B 6196:2006 (ISO 230-6:2002)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本工作機械工業会(JMTBA)/財団
法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業
標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 230-6:2002,Test code for machine
tools−Part 6: Determination of positioning accuracy on body and face diagonals(Diagonal displacement tests)を
基礎として用いた。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS B 6196には,次に示す附属書がある。
附属書A(参考)レーザ干渉測長器の設置手順
B 6196:2006 (ISO 230-6:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 一般事項 ························································································································ 4
4.1 測定単位 ······················································································································ 4
4.2 JIS B 6191及びJIS B 6192の参照 ······················································································ 4
4.3 実施する検査 ················································································································ 4
4.4 測定器 ························································································································· 4
4.5 検査していない直進軸の位置···························································································· 4
4.6 測定の不確かさ ············································································································· 4
5. 試験方法,試験事項及び設定方法 ······················································································· 5
5.1 試験方法 ······················································································································ 5
5.2 目標位置 ······················································································································ 5
5.3 測定 ···························································································································· 5
5.4 送り速度 ······················································································································ 5
5.5 設置手順 ······················································································································ 5
6. 結果の解析 ····················································································································· 5
7. 製造業者と使用者との協定事項 ·························································································· 6
8. 結果の表示 ····················································································································· 6
8.1 表示方法 ······················································································································ 6
8.2 評価事項 ······················································································································ 6
附属書A(参考)レーザ干渉測長器の設置手順 ·········································································· 8
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6196:2006
(ISO 230-6:2002)
工作機械−対角位置決め精度試験方法通則
Test code for machine tools−Determination of positioning accuracy on body
and face diagonals (Diagonal displacement tests)
序文 この規格は,2002年に第1版として発行されたISO 230-6,Test code for machine tools−Part 6:
Determination of positioning accuracy on body and face diagonals(Diagonal displacement tests)を翻訳し,技術
