B6195:2003(ISO 230-5:2000)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が制定した日
本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 230-5:2000,Test code for machine
tools - Determination of the noise emissionを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権又は出願公開後の実
用新案登録出願に抵触する可能性があることに注意を喚起する。主務大臣及び日本工業標準調査会は,こ
のような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出
願に係る確認について,責任はもたない。
JIS B 6195には,次に示す附属書がある。
附属書A(規定)測定表面上のマイクロホンの配列
附属書B(規定)等価吸音面積Aの決定
附属書C(参考)騒音の衝撃性の判定指針
附属書D(参考)記録例
附属書E(参考)工作機械及び周辺装置の騒音放射表示例
B6195:2003(ISO 230-5:2000)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 2
3. 定義及び記号 ·················································································································· 3
4. 測定器 ··························································································································· 5
5. 試験する機械の据付け及び運転 ·························································································· 6
6. 測定の順序 ····················································································································· 7
7. 測定の不確かさ ··············································································································· 8
8. 記録すべき情報 ··············································································································· 8
9. 報告すべき情報 ··············································································································· 9
10. 騒音放射値の表示及び証明 ······························································································ 9
11. 作業位置及び他の指定位置での放射音圧レベルの決定 ·························································· 10
12. 工作機械から放射される音響パワーレベルの決定方法 ·························································· 13
附属書A(規定)測定表面上のマイクロホンの配列 ··································································· 16
附属書B(規定)等価吸音面積Aの決定 ·················································································· 19
附属書C(参考)騒音の衝撃性の判定指針 ··············································································· 20
附属書D(参考)記録例 ······································································································· 21
附属書E(参考)工作機械及び周辺装置の騒音放射表示例 ··························································· 23
参考文献 ···························································································································· 24
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
B 6195:2003
(ISO 230-5:2000)
工作機械 − 騒音放射試験方法通則
Test code for machine tools - Determination of the noise emission
序文 この規格は,2000年に第1版として発行されたISO 230-5:2000,Test code for machine tools -
Determination of the noise emissionを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日
本工業規格である。
1. 適用範囲
1.1
一般 この規格は,工場の床に据え付けられた工作機械及びその床に直接置かれた附属品の騒音試
験方法について規定する。試験の目的は,工作機械の騒音放射データを得ることである。
得られたデータは,ISO 4871に規定されている工作機械からの空気伝搬騒音放射の表示及び証明にも使
うことができ,また,決められた環境条件,標準化された据付け及び運転条件のもとで,工作機械の機種
又は附属装置ごとの性能比較にも使うことができる。
この規格でいう附属装置とは,油圧ユニット,切りくず搬送装置,冷却油噴霧発生器,熱交換器,冷却
器などである。複数台の工作機械に接続する集中運転形の附属装置から放射される騒音は,暗騒音として
取り扱う。
この規格では,試験する工作機械の据付け及び運転,並びに作業位置及びそれ以外の指定位置に対応す
るマイクロホンの位置について一般的な規定をする。より詳細な規定は,工作機械の機種別騒音検査規格
による。
この規格の11.では,工作機械近傍にある作業位置及びそれ以外の指定位置での放射音圧レベルの測定方
法について規定する。この測定方法は,JIS Z 8737-2及びISO 11204による。
この規格の12.では,工作機械を囲む測定表面上での音圧レベルの測定方法及び工作機械の発生する音響
パワーレベルの計算方法について規定する。これらの方法は,JIS Z 8733及びISO 3746による。
音響インテンシティ法(JIS Z 8736-1及びJIS Z 8736-2)による音響パワーレベルの求め方については,こ
の規格では扱わない。
1.2
騒音及び騒音源の種類 この規格で規定する方法は,工作機械から放射されるすべての種類の騒音
測定に適している。
この規格は,装置,部品,ユニットを含み,どのような種類及び大きさの工作機械にも適用できる。
備考 この規格に基づく測定は,トランスファラインのような非常に長い機械又は背の高い機械には
適用できない。
1.3
試験環境 この規格に基づいて行う測定に適用できる試験環境は,一般に,一つ以上の反射面の存
在する部屋であって,この規格の11.4.2及び12.3.2に規定した条件に適合する部屋である。
2
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.4
精度クラス 固定位置での放射音圧レベルの個々の値及びこの規格に規定されている方法に従って
測定した音響パワーレベルの個々の値は,それぞれの測定の不確かさの範囲だけ真の値と異なるかも知れ
ない。放射音圧レベルの測定及び音響パワーレベルの算出における不確かさは,結果に影響を及ぼす幾つ
かの因子,すなわち,その因子の幾つかは,試験を行う場所の環境条件と関係し,その他は,測定技術と
も関係して生じている。この規格では,精度クラス2(実用測定方法)及び精度クラス3(簡易測定方法)
に適合する場所で,放射音圧レベル及び放射音響パワーレベルを測定する方法について扱う。より精度が
高いという理由から,できるかぎりクラス2を達成するのが望ましい。測定の不確かさに関する情報は,
7.に示す。
精度クラス2(実用測定方法)が望ましいが,精度クラス3(簡易測定方法)も騒音表示及びその他の目
的に使用できる。この規格においては,クラス3の求め方については完全に記述してある。クラス2につ
いては,JIS Z 8733及びISO 11204も用いる。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 230-5:2000,Test code for machine tools - Determination of the noise emission (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 8733 音響−音圧法による騒音源の音響パワーレベルの測定方法−反射面上の準自由音場にお
ける実用測定方法
備考 ISO 3744:1994,Acoustics − Determination of sound power levels of noise sources using sound
pressure − Engineering method in an essentially free field over a reflecting planeからの引用事項
は, この規格の該当事項と同等である。
JIS Z 8737-2 音響−作業位置及び他の指定位置における機械騒音の放射音圧レベルの測定方法−第
2部:現場における簡易測定方法
備考 ISO 11202:1995, Acoustics − Noise emitted by machinery and equipment − Measurement of
emission sound pressure levels at a work station and at other specified positions − Survey method
in situ.が, この規格と一致している。
JIS Z 8739 音響−音響パワーレベル算出に使用される基準音源の性能及び校正に対する要求事項
備考 ISO 6926:1990, Acoustics − Determination of sound power levels of noise sources−
Requirements for the performance and calibration of sound sourcesが, この規格と一致している。
ISO 354:1985,Acoustics − Measurement of sound absorption in a reverberation room
ISO 3746:1995,Acoustics − Determination of sound power levels of noise sources using sound pressure −
Survey method using an enveloping measurement surface over a reflecting plane.
ISO 4871:1996,Acoustics − Declaration and verification of noise emission values of machinery and
equipment.
ISO 7960:1995,Airborne noise emitted by machine tools ‒ Operating conditions for woodworking machines.
ISO 8500,Airborne noise emitted by machine tools ‒Operating conditions for mechanical presses up to
2500kN.
ISO 8525,Airborne noise emitted by machine tools ‒Operating conditions for metal cutting machine tools.
3
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 11200:1995,Acoustics − Noise emitted by machinery and equipment − Guidelines for the use of basic
standards for the determination of emission sound pressure levels at a work station and at other specified
positions
ISO 11204:1995,Acoustics − Noise emitted by machinery and equipment − Measurement of emission
sound pressure levels at a work station and at other specified positions − Method requiring
environmental corrections.
IEC 60651:1979,Sound level meters, and Amendment 1:1993 and Amendment 2:2000
IEC 60804:2000,Integrating-averaging sound level meters
IEC 60942:1997,Acoustics − Sound calibrators
3. 定義及び記号 この規格で用いる主な用語の定義及び記号は,次による。
備考1. 次の定義及びこの規格で使用する式で,ダッシュ(´)を付けた記号(例えば,L´pなど)
は,補正なしの測定値を示す。
2. より詳細な定義は,工作機械の機種別及び関係する附属装置の騒音検査規格による。
3.1
放射(emission) 規定された運転条件及び据付け条件下で,既知の騒音源(例えば,試験中の機械)
から放射される空気伝搬音。
備考 騒音放射表示が,製品銘板及び/又は製品仕様書に記述されることがある。基本的な騒音放射
量として,音源自体の音響パワーレベル並びに音源近傍の作業位置及び/又は他の指定位置(あ
れば)での放射音圧レベルを表示する。
3.2
放射音圧(emission sound pressure)p 一つの音源が,一つの反射面上(例えば,床)で,規定さ
れた運転条件及び据付け条件で動いているときの音源近傍の指定位置での音圧。ただし,暗騒音の影響及
び試験のために認められた一つ以上の平面以外からの反射の影響は,除く。
備考 放射音圧の単位は,Paで表す。
3.3
放射音圧レベル(emission sound pressure level),Lp IEC 60651に定義されたものから選んだ特定
の時間特性及び特定の周波数特性で測定された基準音圧の2乗P02に対する放射音圧の2乗p2(t)の比の底
を10とする常用対数を10倍したもの。
2
0
2)
(
log
10
p
t
p
Lp=
··································································· (1)
備考 放射音圧レベルは,指定位置で決定し,単位は,dBで表す。基準音圧は,20 μPaである。
3.3.1
時間平均放射音圧レベル(time-averaged emission sound pressure level),LpeqT 測定時間Tの間で,
時間とともに変動すると考えられる音と同じ平均2乗音圧をもつ連続定常音の放射音圧レベル。
備考1. 時間平均放射音圧レベルは,dBで表し,次の式による。
=
∫T
T
p
dt
p
t
p
T
L
0
2
0
2
eq
)
(
1
log
10
dB ·············································· (2)
=
∫T
t
Lpdt
T0
)
(
1.0
10
1
log
10
dB
2.
