B 6203-2:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 機械各部及び座標軸の名称並びに加工方法 ············································································ 2
3.1 機械各部及び座標軸の名称······························································································· 2
3.2 加工方法 ······················································································································ 3
4 一般事項 ························································································································· 3
4.1 測定単位 ······················································································································ 3
4.2 JIS B 6191の参照 ··········································································································· 3
4.3 検査の順序 ··················································································································· 3
4.4 実施する検査 ················································································································ 3
4.5 測定器 ························································································································· 4
4.6 工作精度検査 ················································································································ 4
4.7 最小許容値 ··················································································································· 4
5 静的精度検査 ··················································································································· 5
5.1 運動の軸 ······················································································································ 5
5.2 テーブル ······················································································································ 8
5.3 主軸 ··························································································································· 14
6 工作精度検査 ·················································································································· 17
附属書A(参考)参考文献 ···································································································· 18
附属書JA(参考)JISと対応する国際規格との対比表 ································································ 19
B 6203-2:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本工作機械工業会 (JMTBA) 及び
財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日
本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによって,JIS B 6204 :
1998は廃止され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS B 6203の規格群には,次に示す部編成がある。
JIS B 6203-1 第1部:水平主軸をもつ機械
JIS B 6203-2 第2部:垂直主軸をもつ機械
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6203-2:2007
ひざ形フライス盤−精度検査−
第2部:垂直主軸をもつ機械
Test conditions for milling machines with table of variable height-
Testing of accuracy-Part 2 : Machines with vertical spindle
序文
この規格は,2004年に第1版として発行されたISO 1701-2を基に作成した日本工業規格であるが,国
内の実情に合わせるため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,JIS B 6191に基づいて,普通精度のはん(汎)用ひざ形立てフライス盤の静的精度及び工
作精度の検査方法,並びにそれぞれの検査事項に対応する許容値について規定する。
この規格は,機械の精度検査だけを取り扱い,通常,精度検査の前に行う運転試験(振動,異常騒音,
運動部品のスティックスリップなど)及び機械の特性試験(例えば,主軸回転速度,送り速度)には適用
しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 1701-2 : 2004,Test conditions for milling machines with table of variable height−Testing of
accuracy−Part 2 : Machines with vertical spindle (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを
