2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6214-1996
立て軸回転テーブル形平面研削盤
−精度検査
Surface grinding machines with vertical grinding
wheel spindle and rotary table−
Testing for the accuracy
1. 適用範囲 この規格は,立て軸回転テーブル形平面研削盤の静的精度検査及び工作精度検査について
規定する。
備考 この規格の引用規格を,次に示す。
JIS B 6190 工作機械−試験総則
JIS B 6191 工作機械−静的精度試験方法及び工作精度試験方法通則
JIS B 6310 数値制御工作機械−座標軸及び運動の記号
JIS G 4051 機械構造用炭素鋼鋼材
2. 一般 規定の共通事項及び検査に関する一般事項を,次に示す。
(1) 検査項目ごとに1ページ(1シート)にまとめる。このシートは,検査成績表として用いてもよい。
(2) 機械の軸は,次による(JIS B 6310参照)。
Z軸:といし軸に平行な方向の軸
X軸:テーブルの直線運動方向の軸
Y軸:Z軸とX軸とに直交する方向の軸
(3) 検査は,JIS B 6190及びJIS B 6191の規定に従って,供試機械を据え付け,各部について運転し,温
度・潤滑などの状態がほぼ安定した後に行う。
また,検査方法の内容及び測定器の正確さをあらかじめ確認しておく。
(4) 検査項目番号は,検査順序を示すものではない。検査順序は,測定器の取付け及び測定の容易さを考
慮して定めてもよい。
(5) この規格に規定する検査項目のすべてについて検査する必要はない。実施する検査項目は,受渡当事
者間の協定による。したがって,発注者は,注文に際して,必要とする検査項目を明確にしておかな
ければならない。
(6) この規格に規定する測定器・測定方法と,精度が同等以上と認められる測定器・測定方法で検査を行
ってもよい。
(7) 供試機械の構造上,測定長さがこの規格で規定する基準長さよりも小さい場合には,規定する許容値
