B 6216 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 6216-1995は改正され,この規格に置き換えられる。
今回の改正では,対応国際規格であるISO 6545, Acceptance conditions for gear hobbing machines−Testing
of the accuracyとの整合化を行った。
なお,附属書(参考)は,対応国際規格にはない事項を追加したものである。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 6216には,次に示す附属書がある。
附属書(参考) ホブ盤−運転試験方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6216 : 1998
ホブ盤−精度検査
Gear hobbing machines−Test conditions of the accuracy
序文 この規格は,1992年に第1版として発行されたISO 6545, Acceptance conditions for gear hobbing
machines−Testing of the accuracyを翻訳し,一部を除き技術的内容を変更(軽微な技術上の差異を除く。)
することなく作成した日本工業規格である。
なお,この規格のうち,点線の下線を施してある部分は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,JIS B 6191に基づいて,立て軸又は横軸をもつ普通精度のはん(汎)用歯車
ホブ盤の静的精度,工作精度及び運動学的精度の検査方法 (kinematic test) ,並びにそれぞれの検査事項に
対応する許容値について規定する。また,この規格は,機械各部の名称についても規定する。
この規格は,機械の精度検査だけを取り扱い,通常,精度検査の前に行う機械の運転試験(振動,異常
騒音,運動部品のスティックスリップなど),又は機械の特性試験(例えば,ホブ軸回転速度,送り速度)
には適用しない。
備考 この規格の対応国際規格を,次に示す。
ISO 6545 : 1992 Acceptance conditions for gear hobbing machines−Testing of the accuracy
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの規格は,記載の発効年の版だけがこの規格の規定を構成するものであって,その後の改正版・
追補は適用しない。
JIS B 0121 : 1998 歯車記号−幾何学的定義
備考 ISO 701 : 1976, International gear notation−Symbols for geometrical data. からの引用事項は,こ
の規格の該当事項と同等である。
JIS B 1702-1 : 1998 円筒歯車−精度等級 第1部:歯車の歯面に関する誤差の定義及び許容値
備考 ISO 1328-1 : 1995, Cylindrical gears−ISO system of accuracy−Part 1 : Definitions and allowable
values of deviations relevant to corresponding flanks of gear teeth. からの引用事項は,この規
格の該当事項と同等である。
JIS B 1702-2 : 1998 円筒歯車−精度等級 第2部:両歯面かみ合い誤差及び歯溝の振れの定義並びに
精度許容値
備考 ISO 1328-2 : 1995, Cylindrical gears−ISO system of accuracy−Part 2 : Definitions and allowable
values of deviations relevant to radial composite deviations and runout information. からの引用
事項は,この規格の該当事項と同等である。
JIS B 6191 : 1993 工作機械−静的精度試験方法及び工作精度試験方法通則
備考 ISO 230-1 : 1996, Test code for machine tools−Part 1 : Geometric accuracy of machines operating
2
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
under no-load or finishing conditions. からの引用事項は,この規格の該当事項と同等であ
る。
3. 一般事項
3.1
この規格では,すべての寸法及び許容値の単位は,ミリメートルで表す。
3.2
この規格を適用するに当たっては,特に検査前の機械の据付け,主軸及びそれ以外の運動部品の暖
機運転,測定方法並びに測定器の精度については,JIS B 6191を参照する。
3.3
この規格に示す検査事項の順序は,必ずしも実際の検査の順序を示すものではない。測定器の取付
け又は測定を容易にするために,検査は任意の順序で行ってもよい。
3.4
機械を検査するときは,必ずしもこの規格に示されたすべての検査を行う必要はない。使用者は,
製造業者との合意に基づいて,関心のある特性に関する検査事項を選択してもよいが,これらの検査事項
は機械を発注するときに明確にしなければならない。
3.5
工作精度検査は,仕上げ削りで行い,大きな切削力の発生する荒削りでは行わない。実際の送り速
度及びホブ軸回転速度などの選択は,当該機械に適するように製造業者が指定する。
3.6
この規格と異なる測定範囲に対する許容値を決めるときは,許容値の最小値を0.005mmとする(JIS
B 6191の2.311参照)。
3.7
計算式から求めた許容値は,四捨五入して0.001mmの大きさに丸める。
参考 ISO 6545では,数値の単位を,寸法はmm,許容値(計算式)は0.001mm単位で規定している
が,この規格では表示をmmに統一するため,許容値(計算式)に0.001を乗じる表現に改め
た。
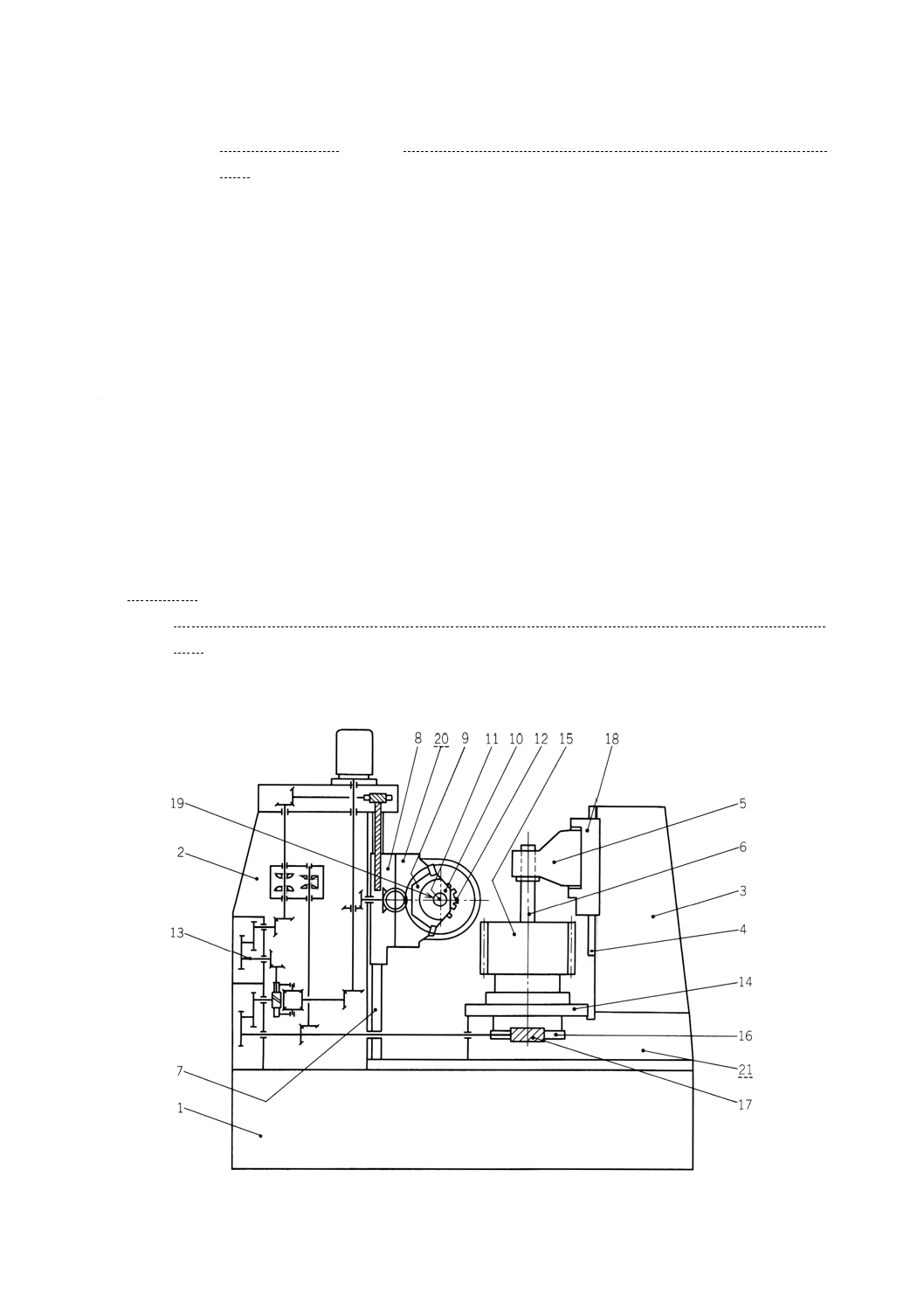
4. 機械各部の名称 機械各部の名称は,表1による。
表1 機械各部の名称
3
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 機械各部の名称 (続き)
番号
名称
対応外国語
英語
フランス語
ドイツ語
1
ベッド
bed
banc
bett
2
コラム
column
montant
hauptständer
3
サポートコラム
work-steady column
montant de la lunette
gegenhaltersätnder
4
サポート滑り面
work-steady slideway