示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。
これらの引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追
補を含む。)には適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0172 フライス用語
注記 対応国際規格:ISO 3855 : 1977,Milling cutters−Nomenclature (MOD)
JIS B 6191 : 1999 工作機械−静的精度試験方法及び工作精度試験方法通則
注記 対応国際規格:ISO 230-1 : 1996,Test code for machine tools−Part 1 : Geometric accuracy of
machines operating under no-load or finishing conditions (MOD)
2
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
機械各部及び座標軸の名称並びに加工方法
3.1
機械各部及び座標軸の名称
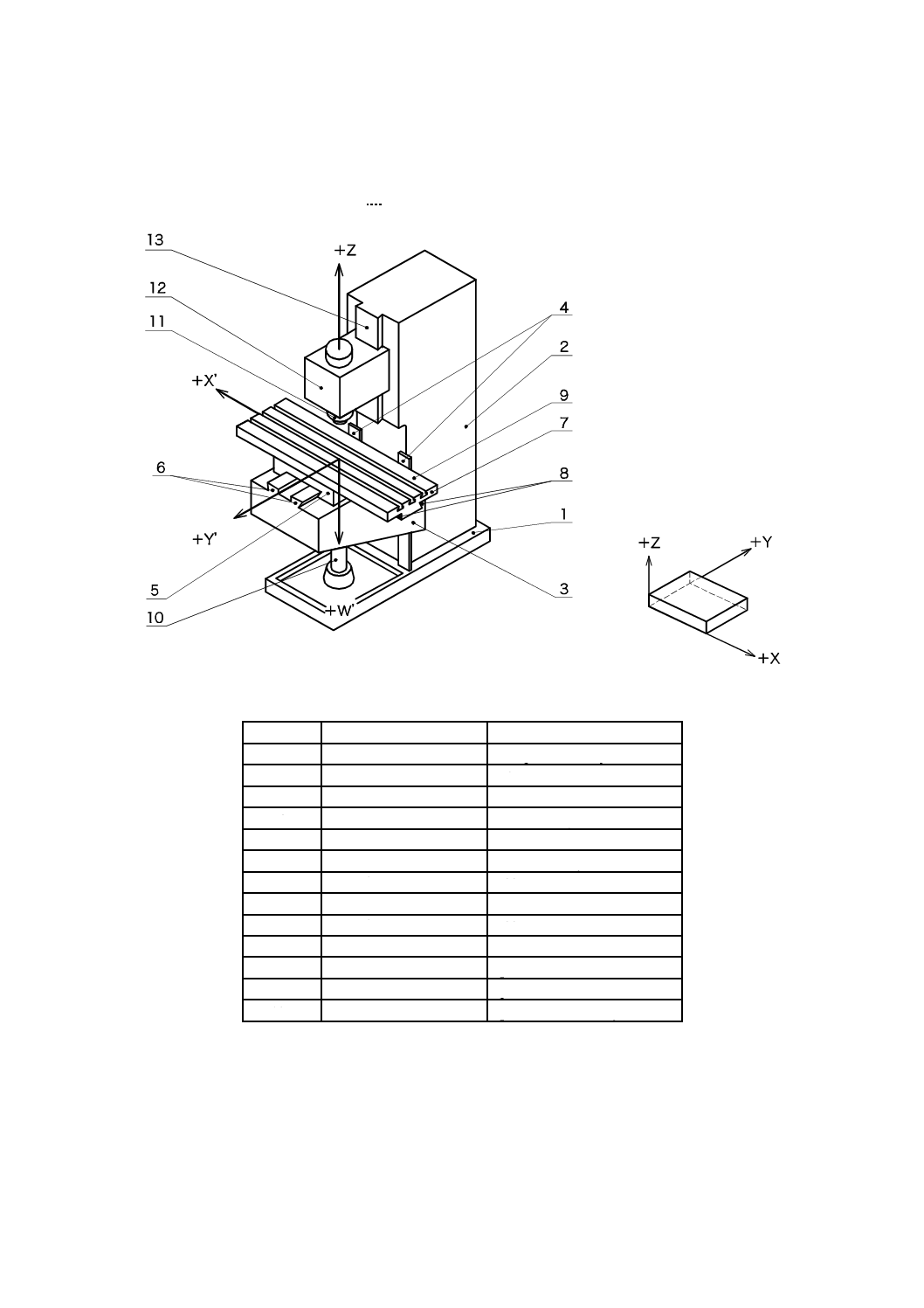
機械各部及び座標軸の名称は,JIS B 0172及び表1による。
表1−機械各部の名称
番号
名称
対応英語
1
ベース
base-plate with tray
2
コラム
column
3
ニー
knee
4
ニー滑り面
knee slideways
5
サドル
saddle
6
サドル滑り面
saddle slideways
7
テーブル
table
8
テーブル滑り面
table slideways
9
テーブル面
table surface
10
上下送りねじ
vertical feed-screw
11
主軸端
spindle nose
12
主軸頭
spindle head
13
主軸頭滑り面
spindle head slideways
3
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
加工方法
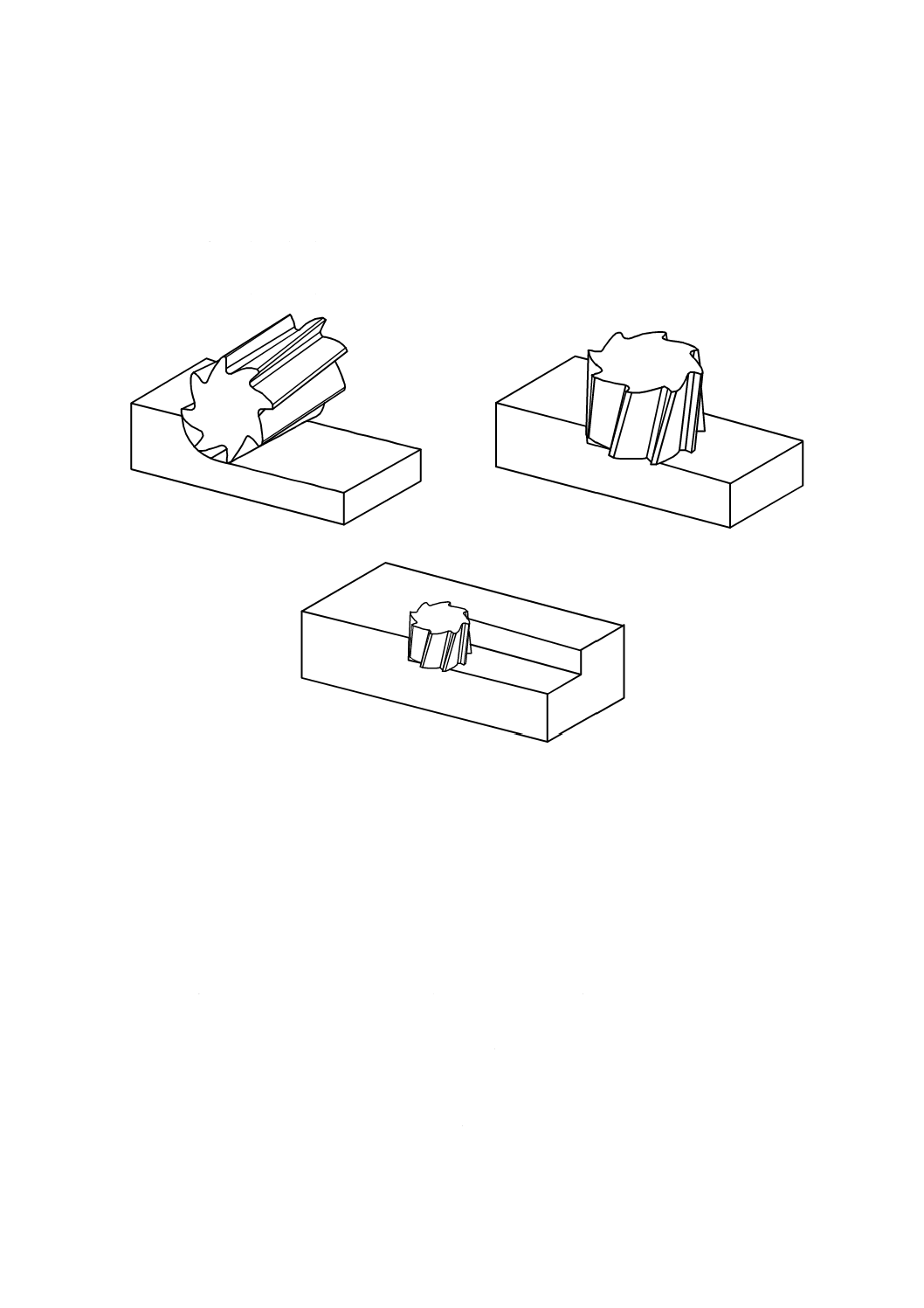
フライス加工は,フライス工具と呼ばれる回転工具を使用して,材料を除去する加工方法で,幾つかの
異なる方法がある。
フライス加工は,通常次の三つに分類される。
− 平フライス加工(図1参照)
− 正面フライス加工(図2参照)
− エンドミル加工(図3参照)
図1−平フライス加工
図2−正面フライス加工
図3−エンドミル加工
4
一般事項
4.1
測定単位
この規格では,すべての寸法及び許容値の単位は,ミリメートルで表す。角度は,度(°)で表し,角度
の偏差及び許容値は,通常,長さの比(例えば,0.00x/1 000)で表すが,マイクロラジアン (μrad) 又は秒
(″) で表してもよい。ただし,マイクロラジアンと秒との間には,次の関係がある。
0.010/1 000=10×10-6=10 μrad≒2″
4.2
JIS B 6191の参照
この規格を適用するに当たっては,特に検査前の機械の据付け,主軸及びそれ以外の運動部品の暖機運
転,測定方法並びに測定器の推奨精度については,JIS B 6191を参照する。
各検査事項の測定方法欄には,その検査に関係するJIS B 6191の参照箇条及び注意事項を示す。
4.3
検査の順序
この規格に示す検査の順序は,実際の検査の順序を決めるものではない。測定器の取付け及び検査が容
易になるようにするために,検査は,どのような順序で行ってもよい。
4.4
実施する検査
4