の数値を測定長さに比例して換算した値を許容値とする。ただし,その最小値は0.005mmとする。
(8) 工作精度検査は,仕上げ研削で行う。
2
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 各検査項目に対する測定方法図の中の供試機械の形は,代表例として示すものである。
3. 機械各部及び軸の名称 機械各部及び軸の名称は,表1による。
表1 機械各部の名称
番号
名称
対応英語(参考)
1
ベッド
bed
2
コラム
column
3
といし軸頭
wheel head
4
といし軸
wheel spindle
5
といし修正装置
wheel dressing device
6
送り台
slide
7
回転テーブル
rotary table
4. 静的精度検査 静的精度検査は,表2による。
3
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2
単位 mm
検査項目番号
G-1
検査項目
回転テーブル上面の平面度
測定方法図
測定方法
回転テーブルを研削位置に置き,(a)又は(b)の方法で測定する。
(a) 大きな回転テーブル 円周に沿った測定と直径上の測定とを併用する。
円周に沿った測定 テーブル上面と測定する3点で接触する支持台に精密水準器を定置し,支持台を回転テー
ブルの外周に沿って一定間隔で移動させ,各測定位置での値を読み取る。
直径上の測定 精密水準器を案内用直定規に当てて直径方向に移動させ,各測定位置での値を読み取る。
(b) 小さな回転テーブル 直交する2直径上及び2直径を対角線とする四角形の辺上に精密水準器を置き,各測定
位置での値を読み取る。
(a)項又は(b)項の各測定位置におけるZ軸方向の変位量を求めて打点し,直径 (D) で作られる代表平面に対
する各測定位置の偏差の最大値を測定値とする。
許容値
D≦1 000に対しては1 000につき0.02
1 000<D≦2 000に対しては1 000につき0.04
回転テーブルは中高であってはならない。
D:回転テーブル直径