的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,X,Y及びZ軸の内の2軸又は3軸を同時制御することによって,数値制御
工作機械の加工空間内の直方体の対角線に沿って行う位置決めの精度試験(以下,対角位置決め精度試験
という。)について規定する。対角位置決め精度試験は,工作機械の空間性能を評価するために行う。
直方体の対角位置決め精度試験は,JIS B 6192に規定した機械の軸に平行な位置決め精度試験又はJIS
B 6194に規定した円運動精度試験を補完するためのものである。
対角位置決め精度試験は,受渡し目的のために適用するが,試験項目は,機械性能の保証のための比較
指標としても利用できる。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 230-6:2002,Test code for machine tools−Part 6: Determination of positioning accuracy on body
and face diagonals(Diagonal displacement tests)(IDT)
2. 引用規格 次に掲げる規格は,この規格に引用することによって,この規格の規定の一部を構成する。
これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 6191 工作機械−静的精度試験方法及び工作精度試験方法通則
備考 ISO 230-1:1996,Test code for machine tools−Part 1: Geometric accuracy of machines operating
under no-load or finishing conditionsからの引用事項は,この規格の該当事項と同等である。
JIS B 6192 工作機械−数値制御による位置決め精度試験方法通則
備考 ISO 230-2:1997,Test code for machine tools−Part 2: Determination of accuracy and repeatability
of positioning numerically controlled axesからの引用事項は,この規格の該当事項と同等であ
る。
JIS B 6193 工作機械−熱変形試験方法通則
備考 ISO 230-3:2001,Test code for machine tools−Part 3: Determination of thermal effectsが,この規
格と一致している。
2
B 6196:2006 (ISO 230-6:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 6194 工作機械−数値制御による円運動精度試験方法通則
備考 ISO 230-4:1996,Test code for machine tools−Part 4: Circular tests for numerically controlled
machine toolsが,この規格と一致している。
ISO/TR 16015:2003 Geometrical product specifications (GPS)−Systematic errors and contributions to
measurement uncertainty of length measurement due to thermal influences
3. 定義 この規格で用いる主な用語の定義は,次による。
3.1