T
p
Leq は,IEC 60804の条件を満たす測定器で測定する。
3. A特性時間平均放射音圧レベルは,LpAeqTで表すが,通常は,LpAで表す。
4. 一般に,添え字eqとTとは,時間平均放射音圧レベルを,所定の測定時間について測定する
4
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
必要があるために,省略する。
5. 式(2)は,JIS Z 8731及びISO 1999において定義されているよく知られたISO環境騒音の用
語“等価連続音圧レベル”とは同一である。しかし,上で定義された放射量は,試験をしてい
る機械から放射された騒音を特徴付けるために使われ,管理された音響環境と同様に,標準
化された測定及び運転条件が測定に使われることを前提としている。
3.3.2
C特性ピーク放射音圧レベル(C-weighted peak emission sound pressure level),LpC,peak 1運転サ
イクルについて求めたC特性放射音圧の絶対値の最大値を20 μPaを基準としてレベル化した値。
備考 C特性ピーク放射音圧レベルは,dBで表す。
3.3.3
単発放射音圧レベル(single-event emission sound pressure level),Lp,1s T0=1 sで正規化された指定時
間T(又は指定された測定時間T)における単発事象の平均された放射音圧レベル。
備考1. 単発放射音圧レベルは,dBで表し,次式による。
=
∫
dt
p
t
p
T
L
T
p
0
2
0
2
0
s
1,
)
(
1
log
10
dB ·································································· (3)
2. 式(3)
0
eq
log
10
T
T
L
T
p
+
=
dBは,よく知られているISO環境騒音の用語“音響暴露レベル”と
同一である。しかし,上で定義された放射量は,音源を特徴付けるために使われ,管理され
た音響環境が測定に使われることを前提としている。
3.4
音圧レベル(sound pressure level), Lʼp 補正(K1A, K2A, K3A)なしに,任意の位置で測定したレベルで,
ダッシュを付けて表す。
3.5
反射面上の自由音場(free field over a reflecting plane) 試験する機械を設置した無限に広い剛体平面
上の半空間にある均質で等方性の媒体中における音場。
3.6
作業位置(work station),作業者位置(operatorʼs position) 試験する機械近傍の位置で作業者のため
の位置。
3.7
作業者(operator) 機械の近傍の作業位置にいて,その機械を使って作業している人。
3.8
指定位置(specified position) 限定はしないが,作業者位置を含み,機械との関係で定義された位
置。
備考1. この位置は,関係する騒音検査コードがあれば,それに規定されているように,一つの固定
点若しくは一つの経路に沿った一組の点,又は機械から指定された距離だけ離れた面上の一
組の点である。
2. 作業位置近傍の位置又は無人運転機械近傍の位置は,“見学者位置”と定義する。
3.9
運転時間(operational period) 試験する機械が規定の工程を完了するまでの時間(例えば,穴あ
けをし,次に工具交換したあと,中ぐりをするときのマシニングセンタ)。
3.10 運転サイクル(operational cycle) 試験している機械が完全な作業サイクルを実行している間に発
生している運転時間の一連のサイクル。
備考 各運転時間は,運転サイクル中に一度だけ発生するか又は繰り返して発生する工程と関係して
いる(例えば,穴あけ,工具交換及び中ぐりをしているときのマシニングセンタ)。
3.11 測定時間(measurement time interval) 放射音圧レベルが測定されるか又は最大放射音圧レベルが
探査されている間の時間,複数の運転時間,若しくは運転サイクル。
3.12 時刻歴(time history) 運転サイクル内の一つ以上の運転時間の間に得られる時間の関数としての
放射音圧レベルの連続記録。
5
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.13 暗騒音(background noise) 試験している機械以外のすべての音源からの騒音。
備考1. 暗騒音は,A特性音圧レベルL”pAとして測定し,dBで表す。
2. 暗騒音には,空気伝搬音,構造振動及び測定器の電気雑音の影響が含まれることがある。
3.14 暗騒音補正値(background noise correction)K1 運転している機械を試験したときに得られたA特
性音圧レベルL′pAと指定位置での暗騒音のA特性音圧レベルL″pAとの差ΔLAが,規定した値(11.4.2.1,
11.4.2.2,12.3.2.1及び12.3.2.2参照)未満のときに必要な放射音圧レベルの補正値。
3.15 環境補正値(environmental correction),K2 面上音圧レベルへの反射音又は吸音による影響を考慮す
る補正値(指標)。
備考 K2は,周波数に依存し,その単位は,dBで表す。A特性の場合の補正は,K2Aで示す。
3.16 局所環境補正値(local environmental correction),K3 試験している機械の指定位置(例えば,作業
位置)での放射音圧レベルの反射音の影響を考慮するための補正値。
備考 K3は,周波数及び位置に依存し,その単位は,dBで表す。A特性の場合の補正は,K3Aで示す。
3.17 基準直方体(reference box) 一つ以上の反射面上にある音源を囲む最小の仮想の直方体。
3.18 測定表面(measurement surface) 測定点が配置される音源を囲む面積Sの仮想表面。
備考 の測定表面は,一つ以上の反射面の境界である。すなわち,反射面は,測定表面の面積に含ま
れない。
3.19 面上音圧レベル(surface sound pressure level),pf
L 暗騒音補正及び環境補正K2を行った測定表面
上のすべてのマイクロホン位置での時間平均音圧レベルのエネルギ平均。
備考 面上音圧レベルは,dBで表す。
3.20 音響パワー(sound power),W 空気伝搬音響エネルギが音源から放射される単位時間当たりの出力。
備考 音響パワーの単位は,W(ワット)で表す。
3.21 音響パワーレベル(sound power level),LW 試験している機械の音源から放射される音響パワーの
基準音響パワーに対する常用対数の10倍。
備考1. 音響パワーレベルは,dBで表す。基準音響パワーは,1 pW(10-12 W)である。
2. 周波数による重み付け又は使用した周波数帯域の幅を示さなければならない。
3. 例えば,A特性音響パワーレベルは,LWAで表す。
3.22 対象とする周波数範囲(frequency range of interest) 一般的な目的のために,対象とする周波数範
囲は,125 Hzから8000 Hzまでの中心周波数をもつオクターブバンドを含む。
3.23 測定距離(measurement distance),d 基準直方体から直方体形状の測定表面までの距離。
備考 測定距離の単位は,mで表す。
4. 測定器
4.1
一般 マイクロホン及びコードを含む測定システムは,IEC 60651に規定されているタイプ1の測定
器の条件,又は積分平均騒音計の場合には,IEC 60804に規定されているタイプ1の測定器の条件を満た
