B 6190-4:2008 (ISO 230-4:2005)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 試験条件 ························································································································· 4
4.1 環境試験 ······················································································································ 4
4.2 試験する機械 ················································································································ 4
4.3 暖機運転 ······················································································································ 4
4.4 測定条件 ······················································································································ 4
4.5 測定器の校正 ················································································································ 5
4.6 測定の不確かさ ············································································································· 5
5 測定手順 ························································································································· 5
6 試験結果の表示方法 ·········································································································· 5
7 受渡当事者間の協定すべき事項 ··························································································· 6
附属書A(参考)真円度と半径偏差との相違点 ·········································································· 9
附属書B(参考)円運動軌跡に及ぼす機械の代表的な偏差の影響 ·················································· 10
附属書C(参考)直径及び速度の設定 ····················································································· 14
附属書D(参考)フィードバック信号を利用した円運動試験 ························································ 15
参考文献 ···························································································································· 16
B 6190-4:2008 (ISO 230-4:2005)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本工作機械工業会 (JMTBA) 及び
財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日
本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS B 6194:1997は廃止され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS B 6190の規格群には,次に示す部編成がある。
JIS B 6190-2 第2部:数値制御による位置決め精度試験
JIS B 6190-4 第4部:数値制御による円運動精度試験
JIS B 6190-7 第7部:回転軸の幾何精度試験
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6190-4:2008
(ISO 230-4:2005)
工作機械試験方法通則−
第4部:数値制御による円運動精度試験
Test code for machine tools−
Part 4:Circular tests for numerically controlled machine tools
序文
この規格は,2005年に第2版として発行されたISO 230-4を基に,技術的内容及び対応国際規格の構成
を変更することなく作成した日本工業規格である。
1
適用範囲
この規格は,数値制御工作機械の二つの直進運動軸を同時に制御して円運動させたときの両方向の真円
度,平均的な両方向の半径偏差,真円度,及び半径偏差の精度試験方法及び通則について規定する。この
規格に用いる測定器は,JIS B 6191の6.63による。
この規格の目的は,数値制御工作機械の輪郭性能の測定方法を提供することである。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 230-4:2005,Test code for machine tools−Part 4: Circular tests for numerically controlled machine
tools (IDT)
なお,対応の程度を表す記号 (IDT)は,ISO/IEC Guide 21に基づき,一致していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS B 6191 工作機械−静的精度試験方法及び工作精度試験方法通則
注記 対応国際規格:ISO 230-1,Test code for machine tools−Part 1 : Geometric accuracy of machines
operating under no-load or finishing conditions (MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
設定円経路(nominal path)
工作機械の作業領域内の指定した平面,中心位置及び直径(又は半径)で運動する円経路又は90°以上
の数値制御でプログラムされた円弧経路。
2
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
実円経路(actual path)
設定円経路上を運動するようにプログラムされた,工作機械が実際に運動した円経路。
3.3
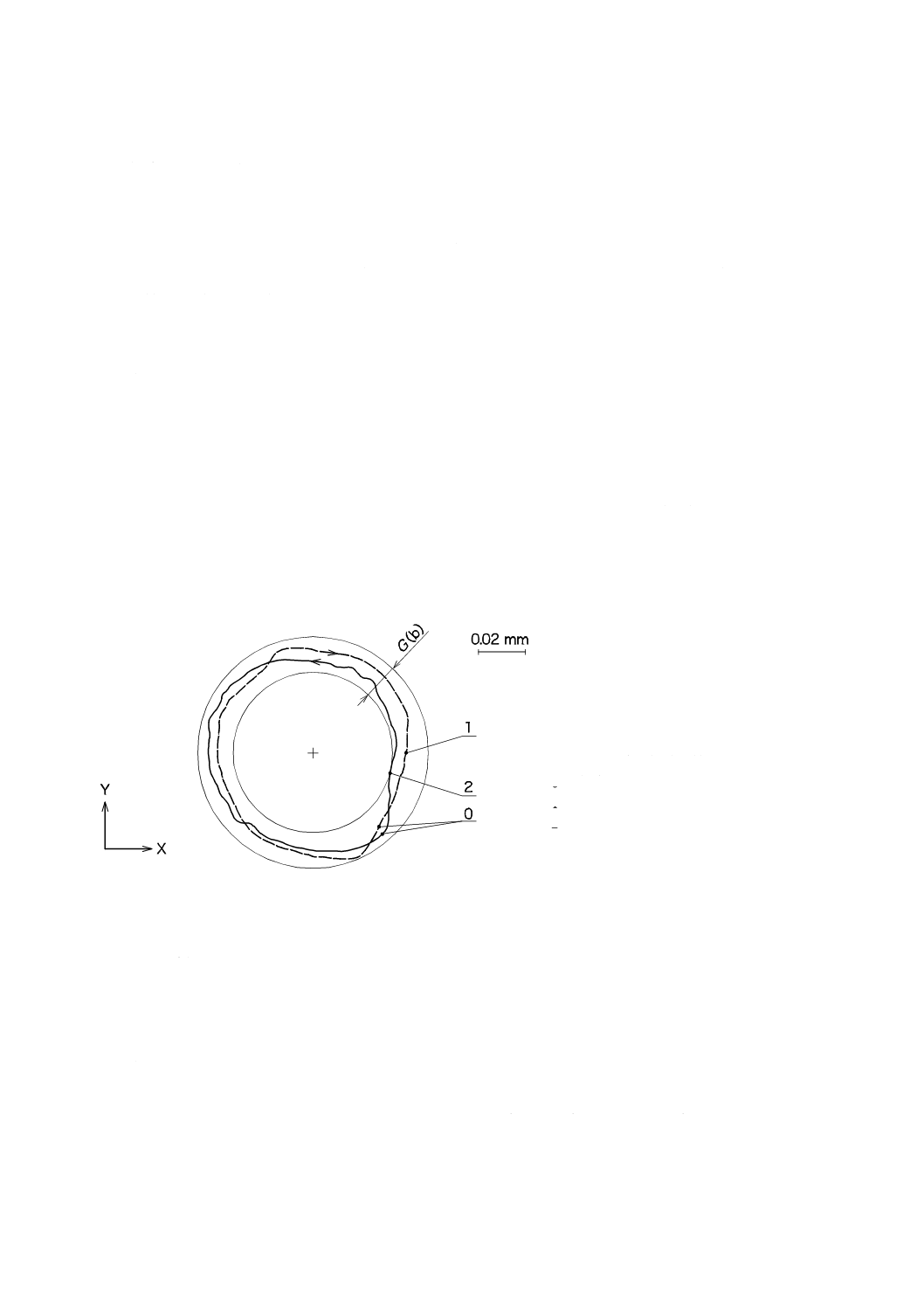
両方向真円度G(b),(bi-directional circular deviation)
時計回りに円運動させたときの実円経路の軌跡と反時計回りに円運動させたときの実円経路の軌跡との
半径の最大差(図1参照)。
注記1 両方向真円度G(b)は,最小二乗円からの半径方向の最大偏差幅として評価してよい。最小二
乗円は,二つの実円経路,すなわち,時計回りと反時計回りとの実円経路から算出する。
注記2 両方向真円度G(b)は,取付誤差,例えば,測定器の心出し誤差を含まない。