glissière de la lunette
gegenhalterführung
5
サポートアーム
work-steady
lunette
gegenhalterarm
6
ワークアーバ
work arbor
(clamping arbor)
arbre port-piece
aufspanndorn
7
コラム滑り面
axial slideway
glissière de chariot axial
axialschlittenführung
8
ホブサドル
axial slide
chariot axial
axialschlitten
9
ホブシフト台
tangential slide
chariot tangentiel
(ou porte-fraise)
tangentialschlitten
10
ホブアーバ支え
outboard bearing
contre-palier du madrin
porte-fraise
fräsdorn-gegenlager
11
ホブ主軸の回転軸
axis of rotation of the hob
spindle
axe de la broche porte-fraise
drehachse des werkzeugträgers
12
ホブ
hob
fraise-mère
wälzfräser
13
駆動系元軸
reference shaft
arbre de rèfèrence
bezugswelle
14
テーブル(ワーク軸) work-table
(-carrier ; -spindle)
plateau porte-pièce
werkstückträger
15
工作物
workpiece
pièce
werkstück
16
親ウォームホイール index worm wheel
roue de division
teilschneckenrad
17
親ウォーム
index worm
vis de division
teilschnecke
18
サポートアーム台
work-steady slide
chariot porte-lunette
gegenhalterschlitten
19
ホブアーバ
hob arbor
arbre porte-fraise
fräserdorn
20
ホブヘッド
hob head
21
テーブルサドル
table sadle
5. 記号 この規格に用いる記号は,JIS B 0121によるほか,次による。
5.1
基準歯車
du
基準歯車の基準円直径
mtu
正面モジュール
zu
歯数
5.2
工作精度検査用歯車(以下,“検査用歯車”という。)
b
歯幅
d
検査用歯車の基準円直径
mn
歯直角モジュール
mt
正面モジュール
z
歯数
β
ねじれ角
5.3
機械の能力・容量
dmax
切削できる最大歯車の基準円直径
m0, max
切削できる最大ホブモジュール
4
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
機械又は検査用歯車の精度
fdk
角度伝達誤差の高周波成分
fdk0
基準又は検査用歯車の正面モジュールに比例するfdkの部分
fdkT
基準又は検査用歯車の基準円直径に比例するfdkの部分
fdl
角度伝達誤差の低周波成分
fdl, max
角度伝達誤差の低周波成分最大振幅
ffβ
歯すじ形状誤差
fHβ
歯すじ傾斜誤差
fpt
単一ピッチ誤差
ftk
ホブシフト台のホブ軸方向直線伝達誤差の高周波成分
ftl
ホブシフト台のホブ軸方向直線伝達誤差の低周波成分
fxk
ホブサドルのワーク軸方向直線伝達誤差の高周波成分
fxl
ホブサドルのワーク軸方向直線伝達誤差の低周波成分
Fd
角度伝達誤差
Fp
累積ピッチ誤差
Fpk
kピッチ間の部分累積ピッチ誤差
Ft
ホブシフト台のホブ軸方向直線伝達誤差
Fx
ホブサドルのワーク軸方向直線伝達誤差
Fα
全歯形誤差
5.5
その他の記号
p1
8.2で定義した累積ピッチ誤差の周期の数
s
ピッチ円の円弧の長さ
zs
親ウォームの条数
zT
親ウォームホイールの歯数
j
ピッチの数
6. 静的精度 検査静的精度検査は,表2による。
5
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 静的精度検査
(A:テーブル)
単位 mm
検査事項
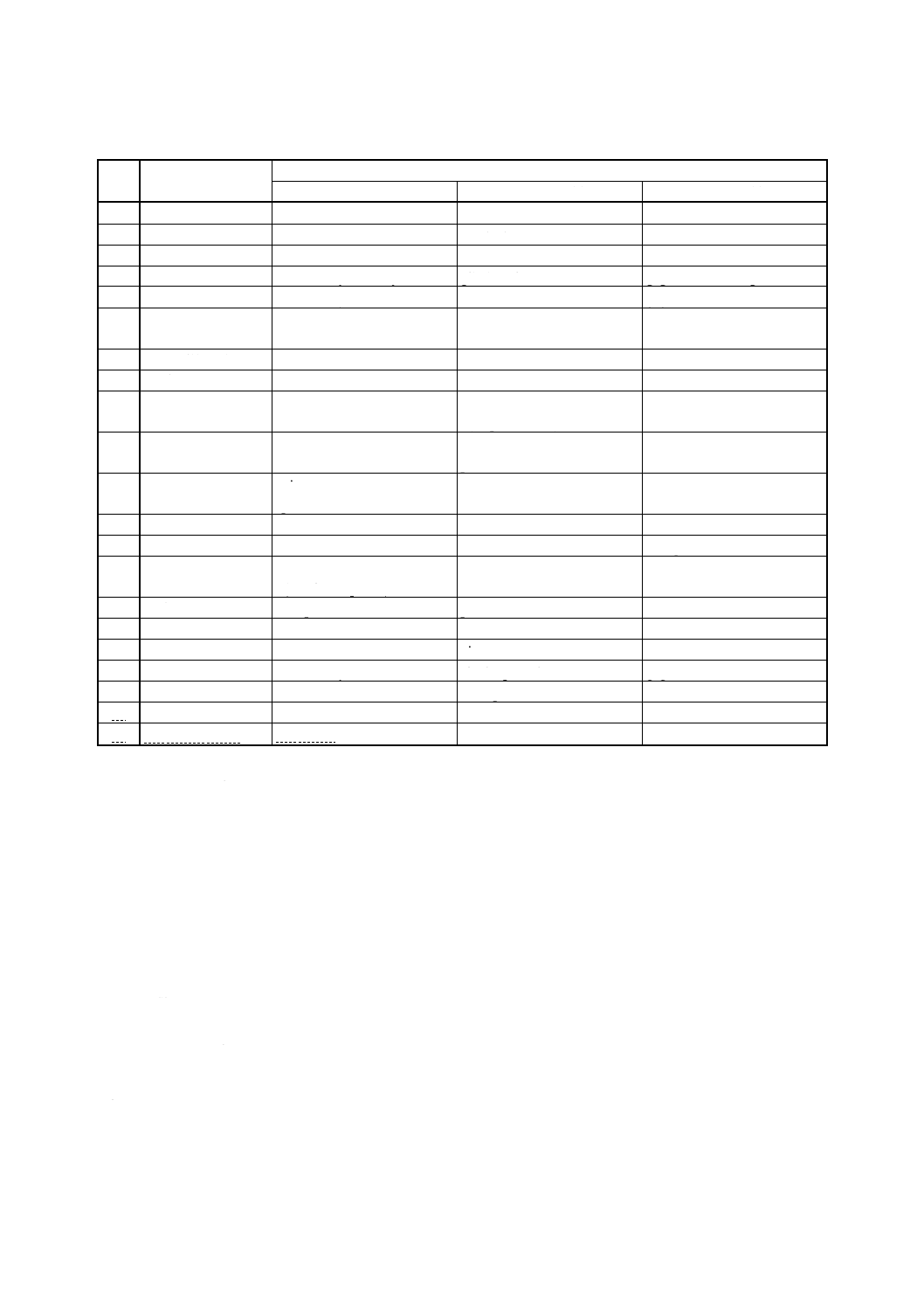
G1
テーブル上面の直径方向の真直度
測定方法図
許容値
)
6.0
6(
001
.0
2
1
D
D−
+
中高であってはならない
測定値
測定器
直定規及びダイヤルゲージ又は精密水準器,その他の測定器
備考及びJIS B 6191の参照項目
5.2及び5.3
基準となるブリッジ形直定規を使用し,ダイヤルゲージをテーブルの上面に当てて連続的に移動させて測定する。
テーブルのないホブ盤は,この検査を行う必要はない。テーブル直径が500以下のホブ盤では2直径での真直度
を測定し,500を超えるホブ盤では4直径で測定する。
6
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査事項
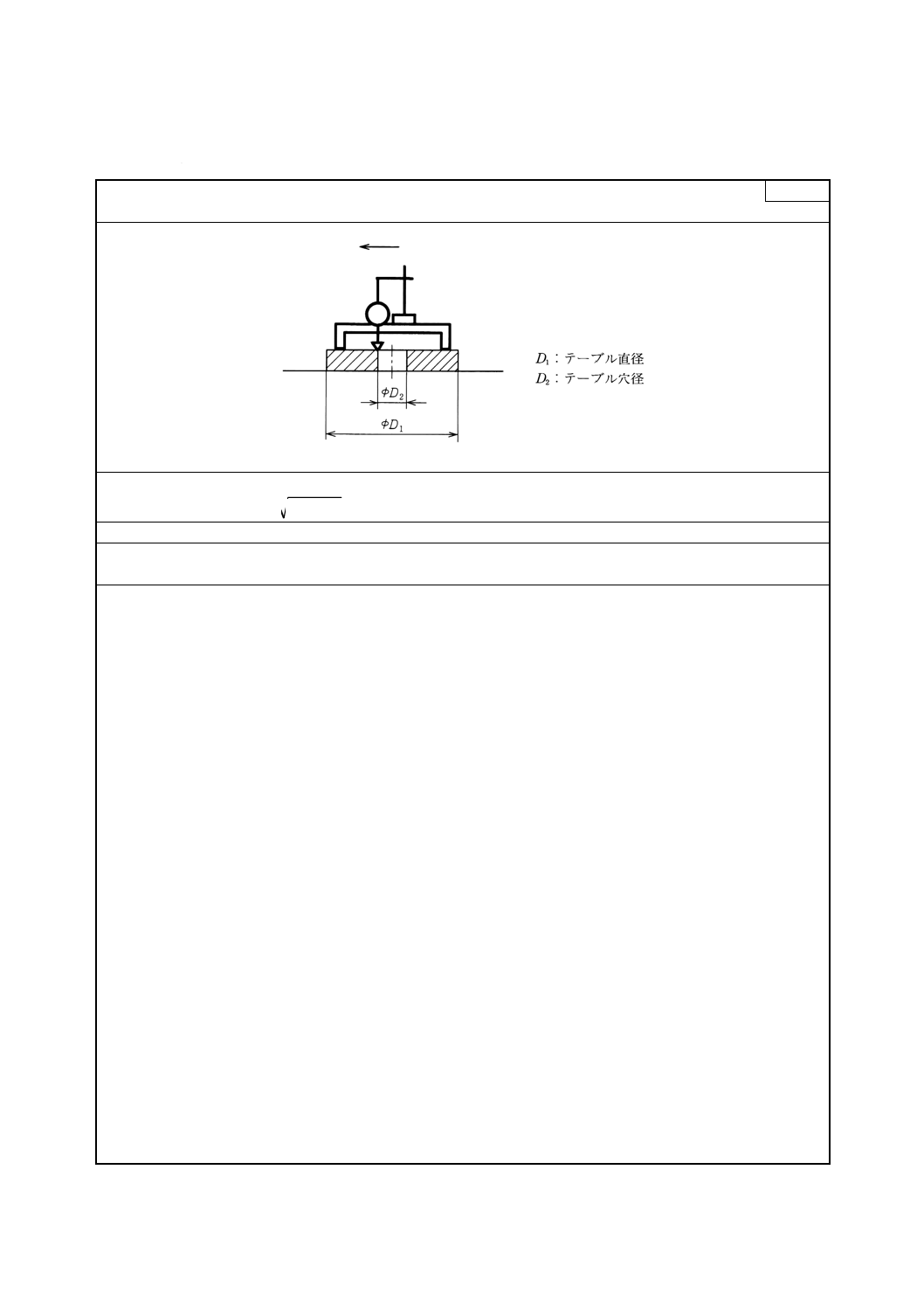
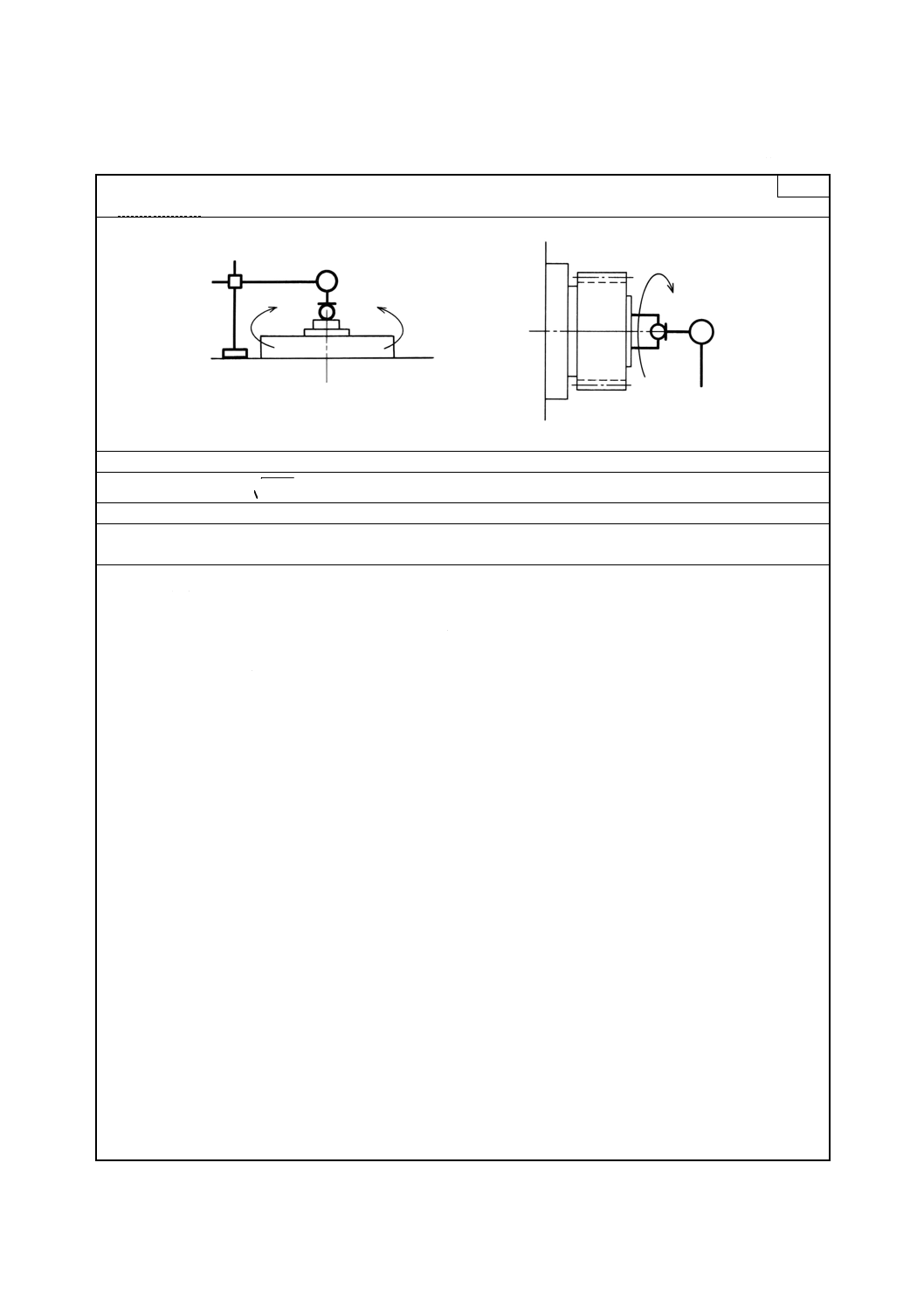
G2
テーブル又はワーク軸の回転中心線の半径振れ
測定方法図
許容値
)
1.0
4(
001
.0
max
d
+
測定値
測定器
ダイヤルゲージ,鋼球,及び特殊支持台又はテストバー
備考及びJIS B 6191の参照項目
5.612
鋼球をはめた特殊支持台をテーブル又はワーク軸の回転中心に置き,鋼球に対して90°離れた点a)及びb)で,二
つのダイヤルゲージをテーブル又はワーク軸の回転中心に直角に当てる。特殊支持台の上の鋼球を,テーブル1回
転中の両方のダイヤルゲージの読みの差がそれぞれできるだけ小さくなるように調整する。
点a)及びb)での読みの差を半径振れの読取値として記録する。
測定はテーブル又はワーク軸の両回転方向について,点a)及びb)で行い,それぞれの読みの差の大きい方の値を
半径振れの測定値とする。
この測定は,鋼球及び特殊支持台の代わりに,テストバーを使用して行ってもよい。
7
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査事項
G3
テーブル又はワーク軸の軸方向の動き
測定方法図
許容値
)
06
.0
4(
001
.0
max
d
+
測定値
測定器
ダイヤルゲージ,鋼球,及び特殊支持台
備考及びJIS B 6191の参照項目
5.622.1及び5.622.2
ダイヤルゲージをテーブル又はワーク軸の回転中心線に合わせて,G2と同様に調整した鋼球に当てて測定する。
テーブル又はワーク軸の両回転方向について測定する。
ワークアーバの中心線が水平なホブ盤では,必要があれば*,軸受の軸方向の遊びをなくすために力Fをかける。