さなければならない。
これができない場合には,クラス3(簡易測定方法)の精度に適合する試験結果の得られるタイプ2の測定
器を使用してもよい。
4.2
校正 一連の測定の前後に,対象とする周波数範囲のうち,一つ以上の周波数で完全な測定システ
ムの校正を証明するために,IEC 60942において規定されているクラス1音響校正器をマイクロホンに適
用しなければならない。
6
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
IEC 60942の条件の付いた音響校正器の適合性は,1年に一度証明されなければならない。IEC 60651(又
は,積分平均システムの場合には,IEC 60804)の条件の付いた測定システムの適合性は,適切な測定標
準を使った校正を行う実験室で少なくとも2年ごとに証明されなければならない。
関係する規格に従った適合性の最終証明の日付を記録しなければならない。
4.3
環境条件の影響 測定に使用するマイクロホンに悪影響を及ぼす環境条件(例えば,強力な電場又
は磁場,風,試験している機械からの空気もれによる衝突音,低温又は高温など)は,マイクロホンの適
切な選択又は配置によって避けなければならない。悪影響を及ぼす環境条件に関しては測定器の製造業者
の指示に従わなければならない。
5. 試験する機械の据付け及び運転
5.1
一般 試験する機械の据付け及び運転の方法は,騒音放射に重大な影響を及ぼす。ここでは,試験
する機械の据付け及び運転条件による騒音放射の変動を最小に抑える条件について規定する。試験する機
械の属している機種ごとに騒音検査規格があれば,その規格に従わなければならない。
試験している機械と同一の据付け及び運転条件を,放射音圧レベル及び音響パワーレベルの算出並びに
表示に使わなければならない。
この規格の5.及び他の箇条で引用されている代表的な騒音試験規格は,次のとおりである。
−ISO 7960:木工機械
−ISO 8500:鍛圧機械
−ISO 8525:工作機械
5.2
機械の配置 できれば,試験している機械は,通常使用する据付けと同じように,反射面を考慮し
て据え付ける。しかし,大形プレス,大形中ぐり盤,大形プレスブレーキなどの大形の機械は,製造業者
の組立工場の大きなピットの中又は床面上で組み立てられることが多いように,使用者の工場に最終的に
据え付ける状態と比べて反射面の高さが異なる。
試験環境内で機械の配置を選べる場合には,測定表面が,12.2.1の条件に従って試験する機械を囲い込
むのに十分な空間がなければならない。
5.3
機械の据付け 多くの場合に,試験している機械の騒音放射は,その機械の支持又は固定条件に依
存する。その工作機械に固有の据付け条件がある場合には,できればその条件を使って測定しなければな
らない。
固有の据付け条件がない又はあっても試験に使えない場合には,試験に使用した固定方法が原因で発生
した機械の音響放射の変化を回避するように注意しなければならない。機械を固定する構造物からの音の
放射を減らす手段を講じなければならない。
5.4
附属装置 試験する機械に接続されている電気の導管,配管又は空気ダクトから,試験環境に大き
な音響エネルギを放射しないことを保証するように注意しなければならない。
機械と一緒に供給された附属装置は,できれば基準直方体に含め,試験報告書にその運転条件を記載し
なければならない。
試験する機械の運転に必要な附属装置が機械と一緒に供給されない場合には,試験環境外に置かなけれ
ばならない。
7
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
試験中の機械の運転 試験する機械の属している機種別規格があれば,騒音測定中,該当する騒音
検査規格に規定された運転条件を使わなければならない。機種別検査規格がないときには,可能であれば,
試験する機械は,通常使用する代表的な方法で運転しなければならない。そのような場合には,次の運転
条件から,一つ又は二つの条件を選ばなければならない。
a) 規定の作業サイクルを伴った運転条件下にある機械(例えば,特殊工作機械,トランスファーマシン)
b) 規定された運転条件下にある機械(負荷をかける,アイドリングする及び/又は指定されたサイクル
で)
機械の騒音対策は,どのような運転条件の組合せについても決めることができる(例えば,負荷,温度,
速度など)。これらの試験条件は,前もって選び,試験中は一定に保たなければならない。試験する機械は,
騒音測定を行う前に必要な運転状態になければならない。
騒音放射が加工する材料の種類又は使用する工具の種類のような2次的な要因に依存する場合には,こ
れらの要因は,騒音検査規格があれば,その機種ごとの検査規格の中から見つけなければならない。その
規格がなければ,適用できるかぎり,代表的な運転条件になるように,また,これらの要因の影響が最小
の変動になるように選ばなければならない。
特殊な目的のために,同一機種の工作機械の騒音放射に高い再現性があり,機種ごとに最も共通性があ
って,かつ,代表的な運転条件が含まれるような方法で一つ以上の運転条件を決めるのが適切である。こ
れらの運転条件は,あれば,機種別騒音検査規格の中から見つけなければならない。
油圧又は電磁ブレーキの使用に関係するような運転条件は,この規格では考慮していない。
適切であれば,複数の異なる運転に対する結果を導くために,それら一つ一つ異なる所要時間を考慮し
た上で,エネルギ平均することによって,複数の独立した運転条件に対する結果を一つにまとめなければ
ならない。
騒音測定中の工作機械の運転条件は,検査報告書に完全に記載しなければならない。
6. 測定の順序 11.2及び12.2.2に示すように,各マイクロホン位置で,A特性音圧レベル及びC特性ピ
ーク音圧レベルの読みをとる。その音圧レベルは,機械の運転の代表的な運転周期について測定しなけれ
ばならない。
次を求める。
a) 試験している機械の運転中のA特性音圧レベル,LʼpA
b) 暗騒音のA特性音圧レベル,L”pA
c) 11.2(11.の目的のためだけに)に規定する位置でのC特性ピーク音圧レベル,LpC,peak
測定時間は,工作機械又は附属装置の機種別規格に規定されていなければ,少なくとも30 sとする。
完全に分離された単発音を測定する場合(例えば,パワープレスの場合)には,単発放射音圧レベル,
Lp,1sを求める。
時間とともに変動する騒音については,測定の目的に応じて安定した時間平均値を得るために測定時間
を注意して指定することが重要である。異なる騒音レベルの運転モードをもった機械については,それぞ
れのモードについて,適切な測定時間を選び,検査報告書にそれを記載する。
8
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 測定の不確かさ 測定の不確かさ(K)は,再現性の標準偏差に関係する(ISO 4871:1996の附属書A
参照)。JIS Z 8733及びISO 3746に従って音響パワーレベルを決定し,JIS Z 8737-2, ISO 11200及び ISO
11204に従って作業位置での放射音圧レベルを算出するために,再現性の標準偏差の最大値が(運動条件
の変動を除いて)実用測定方法(クラス2)及び簡易測定方法(クラス3)に対してそれぞれ与えられる。
しかし,再現性の標準偏差は,かなり小さく,この規格が適用可能な工作機械及び附属装置の種類によっ
て大きく変化する。
工作機械機種別の再現性の標準偏差及び不確かさ(K)に関する情報は,関係する騒音検査規格の中に
規定するのが望ましい。