(測定値)
測定器
精密水準器,案内用直定規及び支持台
参考
JIS B 6191の箇条番号
5.323(精密水準器による方法)及び5.324(光学的測定器による方法)
4
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
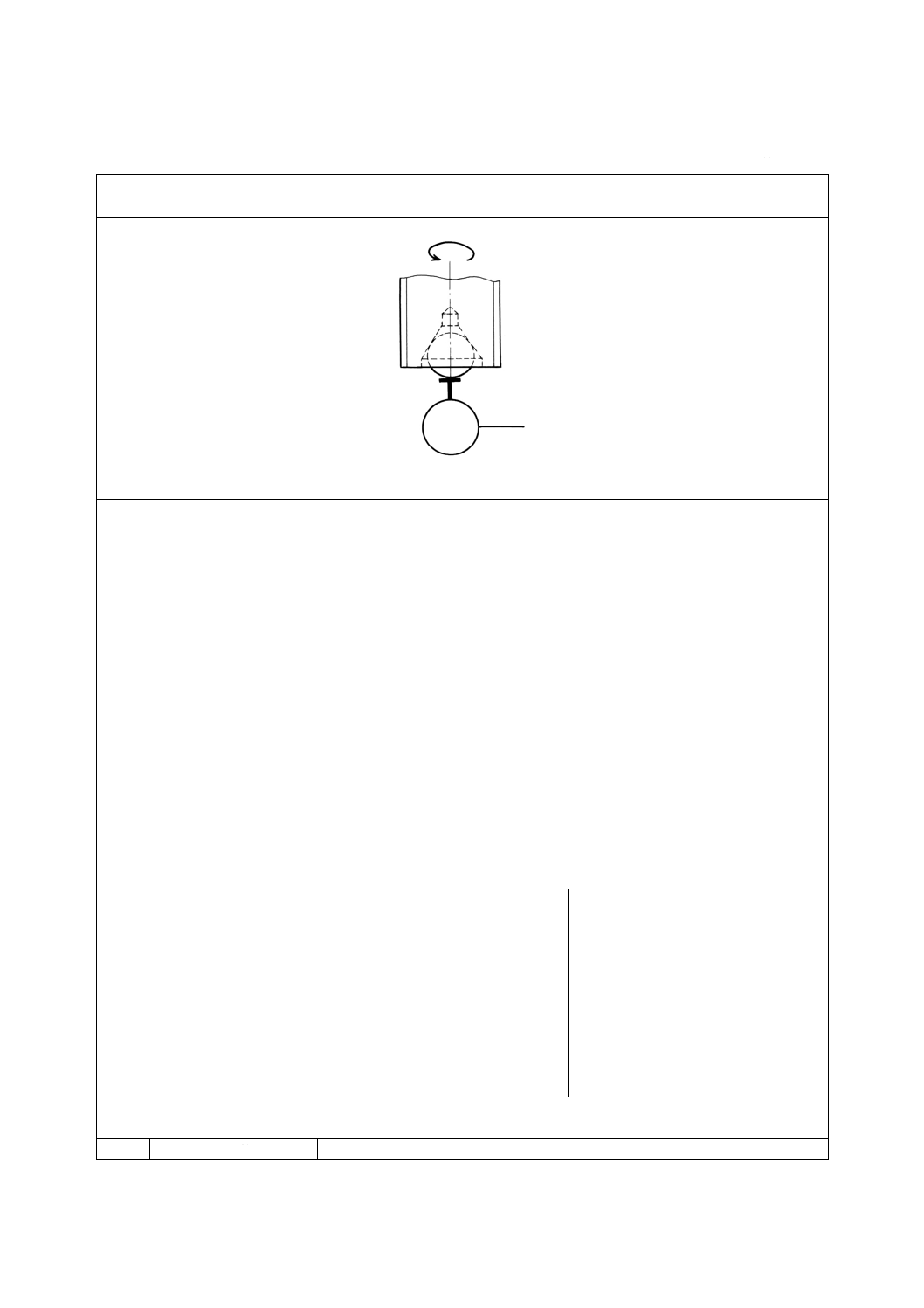
検査項目番号
G-2
検査項目
回転テーブル上面の振れ
測定方法図
測定方法
定置した(例えば,といし軸に)ダイヤルゲージを回転テーブル上面の図に示す測定点に当てて,回転テーブル回
転中の読みの最大差を測定値とする。
許容値
D≦1 000に対して0.01
1 000D≦2 000に対して0.015
D:回転テーブル直径
(測定値)
測定器
ダイヤルゲージ
参考
JIS B 6191の箇条番号
5.632(測定方法)及び5.633(許容値)
5
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査項目番号
G-3
検査項目
といし軸外面の振れ
測定方法図
測定方法
定置したダイヤルゲージを(a)又は(b)のといし軸外面の母線に対して垂直に当てて,といし軸回転中の読みの最大差
を測定値とする。
許容値
0.005
(測定値)
測定器
ダイヤルゲージ
参考
JIS B 6191の箇条番号
5.612.1(測定前の準備)及び5.612.2(外面の測定)
6
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査項目番号
G-4
検査項目
といし軸の軸方向の動き
測定方法図
測定方法
定置したダイヤルゲージをといし軸端のセンタ穴に入れた鋼球に当てて,といし軸回転中の読みの最大差を測定値
とする。
許容値
0.005
(測定値)
測定器
ダイヤルゲージ及び鋼球
参考
JIS B 6191の箇条番号
5.622.1(一般事項)及び5.622.2(その他の測定方法)
7
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