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
機械を検査するときは,必ずしもこの規格に示したすべての検査を行う必要はない。この検査が受渡し
のために必要なとき,使用者は,製造業者との協定に基づいて関心のある機械の構成要素及び/又は特性
に関係する検査事項を選択してよい。検査事項は,機械を発注するときに明確にしなければならない。
4.5
測定器
この規格の箇条5及び箇条6の測定器欄に示す測定器は,例としてだけ示したものである。同じ量が測
定でき,少なくとも同じ精度をもつ他の測定器を使用してよい。ダイヤルゲージの目量は,0.001 mmとす
る。
4.6
工作精度検査
工作精度検査は,仕上げ削りだけで行い,大きな切削力の発生する可能性のある荒削りでは行わない。
4.7
最小許容値
この規格に与えられている測定長さと異なる長さで許容値を決定する場合の許容値の最小値は,0.005
mmとする(JIS B 6191の2.311参照)。
5
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
静的精度検査
静的精度検査は,表2による。
5.1
運動の軸
表2−静的精度検査
単位 mm
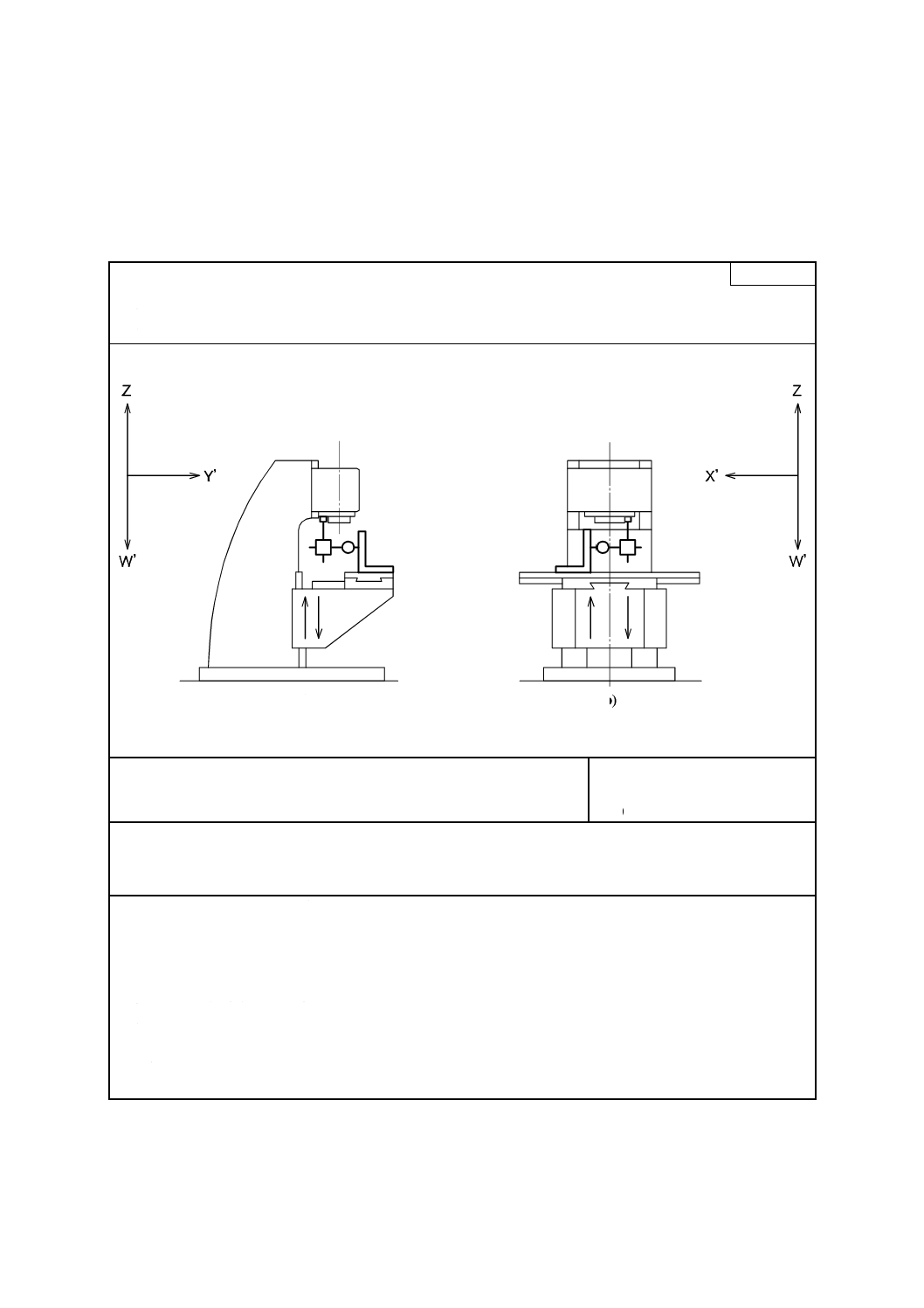
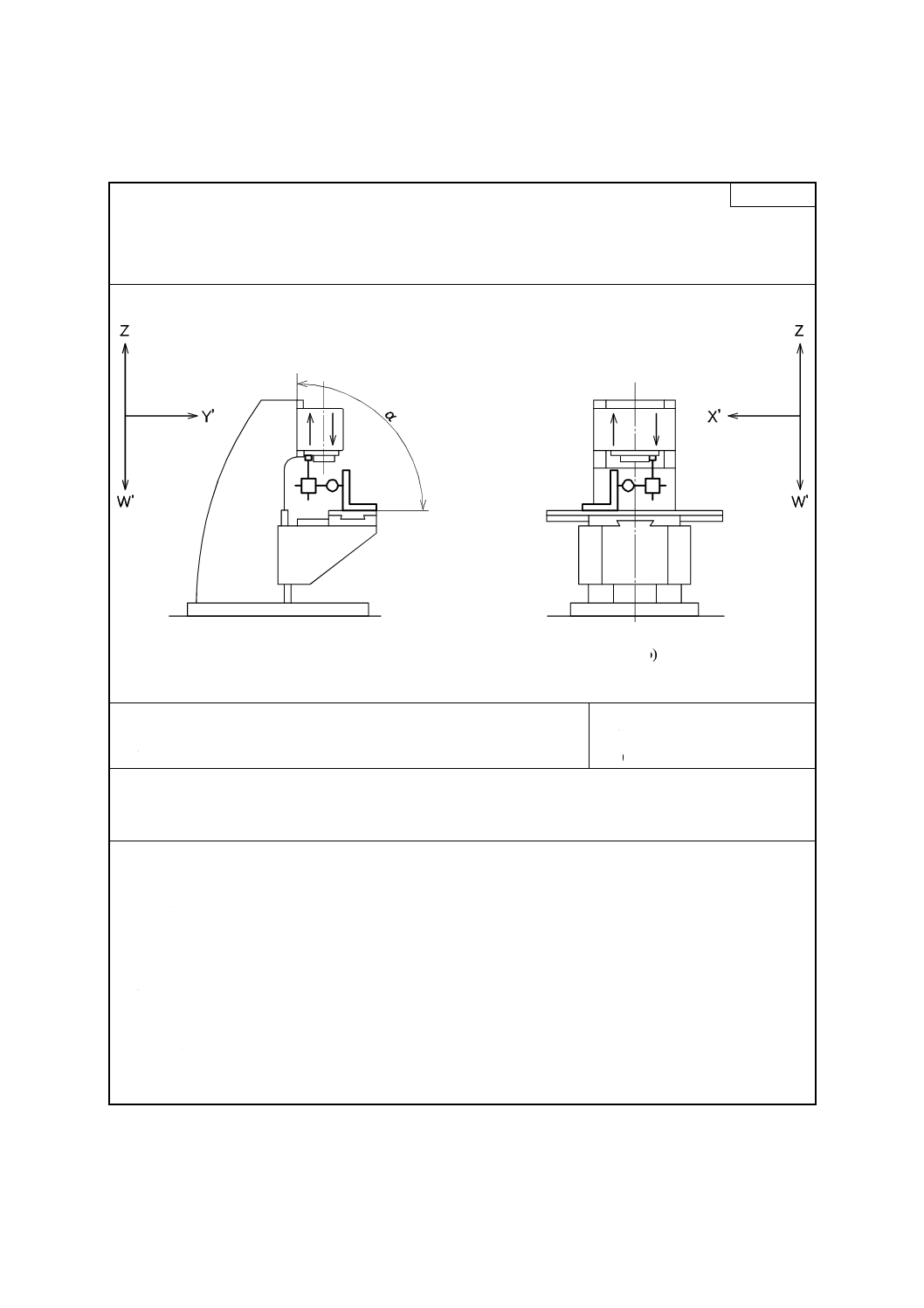
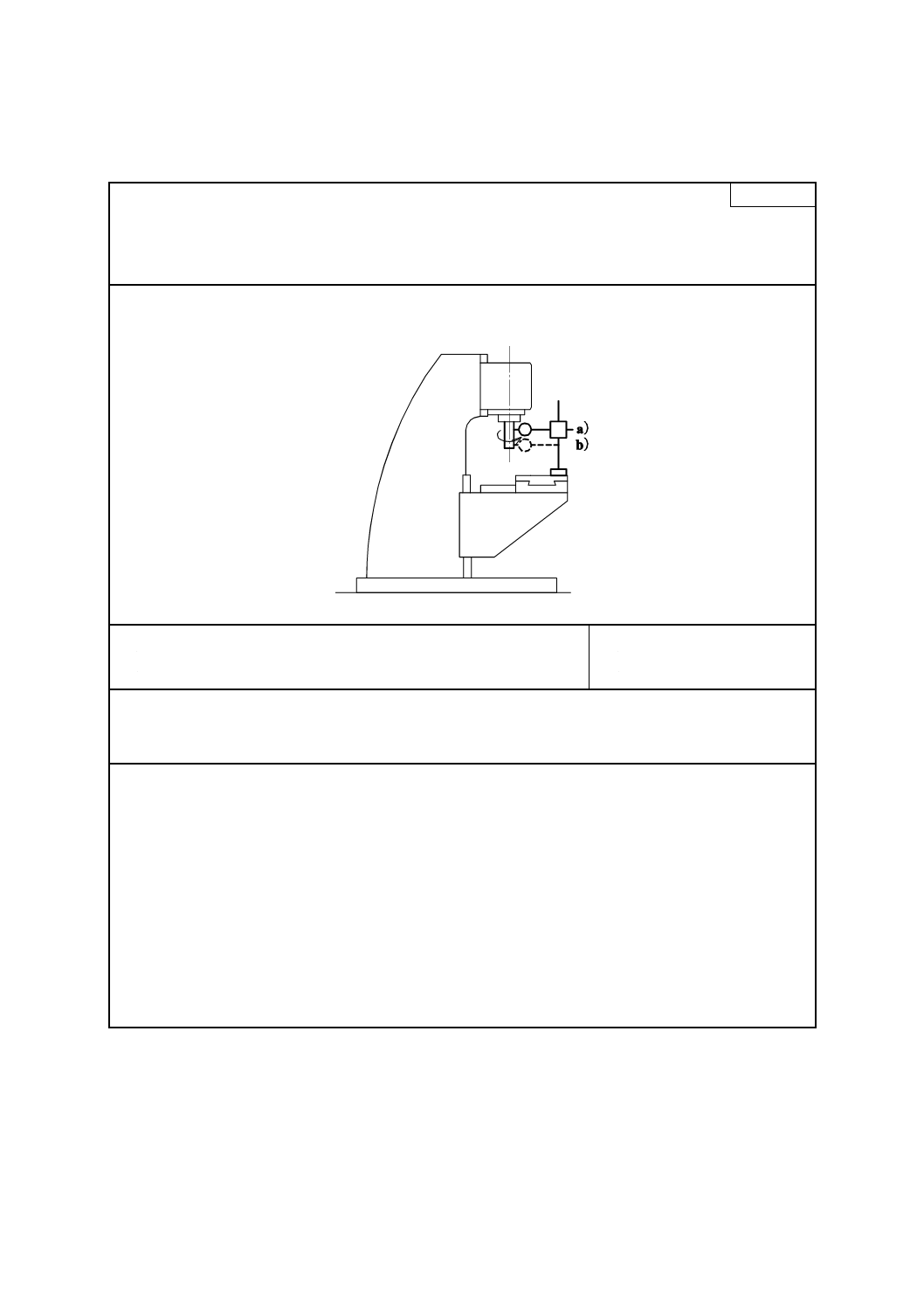
検査事項
ニーのW軸方向運動の真直度
a) YZ面内で
b) ZX面内で
G1
測定方法図
a) b)
許容値
a) 及びb) 測定長さ300について 0.02
測定値
a)
b)
測定器
ダイヤルゲージ及び直角定規
JIS B 6191の参照細分箇条及び測定方法
5.232.11
測定長さの両端での読みが同じになるように直角定規を定置する。ダイヤルゲージの読みの最大差が真
直度となる。
テーブルは,動きの中央に置く。
a) サドル(Yʼ軸)は,固定する。
b) テーブル(Xʼ軸)は,固定する。
ダイヤルゲージは,主軸を固定することができる場合には,主軸に取り付け,主軸を固定することができな
い場合には,機械の固定部分に取り付ける。
6
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−静的精度検査(続き)
単位 mm
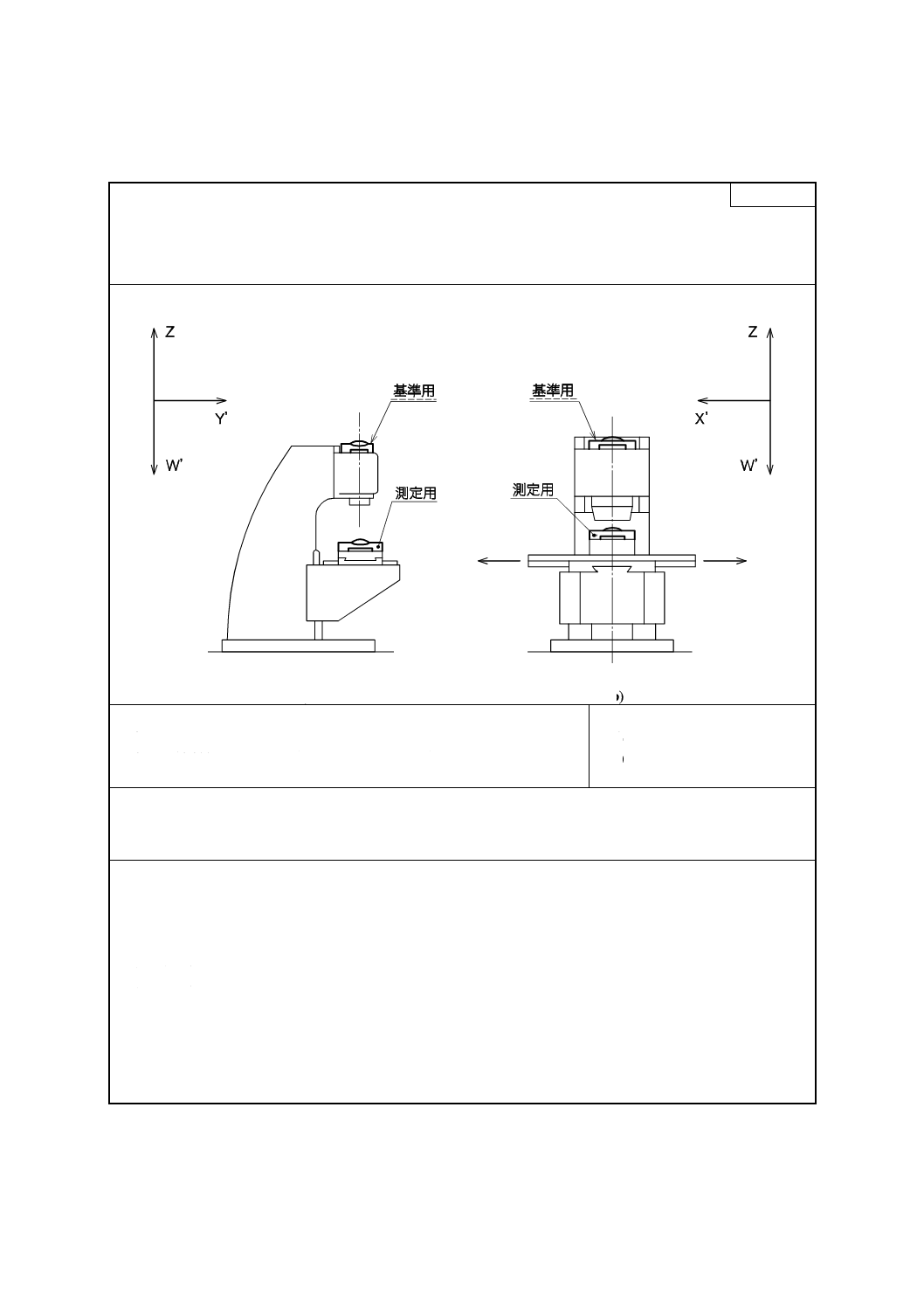
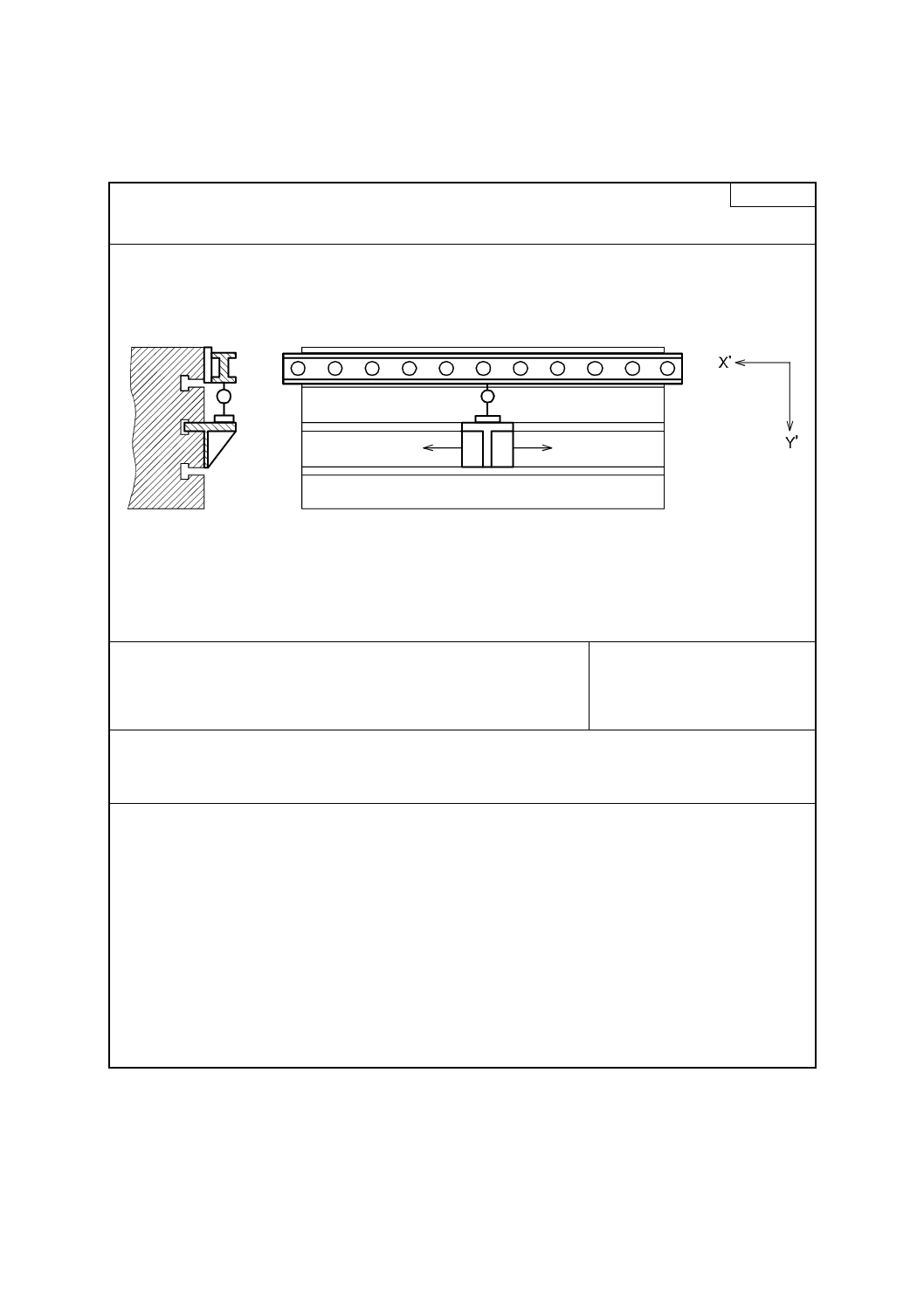
検査事項
サドルのY軸方向運動とテーブルのX軸方向運動との直角度
G2
測定方法図
許容値
測定長さ300について 0.02
測定値
測定器
直定規,ダイヤルゲージ及び直角定規
JIS B 6191の参照細分箇条及び測定方法
5.522.4
ニー(Wʼ軸)は,固定する。
直定規は,テーブルのX軸方向運動に平行に定置し,これに直角定規を当てて置く。テーブルは,動きの中
央に固定する。直定規を使用しないで直角定規の長辺をX軸方向運動に平行に定置してもよい。
次に,サドルをY軸方向に運動させて測定する。
ダイヤルゲージは,主軸を固定することができる場合には,主軸に取り付け,主軸を固定することがで
きない場合には,機械の固定部分に取り付ける。
7
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−静的精度検査(続き)
単位 mm
検査事項
テーブルのX軸方向運動の角度偏差
a) YZ面内で(ロールEAX)
b) ZX面内で(ピッチEBX)
G3
測定方法図
a) b)
許容値
a) 0.04/1 000(又は40 μrad又は8")
b) X≦1 000 0.08/1 000(又は80 μrad又は16")
X>1 000 0.12/1 000(又は120 μrad又は24")