この規格の11.及び12.に規定する方法は,例えば,環境条件,暗騒音,測定表面へのマイクロホンの配
列に関係するクラス2(実用測定方法)及びクラス3(簡易測定方法)の精度を与える。該当する騒音試験
規格に,情報がなにもなければ,不確かさ(K)は,10.2による。
8. 記録すべき情報
8.1
試験データ
a) 測定を行った場所及び日付
b) 試験の責任者
8.2
試験される機械 機械の記録は,次による。
−種類
−技術データ
−寸法
−製造業者
−機械の製造番号
−製造年
8.3
試験条件
a) 運転条件,及び関係すれば,運転周期及びサイクルの詳細な定量的記述
b) 据付け条件
c) 試験環境における機械の設置場所
d) 試験した機械に複数の音源があれれば,測定中に運転されている音源の記述
8.4
音響環境 試験が室内で行われる場合には,
a) 壁,天井及び床の物理的な処理の記述
b) 試験している機械の設置場所を示す略図及び室内の内容
c) 11.4.3及び関係する場合には12.3.3に従った部屋の音響証明
8.5
測定器
a) 測定に使用した測定器,名称,種類,製造番号及び製造業者
b) 測定システムの校正適用した方法;日付,場所及び校正結果は記録する。
c) ウインドスクリーンの特性(あれば)
8.6
騒音データ
8.6.1
放射音圧レベルの測定について
a) 測定した音圧レベルのすべてのデータ
b) マイクロホン位置の配列
9
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 指定位置でのA特性放射音圧レベル,及び必要なときには,他の周波数特性及び/又は他の周波数帯
域でのA特性放射音圧レベル
d) 指定位置でのC特性ピーク放射音圧レベル,及び必要なときには,作業位置での騒音放射の他の時間
特性
e) それぞれの位置でのA特性暗騒音レベル,及び必要なときには,周波数帯域での暗騒音レベル
f)
それぞれの指定位置でのA特性局所環境補正値,K3A
8.6.2
音響パワーレベルの決定について
a) A特性音響パワーレベル
b) 測定表面の長さ及び面積S
c) 測定距離d及びマイクロホン位置の配置
d) 環境補正値K2A,及び12.3.3に示す方法の一つに従って決定された方法
e) 各測定点iでのA特性音圧レベル,LʼpAi 及びL”pAi
f)
A特性面上音圧レベル,
A
pf
L
9. 報告すべき情報 測定のために要求された記録データ(8.参照)だけを報告する。試験する工作機械
又は附属装置に標準化された騒音検査条件があれば,その騒音検査条件は,報告すべきデータを規定する
ことになる。
その報告には,指定位置での放射音圧レベル及び音響パワーレベルがこの規格の条件と完全に一致して
得られたかどうかを記述しなければならない。
報告には,音圧レベルが測定された日付及び試験の責任者の氏名を含める。
指定位置での放射音圧レベルは,小数点以下を四捨五入(クラス2の精度は,0.5 dB)して,報告する。
試験した機械のA特定音響パワーレベルは,小数点以下を四捨五入(クラス2の精度は,0.5 dB)して
報告する。
環境補正値K2A及び局所環境補正値K3Aは,報告する。
この規格では,2種類の精度クラスを扱っているので,検査結果に常に達成した精度のクラスを明確に
記述する(実用測定方法又は簡易測定方法)。
10. 騒音放射値の表示及び証明
10.1 一般 技術文書及び取扱説明書への工作機械及び附属装置の騒音放射値の表示は,製造業者の責任
である。
10.2 表示 この規格に従って測定された工作機械及び附属装置の騒音放射値の表示には,測定値とそれ
に関連する不確かさK(ISO 4871:1996の5参照)に関する情報を読み手に与えるために,二つの数値によ
る騒音放射値を使う。
この規格を適用するとき,工作機械にはK値として2.5 dB(クラス2)及び4 dB(クラス3)を使用す
る。これら二つの値は,放射音圧レベル及び音響パワーレベルに適用する。
附属書Eに,騒音放射の表示例を示す。
騒音表示の指針は,ISO 4871のA.2.2による。
製造業者は,次の三つの騒音放射量を表示する。
a) 作業位置でのA特性放射音圧レベル
b) 要求があれば,A特性音響パワーレベル
10
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 要求があれば,作業位置でのC特性ピーク放射音圧レベル
備考 a)〜c)以外の騒音放射値を表示に用いてもよい。
表示する各騒音放射値は,1 dB単位に四捨五入する。
10.3 証明 証明は,ISO 4871:1996の6.2に示されている手順に従って行う。証明の上限は,次式で与
えられる。
L1 ≦ (L+K)
ここに, L1は,証明のための測定値
Lは,10.2に示した三つの値のうちの一つ
証明は,初めて各騒音放射値を求めたときに用いたものと同一の固定,据付け及び運転条件を用いて行
う。
11. 作業位置及び他の指定位置での放射音圧レベルの決定
11.1 一般 この規格では,作業位置及びそれに近い指定位置での工作機械及び附属装置の放射音圧レベ
ルを測定する方法について規定する。
この規格では,クラス2(実用測定方法)又はクラス3(簡易測定方法)の精度をもつ結果になる試験環
境及び局所環境補正(11.4.3参照)の必要条件を示す。
放射音圧レベルは,A特性,C特性ピーク,及び必要があれば周波数帯域で測定する。
備考1. この規格の11.に関係する規格内容は,ISO 11200:1995の表1に要約されている。
作業位置は,作業者の使用する一つの指定位置で,音源のある部屋若しくは音源に固定され
た小さな運転室又は音源から離れた囲いの中の空いている場所に配置される。有人又は無人運
転の機械近傍に一つ以上の指定位置があってもよい。そのような位置は,見学者位置として参
照されることがある。
2. 特定の機械に関係して与えられたどのような位置でも,また,どのような据付け及び運転条
件に対しても,この規格の方法によって決定した放射音圧レベルは,一般に,機械が使われ
る典型的な作業室にある同じ機械で直接測定した音圧レベルよりも低くなる。これは,反射
及び他の機械の影響による。さらに詳細な情報については,ISO 11690-3を参照。
11.2 マイクロホン位置
11.2.1 一般 作業者がいる場合には,音響測定に影響を及ぼす可能性のある極端に吸音性の高い衣服を着
たり,帽子又はスカーフを着用してはならない(ただし,安全上の理由から必要な防護ヘルメット又はマ
イクロホンを支持するフレームの装着は除く。)。
作業者がいる場合には,マイクロホンは,作業者の視線の方向に平行で,その両眼を結ぶ線上とし,作
業者の頭の中心面から横方向に0.2 m±0.02 mの距離の位置で,より高い値のA特性音圧レベルLpAが測定
される側に配置する。
機種別の騒音検査規格で別に要求されていなければ,作業者位置は,11.2.2〜11.2.5による。
11.2.2 着席している作業者のマイクロホン位置 作業者がいなくて,試験する機械に座席が付いている場
合のマイクロホンの位置は,機種別の騒音検査規格に特に規定されていなければ,座席面中央の上方0.8 m
±0.05 mとする。
作業者がいなくて,座席が試験する機械に付いていない場合のマイクロホン位置は,試験する機械の属
している工作機械又は装置の機種別騒音試験規格の規定による。該当する規格がなければ,マイクロホン
位置は,試験報告書に記載する。
11
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
作業者がいれば,座席は作業者が制御盤に楽に届くように調整する。座席面から作業者の頭の上までの
