B 6209-2 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによって,JIS B 6209-1993はJIS B 6209-1及びJIS B 6209-2に置き換えられる。
この規格は,対応国際規格であるISO 2773-1, Test conditions for pillar type vertical drilling machines−
Testing of the accuracy−Part 1 : Geometrical tests及びISO 2773-2, Test conditions for pillar type vertical drilling
machines−Testing of the accuracy−Part 2 : Practical testsを合体して整合化を行った。
なお,附属書2(参考)は,対応国際規格にはない事項を追加したものである。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 6209-2には,次に示す附属書がある。
附属書1(参考) 丸コラム形直立ボール盤−機械の穴あけ能力に対する軸方向の力 (F)
附属書2(参考) 丸コラム形直立ボール盤−運転試験
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6209-2 : 1998
丸コラム形直立ボール盤−精度検査
Pillar type upright drilling machines−Testing of the accuracy
序文 この規格は,1973年に第1版として発行されたISO 2773-1, Test conditions for pillar type vertical
drilling machines−Testing of the accuracy−Part 1 : Geometrical tests及び1973年に第1版として発行された
ISO 2773-2, Test conditions for pillar type vertical drilling machines−Testing of the accuracy−Part 2 : Practical
testsを翻訳し,技術的内容を変更することなく作成した日本工業規格である。
1. 適用範囲 この規格は,JIS B 6191に基づいて,普通精度のはん(汎)用丸コラム形直立ボール盤の
静的精度及び剛性検査の検査方法,並びにそれぞれの検査事項に対応する許容値について規定する。
