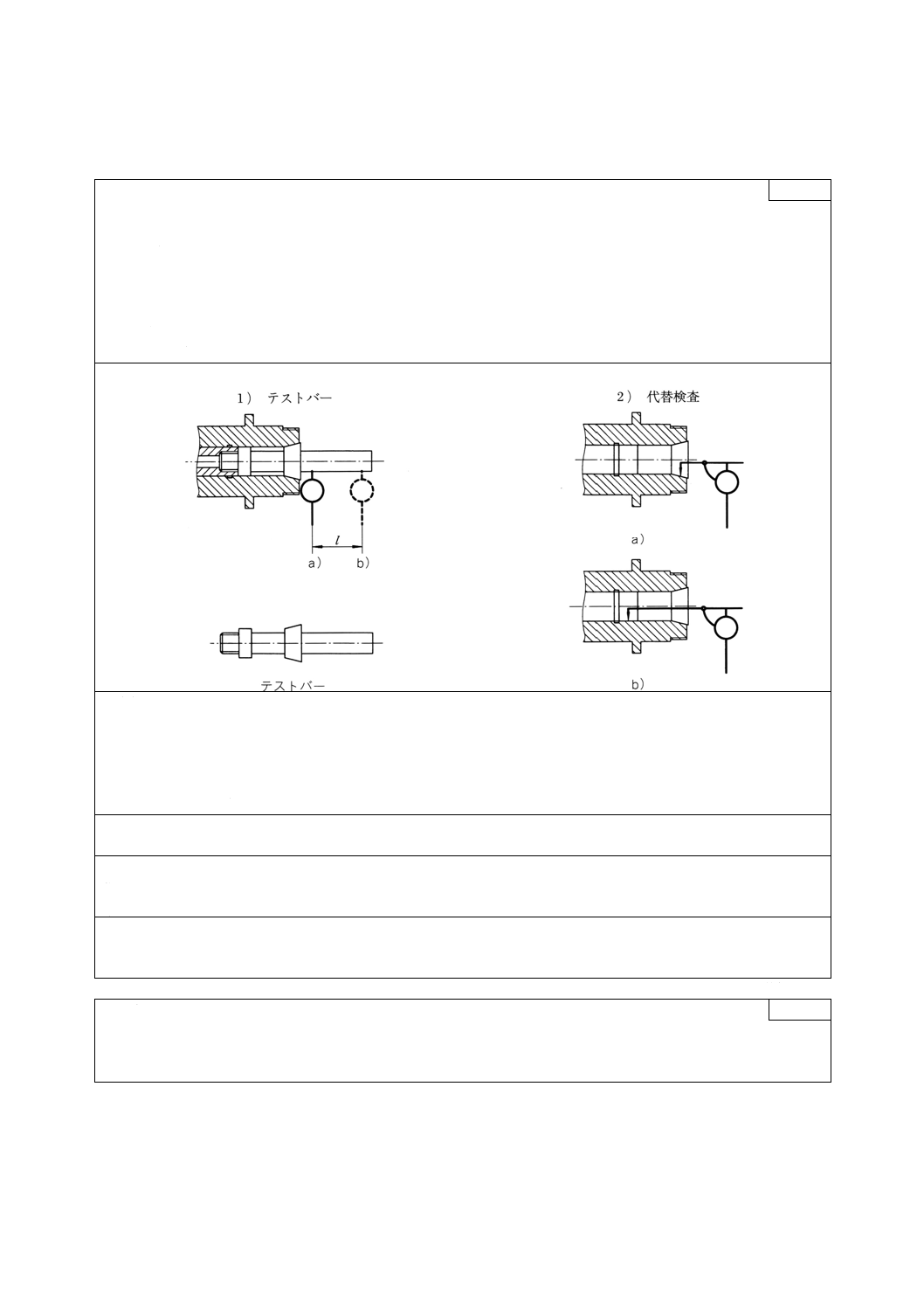
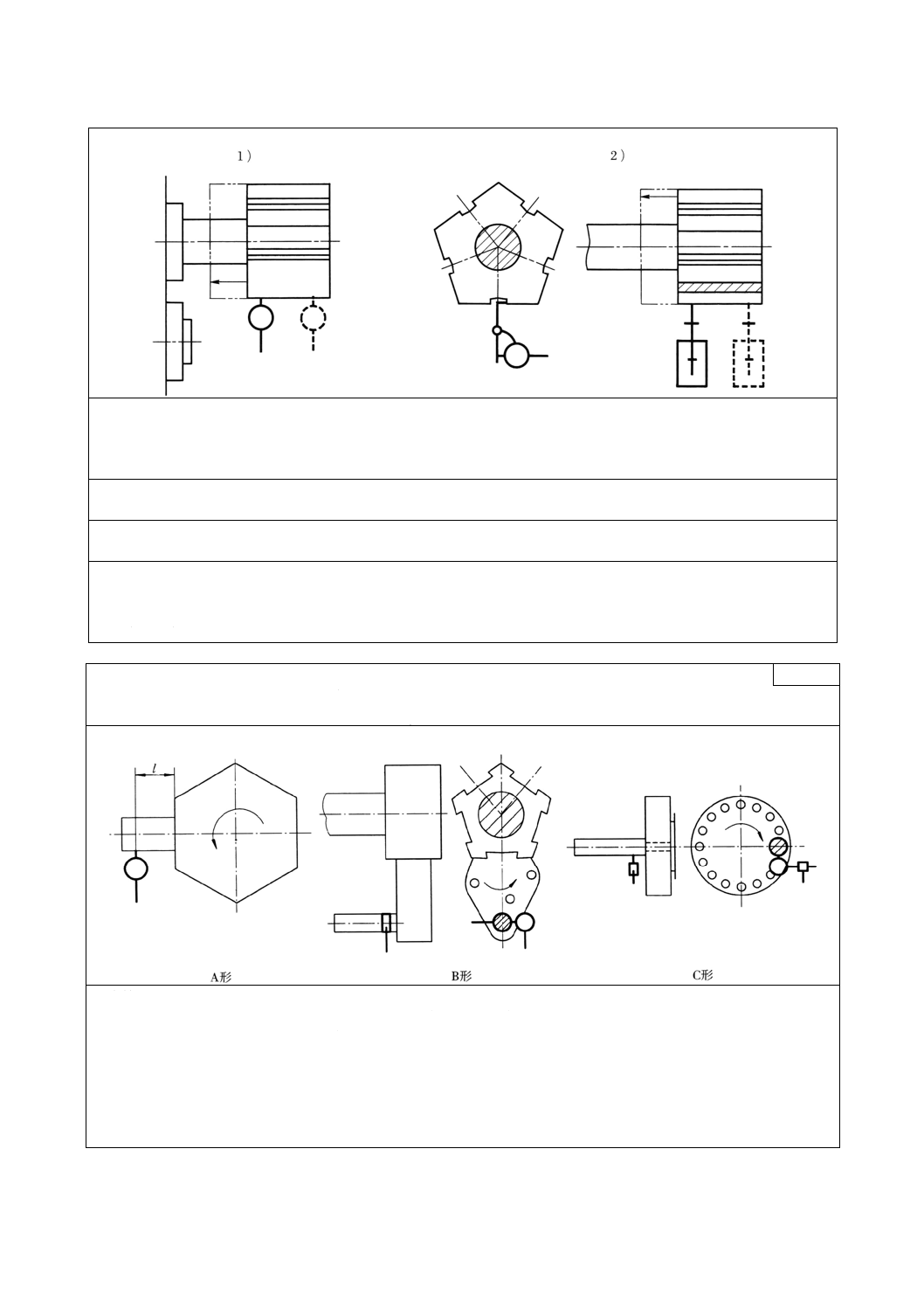
検査事項
G3
主軸コレットチャック取付穴の振れ
1) テストバーを使用した場合
a) 主軸端の近くで
b) lの位置で
代替検査
2) 直接測定
a) 前部テーパ部
b) 後部円筒部
測定方法図
許容値
区分0
区分1
区分2
1) a)
0.010
0.015
0.015
b)
0.015
0.030
0.030
l=50
l=100
l=100
2) a)及びb)
0.008
0.010
0.010
測定値
測定器
1) テストバー及びダイヤルゲージ
2) ダイヤルゲージ
備考及びJIS B 6191の参照項目
5.612.3
備考 この検査に用いるテストバーは,附属書1(参考)に示すD形テストバーによるのがよい。
単位 mm
検査事項
G4
主軸コレット穴の振れ
a) 主軸端の近くで
b) lの位置で
11
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定方法図
許容値
区分0
区分1
区分2
l=50
l=100
l=100
a) 0.015
0.02
0.02
b) 0.02
0.04
0.04
測定値
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照項目
5.612.3
備考 この検査に用いるテストバーは,附属書1(参考)に示すS形テストバーよるのがよい。
6.2
横送り台
単位 mm
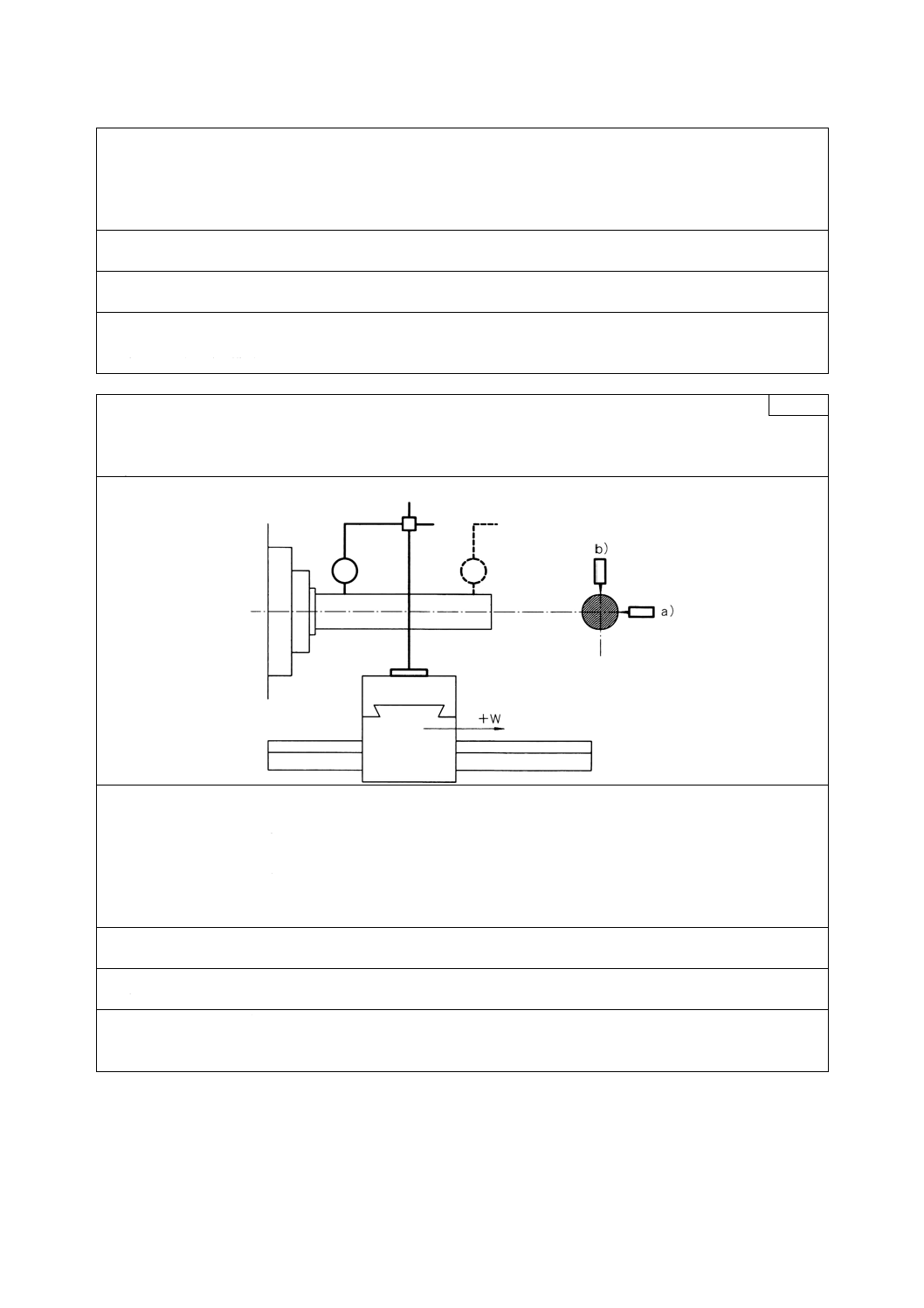
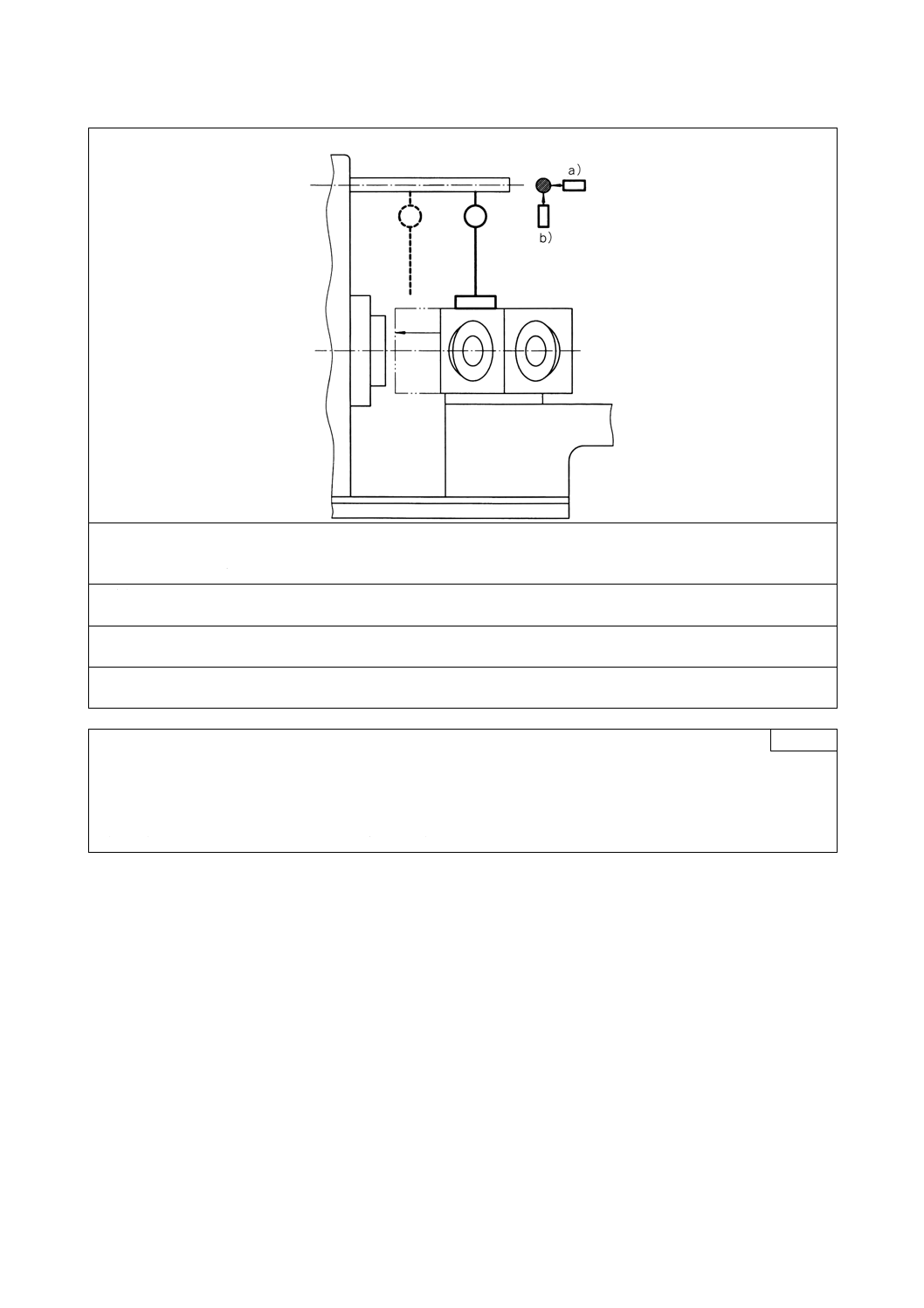
検査事項
G5
横送り台のX軸方向運動と主軸中心線との直角度
備考 チャック作業用機械だけに適用する。代替検査として工作精度検査M2を行ってもよい。
測定方法図
12
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
許容値
すべての区分に対して
測定長さ100につき0.01
一つの刃物台をもつ横送り台に対してだけ
α≧90°
測定値
測定器
ダイヤルゲージ及び面板又は直定規
備考及びJIS B 6191の参照項目
5.522.3及び5.22
ダイヤルゲージは横送り台上に取り付ける。
単位 mm
検査事項
G6
往復台のW軸方向運動と主軸中心線との平行度
a) 水平面内で
b) 垂直面内で
測定方法図
許容値
すべての区分に対して
a) 測定長さ100について0.005
(テストバーの先端は手前に向いていなければならない。)
b) 測定長さ100に対して0.007
(テストバーは先上がりでなければならない。)
備考 移動量が100以下の場合も許容値は同じとする。
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
5.422.3
ダイヤルゲージは横送り台上に取り付ける。
13
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
タレット
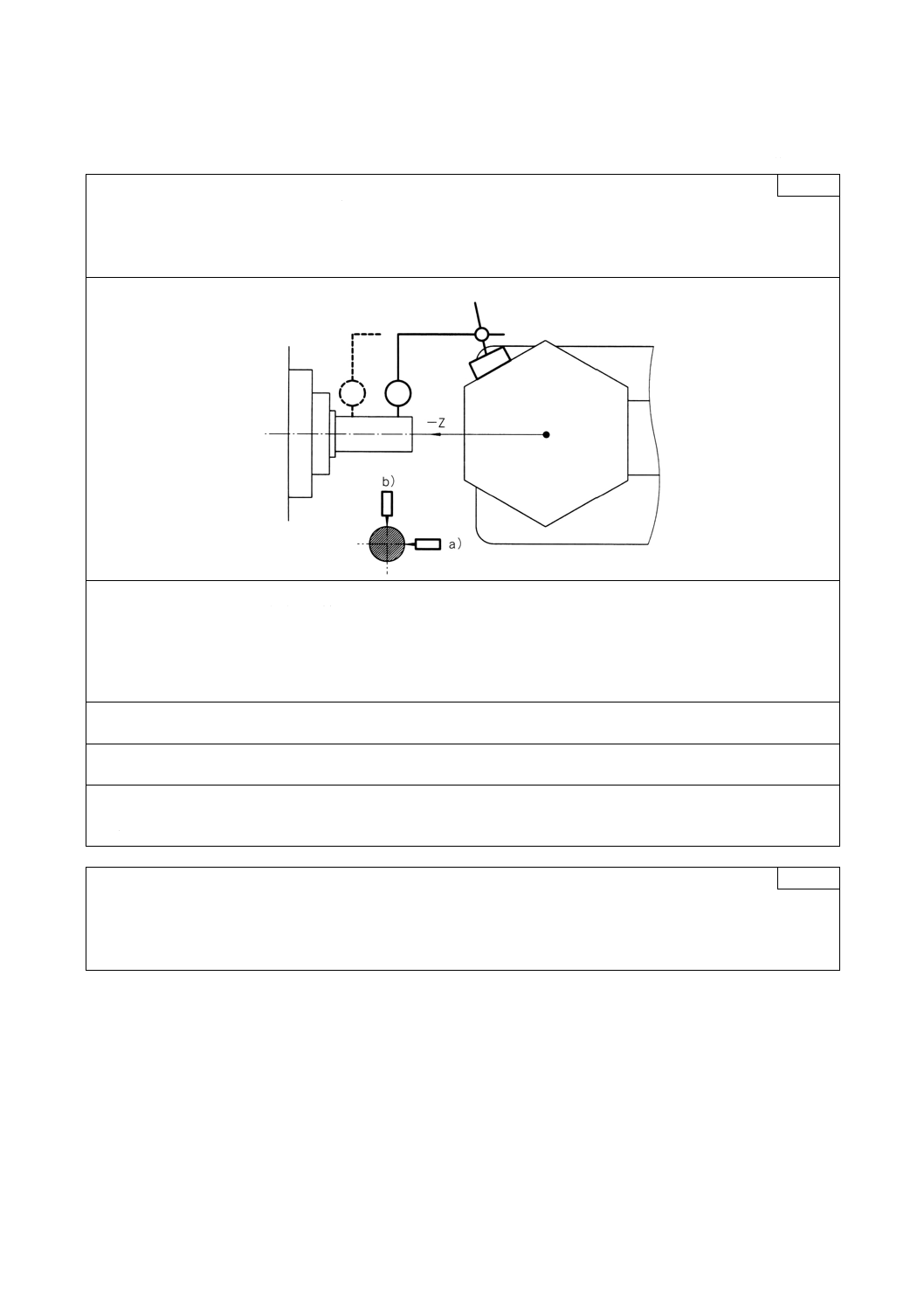
単位 mm
検査事項
G7
タレットのZ軸方向運動と主軸中心線との平行度
a) 水平面内で
b) 垂直面内で
(この検査は,サドル形の機械だけに適用する。)
測定方法図
許容値
a)及びb)に対して
区分0
測定長さ150につき0.01
区分1
測定長さ300につき0.02
区分2
測定長さ300につき0.02
備考 規定した測定長さ未満の移動量の場合も許容値は同じとする。
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
5.422.3
ダイヤルゲージはタレットに取り付ける。
単位 mm
検査事項
G8
タレットの工具取付穴とタレットのZ軸方向運動との平行度
a) 水平面内で
b) 垂直面内で
(この検査は,B形タレットの機械又は工具シャンク締付け機能をもたない機械には適用しない。)
14
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定方法図
許容値
a)及びb)
区分0
測定長さ50につき0.01
区分1及び2
測定長さ100につき0.015
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
5.422.3
テストバーは,タレット面に固定しないで,工具取付穴にしっかりとはめる。タレット穴に遊びがある場合は,クラ
ンプ機構を使って固定する。
測定は,工具取付穴のそれぞれについて行う。
単位 mm
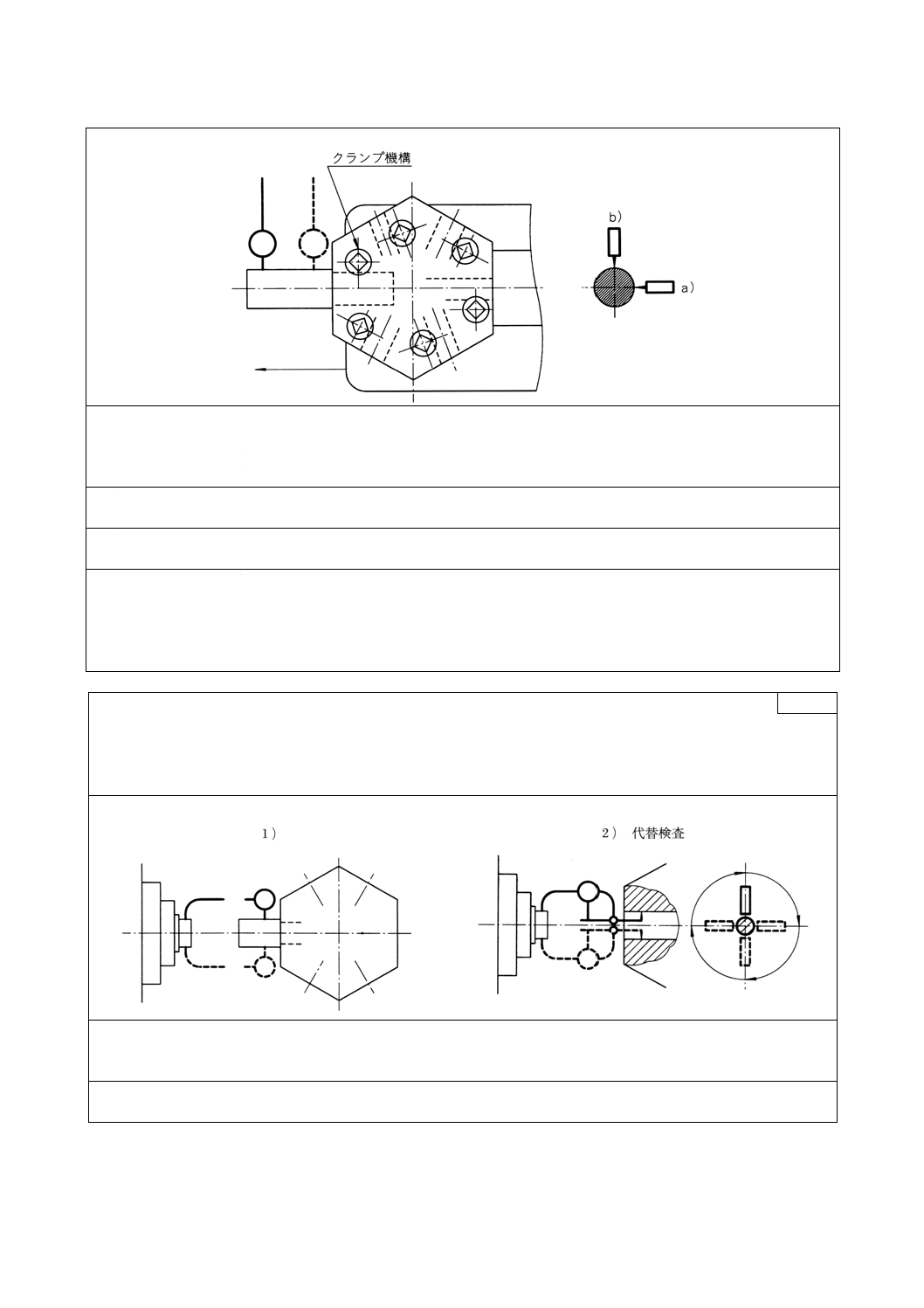
検査事項
G9
1) 主軸中心線とタレットの工具取付穴中心線との片寄り度
代替検査
2) タレットの工具取付穴の直接測定
(この検査は,B形タレットの機械には適用しない。)
測定方法図
許容値
すべての区分について
0.015
測定値
15
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定器