距離は,0.91 m±0.05 mであると仮定する。
11.2.3 起立している作業者のマイクロホン位置 作業者がいる場合には,11.2.1の必要条件を適用する。
作業者又は見学者がいないで測定が行われる場合又は関係する騒音規格で作業者が立つ場所が指定されて
いない場合のマイクロホン位置は,通常作業者が立つ床面上の基準点に対して決める。この基準点は,作
業者頭部中心直下の床上の点とする。マイクロホンは,基準点真上の1.55 m±0.075 mの指定位置に設置
する。この高さは,通常,関係する騒音規格があれば,その規格に規定されている。
11.2.4 指定経路に沿って移動する作業者に対するマイクロホン位置 作業者が試験する機械のすぐそば
にある指定経路に沿って移動するような状況では,十分な数のマイクロホンを配置するか又はマイクロホ
ンを移動させて,その指定経路に沿って音圧レベルを求める。マイクロホンを移動させる場合には,経路
の長さに沿って連続して積分するか,又はいくつかの離れた位置及び所定の時間間隔で十分な数の測定を
行い,次式を適用する。
=
∑
=
N
i
L
i
p
i
T
p
T
T
L
1
1.0
10
A
)
(
A,
10
1
log
10
dB ········································ (4)
ここに, Tは,全測定時間,すなわち
∑
=
=
N
i
iT
T
1
Tiは,i番目の部分測定時間
Nは,部分測定時間の個数
LpA,T(i) は,部分測定時間TiにおけるA特性放射音圧レベル
基準線は,代表的な指定経路に対して,作業者頭部中心直下の床面上の1本の線として定義する。移動
する作業者に対して,該当する騒音検査規格に高さに関する規定がない場合には,マイクロホン位置は,
基準線の真上,1.55 m±0.075 mの高さに設定する。
マイクロホン位置は,固定された作業者位置のすべてに対して定義しなければならない。該当する騒音
検査規格があれば,指定経路は,試験する機械の属している工作機械又は附属機器の規格による。
そのような指定位置がない場合には,基準線に沿って音場を適切に抽出できるように,少なくとも4カ
所のマイクロホン位置を決める。
11.2.5 見学者及び無人機械に対するマイクロホン位置 作業者の位置を特定できない場合には,“通常”
作業位置(例えば,保守,サービス又は修理)又は一つ以上の見学者位置を定義し,騒音検査条件として
前もって決めなければならない。
それとは別に,騒音検査条件がない場合には,測定は,3.17において定義された基準直方体の各側面か
ら1 m離れた位置で,床面から1.55 m±0.075 mの高さの位置に四つ以上のマイクロホン位置を設定する。
放射音圧レベルの最高値を,試験した機械の放射音圧レベルとして記録する。その値が測定された位置を
記録する。
11.3 測定する量 試験する工作機械の規定された運転時間又は運転サイクルについて各指定位置で測定
する基本的な量は,6. a),b)及びc)に規定した,LʼpA,L”pA及びLpC,peakである。
12
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.4 算出する量
11.4.1 一般 補正が認められていないC特性ピーク音圧レベルLpC,peakを除いて,指定位置での放射音圧
レベルを求めるために,暗騒音補正値及び局所環境補正値K3の両方とも,測定された音圧レベルに適用し
なければならない。
11.4.2 放射音圧レベル
11.4.2.1 指定位置で運転中の試験している工作機械で,測定されたA特性音圧レベルLʼpAと暗騒音のA
特性音圧レベルL”pAとの差ΔLAが10 dB(クラス2の精度については15 dB)を超える場合には,その指
定位置での放射音圧レベルは,次式による。
LpA=LʼpA− K3A dB ···························································· (5)
11.4.2.2 指定位置で,その差ΔLAが3 dBと10 dB(クラス2の精度については15 dB)との間にあれば,
その位置での放射音圧レベルは,次式による。
[
]
A
3
"
1.0
'
1.
0
10
A
10
10
log
10
K
L
pA
L
pA
L
p
−
−
=
dB ·························· (6)
この暗騒音の補正は,⊗LAが3 dBと10 dB(クラス2の精度については15 dB)との間にある指定され
た各位置に適用する。
⊗LAが6 dBを超える場合には,その結果は,クラス2の精度に適合し,それ以外は,クラス3の精度に
適合する。
11.4.2.3 ⊗LA<3 dBの場合には,測定は有効でない。
11.4.3 局所環境補正 指定位置で放射音圧レベルに関する反射音の影響を考慮に入れるために,ここでは
局所環境補正値K3Aの大きさの決定方法について規定する。
このための予備条件は,環境補正値K2Aが7 dBを超えないことである(12.3.3参照)。
実用測定方法(クラス2)を使用しようとする場合に,K3Aを決定するためには,ISO 11204の条件に従
う。
それ以外に,次に示す方法は,クラス3の精度になり,K3Aの大きさを通常は過小評価する。測定デー
タに適用するために,局所環境補正値は,2.5 dBを超えてはならない。
K3Aの計算値が2.5 dBを超える場合には,推定された局所環境補正値として2.5 dBを使う。
従って,この方法で求めた放射音圧レベルは,実用測定方法(クラス2)によって求めた放射音圧レベ
ルよりも高くなることが多い。
備考1. その限界値2.5 dBを超えれば,結果の精度は低下する。しかし,その結果を報告してもよく,
指定位置での放射音圧レベルの上限を決めるのに有効である。
この方法に従った指定位置の局所環境補正値K3Aは,次式による。
K3A=10log10[ 1+4(2πa2/A)] dB ················································· (7)
ここに,
aは,指定した位置から試験する機械の最も近い最大の音源までの距離,単
位は,mである。
Aは,1 kHzのときの部屋の等価吸音面積,単位は,m2である。
最大の音源がうまく決まらない場合には,“a”は,指定した位置から試験している機械の
最も近い部分までの距離を選ぶ。作業者が一つの経路に沿って移動する場合には,“a”は,
その経路と試験している機械との間の最も短い距離を選ぶ。
2. 機種別騒音検査規格には,関係があれば,“a”の値の決め方の指針が与えられる。
等価吸音面積Aの値は,附属書Bに示した方法の一つで決定できる。
13
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12. 工作機械から放射される音響パワーレベルの決定方法
12.1 一般 この規格では,騒音源から発生した音響パワーレベルを計算するために,工作機械及び/又
は附属装置を囲む一つの測定面上の音圧レベルを測定する方法について規定する。この規格は,工作機械
の音響パワーレベルを計算する面上音圧レベルを求める方法と同様に試験環境に適した条件を与える。こ
れは,クラス2の精度(実用測定方法)又はクラス3の精度(簡易測定方法)の結果になる。
備考 この箇条に規定する規格の内容は,JIS Z 8733及びISO 3746:1995の表0.1に要約されている。
12.2 測定表面及びマイクロホン位置
12.2.1 測定表面の選択 測定表面上のマイクロホン位置(複数)の配置を容易にするために,仮想の基準