この規格は,機械の精度検査だけを取り扱い,通常,精度検査の前に行う機械の運転試験(振動,異常
騒音,運動部品のスティックスリップなど),又は機械の特性試験(例えば,主軸回転速度,送り速度)に
は適用しない。
備考 この規格の対応国際規格を,次に示す。
ISO 2773-1 : 1973 Test conditions for pillar type vertical drilling machines−Testing of the accuracy
−Part 1 : Geometrical tests
ISO 2773-2 : 1973 Test conditions for pillar type vertical drilling machines−Testing of the accuracy
−Part 2 : Practical tests
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,記載の発効年の版だけがこの規格の規定を構成するものであって,その後の改
正版・追補は適用しない。
JIS B 6191 : 1993 工作機械−静的精度試験方法及び工作精度試験方法通則
JIS B 7545 : 1982 テストバー
備考 ISO 230-1 : 1996, Test code for machine tools−Part 1 : Geometric accuracy of machines operating
under no-load or finishing conditionsからの引用事項は,これらの規格の該当事項と同様で
ある。
3. 一般事項
3.1
この規格では,すべての寸法及び許容値の単位はミリメートルで表す。
3.2
この規格を適用するに当たっては,特に検査前の機械の据付け,主軸及びそれ以外の運動部品の暖
機運転,測定方法並びに測定器の精度については,JIS B 6191を参照する。
3.3
静的精度検査の検査事項の順序は,必ずしも実際の検査の順序を示すものではない。測定器の取付
け又は測定を容易にするために,検査は任意の順序で行ってもよい。
2
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4
機械を検査するときは,必ずしもこの規格に示されたすべての検査を行う必要はない。使用者は,
製造業者との合意に基づいて関心のある特性に関する検査事項を選択をしてもよいが,これらの検査事項
は機械を発注するときに明確にしなければならない。
3.5
この規格と異なる測定範囲の許容値を決めるときは,許容値の最小値を0.01mmとする(JIS B 6191
の2.311参照)。