測定値
a)
b)
測定器
精密水準器
JIS B 6191の参照細分箇条及び測定方法
5.232.2
この検査は,ニー(Wʼ軸)をコラムに固定できる場合にだけ行うことが望ましい。
精密水準器は,テーブルの中央に次のように置く。
a) 前後方向に
b) 長手方向に
テーブルをX軸方向に移動させたとき,テーブルと主軸頭の両方に,角度偏差が発生する場合には,この二
つの角度偏差の差を測定値とする。
測定は,テーブルを200又は250間隔で移動させて,数箇所で行う。
8
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
テーブル
表2−静的精度検査(続き)
単位 mm
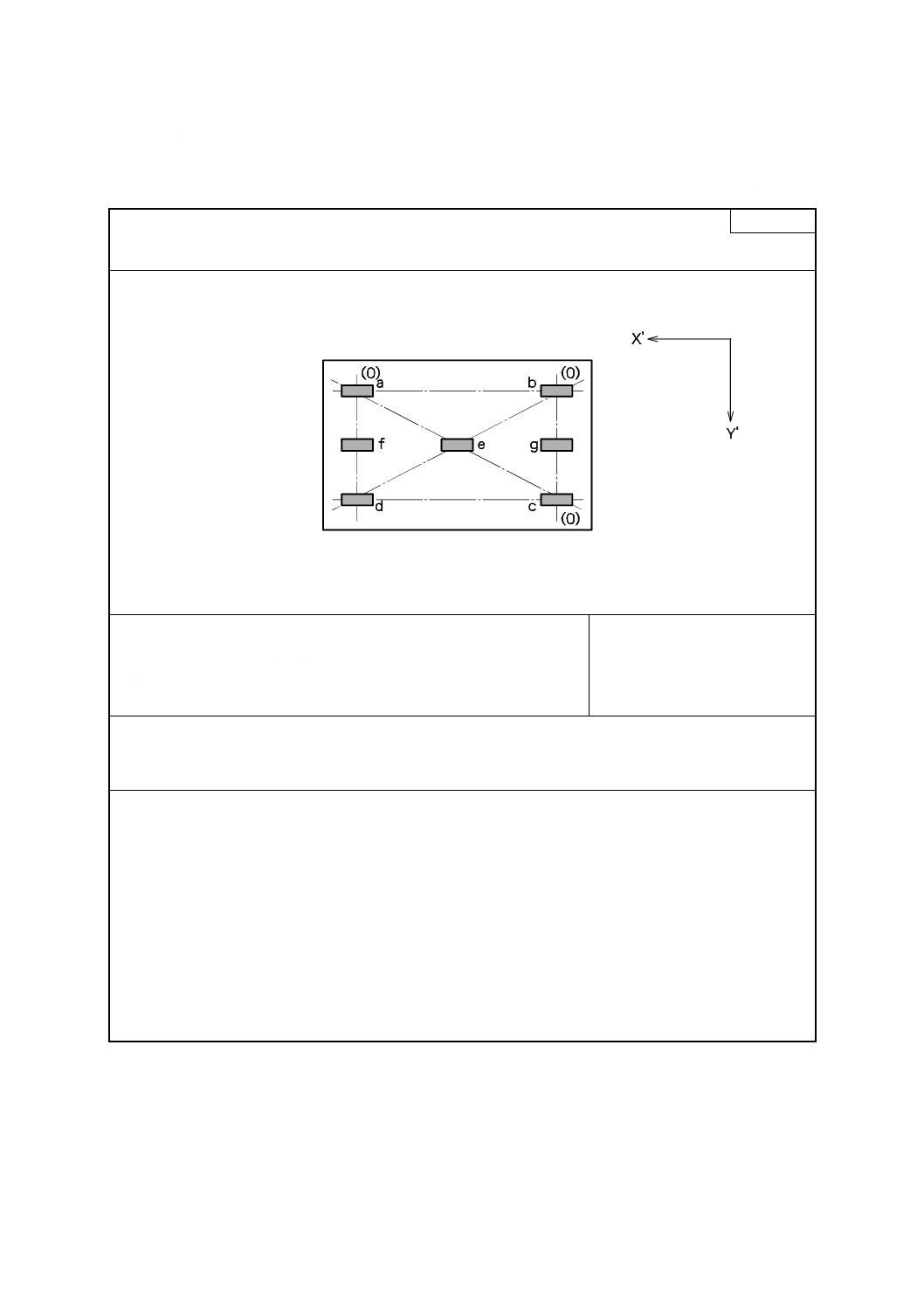
検査事項
テーブル上面の平面度
G4
測定方法図
許容値
1 000まで0.04(中高であってはならない)
テーブル長さが1 000増すごとに,0.005を加える。
最大許容値:0.05
部分許容値:測定長さ300について0.02
測定値
測定器
精密水準器又は直定規及びブロックゲージ
JIS B 6191の参照細分箇条及び測定方法
5.322及び5.323
テーブル(Xʼ軸)及びサドル(Yʼ軸)は,動きの中央に置き,ニー及びサドルは固定し,テーブルは固定し
ない。
注記 測定方法図の英文字は,JIS B 6191の図41に対応している。
9
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−静的精度検査(続き)
単位 mm
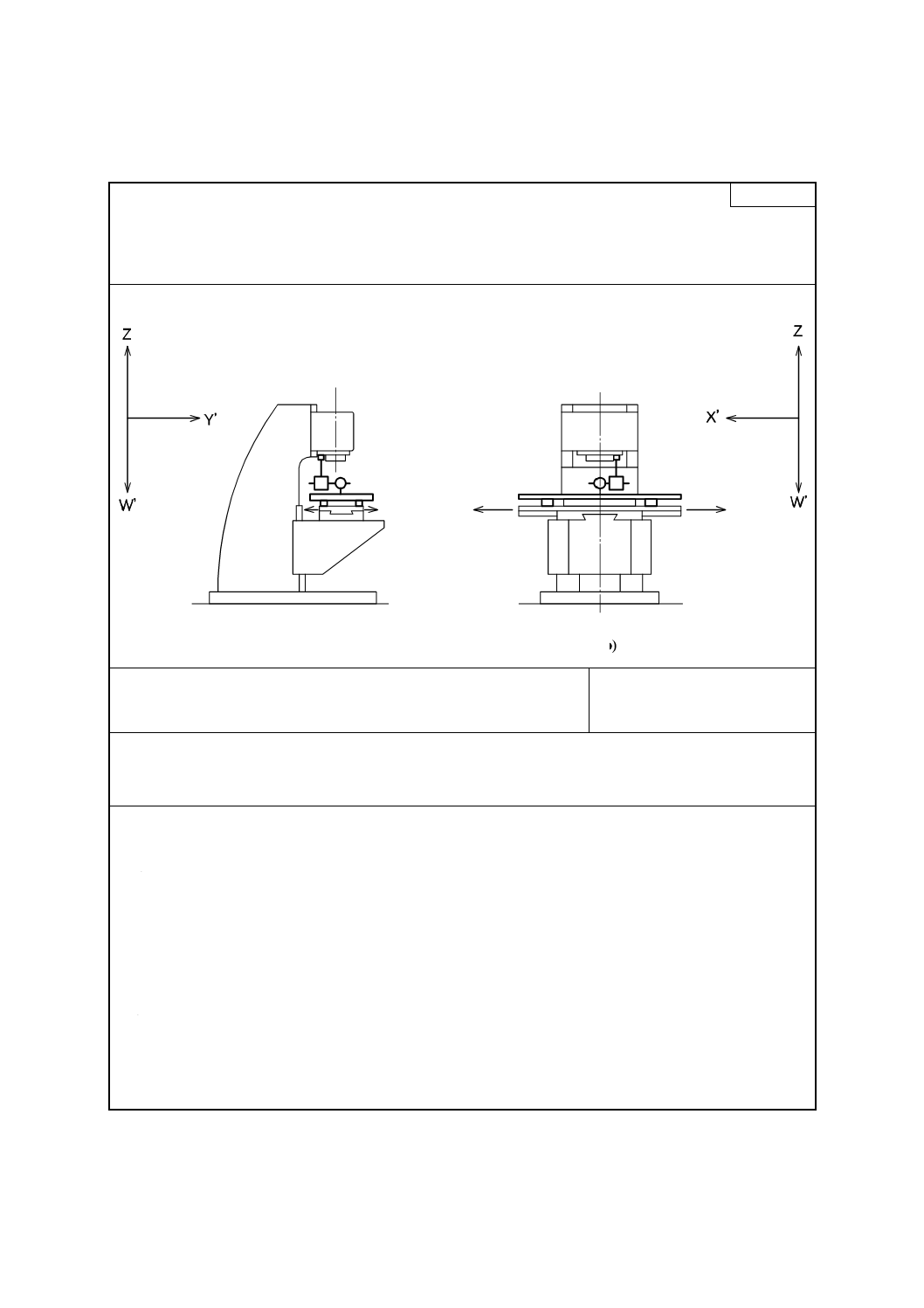
検査事項
テーブル上面と次の運動との平行度
a) サドルのYʼ軸方向運動,YZ面内で
b) テーブルのXʼ軸方向運動,ZX面内で
G5
測定方法図
a) b)
許容値
a)及びb) 測定長さ300について 0.025
最大許容値:0.05
測定値
a)
b)
測定器
直定規及びダイヤルゲージ
JIS B 6191の参照細分箇条及び測定方法
5.422.21
ダイヤルゲージの測定子は,工具刃先の位置近くで当てる。
測定は,テーブル上面に平行に定置した直定規上で行ってもよい。
テーブル長さが1 600を超える場合には,直定規を順次移動させて測定する。
ニー(Wʼ軸)は,固定する。
a) テーブル(Xʼ軸)は,固定する。
b) サドル(Yʼ軸)は,固定する。
ダイヤルゲージは,主軸を固定することができる場合には,主軸に取り付け,主軸を固定することがで
きない場合には,機械の固定部分に取り付ける。
10
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−静的精度検査(続き)
単位 mm
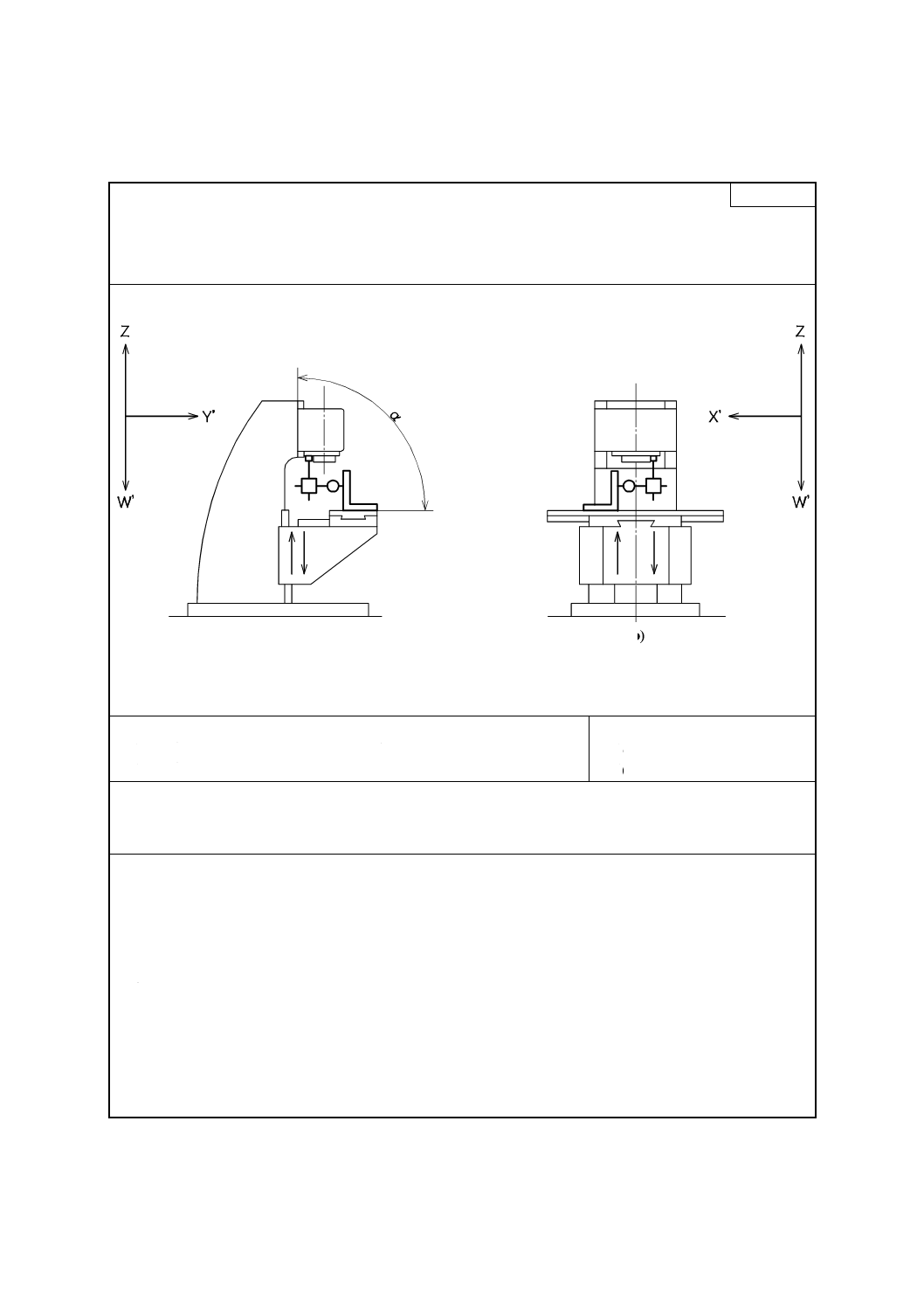
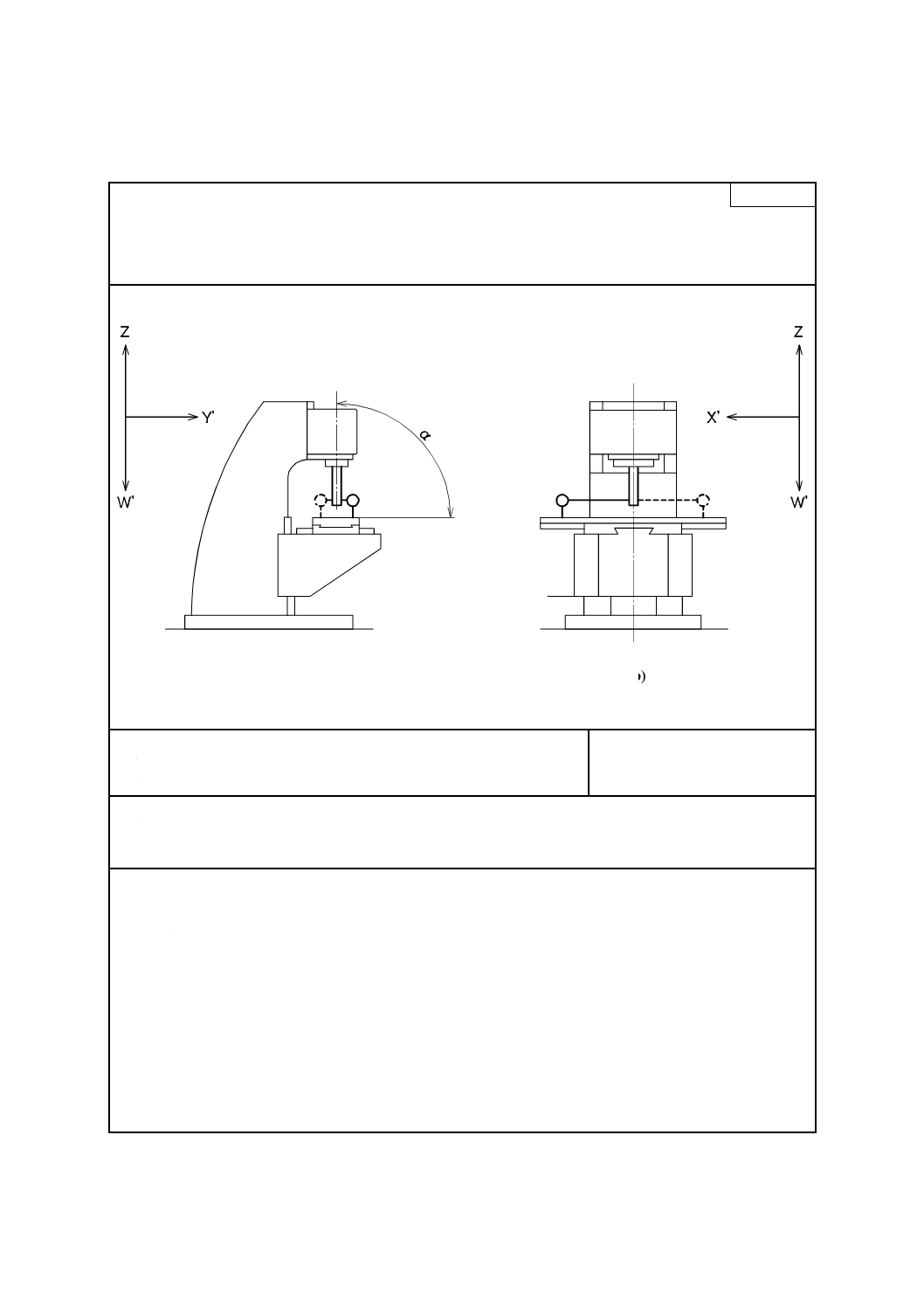
検査事項
テーブル上面とニーのW軸方向運動との直角度(動きの中央及び両端近くの3か所で)
a) YZ面内で
b) ZX面内で
G6
測定方法図
a) b)
許容値
a) 測定長さ300について 0.025 α≦90°
b) 測定長さ300について 0.025
測定値
a)
b)
測定器
ダイヤルゲージ及び直角定規
JIS B 6191の参照細分箇条及び測定方法
5.522.2
テーブルは,動きの中央に置き,読みを取るときに,ニー(Wʼ軸)は,固定する。
a) サドル(Yʼ軸)は,固定する。
b) テーブル(Xʼ軸)は,固定する。
ダイヤルゲージは,主軸を固定することができる場合には,主軸に取り付け,主軸を固定することができな
い場合には,機械の固定部分に取り付ける。
11
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−静的精度検査(続き)