直方体を決める(3.17参照)。この基準直方体の寸法を決めるときに,音響エネルギの重要な放射体でない
音源からはみ出た要素は,無視してもよい。そのはみ出た要素は,機種別騒音検査規格に規定するのが望
ましい。
試験する機械の配置,測定表面及びマイクロホン位置は,基準直方体の横と縦とに平行な床平面内にお
ける水平軸x及びyをもった座標系によって決める。
この規格で使用する測定表面の形は,面積Sの長方形だけである。この長方形の側面は,基準直方体の
側面と平行で,その基準直方体から距離dだけ離れている。
その距離dの推奨値は,1 mであるが,特別な場合には,0.5 mまで小さくしてもよい。異なるdの値は,
この規格では使用しないのが望ましい。
特に大形工作機械については,騒音検査規格がどの部品,ユニット,附属機器,電源などが,試験する
機械に属するか,また基準直方体に含めるべきであるかを規定することは,重要である。
附属書Aに規定する寸法を超える機械では,運転条件に関する個々の規格で測定表面を決めるための寸
法について規定する。
特定の機種別騒音検査規格には,異なったマイクロホン位置を使用すると工作機械の音響パワーレベル
の推定が違ったものになるので,選択する特定の測定表面及びマイクロホン配置に関する詳細な情報を規
定するのが望ましい(12.2.2.4参照)。
基準直方体の構造,測定表面の3次元寸法及び測定距離dは,試験報告書に記載しなければならない。
12.2.2 マイクロホン位置 マイクロホン位置は,測定表面上にとり,次に規定するように配置する。
精度クラスは,マイクロホン位置の数にも依存する(クラス2については,JIS Z 8733を参照し,クラ
ス3については,ISO 3746を参照。)
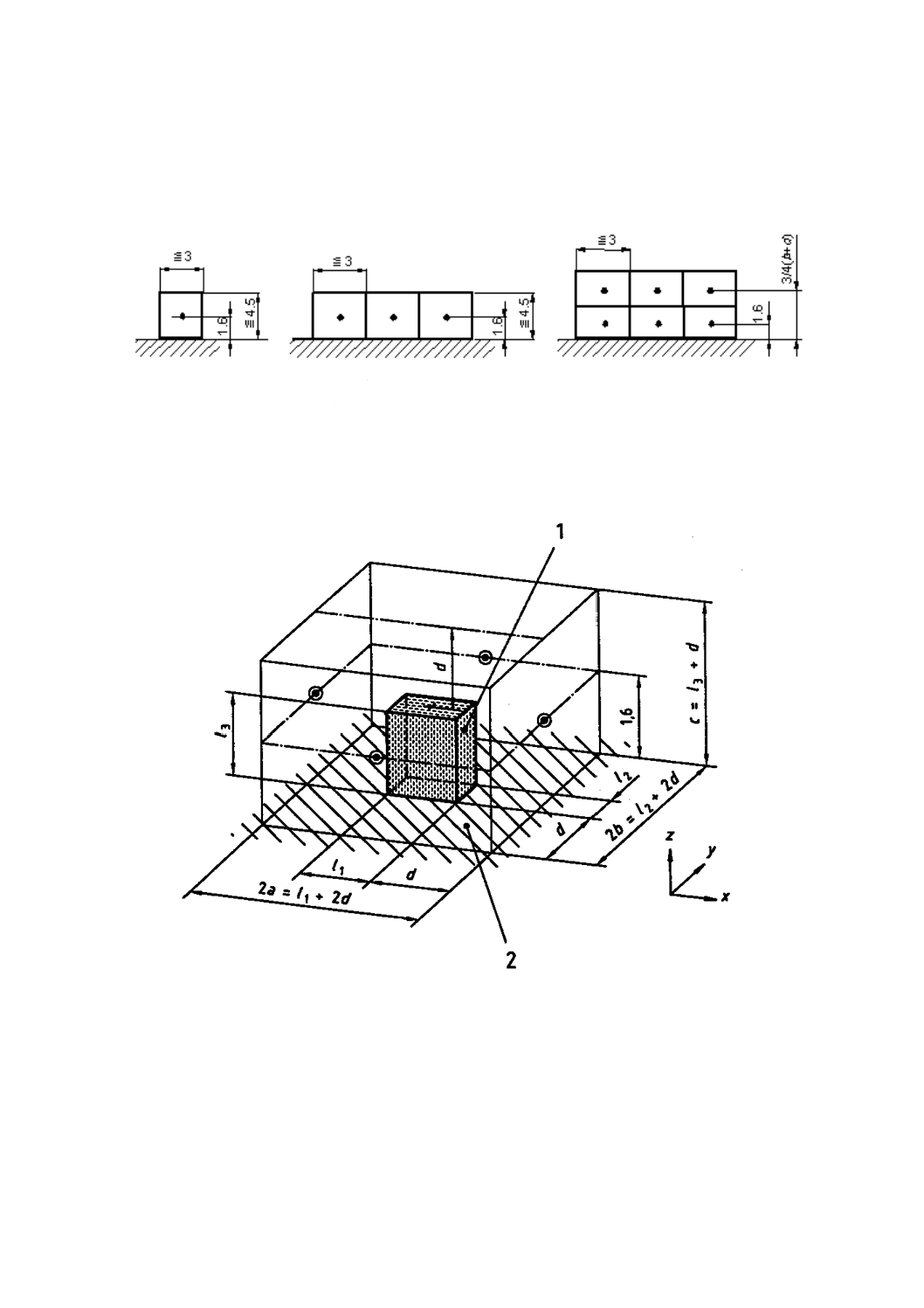
12.2.2.1 マイクロホン位置の水平方向配置 測定表面の各垂直平面は,最大長さ3dの底辺をもった長方
形になるようにし,かつその数を最小にするように水平方向に分割する(附属書A図A.1参照)。マイク
ロホン位置の水平方向の配置は,各部分領域の底辺の中央にある。
この規格で受け入れられる基準直方体の水平方向の長さは,10 m以下である。
この規格は,機械の騒音放射部分が基準直方体に適合する場合には,10 mを超える機械にも適用する。
基準直方体の水平方向の長さが10 mを超える場合には,音響パワーレベルを決めてはならない。この場
合には,放射音圧レベルをいくつかの指定位置で求める。
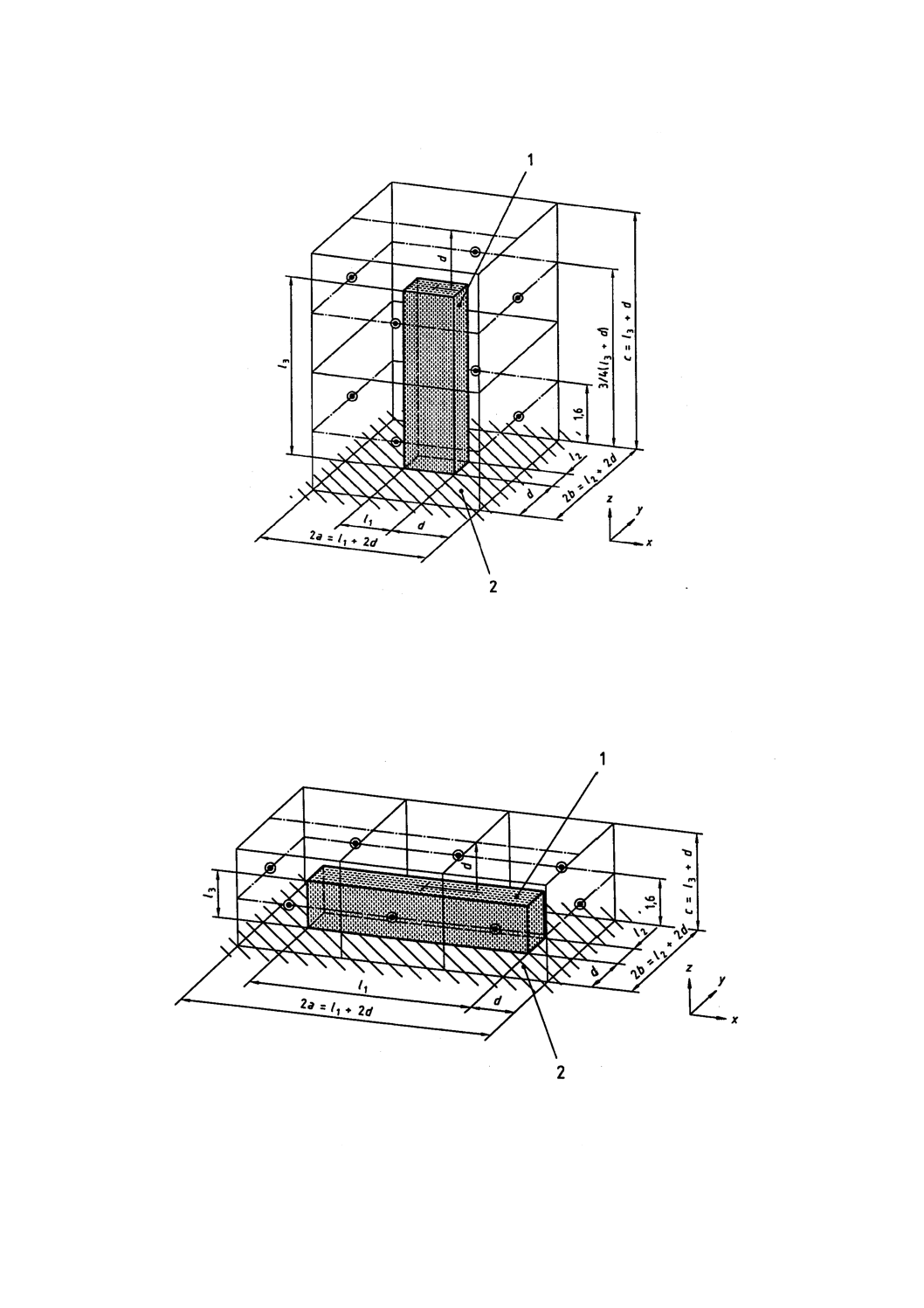
12.2.2.2 マイクロホン位置の垂直方向配置 高さl3が3.5 m以下の工作機械では,マイクロホン位置は,
一つの高さだけを考慮し,その高さは,反射面(工場床)から1.6 mとする(附属書A図A.2及び図A.4
参照)。
大きな騒音が上の方から放射される背の高い工作機械(l3>3.5 m)についてだけは,別に高さh2でマイク
ロホン位置の2段目を考慮する(附属書A図A.3,図A.5及び図A.6参照)。h2は,次による。
14
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
)
(
4
3
3
2
d
l
h
+
=
········································································· (8)
試験する機械の高さl3が3.5 mを超えるが,床から3 mを超える音源からあまり大きな騒音が放射され
ない場合には,床から1.6 mの高さにマイクロホン位置を設ける。
12.2.2.3 天井からつるしたマイクロホン位置 この規格では,測定表面の天井からつるすマイクロホン位
置は,省略する。その理由は,次による。
− 工作機械の頭上のマイクロホン位置に届かず,長く,困難であり安全でない。
− 実際のマイクロホン位置は,一般に計算された理論的な位置と比べて不正確である。
− 特別な場合を除いて,天井からつるすマイクロホン位置は,測定表面の垂直側面上の測定から求められ
た平均面上音圧レベルに付け加えるほどの値が得られない。
天井からマイクロホンをつるすような特別の場合においては,契約当事者間の協定の下で,人と測定器
との安全を考慮に入れて,図A.2から図A.6に示すように,測定面の垂直側面上のマイクロホン位置から
求めた配列上に天井からの測定を行ってもよい。
12.2.2.4 マイクロホン位置の数の低減 マイクロホン位置の数は,事前に特定の機械群の試験調査結果か
らマイクロホン位置の数を減らしてもよく,また,計算された面上音圧レベルが完全な数のマイクロホン
位置で測定したその音圧レベルと1 dBも違わないことを示していれば,減らすことができる。一例は,放
射パターンが対称であると示されたときである。
12.3 A特性面上音圧レベル及びA特性音響パワーレベルの計算
12.3.1 一般 次に示す計算は,6. a)及びb)に規定した測定音圧レベルに適用する。
12.3.2 A特性面上音圧レベルの計算
12.3.2.1 すべてのマイクロホン位置で,運転している機械のA特性音圧レベルLʼpAiと暗騒音のA特性音
圧レベルL”pAiとΔLAが10 dB(クラス2の精度については15 dB)を超える場合には,A特性面上音圧レ
ベル,すなわち
A
pf
L
は,次式を使って計算する。
A
2
1
1.0
10
A
A
10
1
log
10
K
N
L
N
i
L
pf
i
p
−
=
∑=
′
dB ······························· (9)
ここに,
A
pf
L
は,A特性面上音圧レベル
LʼpAiは,運転している工作機械のi番目のマイクロホン位置で測定さ
れたA特性音圧レベル。単位は,dBである。
Nは,マイクロホン位置の数
12.3.2.2 マイクロホン位置のいくつかで,ΔLAが3 dBと10 dB(クラス2の精度については15 dB)との
間にある場合には,A特性面上音圧レベル,すなわち,
A
pf
L
は,次に示す式(10)を使って計算する。
A
2
1
1.0
1.0
10
A
)
10
10
(
1
log
10
Ai
Ai
K
N
L
N
i
L
L
pf
p
p
−
−
=
∑=
′′
′
dB ·················· (10)
ここに, L”pAiは,i番目のマイクロホン位置で測定された暗騒音のA特性音圧
レベル。単位は,dBである。
ΔLAが6 dBを超える場合には,その結果は,クラス2の精度に適合し,それ以外は,クラス3の精度
となる。
12.3.2.3 ΔLA<3 dBの場合には,測定は,無効である。
15
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.3.3 試験環境の補正 次に,測定表面上の面上音圧レベルに及ぼす反射音の影響を考慮するために環境
補正値K2Aの大きさの決定手順について示す。
この規格に従って行った測定は,K2A≦2 dBであればクラス2の精度,K2A≦7 dBであればクラス3の精
度を達成する。
12.3.3.1 基準音源を使った試験方法 環境補正値K2Aは,できれば反射面上の準自由音場において,あら
かじめ校正されている基準音源(JIS Z 8739参照)の音響パワーレベルを計算することによって決めるのが
望ましい。この場合には,K2Aは,式(11)による。
K2A=L*WA−LWAr ····································································· (11)
ここに, L*WAは,環境補正をしていない基準音源のA特性音響パワーレベル