作業空間(working volume) 加工に必要な直進軸の移動量で決まる体積(工具交換のような補助的
な動作のための移動量は,含まない。)。
3.2
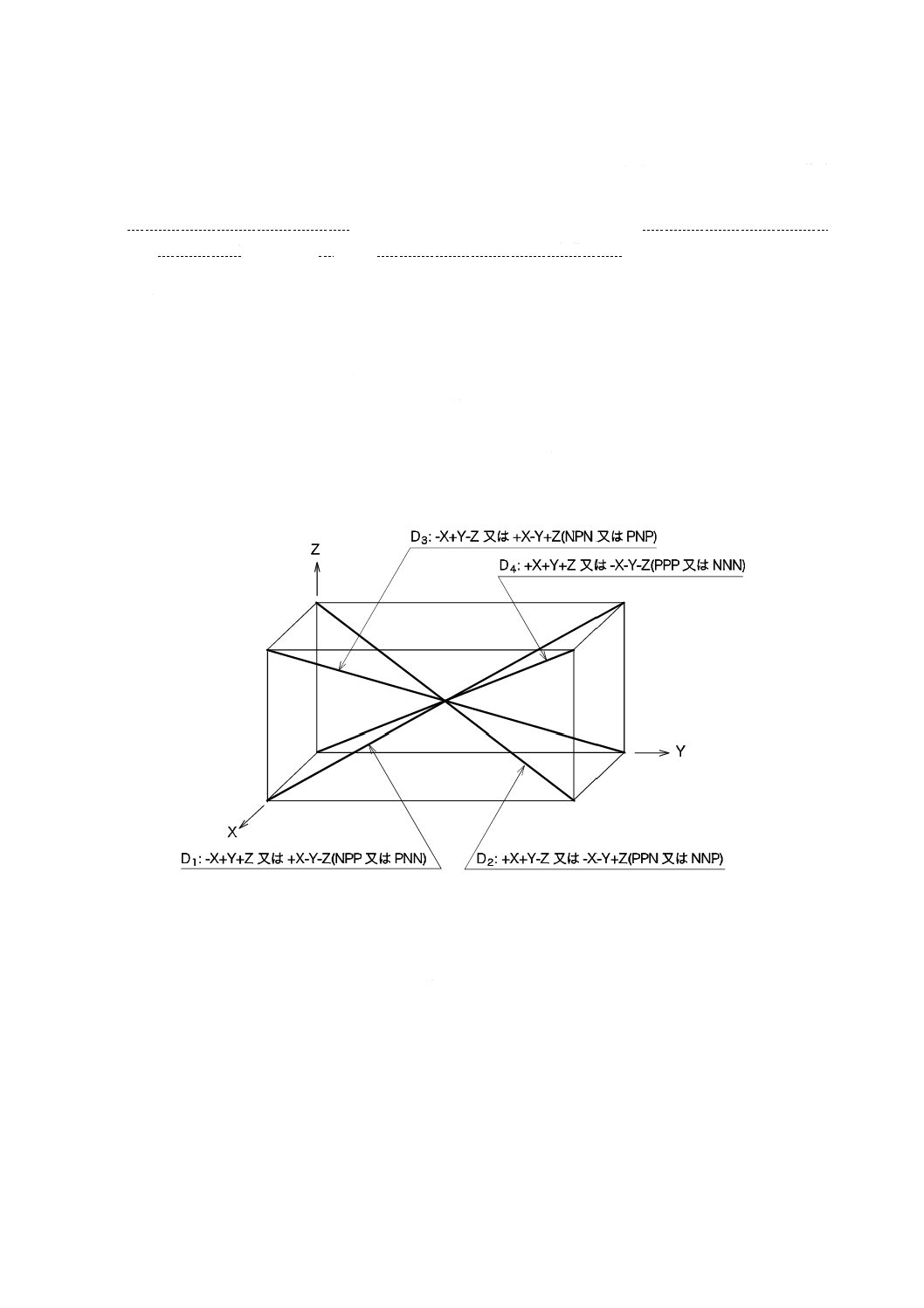
直方体の対角線(body diagonal),D 工作機械の作業空間における直方体の対角線(図1参照)。
備考1. 作業空間内に,4本の“直方体の対角線”を決定できる。
2. 使用者は,対角線の始点を使用してどの対角線であるかを区別してもよい。例えば,+X+Y
−Zは,+X+Y−Zから−X−Y+Zに向かう対角線である。また,NNPのように,X軸は
正(P),Y軸は負(N),Z軸は正(P)のように,移動の方向を示して区別してもよい。
図 1 直方体の四つの対角線
3.3
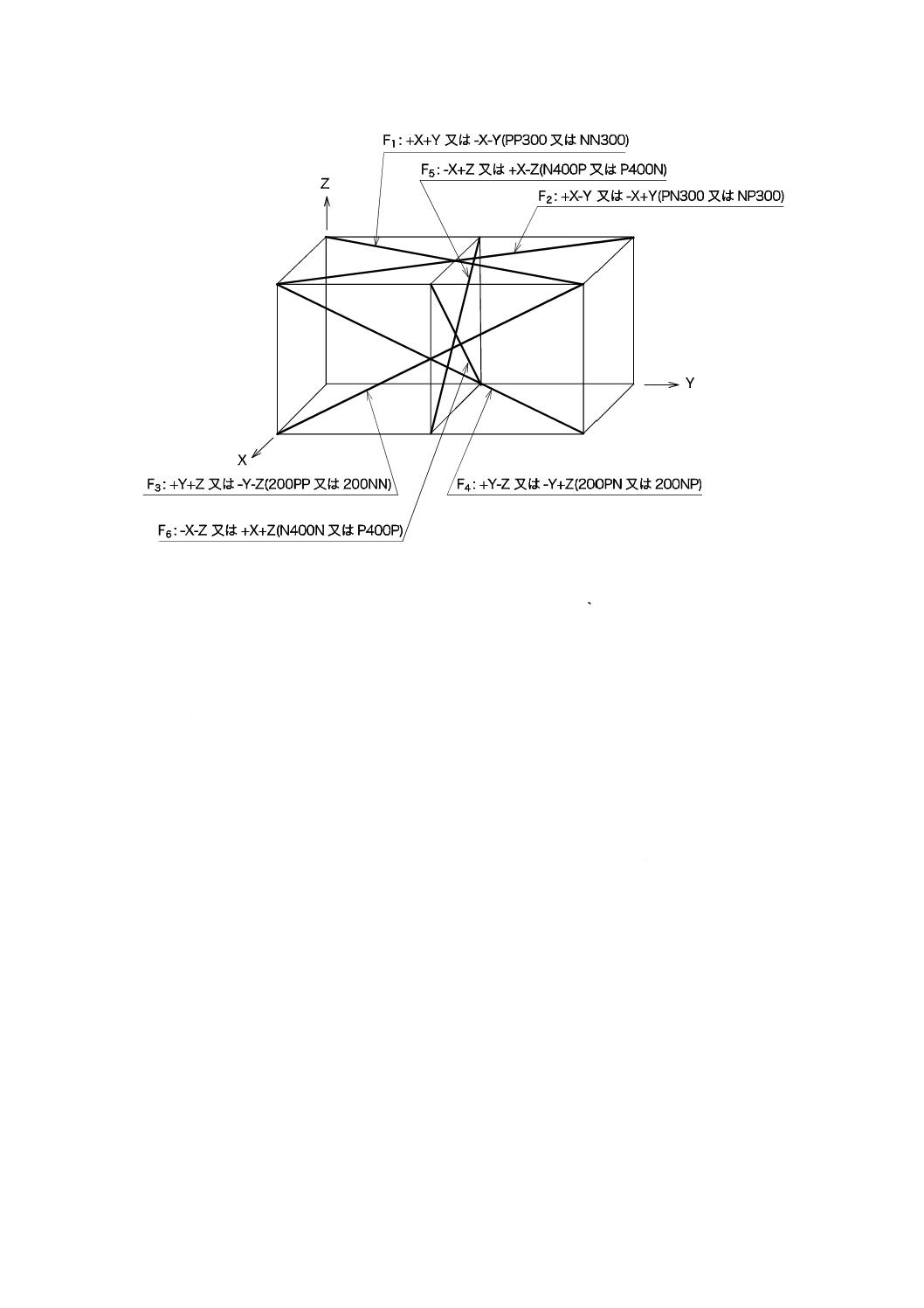
面の対角線(face diagonal),F 工作機械の作業空間における直方体の面の対角線(図2参照)。
備考1. 作業空間内に,面の対角線6本を決定できる。それぞれの対角線に対して,第3軸上の位置
を決定する必要がある。面の対角線を決定する面は,図2に示すように外側の面又は中央の
断面とするのが望ましい。
2. 面の対角線は,その始点で区別してよい。例えば,+X−Yは,+X−Yから+X+Yに向か
う線である。第3軸を定義するためには,+X−Y Z300のように表示して,Z=300の位置に
あるXY対角線を表してよい。別の方法として,NP又はNP300と表示し,Xが負(N),Y
が正(P),Zはなしというように移動方向の表示も可能である。
3. 面の対角線は,一般に図2に示すようにそれぞれの面内で交差する二つの対角線である。
3
B 6196:2006 (ISO 230-6:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 2 直方体の面の対角線
3.4
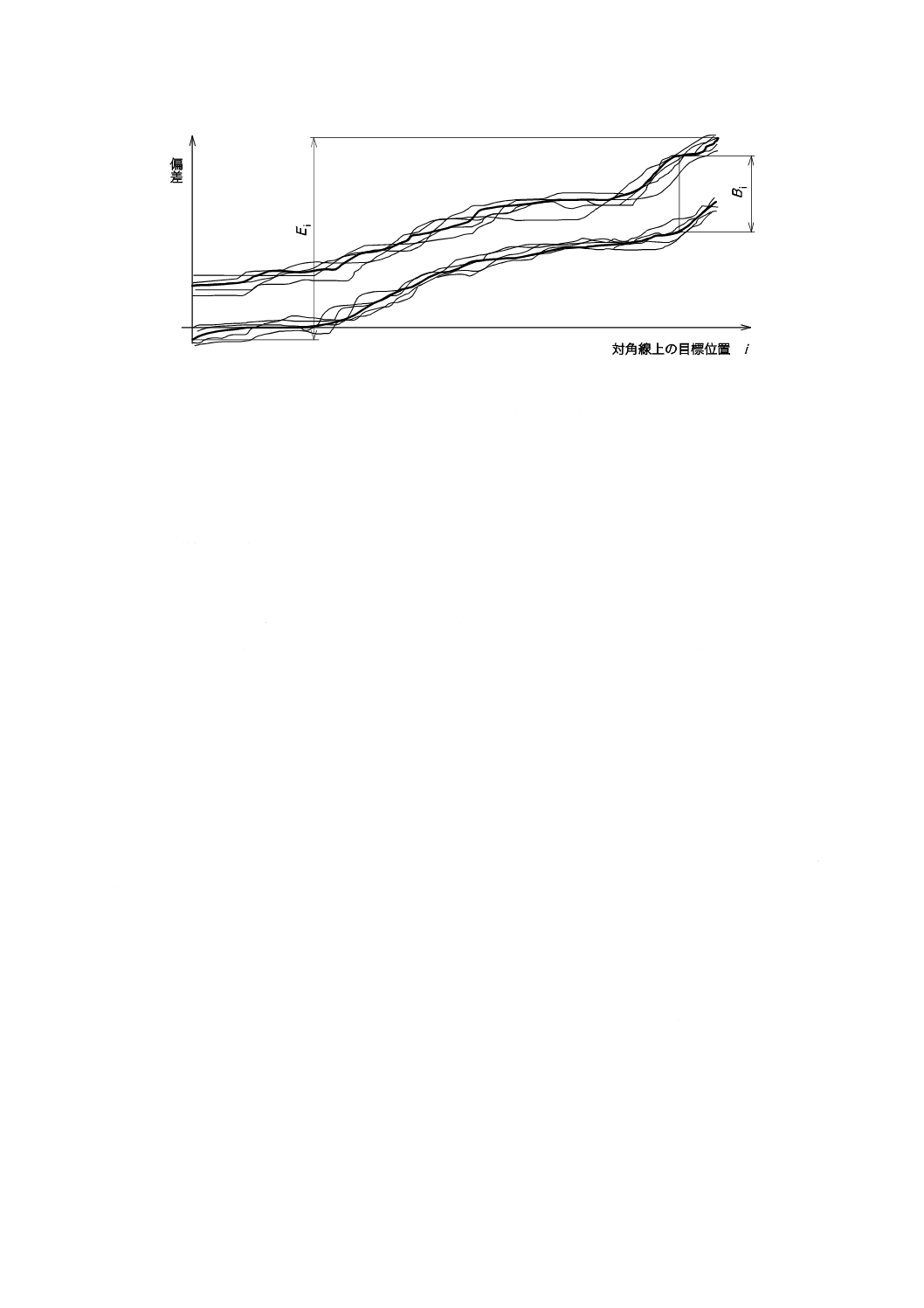
直方体の対角位置決めの系統偏差(diagonal systematic deviation of positioning),Ed 直方体の四つの
対角線上での位置決めの両方向系統偏差(JIS B 6192による。)E1,E2,E3及びE4の内の最大値(Eiの評
価は,図3参照)。
Ed=max.[E1,E2,E3,E4]
3.5
面の対角位置決めの系統偏差(diagonal systematic deviation of positioning in face diagonal),Eb(ab) 面
の二つの対角線における位置決めの両方向系統偏差(JIS B 6192による。),E1(ab)及びE2(ab)の内の最
大値。“ab”は,測定する座標平面を表す。
例 XY面内における面の対角線について
Ed(XY)=max.[E1(XY),E2(XY)]
3.6
直方体の対角反転値(diagonal reversal value),Bd 直方体の四つの対角線上の反転値B1,B2,B3及
びB4の内の最大値(Biの評価は,図3参照)。
Bd=max.[B1,B2,B3,B4]
4
B 6196:2006 (ISO 230-6:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 3 Ei及びBiの求め方
3.7
面の対角反転値(diagonal reversal value for face diagonal),Bd(ab) 面の二つの対角線上における反
転値(JIS B 6192による。)B1(ab)及びB2(ab)の内の最大値。ここに,abは測定する座標平面を表す。
3.8