1) ダイヤルゲージ及びテストバー
2) ダイヤルゲージ
備考及びJIS B 6191の参照項目
5.442
ダイヤルゲージをできるだけタレット面の近くに当てて,主軸を360°回転させる。
テストバーは,タレット面に固定しないで,工具取付穴にしっかりとはめる。タレット穴に遊びがある場合は,ク
ランプ機構を使って固定する。
測定は,工具取付穴のそれぞれについて行う。
ダイヤルゲージの読みの差の1/2を測定値とする。
単位 mm
検査事項
G10
1) タレットの工具取付面と主軸中心線との直角度
2) タレットの工具取付基準穴中心線と主軸中心線との片寄り度
(この検査は,A形タレットの機械だけに適用する。)
測定方法図
許容値
区分0
区分1
区分2
1)
−
0.015/100
0.015/100
2)
−
0.015
0.015
測定値
測定器
1)及び2) ダイヤルゲージ
備考及びJIS B 6191の参照項目
1) 5.512.1及び5.512.4
ダイヤルゲージは,できるだけ主軸端の近くに取り付けることが望ましい。
測定は,タレットの工具取付面のそれぞれについて行う。
2) 5.442
タレットは,できるだけ主軸に近い位置に置くことが望ましい。
測定は,タレットの工具取付基準穴のそれぞれについて行う。
ダイヤルゲージの読みの差の1/2を測定値とする。
単位 mm
検査事項
G11
1) タレットの工具取付面とタレットのZ軸方向運動との平行度
2) タレットの工具ホルダ取付基準溝とタレットのZ軸方向運動との平行度
(この検査は,B形タレットの機械だけに適用する。)
16
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定方法図
許容値
1)及び2)に対して
区分0
区分1及び2
−
測定長さ100について0.015
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照項目
5.422.2
1)及び2)
測定は,全切削可能範囲で,タレットの工具取付面のそれぞれについて行う。
単位 mm
検査事項
G12
タレット割出しの繰返し位置決め精度
[この検査の代替検査として工作精度検査M1のc)を行ってもよい。]
測定方法図
許容値
タレット形式
区分0
区分1及び2
タレット旋盤
A形
l=50で0.01 l=100で0.01
単軸自動旋盤
A形
l=50で0.01
l=50で0.01
B形
−
0.01
C形
0.01
0.01
備考 B形及びC形の場合は,測定はできるだけ工具取付穴の近くで行う。
17
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
テストバーを工具取付穴にはめ,主軸中心線と一致するように取り付ける。ダイヤルゲージは,機械の固定部に取り
付ける。
タレットは動きの中央に置き,ダイヤルゲージをテストバーに当てて読みを取る。
次に,タレットを逃がし360°回し割出し(できれば,自動サイクルで)読みを取る。
それぞれの工具取付穴について同じ測定を3回繰り返して行う。
読みの最大差を測定値とする。
単位 mm
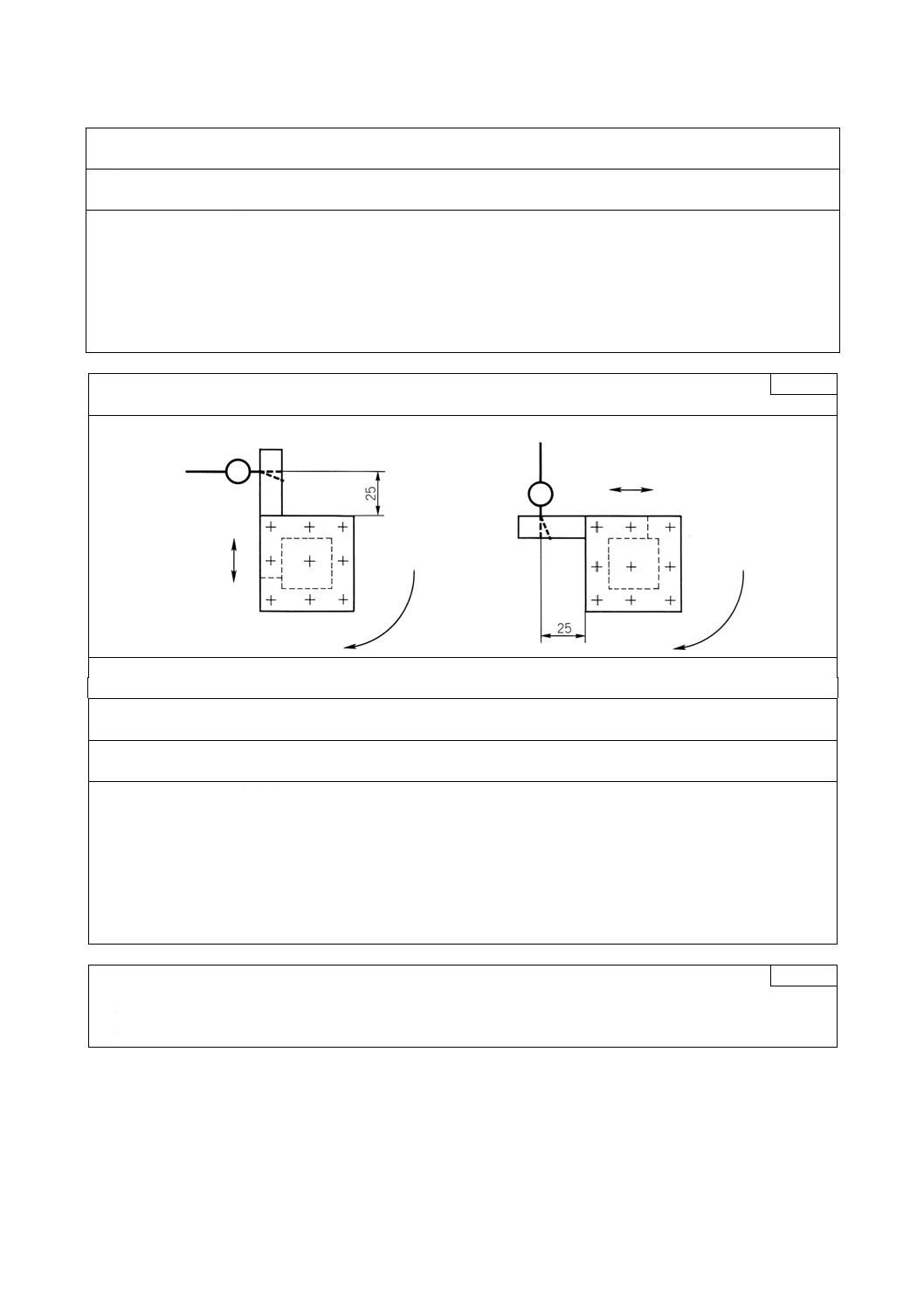
検査事項
G13
横送り台上の四角刃物台の繰返し割出し精度
測定方法図
許容値
0.02
測定値
測定器
ダイヤルゲージ及びブロック
備考及びJIS B 6191の参照項目
6.42
工具を模擬したブロックを四角刃物台に固定する。機械の固定部に取り付けたダイヤルゲージを,そのブロックの
所定の位置に当てて読みを取る。
次に,タレットをダイヤルゲージの測定の向きと直角な軸に沿って移動させて逃がし,刃物台を360°回して割り出
し,再びブロックの所定の位置にダイヤルゲージを当てて読みをとる。
それぞれのタレット面について,同じ測定を3回繰り返して行う。
読みの最大差を測定値とする。
単位 mm
検査事項
G14
案内棒とタレットのZ軸方向運動との平行度
a) 水平面内で
b) 垂直面内で
18
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定方法図
許容値
a)及びb)に対して
測定長さ300について 0.02
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照項目
5.422.3
単位 mm
検査事項
G15
1) 横送り台の基準溝又は基準側面と横送り台のX軸方向運動との平行度
2) 横送り台の工具取付け面とa)及びb)の運動との平行度
a) 往復台のZ軸方向運動
b) 横送り台のX軸方向運動
(この試験は,D形タレットの機械にだけ適用する。)
19
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定方法図
許容値
1)
測定長さ300につき 0.03
2) a)及びb)
測定長さ300につき 0.04
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照項目
a)及びb)
5.422.21
7. 工作精度検査 工作精度検査は,表3による。
表3 工作精度検査
単位 mm
検査内容
M1