この力Fの値は,製造業者が決める。
注*
軸方向に予圧をかけた軸受の場合には必要ない。
8
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査事項
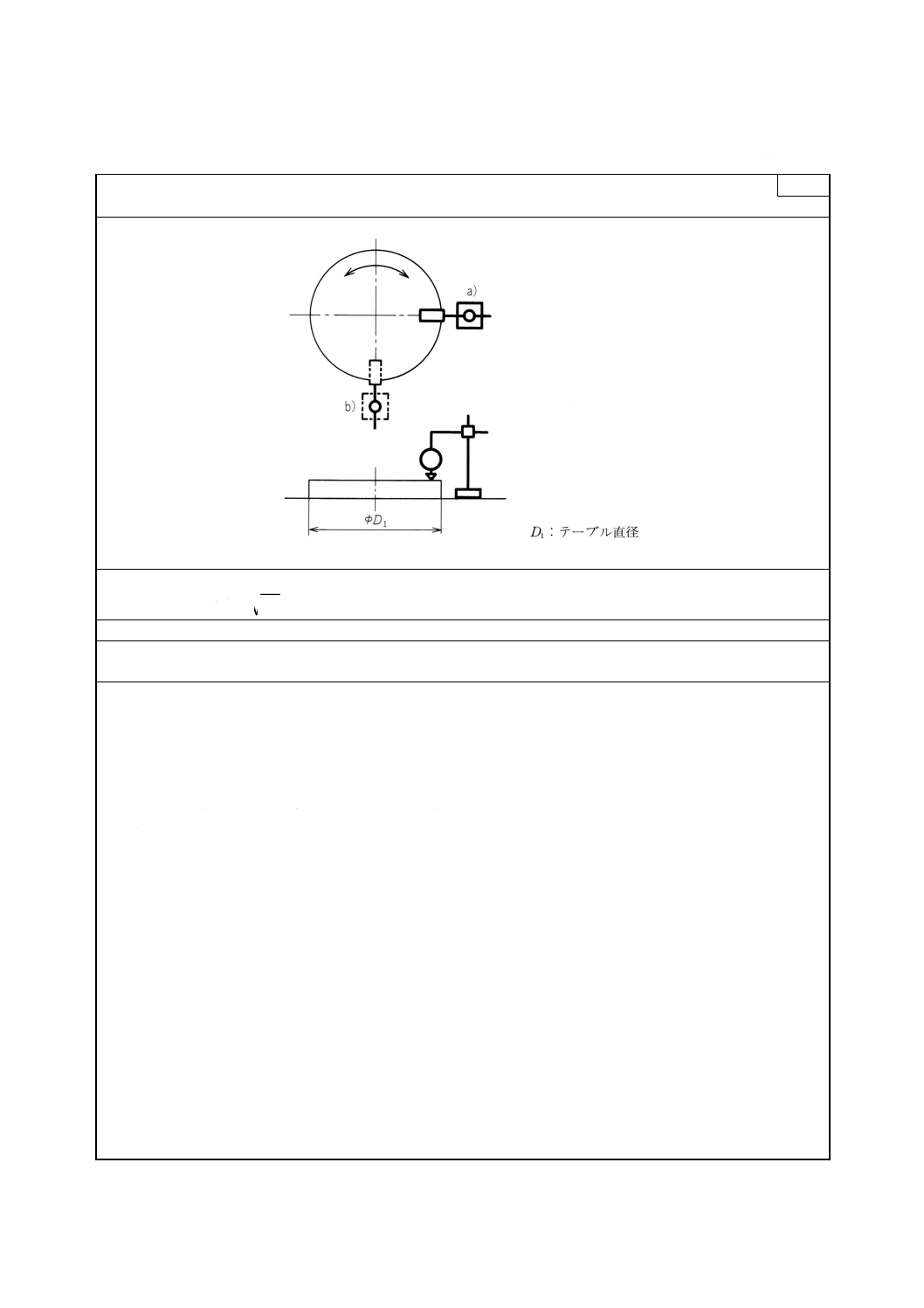
G4
テーブルの上面の振れ
測定方法図
許容値
)
25
.0
6(
001
.0
1
D
+
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照項目
5.632
ダイヤルゲージをテーブル上面の測定円の直径ができるだけ大きくなる90°離れた点a)及びb)に順次当てる[測
定点a)又はb)のいずれか一つは,ホブの反対側にする]。
テーブルの両回転方向について測定する。各測定の読みの差の最大値を,上面の振れの測定値とする。
ワークアーバ軸が水平のホブ盤では,必要があれば*,G3と同様に力Fをかける。
注 測定子とテーブル上面との間に,平たんなブロックを置いて測定してもよい。
注*
軸方向に予圧をかけた軸受の場合には必要ない。
9
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(B:サポートアーム)
単位 mm
検査事項
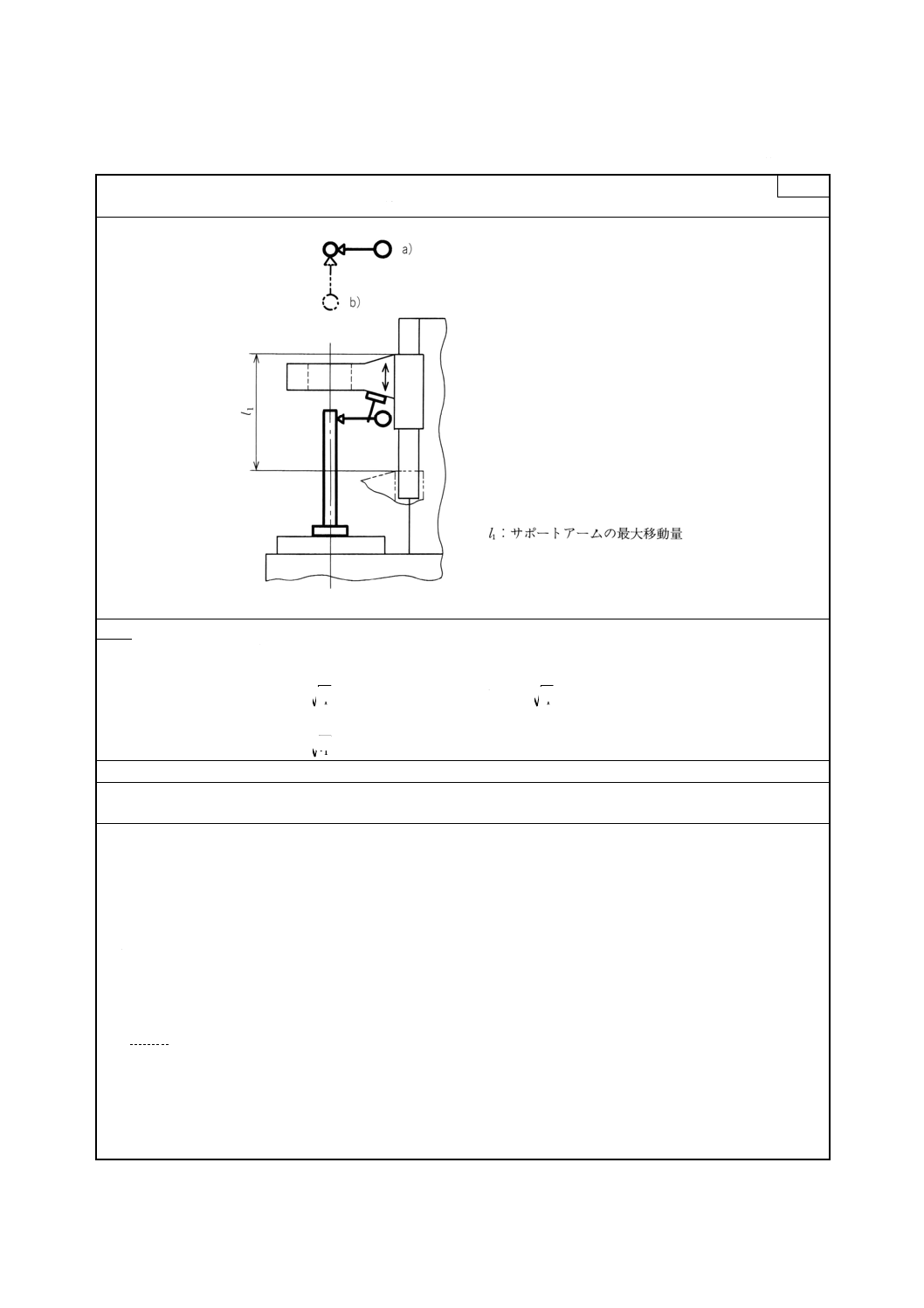
G5
サポートアームの運動とテーブル回転中心線との平行度
測定方法図
許容値
a)
テストバーの自由端で
ホブ主軸の向きに
)
8.0
8(
001
.0
1l
+
反対向きに
)
4.0
4(
001
.0
1l
+
b)
)
5.0
6(
001
.0
1l
+
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
5.422.3
サポートアーム穴の近くにダイヤルゲージを取り付け,a)及びb)の位置でテストバーに当てる。各測定方向につ
いて,テストバーの半径振れが平均位置になるように調整する。
測定は,サポートアームの全移動範囲について,a)及びb)で行う。測定時には,できればサポートアーム台は締
め付ける*。
振れの平均位置での測定の代わりに,a)及びb)の向きで,サポートアームの移動範囲の数箇所の位置で,テーブ
ル1回転当たりの読みの平均値を求め,その平均値の最大差を平行度の測定値とする。
これらの測定は,テーブルを回転させながら,記録計を使って行ってもよい。
注*
締め付け測定する場合は、全移動範囲の両端を含む数箇所で読みを取る。
10
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査事項
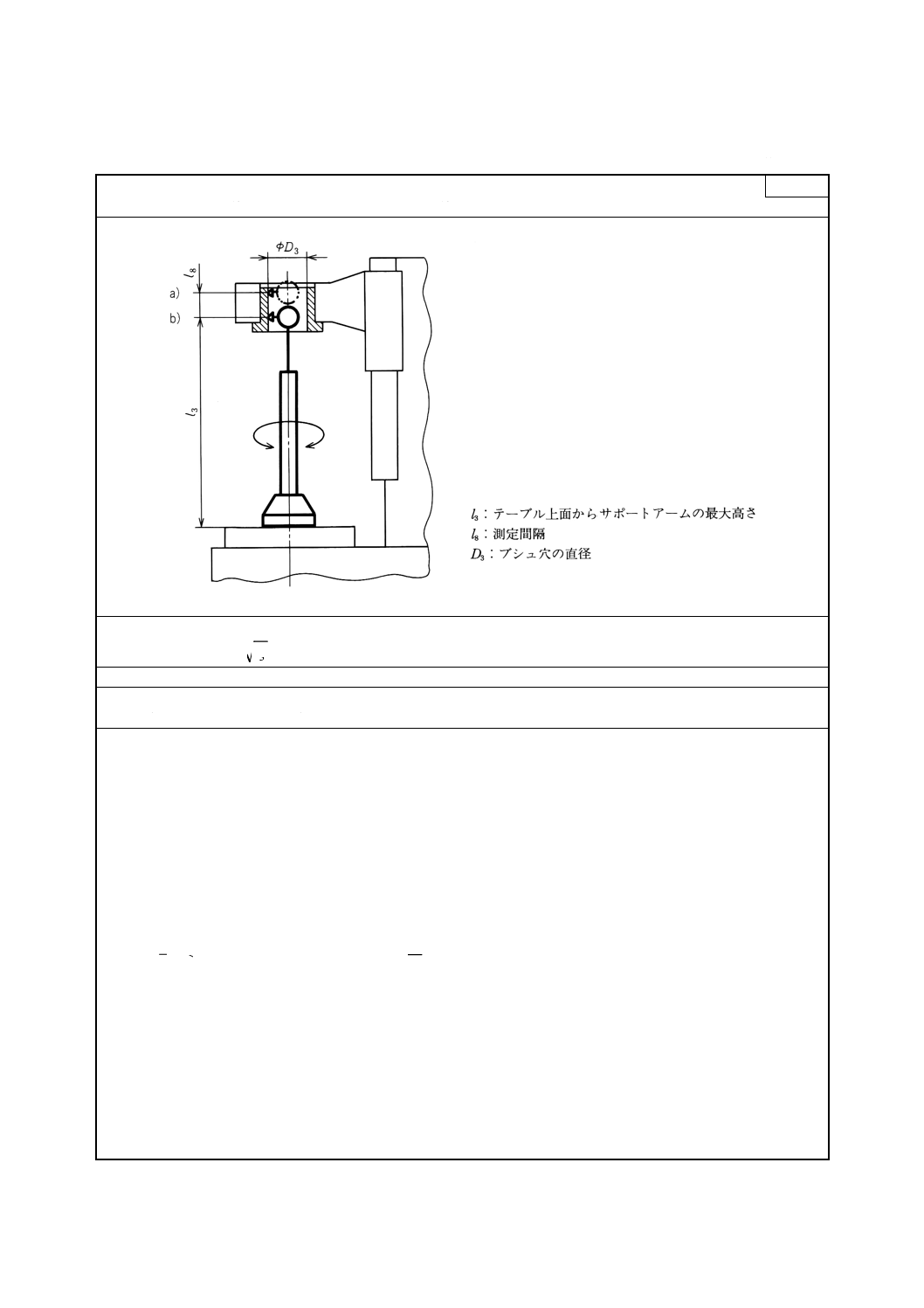
G6.1
テーブル回転中心線とサポートアームブシュ穴中心線との一致度
測定方法図
許容値
)
6.0
6(
001
.0
3l
+
測定値
測定器
ダイヤルゲージ及びその支持台
備考及びJIS B 6191の参照項目
5.442
この検査ができない場合は,G6.3を行う。
ダイヤルゲージを取り付けた支持台をテーブル上に定置し,動きの上端に置いたワークアーバ支えのブシュ穴の
内面に当てる。
測定は,テーブルの両回転方向についてサポートアームブシュ穴の上端及び下端近くの距離l8だけ離れた点a)及
びb)で行う。締付け機溝があるものは,測定時には,サポートアーム台を締め付ける。
それぞれの読みの差(形状偏差の影響は無視する。)の1/2を測定値とする。この許容値は,二つの測定点a)及び
b)に適用する。
注
5.0
3
8<
D
l
で,l8≦80mmの場合は,
2
8
3
l
l+
での1回の測定でよい。
11
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査事項
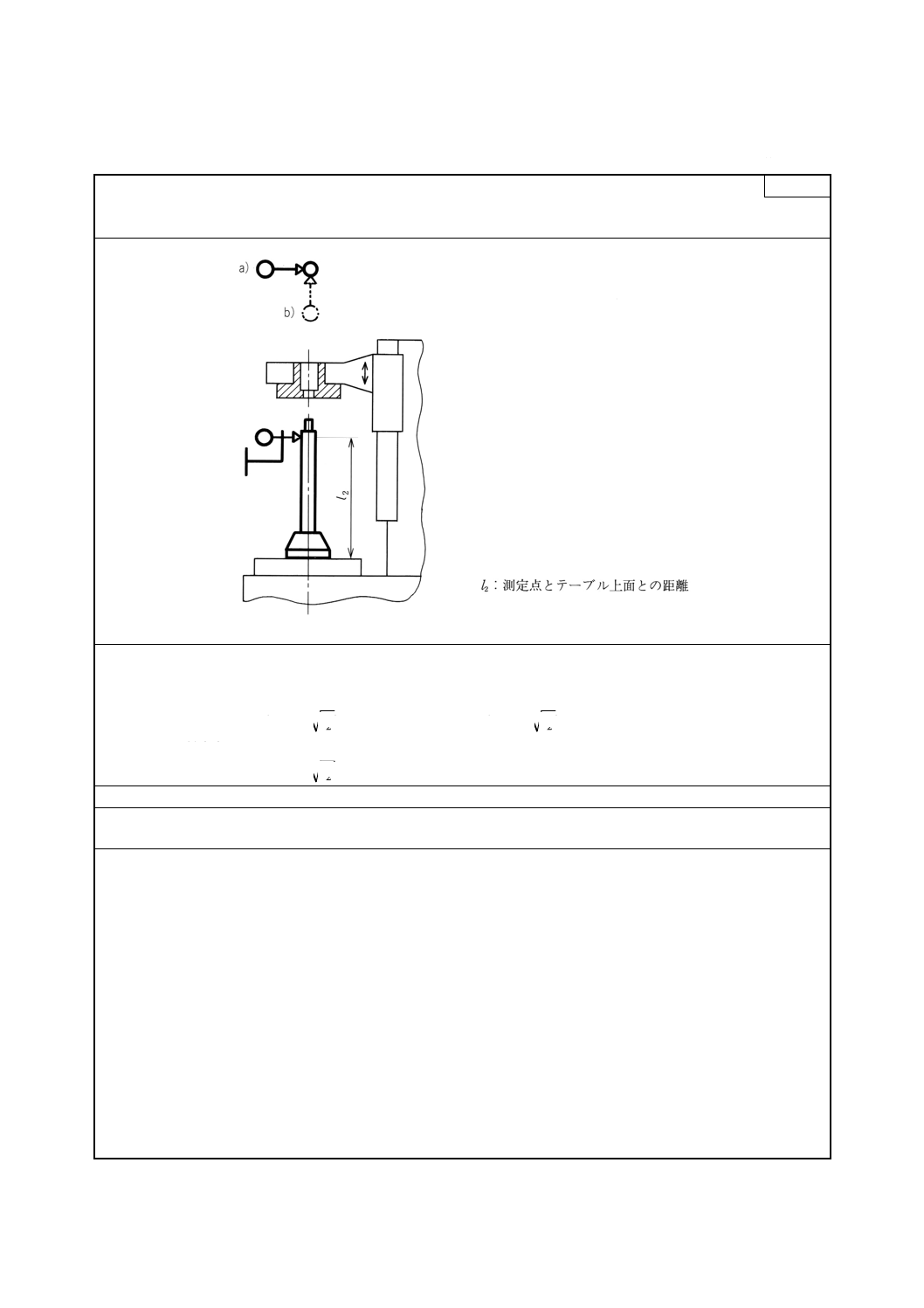
G6.2
センタ付の場合
テーブル回転中心線とサポートアームセンタ中心線との一致度
測定方法図
許容値
a)
許容量(片寄り)
ホブ主軸の向きに
)
4.0
6(
001
.0
2l
+
反対向きに
)
2.0
3(
001
.0
2l
+
b)
許容量
)
4.0
6(
001
.0
2l
+
測定値
測定器
ダイヤルゲージ,ワークアーバ又はテストバー
備考及びJIS B 6191の参照項目
5.44
ダイヤルゲージをテーブル上面から距離l2の点a)及びb)でワークアーバ又はテストバーに当てる。距離l2は,テ
ーブル上面からサポートアームの近傍までの距離である。
a)及びb)の各測定方向について,ワークアーバ又はテストバーを半径振れが平均位置になるように調整する。
サポートアームセンタをワークアーバ又はテストバーに押し付けてa)及びb)で測定し,次に,離して同様にa)及
びb)で測定する。ワークアーバ支えセンタを押し付けたときの読みと,離したときの読みとの差を測定値とする。
締付け機構があるものは,測定時はサポートアーム台を締め付ける。
この測定は,ワークアーバを回転させながら行ってもよい。
a)及びb)のそれぞれについて,サポートアームセンタをワークアーバ又はテストバーに押し付けてテーブルを1回
転させたときのダイヤルゲージの読みの平均値と,離したときの読みの平均値との差を測定値とする。
12
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査事項
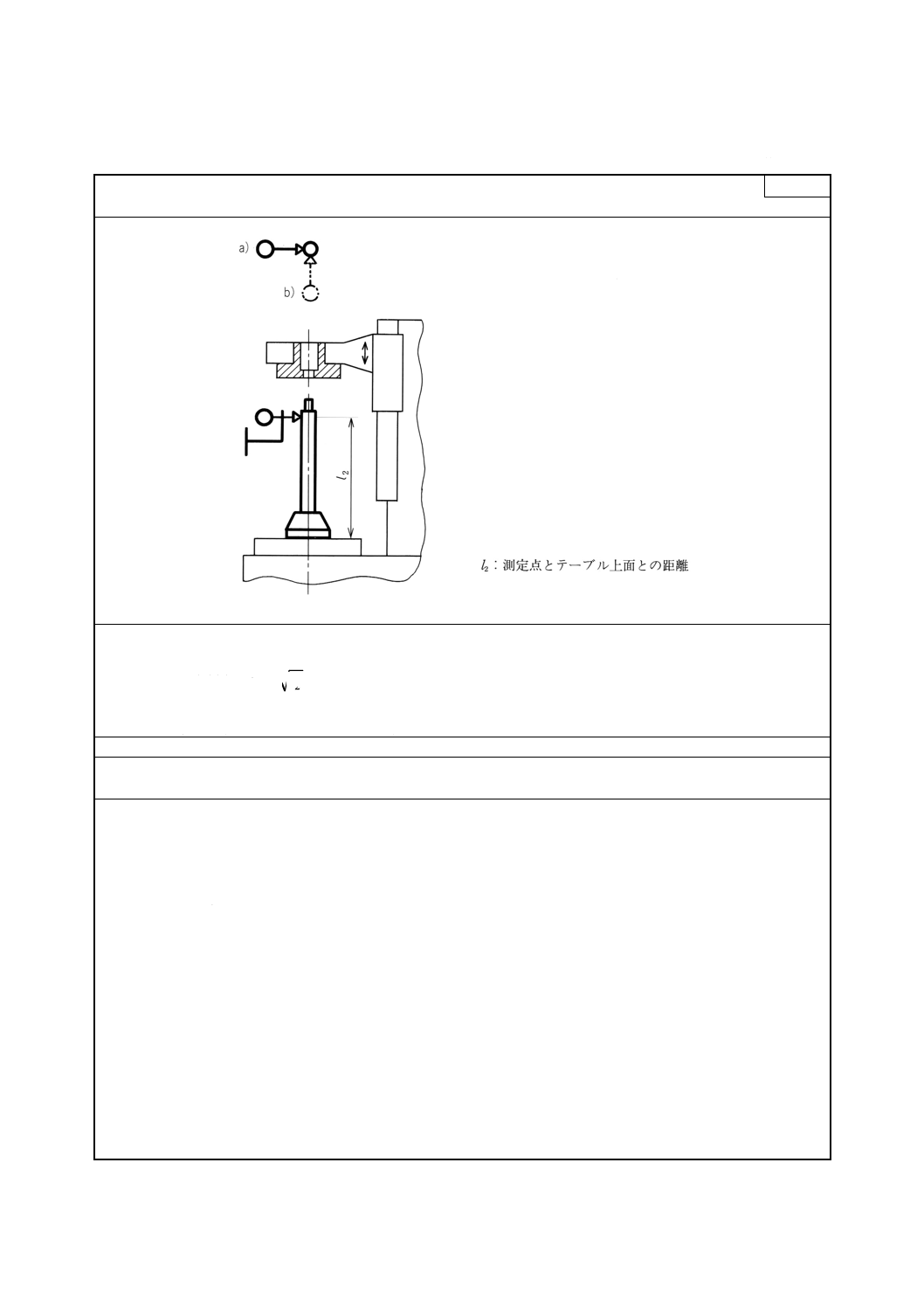
G6.3
テーブル回転中心線とサポートアームブシュ穴中心線との一致度
測定方法図
許容値
a)及びb)
)
4.0
6(
001
.0
2l
+
a)は,ホブ主軸に近付く向きになければならない。
読みは,許容値から遊びの半分を引いた値を超えてはならない。
測定値
許容値
ダイヤルゲージ,及びワークアーバ又はテストバー
備考及びJIS B 6191の参照項目
5.44
G6.1の検査ができない場合は,この検査を行う。
テーブル上面から距離l2の位置a)及びb)で心出ししたワークアーバ又はテストバーにダイヤルゲージを当てる。
距離l2は,テーブル上面からサポートアームの近傍までの距離である。
a)及びb)の各測定方向について,ワークアーバ又はテストバーを半径振れが平均位置になるようにする。
サポートアームブシュをワークアーバ又はテストバーにはめ込んでa)及びb)で測定し,次に,離して同様にa)及
びb)で測定する。締付け機構があるものは,測定中はサポートアームを締め付ける。
サポートアームブシュをはめ込んだときの読みと,離したときの読みとの差に,ブシュ穴とワークアーバ又はテス
トバーとの遊びの半分を加えた値を測定値とする。
この測定は,ワークアーバ又はテストバーを回転させながら行ってもよい。
13
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(C:ホブサドル及びホブヘッド)