空間性能(volumetric performance) 作業空間,又は製造業者と使用者との間で協定した作業空間よ
り小さな空間において,意図した機能を実行する工作機械の能力。より小さくした空間で行った試験事項
には,すべて“縮小空間(reduced volume)”と表示する。
例 Ed(縮小空間)=0.012 mm
4. 一般事項
4.1
測定単位 この規格では,長さ及び長さの偏差は,mmで表す。
4.2
JIS B 6191及びJIS B 6192の参照 この規格を適用するに当たって,特に試験前の機械の据付け,
運動部品の暖機運転及び測定器の推奨精度については,JIS B 6191を参照。
また,測定器の設定,結果の評価及び結果の表示については,JIS B 6192を参照。
4.3
実施する検査 機械を検査するときは,必ずしもこの規格に示されたすべての検査を行う必要はな
い。この検査が受渡しのために必要なとき,使用者は,製造業者との協定に基づいて関心のある機械の構
成要素及び/又は特性に関係する検査事項を選択してもよい。検査事項は,機械を発注するときに明確に
しなければならない。実施する検査事項の指定がなく,また,その検査に要する経費についての協定もな
い状態でこの規格をただ受取検査に引用するだけでは,受渡当事者間の拘束条件にはならない。
4.4
測定器 レーザ干渉測長器又は同等の精度をもつ他の測定器を使用してもよい(JIS B 6191の2.2参
照)。
4.5
検査していない直進軸の位置 試験していない直進軸上のスライド又は運動部品の位置は,試験報
告書に記載しなければならない。
4.6
測定の不確かさ 測定の不確かさの影響は,次による。
− 測定に使用する測定器の不確かさ
− 測定器の心出しの不確かさ(固定光路誤差,余弦誤差,JIS B 6191のA.13参照)
− 環境の影響,例えば温度の影響(JIS B 6193及びISO/TR 16015参照)
試験の合成測定不確かさは,許容値のある割合よりも大きくなければならない。許容できるその割合は,
製造業者と使用者との協定によることが望ましい。
5
B 6196:2006 (ISO 230-6:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 試験方法,試験事項及び設定方法
5.1
試験方法 試験方法は,直進軸に平行に位置決めしたときの位置を測定するのではなく,工作機械
の作業空間内の立方体の対角線に平行に位置決めしたときの位置を測定する点を除いて,JIS B 6192に規
定する直進軸の位置決め精度試験方法と同じである。
備考 縦横の軸の長さの比が大きな機械については,この対角変位試験は,機械の系統偏差に対して
鈍感になる。
測定は,作業空間の直方体の四つの対角線(図1参照)において行う。
2次元の機械,例えば旋盤については,直方体の対角線の代わりに面の対角線(図2参照)で行う。
また,工作機械の作業空間の面の対角線についても,必要に応じて,幾つか又は6面すべてについて,
製造業者と使用者との協定に基づいて行う。
5.2
目標位置 対角線の長さ1 mについて最小5点,又は1 m未満の場合には全長で最小5点の目標位
置を選ぶ。
P1及びP2が,測定器をセットしたときの対角線の終点である。対角線上での目標位置間の間隔をIdと
すると
P1=(X1,Y1,Z1)
P2=(X2,Y2,Z2)
対角線の長さ=D
D=P2−P1=(
)(
)(
)2
1
2
2
1
2
2
1
2
Z
Z
Y
Y
X
X
−
+
−
+
−
································· (1)
X方向の移動距離Xvは,
Xv=X2−X1
X方向の間隔Ixは,
Ix=D