タレットに取り付けた工具による円筒形工作物の旋削。
試験c)では,少なくとも3個の工作物を加工する。タレットは新しい工作物を加工する前に360°割り出す。
試験c)は,最小切削長さ10mmの短い工作物で行ってもよい。
工作物の材料,工具の種類及び形状,送り量,切込み深さ並びに切削速度は製造業者が決める。
20
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工作物の形状及び寸法
検査事項
許容値
測定値
測定器
a) 真円度:工作物の先端での半径の,少
なくとも四つの読みの差
(JIS B 0021の18.3参照)
区分0 : 0.005
区分1 : 0.005
区分2 : 0.005
マイクロメー
タ又は真円度
測定器
b) 加工直径の一様性:
この検査は主軸中心線に平行又は
直角な中心線をもつタレットに適用
する。
区分0 : 50について0.01
区分1及び2 : 100について0.02
加工直径の差は,軸方向の一つの平
面内で測定された各加工帯部の直径
間の差である。
工作物に2か所以上の帯部が
あれば,隣接する帯部の間の許
容値は0.01とする。
帯部が3か所を超える場合は,3か
所で測定する。
c) 繰返し精度:
工作物間の直径の差
主軸を一定の位置に停止させ,一つ
の平面内で測定する。
区分0 : 0.02
区分1 : 0.025
区分2 : 0.025
備考及びJIS B 6191の参照項目
3.1及び3.2
4.1及び4.2
単位 mm
検査内容
M2
横送り台に取り付けられたバイトによる工作物の面削り。
工作物の材料,工具の種類及び形状,送り,切込み深さ並びに切削速度は製造業者が決める。
備考 一つの横送り台に二つの刃物台を備えている場合には,検査は一方の刃物台だけで行えばよい。
21
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工作物の形状及び寸法
検査事項
許容値
測定値
測定器
備考及びJIS B 6191の参照項目
加工面の真直度
(中低であること)
すべての区分について
測定長さ100について
0.015
直定規及びブロックゲ
ージ又はダイヤルゲー
ジ
3.1, 3.22, 4.1及び4.2
単位 mm
検査内容
M3
バイトを使用した円筒形工作物のJIS B 0205又はJIS B 0208によるねじ切り
ねじ山の切り始めは,親ねじの任意の位置で行ってもよい。
工作物の形状及び寸法
検査事項
許容値
測定値
測定器
備考及びJIS B 6191の参照項目
ねじの
累積ピッチ誤差
区分0:
測定長さ30について
区分1及び2:
測定長さ60について
0.02
専用測定器
3.1及び3.22
4.1及び4.2
及び6.2
ねじ山は平らな面やうねりがあってはな
らない。
22
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 数値制御による位置決め精度検査 数値制御による位置決め精度検査は,表4による。
この検査は直線位置決めを数値制御で行うタレット旋盤及び単軸自動旋盤だけに適用する。
この検査を適用するに当たっては,特に環境条件,機械の暖機運転,測定方法及び測定結果の評価方法
はJIS B 6192による。
表4 数値制御による位置決め精度検査
単位 mm
検査事項
P1
数値制御による横送り台のX軸方向運動の位置決め精度
測定方法図
許容値
測定長さ
測定値
≦125
≦250 ≦500
両方向位置決めの正確さ*)
A
0.013
0.018
0.020
一方向位置決めの繰返し性*)
R↑又はR↓
0.005
0.008
0.010
両方向位置決めの繰返し性
R
0.010
0.012
0.015
軸の反転値*)
B
0.008
0.010
0.013
平均反転値
B
0.004
0.005
0.006
両方向位置決めの系統偏差
E
0.008
0.010
0.012
平均両方向位置決め偏差
M
0.004
0.005
0.006
*)機械の受渡検査の基本評価項目である。
測定器
標準尺及び測微顕微鏡又はレーザ干渉測長器
備考及びJIS B 6191の2.322.1,JIS B 6192参照
標準尺又はレーザ干渉測長器の光軸は運動軸と平行に置く。
位置決めは,使用者と製造業者との合意に基づいた送り速度で行う。
単位 mm
検査事項
P2
数値制御によるサドルのZ軸方向運動の位置決め精度
23
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定方法図
許容値
測定長さ
測定値
≦125 ≦250
≦500
両方向位置決めの正確さ*)
A
0.013
0.018
0.020
一方向位置決めの繰返し性*)
R↑又はR↓
0.005
0.008
0.010
両方向位置決めの繰返し性
R
0.010
0.012
0.015
軸の反転値*)
B
0.008
0.010
0.013
平均反転値
B
0.004
0.005
0.006
両方向位置決めの系統偏差
E
0.008
0.010
0.012
平均両方向位置決め偏差
M
0.004
0.005
0.006
*)機械の受渡検査の基本評価項目である。
測定器
標準尺及び測微顕微鏡又はレーザ干渉測長器