注記3 両方向真円度G(b)の測定は,校正した変位測定のできる測定器だけを使用して行うことがで
きる(経路の直径を校正する必要はない。)。半径偏差F及び平均両方向半径偏差Dの測定は,
経路の直径及び変位を校正した測定器を必要とする(附属書A参照)。
注記4 平面内にある線は,その線上のすべての点が二つの同心円の間にあり,その同心円の半径差
が許容値を超えないとき,真円であるとみなす(JIS B 6191の6.61参照)。
注記5 両方向真円度G(b)は,例えば,JIS B 6191の6.63に規定する測定器を使って測定する。ただ
し,フィードバック信号を利用した円運動測定の結果は,“フィードバック信号を利用した両
方向真円度G(b)f”と明記する(附属書D参照)。
+ 二つの実円経路の最小二乗円の中心
0
始点
1
時計回りの実円経路
2
反時計回りの実円経路
両方向真円度 G(b)XY=0.015 mm
図1−両方向真円度G(b)の評価
3.4
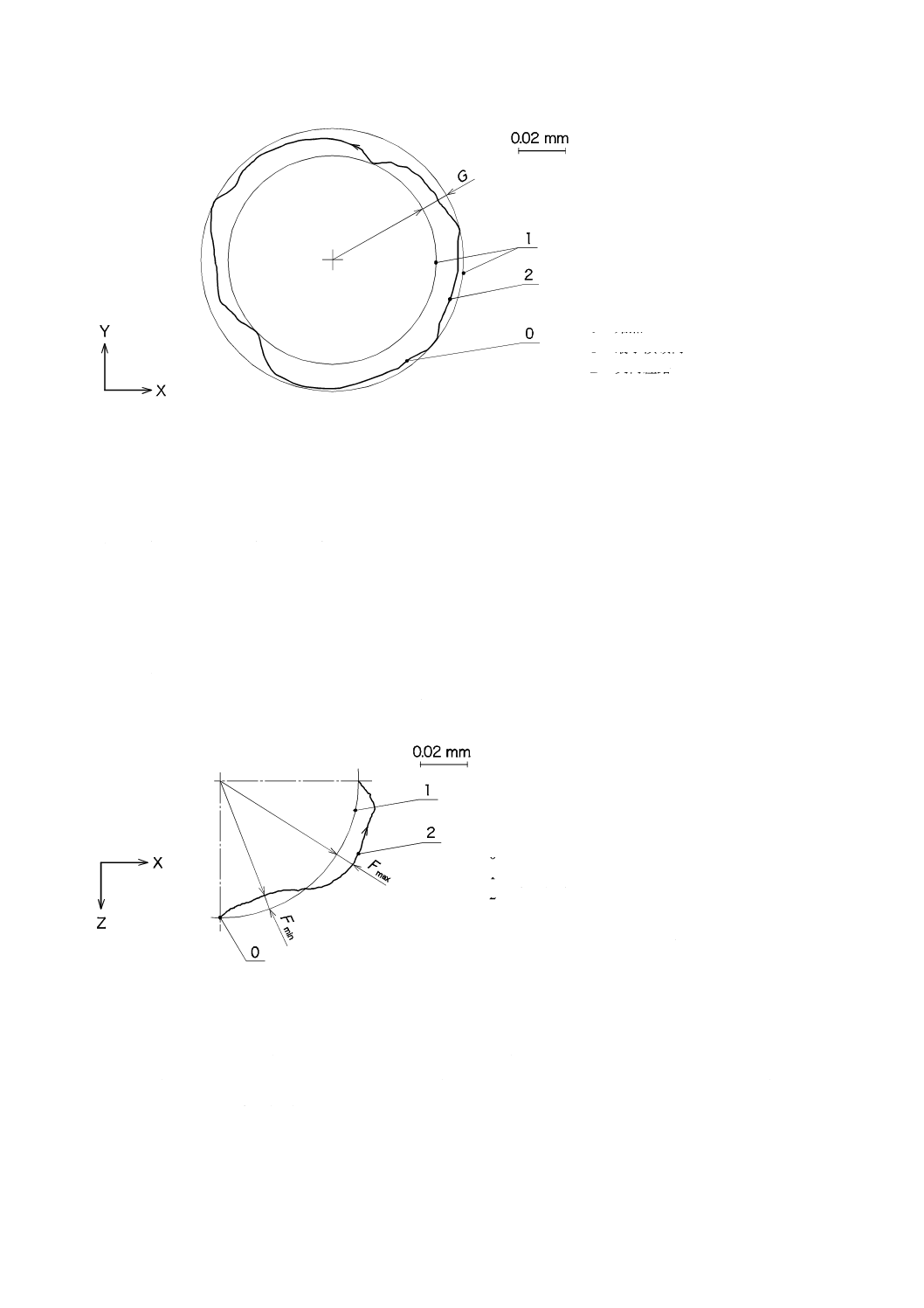
真円度,G (circular deviation)
時計回り又は反時計回りの輪郭を描いている経路の実際の経路を二つの同心円(最小領域円)で挟んだ
ときの最大内接円と最小外接円との半径差又は得られた実円経路の最小二乗円を基準とし,その中心を同
心として描いた最大半径円と最小半径円との半径差(図2参照)。
注記1 両方向真円度G(b)の注記は,真円度Gに適合する。真円度Gと半径偏差Fとの差異につい
ては,附属書A参照。
注記2 真円度Gは,例えば,JIS B 6191の6.63に規定する測定器を使って測定する。ただし,フィ
ードバック信号を利用した円運動測定の結果は,“フィードバック信号を利用した真円度
Gf”と明記する。附属書D参照。
3
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
+ 最小領域円中心
0 始点
1 最小領域円
2 実円経路
真円度,GXY=0.012 mm
図2−真円度Gの評価
3.5
半径偏差,F (radial deviation)
設定円経路と実円経路との偏差。設定円経路の中心は,次のいずれかによって求める。
a) 工作機械上に取り付けた測定器の中心。
b) 実円経路が全円の場合については,最小二乗円の中心。
注記1 正の偏差は,円又は円弧の中心から離れる向きの偏差であり,負の偏差は,円又は円弧の
中心に近付く向きの偏差である。半径偏差の最大値をFmaxで,最小値をFminで表す(図3
参照)。
注記2 a)の場合の測定器の心出し誤差は,半径偏差Fに含まれる。
注記3 半径偏差Fと真円度Gとの相違については,附属書A参照。
+ 設定円経路の中心
0
始点
1
設定円経路
2
実円経路
半径偏差,Fzx,max=+0.008 mm
Fzx,min=−0.006 mm
図3−半径偏差Fの評価
3.6
平均両方向半径偏差,D (mean bi-directional radial deviation)
一つ円経路は時計回りの運動で,もう一つの円経路は反時計回りの運動で行われた二つの実円経路の最
小二乗円の半径と設定円経路の半径との差。
注記 平均両方向半径偏差Dと両方向真円度G(b)との差異については,附属書A参照。
4
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.7
制御軸(identification of axes)
実円経路を生成するために運動させる軸。
3.8
円運動の向き(sense of contouring)
運動の向きは,時計回り/反時計回りがあり,添字を使って表す。
注記 真円度Gと半径偏差Fとの円運動の向き(時計回り又は反時計回り)は,円運動する制御軸の
名称を表す添字によって表示する。すなわち,運動の向きは,最初の添字で示した軸の正の部
分から次の添字で示した軸の正の部分に向かうように表し,例えば,X軸とY軸とを同時制御
して時計回りに円運動させたときの真円度は,GYXで表示し,反時計回りに運動させたときは,
GXYで表示する。
4
試験条件
4.1
環境試験
環境温度を制御できる場合は,20 ℃に設定する。半径偏差の測定に当たって,環境温度を20 ℃に設定