4. 静的精度検査 静的精度検査は,表1による。
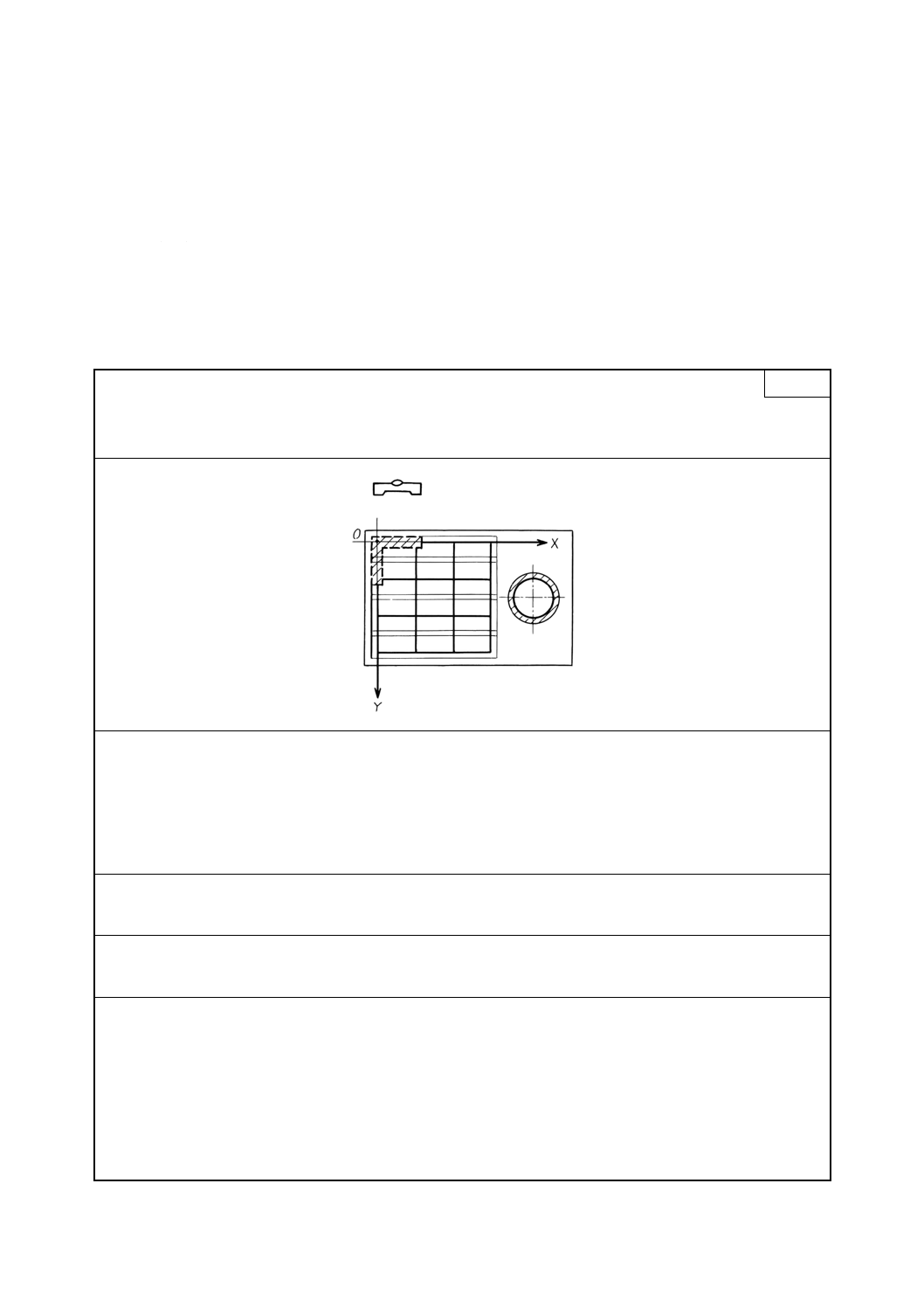
表1 静的精度検査
(A:テーブル)
単位 mm
検査事項
G1
テーブル上面の平面度
(ベース上面が加工されている場合はその上面も)
測定方法図
許容値
測定長さ300について 0.03
(中高であってはならない)
測定値
測定器
精密水準器,又は直定規,及びブロックゲージ
備考及びJIS B 6191の参照項目
5.322及び5.323
3
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
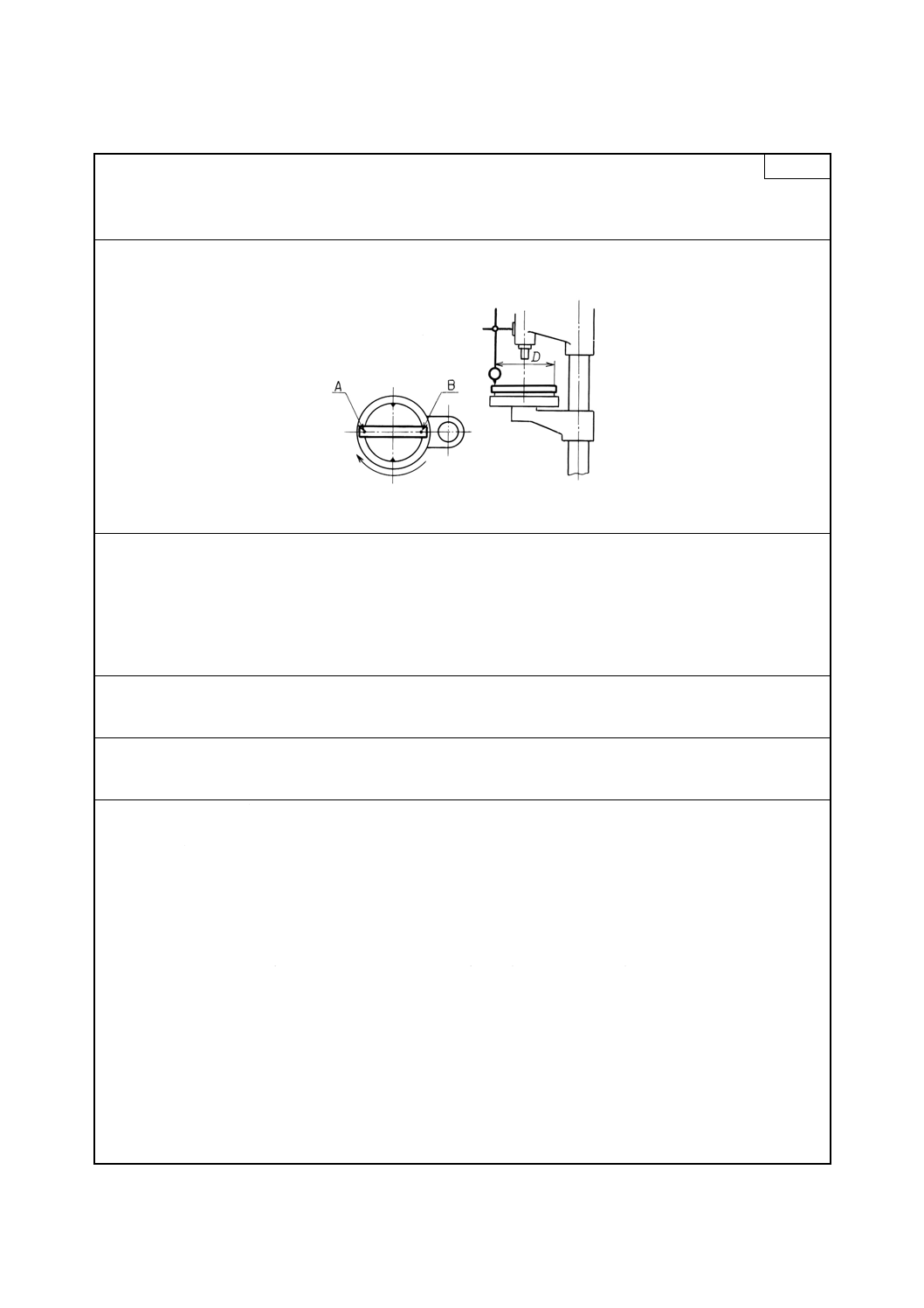
検査事項
G2
回転テーブル上面の振れ
測定方法図
許容値
D:300について
0.05
最大許容値
0.075
D:テーブル直径
測定値
測定器
直定規及びダイヤルゲージ
備考及びJIS B 6191の参照項目
5.632及び5.633
この測定はJIS B 6191に従う必要はない。測定は次の手順で行う。
− 直定規をテーブル上面のほぼ直径上に定置する。
− ダイヤルゲージをテーブル外周上の点Aに当てて読みを取り,次にテーブルを180°回転して,点Bに当てて
読みを取る。
− 引き続いて,上記で測定した直径と直角な直径上に直定規を定置して,同じ測定を行う。
− 測定を行う前に,テーブルは締め付ける。
4
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(B:主軸)
単位 mm
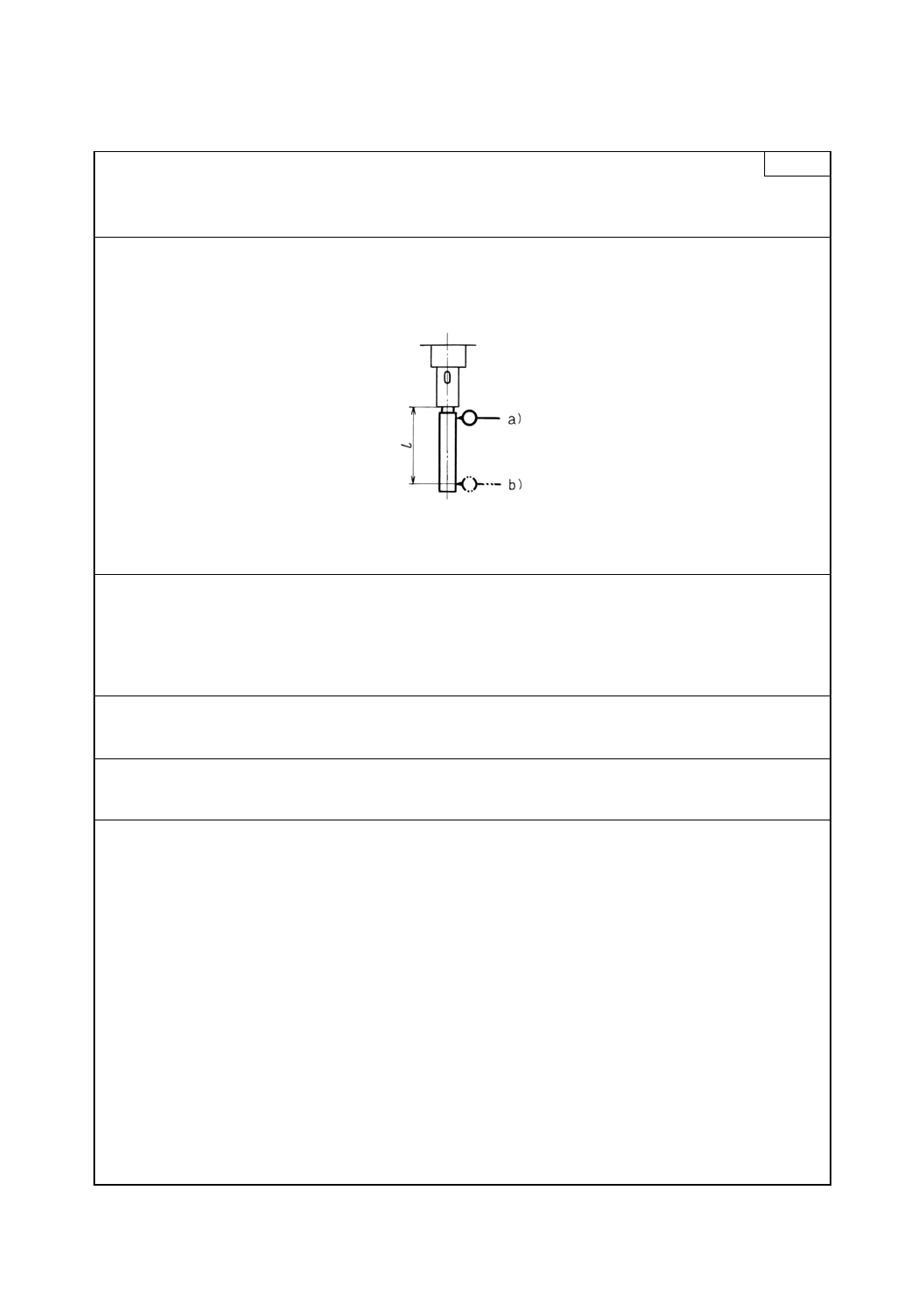
検査事項
G3
主軸テーパ穴の振れ
a) 主軸端の近くで
b) 主軸端からlの位置で
測定方法図
許容値
l=100のとき
l=200のとき
l=300のとき
a)
0.015
0.02
0.025
b)
0.02
0.035
0.05
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照項目
5.612.3
テストバーの詳細は,JIS B 7545による。
5
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
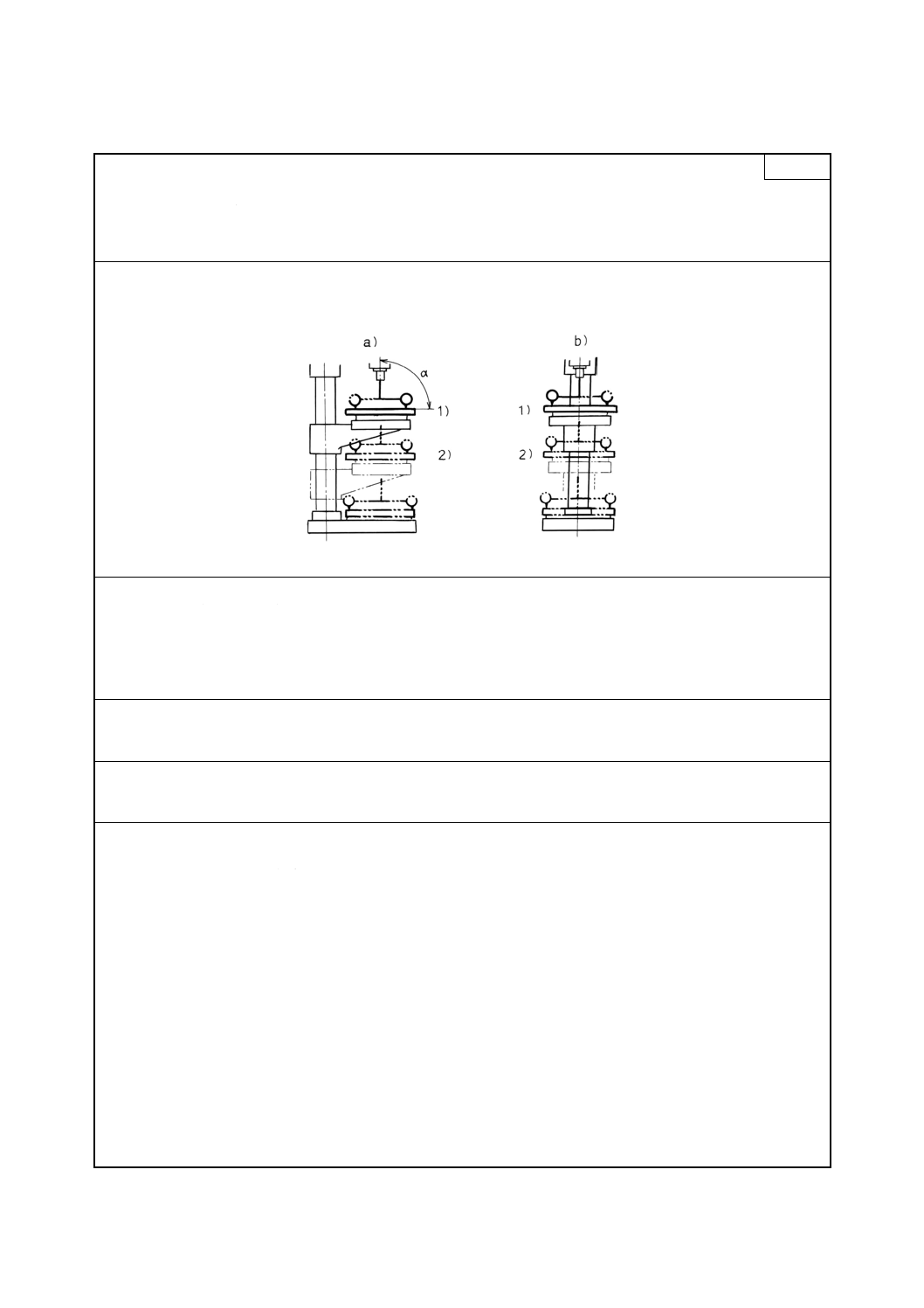
検査事項
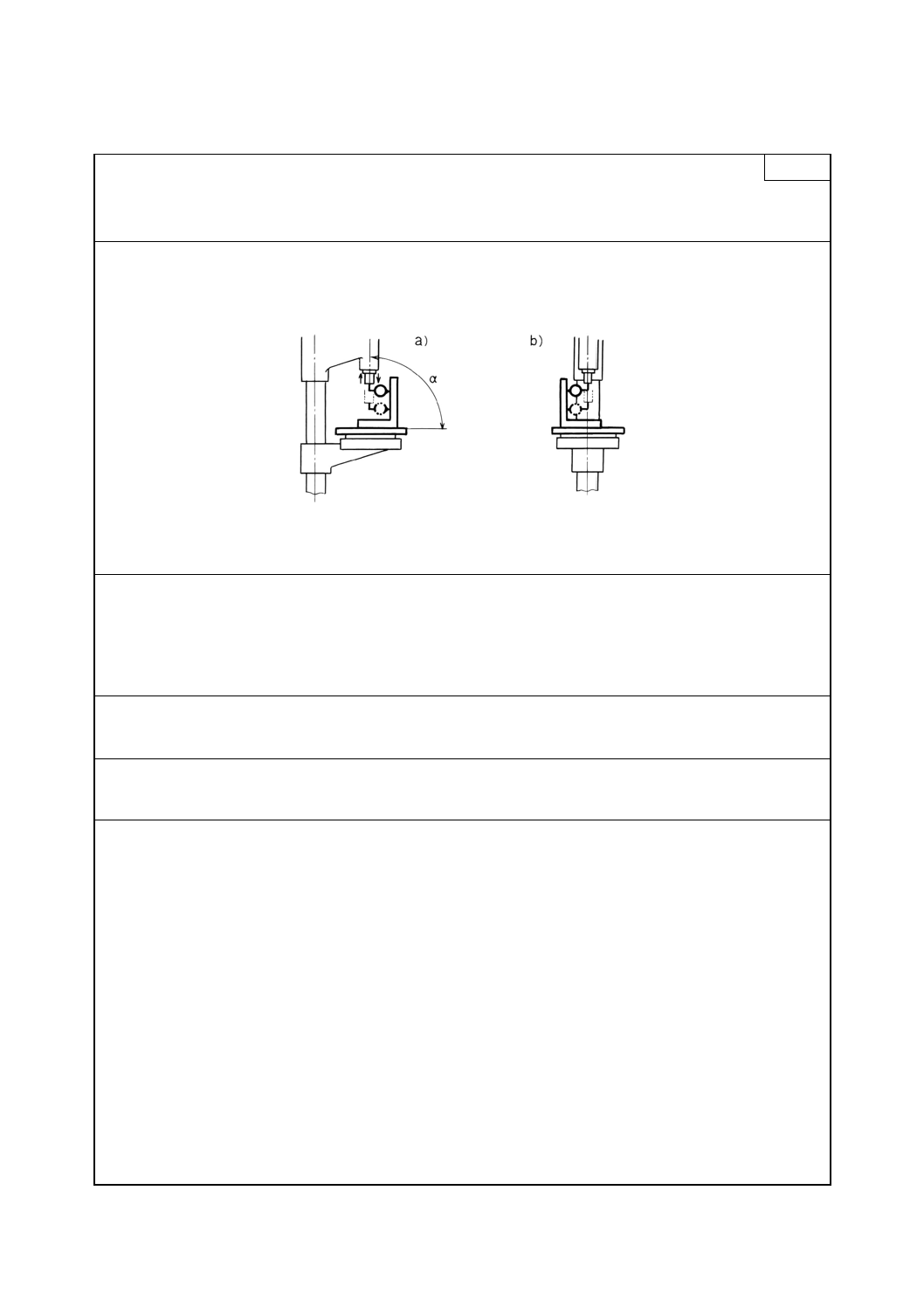
G4
コラム案内面の真直度及び主軸中心線とテーブル上面並びにベース上面(それが加工されている場合)