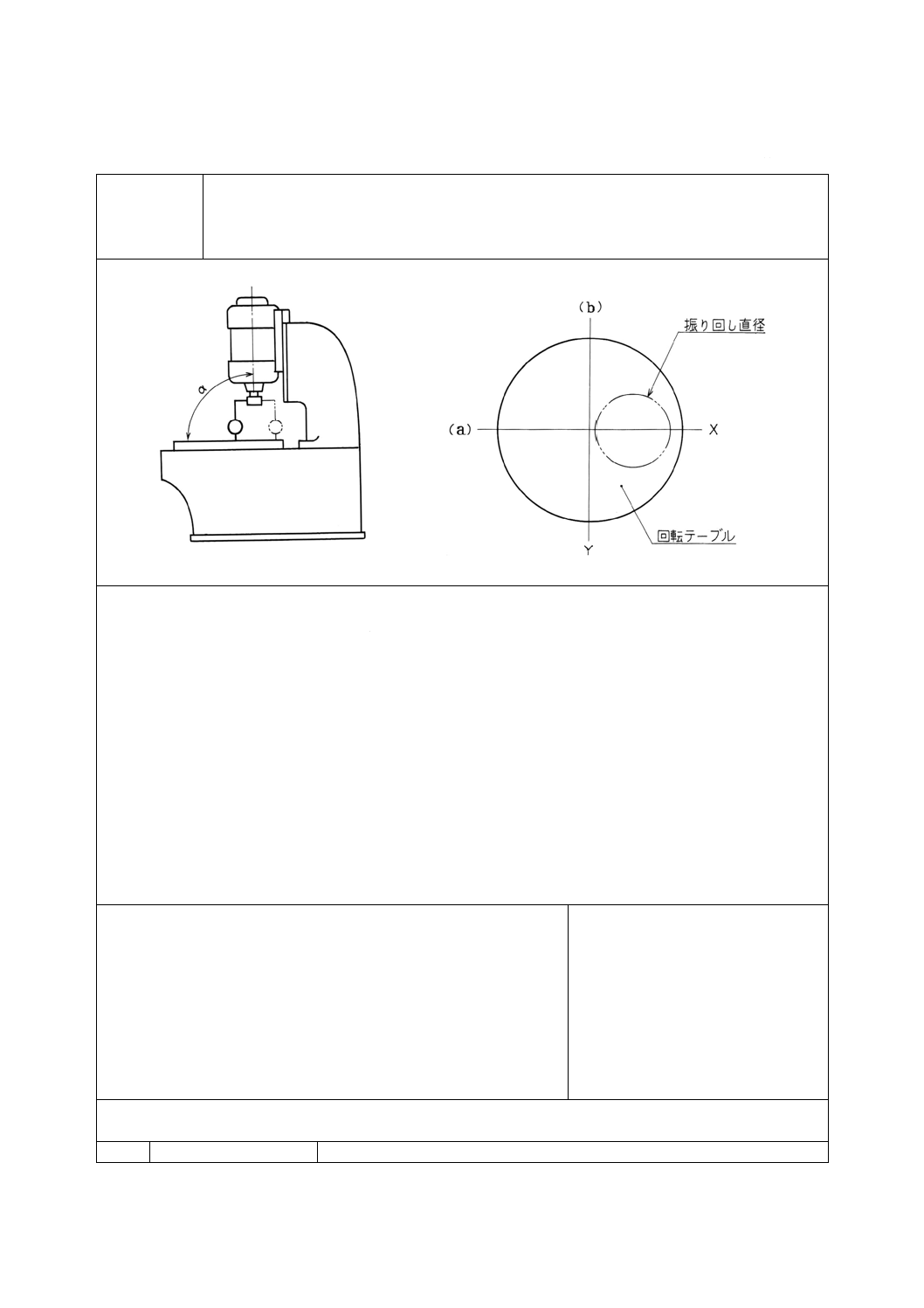
検査項目番号
G-5
検査項目
といし軸中心線と回転テーブル上面との直角度
(a) Z−X面内 X軸方向
(b) Z−Y面内 Y軸方向
測定方法図
測定方法
回転テーブルを研削位置に置き,といし軸に取り付けたダイヤルゲージを回転テーブル上面に当てて振り回し,X
軸方向,Y軸方向のそれぞれについて,ダイヤルゲージの読みの差を求める。この測定をといし軸頭の動きの中央
及び両端の3か所で行い,各軸方向の読みの最大値を測定値とする。
許容値
(a),(b)共
振り回し直径300について0.01
α≦90°
(測定値)
測定器
ダイヤルゲージ
参考
JIS B 6191の箇条番号
5.512.1(一般事項)及び5.522.3(運動の軌跡と軸との直角度)
8
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
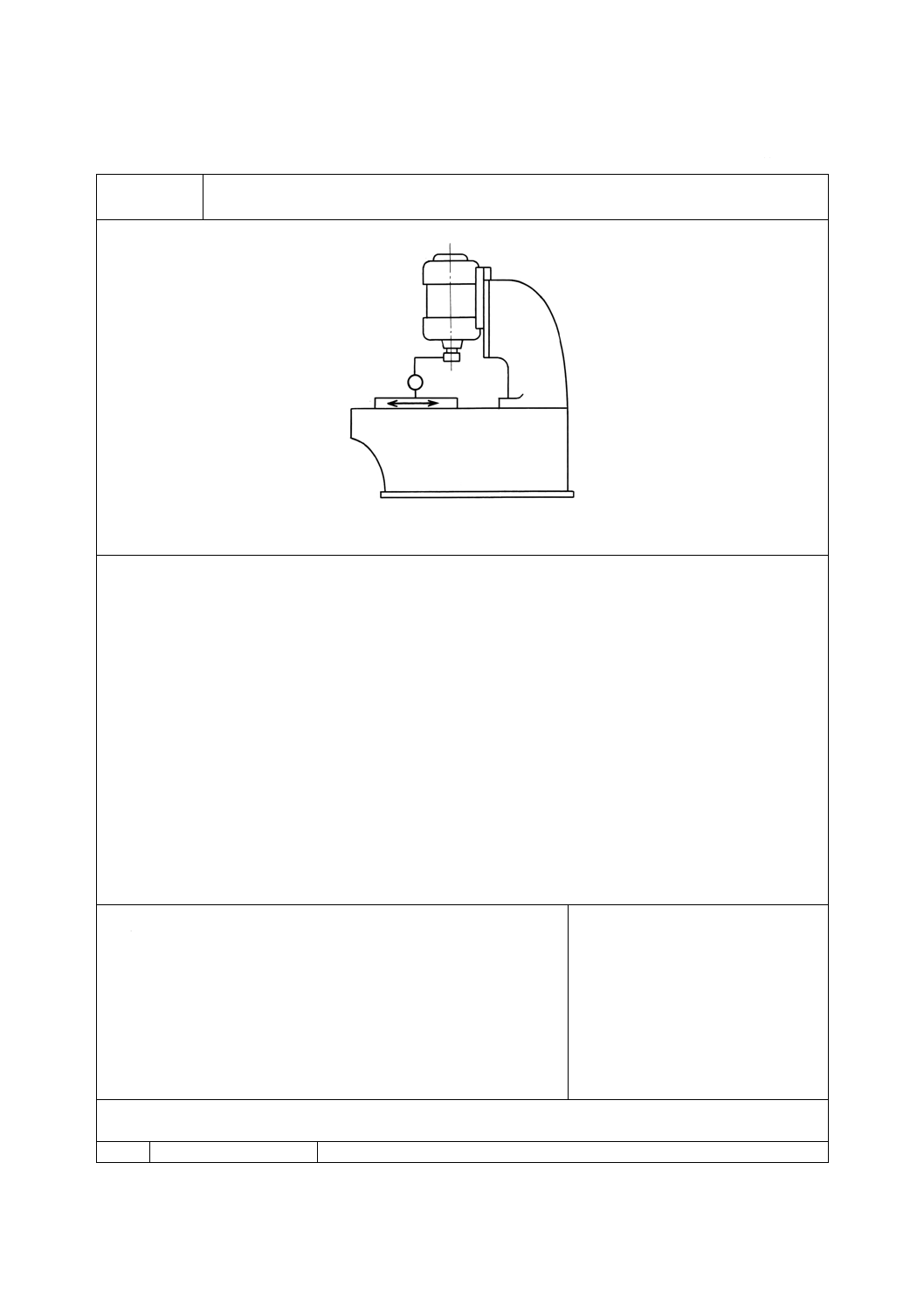
検査項目番号
G-6
検査項目
回転テーブルのX軸方向運動とその上面との平行度
測定方法図
測定方法
定置した(例えばといし軸に)ダイヤルゲージを回転テーブル上面に当てて,回転テーブルをX軸方向に移動させ,
ダイヤルゲージの読みの最大差を測定値とする。
許容値
300について0.01
(測定値)
測定器
ダイヤルゲージ
参考
JIS B 6191の箇条番号
5.422.21(面が運動部品上にある場合)
9
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 工作精度検査 工作精度検査は,表3による。
表3
単位mm
検査項目番号
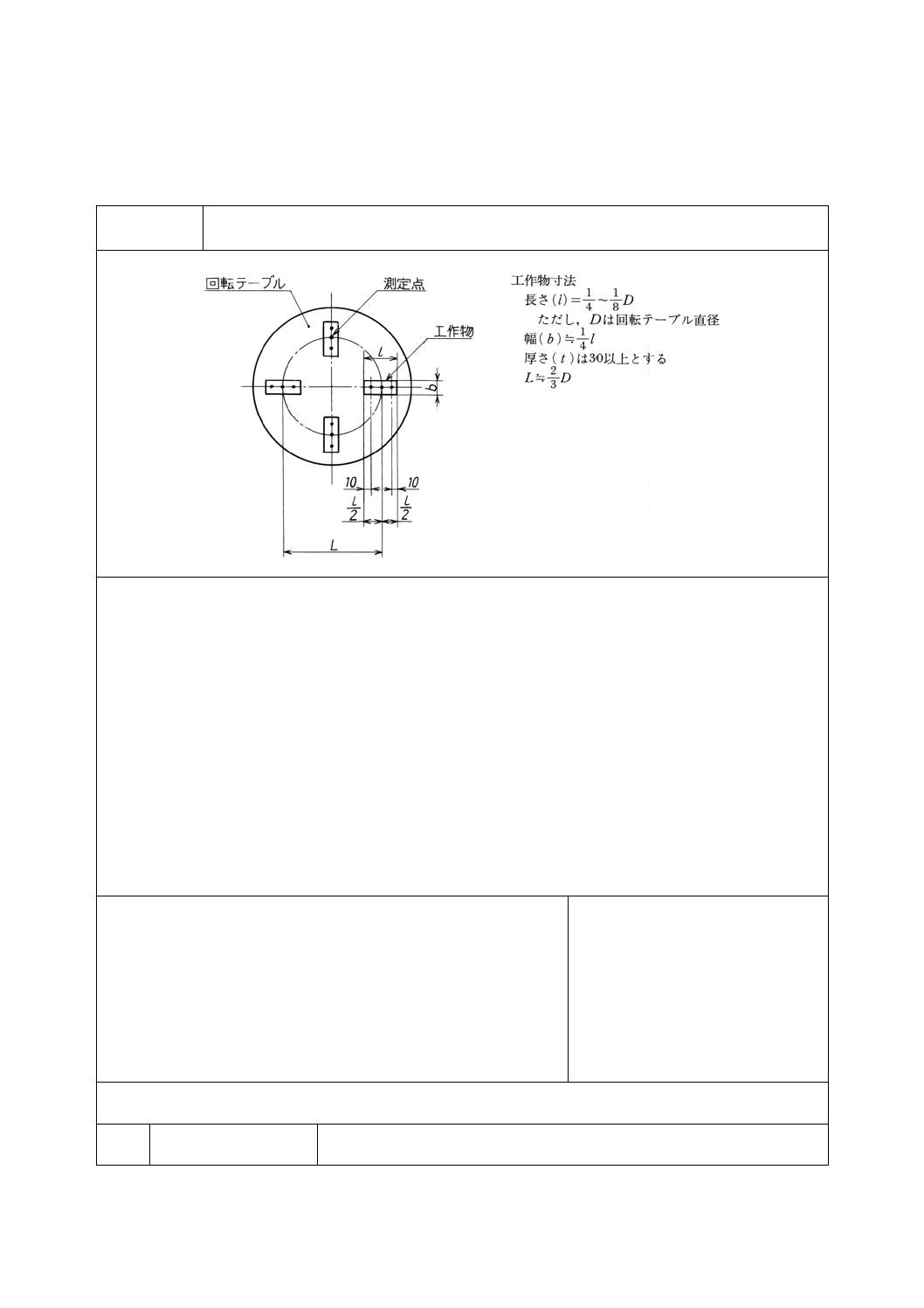
M-1
検査項目
工作物の厚さの均一さ
測定方法図
測定方法
長方形工作物4個を,図に示すように取り付けて研削する。
図に示す12点の厚さを測定し,読みの最大差を測定値とする。