単位 mm
検査事項
テーブル上面と主軸頭のZ軸方向運動との直角度
a) YZ面内で
b) ZX面内で
G7
測定方法図
a) b)
許容値
a) 測定長さ300について 0.025 α≦90°
b) 測定長さ300について 0.025
測定値
a)
b)
測定器
ダイヤルゲージ及び直角定規
JIS B 6191の参照細分箇条及び測定方法
5.522.2
テーブルは,動きの中央に置き,ニー(Wʼ軸)は,固定する。
測定するときは,主軸頭スライド(Z軸)は,読みを取るときに固定する。
a) サドル(Yʼ軸)は,固定する。
b) テーブル(Xʼ軸)は,固定する。
ダイヤルゲージは,主軸を固定することができる場合には,主軸に取り付け,主軸を固定することがで
きない場合には,機械の固定部分に取り付ける。
12
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−静的精度検査(続き)
単位 mm
検査事項
テーブルの中央基準溝又は基準T溝の真直度
G8
測定方法図
許容値
測定長さ500について 0.01
最大許容値:0.03
測定値
測定器
直定規,直角定盤及びダイヤルゲージ若しくはブロックゲージ,鋼線及び測微顕微鏡,又はオートコリメー
タ
JIS B 6191の参照細分箇条及び測定方法
5.212,5.212.11,5.212.12又は5.212.22
直定規は,テーブル上に直接定置してもよい。
13
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−静的精度検査(続き)
単位 mm
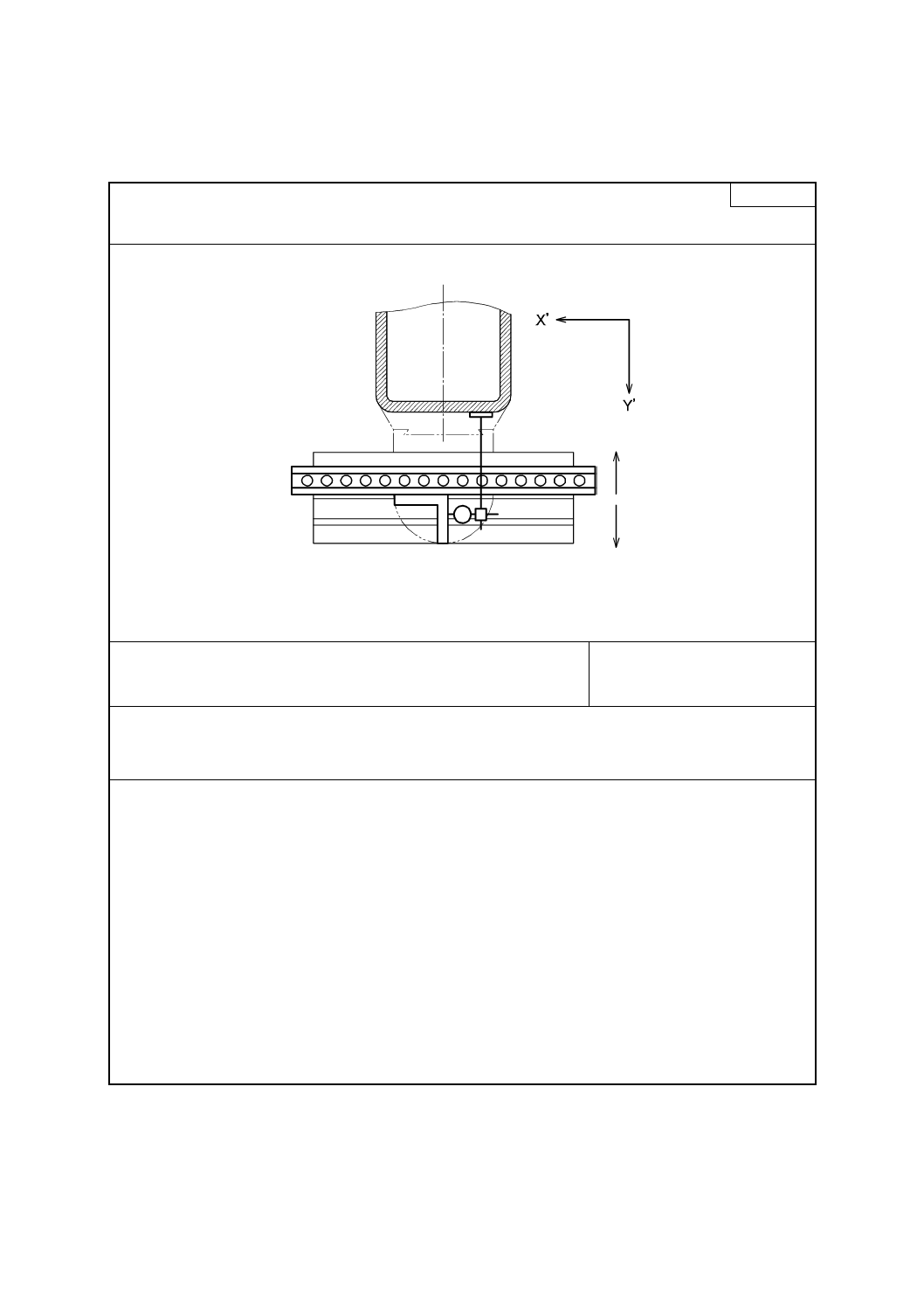
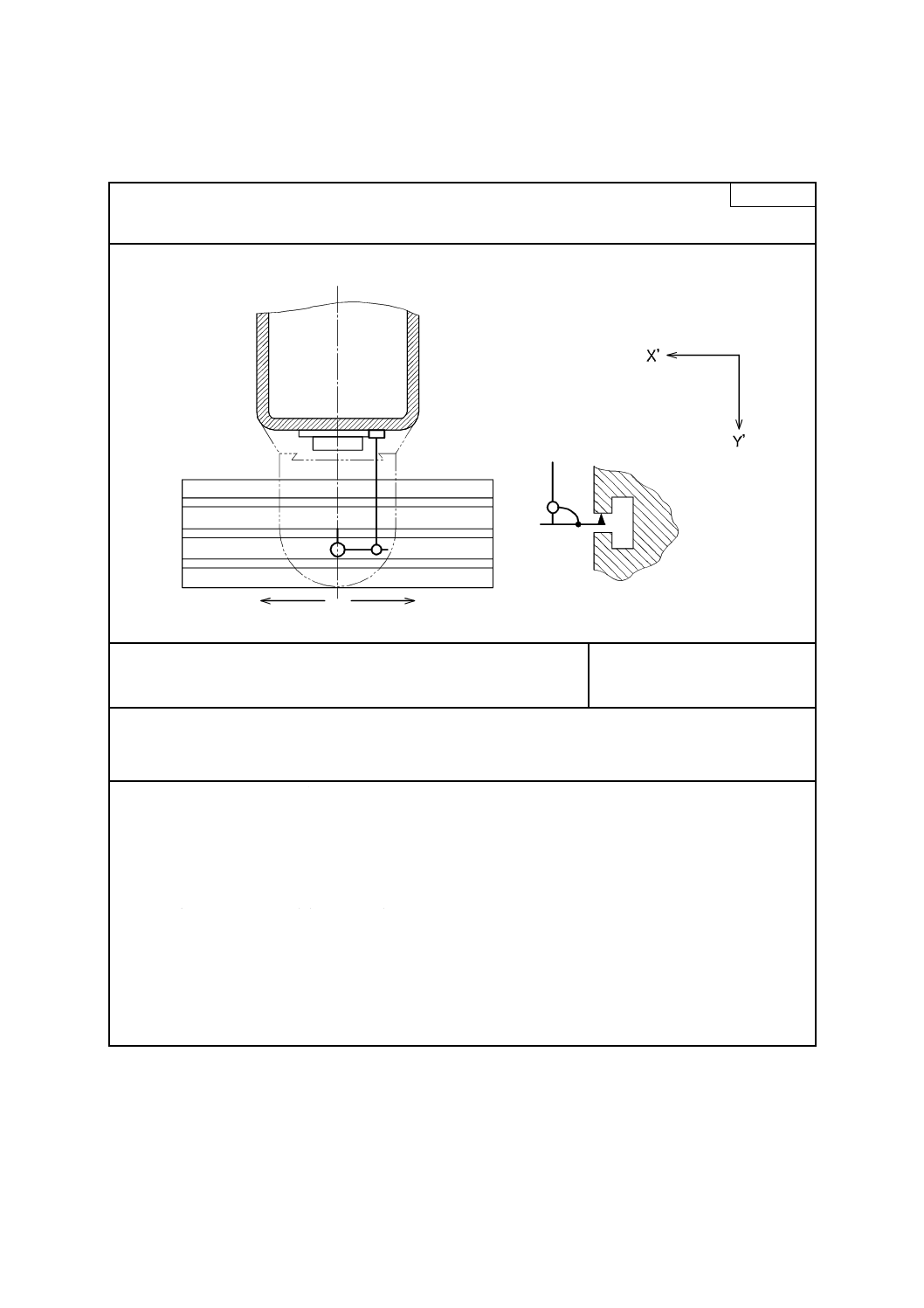
検査事項
テーブルの中央基準溝又は基準T溝とX軸方向運動との平行度
G9
測定方法図
許容値
測定長さ300について 0.015
最大許容値:0.04
測定値
測定器
ダイヤルゲージ
JIS B 6191の参照細分箇条及び測定方法
5.422.1及び5.422.21
サドル(Yʼ軸)及びニー(Wʼ軸)は,固定する。
ダイヤルゲージは,主軸を固定することができる場合には,主軸に取り付け,主軸を固定することがで
きない場合には,機械の固定部分に取り付ける。
14
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
主軸
表2−静的精度検査(続き)
単位 mm
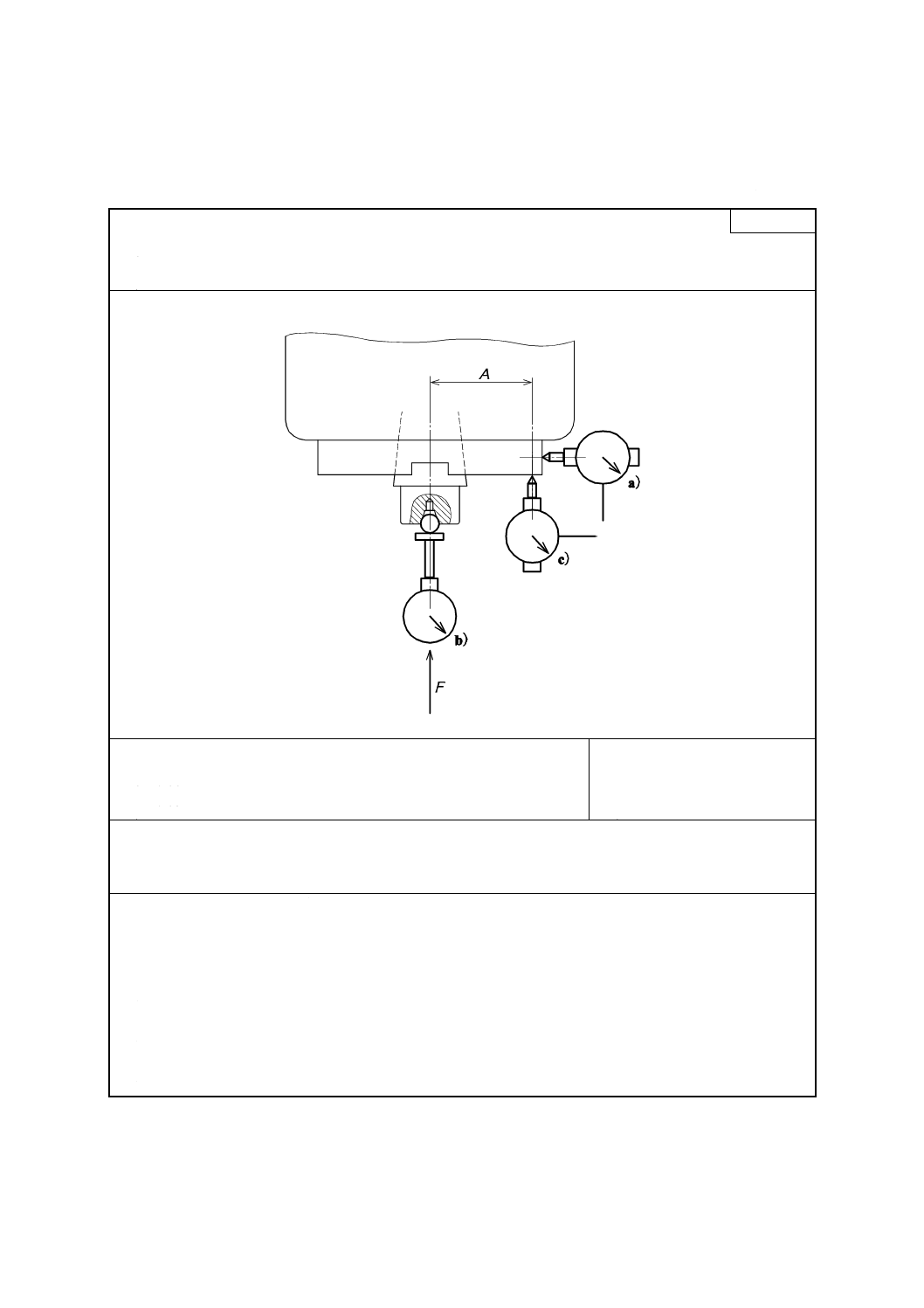
検査事項
a) 主軸外面の振れ(主軸外面を心出し面として使用する機械に適用する。)
b) 軸方向の動き
c) 主軸端面の振れ(軸方向の動きを含む。)
G10
測定方法図
許容値
a) 0.01
b) 0.01
c) 0.02
測定値
a)
b)
c)
測定器
ダイヤルゲージ
JIS B 6191の参照細分箇条及び測定方法
a) 5.612.2
b) 5.622.1及び5.622.2
b) 及びc) については,機械の製造業者が決めた力Fをかけてもよい。
c) 5.632
c) については,主軸中心線からの距離Aは,できるだけ大きくとる。
15
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−静的精度検査(続き)
単位 mm
検査事項
主軸テーパ穴の振れ
a) 主軸端で
b) 主軸端から300の位置で
G11
測定方法図
許容値
a) 0.01
b) 0.02
測定値
a)
b)
測定器
ダイヤルゲージ及びテストバー
JIS B 6191の参照細分箇条及び測定方法
5.612.3
16
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−静的精度検査(続き)