との直角度
a) 機械の対称面内で
b) 機械の対称面に直角な面内で
測定方法図
許容値
a)
0.06/300
α≦90°
b)
0.06/300
300は,振り回し直径
測定値
測定器
ダイヤルゲージ及び直定規
備考及びJIS B 6191の参照項目
5.512.1, 5.512.42及び5.232.1
真直度の測定は,テーブルの上下移動端の間を一定の間隔で移動させて行う。
直角度の測定は,まずテーブルを最上部1)で行い,次に最下部2)で行う。
テーブル及びニーは,締め付ける。
主軸頭は,動きの中央に締め付ける(主軸頭が上下に移動できる機械の場合)。
6
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(C:主軸部)
単位mm
検査事項
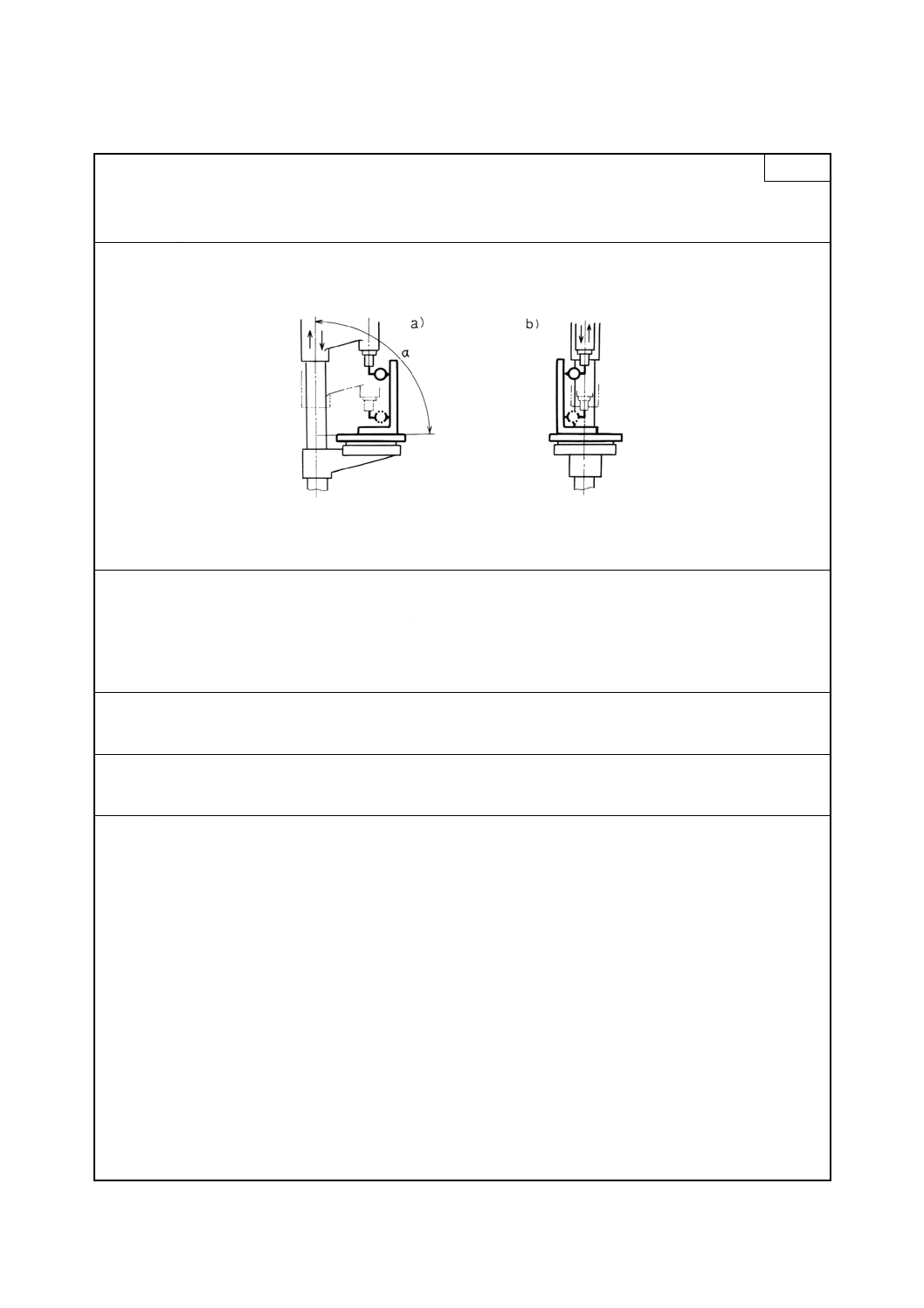
G5
テーブル上面と主軸ハウジング又はクイルの上下運動との直角度
a) 機械の対称面内で
b) 機械の対称面に直角な面内で
測定方法図
許容値
a)
300について 0.1
α≦90°
b)
300について 0.1
測定値
測定器
ダイヤルゲージ,直定規及び直角定規
備考及びJIS B 6191の参照項目
5.522.2
測定中,テーブル及びニーは,動きの中央に締め付ける。
主軸頭は,動きの中央に締め付ける(主軸頭が上下に移動できる機械の場合)。
7
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
検査事項
G6
テーブル上面と主軸頭の上下運動との直角度(主軸頭が上下に移動できる機械の場合)
a) 機械の対称面内で
b) 機械の対称面に直角な面内で
測定方法図
許容値
a)
300について 0.1
α≦90°
b)
300について 0.1
測定値
測定器
ダイヤルゲージ,直定規及び直角定規
備考及びJIS B 6191の参照項目
5.522.2
テーブル及びニーは,動きの中央に締め付ける。
測定中,主軸頭は締め付ける。
8
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 剛性検査 剛性検査は,表2による。
表2 剛性検査
単位 mm
検査事項
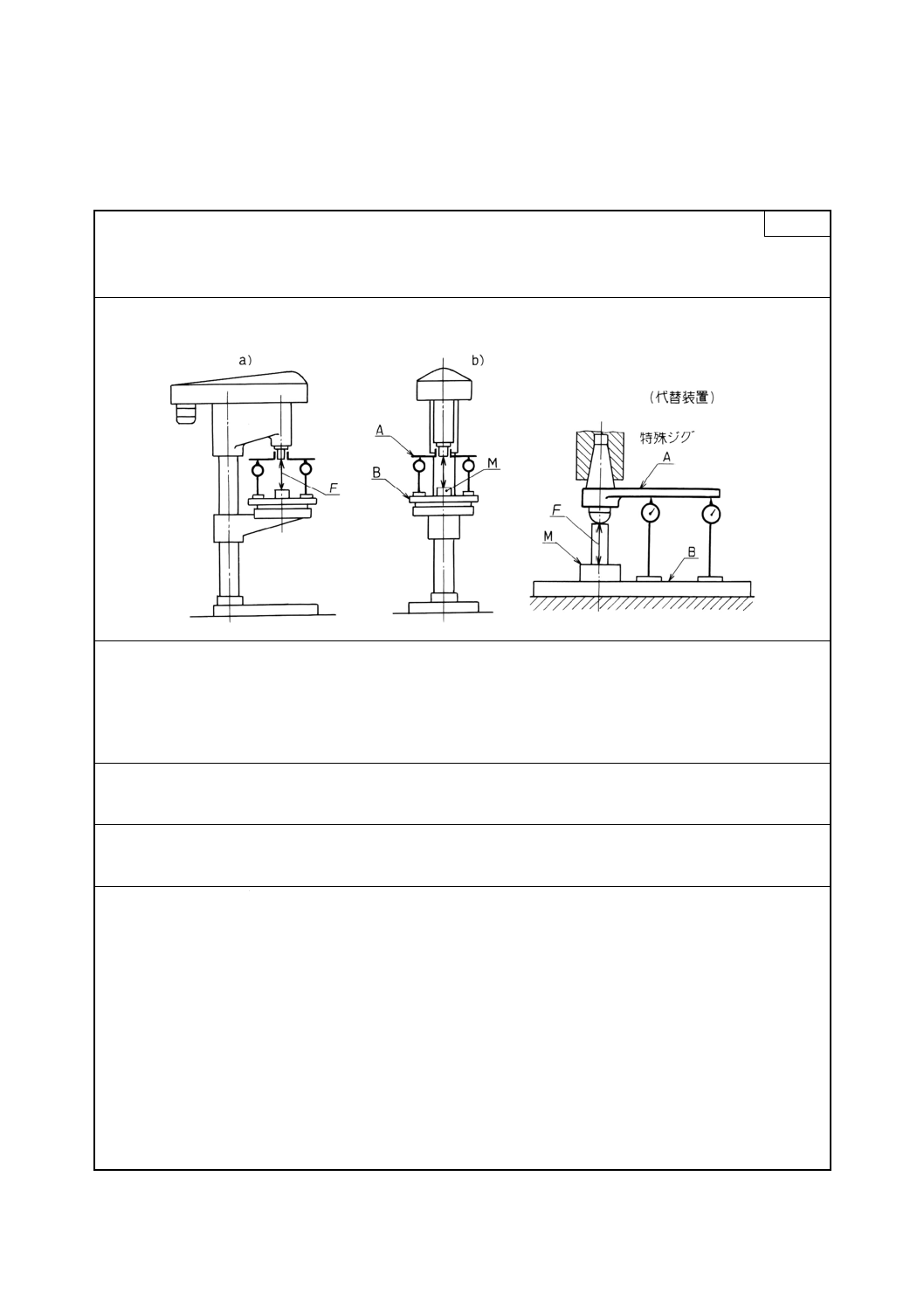
M1
軸方向の力を主軸に加えたときの,主軸中心線のテーブルに直角な位置からの変位
a) 機械の対称面内で
b) 機械の対称面に直角な面内で
測定方法図
許容値
1 000について2
測定値
測定器
特殊ジグ,ダイヤルゲージ及びロードセル