単位 mm
検査事項
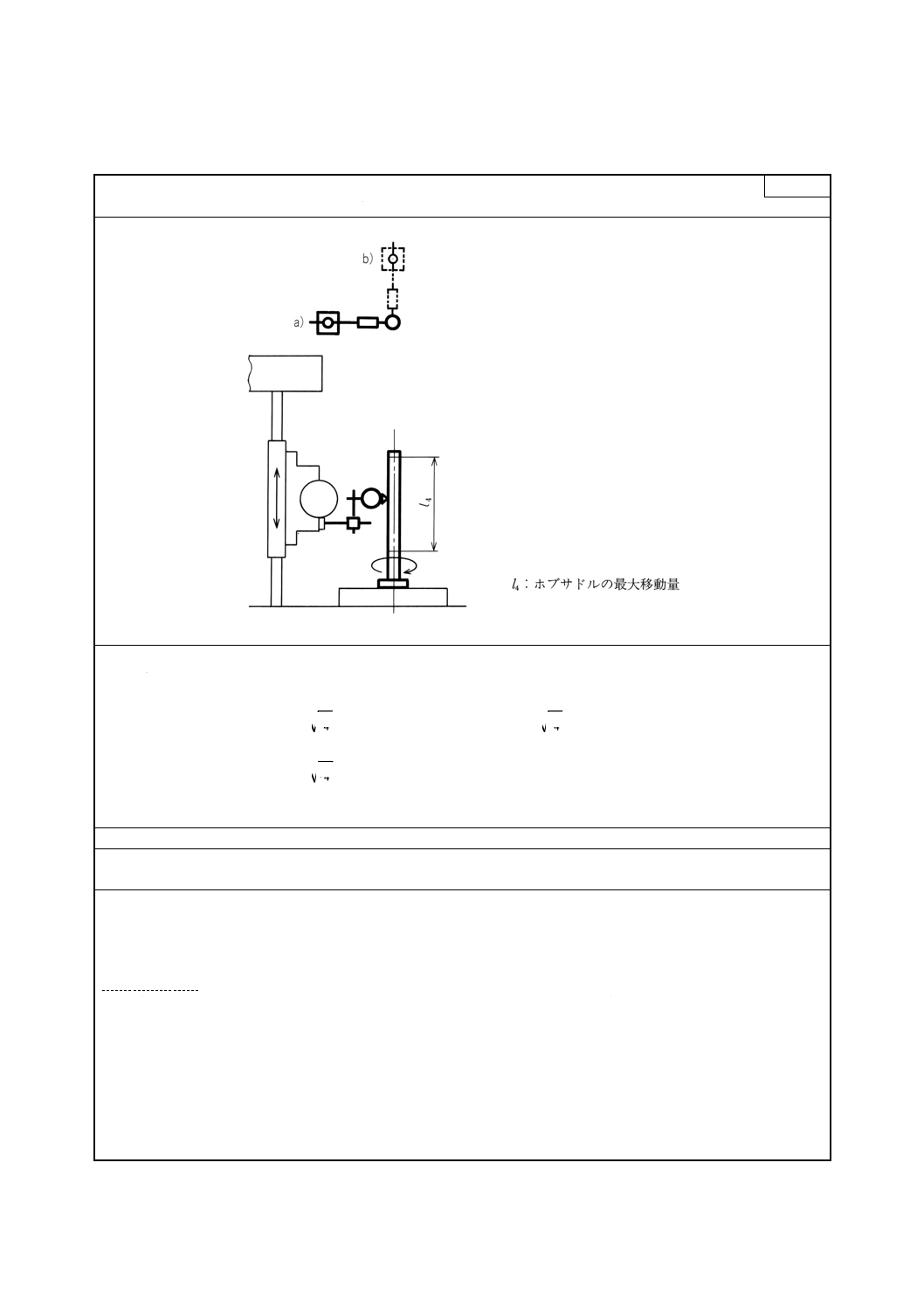
G7
ホブサドルの運動とテーブル回転中心線との平行度
測定方法図
許容値
a)
テストバーの先端で
ホブ主軸に近付く向きに
)
8.0
8(
001
.0
4l
+
反対向きに
)
4.0
4(
001
.0
4l
+
b)
)
5.0
6(
001
.0
4l
+
面a)及びb)での測定値は,ホブ軸とワークアーバ又はテストバーとの間のどの位置でも許容値を超えてはなら
ない。
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
5.422.2
ダイヤルゲージをホブサドルに取り付け,直交する二平面a)及びb)内でテストバーに当てる。テストバーをそれ
ぞれの平面内で半径振れが平均位置になるようにする。
ホブサドルの全移動範囲にわたって上下両方向に移動したときの,a)及びb)のダイヤルゲージの読みの差をそれぞ
れの測定値とする。
オブリーク送り式(グラント法)のホブ盤では,ホブサドルは0°に設定する。
この測定は,テーブルを回転させながら行ってもよい。ホブサドルの全移動範囲にわたって,上下両方向で平面
a)及びb)でのテーブル1回転当たりのダイヤルゲージの読みの平均値を求め,a)及びb)の平均値の差をa)及びb)の測
定値とする。
14
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査事項
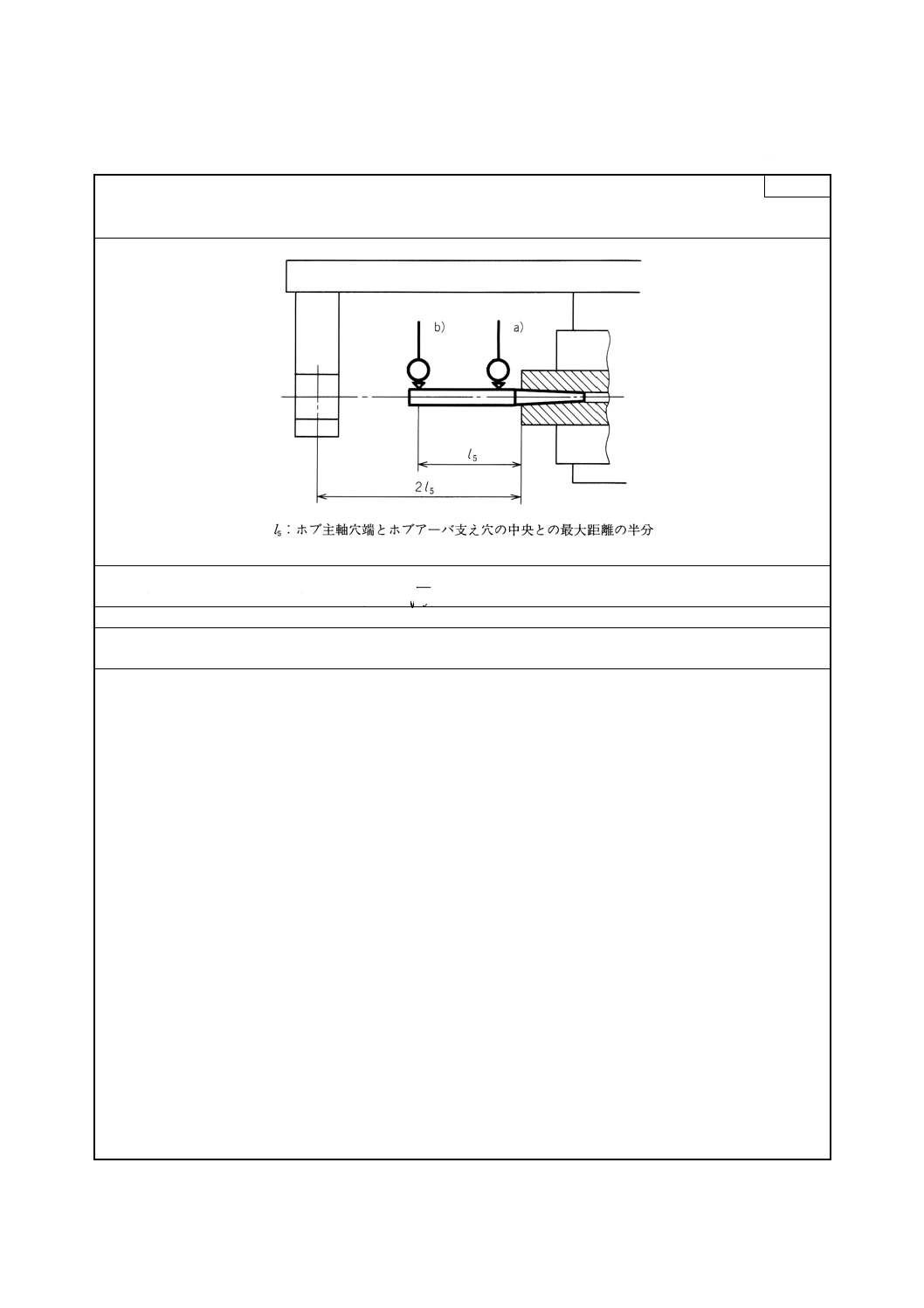
G8
ホブ主軸穴の振れ
a) ホブ主軸穴端の近くで
b) ホブ主軸穴端からl5の距離で
測定方法図
許容値
a) 0.006
b)
)
6.0
6(
001
.0
5l
+
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
5.612
測定は,ホブ主軸を両方向に回転させて行う。できればホブ主軸を垂直にすることが望ましい。
15
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査事項
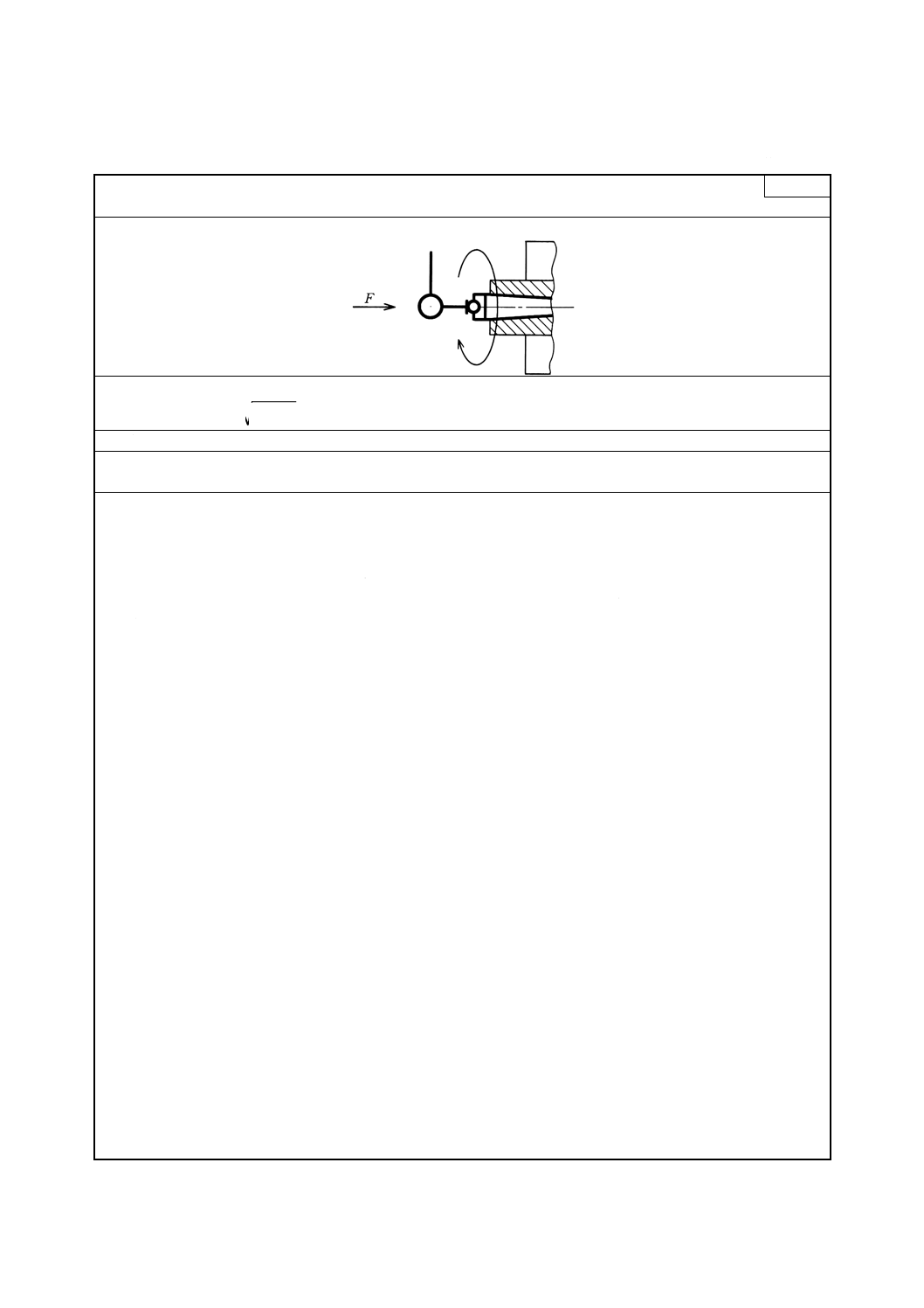
G9
ホブ主軸の軸方向の動き
測定方法図
許容値
)
6.0
4(
001
.0
max
,0
m
+
測定値
測定器
ダイヤルゲージ,テストバー及び鋼球,必要があれば予圧装置
備考及びJIS B 6191の参照項目
5.622
測定は,ホブ主軸を両方向に回転させて行う。
テストバーのセンタ穴にはめた鋼球にダイヤルゲージを当てて測定する。
軸受の軸方向の遊びをなくすために,必要があれば*力Fをかける。力Fの値は製造業者が決める。
注*
軸方向に予圧をかけた軸受の場合には必要ない。
16
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査事項
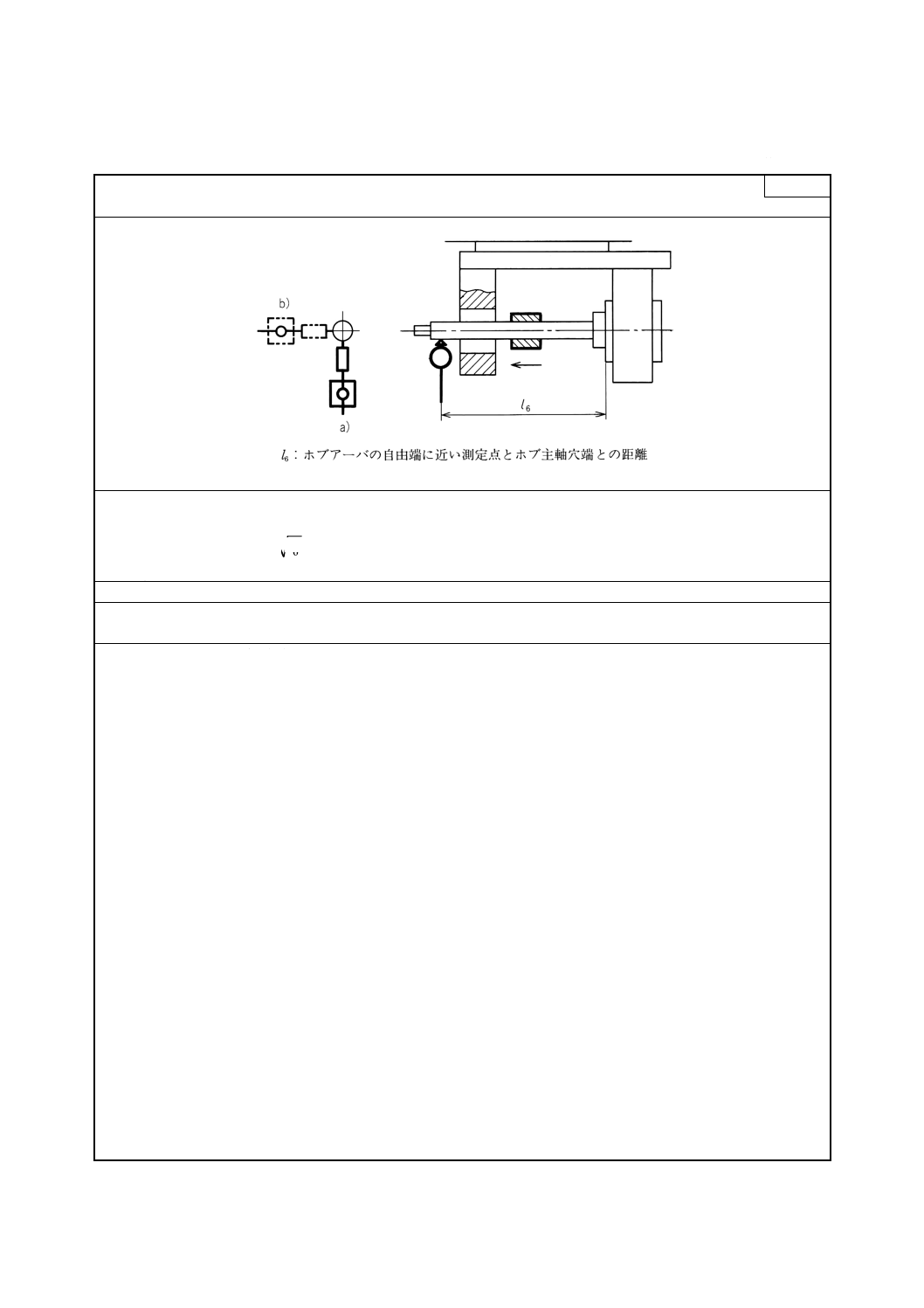
G10
ホブ主軸中心線とホブアーバ支え穴中心線との同軸度
測定方法図
許容値
a)及びb)
)
5.0
6(
001
.0
6l
+
a)はテーブルの中心線の向きになければならない。
測定値
測定器
ダイヤルゲージ,テストブシュ及びホブアーバ
備考及びJIS B 6191の参照項目
5.442
直交する二平面a)及びb)内において,順次できるだけホブアーバ支え穴に近い位置で,ダイヤルゲージをホブア
ーバに当てる。ホブ主軸は,できれば垂直にして測定する。
a)及びb)の各測定方向についてホブアーバを,半径振れが平均位置になるようにする。
a)及びb)の位置で,まずテストブシュをホブアーバ支え穴に挿入しないで測定し,次に挿入して測定する。
テストブシュを挿入したときに生じる一致度の差に,テストブシュとホブアーバとの間の遊びの1/2を加えた値を
測定値とする。
この測定は,ホブ主軸を回転させながら行ってもよい。
17
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査事項
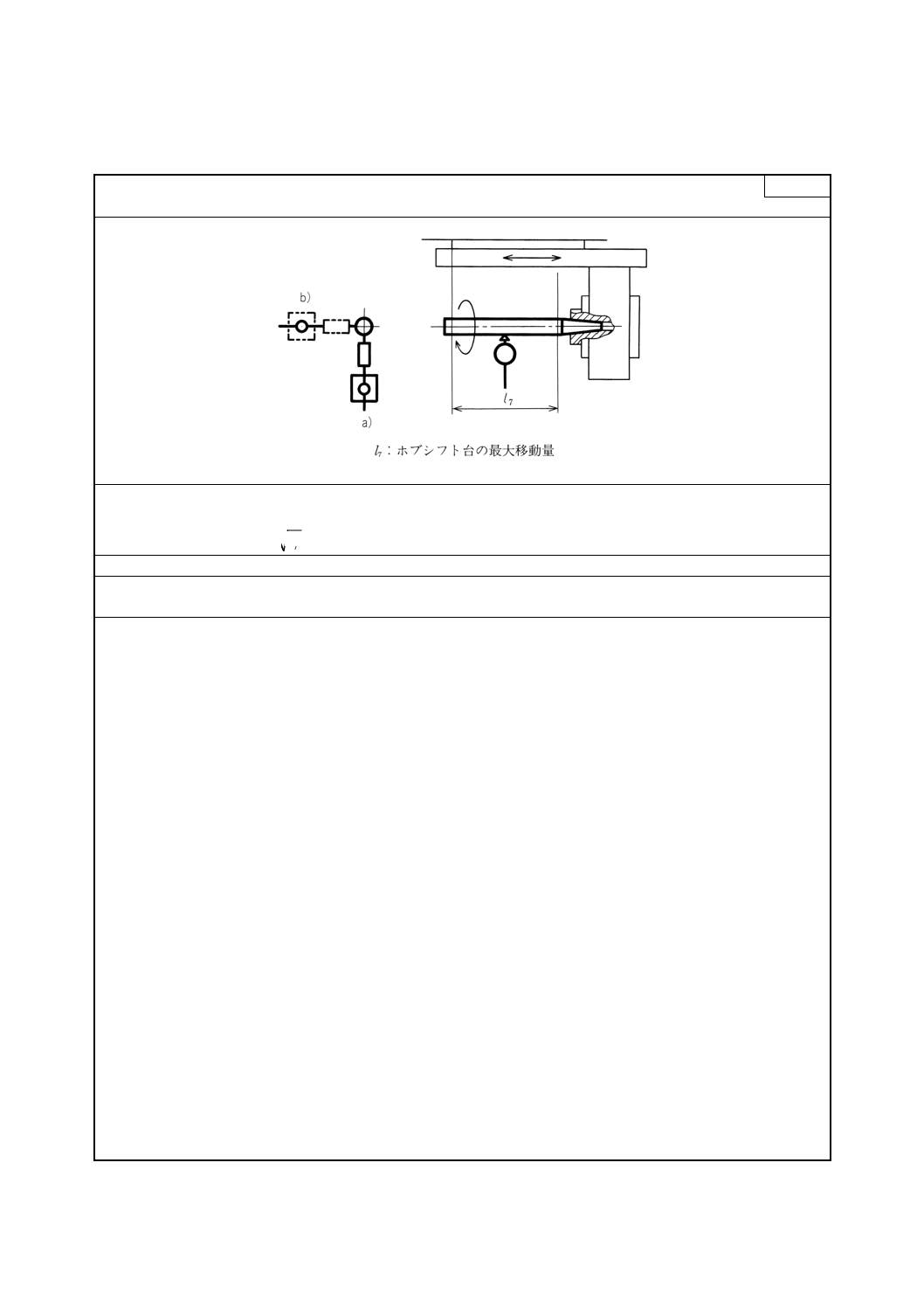
G11
ホブシフト台の運動とホブ主軸中心線との平行度
測定方法図
許容値
a)及びb)
)
5.0
6(
001
.0
7l
+
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
5.422.3
直交する二平面a)及びb)内において,ダイヤルゲージをテストバーに当てて,テストバーを,それぞれの半径振
れが平均位置になるようにする。
平面a)及びb)内で,ホブシフト台の全移動範囲で両方向について測定する。ホブ主軸は,できれば垂直にして測
定する。
切削中にホブシフト台を締め付けて使用する場合は,測定は締め付けた状態で行う。
平面a)及びb)内での読みの差をそれぞれの測定値とする。
この測定は,ホブ主軸を回転させながら行ってもよい。
18
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 運動学的精度検査
7.1
運動学的精度検査 運動学的精度検査は,表3による。
なお,運動学的精度検査の代わりに,工作精度検査(8.参照)を行ってもよい。
表3 運動学的精度検査
単位 mm
検査事項
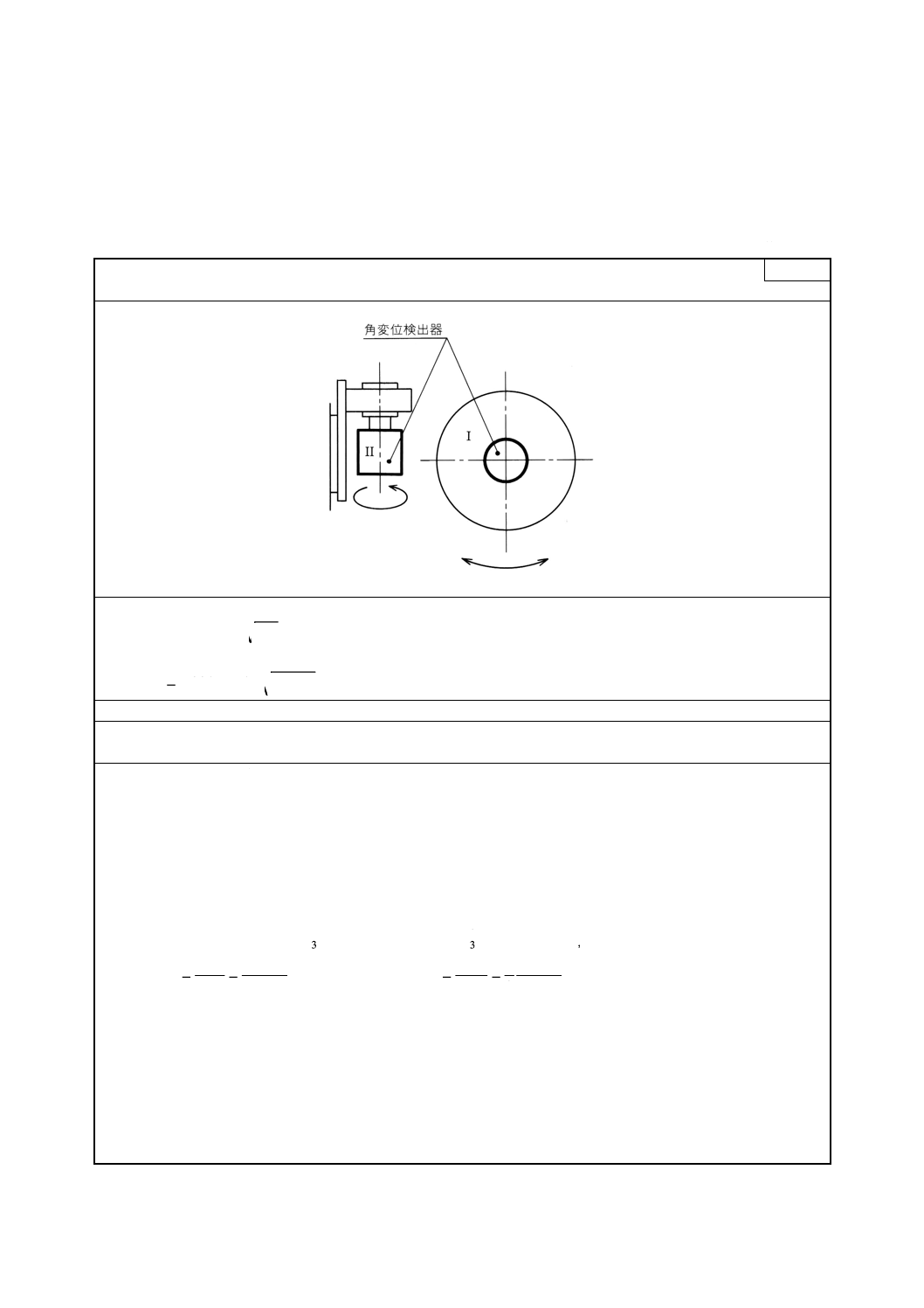
K1
ホブ主軸の回転に対するテーブルの回転
測定方法図
許容値
)
13
.1(
001
.0
1
u
d
d
fl=
fdk1=fdk2=fdk
)
5.1
5(
001
.0
max
,0
d
m
fk
+
=
測定値
測定器
角度伝達誤差測定器
備考及びJIS B 6191の参照項目
角変位検出器(I及びII)をテーブル回転軸とホブ主軸とに取り付ける。
ホブ盤を基準歯車①又は②の各加工条件に設定し,ホブ主軸は,なるべく通常使用する向きに回転させ,無負荷状
態でテーブルを連続回転させ,テーブルの両回転方向について測定する。
測定した誤差fdk1及びfdk2が許容値の80%を超える場合は,fdk1及びfdk2が許容値を超えないことを確かめるために,
できれば引き続いてホブ主軸を反対の向きに回転させて測定をする。
基準歯車①:
max
31
,0
1
u
max
1u
;
m
m
d
d
t
=
=
max
,0
max
1
tu
1
u
1
u
2
m
d
m
d
z
=
=
基準歯車②:
max
,0
2
tu
max
31
2
u
;
m
m
d
d
=
=
max
,0
max
2
tu
2
u
2
u
3
1
m
d
m
d
z
=
=
ここに,du1, mtu1, zu1及びdu2, mtu2, 及びzu2は,それぞれ基準歯車①及び②の基準円直径,正面モジュール,歯数であ
る。
19