できない場合は,測定器の出力と機械の設定値とを20 ℃に補正した結果が得られるようにする。
機械だけでなく,測定器も関係する場合には,試験前に温度が安定した状態になるまで十分に長い時間
試験環境下に(望ましくは,夜通し)置かなければならない。これらは,風,及び日光,暖房器具などの
外部熱放射から保護しなければならない。
4.2
試験する機械
機械は,完成したもので,完全に運転できる状態になければならない。水平出し及び運転試験は,円運
動試験を始める前に完了しておかなければならない。
試験は,無負荷状態,すなわち,工作物を取り付けない状態で行わなければならない。
4.3
暖機運転
機械を通常の運転状態の下で試験するために,製造業者の指定に基づいて,又は受渡当事者間の協定に
よって,適切な暖機運転を行った後に試験する。
暖機運転の条件が決められていない場合には,機械の予備運転は,測定器の設定に必要なものに限らな
ければならない。
4.4
測定条件
測定条件は,次による。
a) 設定円経路の直径(又は半径)
b) 円運動の速度
c) 円運動の向き。3.8に従った時計回り又は反時計回り
d) 円運動を行う制御軸
e) 工作機械の作業領域内の測定器の位置
f)
温度(環境温度,測定器の温度及び機械の温度)及び線膨張係数(工作機械及び測定器)は,平均両
方向半径偏差Dと半径偏差Fとの測定の補正だけに適用する。
g) 測定データの収集方法[360°以外の場合には,測定角度範囲,運動の始点と終点,データサンプリン
グ数(デジタル処理の場合),データ記録の始点と終点,及びデータの平滑化処理の有無]
h) 試験中に使用した機械の補正機能
5
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
i)
試験していない他の軸のスライド又は運動部品の位置
4.5
測定器の校正
平均両方向半径偏差D及び半径偏差Fを測定するためには,測定器の基準寸法が分かっていなければな
らない。
注記 フィードバック信号を用いる場合は,附属書D参照。
4.6
測定の不確かさ
両方向真円度G(b)及び真円度Gの測定の不確かさの主な因子は,次による。
− 測定器の測定の不確かさ。
− 工作機械の繰返し性。例えば,円運動試験を繰り返すことによって検証できる工作機械の繰返し性。
− 工作機械及び/又は測定器の温度ドリフト。例えば,これは,ISO/TR 16015に規定するドリフト試験
によって検証できる。
平均両方向半径偏差D及び半径偏差Fに対する測定の不確かさの主な因子は,次による。
− 両方向真円度G(b)及び真円度Gに及ぼす影響因子。
− 工作機械及び測定器の温度測定の不確かさ(温度センサ自体の不確かさ及び温度センサの取付位置に
よる不確かさによって引き起こされる不確かさ)
− 工作機械及び測定器の線膨張係数の不確かさ(20 ℃への補正に用いられる。)
5
測定手順
両方向真円度Gと平均両方向半径偏差Dとを測定するためには,時計回り及び反時計回りの経路を連続
して測定する。測定値は,象限切替え時の突起を含む実円経路の軌跡から求めなければならない。
円弧から半径偏差を求めるときは,測定器の心出し誤差を含む取付誤差を最小にするのが望ましい。
6
試験結果の表示方法
試験結果の表示は,次の項目を記載するとともに,測定した軌跡を図示するのが望ましい。
a) 両方向真円度G(b)。
b) 平均両方向半径偏差D。20 ℃に補正した結果を表示する。
c) 真円度G。時計回り及び/又は反時計回りの両方について表示する。
d) 半径偏差Fmax及びFmin 。時計回り及び反時計回りの両方について,20 ℃に補正した結果を表示する。
それぞれの試験結果の表示例を,図4〜6に示す。
注記 より明快にするために,結果の表示は,この規格に示す三つの図に示す。試験報告書には,こ
の三つの図を一つにまとめて示すことができる。
検査報告書には,次の事項を記載する。
− 試験の実施日
− 機械の名称
− 測定器の名称
− 測定条件(4.4参照)
実円経路の軌跡を表示した図には,表示倍率を記載する。
測定の不確かさは,記載する。
6
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