備考及びJIS B 6191の参照項目
この測定は,JIS B 6191に従う必要はない。
穴あけ加工による検査を行う必要はないが,テーブル上面を支持面として使用して,主軸端に軸方向の力Fを加
える。テーブル上面に対する主軸中心線の変位の測定は,主軸端に直接取り付けた特殊ジグAを使用して行う。
ロードセルMのベースBは,テーブルに変形を生じさせないように十分な面積と剛性とをもつものとする。
主軸に加える力Fの値は製造業者が指定する。その力が指定されていない場合は,機械の穴あけ能力によって決
め,その値は附属書1(参考)による。
主軸は引っ込める。主軸頭(高さの調整ができる機械の場合),テーブル及びニーはコラムの中央に締め付ける。
ロードセルMの校正表を提供することが望ましい。
9
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
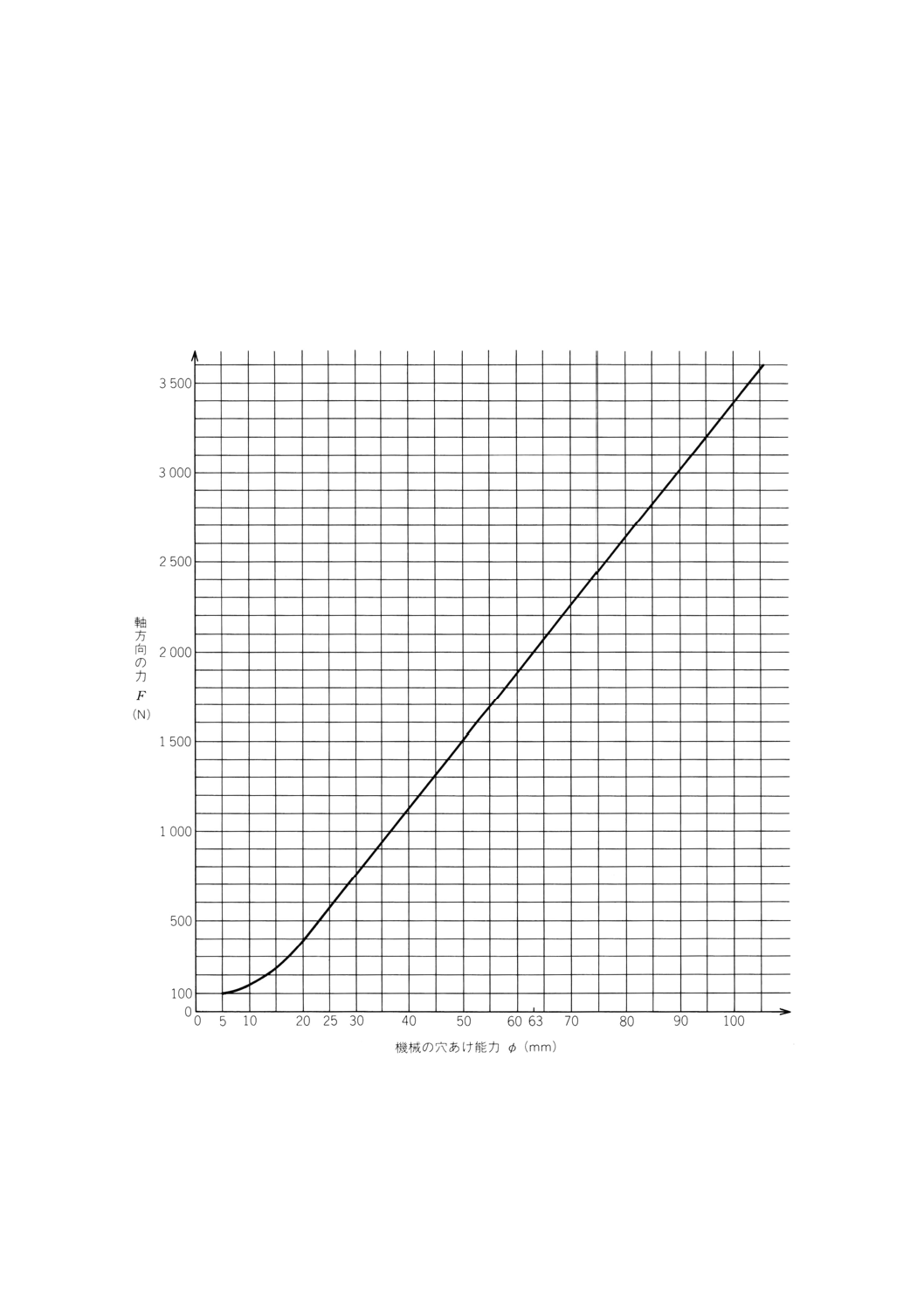
附属書1(参考) 丸コラム形直立ボール盤
−機械の穴あけ能力に対する軸方向の力 (F)
この附属書1(参考)は,機械の穴あけ能力に対する軸方向の力について記述するものであって,規定の
一部ではない。
新しく研削したドリルを使用して中炭素鋼(引張強さR=0.55から0.65GPa)に穴をあけるときの平均推
力の代表値を附属書1図1に示す。
注 φ>25mmは,図はほぼ直線である。
附属書1図1 機械の穴あけ能力に対する軸方向の力
10
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) 丸コラム形直立ボール盤−運転試験
この附属書2(参考)は,規格本体にはない事項を参考として記述するものであって,規定の一部ではな
い。
備考 この附属書2(参考)の引用規格を,次に示す。
JIS B 4302 モールステーパシャンクドリル
JIS B 6003 工作機械−振動測定方法
JIS B 6004 工作機械の騒音レベル測定方法
JIS B 6014 工作機械の安全通則
JIS B 6201 工作機械−運転試験方法及び剛性試験方法通則
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4403 高速度工具鋼鋼材
1. 運転試験方法
1.1
機能試験 機能試験は,附属書2表1による。
附属書2表1 機能試験
番号
試験事項
試験方法
JIS B 6201の
3.2の引用試験
番号
1
主軸の始動,停止及び運
転操作
適当な一つの主軸回転速度で正転及び逆転について始動,停止
を繰り返し10回行い,作動の円滑さと確実さとを試験する(1)。