備考及びJIS B 6191の2.322.1,JIS B 6192参照
標準尺又はレーザ干渉測長器の光軸は運動軸と平行に置く。
位置決めは,使用者と製造業者との合意に基づいた送り速度で行う。
24
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
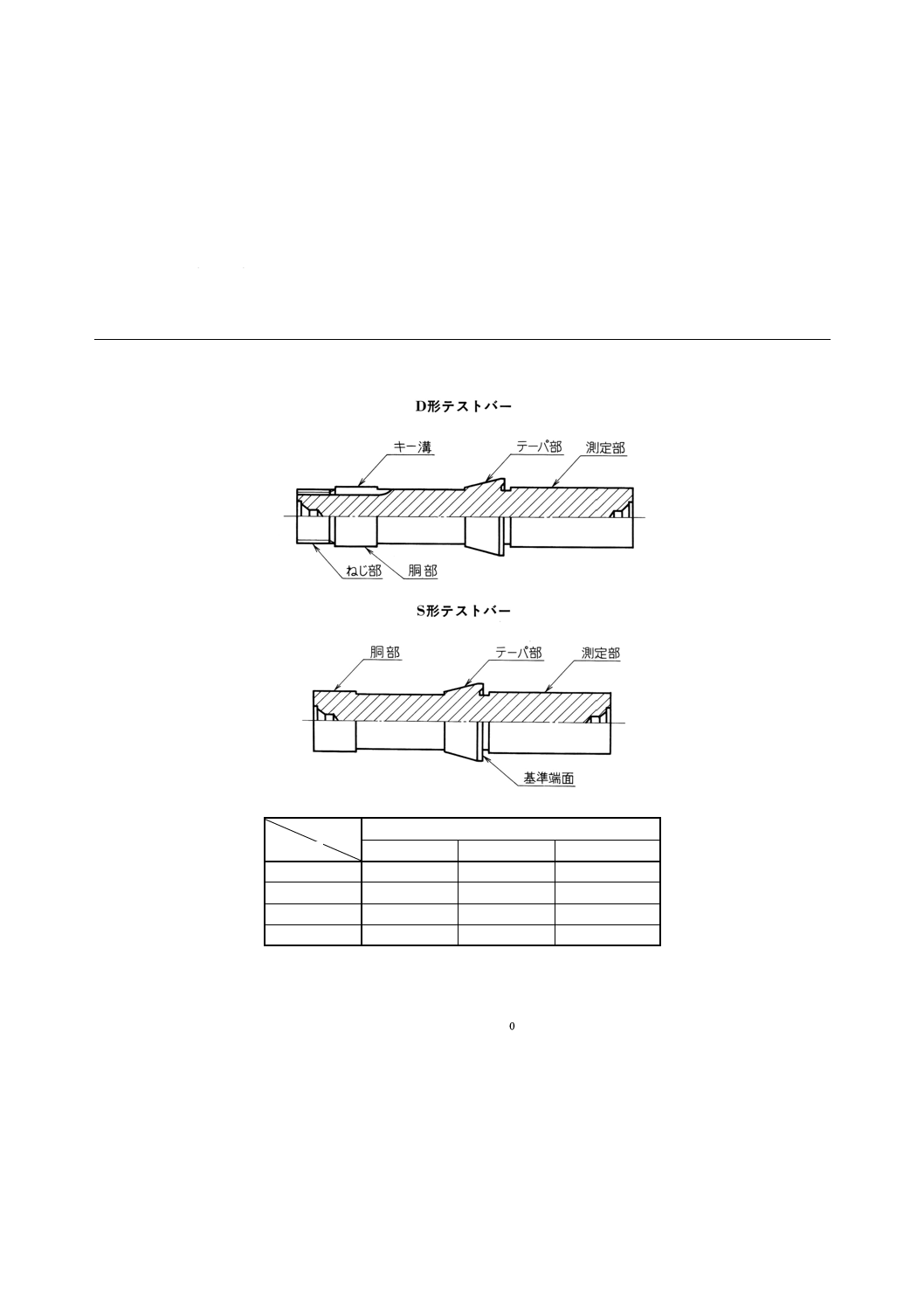
附属書1(参考) タレット旋盤及び単軸自動旋盤精度検査用テストバー
この附属書1(参考)は,規格本体のG3(主軸コレットチャック取付穴の振れ)及びG4(主軸コレッ
ト穴の振れ)の検査に用いるテストバー(G3用=通称,D形テストバー・G4用=通称,S形テストバー)
の名称及び精度を参考として示すものであって,規定の一部ではない。
なお,この附属書1(参考)は,規格本体の国際対応規格であるISO 6155にはない事項である。
関連規格 JIS B 6141 スプリングコレット
(1) 名称
(2) 精度
精度
測定箇所
許容値
振れmm
円筒度mm
表面粗さRaμm
測定部
0.002
0.002
0.2
テーパ部
0.002
−
0.2
胴部
0.002
0.002
0.2
基準端面*
0.002
−
0.4
注*
この測定は,S形テストバーに適用する。
備考1. 胴部と主軸穴とのはめあいすきまは,0.005mm程度
とする。
2. テーパ部の角度の許容差は
010
′
+
とする。
25
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) タレット旋盤−運転試験及び剛性試験
この附属書2(参考)は,規格本体にはない事項を参考として示すものであって規定の一部ではない。
備考 この附属書2(参考)の引用規格を,次に示す。
JIS B 4105 超硬バイト
JIS B 6003 工作機械−振動測定方法
JIS B 6004 工作機械の騒音レベル測定方法
JIS B 6014 工作機械の安全通則
JIS B 6201 工作機械−運転試験方法及び剛性試験方法通則
JIS G 4051 機械構造用炭素鋼鋼材
1. 運転試験方法
1.1
機能試験 機能試験は,附属書2表1によって行う。
附属書2表1 機能試験
番号
試験事項
試験方法
JIS B 6201の3.2
の引用試験番号
1
主軸の始動,停止及び
運転操作
適当な一つの主軸回転速度で,正転及び逆転について始動,停止
(寸動及び制動を含む。)を繰り返し10回行い,作動の円滑さと
確実さとを試験する。
1-11
2
主軸回転速度の変換
操作
表示のすべての回転速度について主軸回転速度を変換し,操作装
置の作動の円滑さと指示の確実さとを試験する。
1-12
3
送り量の変換操作
適当な一つの主軸速度で表示のすべての送りについて送り量を
変換し,操作装置の作動の円滑さと指示の確実さとを試験する。
1-33
4
サドル又はラム(1)の
手送り操作
手動によってサドル又はラム(1)を移動させ,動きの全長にわたっ
て作動の円滑さと均一さとを試験する。
なお,マイクロメータカラーの機能の確実さを試験する。
1-37
5
横送り台及び往復台
の手送り操作
手動によって横送り台及び往復台を移動させ,動きの全長にわた
って作動の円滑さと均一さとを試験する。
なお,マイクロメータカラーの機能の確実さを試験する。
1-37
6
機動送り及び早送り
の掛け外しとその装
置の操作
サドル又はラム(1)及び往復台並びに横送り台について,機動送
り,早送りの掛け外し及び送り逆転の操作を行い,作動の円滑さ
と確実さとを試験する。
1-51
7
自動停止装置の操作
自動停止装置の指令位置の設定及び作動について,それぞれ円滑
さと確実さとを試験する。
1-36
1-52
8
締付けの操作
サドル又はラム(1)及び往復台並びに横送り台の各締付機構につ
いて,それぞれの動きの任意の一つの位置において締め付け,そ
の確実さを試験する。
1-53
1-54
9
タレット又はドラム
の割出し操作
タレット又はドラムの割出し操作を行い,作動の円滑さと確実さ
とを試験する。
1-53
10
四角刃物台の割出し
操作
四角刃物台の割出し操作を行い,作動の円滑さと確実さとを試験
する。
1-53
11
工具の取付け
工具の取付けの確実さと,ねじの締付け操作の円滑さとを試験す
る。
1-71
12
電気装置
運転試験の前後に,それぞれ1回絶縁状態を試験する。ただし,
半導体などを使用した回路には適用しない。
1-91
26
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
試験事項
試験方法
JIS B 6201の3.2
の引用試験番号
13
安全装置
作業者に対する安全さと,機械防護機能の確実さとを試験する
(JIS B 6014参照)。
1-92
14
潤滑装置
油密,油量の適正な配分など機能の確実さを試験する。
1-93
15
油圧装置
油密,圧力調整など機能の確実さを試験する。
1-94
16
附属装置
機能の確実さを試験する。
1-99
注(1) ラム形の機械について行う。
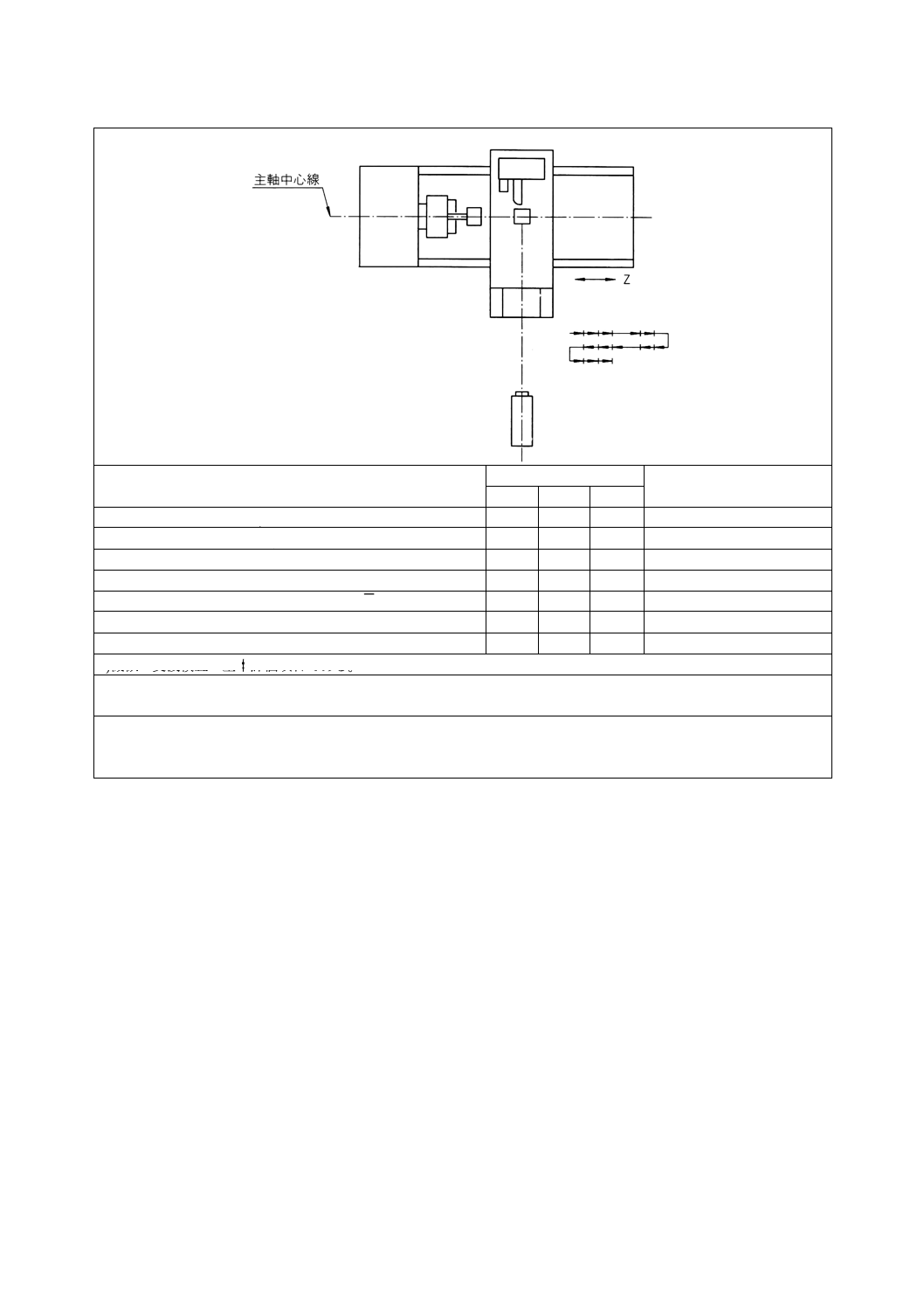
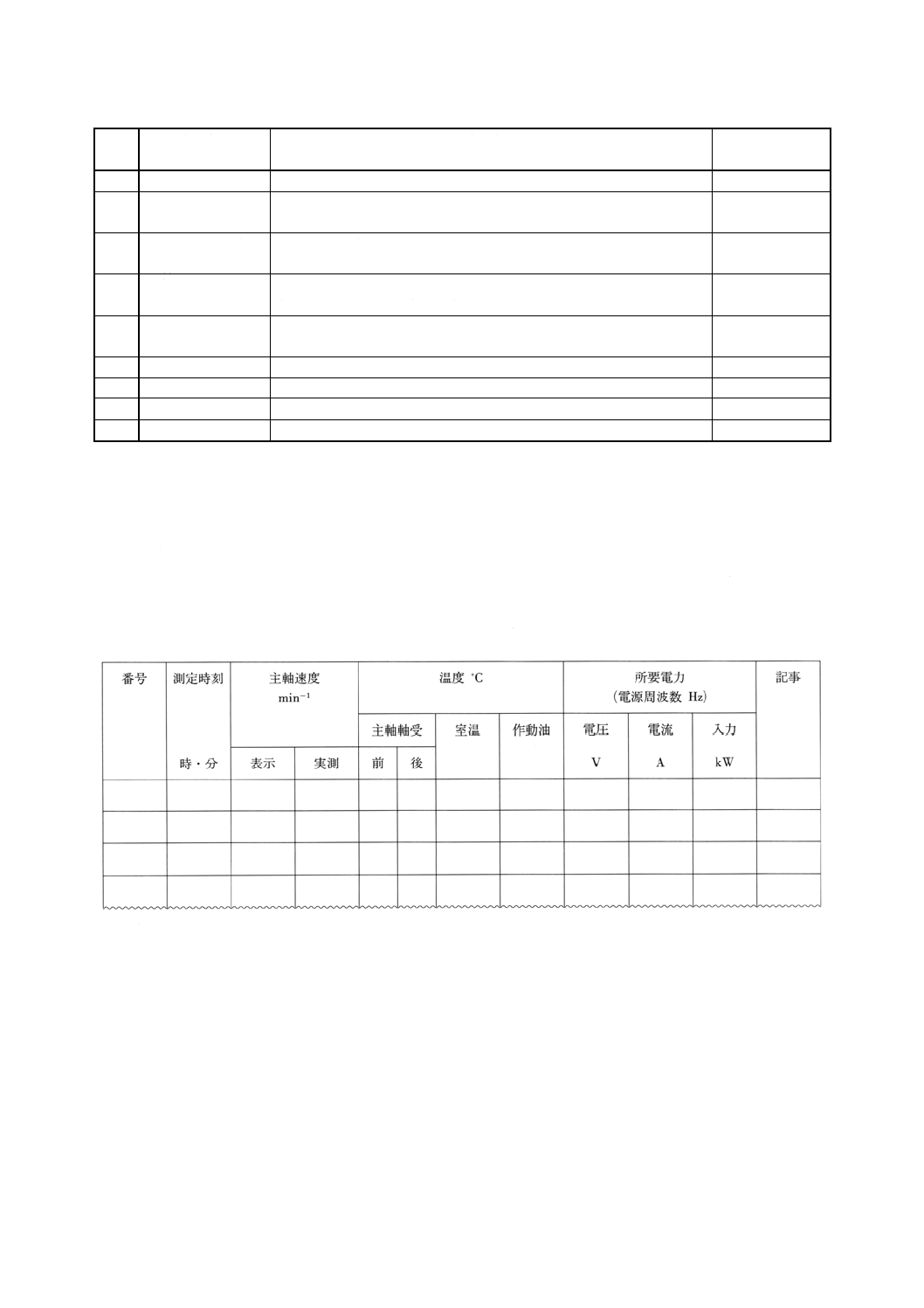