備考1. 工作物の材料は,熱処理を施してHRC40以上にしたJIS G 4051に規定するS45Cとする。
2. 工作物の底面は,あらかじめ仕上げておく。
許容値
D≦1 000に対して0.005
1 000<D≦2 000に対して0.01
D:回転テーブル直径
(測定値)
測定器
マイクロメータ
参考
JIS B 6191の箇条番号
3.22(試験前の各部温度状態),4.1(工作精度試験条件),4.2(工作精度試験方
法)及び5.321.1(定盤とダイヤルゲージとによる方法)
10
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考
次に示す立て軸回転テーブル形平面研削盤の運転試験及び位置決め精度試験は,JIS B 6191及びJIS B 6201
に基づくものであるが,参考のために示すものであって,規格の一部ではない。
備考 この参考の引用規格を,次に示す。
JIS B 4051 研削といしの選択標準
JIS B 6003 工作機械−振動測定方法
JIS B 6004 工作機械の騒音レベル測定方法
JIS B 6014 工作機械の安全通則
JIS B 6156 電磁チャック
JIS B 6191 工作機械−静的精度試験方法及び工作精度試験方法通則
JIS B 6201 工作機械−運転試験方法及び剛性試験方法通則
JIS G 4051 機械構造用炭素鋼鋼材
JIS K 2241 切削油剤
1. 運転試験方法
1.1
機能試験 機能試験は,参考表1によって行う。
参考表1
番号
試験事項
試験方法
JIS B 6201の
3.2の引用試
験番号
1
といし軸の始動,停止及
び運転操作
適当な一つのといし軸回転速度で始動,停止を繰り返し10回行
い,作動の円滑さと確実さとを試験する。
1-11
2
回転テーブルの始動,停
止及び運転操作
適当な一つのテーブル回転速度で始動,停止を繰り返し10回行
い,作動の円滑さと確実さとを試験する。
1-31
3
回転テーブルの回転速度
の変換操作
テーブル回転速度を表示のすべての速度に変換し,操作装置の作
動の円滑さと指示の確実さとを試験する。
1-32
4
送り台の移動の自動停止