単位 mm
検査事項
主軸中心線とテーブル上面との直角度
a) YZ面内で
b) ZX面内で
G12
測定方法図
a) b)
許容値
a) 測定長さ300について 0.025 α≦90°
b) 測定長さ300について 0.025
測定値
a)
b)
測定器
ダイヤルゲージ及びテストバー
JIS B 6191の参照細分箇条及び測定方法
5.512.1及び5.512.42
テーブル(Xʼ軸),サドル(Yʼ軸),主軸頭スライド(Z軸)及びニー(Wʼ軸)は,固定する。
17
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
工作精度検査
表3−工作精度検査
単位 mm
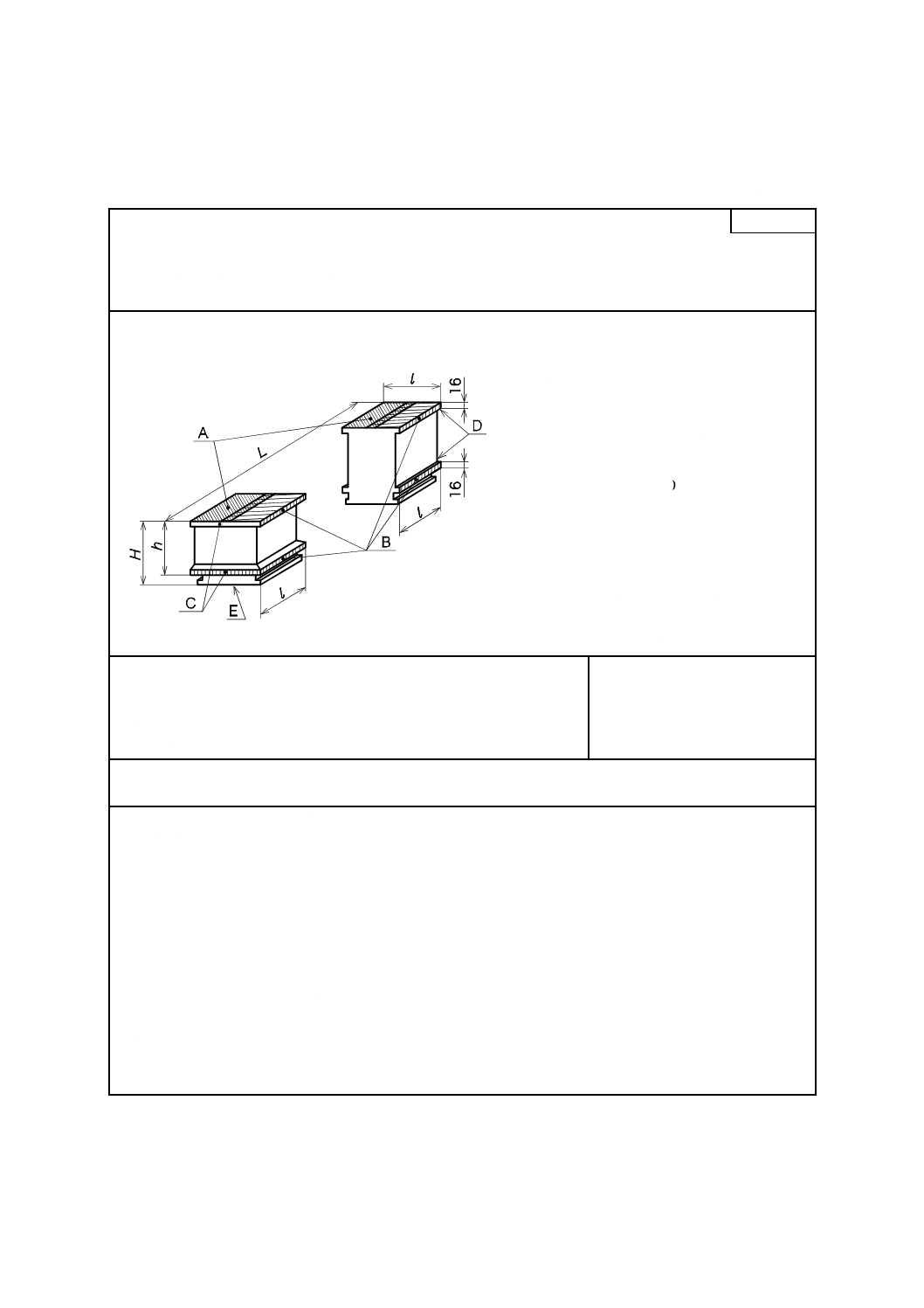
検査事項
a) 面Aの正面削り
A面の切削は,テーブルをX軸方向の機
動送りで行い,2回目は切削面が5〜10
重なるようにY軸方向に手動で送る。
b) 面B,C及びDの側面削り
B,C及びD面の切削は,X軸及びY軸
方向を機動で送り,Z軸方向は手動で送
る。
M1
測定方法図
L :工作物の長さ又は二つの工作物の外側の端
面間距離で,長手方向移動距離の1/2に等
しい。
l : hに等しく,長手方向移動距離の1/8とす
る。ただし,lmax: L≦ 500の場合100
500<L≦1 000の場合150
L>1 000の場合200
lmin:50
注記1 X軸移動距離400以上の場合:工作物
の数1又は2個 Lの両端部でそれぞ
れl以上のX軸移動距離で切削する。
注記2 X軸移動距離400以下の場合:工作物
の数1個 l以上のX軸移動距離で切
削する。
注記3 工作物材料:鋳鉄
許容値
a1) 二つの工作物の面Aの平面度:0.02
a2) 工作物の高さHの差:0.03
b) 面B,C,Dの相互の直角度及び各面と面Aとの直角度:100につい
て 0.02
測定値
a1)
a2)
b)
測定器
a1) 直定規及びブロックゲージ a2) マイクロメータ b) 直角定規及びブロックゲージ
JIS B 6191の参照細分箇条及び測定方法
4.1及び4.2
切削条件
a) シェルエンドミル(正面削り)
b) シェルエンドミル(側面削り)
検査を開始する前に,面Eはあらかじめ平らにする。
2個の工作物は,長さLがテーブル中心の両側に等しく分布するようにテーブルの長手方向の軸に置く。
注記 受渡当事者間の協定に基づいて,工作物の形状は,図に示す全幅の側面をもつ簡単な形状に置き換
えてもよい。この場合の許容値は,少なくとも図に示す形状を使用して行う検査と同等とする。
工具の振れの許容値は,アーバ上で取り付けたときは,次による。
1) 外周の振れ:≦0.02
2) 端面の振れ:≦0.03
切削中に動かさない部品は,すべて固定する。
18
B 6203-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
参考文献
序文
この附属書は,参考文献について記載するものであって,規定の一部ではない。
[1] JIS B 6203-1 ひざ形フライス盤−精度検査−第1部:水平主軸をもつ機械
注記 対応国際規格:ISO 1701-1 : 2004,Test conditions for milling machines with table of variable
height−Testing of accuracy−Part 1 : Machines with horizontal spindle (MOD)
[2] JIS B 6225 ベッド形立てフライス盤−精度検査
注記 対応国際規格:ISO 1984-2 : 2001,Test conditions for manually controlled milling machines with