Id Xv ················································································· (2)
Y及びZ方向の全移動距離及び間隔も同様に求める。NCプログラムの作成に当たっては,式 (2) に従
って3軸それぞれの間隔を決めるのが最もよい。終点P2と間隔Idとについては,数字の丸め誤差を許容す
るため,修正が必要な場合もある。
5.3
測定 測定は,標準試験サイクル(JIS B 6192の4.3参照)に従って,すべての目標位置で行う。各
目標位置で,それぞれの方向から5回測定する。
備考 2 000 mm以下の対角線は,2 000 mmを超える対角線と異なる扱いをしない。それは,系統偏差
E及び反転値Bを求める以外に,特に繰返し精度について計算するわけではないからである。
5.4
送り速度 位置決めするときの送り速度は,製造業者と使用者とで協定する。ただし,送り速度は
最高速度の20 %を超えてはならない。
5.5
設置手順 測定器は,作業空間の対角線上に近似的に設置する。始点と終点とは測定信号を得るた
めにジョグ送りコマンドを使って工作機械を運転して心出しする。工作機械はこの2点間において目標位
置にベクトル送り(直線補間送り)で位置決めするようにプログラムする。
レーザ干渉測定器の詳細な設置手順を,附属書Aに参考に示す。
6. 結果の解析 それぞれの対角線に対して得られたデータは,両方向系統偏差E及び反転値B求め方
(図3参照)を除いて,JIS B 6192に従って解析する。
6
B 6196:2006 (ISO 230-6:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 製造業者と使用者との協定事項 製造業者と使用者との協定すべき事項は,次による。
a) 測定前12時間及び測定中において,1時間当たりの環境温度こう配の最大値(JIS B 6192の3.1参照)
b) 測定器の配置及び温度センサの位置(関係する場合は)(JIS B 6192の4.3.1参照)
c) 機械を試験する前に行う暖機運転(JIS B 6192の3.3参照)
d) 目標位置間の送り速度
e) 試験していないスライド又は運動部品の位置
f)
各目標位置におけるドウェル時間
g) 最初と最後の目標位置
h) 試験の合成測定不確かさが超えてはならない許容値の割合
i)
関係する場合は,縮小した空間の大きさと位置
8. 結果の表示
8.1
表示方法 試験報告書には,各対角線の測定結果(E↑及びE↓)の図とともに,次の事項を記載し
て,表示するのが望ましい。
− 工作物保持部及び工具保持部に対する測定器の位置
− 機械部品上の温度センサの位置及び補正プログラムの種類
− 試験日
− 機械名称,形(横形又は立て形)及び座標移動距離
− 使用した測定器の一覧表,製造業者名,型式,製造番号を含む。
− 軸の位置決めに使った機械スケールの種類及び公称膨張差(NDE)補正に使った熱膨張係数(例えば,
Z軸用のボールねじ及び回転レゾルバ,並びにX及びY軸用のガラス製スケール)
− 試験中の軸の名称
− 送り速度及び各目標位置でのドウェル時間
− 最初及び最後の目標位置(P1及びP2)及び対角線上の位置決め間隔(Id)
− 機械の試験に先立って行う暖機運転(サイクル数又はアイドリング時間及び送り速度)
− 機械スケール及び工作物を代表する機械の関係する部品に取り付けた検出器の温度,少なくとも試験
の開始時と終了時
− 室温,及び関係する場合には,試験の開始時と終了時での大気圧及び湿度
− 組込形の補正プログラムの試験中での使用の有無
− 適用できる場合には,空気又は油シャワーの使用
− 試験の合成測定不確かさ
− 関係する場合には,縮小した空間の大きさと位置