装置の操作
送り台を任意の一つの速度で移動し,自動停止装置の位置の設定
及び作動について,それぞれの円滑さと確実さとを試験する。
1-52
5
といし軸頭の手動送込み
ハンドルの操作
といし軸頭の動きの中央及び両端において,手動によってといし
軸頭を移動させ,作動の円滑さと均一さとを試験する。
1-56
6
といし軸頭の機動送込み
及び早送りの掛外しの操
作
といし軸頭の機動送込みの最小(最低),最大(最高)及び早送
りで運転し,それぞれについて機動送り掛外しの作動の円滑さと
確実さとを試験する。
1-51
7
といし軸頭の機動送込み
の変換操作
といし軸頭の機動送込みを最大(最高)から最小(最低)に変換
し,操作装置の作動の円滑さと確実さとを試験する。
1-55
8
といし軸頭の自動停止装
置の操作
といし軸頭の自動送込みの最大(最高)及び最小(最低)の場合
について,自動停止装置の指令位置の設定及び作動についてそれ
ぞれの円滑さと確実さとを試験する。
1-52
9
といし車修正装置の操作
機能の確実さを試験する。
1-01
10
といし車の取付け及び取
外しの操作
といし車の取付け及び取外しの確実さとねじの締付け操作の円
滑さとを試験する。
1-71
11
電磁チャック(1)
機能の確実さをJIS B 6156に準じて試験する。
1-99
12
電気装置
運転試験の前後に,1回絶縁状態を試験する。ただし,半導体な
1-91
11
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
試験事項
試験方法
JIS B 6201の
3.2の引用試
験番号
どを使用した回路には適用しない。
13
安全装置
作業者の安全と機械防護機能の確実さとを試験する。(JIS B
6014参照)
1-92
14
潤滑装置
油密,油量の適正な配分など,機能の確実さを試験する。
1-93
15
油圧装置
油密,圧力調整など,機能の確実さを試験する。
1-94
16
附属装置
機能の確実さを試験する。
1-99
注(1) 別に試験してある場合は,その記録で代用してもよい。
1.2