table of fixed height−Testing of the accuracy−Part 2 : Machines with vertical spindle (IDT)
[3] JIS B 6226 ベッド形横フライス盤−精度検査
注記 対応国際規格:ISO 1984-1 : 2001,Test conditions for manually controlled milling machines with
table of fixed height−Testing of the accuracy−Part 1 : Machines with horizontal spindle (IDT)
[4] JIS B 6310 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
注記 対応国際規格:ISO 841 : 2001,Industrial automation systems and integration−Numerical control
of machines−Coordinate system and motion nomenclature (IDT)
19
B 6203-2:2007
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS B 6203-2 : 2007 ひざ形フライス盤−精度検査−第2部:垂直主軸をもつ機械
ISO 1701-2 : 2004,Test conditions for milling machines with table of variable height−
Testing of accuracy−Part 2 : Machines with vertical spindle
(Ⅰ) JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
3 機械各部及び座
標軸の名称並びに
加工方法
3.1 機械各部及び
座標軸の名称
−
JIS B 0172
及び表1
3.1 機械各部及
び座標軸の名称
3.3 機械の分類
図1,2及び表1,2
図1の機種と図2
の機種との分類
を規定
変更
削除
ISO規格にある図1及び表1を
まとめ,JISでは表1とした。
図2及び表2は,JISでは削除
した。
JISでは3.3は削除した。
図2及び表2の機種は,国内で生産
されてなく,使用もあまりされてい
ないためJISには不要と判断した。
図2及び表2を削除したことによっ
て,JISには分類の規定は不要とな
った。
5 静的精度検査
G2測定方法図
G3測定方法図
G8測定器
1図掲載
測定器7
種を規定
G2測定方法図
−
G8測定器
a) 及びb) の2図
を掲載
−
測定器6種を規
定
削除
追加
追加
ISO規格ではa) 及びb) の二
つの図があるが,a) の図を削
除した。
基準用を説明として追加した。
直角定盤を追加した。
a) の図は明らかな間違いがあり,
検査内容はb) だけで十分理解でき
るため,JISでは不要と判断した。
ISOでは図に記載されている直角
定盤が抜けている。
JISと国際規格との対応の程度の全体評価:ISO1701-2 : 2004 : MOD
2
B
6
2
0
3
-2
:
2
0
0
7
2
B
6
2
0
3
-2
:
2
0
0
7
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
B 6203-2:2007
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
B
6
2
0
3
-2
:
2
0
0
7
2
B
6
2
0
3
-2
:
2
0
0
7
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。