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査事項
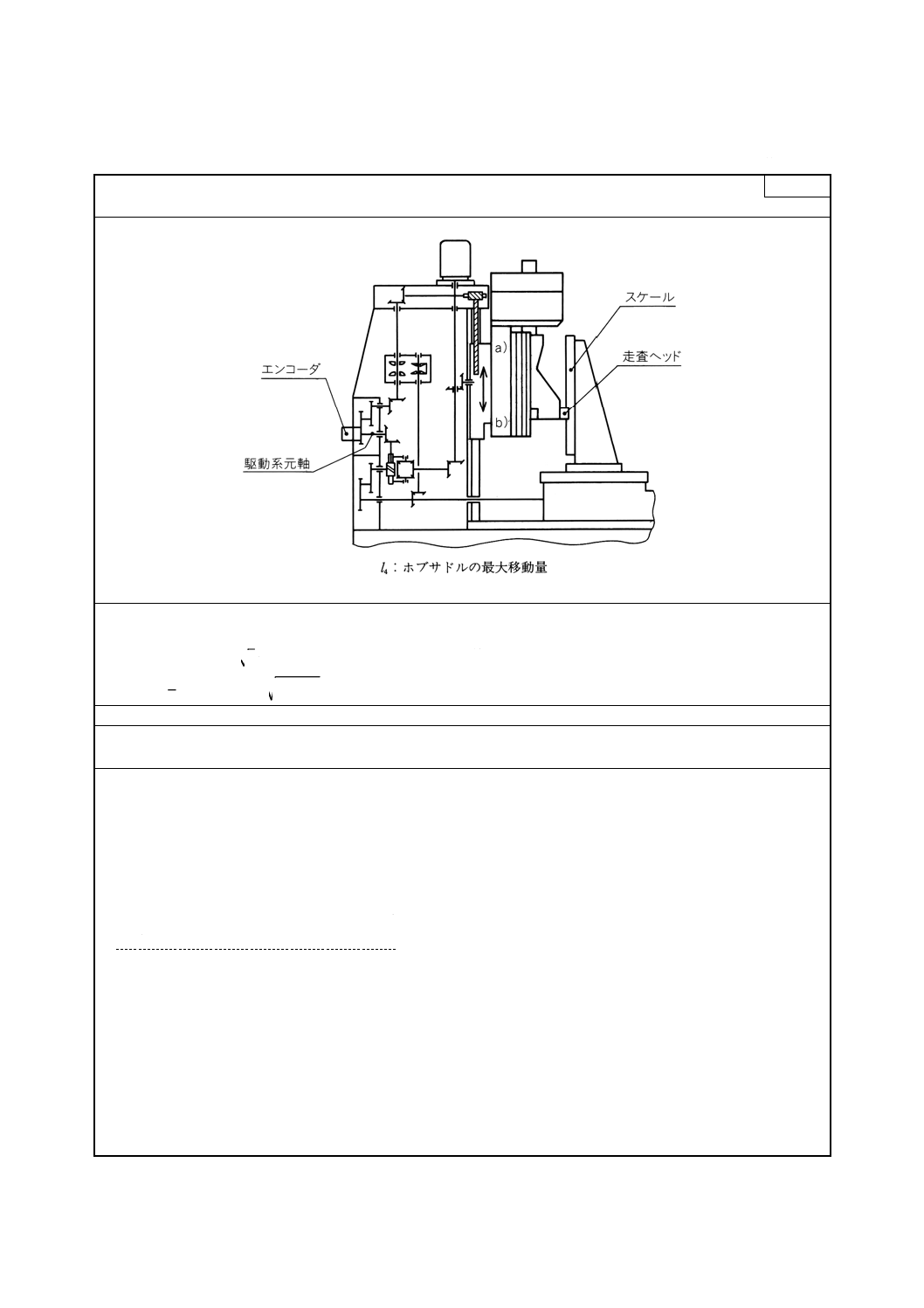
K2
ホブサドル駆動系元軸の回転に対するホブサドルの運動
測定方法図
許容値
0≦l≦l4
)
2.1(
001
.0
x
l
fl=
)
6.0
6(
001
.0
max
,0
xk
m
f
+
=
測定した誤差は,どの長さlについても許容値を超えてはならない。接線送
り(ホブ軸方向)直線伝達誤差の成分は,考慮しない。
測定値
測定器
直線伝達誤差測定器
備考及びJIS B 6191の参照項目
測定器のスケールをホブ盤のベッド又はテーブルに,走査ヘッドをホブサドルに,また,エンコーダを駆動系元軸
にそれぞれ取り付ける。
ホブサドルを無負荷状態で,a)及びb)の両方の向きに動かして測定する。
オブリーク送り式(グラント法)のホブ盤及びウォーム歯車を切削する専用のホブ盤は,この検査を行う必要はな
い。
スケール及び走査ヘッドの代わりに,レーザ干渉測長器を使用してもよい。
ホブシフト台は水平にして測定してもよい。
20
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
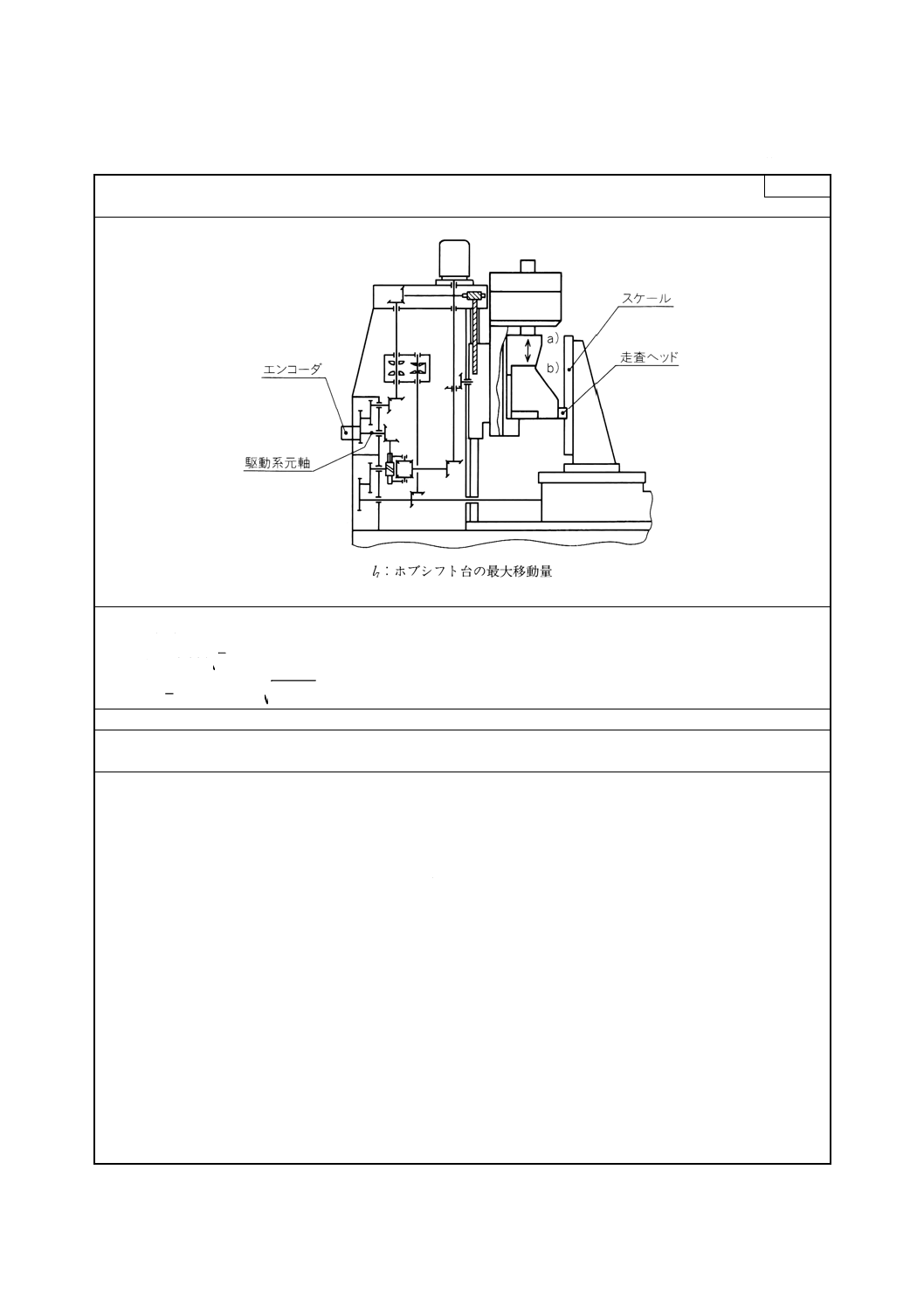
検査事項
K3
ホブシフト台の駆動系元軸の回転に対するホブシフト台の運動
測定方法図
許容値
0≦l≦l7
l
fl
001
.0
t=
)
6.0
6(
001
.0
max
,0
tk
m
f
+
=
測定した誤差は,どの長さlについても許容値を超えてはならない。軸方向
送り(ワーク軸方向)直線伝達誤差の成分は考慮しない。
測定値
測定器
直線伝達誤差測定器
備考及びJIS B 6191の参照項目
測定器のスケールをホブ盤のベッド又はテーブルに,走査ヘッドをホブシフト台に,また,エンコーダを駆動系元
軸にそれぞれ取り付ける。
ホブシフト台を無負荷状態で,a)及びb)の両方の向きに動かして測定する。
オブリーク送り式(グラント法)のホブ盤及び接線送りのできないホブ盤は,この検査を行う必要はない。
スケール及び走査ヘッドの代わりに,レーザ干渉測長器を使用してもよい。
ホブシフト台は水平にして測定してもよい。
21
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
運動学的精度検査に関する注意事項
7.2.1
検査事項K1 ホブ主軸の回転に対するテーブルの回転精度は,テーブルとホブ主軸との間の歯車
列におけるすべての要素の形状誤差と位置誤差の大きさとによって決まる。すべての要素が回転するので,
その誤差は,それぞれの回転数に応じて周期的に発生する。その結果,相対回転運動の誤差は,常に幾つ
かの周期的誤差成分の和になる。実用的には,高周波成分と低周波成分とを分離するのがよい。
7.2.1.1
角度伝達誤差Fd ホブ主軸の回転位置と検査用歯車に対応するホブ盤の設定によって定まるテ
ーブルの正しい角度位置と実際の角度位置との差(テーブルの正しい角度位置とは,ホブ主軸とテーブル
との間の歯車列に誤差がないと仮定したときの伝達比によって決まる位置をいう。)。誤差は,基準歯車の
基準円上の円弧の長さとして測定する。
7.2.1.2
角度伝達誤差の低周波成分fdl 測定面内における親ウォームホイールの組付け位置誤差とテー
ブルの回転軸の不安定さによって生じる接線方向総合誤差の低周波成分。
7.2.1.3
角度伝達誤差の高周波成分fdk テーブルよりも高い速度で回転している各要素の角度位置の誤
差によって生じる成分。この高周波成分の低い側の周波数限界は,最も低い速度で回転している軸(テー
ブルを除く。)の回転数の半分に等しい。
角度伝達誤差の高周波成分は,歯車の直径と正面モジュールとに比例する成分を含んでいる。このため,
検査事項K1で規定している測定の手順では,小さなモジュールと大きな直径及び大きなモジュールと小
さな直径(それぞれ基準歯車①及び②)を使って測定するのがよい。
検査事項K1の測定方法が,ホブ盤又は測定器固有の理由(例えば,測定器の作動範囲)で,基準歯車
①又は②に適用できない場合は,それぞれdu1及びmtu1又はdu2及びmtu2の値をdu及びmtuに代えて使用し
てもよい。このときの許容値は,次の式による。
専用ホブ盤の角度伝達誤差は,検査事項K1に対する条件と異なっている場合には,実作業で加工して
いるのと同じ基準円直径と正面モジュールとによって測定をしてもよい。
基準円直径du及び正面モジュールmtuの基準歯車に対応した設定のホブ盤を検査する場合のfdkuとfdluは,
次の式による。
dk
max
u
max
,0
tu
dku
2
6.0
f
d
d
m
m
f
+
=
及び
)
9.0(
001
.0
u
d
s
fl=
fdluに対する条件は,s=0からs=du・π/2までの任意の円弧長さとする。
注 半円周 (s=du・π/2) を超える場合は,次による。
)
13
.1(
001
.0
max
,u
d
u
l
d
f
=
角度伝達誤差の瞬間値間の関係は,
Fdu=fdlu+fdku
kピッチの区間での部分累積ピッチ誤差Fpkの許容値の計算は,次による。
Fpj=Fd=fdl+fdk
dku
tu
dku
)
6.1(
001
.0
)
9.0(
f
jm
f
s
Fpju
+
=
+
=
22
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Fd, fdl及びfdkの測定器は,光学式,磁気式又はその他の目盛板をもつ測定器及び記録計からなる。
基準歯車は,テーブル及びホブ主軸間の角度伝達誤差を検査するための基準値を与えるだけであるので,
正面モジュールmtu1=m0, max/3は,正面モジュールの標準値でなくてもよく,歯数Zu1とZu2とは,整数で
なくてもよい。しかし,使用する測定器がZu1とZu2との整数値だけに限られる場合は,du1とdu2とが必要
な値になるように基準歯車の正面モジュールを選択する。この場合,基準歯車のfdkuの許容値は,上記の
式に従って計算する。これは,特に切削できる最大外径に比べて,ホブ切りできる正面モジュールが大き
いホブ盤に適用する。
7.2.2
検査事項K2及びK3
7.2.2.1
直線伝達誤差Fx又はFt:ホブサドル又はホブシフト台の位置の正しい位置からの誤差。
正しい位置は,スライド(ホブサドル又はホブシフト台)と駆動系元軸との間の歯車列の伝達比(この
場合,これには誤差がないものと仮定する。)とスライド駆動系元軸の角度位置とによって決まる。駆動系
元軸は,送り軸と換え歯車との間のスライド駆動系の任意の軸でよい。例えば,換え歯車の軸でもよい。
駆動系元軸は,製造業者が指定する。
7.2.2.2
直線伝達誤差の低周波成分fxl及びftl:主に送りねじのリード誤差,たわみ及び倒れ,すなわち,