受渡当事者間の協定すべき事項
受渡当事者間の協定すべき事項は,次による。
a) 機械の試験に先立って行う暖機運転(4.3参照)
b) 測定条件(4.4参照)
c) 箇条6 a)〜d)の両方向真円度G(b),平均両方向半径偏差D,真円度G及び/又は半径偏差Fのうち,
必要な試験項目。
試験実施日:yy/mm/dd 機械の名称:XYZ
測定器の名称:abc
測定条件
設定円経路の直径
40 mm
円運動の速度
500 mm/min
円運動の向き
−
円運動を行う制御軸(X,Y,Z)
XY
測定器の位置
円の中心位置(X / Y / Z)
250/250/100 mm
工具レファレンスまでのオフセット(X / Y / Z)
0 / 0 / −80 mm
工作物レファレンスまでのオフセット(X / Y / Z) 0 / 0 / 30 mm
データ収集方法
始点
第4象限
終点
第4象限
データサンプリング数(デジタル処理の場合)
1 500
データの平滑化処理の有無
無
使用した補正機能
無
試験していない他の軸の位置
Z=150 mm
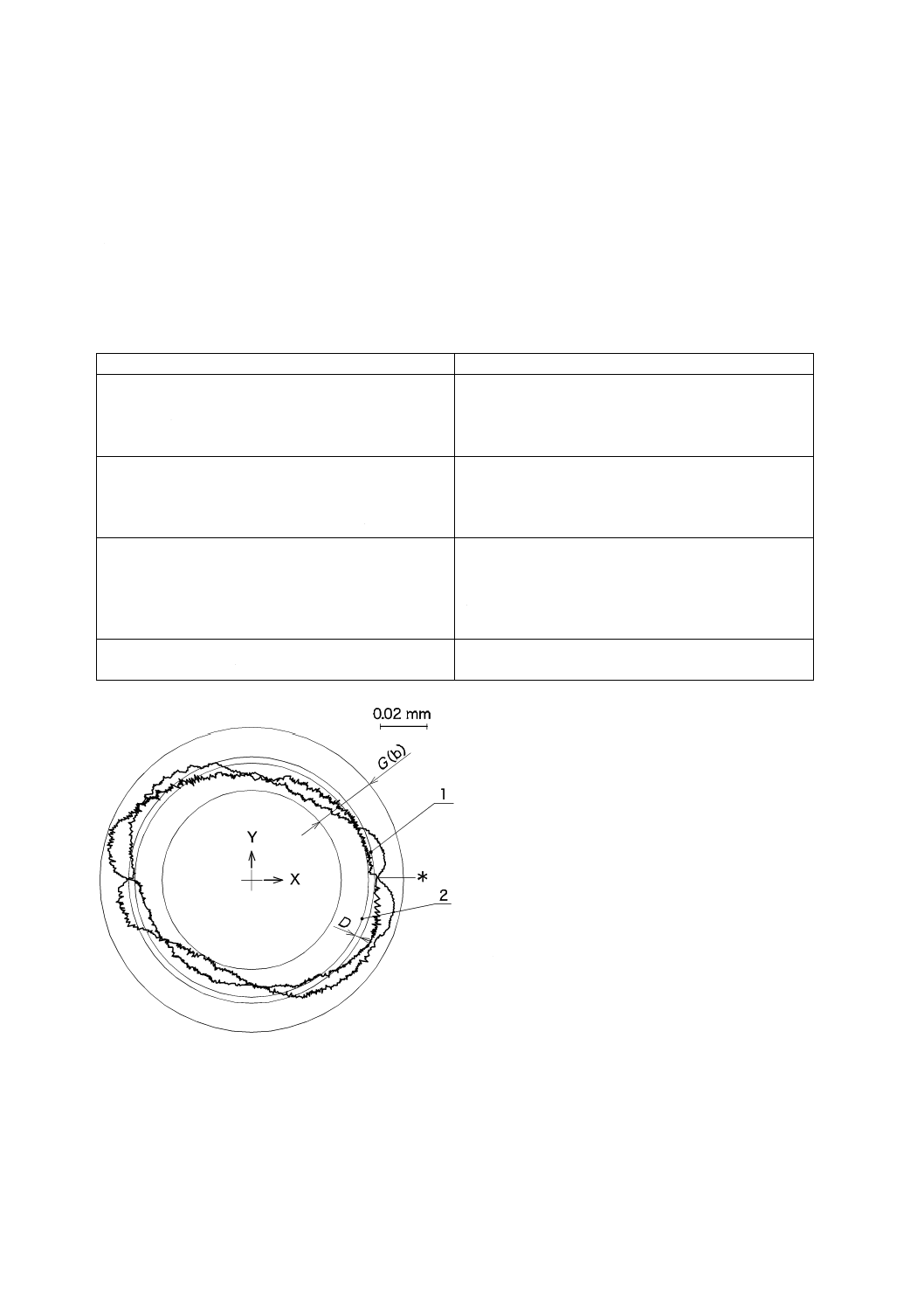
1:+Xから+Yの向きの平均実円経路
2:+Yから+Xの向きの平均実円経路
+ 二つの実円経路の最小二乗円の中心
* 始点
太線 +Yから+Xの向きの実円経路
細線 +Xから+Yの向きの実円経路
両方向真円度G(b)XY=0.028 mm
平均両方向半径偏差DXY=0.001 mm
図4−両方向真円度G(b)及び平均両方向半径偏差Dの測定結果の表示例
7
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験実施日:yy / mm / dd 機械の名称:XYZ
測定器の名称:abc
測定条件
設定円経路の直径
250 mm
円運動の速度
1 000 mm / min
円運動の向き
+Xから+Y
円運動を行う制御軸(X,Y,Z)
XY
測定器の位置
円の中心位置(X / Y / Z)
250 / 250 / 300 mm
工具レファレンスまでのオフセット(X / Y / Z)
0 / 0 / −80 mm
工作物レファレンスまでのオフセット(X / Y / Z)
0 / 0 / 230 mm
データ収集方法
始点
第4象限
終点
第4象限
データサンプリング数(デジタル処理の場合)
1 800
データの平滑化処理の有無
無
使用した補正機能
無
試験していない他の軸の位置
Z=350 mm
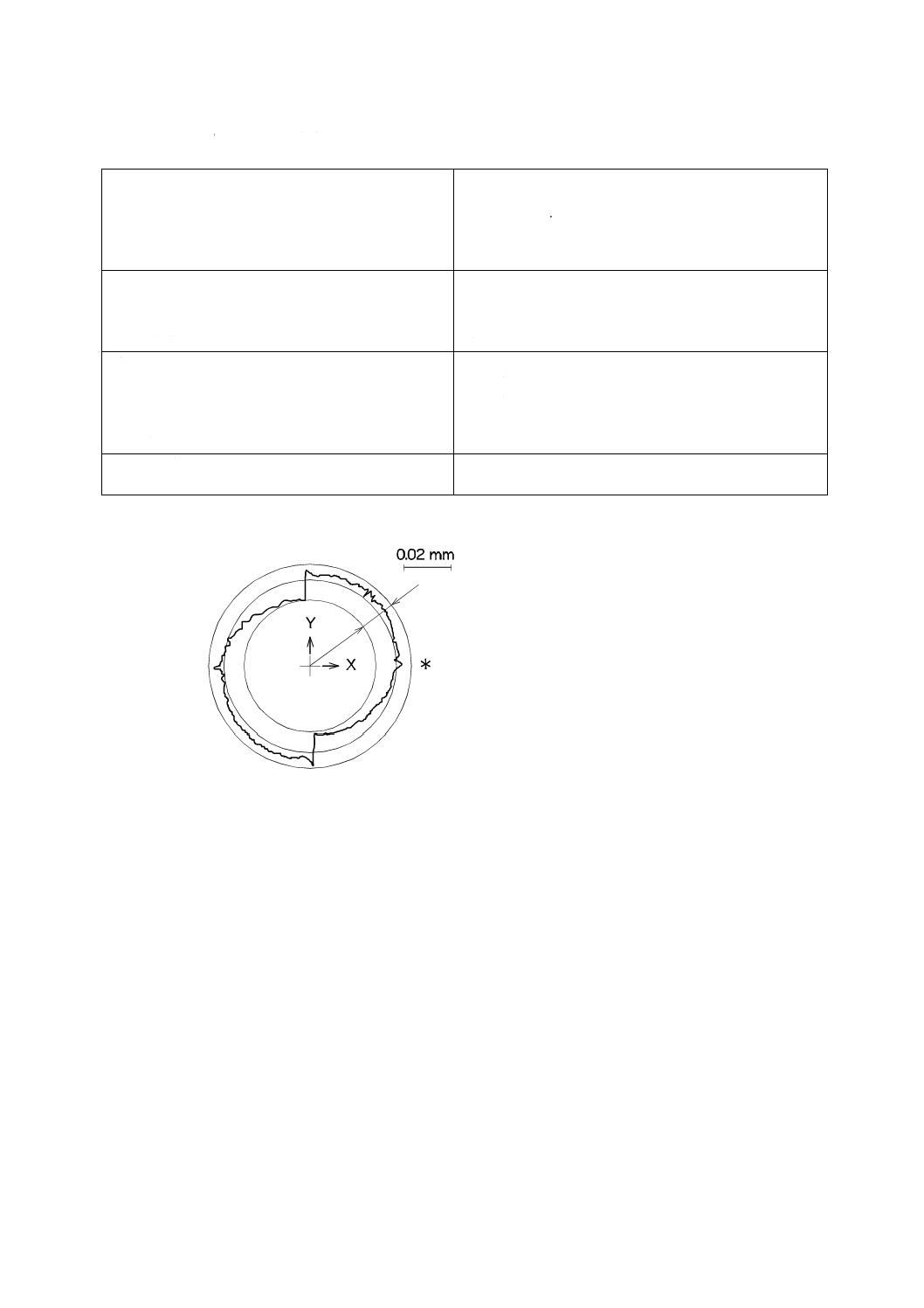
+ 最小領域円の中心
* 始点
真円度,GXY=0.018 mm
図5−真円度Gの測定結果の表示例
8
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
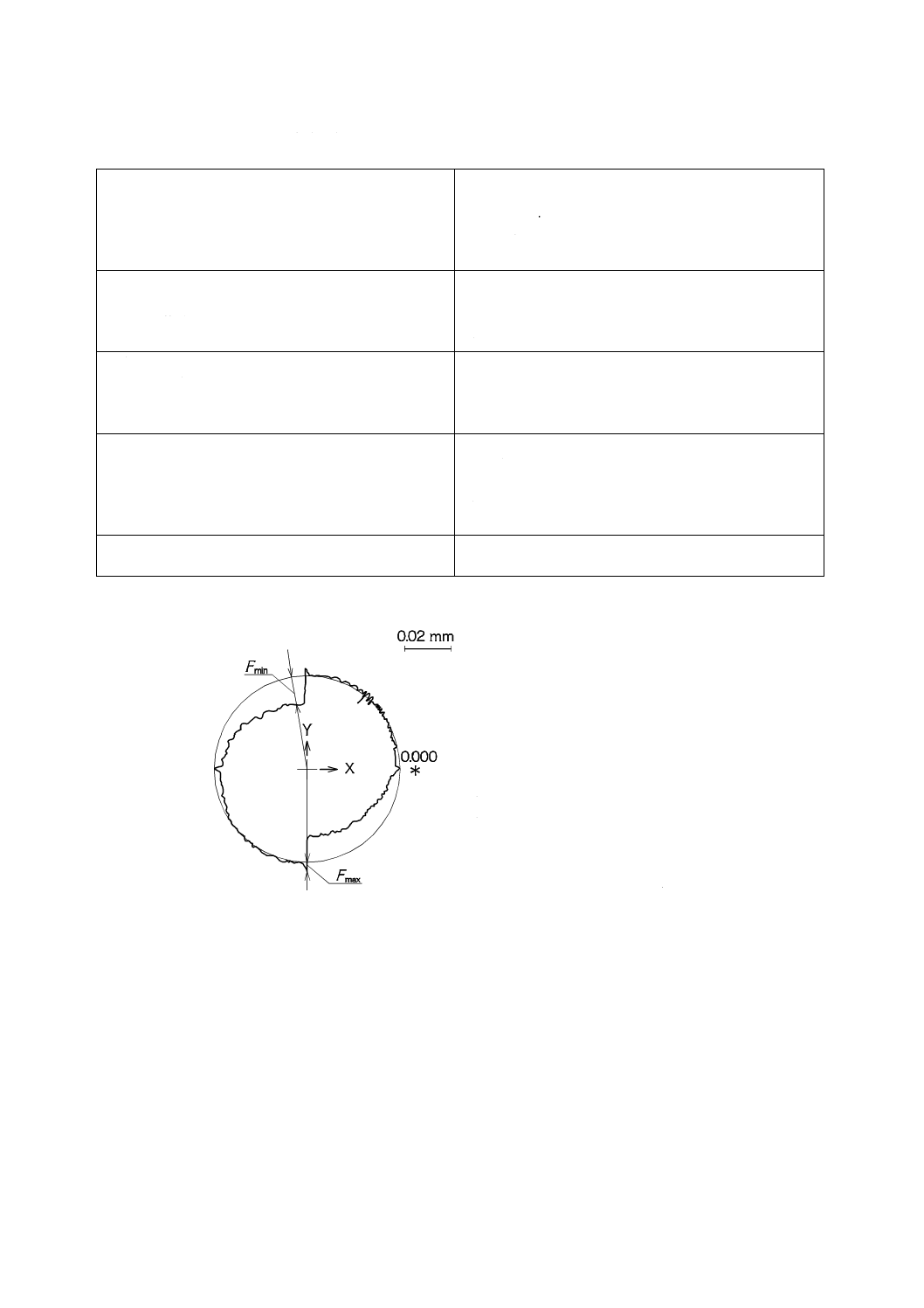
試験実施日:yy / mm / dd 機械の名称:XYZ
測定器の名称:abc
測定条件
設定円経路の直径
150 mm
円運動の速度
300 mm / min
円運動の向き
+Yから+X
円運動を行う制御軸(X,Y,Z)
XY
測定器の位置
円の中心位置(X / Y / Z)
250 / 250 / 100 mm
工具基準までのオフセット(X / Y / Z)
0 / 0 / −80 mm
工作物基準までのオフセット(X / Y / Z)
0 / 0 / 30 mm
温度
環境温度
22 ℃
測定器温度
22 ℃
機械温度
22 ℃
データ収集方法
始点
第4象限
終点
第4象限
データサンプリング数(デジタル処理の場合)
1 800
データ平滑化処理の有無
無
使用した補正機能
温度
試験していない他の軸の位置
Z=150 mm
+ 最小二乗円の中心
* 始点
0.000 設定円経路
半径偏差:Fxy, max=+0.005 mm
Fxy, min=−0.013 mm
図6−半径偏差Fの測定結果の表示例
9
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
真円度と半径偏差との相違点
表A.1−真円度と半径偏差との相違点