1.2
無負荷運転試験 無負荷運転試験は,主軸の最低速度から始め,各段階について運転し,引き続き
最高速度で,原則として30〜60分間運転を継続して,附属書2表2記録様式1-1に示す各項を測定する(JIS
B 6201の3.3.1参照)。
なお,最高主軸速度で運転の最後に送り量を最小,中間及び最大にとり,それぞれについて所要電力を
測定する。また,振動,騒音を観察する。振動,騒音を特に問題とする場合はJIS B 6003及びJIS B 6004
による。
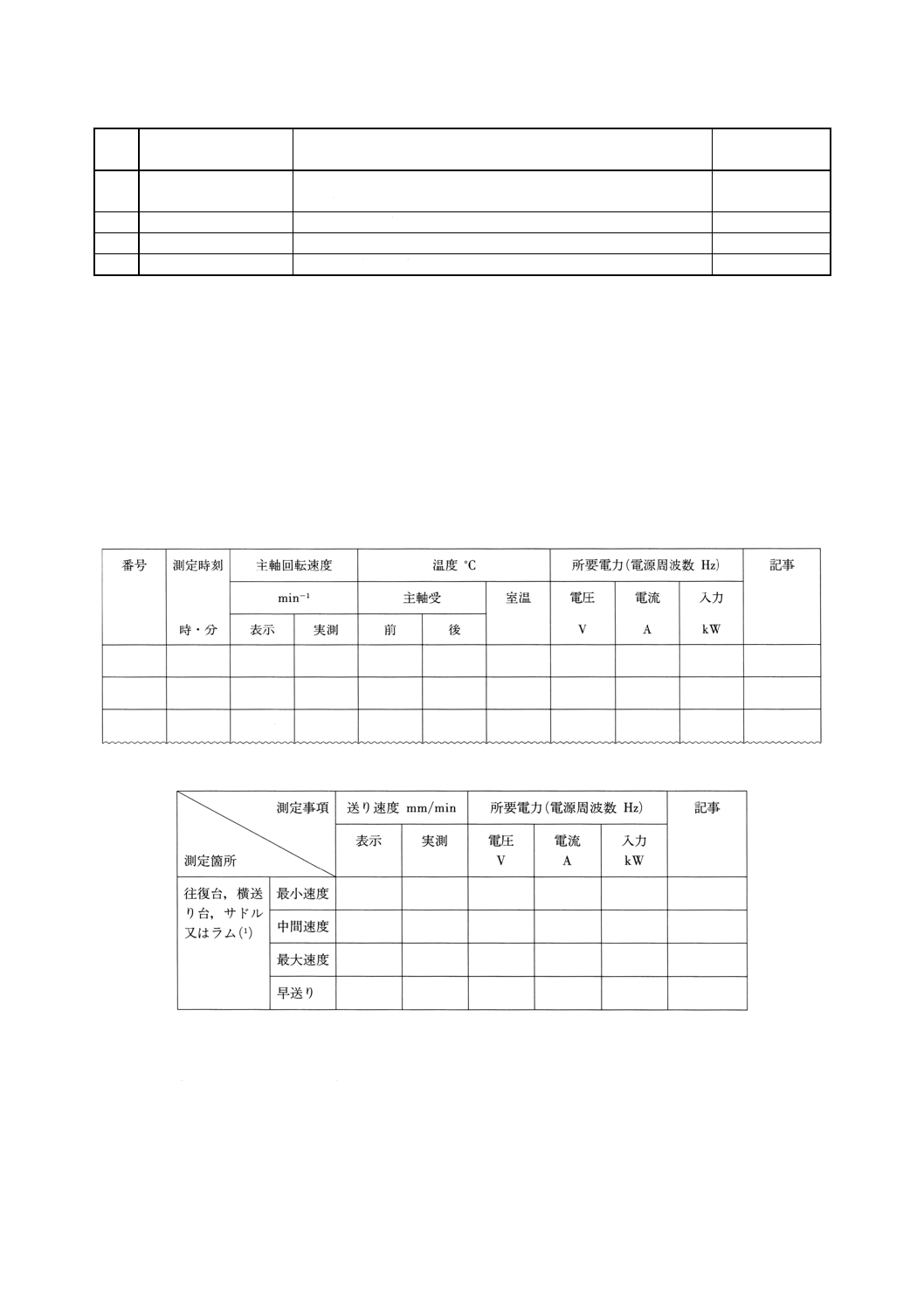
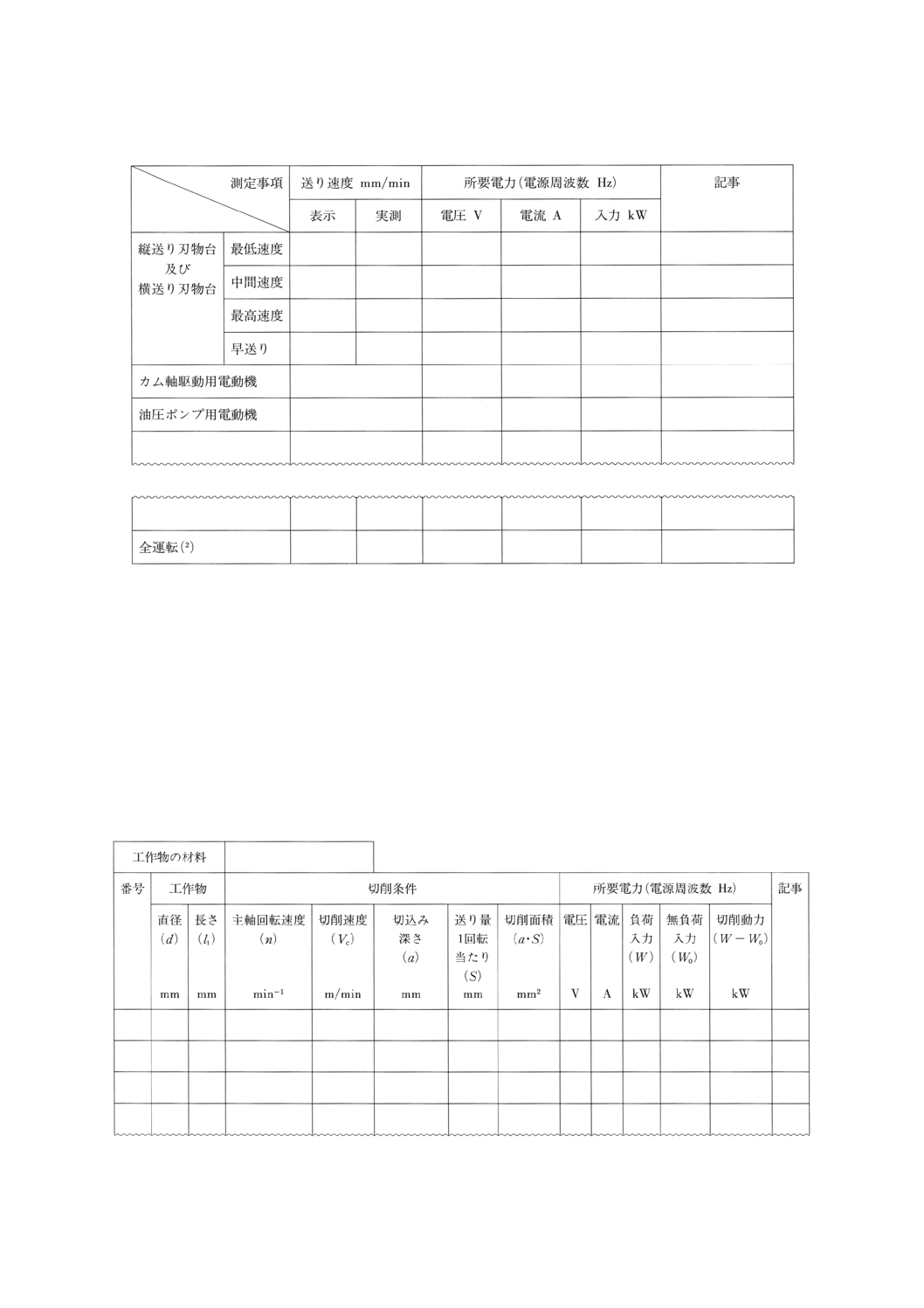
別に往復台,横送り台,サドル又はラムなどの駆動用電動機を具備するものは,附属書2表3記録様式
1-2に示す各項も測定する。
附属書2表2 記録様式1-1
附属書2表3 記録様式1-2
1.3
負荷運転試験 負荷運転試験は,切削動力試験及びびびり試験を行って所要電力を測定する。
また,振動・騒音及び仕上面の状態を観察する(JIS B 6201の3.4参照)。
振動・騒音を特に問題とする場合は,JIS B 6003及びJIS B 6004による。
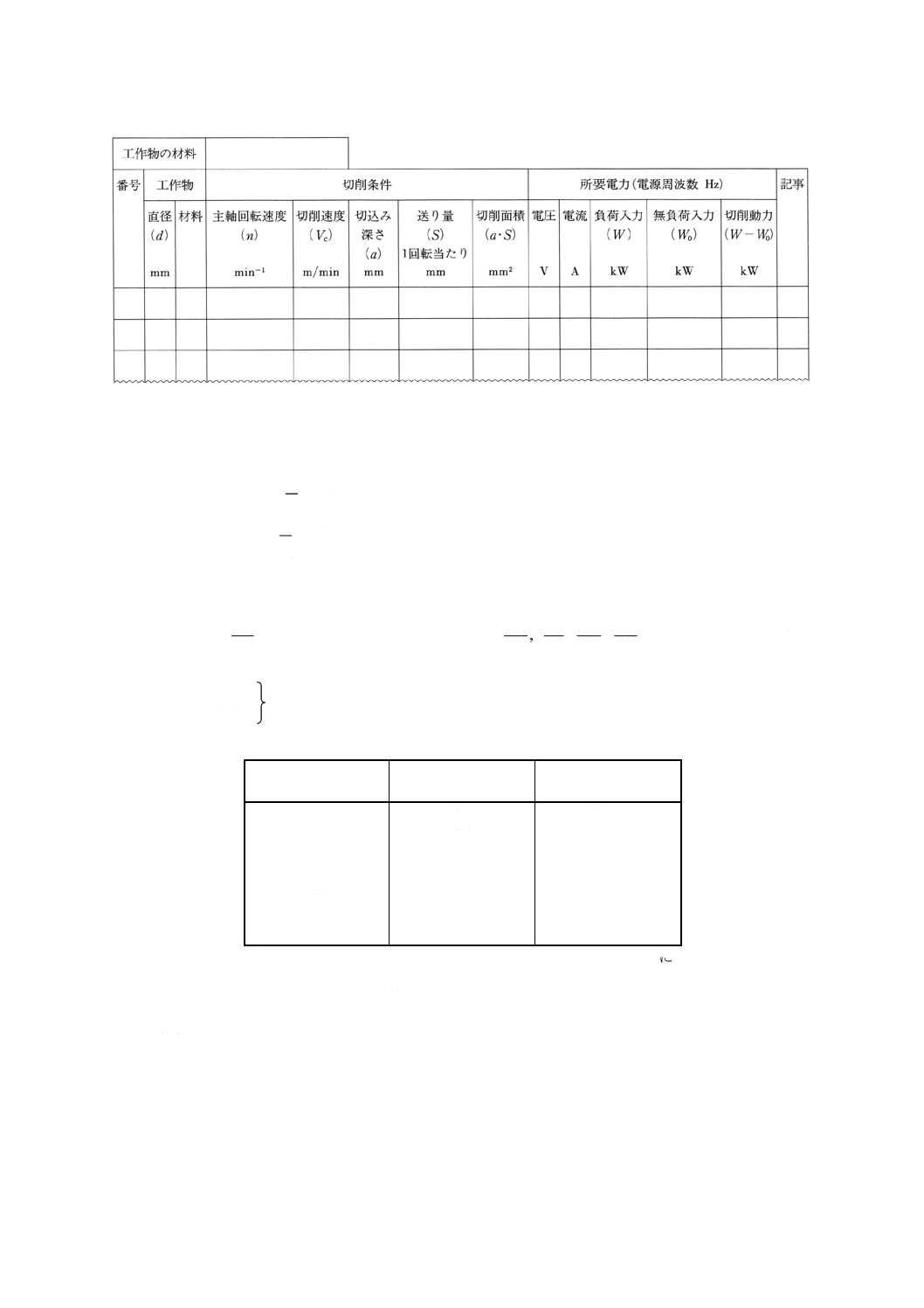
1.3.1 切削動力試験 切削動力試験は,高速切削において所定の電力に耐えられることを試験するもので,
次の条件によって高速外丸削りを行う(附属書2表4 記録様式2参照)(JIS B 6201の番号3-11参照)。
附属書2表4 記録様式2
27
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 工具 バイトはJIS B 4105に規定する31形又は32形とする。
(2) 工作物
材料: JIS G 4051に規定するS45Cとする。
形状: 直径
)
mm
(
4
D
d≒
長さ
)
mm
(
4
D
l≒
ここに, D: ベッド上の振り (mm)
l: つかみ代を含まない長さ
(3) 切削条件
送り量:
4000
D
S≒
1回転当たりmmから始め,例えば
1000
1200
1600
2000
,
,
,
D
D
D
D
のように順次送りを増し所
定の電力に達するまで行う。
切込み深さ (a)
附属書2表5の数値とする。ただし,機械の構造上附属書2表5の切削速度に
達しない場合は,その最高速度を用いる。
切削速度 (Vc)
附属書2表5
ベッド上の振り (D)
切込み深さ(2) (a)
切削速度 (Vc)
mm
mm(約)
m/min
200
1.7
約160
250
2.1
315
2.6
400
3.3
500
4.2
630
5.3
800
6.7
注(2) ベッド上の振りが附属書2表5に示されていないときは120
Dに
よる。
備考1. この試験は,棒材作業専用の機械については行わない。
2. この試験は,タレット又はドラムについて行う。
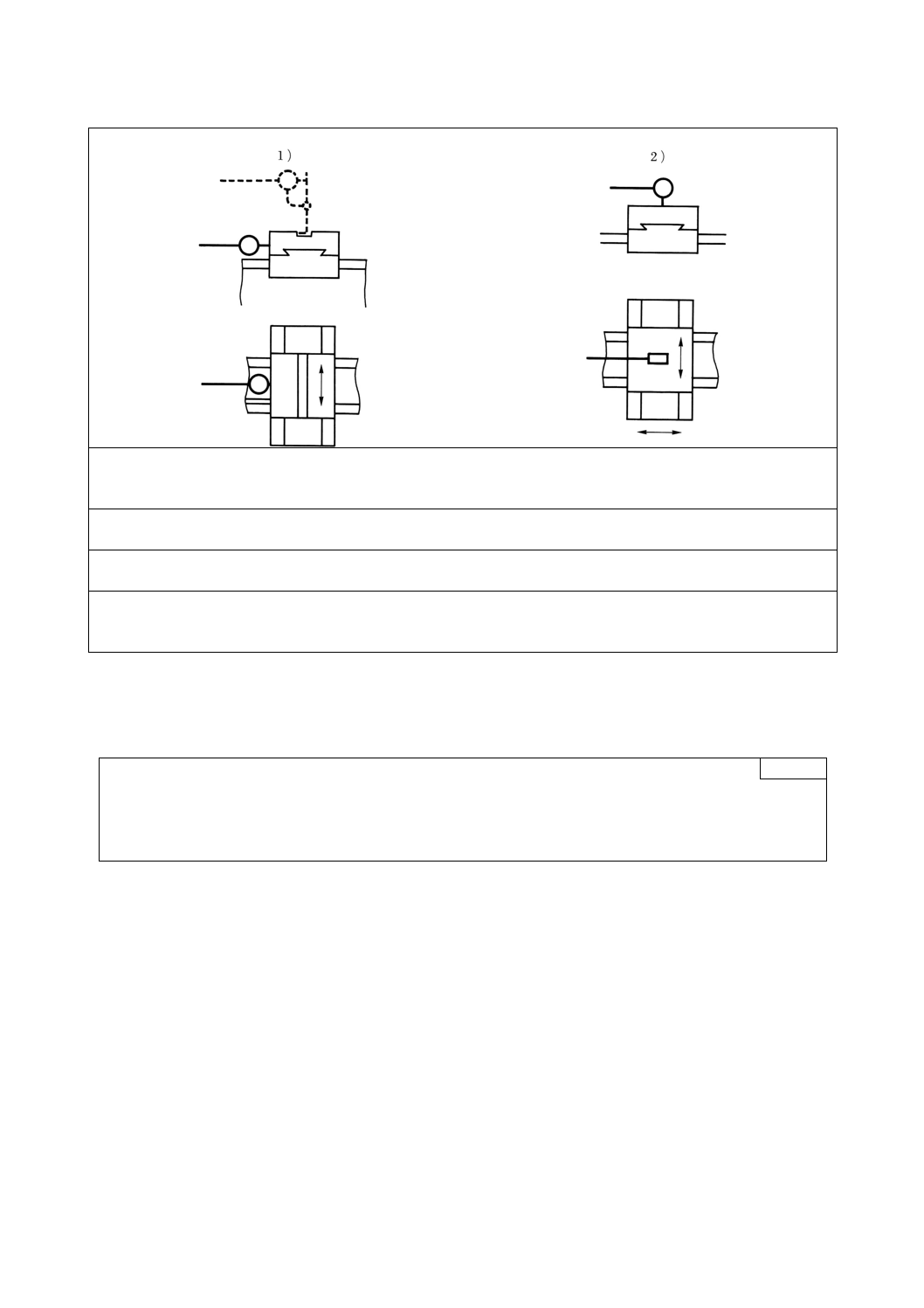
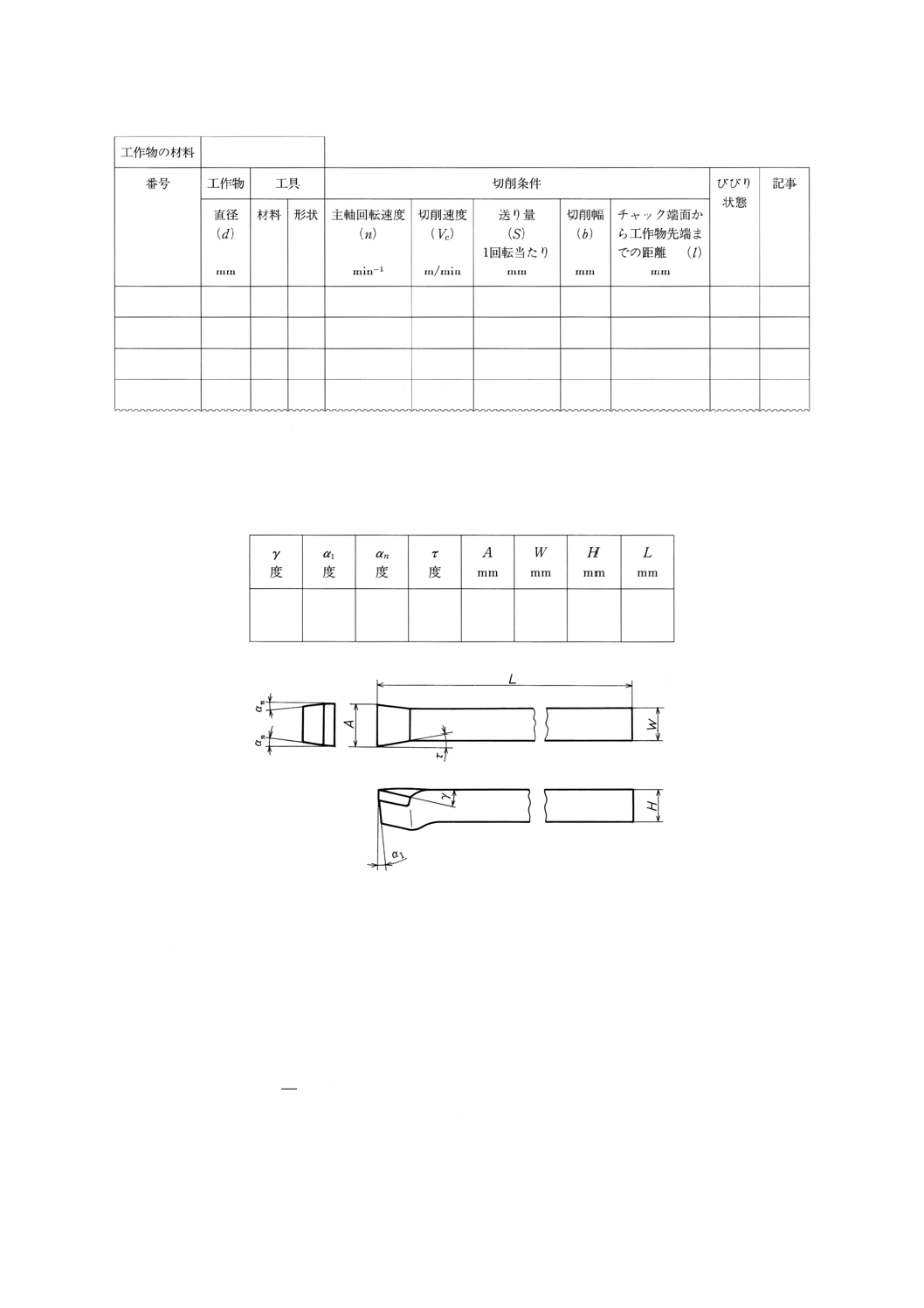
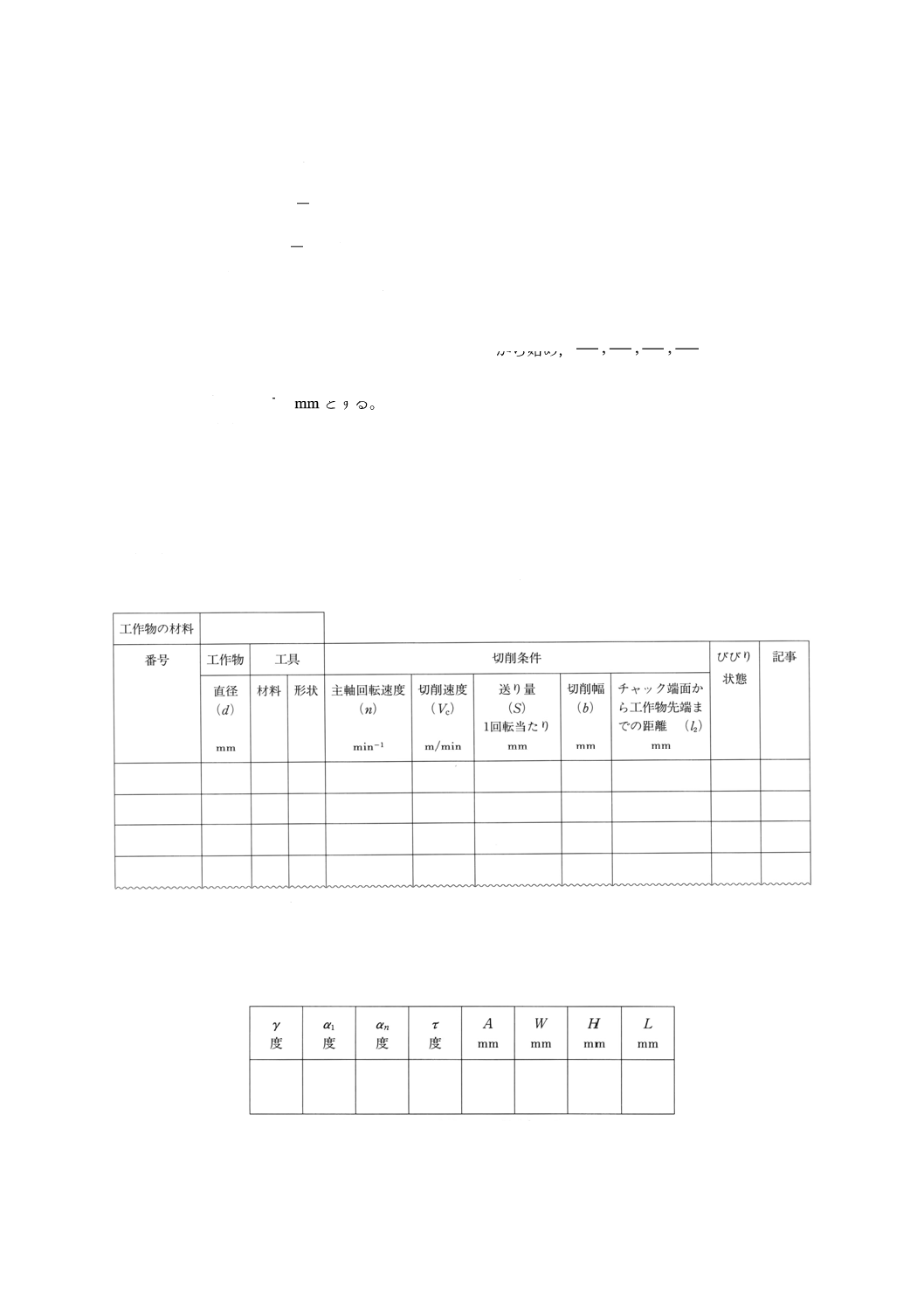
1.3.2
びびり試験 びびり試験は,切削の安定性を試験するもので,次の条件によって横送り台の前刃物
台を用いてインフィード削りを行い,びびり状態を観察する(附属書2表6 記録様式3参照)(JIS B 6201
の番号3-14参照)。
附属書2表6 記録様式3
28
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 工具 超硬平剣バイト(3)とし,附属書2表7 記録様式4によって必要事項を記録する。
なお,バイトの突出し長さを記録しておく。
注(3) 高速度鋼平剣バイトを使用してもよい。
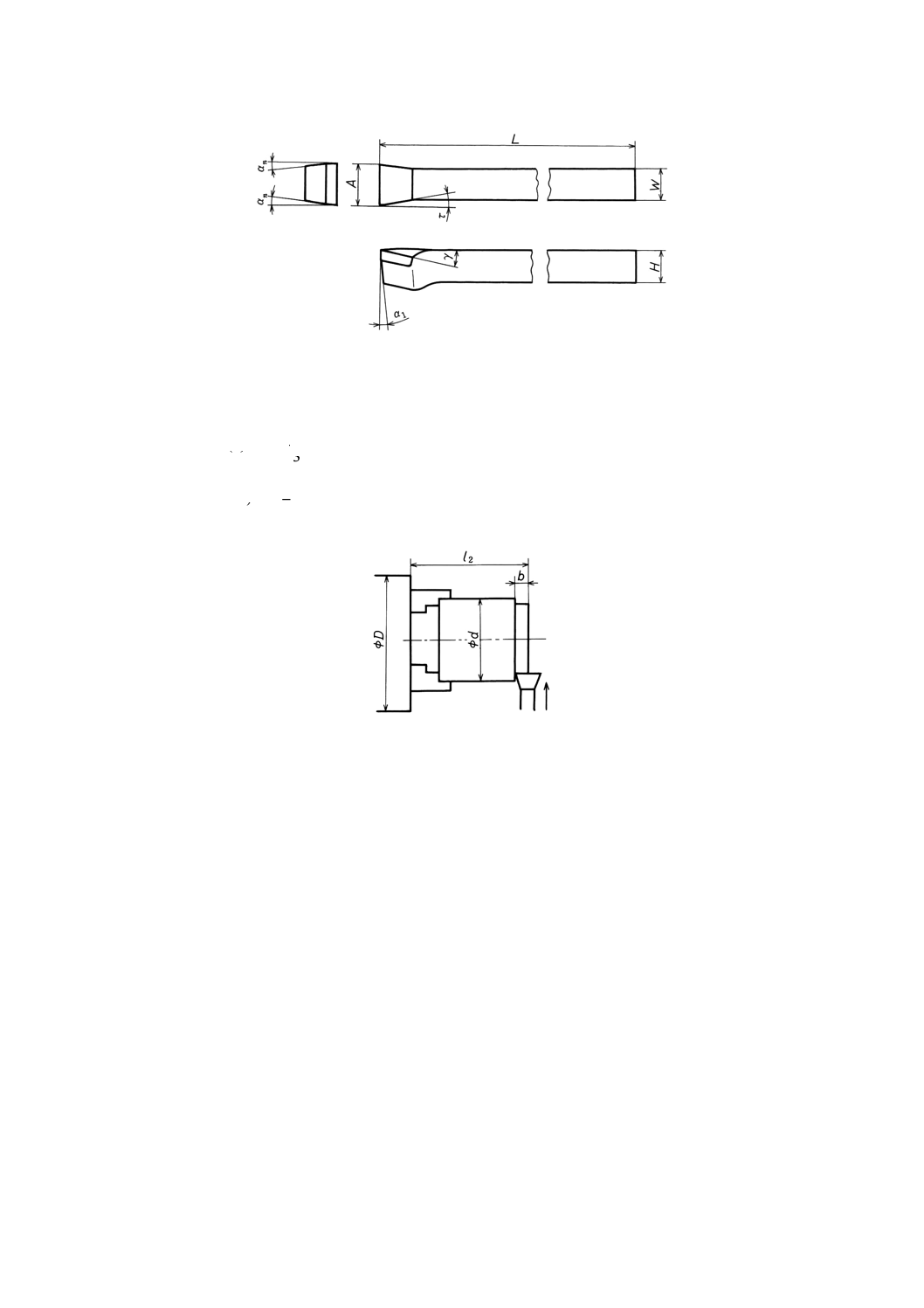
附属書2表7 記録様式4
備考 工具の形状及び寸法の記号は,附属書2図1による。
附属書2図1
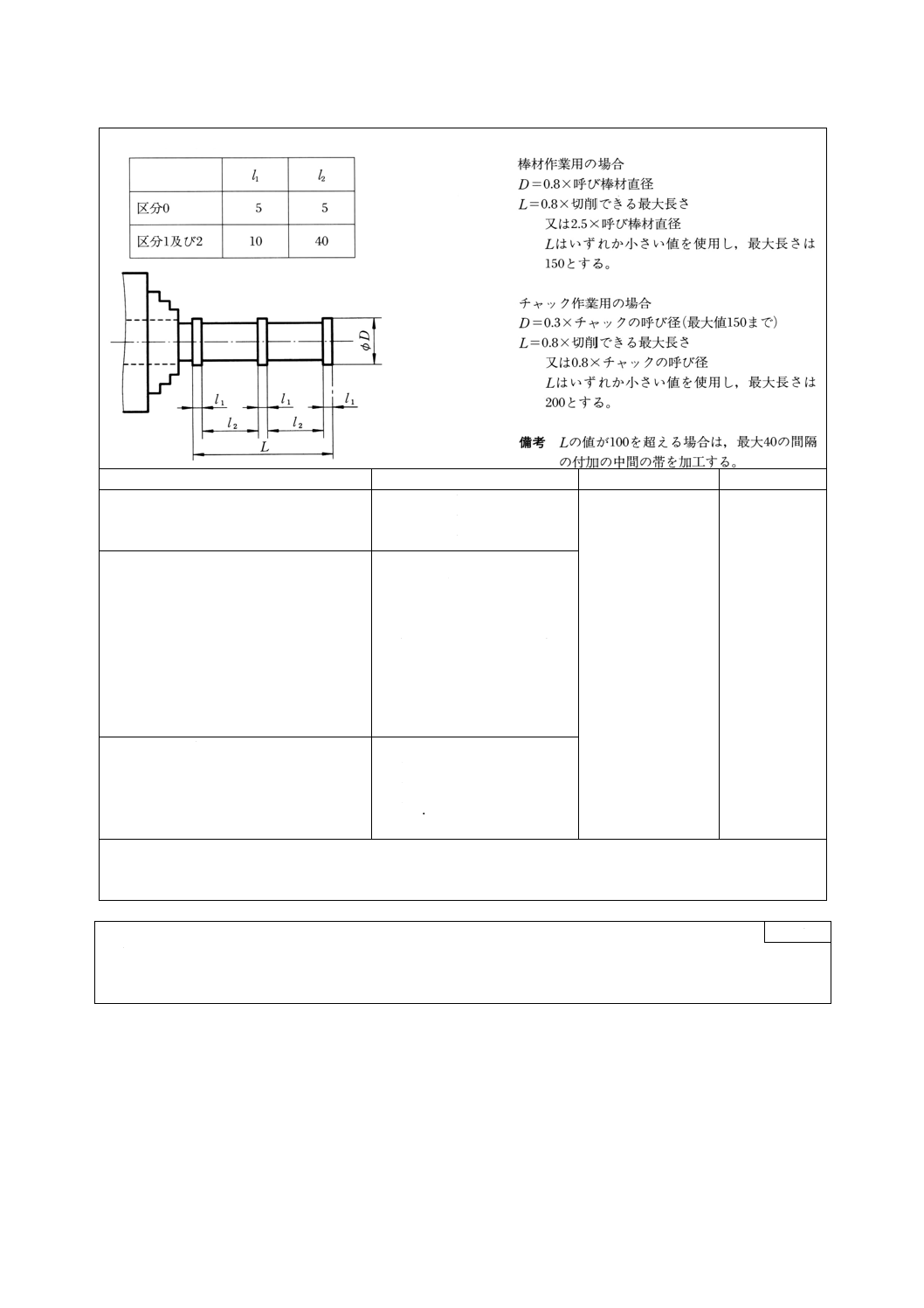
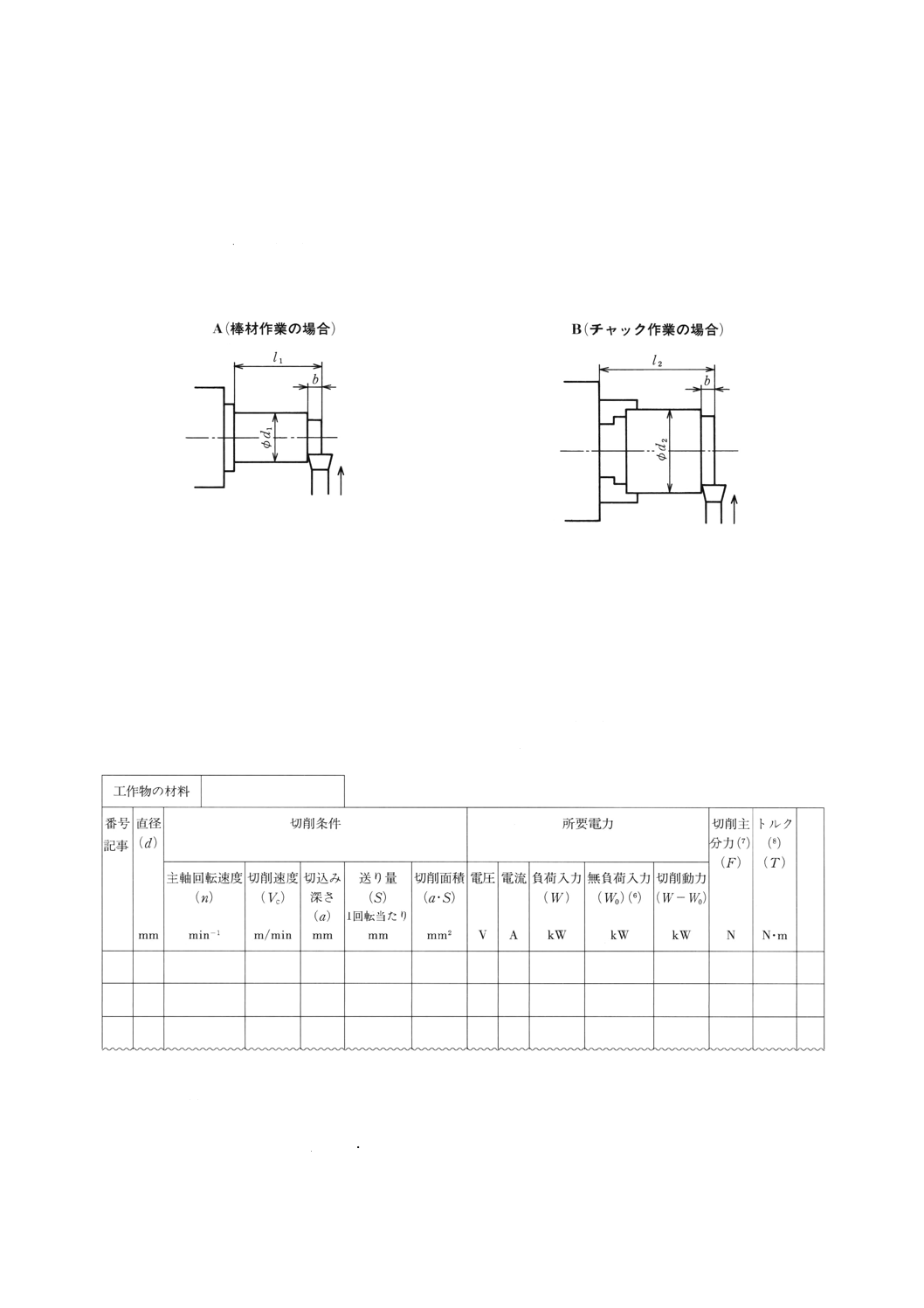
(2) 工作物
材料:JIS G 4051に規定するS45Cとする。
形状:直径 (d)
A: 棒材作業の場合
d≒当該タレット旋盤のコレットチャックで加工することのできる最大直径。
B: チャック(4)作業の場合
)
mm
(
16
50
2
D
d
+
≒
ここに,D:ベッド上の振り (mm)
注(4) スクロールチャック,四つづめ単動チャックなどをいう。
29
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
長さ (l)
A:棒材作業の場合
)
mm
(
5.1
1
1
d
l
×
≒
B:チャック(4)作業の場合
)
mm
(
2
2d
l≒
備考 長さl1及びl2は,附属書2図2による(工作物の長さではない。)。
附属書2図2
(3) 切削条件
送り量:S≒0.1(1回転当たりmm)
切削速度:Vc≒100 (m/min) (5)