運動中にコラムに対するホブサドル又はホブシフト台の傾きの変化によって生じる成分。
7.2.2.3
直線伝達誤差の高周波成分fxk及びftk:駆動系元軸と送りねじとの間の,より速く回転する各要素
の角度位置誤差によって生じる成分。高周波成分の低い側の周波数限界は,最も遅い回転軸(送りねじを
含む。)の回転数の半分に等しい。
上記とは別に,直線伝達誤差の高周波成分は,送りねじ自身の形状誤差から起こることもある。
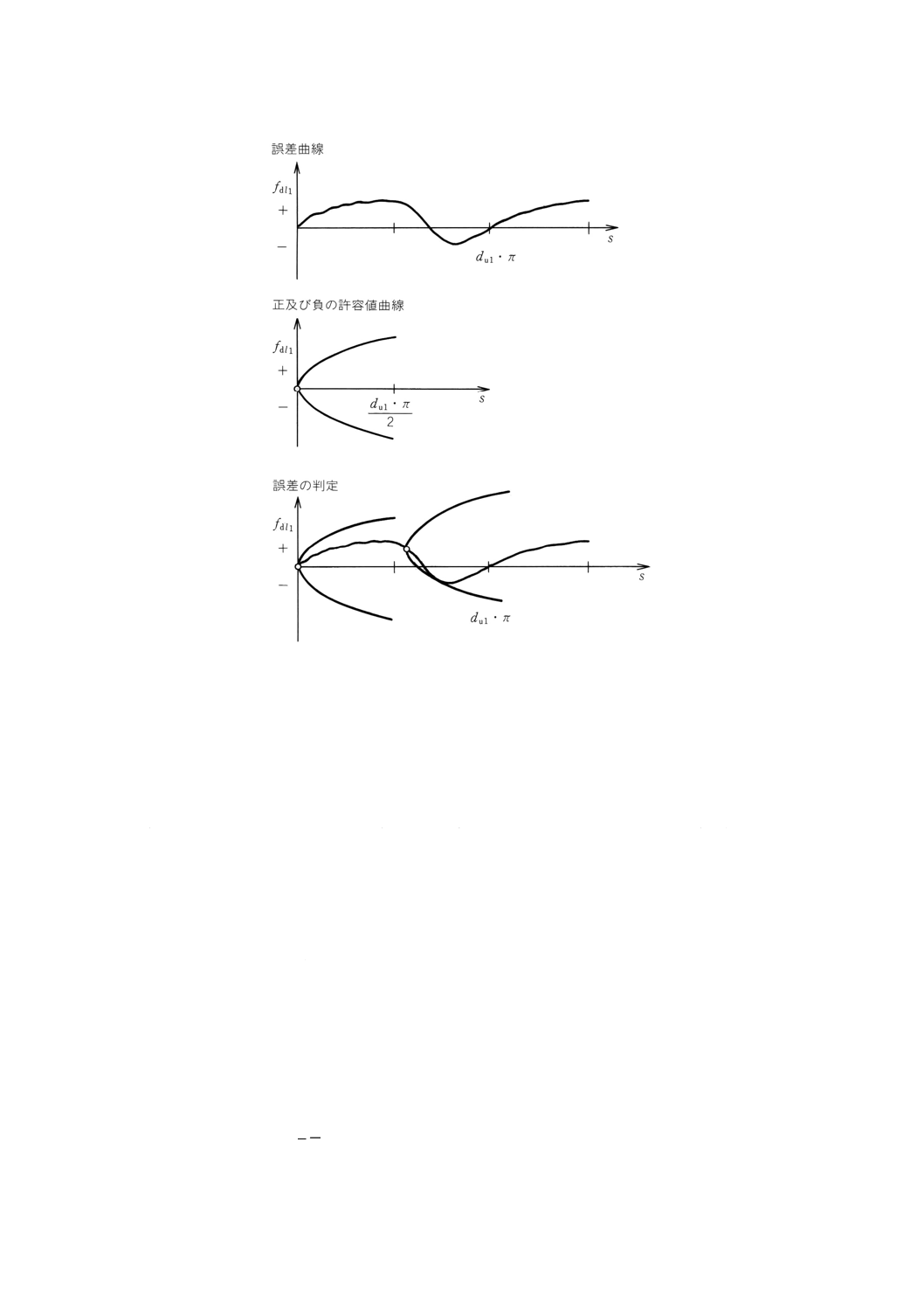
7.2.3
検査事項K1, K2及びK3 誤差は,長さl(検査事項K2及びK3)又は円弧s(検査事項K1,図1
参照)の関数として線図を描く。
正及び負の許容値の曲線は,縦軸及び横軸の誤差曲線と同じスケールで透明な紙に描く。
この許容値曲線の座標系の原点を誤差曲線に沿ってl又はs軸に平行に移動させるときは,誤差曲線は
常に正及び負の許容値曲線で定義した領域内になければならない。
23
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 検査K1の例
8. 工作精度検査 ホブ盤の精度の間接的検査として,運動学的精度検査を直接ホブ盤で行う代わりに,
間接的に検査用歯車を切削して,その精度を測定してもよい。製造業者と使用者との間で検査用歯車切削
が合意されたときは,検査用歯車の諸元と材料,ホブ及び切削条件を含むすべての事項を発注時に決める。
8.1
一般 検査用歯車の材料,ホブ及び切削条件は,測定目的に合った表面粗さが得られるように選択
する。合意事項には,使用する測定器も含める。全歯形誤差Fαの測定は,使用するホブ固有の誤差が切削
結果に影響するので適用しない。
オブリーク送り式のホブ盤の場合には,歯すじ形状誤差ffβは,主としてホブの誤差とその取付け誤差と
が関係する。したがって,オブリーク送り式(グラント法)によってホブ切りした検査用歯車の歯すじ形
状誤差は,ホブ盤の受取り条件としない。同様の理由で,接線送り総合誤差検査及び特に半径方向送り総
合誤差検査のいずれも受取り条件としない。
円ピッチは,機上で測定することが望ましいが,取り外して測定する場合を考慮し,歯車素材には,加
工及び測定時に適切な取付けが確実にできるように,高精度の心出し用ボスを付ける。
円筒歯車の円ピッチは,歯車のどちらかの端面に近い領域で測定してもよい。歯車はこの領域では,軸
方向の送りをかけないでホブ切りする。
8.2
検査用歯車の設計 検査用歯車の諸元は,次による。
3
2
=
d
・dmax及びd≦4 000mm
24
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20°≦β≦30°
10m0, max≦b≦350mm
歯数の多いの親ウォームホイールをもつホブ盤の場合は,測定結果の評価ができるように,検査用歯車
の歯数の計算は次の式によるのが望ましい。この式によると,累積ピッチ誤差の周期当たりの歯数は,約
9から11となる。
検査用歯車の歯数zは,次による。
z=zT−p1
zT/11≧3.5のとき,p1はzT/11に最も近い整数
zT/11<3.5のとき,p1=4でz=zT−4
8.3
検査用歯車の許容値
8.3.1
一般事項 許容値,m, d及びbの単位はmmとする。
8.3.2
基準歯車又は検査用歯車の基準円直径に比例するfdkの一部分fdkT(5.4参照) fdkTは,次による。
+
=
)
8.1
6(
001
.0
max
,0
max
dkT
m
d
d
f
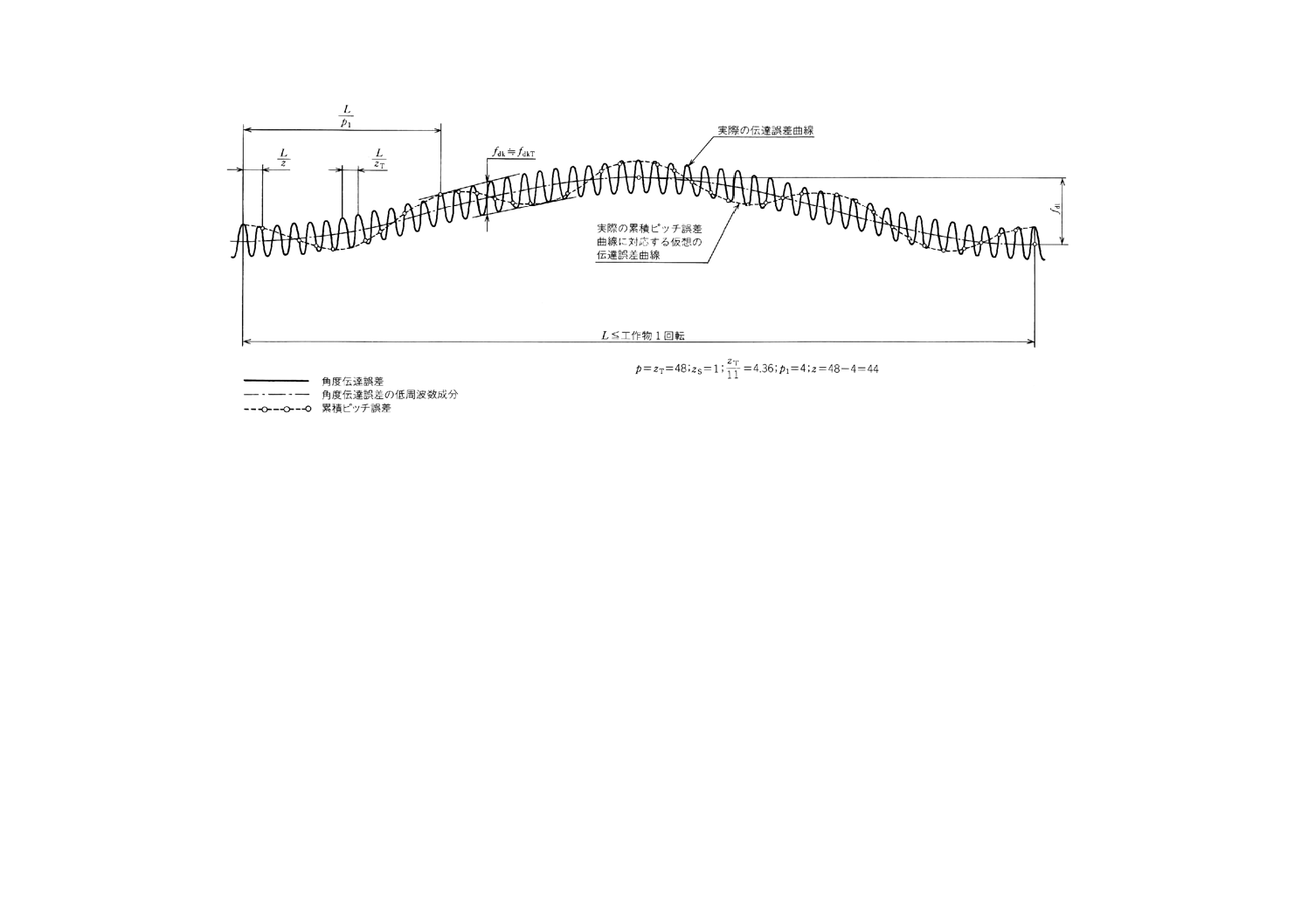
ここに,fdkTは,テーブル1回転当たりp1周期の累積ピッチ誤差の成分である。この成分は,テーブル1
回転当たりzT周期の角度伝達誤差の成分とほぼ同じ大きさである(図2及び図4参照)。
8.3.3
角度伝達誤差の低周波成分fdl(5.4参照) fdlは,次による。
)
6.1(
001
.0
t
d
m
k
fl =
ここに,fdlは,累積ピッチ誤差の低周波成分である。fdlの変化の過程を調べるために,ピッチの数kは,
偶数歯数の場合はk=1からz/2まで,奇数歯数の場合は (z−1) /2まで有効である。
8.3.4
検査用歯車の部分累積ピッチ誤差Fpk及び累積ピッチ誤差Fp 部分累積ピッチ誤差及び累積ピッ
チ誤差は,また誤差fdk及びfdlによる制約を受ける。
許容値は,次の式による。
Fpk=fdk+fdl
)
6.1(
001
.0
2
6.0
t
max
max
,0
t
dk
p
m
k
d
d
m
m
f
Fk
+
+
=
及び
Fp=fdk+fdl, max
)
13
.1(
001
.0
2
6.0
max
max
,0
t
dk
P
d
d
d
m
m
f
F
+
+
=
8.3.5
歯すじ傾斜誤差fHβ(5.4参照) 歯すじ傾斜誤差の許容値は,次による。
)
8(
001
.0
H
b
f
+
=
β
8.3.6
検査用歯車の許容値に関する説明 8.2による歯数の検査用歯車を加工することができない場合に
は,特に,大形ホブ盤の場合には製造業者と使用者とは,ホブ盤の精度を検査するための特殊な検査用歯
車について合意しなければならない。
この規格に合わない設計の特殊な工作物に対して,特に高い切削速度及び送りが適用される場合は,通
25
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
常,有効な許容値を適用することはできない。
累積ピッチ誤差曲線で,低周波成分とp1周期をもった成分が容易に分離できない場合は,z=zTの歯数
をもった検査用歯車を別にホブ切りしてもよい。この検査用歯車に対する許容累積ピッチ誤差は,前述し
たfdl, maxである。
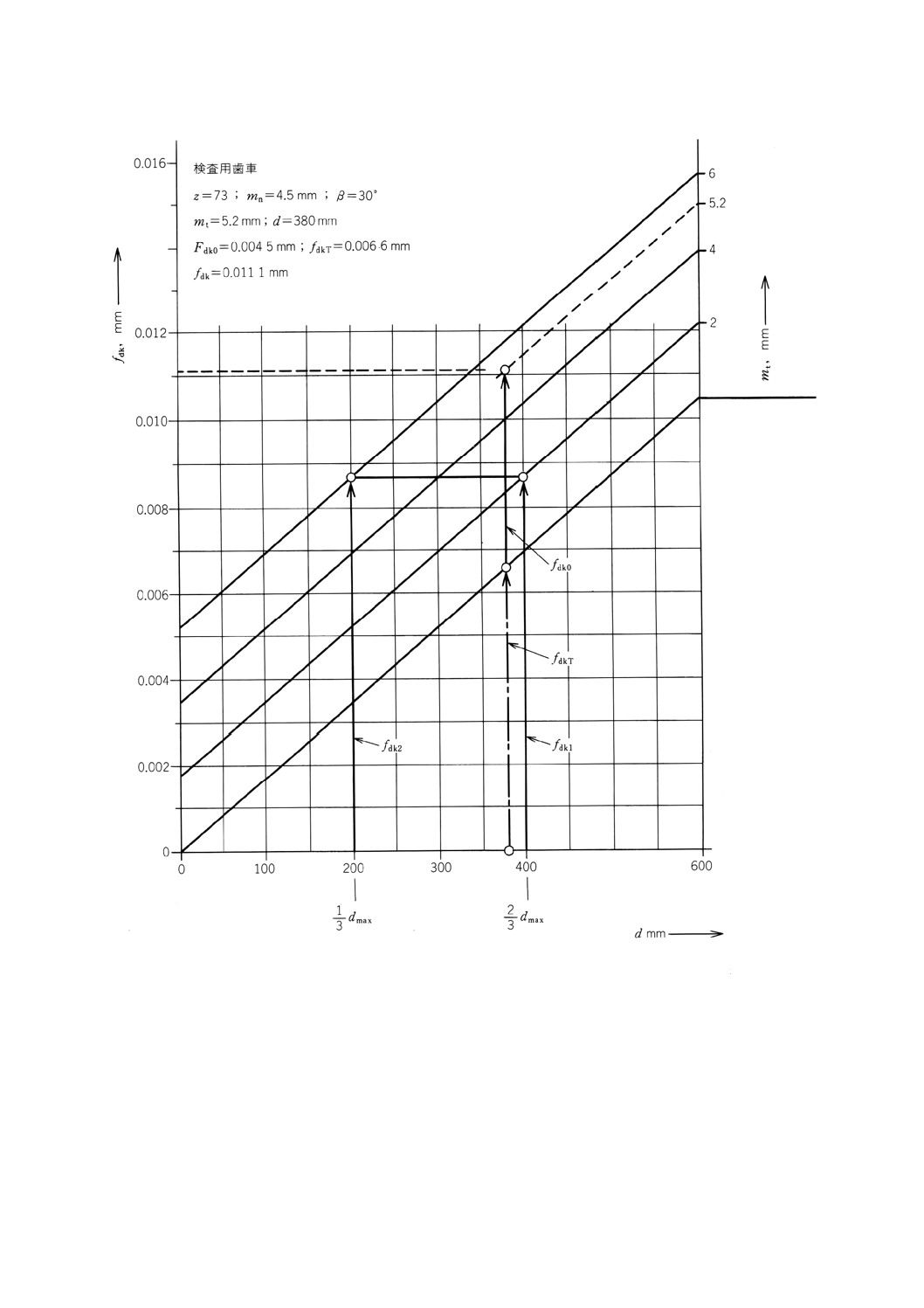
8.4
備考 角度伝達誤差の高周波成分fdk1(mtu1とdu1のときの)及びfdk2(mtu2とdu2のときの)の許容値
の線図(図2参照)から,任意の直径d及び正面モジュールmtに対する高周波成分fdk(図2参照)が読み
取れる。また,fdkuの式を用いて計算することができる(7.2.1.3参照)。
図2は,dmax=600mm,m0, max=6mmの能力のホブ盤のfdkを示したもので,その誤差は,許容値(fdk1及
びfdk2)に等しい。より小さな誤差に対しても,実際の線図を描くことができる。
ホブ盤の伝達誤差は,生産される歯車に転写される。これらの伝達誤差(図2参照)は,直径に関係し
ており,その関係はJIS B 1702-1及びJIS B 1702-2による単一ピッチ誤差怖 (fpt) がもっている関係とは異
なっているので,ホブ盤がfptに関して特定の等級の歯車を生産できるとはいえない。
角度伝達誤差の高周波成分は,線図から求めることができる。角度伝達誤差の高周波成分の一部分は,
正面モジュールmt (fdk0) に関係し,その他の部分は直径d (fdkT) に関係している。