8.2
評価事項 次の評価事項は,数値で表す。
a) 直方体の対角線について
− 位置決めの両方向系統偏差:E1,E2,E3及びE4
− 反転値:B1,B2,B3及びB4
− 直方体の対角位置決めの系統偏差:Ed
− 直方体の対角反転値:Bd
b) 面の対角線について
− 位置決めの両方向系統偏差:E1(ab)及びE2(ab)
7
B 6196:2006 (ISO 230-6:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 反転値:B1(ab)及びB2(ab)
− 直方体の対角位置決めの系統偏差:Ed(ab)
− 面の対角反転値:Bd(ab)
8
B 6196:2006 (ISO 230-6:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)レーザ干渉測長器の設置手順
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
A.1 一般 この附属書は,対角位置決め精度試験におけるレーザ干渉測長器の詳細な設置手順について示
す。
A.2 手順 まず,ステアリングミラーがテーブルのコーナにくるように,レーザヘッド,干渉計及びステ
アリングミラーは,テーブル上に定置し,反射鏡は,主軸に取り付ける(作業空間がテーブルの範囲を超
える場合には,取付けジグを必要とするかもしれない。)。偏光式の測長器の場合は,調整式ミラーを,遠
い側の干渉計と主軸に取り付けた反射鏡との間に置くのが最もよい。干渉計は,距離による誤差(dead path
error)を最小にするために,調整式ミラーの極力近くに置くべきである。調整式ミラーは,光軸軌跡のピ
ッチ又はヨーのいずれかの調整に使うべきで,同時にこの二つの調整を行ってはならない。これは,レー
ザ光線の偏光を妨げないためである。反射鏡は,主軸軸線のロールに対する感度を鈍くするために,主軸
中心線に取り付け,主軸を固定する。主軸を固定できない場合には,主軸ブラケットを使うのが望ましい。
横形の機械では,主軸頭が光束と干渉しないように,反射鏡を主軸頭から離して置く必要がある場合があ
る。実際には,材料の温度センサを使用して,結果を20 ℃での状態に換算する必要がある。センサは,
工作物保持部の中央に置く。
次に,レーザ光軸が作業領域の直方体の対角線をほぼ通るようにステアリングミラーの角度を調整する。
反射鏡を取り付けた主軸を,測定する直方体の対角線の終端に対して適切な位置まで移動させておおよ
その心出しをするために,ステアリングミラーと一緒に光軸を調整する。この段階で,光軸がステアリン
グミラー面上に戻りの光軸のために十分な余裕がとれるように往路の光軸をステアリングミラー上に位置
合わせできていることを確認する。
次に,反射鏡を取り付けた主軸をステアリングミラーのすぐ近くまで移動させて,ジョグ送りコマンド
を使って,正確に光軸の心出しができるように機械を位置決めし,その位置を記録する。ここで,測定し
ようとする直方体の対角線に平行に最も遠い位置にまで機械を移動し,ジョグコマンドを使用して,戻り
の光束が正しく得られるように位置決めを行う。最もよい結果を得るためには,その位置は,最も望まし
い位置から6 mm以内の範囲である。その位置を記録する。
最後に,データを収集するために,始点と終点との間で,求めた間隔で,指定された回数往復させて,
また,位置決めの向きを変えるときの時間も加えて,これらの2点間で,直線補間送り(ベクトル送り)
するようにプログラムする。対角線に平行な送り運動においては,一定の移動間隔で繰り返して測定を行
う場合には,数値を丸めたために発生する累積誤差を含まないようにプログラムする必要がある。