1-11
2
主軸回転速度の変換操
作
表示のすべての主軸回転速度について主軸回転速度を変換し,
操作装置の作動の円滑さと指示の確実さとを試験する(1)。
1-12
3
送り量の変換操作
表示のすべての送り量について送り量を変換し,操作装置の作
動の円滑さと指示の確実さとを試験する(1)。
1-33
4
機動送り掛外し及び自
動停止装置の操作
機動送り掛外しの作動の円滑さと確実さとを試験し,自動停止
位置の設定及び自動停止装置の作動の円滑さと確実さとを試
験する(1)。
1-36
1-51
5
手送りの操作
手送りハンドルによる動きの全長にわたって,作動の円滑さと
均一さとを試験し,また,微動手送りハンドルを数回回転し,
円滑さと均一さとを試験する(1)。
1-37
6
主軸頭の昇降及び締付
けの操作と自動停止装
置の操作
主軸頭を昇降させ,動きの全長にわたって作動の円滑さと均一
さとを試験し,動きの両端と中央において締付けの確実さと締
付装置の作動の円滑さを試験する。また,動きの両端において,
自動停止装置の作動の円滑さと確実さとを試験する。
1-52
1-53
1-54
7
テーブルの昇降及び締
付けの操作
テーブルを昇降させ,動きの全長にわたって作動の円滑さと均
一さとを試験する。また,動きの両端と中央において締付けの
確実さと締付装置の作動の円滑さとを試験する。
1-53
1-54
8
円テーブルの旋回,回転
及び締付けの操作
円テーブルの旋回及び回転の円滑さを試験し,旋回,回転の任
意の位置において締付けの確実さと締付装置の作動の円滑さ
とを試験する。
1-53
1-54
9
電気装置
運転試験の前後にそれぞれ1回絶縁状態を試験する。ただし,
半導体などを使用した回路には適用しない。
1-91
10
安全装置
作業者の安全と機械防護機能の確実さとを試験する(JIS B
6014参照)。
1-92
11
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
試験事項
試験方法
JIS B 6201の
3.2の引用試験
番号
11
潤滑装置
油密,油量の適正な配分など,機能の確実さを試験する。
1-93
12
油圧装置
油密,圧力調整など,機能の確実さを試験する。
1-94
13
附属装置
機能の確実さを試験する。
1-99
注(1) 送りを主軸頭の昇降によって行うもの以外は,主軸頭を固く締める。
1.2
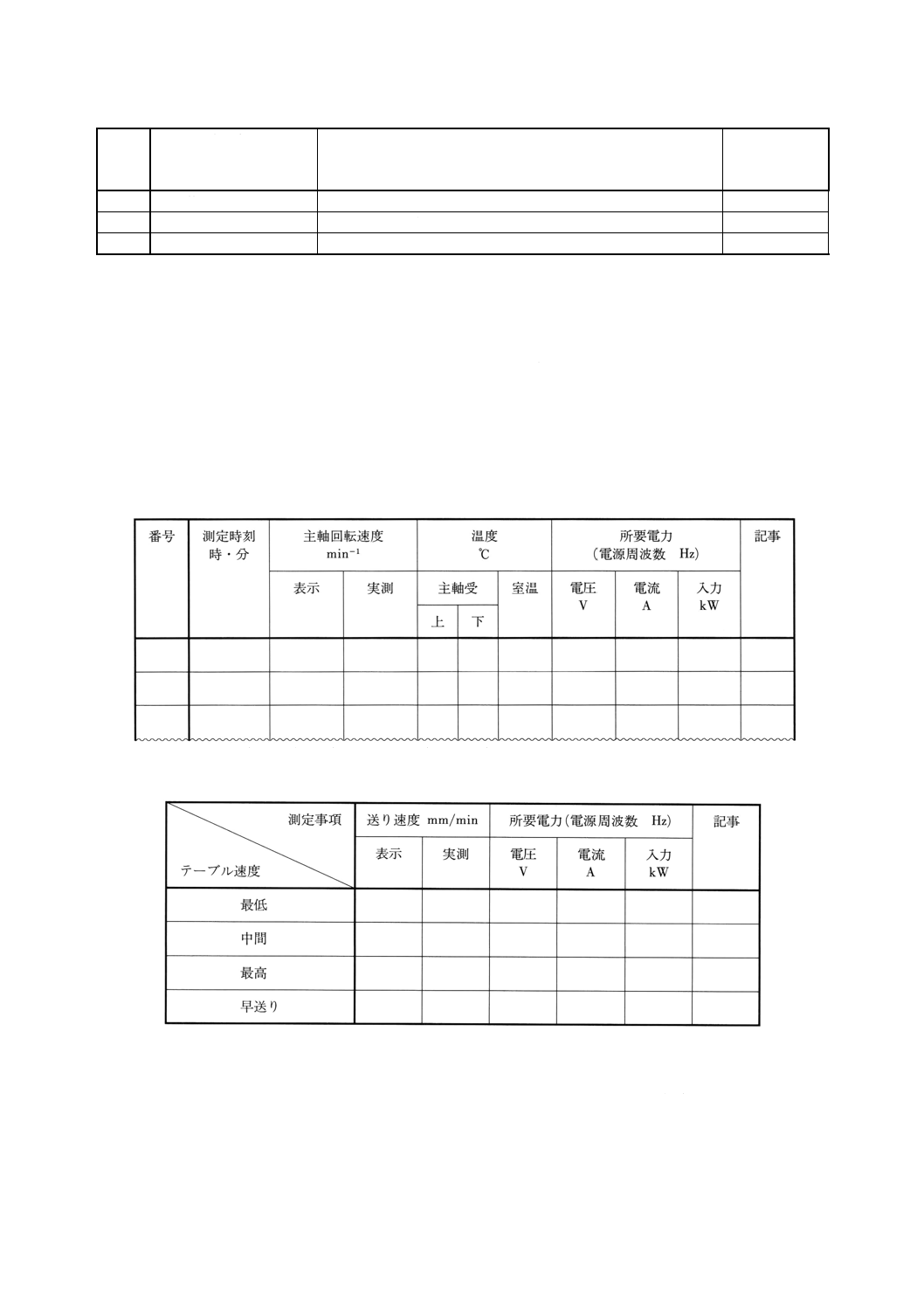
無負荷運転試験 無負荷運転試験は,主軸正転の最低回転速度から始め,各段階に対して運転し,