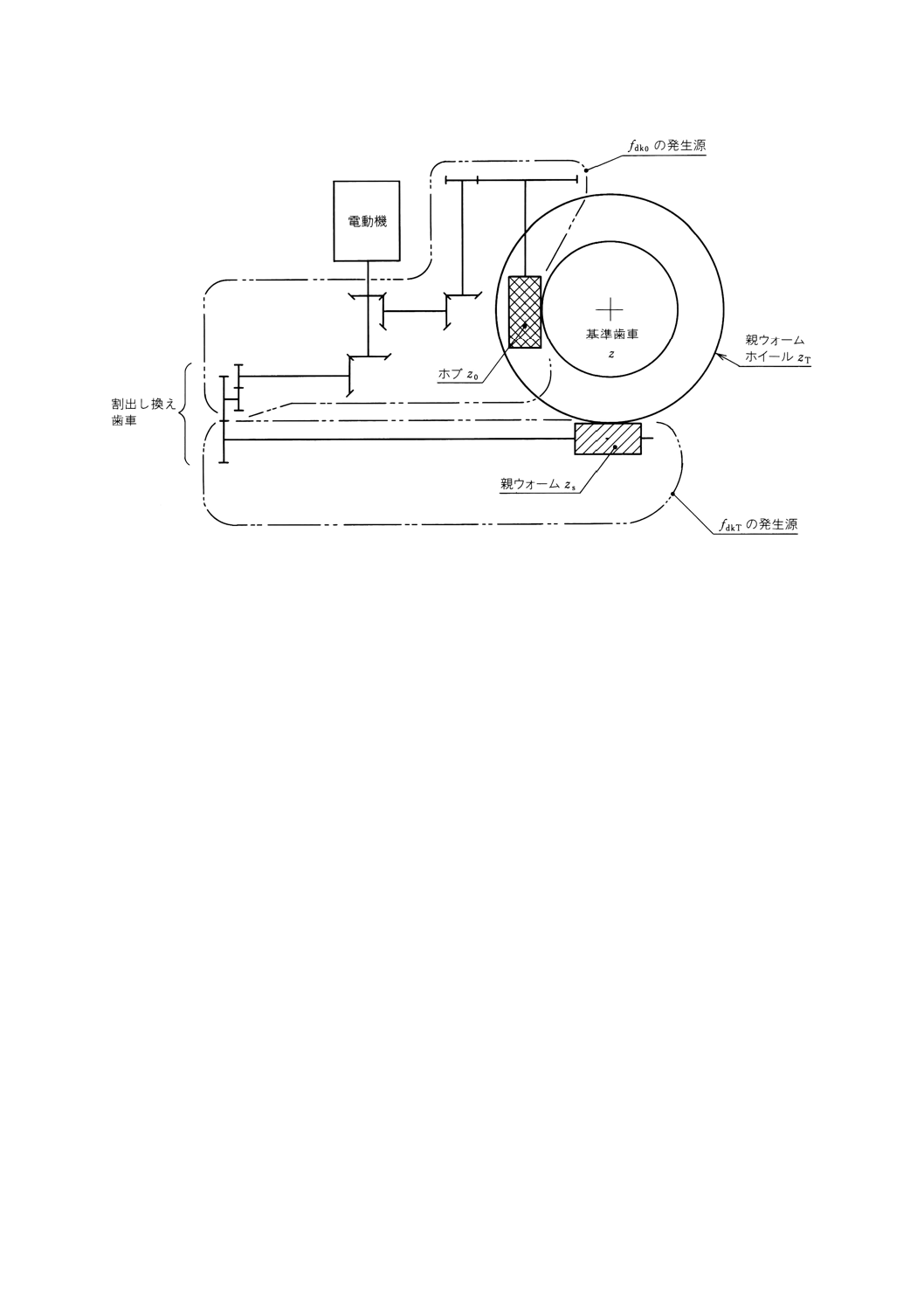
図3は,fdk0とfdkTとを発生する駆動系を示す。角度伝達誤差の高周波成分fdkTは,工作物1回転当たり
p=zT周期をもつ可能性が大きい(図4参照)。上記の検査用歯車の歯数 (z=zT−p1) を使って,累積ピッ
チ誤差の測定からfdkTを求めることができる。累積ピッチ誤差はp1周期を示し,その大きさはp=zT周期
をもつ角度伝達誤差の高周波成分fdkTにほぼ等しい。このp1周期は,実際の角度伝達誤差には存在しない
ので,この曲線を,仮想伝達誤差と呼ぶ。
二つの成分fdlとfdkとの分離を容易にするため,fdkを求めるときに,累積ピッチ誤差の測定にスパン測
定法を用いることはできない。
多条親ウォーム駆動のホブ盤のfdkTには,周期p=zTのfdkTの成分との親ウォーム回転数周期zT/zsの成分
とがある。この場合,累積ピッチ誤差の評価は,1条親ウォーム駆動のホブ盤よりも多くの問題が現れる。
zT/zsが整数にならないときは,累積ピッチ誤差の測定では有効な結果は得られない。
26
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 dmax=600mm, m0, max=6mmのホブ盤の角度伝達誤差の高周波数成分fdk
27
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 ホブ盤の角度伝達系−ホブ盤における角度伝達誤差の高周波成分の発生源の例
2
8
B
6
2
1
6
:
1
9
9
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 親ウォームの回転に対応する角度伝達誤差成分の求め方の例
29
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) ホブ盤−運転試験方法
この附属書(参考)は,規格本体にはない事項を参考として示すものであって,規定の一部ではない。
備考 この参考の引用規格を,次に示す。
JIS B 4354 歯車用1条ホブ
JIS B 4355 小形歯車用1条ホブ
JIS B 6003 工作機械−振動測定方法
JIS B 6004 工作機械の騒音レベル測定方法
JIS B 6014 工作機械の安全通則
JIS B 6201 工作機械−運転試験方法及び剛性試験方法通則
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 5501 ねずみ鋳鉄品
JIS H 5120 銅及び銅合金鋳物
1. 運転試験方法
1.1
機能試験 ホブ盤の機能試験は,附属書表1による。
附属書表1 ホブ盤の機能試験
番号
試験項目
試験方法
JIS B 6201の3.2
の引用試験番号
1
ホブ主軸の始動,停止及び
運転操作
適当な一つのホブ主軸回転速度で始動,停止を繰り返し10回行
い,作動の円滑さと確実さとを試験する。
1-11
2
ホブ主軸回転速度の変換
操作
表示のすべての回転速度についてホブ主軸回転速度を変換し,
作動の円滑さと指示の確実さとを試験する。
なお,無段変速又はピックオフギヤによって変速を行うものは,
最低,中間及び最高速度について同様の測定を行う。
1-12
3
ホブサドル送り量の変換
操作
表示の最小,中間及び最大に送り量を変換し,作動の円滑さと
指示の確実さとを試験する。
1-33
4
ホブサドル自動送りの掛
外し及び自動停止装置の
操作
ホブサドルの自動送り及び早送りの掛外しの作動の円滑さと確
実さとを試験する。また,ホブサドルの自動停止装置の位置の
設定及び作動について円滑さと確実さとを試験する。
1-51
5
ホブヘッドの締付操作
ホブヘッドの旋回の動きの中央及び両端の3か所における締付
け操作の円滑さと確実さとを試験する。
1-54
6
ホブシフト装置の操作
ホブシフト装置を操作して,動きの全長について作動の円滑さ
と,任意の2か所における締付けの確実さとを試験する。
1-53
1-54
7
テーブルサドル又はコラ
ム送り量の変換操作
テーブルサドル又はコラムの前後送りについて,表示の最小,
中間及び最大に送り量を変換し,作動の円滑さと指示の確実さ
とを試験する。
1-33
8
テーブルサドル又はコラ
ムの手送り操作
手動によってテーブルサドル又はコラムを動きの全長にわたっ
て作動させ,その円滑さ及び均一さを試験し,動きの中央及び
両端の3か所におけるマイクロメータカラーの機能の確実さを
試験する。また,上記の3か所における締付けの確実さを試験
する。
1-37
1-53
1-54
30
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
試験項目
試験方法
JIS B 6201の3.2
の引用試験番号
9
テーブルサドル又はコラ
ムの自動送り及び早送り
の掛外し装置の操作
テーブルサドル又はコラムの自動送り及び早送りの掛外し位置
の設定並びに作動の円滑さと確実さとを試験する。
1-51
10 サポートアーム台の手送
り操作
手動によってサポートアーム台をその動きの全範囲にわたって
移動及び旋回を行い,その円滑さと均一さとを試験する。また,
それぞれについて締付けの確実さを試験する。
1-37
1-54
11 親ウォームと親ウォーム
ホイールとのかみあい
手動によって親ウォーム軸を正及び逆方向に回してテーブルを
それぞれ1回転させ,その円滑さと均一さとを試験する。ただ
し,テーブル直径が1 000mmを超える機械では,テーブルのほ
ぼ90度ごとの4か所において,それぞれ親ウォームを連続10
回転ずつ手動によって正及び逆方向に回して試験を行ってもよ
い。
1-52
12 電気装置
運転試験の前後に絶縁状態を試験する。ただし,半導体などを
使用した回路には適用しない。
1-91
13 安全装置
作業者の安全と機械防護機能の確実さとを試験する(JIS B 6014
参照)。
1-92
14 潤滑装置
油密,油量の適正な配分など,機能の確実さを試験する。
1-93
15 油圧装置
油密,圧力調整など,機能の確実さを試験する。
1-94
16 附属装置
機能の確実さを試験する。
1-99
1.2
無負荷運転試験
1.2.1
ホブ主軸関係 ホブ盤のホブ主軸の最低回転速度から始めて各段階について運転し,引き続き最高
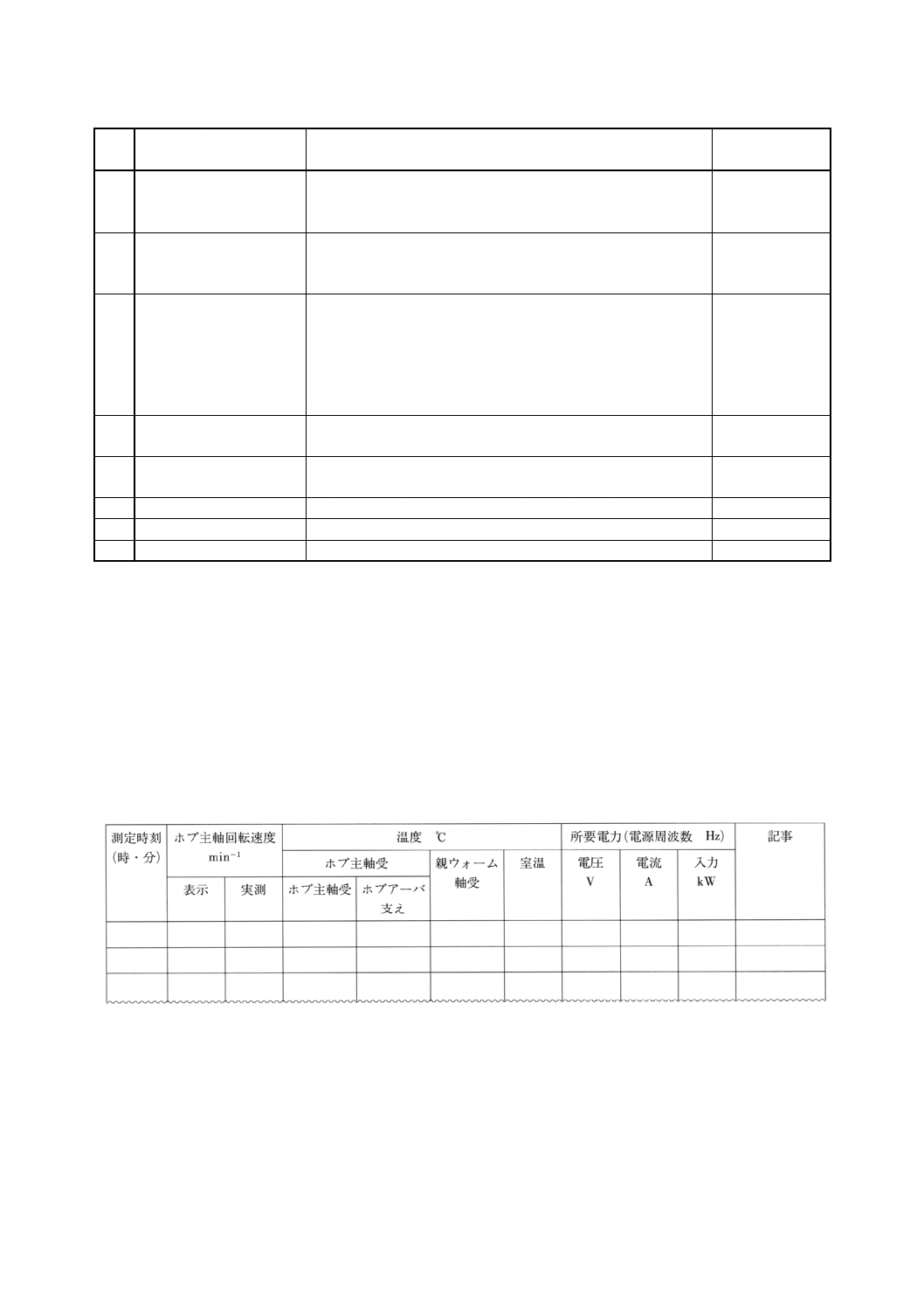
回転速度で120分間運転を継続し,その間附属書表2の記録様式1-1に示す各項を測定する。
この場合,歯数割出用換歯車の比は21とし,その値を記事欄に記入する。
ピックオフギヤによって変速するものは,最低及び中間の回転速度を経て,最高回転速度に移ることに
する(JIS B 6201の3.3.1参照)。また,振動,騒音を観察する。振動,騒音を特に問題とする場合はJIS B
6003及びJIS B 6004による。