注(5) 高速度鋼バイトを使用する場合は,Vc≒30m/minとする。
切削幅 b≒3mmから順次切削幅を増し,びびりによって切削が困難な状態になるまで行う。
1.3.3
切削トルク試験 切削トルク試験は,強力切削において所定のトルク(機械の設計に当たり基準と
して定めた有効切削トルク)に耐えられることを試験するもので,次の(1)〜(3)の条件によって強力外丸削
りを行う(附属書2表8 記録様式5参照)(JIS B 6201の番号3-12参照)。
附属書2表8 記録様式5
注(6) 所定の工作物を取り付けた状態で得られる無負荷入力とする。
(7) 切削主分力 (F) は,切削動力計を用いたときだけ記入する。
(8) トルク (T) は,次の式によって求める。
切削動力計を用いて測定したとき
)
m
N
(
=
γ
F
T
電力計を用いて測定したとき
30
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
)
m
N
( )
(
9550
0
−
n
W
W
T=
ここに,
F: 切削動力計を用いて測定した切削主分力 (N)
r: 切削半径 (m)
W: 負荷入力 (kW)
W0: 無負荷入力 (kW)
n: 主軸回転速度 (min−1)
(1) 工具 バイトはJIS B 4105に規定する31形とする。
(2) 工作物
材料: JIS G 4051に規定するS45Cとする。
形状: 直径
)
mm
(
4
D
d≒
長さ
)
mm
(
4
D
l≒
ここに, D: ベッド上の振り (mm)
l: つかみ代を含まない長さ
(3) 切削条件
送り量 ,
400
500
630
800
1000
2000
4000
,
,
,
,
,
,
D
D
D
D
D
D
D
S≒
(1回転当たりmm)
ここに,
D: ベッド上の振り (mm)
l: つかみ代を含まない長さ
ただし,所定のトルクに達したときは,その送りで止める。
切込み深さ (a)
切削速度 (Vc)
附属書2表9の数値とする。ただし,機械の構造上附属書2表9の切削速度を超える場
合は最低速度を用いる。
附属書2表9
ベッド上の振り (D)
切込み深さ(9) (a)
切削速度(10) (Vc)
mm
mm(約)
m/min(約)
200
3.4
33.5
250
4.2
28.0
315
5.3
23.6
400
6.7
20.0
500
8.3
17.0
630
10.5
14.0
800
13.3
11.8
注(9) ベッド上の振りが附属書2表9に示されていないときは60Dによって
選ぶ。
(10) ベッド上の振りが附属書2表9に示されていないときは附属書2表
9から比例数値によって選ぶ。
備考 工作物はチャックとセンタとで支えてもよい。
1.4
バックラッシ試験 バックラッシ試験は,附属書2表10によって行う。
31
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表10 バックラッシ試験
番号
試験事項
測定方法
測定方法図
JIS B 6201の3.5
の引用試験番号
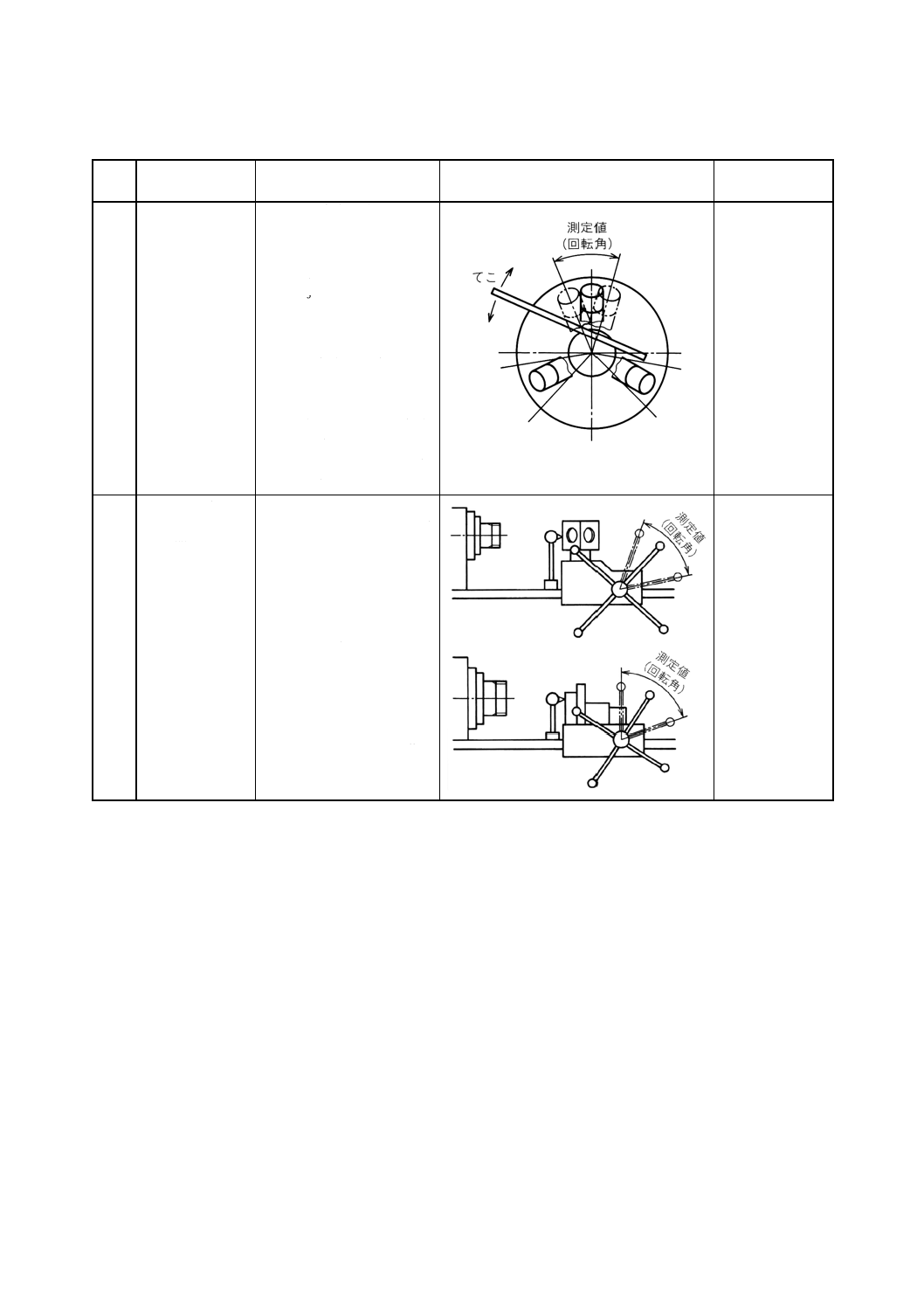
1
主軸駆動系の総
合バックラッシ
(1) 主軸速度変換装置を最
高及び最低速度に設定
し,そのそれぞれにつ
いて主軸の1回転に対
し31回転ごとの位置に
おいて主軸を正及び逆
方向に動かしたとき,
元軸が回り始めるまで
の回転角を測定する。
(2) 元軸を正及び逆方向に
動かしたとき主軸が回
り始めるまでの回転角
を測定してもよい。
(3) バックラッシは,主軸
の回転角で表す。
4-11
2
ラム又はサドル
と手動ハンドル
との間のバック
ラッシ
(1) 手動ハンドルを回して
タレット又はドラムが
前進し始める位置か
ら,手動ハンドルを逆
転してタレット又はド
ラムが後退を開始する
位置までの手動ハンド
ルの回転角を測定す
る。ただし,タレット
又はドラムの動きはベ
ッド滑り面を基準とし
て測定する。
(2) バックラッシは手動ハ
ンドルの回転角で表
す。
4-21
2. 剛性試験方法 剛性試験は,附属書2表11によって行う。
32
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表11 剛性試験
単位 mm
番号
試験事項
測定方法
測定方法図
JIS B 6201の4.
の引用試験番号
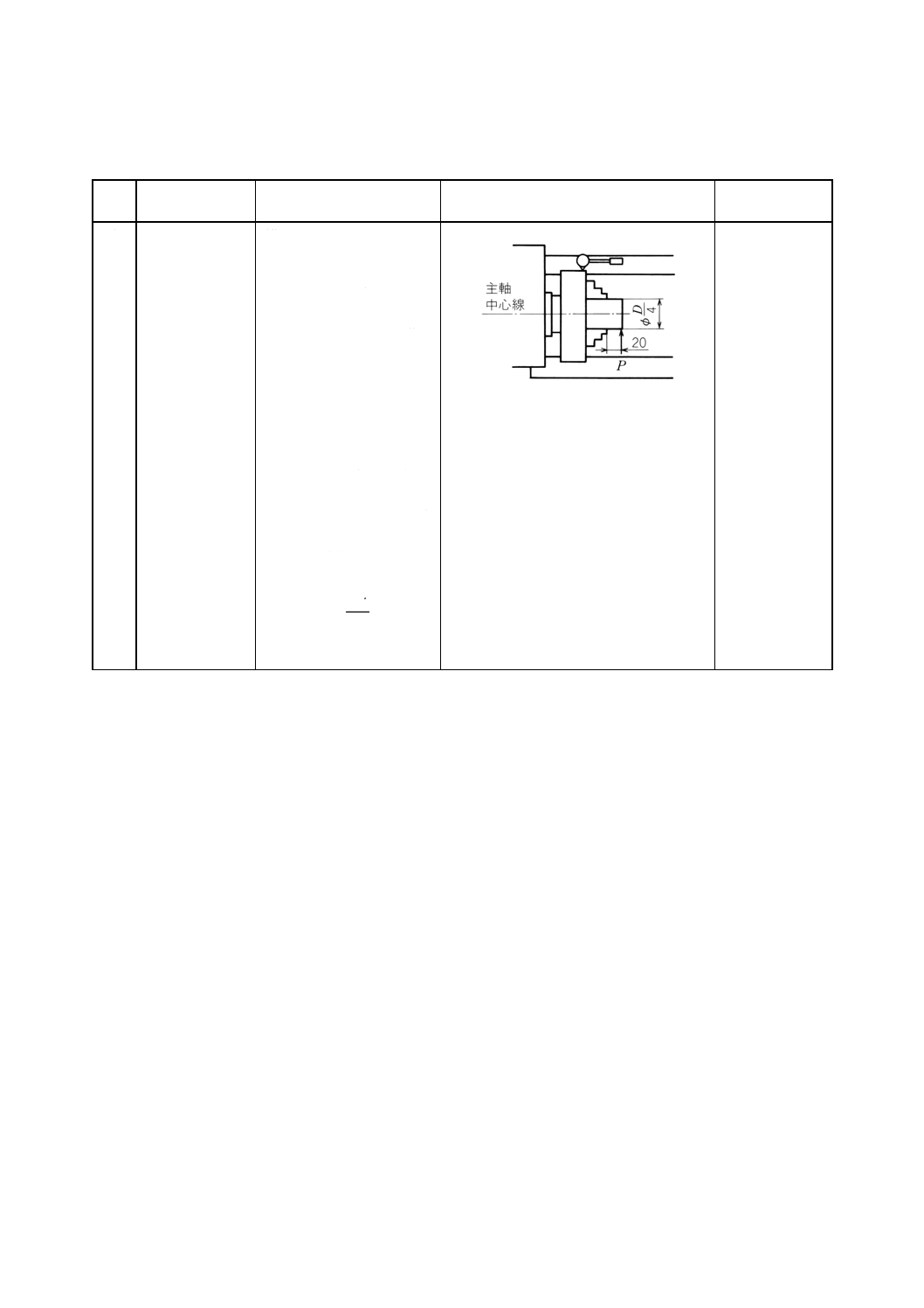
1
主軸の曲げ剛性
(1) 原則として切削動力試
験に使用するものと同
じ直径の工作物をチャ
ックに取り付け,チャ
ックのつめの面から
20mmの所に水平荷重
(P) を加えたときの主
軸の水平方向の変位を
測定する。
(2) 変位の測定位置はチャ
ック外周(コレットチ
ャックの場合は,主軸
のフランジの外周)の
往復台側の端とし,ベ
ッドを基準として測定
する。
(3) 荷重 (P) は,次の式で
定める。
)
N
(
100
2
D
P=
ここに,D:ベッド上
の振り (mm)
5-11
33
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
番号
試験事項
測定方法
測定方法図
JIS B 6201の4.