項目
真円度[G及びG(b)]
半径偏差(F及びD)
形状の偏差a)
含む。
含む。
直径の偏差b)
最小領域円の直径を評価しないので,含ま
ない。
含む。
位置の偏差c)
実円経路だけが最小領域円の位置を定義す
るので,含まない。
部分円弧Fの場合には含むが,全円F及び
Dの場合には含まない。
注a) 幾何学的円と実円経路との偏差[例えば,だ(楕)円形状偏差]
b) 設定円経路の直径と実円経路の直径との偏差
c) 設定円経路の中心の位置と実円経路の中心の位置との偏差(例えば,X方向及びY方向の位置の偏差)
10
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
円運動軌跡に及ぼす機械の代表的な偏差の影響
B.1
一般
この附属書は,円運動の試験結果と機械の代表的な偏差との関係について示す。一般に,この附属書に
示す幾つかの代表的な偏差は,実円経路の軌跡においては複雑に絡み合って現れる。したがって,この附
属書に示す代表的な偏差だけで実円経絡の軌跡の解析を行うのは十分でない。
数値制御工作機械の二つの直進運動軸を同時に制御したときの円運動の軌跡は,その二つの運動の機械
的な偏差及び数値制御系とその駆動系とで生じる偏差の影響を受ける。
B.2
機械的な偏差の影響
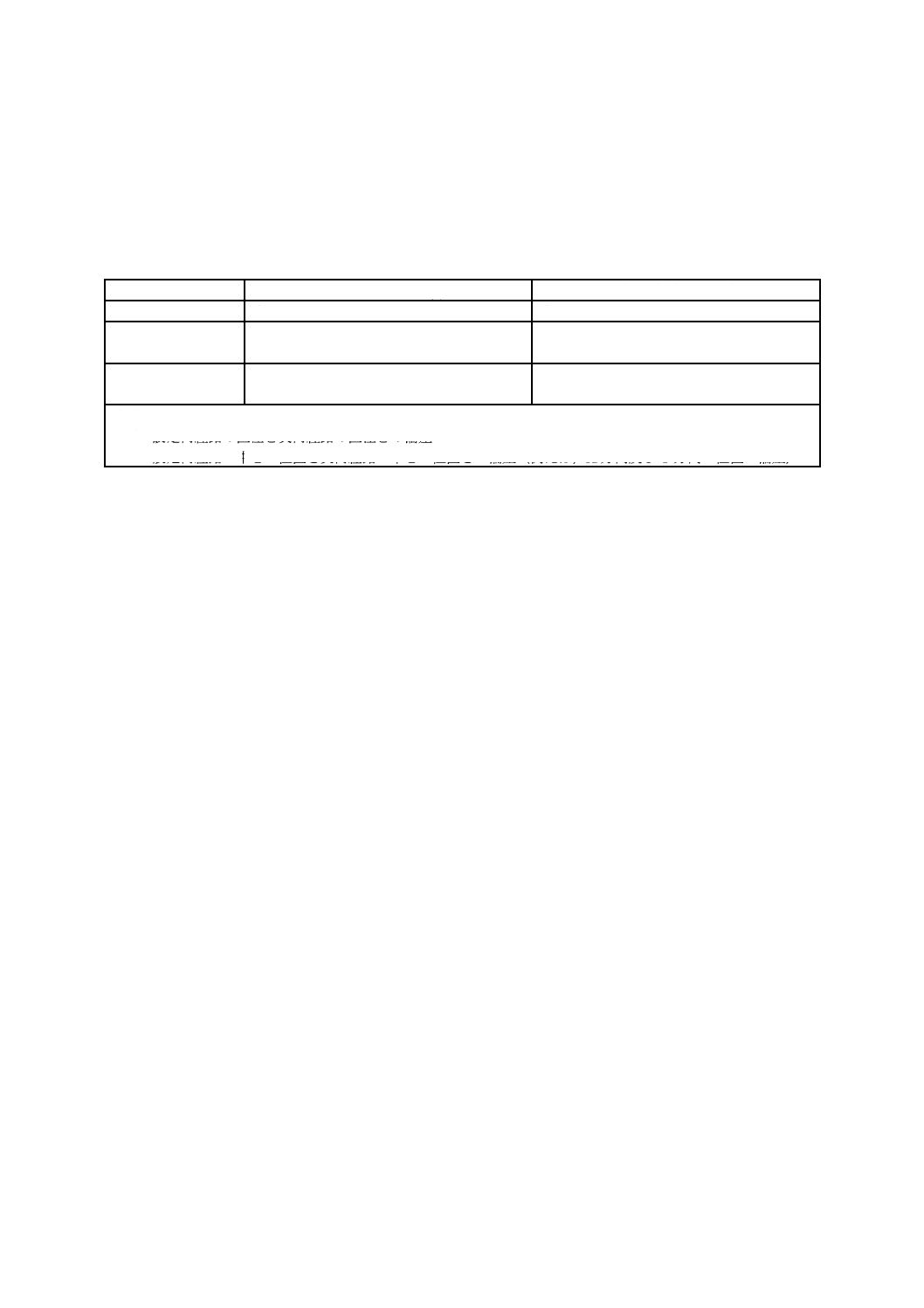
B.2.1 位置精度の影響
X軸の移動量が,他の軸の移動量よりも大きいとき,例えば,位置検出器に偏差があるときには,実円
経絡の軌跡は,X軸に平行な長軸をもつだ(楕)円になる。ここで,Y軸に位置の偏差がなければ,Y軸
方向の経路の直径は,変化しない(Y軸方向の直径は,設定円経路の直径に等しい。)[図B.1 a) 参照]。
X軸の移動量が小さく,Y軸に位置の偏差がなければ,実円経路の軌跡は,Y軸方向に平行な長軸をも
つだ(楕)円になる(Y軸方向の直径は,設定円経路の直径に等しい。)[図B.1 b) 参照]。
a) X軸の移動量が大きい場合
b) X軸の移動量が小さい場合
1 設定円経路
2 実円経路
図B.1−円運動軌跡に及ぼす位置精度の影響
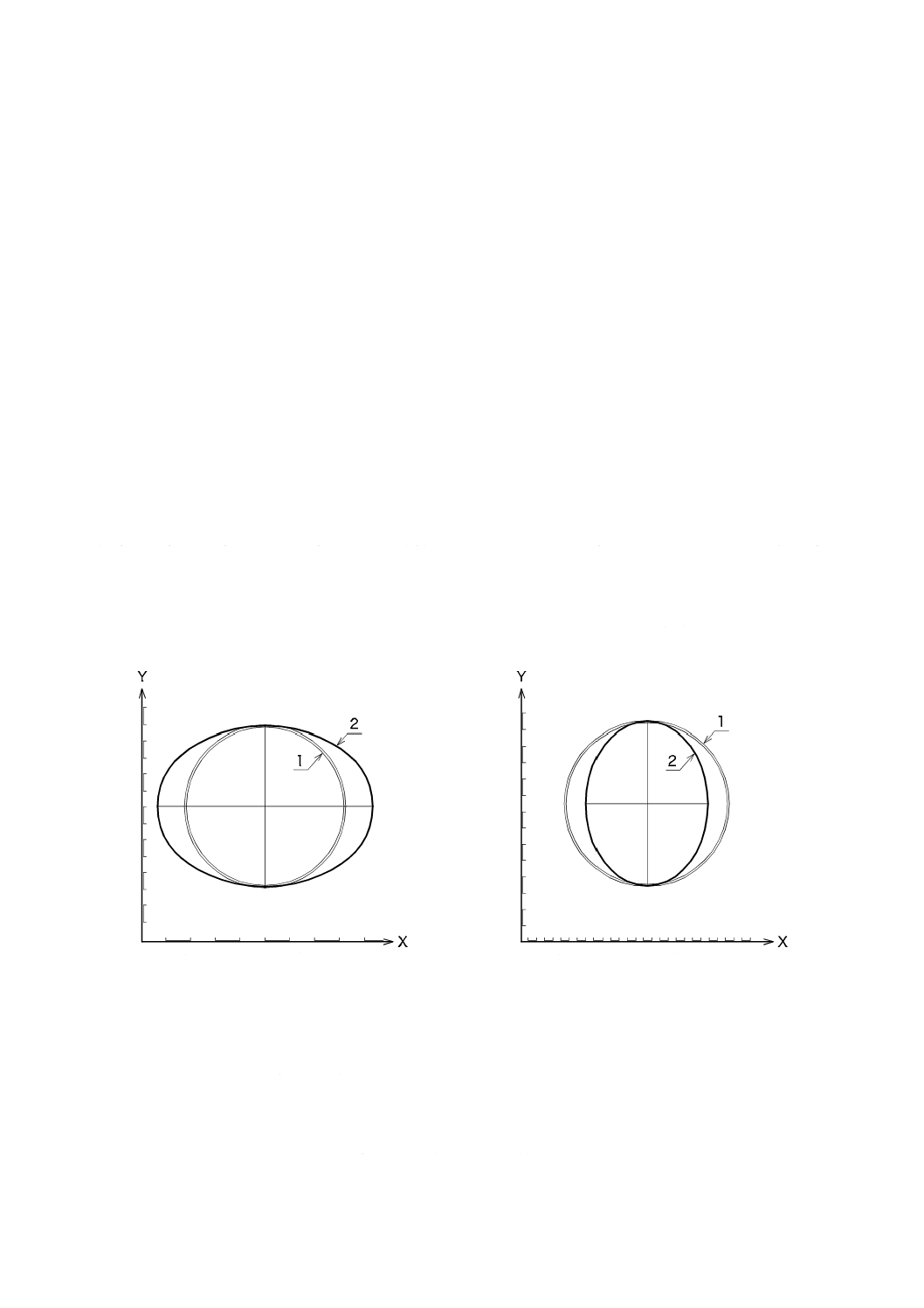
B.2.2 二つの直進軸の直角度の影響
XY平面内にだけ直角度の偏差がある場合,X軸とY軸とが直角でなく,この二つの軸のなす角度が90°
より大きいとき[図B.2 a) 参照],長軸が45°傾いただ(楕)円になり,この二つの軸のなす角度が90°
より小さいとき[図B.2 b) 参照],長軸が−45°傾いただ(楕)円になる。
11
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 90°よりも大きい場合
b) 90°よりも小さい場合
1 設定円経路
2 実円経路
図B.2−円運動軌跡に及ぼす二つの軸の直角度の影響
B.2.3 周期的偏差の影響
周期的偏差は,実円経路の軌跡に影響を及ぼす。周期的な位置決め偏差がある実際の軌跡は,図B.3の
ようになる。
図B.3−Z軸の周期的偏差の影響
B.3
送り駆動系の影響
B.3.1 一般
二つの直進軸を数値制御で同時に運動させて生成できる円経路は,数値制御装置を含む駆動系の挙動に
関する情報を提供する。円経路に沿った送り速度が一定に保たれた場合には,それぞれの軸の運動は正弦
及び余弦に従って変化するが,位置,速度,加速度などの影響を受けて複雑な変化を示す。
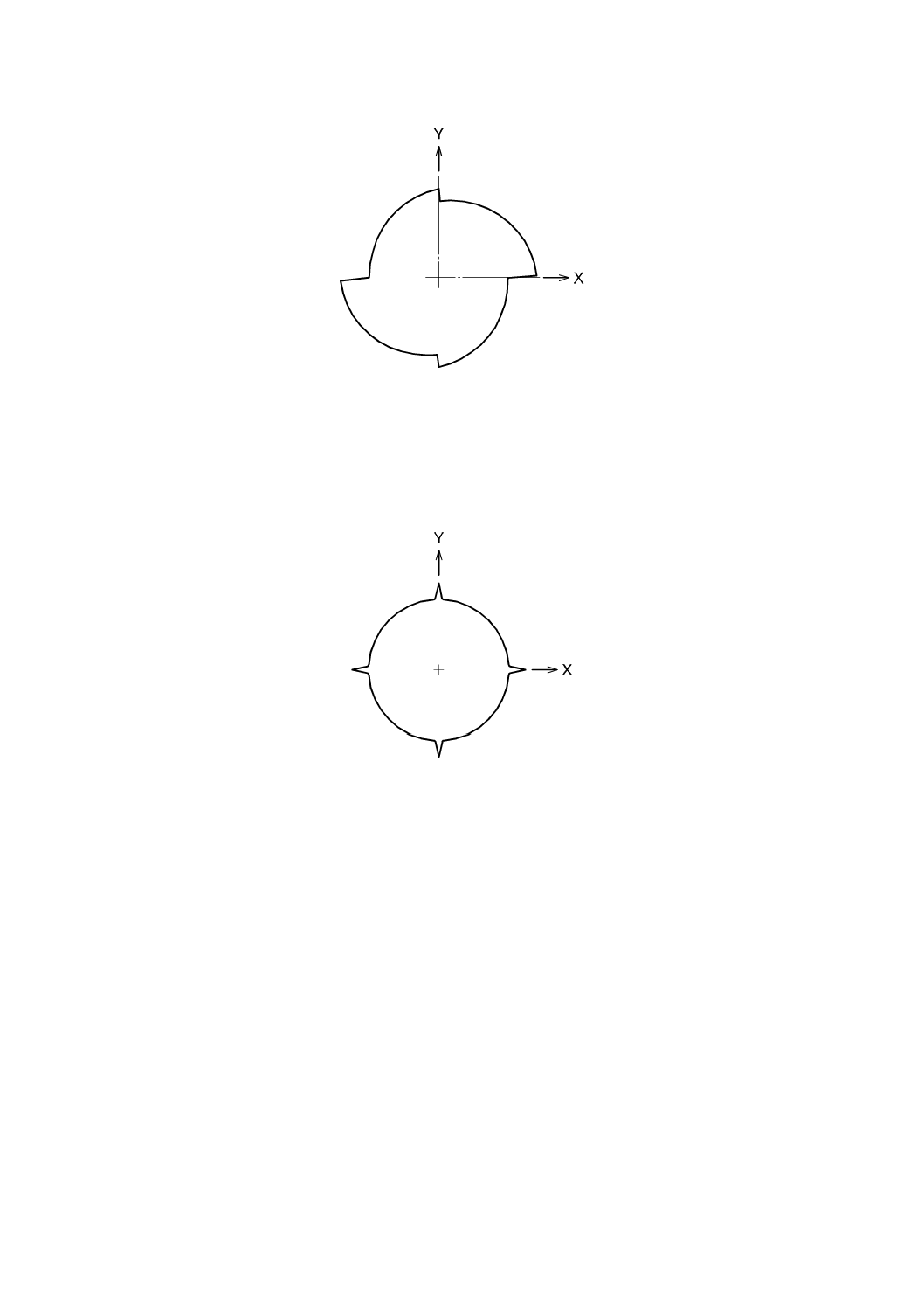
B.3.2 反転誤差の影響
軸の反転誤差が存在すると,運動の方向が切り替わる点で“段差”ができる。図B.4は,反時計回りの
軌跡で,バックラッシが存在するときの典型的な反転誤差の例である。図では,象限が切り替わる四つの
点で段差が発生しており,軌跡はそれぞれ中心の異なる四つの円弧で表される。
12
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図B.4−象限切替え点に現れる突起
反転誤差をフィードバックにリニアスケールを用いたり,CNCの中で反転補正を行ったりして補正する