で,K2A=0としたときに12.2及び12.3に従って決める。
LWArは,基準音源の校正されたA特性音響パワーレベル[基準1 pW
(=10-12 W)]であり,dBで表す。
12.3.3.2 他の方法 基準音源を使う方法が望ましいが,工作機械に関しては,基準音源を正しく置き,L*WA
を正確に決めることが可能とは限らない。この場合において,残響による方法は,次による。
式(12)の環境補正値K2Aは,試験する機械の近くにある部屋の境界及び/又は反射物からの望ましくな
い音響反射の影響を考慮する。
この環境補正値K2Aの大きさは,測定表面の面積Sと試験室の等価吸音面積Aとの比に原理的に依存す
る。その大きさは,試験室内の音源の位置には強くは依存しない。
ここでは,環境補正値K2Aは,式(12)にる。
K2A=10log10[1 + 4(S/A)] dB ·················································· (12)
ここに, Aは,1 kHzでの部屋の等価吸音面積,m2
Sは,測定表面の面積,m2
等価吸音面積Aの値は,附属書Bに規定する方法のうちのいずれかの方法によって求める。
12.3.4 A特性音響パワーレベルの計算 A特性音響パワーレベルLWAの計算は,次式による。
LWA =
pfA
L
+10log10 (S/S0) dB ·············································· (13)
ここに, Sは,測定面の面積,m2
S0 = 1 m2
16
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定)測定表面上のマイクロホンの配列
単位 m
附属書A図 A.1 d=1 mの一般的な場合での指定されたマイクロホン位置を決める手順
(d =0.5 mであれば,ISO 3746参照。)
単位 m
1. 基準直方体
2. 反射面
附属書A図 A.2 小形工作機械に対する測定表面及びマイクロホン位置の例
(l1≦1 m,l2≦1 m,l3≦3.5 m)
17
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 m
1. 基準直方体
2. 反射面
附属書A図 A.3 小形工作機械と同じ床面積をもつ背の高い工作機械に対する測定表面
及びマイクロホン位置の例(l1≦1 m,l2≦1 m,l3>3.5 m)
単位 m
1. 基準直方体
2. 反射面
附属書A図 A.4 長尺の工作機械に対する測定表面及びマイクロホン位置の例
(4 m<l1≦7 m,l2≦1 m,l3≦3.5 m)
18
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
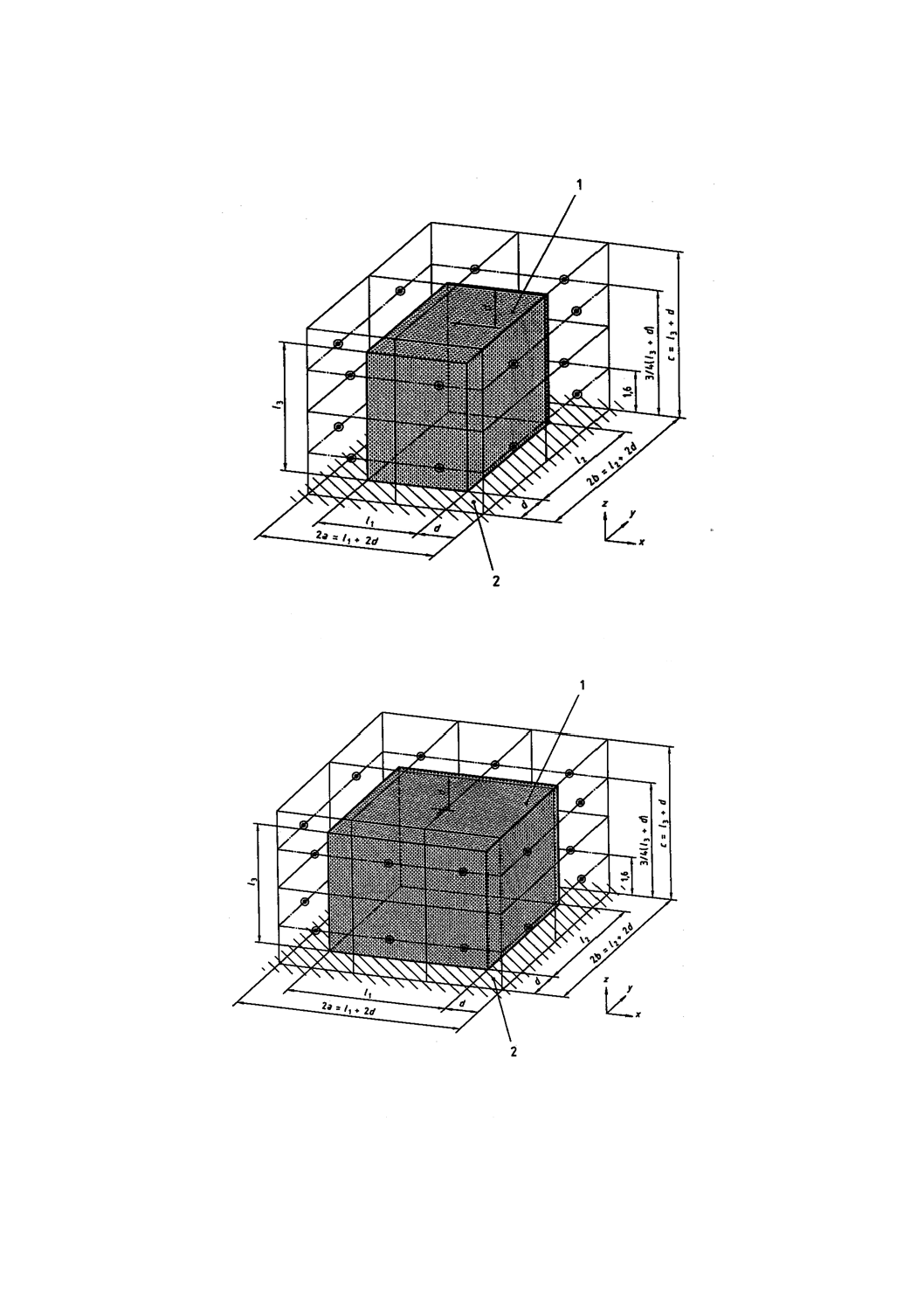
1. 基準直方体
2. 反射面
単位 m
附属書A図 A.5 中形工作機械に対する測定表面及びマイクロホン位置の例
(1 m<l1≦4 m,1 m<l2≦4 m,l3>3.5 m)
単位 m
1. 基準直方体
2. 反射面
附属書A図 A.6 大形工作機械に対する測定表面及びマイクロホン位置の例
(4 m<l1≦7 m,1 m<l2≦4 m,l3>3.5 m)
19
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(規定)等価吸音面積Aの決定
B.1 この附属書は,局所環境補正K3A[11.4.3の式(7)]及び環境補正値K2A[12.3.3.2の式(12)]に使う等価
吸音面積Aを求める二つの方法を規定する。
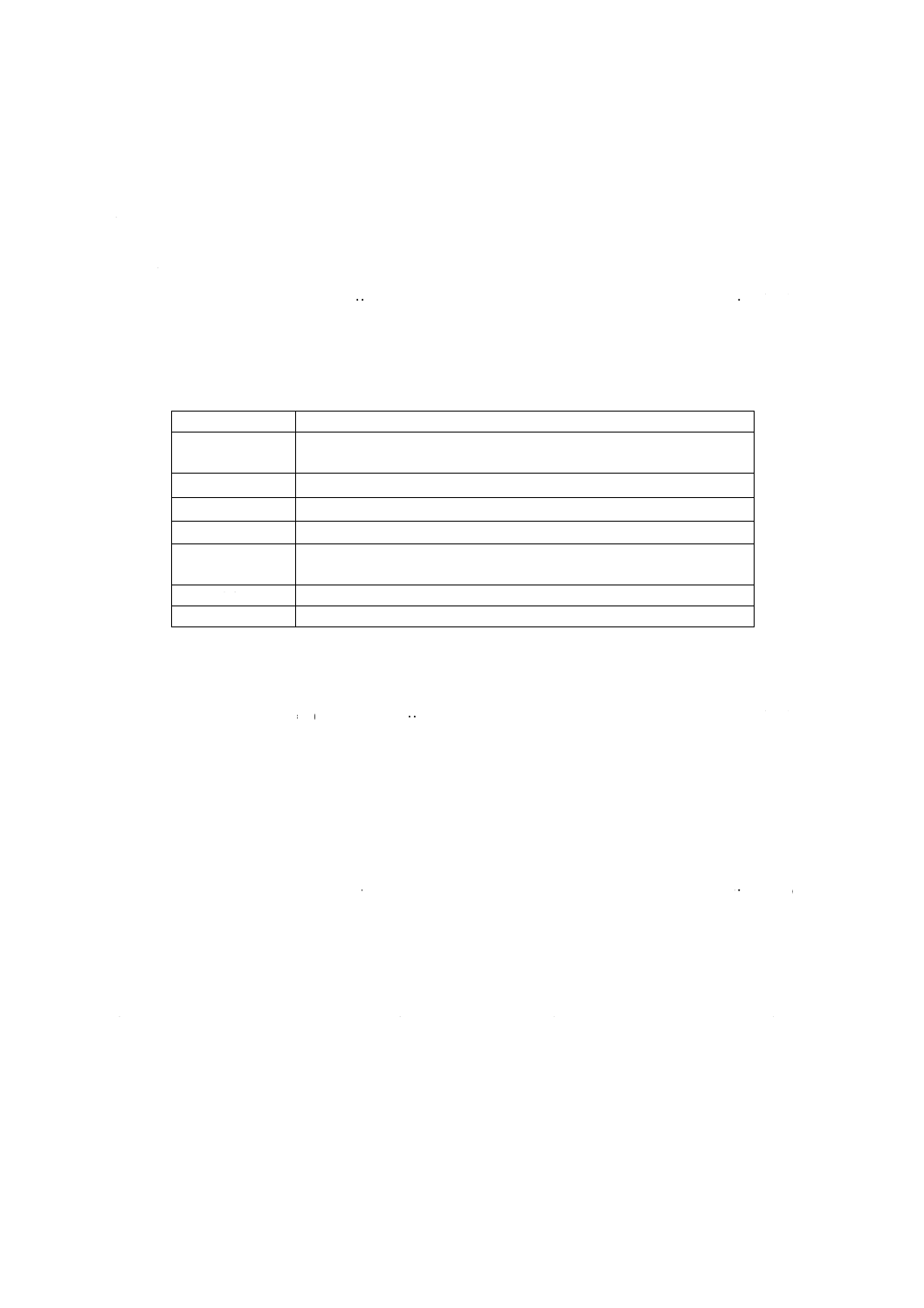
B.1.1 近似法 試験室の表面の平均吸音率αは,表B.1を使って推定できる。Aの値は,次の式による。
A=αSv ················································································ (B.1)
ここに, αは,平均吸音率で,表B.1に示す。
Svは,試験室の境界表面(壁,天井及び床)の総面積,m2
附属書B表 B.1 平均吸音率αの近似値
平均吸音率α
部屋の記述
0.05
コンクリート,煉瓦,しっくい(漆喰)又はタイル仕上げの平滑で硬い
壁のほとんど空の部屋
0.1
平滑な壁の部分的に空の部屋
0.15
家具のある部屋,四角の工作室,四角の工具室
0.2
家具のある不規則な形をした部屋,不規則な形の工作室又は工具室
0.25
布張りの家具のある部屋,天井又は壁に少量の吸音材を使用した工作室
又は工具室(例えば,部分的に吸音材を取り付けた天井)
0.35
天井及び壁の両方に吸音材を使用した部屋
0.5
天井及び壁に多量の吸音材を使用した部屋
B.1.2 残響法 必要があれば, A特性をもつ広帯域騒音又は衝撃音で励振される試験室の残響時間を測定
して吸音面積Aの値を決める(ISO 354参照)。Aの値は,次式による。Aの単位は,m2である。
A = 0.16(V/T) ········································································· (B.2)
ここに, Vは,試験室の体積,m3
Tは,試験室の残響時間,s
備考 A特性測定値から直接K2Aを求めるためには,中心周波数1 kHzの周波数帯で測定した残響時
間を使うともっと便利である。
B.2 試験室の制限条件 この規格の条件に適合した測定を行うためには,試験室内の測定表面の面積Sに
対する吸音面積Aの比A/Sが1以上でなければならない。すなわち,
A/S≧1 ··············································································· (B.3)
比A/Sは大きければ大きいほどよい。
この条件が満足されない場合には,新しく,より小さな面積の測定表面にしなければならないが,測定
表面は,音源の近接場の外側にとらなければならない。それとは別に,試験室に新たに吸音材を入れ,こ
の新しい条件下で比A/Sを再度求めることによって比A/Sを大きくすることもできる。
音源の近接場の外側にあるどのような測定表面に対してもこの条件を満たすことができない場合には,
この規格の要求に従って試験している音源に関する測定にその環境を使うことができない。
屋外での試験については,環境補正値K2Aは通常非常に小さな値になる。
備考 いくつかの特殊な屋外の場合には,環境補正値K2Aは負になるが,この規格では,そのような
場合には,K2A=0と仮定する。
20
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考)騒音の衝撃性の判定指針
この附属書(参考)は,本体及び附属書(規定)に関連する事柄を補足するもので,規定の一部ではな
い。
多くの場合に,時間重み付け特性Iで決まる時間平均A特性音圧レベルLpAIeqとそれと同じ運転サイク
ルの対応する値LpAeqとの比較は,騒音に際だった衝撃性成分を含むかどうかを判定するさいに役立つこと
がある。そのために,一つ以上のマイクロホン位置において比較を行い,各位置で少なくとも10回の運転
サイクルを観察する。その差(LpAIeq−LpAeq)が,騒音の衝撃性に関する指標となる。
騒音の衝撃性に関する指標の平均値が3 dB以上のとき,その騒音は,衝撃性があるとみなす。
C特性ピーク放射音圧レベルLpC,peak(3.3.2及び11.3に規定したように)と,同じ運転サイクルに対する時