無負荷運転試験 無負荷運転試験は,各運動部をいっせいに始動し,運転を継続して参考表2(記録
様式1-1)に規定する各項を測定し,各部の温度がほぼ安定したときに参考表3(記録様式1-2)に規定す
る各項を測定する。
さらに,運転の終わりに,全運転の所要電力を測定する。
また,振動,騒音を観察する。振動,騒音を特に問題とする場合は,JIS B 6003及びJIS B 6004によっ
て行う。
参考表2 記録様式1-1
備考1. 回転テーブルは,適当な中間の回転速度で運転する。
2. といし送込み運動は行わない。
3. といし軸受温度は,なるべく軸受に近いところで測定する。
参考表3 記録様式1-2
備考 全運転の運転条件を記事欄に記録する。
12
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.3
負荷運転試験 負荷運転試験は研削動力試験を行い,参考表4(記録様式2)に規定する各項を測定
する。
また,振動,騒音及び仕上面の状態を観察する。
振動,騒音を特に問題とする場合はJIS B 6003及びJIS B 6004による。
研削動力試験は,次の条件によって平面研削を行い,所定の電力に耐えられることを試験する[参考表
4(記録様式2)参照](JIS B 6201の引用試験番号3-11参照)。
参考表4 記録様式2
(1) 工作物
材料:材料は,熱処理を施してHRC40以上にしたJIS G 4051に規定するS45Cとする。
形状:形状は正方形(2)又は円形の平板とし,一辺の長さ (l) 又は直径 (d) は
8
1
~
4
1
D (mm),厚さは
30mm以上とする。ただし,D:回転テーブル直径 (mm)
なお,工作物は回転テーブル上の回転テーブル中心に対して左右及び前後に対称な4か所に,工作
物中心を回転テーブル直径の32Dの円周上に置く。長方形の工作物の場合は長手方向を回転テーブル
の半径方向に一致させる。
注(2) 長さ (l),幅 (b)
l
b41
≒の長方形のものを四つ,組み合わせたものでもよい。
(2) といし車 といし車は,JIS B 4051による。