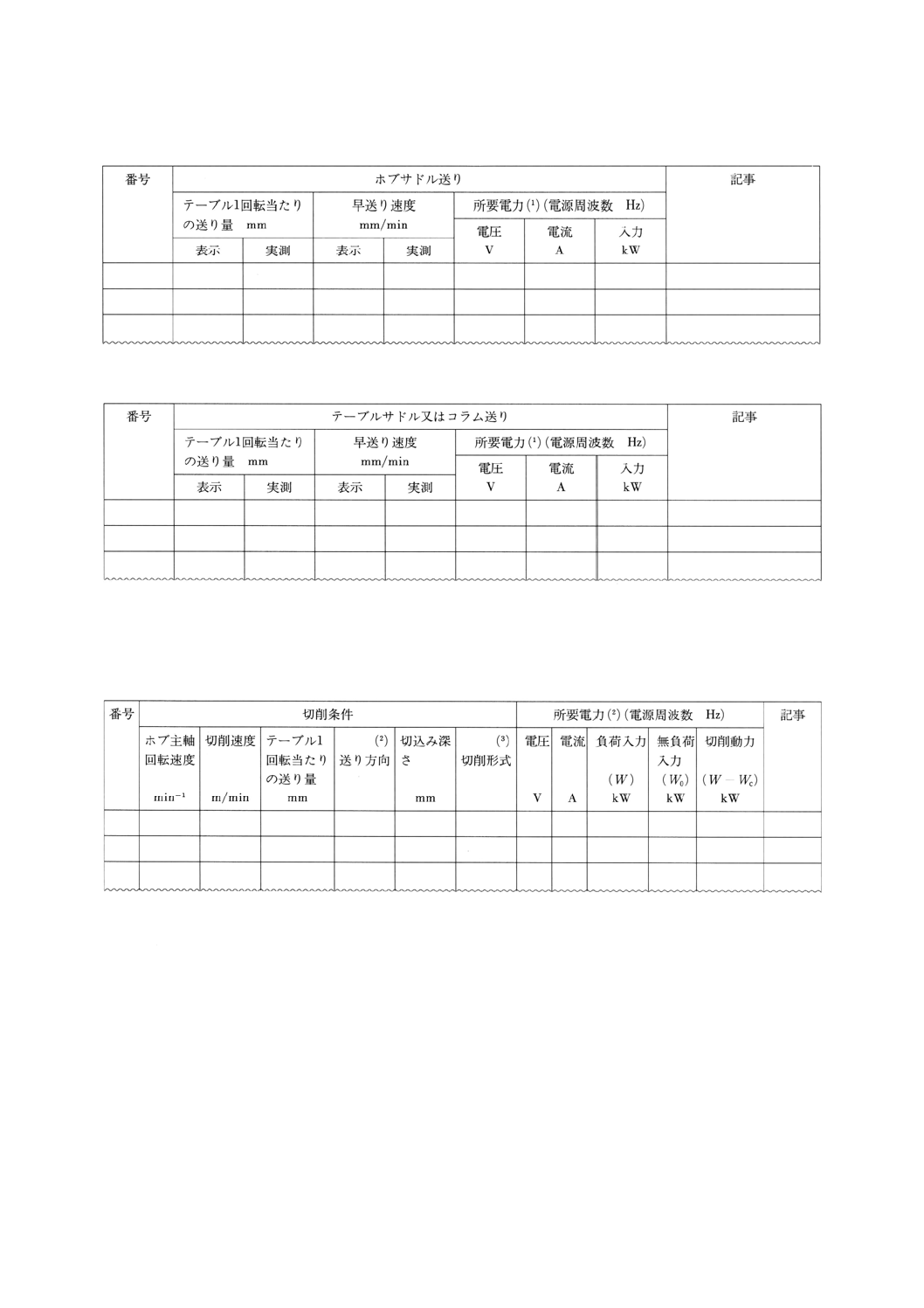
附属書表2 記録様式1-1
1.2.2
送り関係 ホブ盤のホブ主軸の最高回転速度におけるホブサドルの上下送り及びテーブルサドル
又はコラムの前後送りの最小,中間及び最大並びに早送り速度について,附属書表3の記録様式1-2及び
附属書表4の記録様式1-3に示す各項を測定する。また,振動,騒音を観察する。振動,騒音を特に問題
とする場合は,JIS B 6003及びJIS B 6004による。
31
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表3 記録様式1-2
注(1) 送り所要電力が方向による差を生じるときは,各々について測定し,その方向を記事欄に記入する。
附属書表4 記録様式1-3
1.3
負荷運転試験 ホブ盤の負荷運転試験は,次の条件によって歯切りを行い,附属書表5の記録様式
2-1に示す各項を測定する。また,振動,騒音及び仕上面の状態を観察する(JIS B 6201の3.4参照)。
振動,騒音を特に問題とする場合はJIS B 6003及びJIS B 6004による。
附属書表5 記録様式2-1
注(2) アキシャルフィード又はラジアルフィードの別を記入する。
(3) クライム又はコンベンショナルの別を記入する。
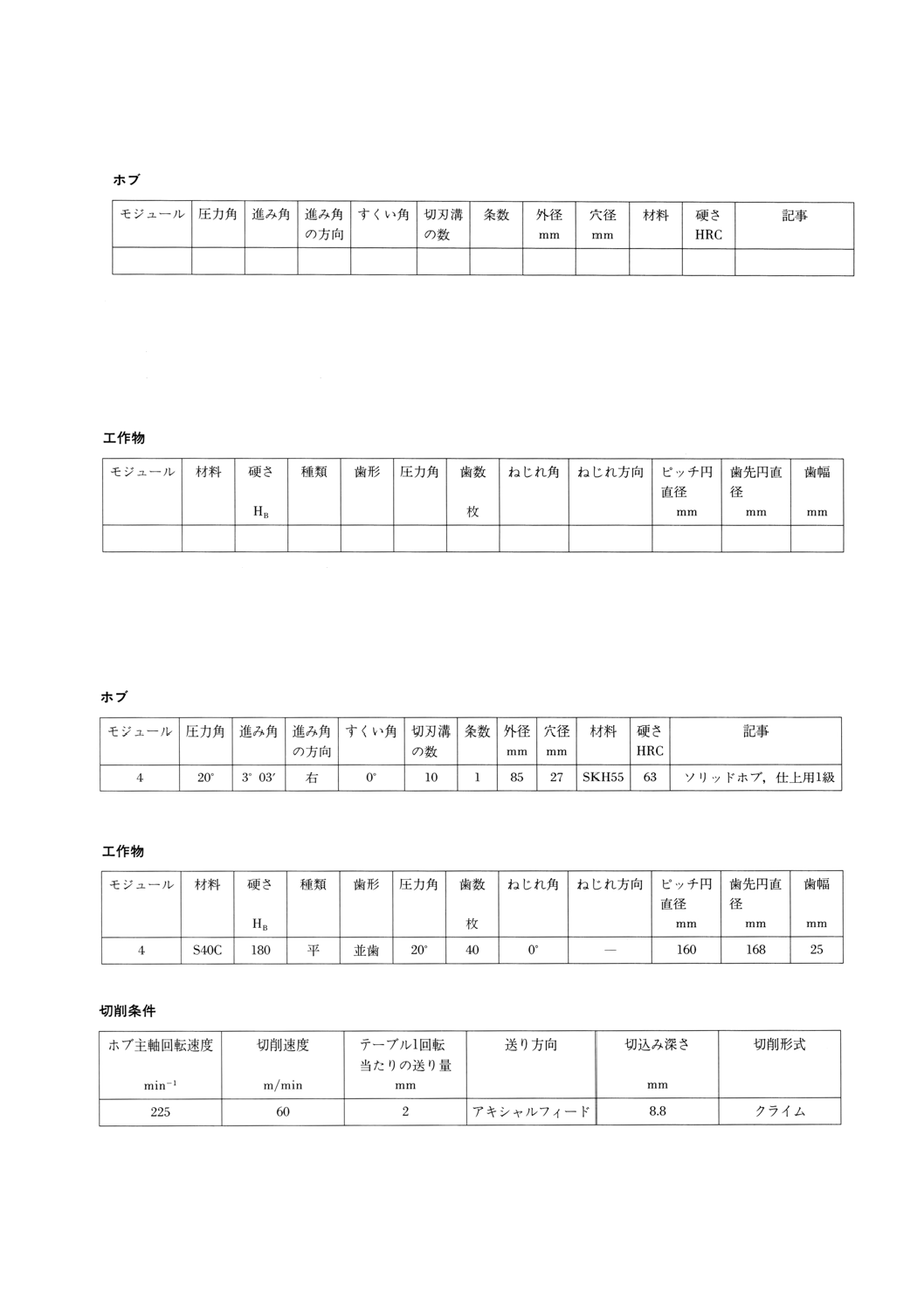
a) ホブ ホブは,JIS B 4354又はJIS B 4355に規定するホブとし,附属書表6の記録様式2-2に必要事
項を記録する。
なお,記事欄にホブの種類(組立ホブ・ソリッドホブ・荒加工用ホブの別),精度等級などを記入す
る。
32
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
.附属書表6 記録様式2-2
b) 工作物 材料は次のいずれかとし,附属書表7の記録様式2-3に必要事項を記録する。
銅合金 JIS H 5120に規定するCAC502A
鋳鉄 JIS G 5501に規定するFC200
鋼材 JIS G 4051に規定するS40C
附属書表7 記録様式2-3
c) 切削条件 切削条件は,ホブ盤の設計仕様に基づいて適当に定める。
ホブ,工作物及び切削条件の記入例を,それぞれ附属書表8〜10に示す。
切削条件記入例
附属書表8
附属書表9
附属書表10
33
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.4
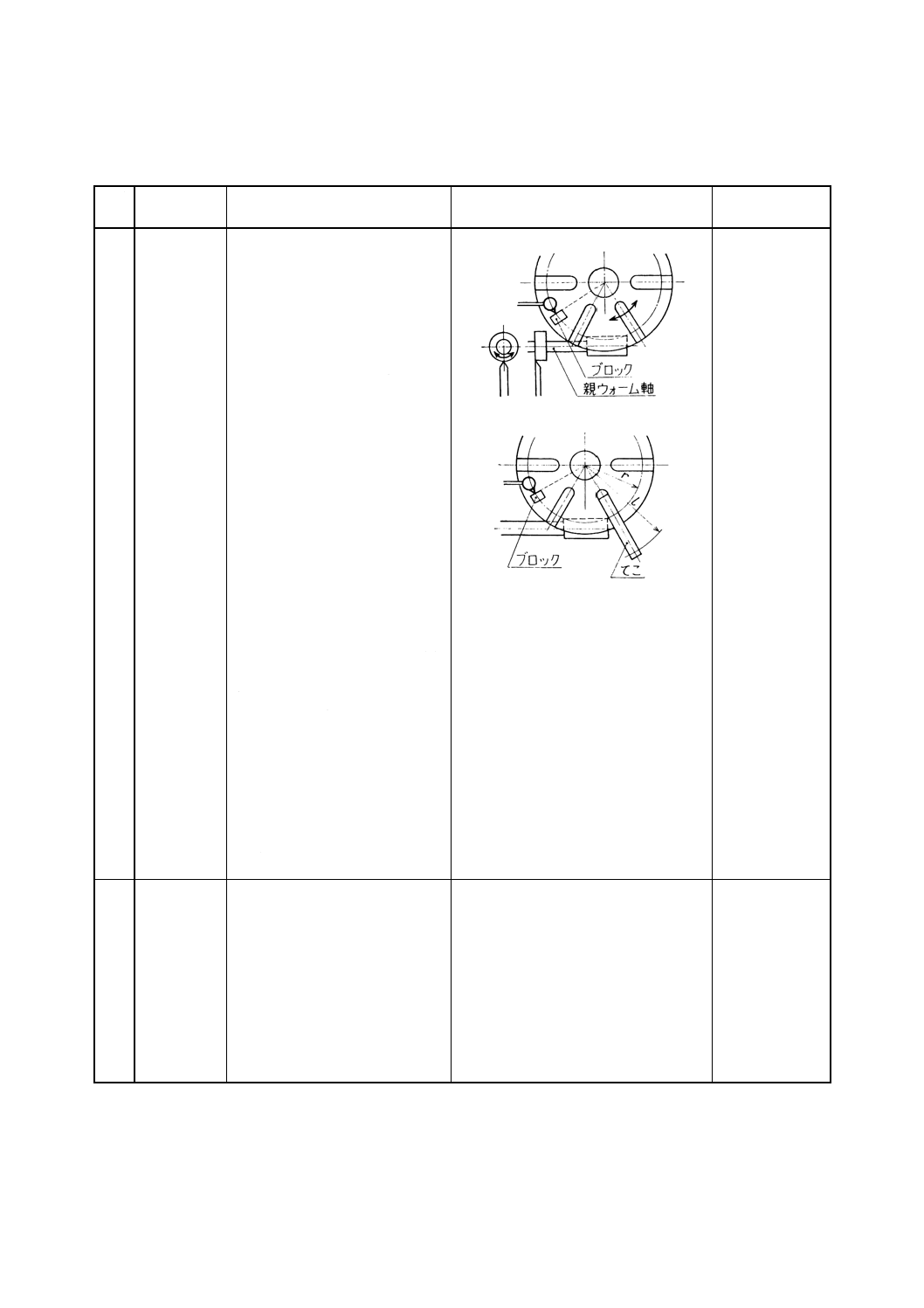
バックラッシ試験 ホブ盤のバックラッシ試験は,附属書表11による。
附属書表11 バックラッシ試験
番号
試験項目
測定方法
測定方法図
JIS B 6201の3.5
の引用試験番号
1
親ウォーム
と親ウォー
ムホイール
とのバック
ラッシ(4)
テーブル上面の親ウォームホイー
ルのピッチ円に相当する位置にブ
ロックを取り付け,定置した(例
えば,コラムに)テストインジケ
ータをこれに当て,次のa)又はb)
のいずれかの方法によってバック
ラッシのむらを測定する。
a) 図1のようにテーブルに適当
な方法で取り付けたてこによ
って,テーブルを正及び逆方向
に動かしたときのテストイン
ジケータの読みの差を求め,こ
の測定を,テーブルをほぼ90
度ずつ回して4か所で行い,最
大値と最小値との差を測定値
とする。
テーブル中心からてこの力点
までの長さlは,次のとおりと
する。
l≒2r
ここに,r:親ウォームホイー
ルピッチ円
半径
b) 図2のように親ウォームによ
ってテーブルを正及び逆方向
に駆動したとき,親ウォームの
同一回転位置に対するテスト
インジケータの読みの差を求
め,この測定をテーブルをほぼ
90度ずつ回して4か所で行い,
最大値と最小値との差を測定
値とする。
図1
図2
4-21
2
ホブサドル
送りねじの
バックラッ
シ(5)
定置した(例えば,コラムに)テ
ストインジケータをホブサドルに
当て,送りねじによってホブサド
ルをわずかに持ち上げたときのテ
ストインジケータの読みを基準と
し,さらに,その状態から送りね
じによらずにホブサドルを持ち上
げたときのテストインジケータの
読みを取り,その差を測定値とす
る。
4-22
注(4) 親ウォームの軸方向の遊びを含む。
(5) ホブサドル送りねじの遊びを含む。
34
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ホブ盤−精度検査 JIS原案作成委員会 構成表
整合化推進委員会
氏名
所属
(委員長)
伊 達 隆 夫
東芝機械株式会社
(委員)
鈴 木 義 光
株式会社牧野フライス製作所
吉 田 嘉太郎
千葉大学
米 谷 周
株式会社森精機製作所
井 上 洋 一
日立精機株式会社
馬 場 修
オークマ株式会社
龍 江 義 孝
工業技術院機械技術研究所
光 岡 豊 一
東京科学電子工業専門学校
米 田 孝 夫
豊田工機株式会社
榎 本 稔
豊田工機株式会社
大 泉 忠 夫
株式会社牧野フライス製作所
本 間 清
通商産業省工業技術院
橋 本 繁 晴
財団法人日本規格協会
(事務局)
岡 安 英 雄
社団法人日本工作機械工業会
八 賀 聰 一
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
機械関連分科会
氏名
所属
(委員長)
吉 田 嘉太郎
千葉大学
(委員)
堤 正 臣
東京農工大学
上 野 滋
機械振興協会技術研究所
清 水 伸 二
上智大学
青 山 藤詞郎
慶應義塾大学
西 田 修 三
元 社団法人日本工作機械工業会
伊 沢 元 雄
三井精機工業株式会社
戸 川 悟
日立精機株式会社
山 内 政 行
大阪機工株式会社
槙 山 和 臣
東芝機械株式会社
米 谷 周
株式会社森精機製作所
丸 山 敏 男
豊田工機株式会社
水 野 脩
株式会社カシフジ
中 村 晋 哉
日本精工株式会社
竹 森 謙 三
株式会社荏原製作所
江 草 友 良
NTN株式会社
岡 田 直 人
トヨタ自動車株式会社
橋 本 繁 晴
財団法人日本規格協会
高 橋 豊
研究員
武 野 仲 勝
研究員
(事務局)
大 槻 文 芳
社団法人日本工作機械工業会
松 本 将
社団法人日本工作機械工業会
田 仁 哲
社団法人日本工作機械工業会
35
B 6216 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ホブ盤WG
氏名
所属
(委員長)
水 野 脩
株式会社カシフジ
(委員)
平 崎 真 一
株式会社不二越
鍛 治 清
株式会社神崎高級工機製作所
鍋 倉 正 和
三菱重工業株式会社
菊 地 正 人
株式会社岡本工作機械製作所
西 吉 信
清和鉄工株式会社
(事務局)
田 仁 哲
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会