の引用試験番号
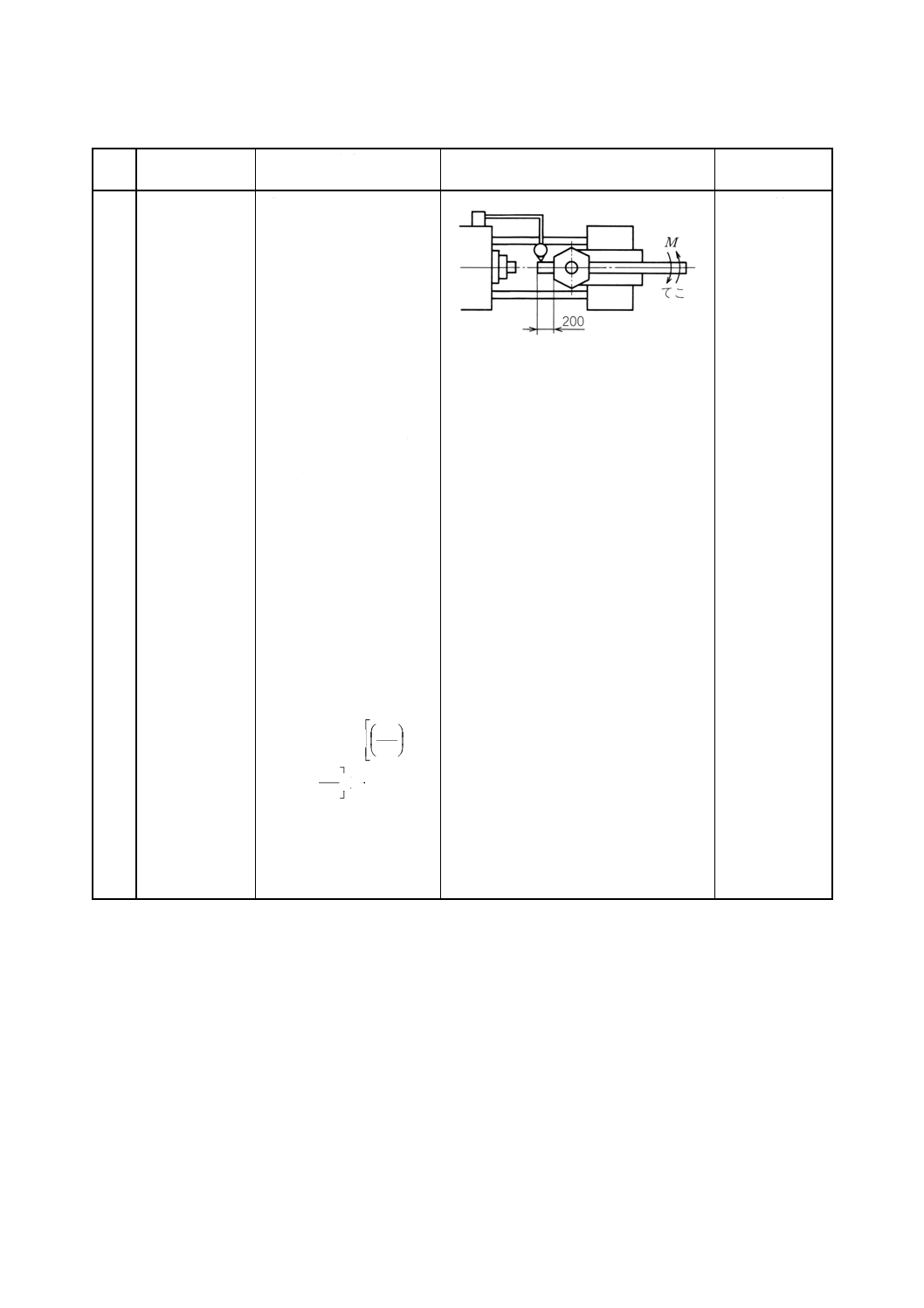
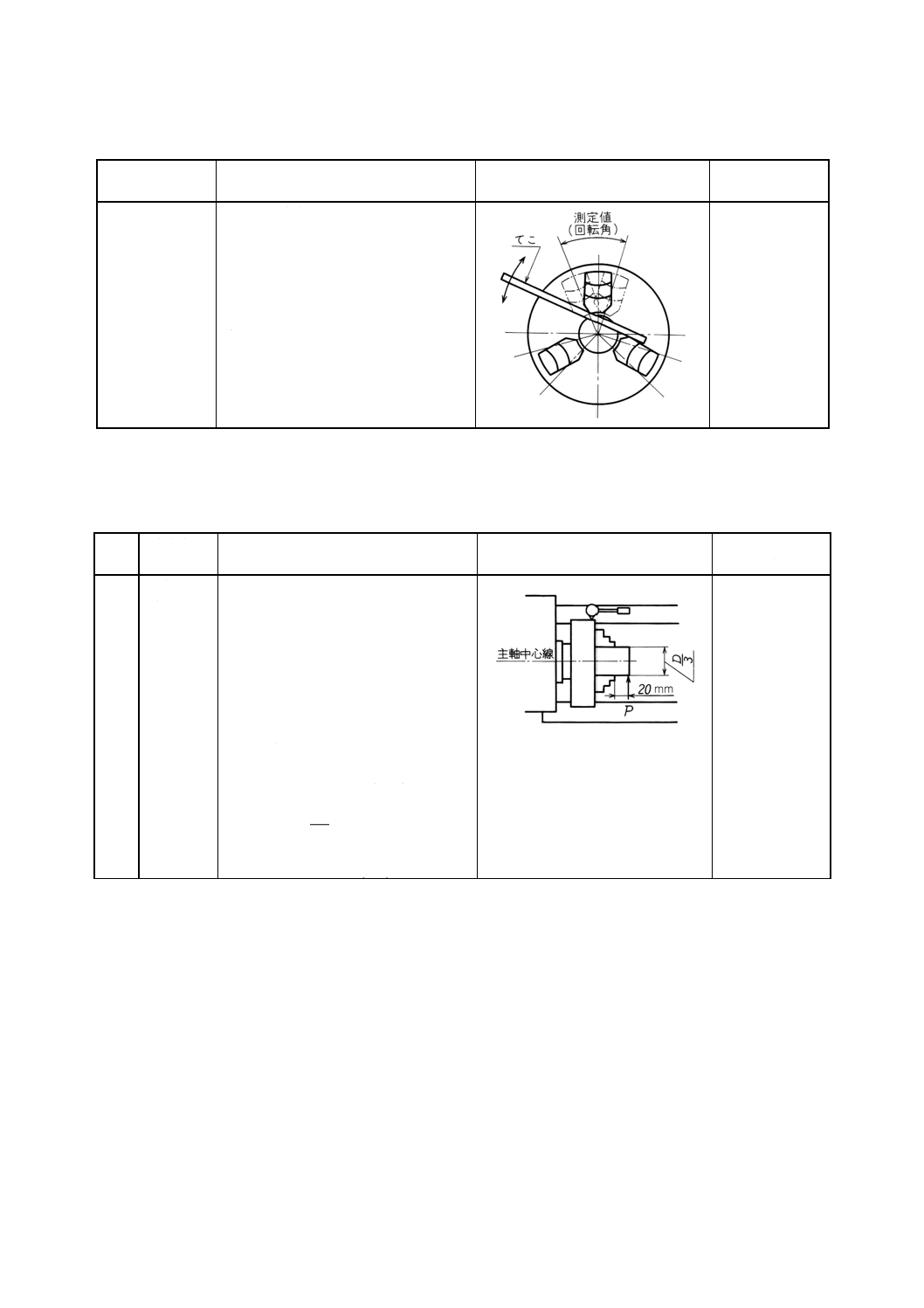
2
タレット又はド
ラムの剛性
(1) タレット又はドラムを
割り出してクランプ
し,測定方法図に示す
ようにタレット又はド
ラムにテストバーを取
り付け,定置した(例
えば,主軸台に)テス
トインジケータをこれ
に当てる。
(2) タレット又はドラムに
別に取り付けたてこに
よって,タレット又は
ドラムに,正規の旋回
方向及びこれと反対方
向のモーメント (M)
を加えたときのテスト
インジケータの読みの
差を測定する。
(3) タレット又はドラムの
前端面からテストイン
ジケータまでの距離は
200mmとし,てこによ
ってタレット又はドラ
ムに加える力の大きさ
は,次の式によって算
出した値とする。
×
+
=
2
200
8.9
D
M
)
m
N
(
200
D
ここに,D:ベッド上
の振り (mm)
(4) この試験はタレット又
はドラムの各割出し,
位置について行う。
5-32
備考 同一設計の機械の剛性試験は,代表的な1台について行った試験結果で代表させ,他のものについては省略し
てもよい。
34
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(参考) 主軸台固定形自動旋盤−運転試験及び剛性試験
この附属書3(参考)は,規格本体にはない事項を参考として示すものであって規定の一部ではない。
備考 この附属書3(参考)の引用規格を,次に示す。
JIS B 4105 超硬バイト
JIS B 6003 工作機械−振動測定方法
JIS B 6004 工作機械の騒音レベル測定方法
JIS B 6014 工作機械の安全通則
JIS B 6201 工作機械−運転試験方法及び剛性試験方法
JIS G 4051 機械構造用炭素鋼鋼材
1. 運転試験方法
1.1
機能試験 機能試験は,附属書3表1によって行う。
附属書3表1 機能試験
番号
試験事項
試験方法
JIS B 6201の3.2
の引用試験番号
1
主軸の始動,停止
及び運転操作
適当な一つの主軸回転速度で始動,停止及び逆転(制動及び寸動を
含む。)を繰り返し10回行い,作動の円滑さと確実さとを試験する。
1-11
2
主軸回転速度の変
換操作
表示の最低,中間及び最高の三つの速度に主軸回転速度を変換し,
操作装置の作動の円滑さと指示の確実さとを試験する。また,表示
速度の任意の一つについて自動変換装置を作動させ,作動の円滑さ
と指示の確実さとを試験する。
1-12
3
刃物台の始動,停
止及び運転操作
適当な一つの送りで刃物台の始動及び停止を繰り返し10回行い,作
動の円滑さと確実さとを試験する。
1-31
4
刃物台の送り速度
の変換操作(1)
刃物台を表示の最低,中間及び最高の三つの速度について送り速度
を変換し,操作装置の作動の円滑さと指示の確実さとを試験する。
1-32
5
刃物台の送り量の
変換操作(1)
適当な一つの主軸速度で,刃物台を表示の最小,中間及び最大の三
つについて送り量を変換し,操作装置の作動の円滑さと指示の確実
さとを試験する。
1-33
6
刃物台の手送り操
作
カム軸を手動で回転させ,作動の円滑さを試験する。
1-37
7
刃物台の送りと早
送りとの切換え操
作
刃物台の送りと早送りとの切換指令位置の設定(切換スイッチ用ド
グ,切換バルブ用ドグなどを含む。)及び作動について,それぞれ円
滑さと確実さとを試験する。
1-51
8
刃物台の自動停止
装置の操作
刃物台の自動停止装置の指令位置の設定及び作動について,それぞ
れ確実さを試験する。
1-52
9
主軸コレットチャ
ックの開閉及び把
握力の調整操作
コレットチャックの開閉及び把握力調整の作動の円滑さと機能の確
実さとを試験する。
1-72
10
刃物台の割出し操
作
横送り刃物台及び縦送り刃物台(タレット,ドラムなどを含む。)の
割出し操作を行い,作動の円滑さと確実さとを試験する。
1-53
11
材料送り装置に連
動するカム軸の自
動停止装置の操作
材料送り装置に連動するカム軸の自動停止装置の指令位置の設定及
び作動について,それぞれ円滑さと確実さとを試験する。
1-36
1-51
12
工具の取付け及び
工具(回転工具などを含む。)の取付け及び取外しの確実さと円滑さ
1-71
35
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
試験事項
試験方法
JIS B 6201の3.2
の引用試験番号
取外し
とを試験する。
13
工作物の取付け及
び取外し
工作物の自動又は手動による取付け及び取外しの確実さと円滑さと
を試験する。
1-72
14
プログラム制御装
置(1)
サイクル設定による機械各部のシーケンス動作の確実さを試験す
る。
1-01
15
電気装置
運転試験の前後にそれぞれ1回絶縁状態を試験する。ただし,半導
体などを使用した回路には適用しない。
1-91
16
安全装置
作業者に対する安全と,機械防護機能の確実さとを試験する(JIS B
6014参照)。
1-92
17
潤滑装置
油密,油量の適正な配分など機能の確実さを試験する。
1-93
18
切削油剤装置
切削油剤の供給,油量の調整など機能の確実さを試験する。
1-99
19
油(空)圧装置
油密,気密,圧力調整,流量制御範囲など機能の確実さを試験する。
1-94
20
附属装置
機能の確実さを試験する。
1-99
注(1) この試験は,カム制御の機械については行わない。
1.2
無負荷運転試験 無負荷運転試験は,次によって行う。
(1) 主軸関係 主軸の最低回転速度から始め,少なくとも中間及び最高の3段階について運転し,引き続
き最高回転速度で30〜60分間運転を継続して附属書3表2に示す各項を測定する(JIS B 6201の3.3.1
参照)。
また,振動,騒音を観察する。振動,騒音を特に問題とする場合は,JIS B 6003及びJIS B 6004に
よる。
附属書3表2 記録様式1-1
(2) 送り関係 最高主軸回転速度による運転の最後に,送り速度を最低,中間及び最高にとり,それぞれ
について附属書3表3に示す各項を測定する。
また,振動・騒音を観察する。振動・騒音を特に問題とする場合は,JIS B 6003及びJIS B 6004に
よる。
36
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3表3 記録様式1-2
注(2) 運転の最後に全運転における所要電力を測定する。
また,全運転の条件を記事欄に記入する。
1.3
負荷運転試験 負荷運転試験は,次によって行う。
備考 この試験は,棒材用の機械については行わない。
1.3.1
負荷運転試験は,切削動力試験及びびびり試験を行う。
また,振動・騒音及び仕上面の状態を観察する(JIS B 6201の3.4参照)。振動・騒音を特に問題とする
場合はJIS B 6003及びJIS B 6004による。
1.3.2 切削動力試験 切削動力試験は,高速切削において所定の電力に耐えられることを試験するもので,
次の条件によって高速外丸削りを行う(附属書3表4参照)(JIS B 6201の参照用番号3-11参照)。
附属書3表4 記録様式2
(1) 工具 バイトはJIS B 4105に規定する31形又は32形とする。
37
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 工作物
材料 JIS G 4051に規定するS45Cとする。
形状 直径(d):
)
mm
(
3
D
d≒
長さ(l1):
)
mm
(
3
D
l≒
ここに, D:取付チャックの呼び径 (mm)
l1:つかみ代を含まない長さ (mm)
(3) 切削条件