(3) 研削条件
といし車周速度:機械の機能に応じて適当に定める。
テーブル回転速度:適当な中間の回転速度とする。
送込み:1回転当たりほぼ0.01mmから始め,0.01mmずつ増して0.05mmまで試験を行う。ただし,
といし軸用電動機が所定の電力に達したときは,その送込みで止める。
研削油剤:JIS K 2241に規定するW2種とする。
2. 位置決め精度試験方法 繰返し位置決め精度試験は,参考表5による。
13
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
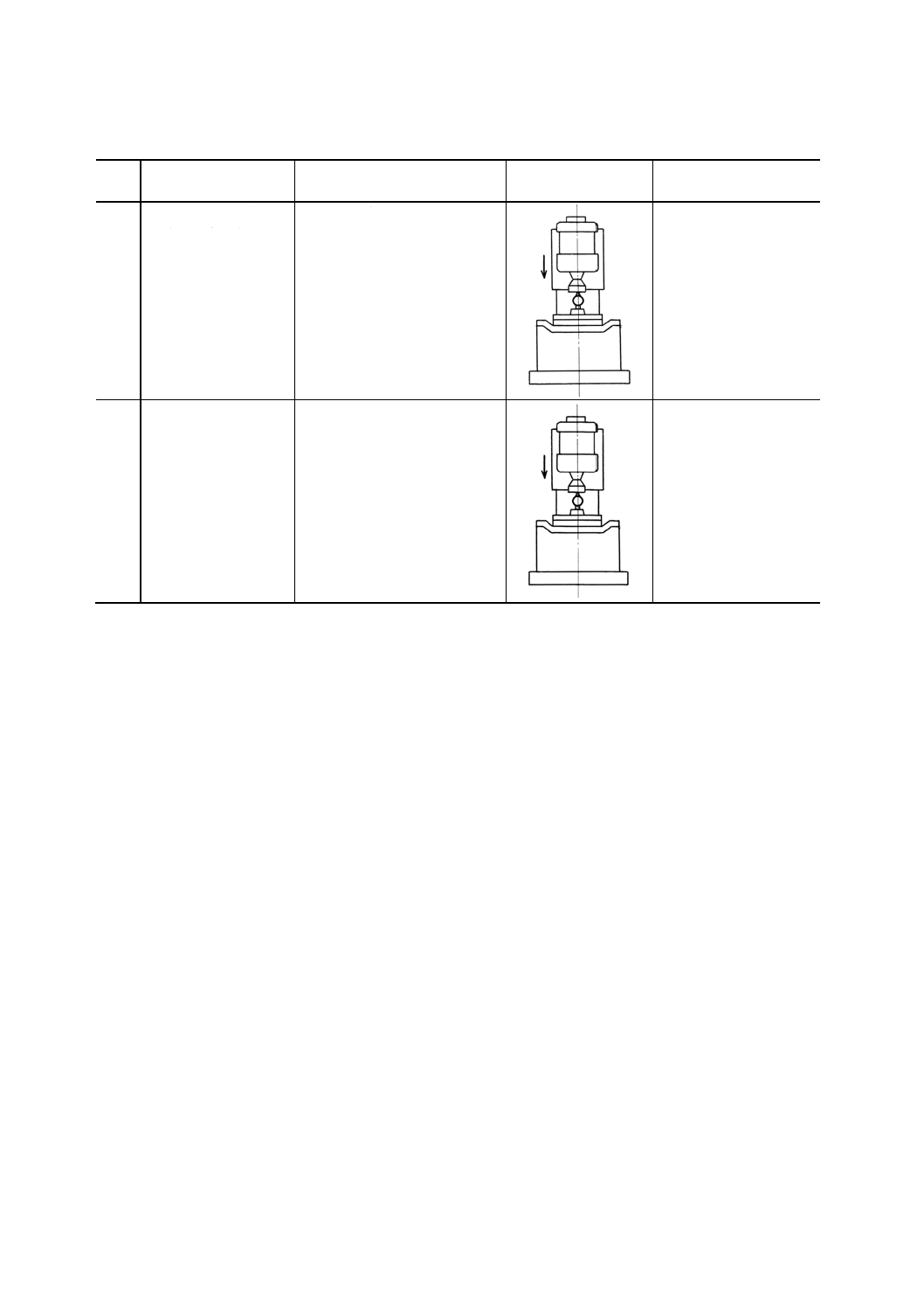
参考表5
番号
試験事項
測定方法
測定方法図
参考
JIS B 6191の箇条番号
1
といし軸頭の自動停
止位置の均一さ
定置したダイヤルゲージをとい
し軸頭に当てて,自動停止装置
を10回作動させたときのとい
し軸頭の停止位置のばらつきを
測定する。
−
2
といし軸頭送込みの
均一さ
といし軸頭をその動きの任意の
一つの位置に置き,定置したダ
イヤルゲージをといし軸に当て
て,といし軸頭を表示の最小送
込み量ずつ10回下降させて,毎
回としいし軸頭の移動量を測定
し,設定値と実測置との差を求
める。
−
14
B 6214-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
立て軸回転テーブル形平面研削盤−精度検査
JIS原案作成委員会 構成表
氏名
所属
(委員長)
石 井 利 夫
光洋機械工業株式会社
水 原 清 司
工業技術院機械技術研究所
竹 原 康
東京都立科学技術大学
加 山 英 男
財団法人日本規格協会
藤 野 達 夫
通商産業省機械情報産業局
大 嶋 清 治
工業技術院標準部
安 田 洋次郎
住友重機械工業株式会社
井 出 稔
富士電機株式会社
八 木 強 志
NTN株式会社
松 下 光 一
キヤノン株式会社
斎 藤 喬 志
株式会社市川製作所
田 島 政 男
朝比奈機械株式会社
(事務局)
田 仁 哲
社団法人日本工作機械工業会