引き続き最高回転速度で,30〜60分間運転を継続して,附属書2表2に示す各項を測定する[JIS B 6201
の3.3(無負荷運転試験方法)参照]。
なお,運転の最後に最高主軸回転速度で送り量を最小,最大(2)及び中間にとり,それぞれに対して所要
電力を測定する。
また,振動・騒音を観察する。振動・騒音を特に問題とする場合は,JIS B 6003及びJIS B 6004による。
テーブル駆動用電動機を具備するものは,附属書2表3に示す各項についても測定する。
注(2) 測定に可能な範囲内でなるべく大きな送り量とする。
附属書2表2 記録様式1-1
備考 構造上,測定が困難な場合には,上部主軸受の測定は省略する。
附属書2表3 記録様式1-2
1.3
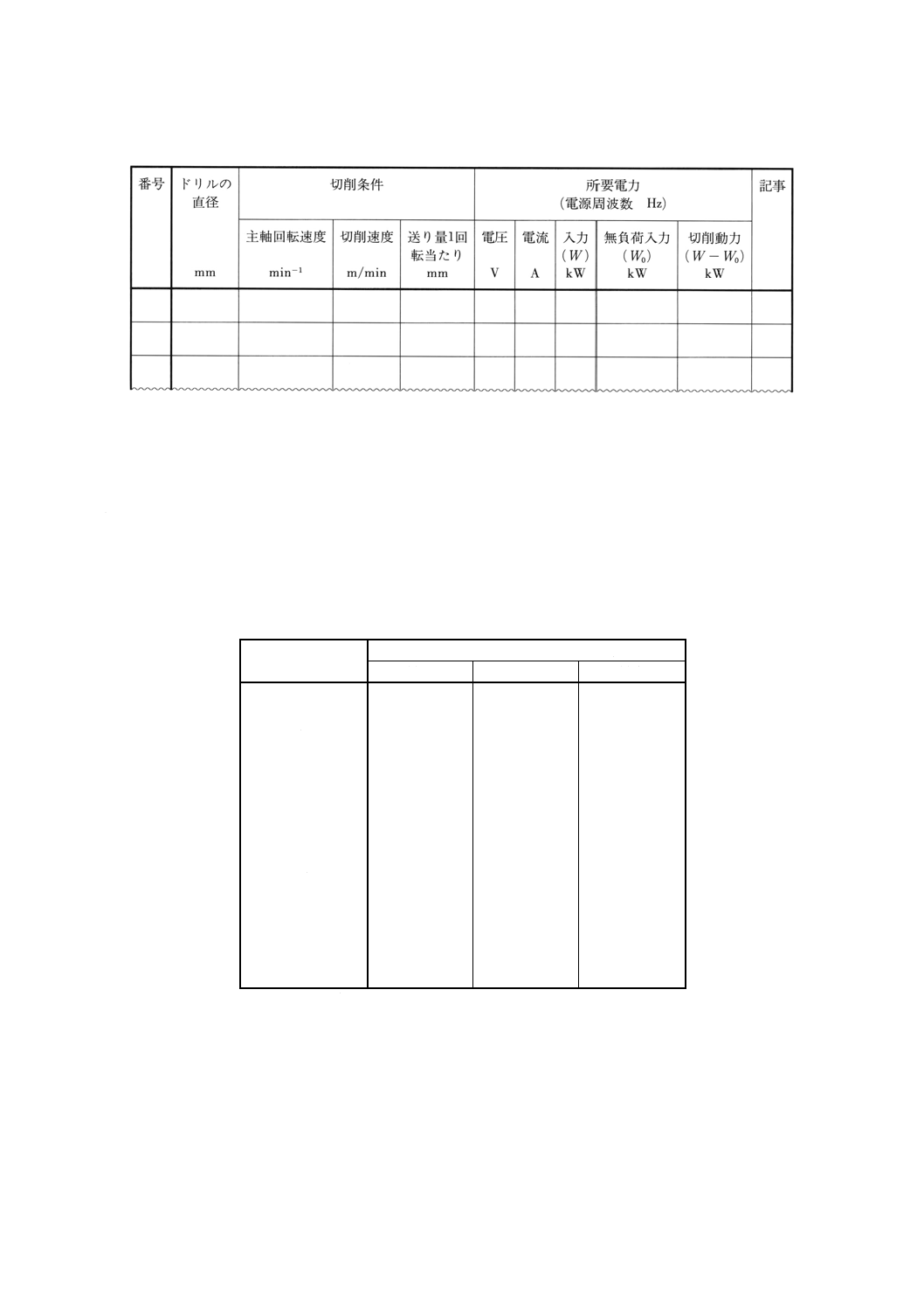
負荷運転試験 負荷運転試験は,次の諸条件によって穴あけを行い,附属書2表4に示す各項を測
定する[JIS B 6201の3.4(負荷運転試験方法)参照]。
また,振動・騒音を観察する。振動・騒音を特に問題とする場合は,JIS B 6003及びJIS B 6004による。
12
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表4 記録様式2
a) 工具
形状 ドリルの直径は,鋼に対して当該機械の仕様書に示されている最大直径とし,その形状は,
JIS B 4302による。
材料 JIS G 4403のSKH51とする。
b) 工作物 材料は,JIS G 4051のS45Cとする。
c) 切削条件 送り量は,附属喜2表5によって,最小,中間,最大の順に適用する。送り量が最大に達
する前に電動機が全負荷となれば,その送りの値で試験を終了するものとする。ただし,切削速度は
20m/minとする。
附属書2表5 送り量
ドリルの直径
mm
送り量 1回転当たり mm
最小
中間
最大
5
0.050
0.071
0.100
10
0.090
0.125
0.180
15
0.112
0.180
0.250
20
0.140
0.200
0.280
25
0.160
0.224
0.315
30
0.180
0.250
0.355
35
0.200
0.280
0.400
40
0.200
0.280
0.400
45
0.200
0.280
0.400
50
0.224
0.315
0.450
55
0.224
0.315
0.450
60
0.224
0.315
0.450
65
0.250
0.355
0.500
70
0.250
0.355
0.500
75
0.250
0.355
0.500