送り量 (S) : 例えば1回転当たりの送り量を4000
Dから始め,
1000
1250
1600
2000
,
,
,
D
D
D
D
mmのように順次
送りを増し,所定の電力に達するまで行う。
切込み深さ (a) :100
Dmmとする。
切削速度 (Vc) : 約160m/minとする。ただし,機械の構造上,この切削速度に達しない場合は,そ
の最高速度を用いる。
備考 この試験は,縦送り刃物台について行う。
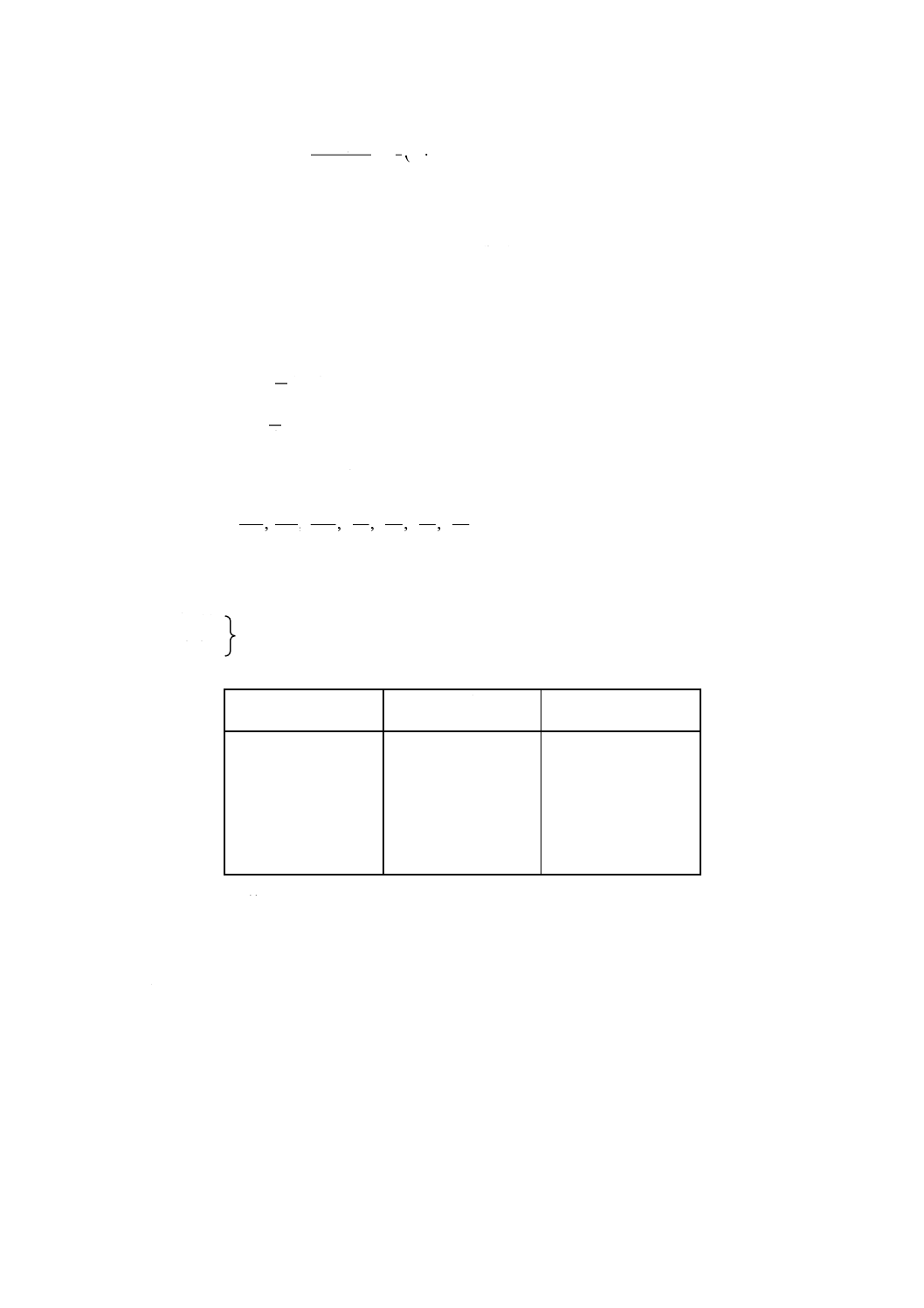
1.3.3
びびり試験 びびり試験は,切削の安定性を試験するもので,横送り台の一つを選び,次の条件に
よってインフィード削りを行い,びびり状態を観察する(附属書3表5参照)(JIS B 6201の参照用番号
3-14参照)。
附属書3表5 記録様式3
(1) 工具 超硬平剣バイト(3)とし,附属書3表6によって必要事項を記録する。
なお,バイトの突出し長さを記録しておく。
注(3) 高速度鋼平剣バイトを使用してもよい。
附属書3表6 記録様式4
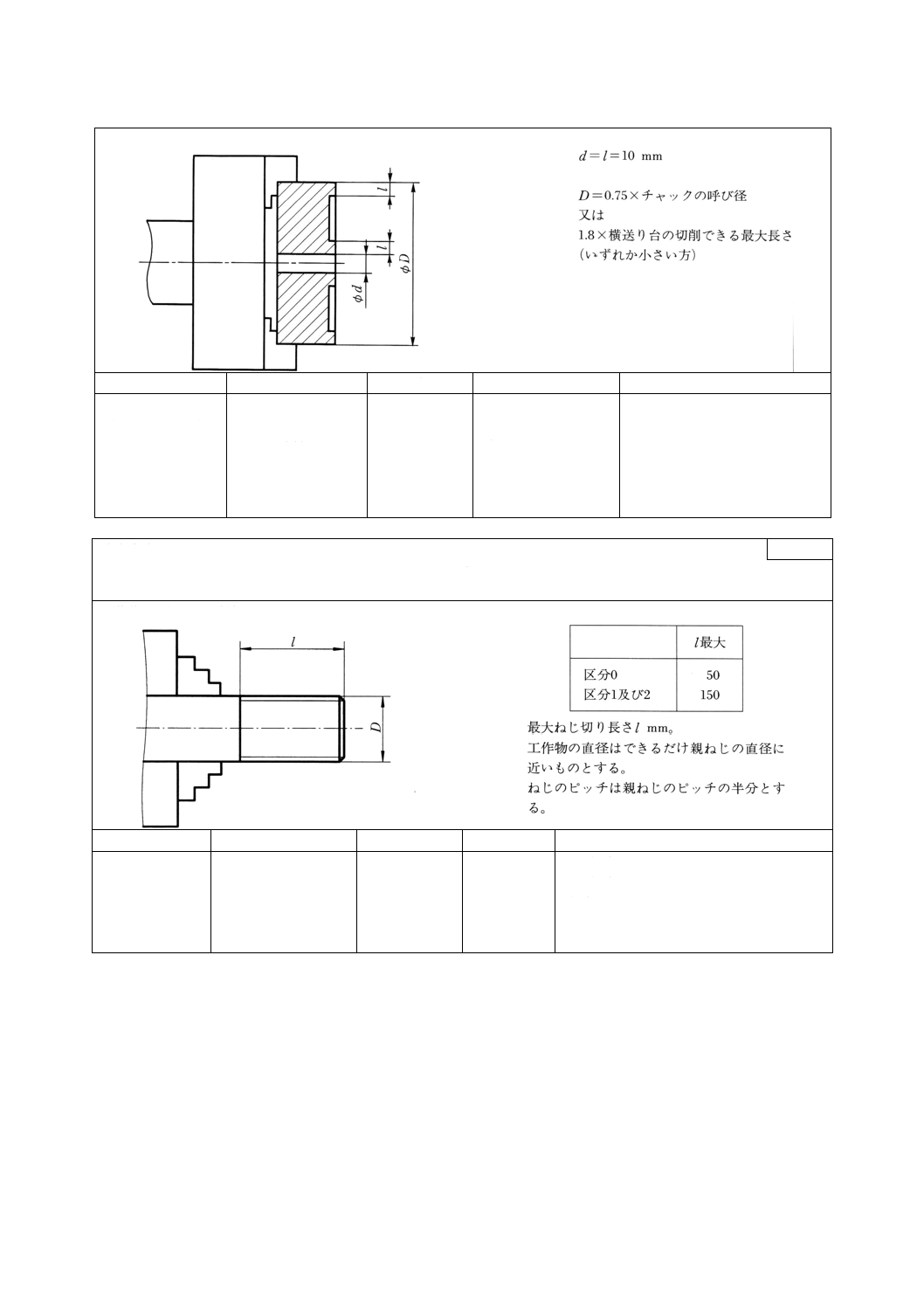
備考 工具の形状及び寸法の記号は,附属書3図1による。
38
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3図1
(2) 工作物
材料: JIS G 4051に規定するS45Cとする。
形状: 直径(d)
)
(
3mm
D
d=
ここに, D: チャックの呼び径 (mm)
d
l
l
=
2
2)
(
長さ
備考 長さl2は,附属書3図2による(工作物の長さではない。)。
附属書3図2
(3) 切削条件
送り量:S≒0.1(1回転当たりmm)
切削速度:Vc≒100 (m/min) (4)
注(4) 高速度鋼バイトを使用する場合は,Vc≒30m/minとする。
切削幅:b≒3mmから順次切削幅を増し,びびりによって切削が困難な状態になるまで行う。
1.4
バックラッシ試験 バックラッシ試験は,附属書3表7によって行う。
39
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3表7 バックラッシ試験
試験事項
測定方法
測定方法図
JIS B 6201の3.5
の引用試験番号
主軸駆動系の総
合バックラッシ
(1) 主軸速度変換装置を最高及び最低
速度に設定し,それぞれについて主
軸の11回転に対して31回転ごとの
位置において主軸を正及び逆の向
きに動かしたとき,元軸が回り始め
るまでの回転角を測定する。
(2) 元軸を正及び逆の向きに動かした
とき主軸が回り始めるまでの回転
角を測定してもよい。
(3) バックラッシは,主軸の回転角で表
す。
4-11
備考 この試験は,主軸をベルト又はチェーンで駆動する機械については行わない。
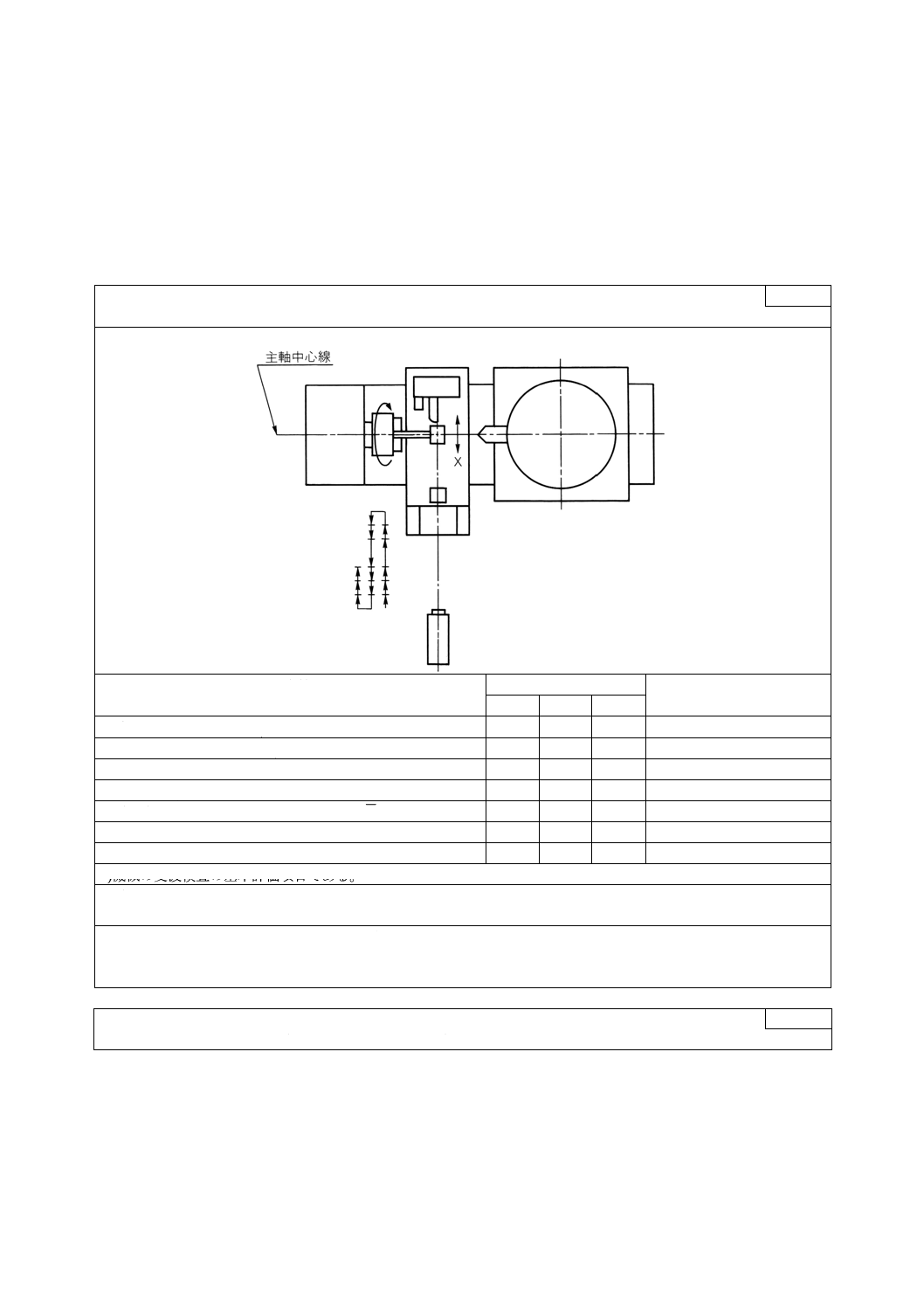
2. 剛性試験方法 剛性試験は,附属書2表8によって行う。
附属書3表8 剛性試験
番号
試験事項
測定方法
測定方法図
JIS B 6201の4.
の引用試験番号
1
主軸の曲
げ剛性(5)
(1) 原則として,びびり試験に使用する
ものと同じ直径の工作物をチャッ
クに取り付け,チャックのつめ又は
コレットの先端から20mmの位置
にZ-X面内でX軸方向に荷重 (P)
を加えたときの主軸のX軸方向の
変位を測定する。
(2) 変位の測定位置はチャック外周の
縦送り刃物台側の端とし,ベッドを
基準として測定する。
(3) 荷重 (P) は,次の式で定める。
)
N
(
75
2
D
P=
ここに,D:チャックの呼び径
(mm)
5-11
40
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
試験事項
測定方法
測定方法図
JIS B 6201の4.
の引用試験番号
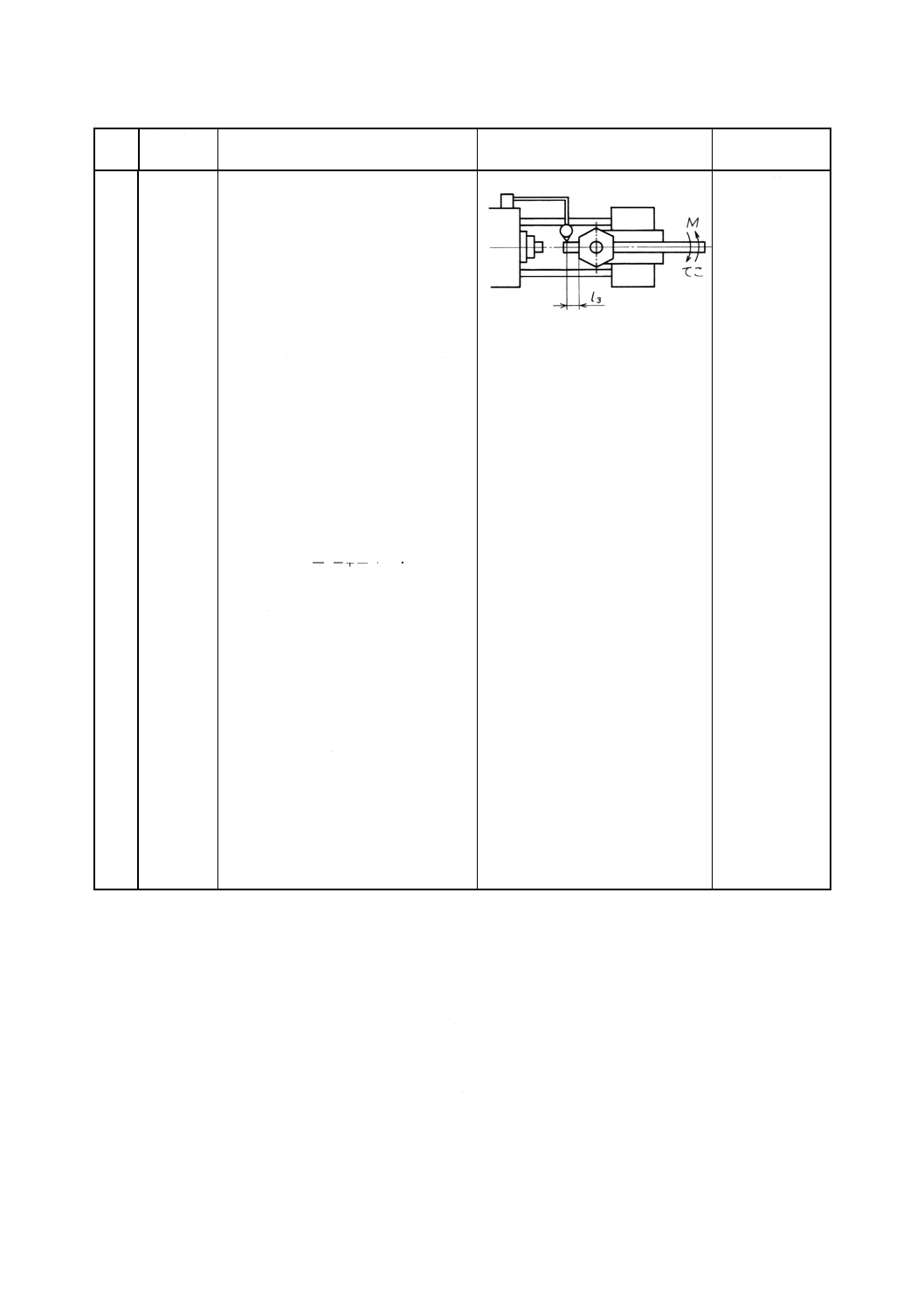
2
縦送り刃
物台(1)の
剛性
(1) タレット又はドラムを割り出して
クランプし,測定方法図に示すよう
にタレット又はドラムにテストバ
ーを取り付け,定置した(例えば,
主軸台に)テストインジケータをこ
れに当てる。
(2) タレット又はドラムに別に取り付
けたてこによって,タレット又はド
ラムに,正規の旋回方向及びこれと
反対方向のモーメント (M) を加え
たときのテストインジケータの読
みの差を測定する。
5-32
(3) タレット又はドラムの前端面から
テストインジケータまでの距離は
l3mmとし,てこによってタレット
又はドラムに加えるモーメントの
大きさは,次の式によって算出した
値とする。
)
m
N
(
10
1000
1
2
1
+D
D
M=
D≦125mmのとき
l3=50mm
125<D≦200mmのとき
l3=100mm
ここに,
D1:
タレットの形式によるタ
レットヘッド径 (mm)
又はタレットヘッド対辺
距離 (mm)
又はドラムタレットの工
具中心径 (mm)
D:チャックの呼び径 (mm)
(4) この試験は,タレットヘッド又はド
ラムの各割出し位置について行う。
注(5) この試験は,棒材用のものについては行なわない。
注(1) この試験は, カム制御の機械については行わない。
備考 同一設計の機械の剛性試験は,代表的な1台について行った試験結果で代表させ,他のものについては省略し
てもよい。
タレット旋盤及び単軸自動車旋盤−精度検査JIS原案作成委員会 構成表
整合化推進委員会
氏名
所属
(委員長)
伊 達 隆 夫
東芝機械株式会社
(委員)
鈴 木 義 光
株式会社牧野フライス製作所
吉 田 嘉太郎
千葉大学
米 谷 周
株式会社森精機製作所
井 上 洋 一
日立精機株式会社
41
B 6217 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
氏名
所属
馬 場 修
オークマ株式会社
龍 江 義 孝
工業技術院機械技術研究所
光 岡 豊 一
東京科学電子工業専門学校
米 田 孝 夫
豊田工業株式会社
榎 本 稔
豊田工業株式会社
大 泉 忠 夫
株式会社牧野フライス製作所
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
(事務局)
岡 安 英 雄
社団法人日本工作機械工業会
八 賀 聰 一
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
機械関連分科会
氏名
所属
(委員長)
吉 田 嘉太郎
千葉大学
(委員)
堤 正 臣
東京農工大学
上 野 滋
機械振興協会技術研究所
清 水 伸 二
上智大学
青 山 藤詞郎
慶応義塾大学
西 田 修 三
元社団法人日本工作機械工業会
伊 沢 元 雄
三井精機工業株式会社
戸 川 悟
日本精機株式会社
山 内 政 行
大阪機工株式会社
槙 山 和 臣
東芝機械株式会社
米 谷 周
株式会社森精機製作所
丸 山 敏 男
豊田工機株式会社
水 野 脩
株式会社カシフジ
中 村 晋 哉
日本精工株式会社
竹 森 謙 三
株式会社荏原製作所
江 草 友 良
NTN株式会社
岡 田 直 人
トヨタ自動車株式会社
橋 本 繁 晴
財団法人日本規格協会
高 橋 豊
研究員
武 野 仲 勝
研究員
(事務局)
大 槻 文 芳
社団法人日本工作機械工業会
松 本 将
社団法人日本工作機械工業会
田 仁 哲
社団法人日本工作機械工業会
旋盤WG
氏名
所属
(委員長)
戸 川 悟
日立精機株式会社
(委員)
一 村 和 雄
オークマ株式会社
土 屋 貴 之
株式会社ミヤノ
前 田 憲 秀
株式会社森精機製作所
長 沼 典 夫
ヤマザキマザック株式会社
(事務局)
大 槻 文 芳
社団法人日本工作機械工業会
松 本 将
社団法人日本工作機械工業会