と,時間遅れの影響によって象限切替え点で“突起”が生じる(図B.5参照)。この象限突起の高さは,機
械的なバックラッシ及び時間遅れに依存する。
図B.5−象限突起
象限切替え時に現れる象限突起は,実際には“平ら”であり,円弧補間削りを行った場合には現れるが,
直進軸の位置決め精度試験(例えば,JIS B 6190-2による。)に基づく標準的な試験を行っても現れない。
位置決め精度試験は,機械の運動を止めてから位置の測定を行うからである。
実際には,“象限突起”及び“段差”が一緒になって現れる。反転誤差補正及び/又は摩擦補正が適用さ
れると,バックラッシなどの既存の誤差ではなく,“負の象限突起”及び“負の段差”を含むかなり複雑な
現象が象限切替わり点に現れる。
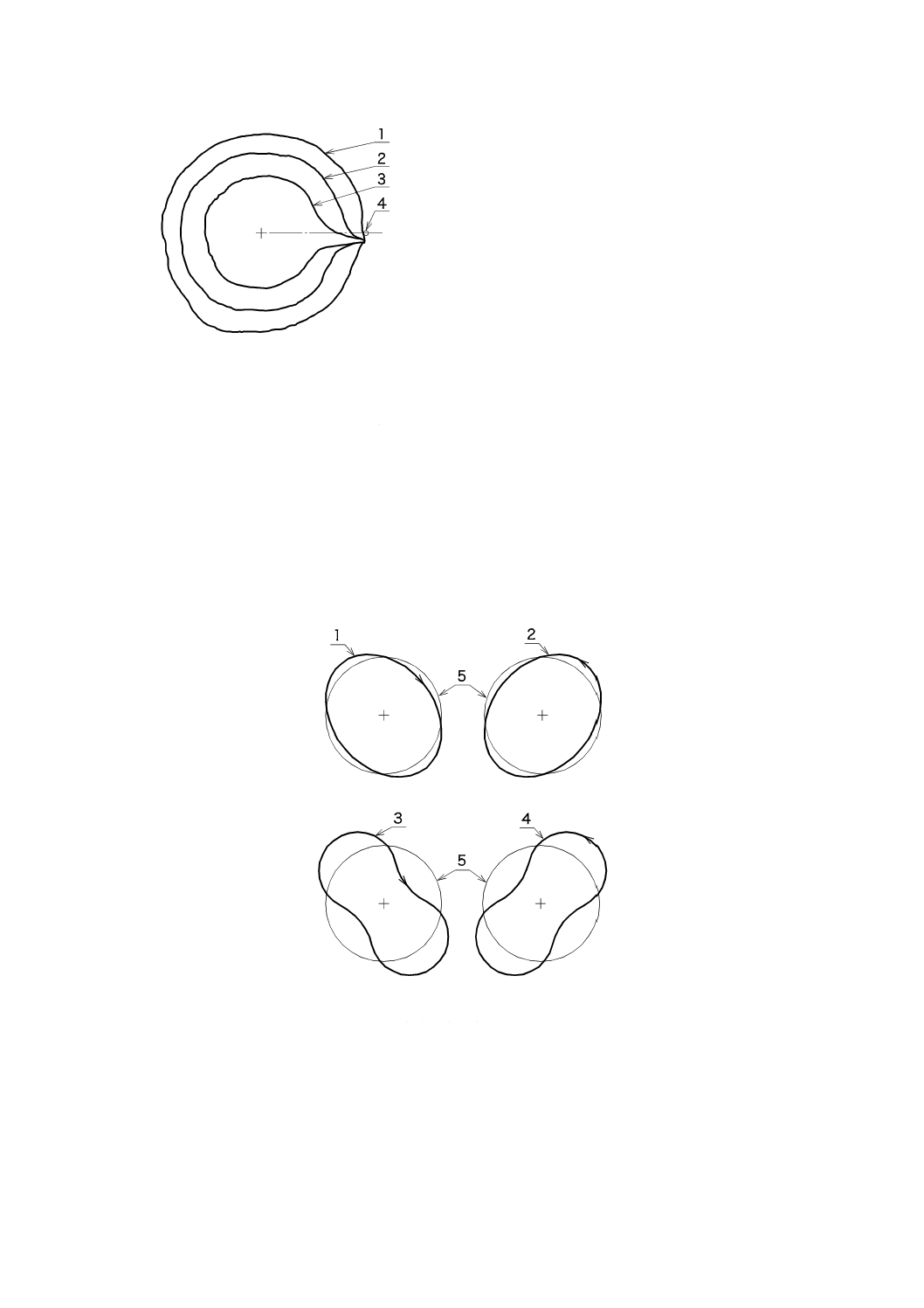
B.3.3 軸の加速度の影響
送り速度が高くなると,軸の加速度もそれに伴って増加する。軸の駆動は,半径減少を生じて,一般に
実円経路は設定円経路よりも半径が小さくなる(図B.6参照)。
円経路生成のための送り速度が速くなると加速度も増加する。軸の駆動は,運動の振幅がより高い振動
数で,より高い送り速度で減少するのと同じような挙動を示す。これは,実円経路が設定円経路よりも小
さな直径になることを意味する。
13
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 低速送り時の実円経路
2 中速送り時の実円経路
3 高速送り時の実円経路
4 始点及び終点
図B.6−送り速度の影響(円運動の実円経路)
機械の数値制御の特別なアルゴリズム制御(例えば,比例積分制御ループ)は,より高速送りで,した
がって,それぞれの軸の加速度の影響を補正し,設定円経路より大きな円を描くようになるかもしれない。
B.3.4 追従特性に差がある場合(位置ループゲインの不一致)
関係する二つの軸の追従特性に差がある場合は,実円経路の軌跡は,だ(楕)円になる。そのだ円の長
軸が+45°又は−45°である。
だ円の長軸は,円運動の向き(時計回り,又は反時計回り)によって,+45°又は−45°傾く(図B.7
参照)。
円運動の速度が高くなると,それに伴って設定円経路からの偏差は大きくなる。
1 低速送り時の時計回りの実円経路
2 低速送り時の反時計回りの実円経路
3 高速送り時の時計回りの実円経路
4 高速送り時の反時計回りの実円経路
5 設定円経路
図B.7−追従特性の影響
14
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
直径及び速度の設定
設定円経路の直径及び円運動の送り速度は,受渡当事者間での協定による値,又は機種別規格に規定し
た値とする。
機種別規格に規定した直径又は送り速度と異なる値を選択した場合には,軸の加速度を一定に保つため
に次の式に従って,それぞれの値を決定するのが望ましい。
V1=V2
2
1
d
d
ここに,
V1: 試験する送り速度
V2: 規格に規定された送り速度
d1: 設定円経路の直径
d2: 規格に規定された設定円経路の直径
直径の変更は,最小限に抑えるのが望ましい。
− 設定円経路の直径が大きくなると,機械的な偏差の影響が大きくなる。
− 送り速度が高くなると,追従特性の影響が大きくなる。
計算例は,次による。
− 規格に規定された直径:
d2=100 mm
− 規格に規定された送り速度: V2=500 mm/min
− 設定直径:
d1=125 mm
− 試験する送り速度:
V1=500
100
125=559 mm/min
15
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
フィードバック信号を利用した円運動試験
例えば,JIS B 6191の6.63に規定する測定器を使わずに機械の軸駆動の内部フィードバック信号を使用
して行う円運動試験は,“フィードバック信号を利用した円運動試験”として参照する。
両方向真円度及びフィードバック信号を利用した円運動試験による真円度は,次による。
− フィードバック信号を利用した両方向真円度 G(b)f
− フィードバック信号を利用した真円度 Gf
フィードバック信号を利用した円運動試験は,半径偏差及び平均両方向半径偏差を規定するために用い