間平均C特性音圧レベルLpCeqとを比較し,その差(LpC,peakeq−LpCeq)を,工作機械及びその附属装置から
放射される騒音の衝撃性の程度を表現する量として使うことができる。
分離可能な単発事象,又は1s以上の間隔をもって発生する間欠音に対しては,LpAI及びLpASの最大値の
差を,単発事象の衝撃性を表現する量として使ってもよい。その差(LpAImax−LpASmax)は,単発騒音の衝
撃性に関する指標である。間欠的な単発事象に対しては,個々の事象に対するLpAIの最大値の算術平均と,
すべての事象上でのLpASの平均最大値とが使える。
C特性ピーク放射音圧レベルLpC,peakと,同じ運転サイクルに対する時間重み付け特性SのC特性音圧レ
ベルの最大値LpCSmaxとを比較し,その差(LpC,peak−LpCSmax)を,工作機械及び附属装置から放射される単
発騒音の衝撃性の程度を表現する量として使ってもよい。
21
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(参考)記録例
この附属書(参考)は,本体及び附属書(規定)に関連する事柄を補足するもので,規定の一部ではな
い。
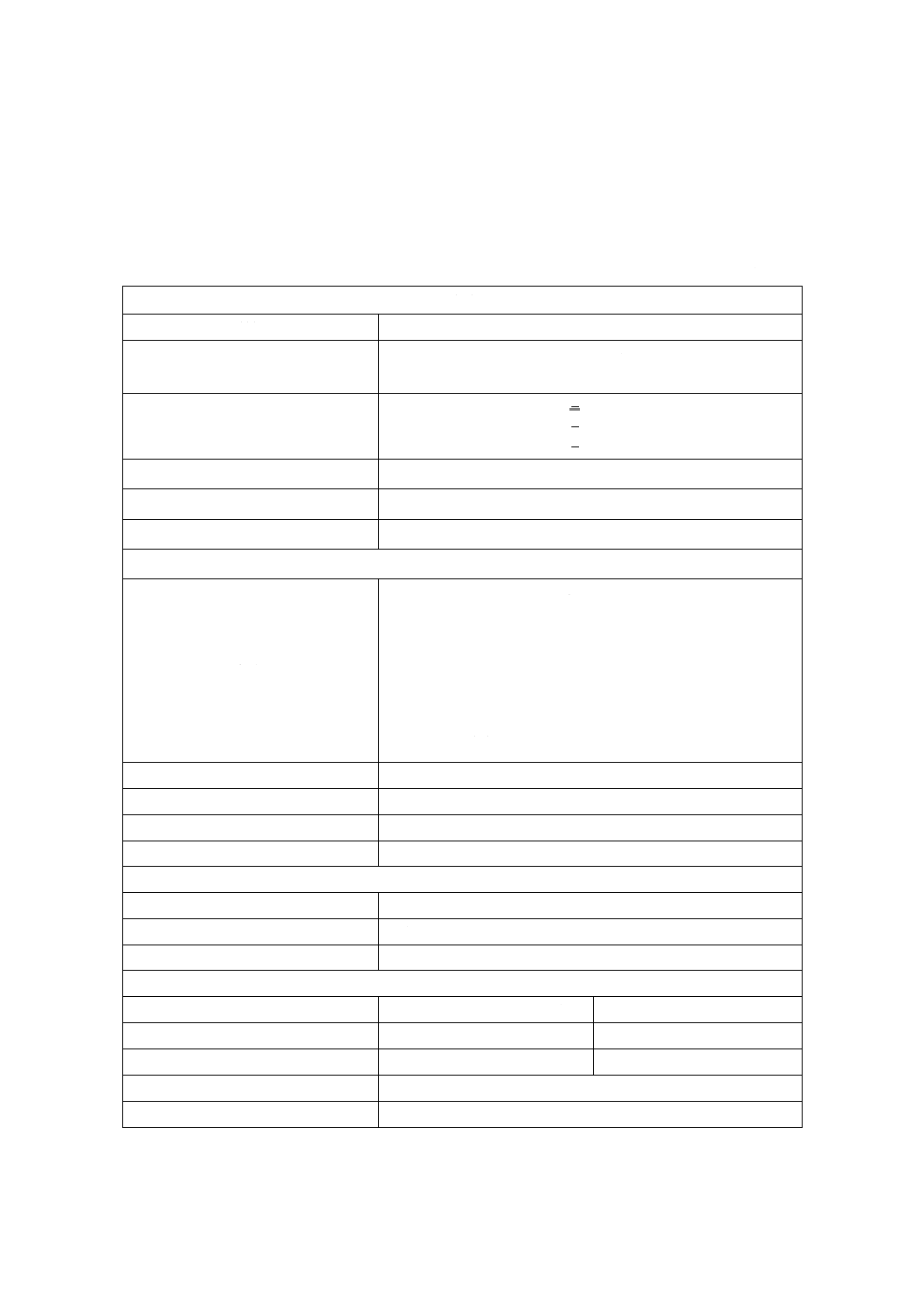
(本体8.参照)
機械
種類
旋盤
仕様
最大振り 250 mm
センタ間距離 1000 mm
寸法
l1 = 2.96 m
l2 = 1.48 m
l3 = 1.83 m
製造業者
Mm mm
製造番号
12345
製造年
1999
検査条件
運転条件
a) 最高主軸速度:1500 min-1
b) 外丸削り:
工作物材料 :S40C
工作物直径 :80 mm
切削速度
:200 m/min
切込み
:2 mm
送り量
:0.25 mm/rev
回転速度
:800 min-1
据付け条件
工場床に定置
機械の配置
組立室の中央
騒音源
主軸モータ及び切削工具
音響環境
室内,壁面処理なし
測定器
製造業者,名前,種類,製造番号
Xxxx,Yyyy, Zzzz,nnnn
校正の日付,場所及び結果
年 月 日,検査した部屋と同じ。音響校正器による:0.2 dB
ウインドスクリーンの特性
ウインドスクリーンなし
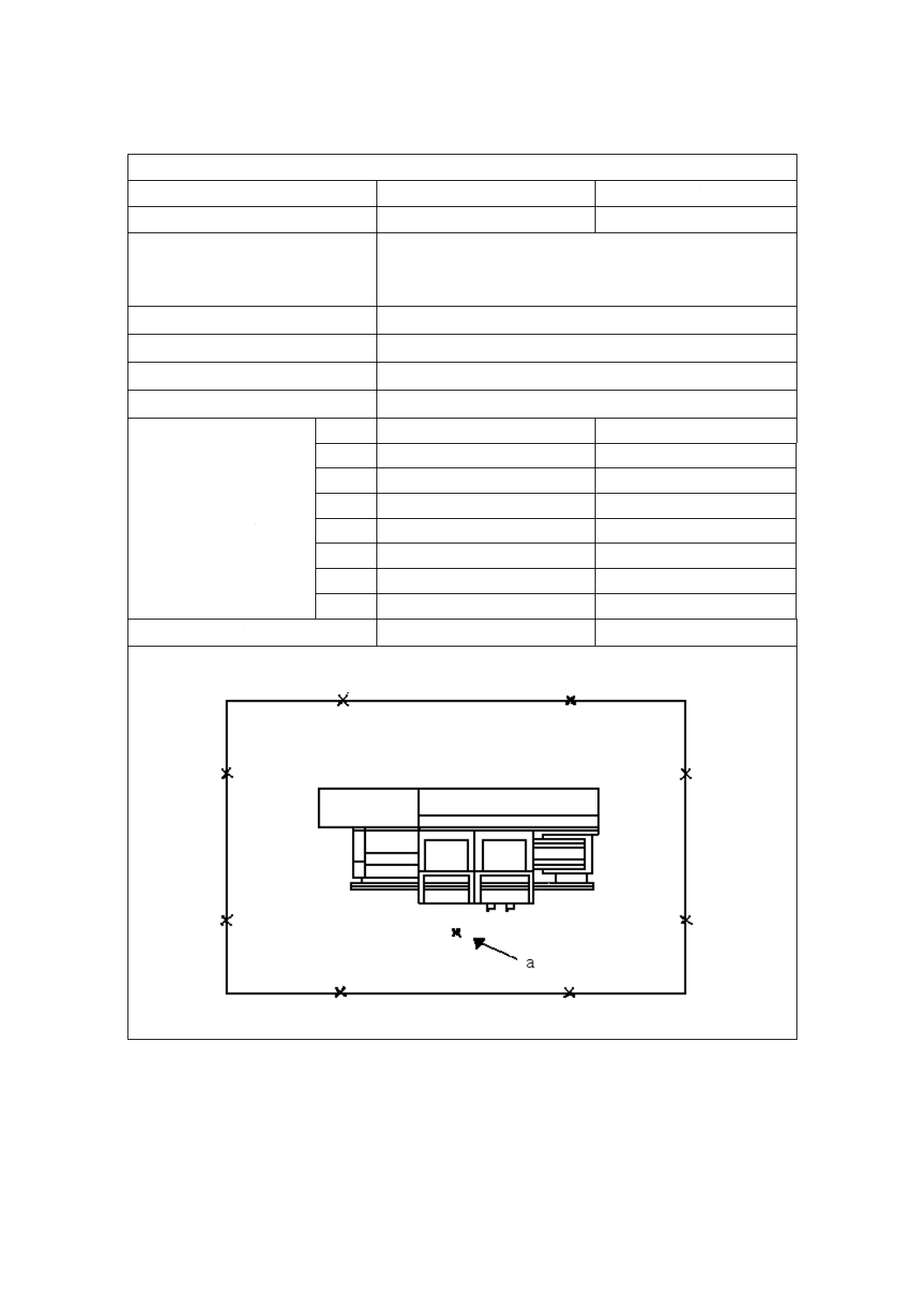
作業位置での放射音圧レベルの騒音データ
最高主軸速度(1 500 min-1)
外丸削り
A特性時間平均放射音圧レベルdB
75.7
74.4
C特性ピーク放射音圧レベル dB
92
90
A特性暗騒音 dB
<60 dB
K3A
K3A =0.1 dB 残響時間を測定して決定
22
B6195:2003(ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
音響パワーレベル
最高主軸速度
外丸削り
A特性音響パワーレベル
90.5 dB=1.11 mW
90.9 dB=1.22 mW
測定表面の寸法
l1 +2 m= 4.96 m
l2 +2 m = 3.48 m
l3 +1 m = 2.83 m
測定表面の面積S
≒65 m2≒18.1dB
測定距離 d
1 m
K2A
K2A =4.6 dB 基準音源を使って決定
A特性暗騒音レベル
<60 dB 各測定位置で
各測定点でのA特性音圧
レベル dB
1
77.5
77.0
2
77.7
76.9
3
77.2
78.6
4
76.0
76.5
5
75.9
77.4
6
76.7
78.0
7
75.6
76.5
8
77.8
77.0
A特性面上音圧レベル dB
72.3
72.7
a 作業者位置
23
B 6195:0000 (ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E(参考)工作機械及び周辺装置の騒音放射表示例
この附属書(参考)は,本体及び附属書(規定)に関連する事柄を補足するもので,規定の一部ではな
い。
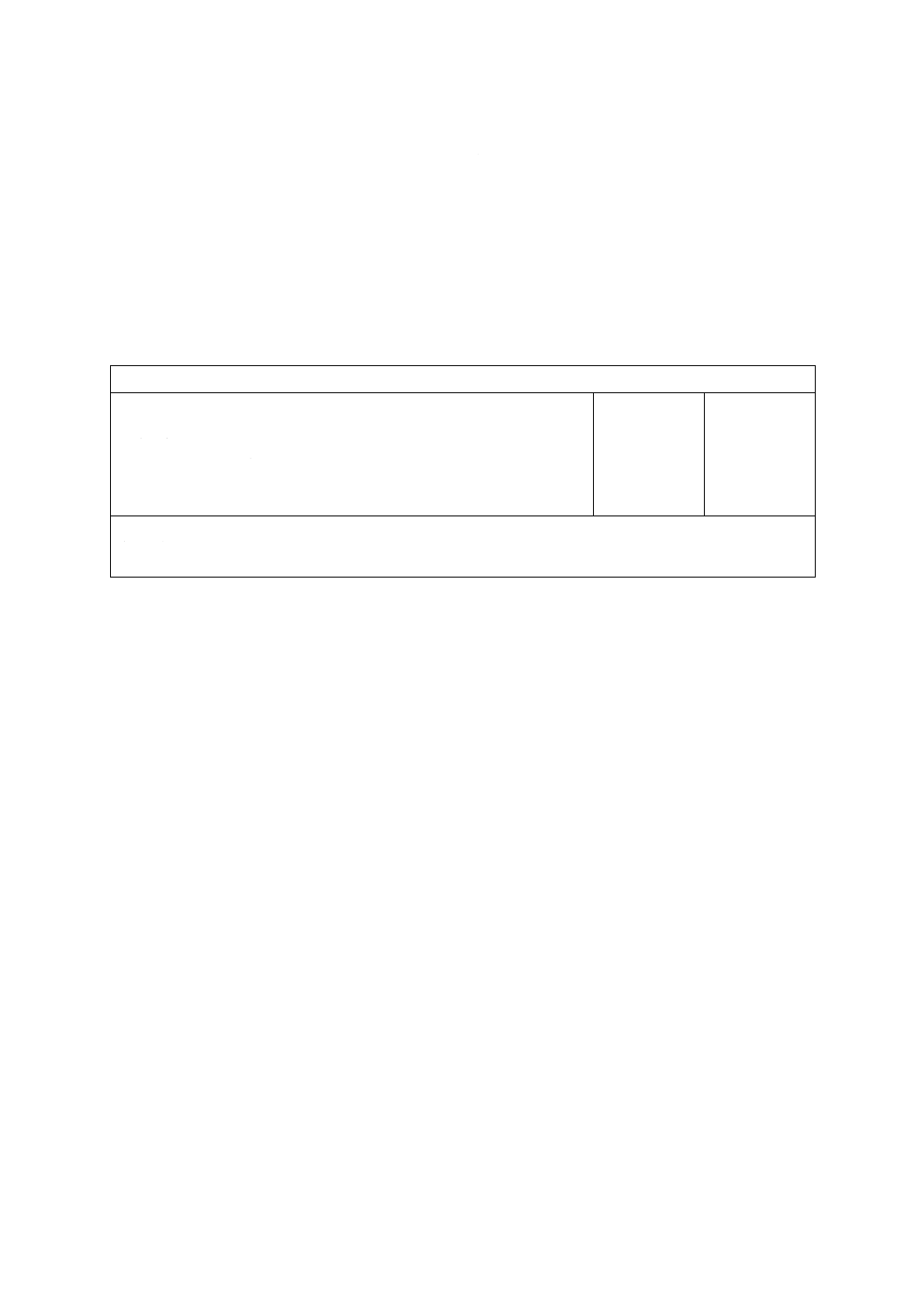
二つの値を用いる表示の例は,次による。ここに,それぞれの数値は,説明のためだけに示す。
機械形式番号,運転条件及び他の特定できる情報
形式990, モデル11-TC,50 Hz,230 V,定格
二つの数字による騒音放射値(ISO 4871による)
運転モード1
運転モード2
測定されたA特性音響パワーレベル,LWA (1 pW基準),dB
不確かさ,KWA,dB
測定されたA特性放射音圧レベル,LpA (20 μPa基準)(作業位置で),dB
不確かさ,KpA,dB
91
3
76
3
91
3
74
3
基本規格JIS Z 8733又はISO 3746及びJIS Z 8737-2又はISO 11204を使って,この規格の規定に基づいて決
定した値。
測定された騒音放射値とそれに関連する不確かさとの和は,測定で起こり得る値の上限値を表す。
騒音試験規格がない場合又は運転条件が騒音試験規格によらない場合には,運転条件に関する詳細な情
報を与えるのが望ましい。
24
B 6195:0000 (ISO 230-5:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS Z 8731:1999,環境騒音の表示・測定方法
備考 ISO 1996-1:1982, Acoustics ----Description and measurement of environmental noise --- Part 1: Basic
quantities and procedures.が,この規格と対応している。
[2] ISO 1999:1990, Acoustics ----Determination of occupational noise exposure and estimation of noise
induced hearing impairment.
[3] JIS Z 8736-1, 音響−音響インテンシティ法による音源の音響パワーレベルの測定方法−第1部:離散
点による測定
備考 ISO 9614-1:1993, Acoustics ---Determination of sound power levels of noise sources using sound
intensity --- Part 1: Measurement at discrete points.が,この規格と一致している。
[4] JIS Z 8736-2:1999, 音響−音響インテンシティ法による音源の音響パワーレベルの測定方法−第2
部:スキャニングによる測定,
備考 ISO 9614-2:1996, Acoustics ---Determination of sound power levels of noise sources using sound
intensity --- Part 2: Measurement by scanning.が,この規格と一致している。
[5] ISO/TR 11690-3:1997, Acoustics − Recommended practice for the design of low-noise workplaces
containing machinery − Part 3: Sound propagation and noise prediction in workrooms.
[6] IEC 61260: 1995, Electroacoustics ---Octave-band and fractional-octave-band filters.