備考1. テーブルは,それぞれの動きの中央に固定する。
2. 適当な切削油剤を使用しても差し支えない。その場合には,
切削油剤の品種を記事欄に記入する。
3. ドリルの先端にシンニングを施した場合には,記事欄にその
旨を記入する。
13
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
丸コラム形直立ボール盤−精度検査JIS原案作成委員会 構成表
整合化推進委員会
氏名
所属
(委員長)
伊 達 隆 夫
東芝機械株式会社
鈴 木 義 光
株式会社牧野フライス製作所
吉 田 嘉太郎
千葉大学
米 谷 周
株式会社森精機製作所
井 上 洋 一
日立精機株式会社
馬 場 修
オークマ株式会社
龍 江 義 孝
工業技術院機械技術研究所
光 岡 豊 一
東京科学電子工業専門学校
米 田 孝 夫
豊田工機株式会社
榎 本 稔
豊田工機株式会社
大 泉 忠 夫
株式会社牧野フライス製作所
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
(事務局)
岡 安 英 雄
社団法人日本工作機械工業会
八 賀 聰 一
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
機械関連分科会
氏名
所属
(委員長)
吉 田 嘉太郎
千葉大学
堤 正 臣
東京農工大学
上 野 滋
機械振興協会技術研究所
清 水 伸 二
上智大学
青 山 藤詞郎
慶応義塾大学
西 田 修 三
元社団法人日本工作機械工業会
伊 沢 元 雄
三井精機工業株式会社
戸 川 悟
日立精機株式会社
山 内 政 行
大阪機工株式会社
槙 山 和 臣
東芝機械株式会社
米 谷 周
株式会社森精機製作所
丸 山 敏 男
豊田工機株式会社
水 野 脩
株式会社カシフジ
中 村 晋 哉
日本精工株式会社
竹 森 謙 三
株式会社荏原製作所
江 草 友 良
NTN株式会社
岡 田 直 人
トヨタ自動車株式会社
橋 本 繁 晴
財団法人日本規格協会
高 橋 豊
研究員
武 野 仲 勝
研究員
(事務局)
大 槻 文 芳
社団法人日本工作機械工業会
松 本 将
社団法人日本工作機械工業会
田 仁 哲
社団法人日本工作機械工業会
14
B 6209-2 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ボール盤WG
氏名
所属
(委員長)
米 谷 周
株式会社森精機製作所
佐 藤 一 郎
神崎高級工機株式会社
古土居 敬 二
株式会社アシナ
(事務局)
大 槻 文 芳
社団法人日本工作機械工業会
松 本 将
社団法人日本工作機械工業会