てはならない。
リニアスケールを搭載した工作機械では,フィードバック信号を利用した円運動試験は,例えば,周期
的偏差の影響(B.2.3),反転誤差の影響(B.3.2),軸の加速度の影響(B.3.3),及び追従特性に差がある場
合(B.3.4)を調べるために使用できる。
16
B 6190-4:2008 (ISO 230-4:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS B 6190-2 工作機械試験方法通則−第2部:数値制御による位置決め精度試験
注記 対応国際規格:ISO 230-2,Test code for machine tools−Part 2: Determination of accuracy and
repeatability of positioning numerically controlled axes (MOD)
[2] ISO/TR 16015, Geometrical product specifications (GPS)−Systematic errors and contributions to
measurement uncertainty of length measurement due to thermal influences
[3] ANSI/ASME B5.54:1992,Methods for Performance, Evaluation of Computer Numerically Controlled
Machining Centers
[4] Bryan, J.B. A simple method for testing measuring machines and machine tools; Part 1: Precision Engineering
April 4 2 (1982), P.61; Part 2: Precision Engineering July 4 3 (1982), p.125
[5] Burdekin, M. and Park, J. Contisure. A computer Aided System for assessing the contouring accuracy of NC
machine tools, MATADOR Conference, April 1988, p.197
[6] Kakino, Y., Ihara, Y. and Shinohara, A. Accuracy Inspection of NC Machine Tools by Double Ball Bar Method,
Carl-Hanser Verlag, 1993; jn German: Carl-Hanser Verlag, 1993; in Japanese: Realize, inc., 1989
(垣野義昭,井原之敏,篠原章翁,DBB法によるNC工作機械の精度評価法,(1990),リアライズ
社,東京)
[7] Knapp, W. and Hrovat, S. The Circular Test for Testing NC Machine Tools, S. Hrovat, Trottenstr, 79, CH-8037
Zurich, 1987, ISBN 3-906391-03-5
in French: S. Hrovat, Trottenstr. 79, CH-8037 Zurich, 1986, ISBN 3-906391-02-7
in Russian: NPO ENIMS, 5th Donskoi pr. 21-b, 117926 Moscow, Russia, 1992
in German: S. Hrovat, Trottenstr. 79, CH-8037 Zurich, 1986, ISBN 3-906391-01-9
[8] Nakazawa, H. and Ito, K. Measurement System of Contouring Accuracy on NC Machine Tools,Bull. Japan
Soc. Prec.Eng., 12 4 (Dec. 1978), p.189